
Abstract
The paper reports on all-solution-processed, all-oxide solar cells, based on an electrodeposited Cu2O absorber. The transparent indium-doped zinc oxide (IZO) contact and buffer layers of zinc oxide or zinc magnesium oxide (Zn1−xMg x O) were fabricated by ultrasonic spray pyrolysis. The cells were completed with graphite paste top contacts. The focus was set on using exclusively environment-friendly and low-cost raw materials, deposited from aqueous solutions without organic solvents. The latter is especially important for spray pyrolysis, where high process temperatures restrict the use of flammable solvents. The developed spray pyrolysis recipes yielded conductive (25 Ω/sq.) and transparent IZO and various compositions of transparent Zn1−xMg x O layers, with a linear dependence of the energy band gap (3.28–3.50 eV) as a function of the Mg content (0–16 mol %), as seen for layers deposited by vacuum-based techniques. Solar cells with a Zn0.88Mg0.12O buffer showed an improved photovoltaic performance compared to cells with ZnO buffer or without buffer, reaching a power conversion efficiency of 0.67% with a short-circuit current density of 3.76 mA/cm2, an open-circuit voltage of 0.34 V and a fill factor of 52.7%. The study correlated the improved cell performance with structural and electronic properties of the heterojunction.
Similar content being viewed by others

Introduction
All-oxide solar cells are promising candidates for future sustainable energy production. Oxide semiconductors span a wide range of electronic properties, with many of them being abundant, low cost, chemically stable and non-toxic. They are widely implemented in the fields of photovoltaics, optoelectronics (e.g., in thin-film displays and light-emitting diodes) and functional coatings (e.g., in solar-control windows) [1,2,3,4,5,6]. Besides their outstanding properties, they can be easily deposited by low-cost, solution-based methods. Methods like spray pyrolysis, chemical bath deposition and electrodeposition are very attractive, because they can be integrated in high-throughput manufacturing and often yield film qualities comparable to films deposited by vacuum-based methods [7,8,9,10].
Commercialized and emerging thin-film photovoltaic (TFPV) technologies use metal oxides as transparent electrodes [5], buffer/window layers [11], hole and electron transport interfacial layers [12] and antireflection coatings [13]. As light absorber, the p-type cuprous oxide (Cu2O) semiconductor is the most investigated metal oxide, with research on its properties dating back to the 1920s [14]. The material has a band gap of ~ 2 eV [15], which means that a maximum efficiency of 20% [16] (Shockley–Queisser limit) can be achieved. Cu2O is mainly prepared by Cu sheet oxidation at high temperatures (> 1000 °C) [17,18,19,20] and by electrochemical deposition (ECD) at temperatures well below 100 °C [7, 8, 21,22,23,24]. The first method is particularly energy-intensive, but delivers high power conversion efficiencies, with the current record being 8.1% [17]. On the other hand, the highest efficiency obtained with ECD-deposited Cu2O is 3.97%, with an impressive open-circuit voltage (VOC) of 1.2 V [7]. However, in this case the absorber was deposited on a precious-metal electrode (Au), which contradicts the target of cost reduction by using oxide photovoltaics.
A limitation of Cu2O-based cells is that doping of Cu2O with donors is extremely difficult, due to the mechanism of self-compensation that tends to maintain the p-character of the material [25]. Cu2O homojunction solar cell architectures are therefore very rare [26, 27]. By far the most common and successful approach is creating heterojunction cells with a non-doped, n-type oxide. In principle, it would be possible to use the n-type transparent conducting oxide (TCO) directly as counterpart of the heterojunction, but the use of degenerately doped TCOs in direct contact with the Cu2O has always led to a deterioration of the PV performance [19, 28, 29], mostly by lowering the VOC. For this, various buffer layers have been inserted between the TCO and absorber layer. An investigation on band offsets between n-type materials and electrodeposited Cu2O is given by Buonassisi et al. [30].
Suitable n-type buffer layers, such as Ga2O3, have a similar low electron affinity as Cu2O [30]. Indeed, Ga2O3 has given rise to the highest VOC values and cell efficiencies for Cu2O-type solar cells [7, 18]. Alternatively, the electron affinity of materials such as ZnO can be modified by alloying them, either on the anion or the cation site [31], to decrease the large conduction band offset of 0.9 eV for ZnO/Cu2O heterojunctions [30, 32]. For example, Mg doping of ZnO lowers the electron affinity and widens the band gap, leading to an improved conduction band alignment with the Cu2O absorber and a higher open-circuit voltage compared to intrinsic ZnO [24, 33, 34]. However, film compositions containing more than 20 mol % of Mg are shown to result in a drastic deterioration of the PV performance [24, 33], that may be related to deep-level traps [35]. In some cases the threshold for PV performance decrease is reported to be lower, at ~ 10 mol % Mg [24, 33, 34]. In accordance with these results from the literature, the present work targeted to implement a ZnMgO buffer layer with Mg composition within the reported optimum range.
In most Cu2O-type solar cells, commercially available TCO substrates such as fluorine-doped tin oxide (FTO) [9, 36] or indium tin oxide (ITO) [37, 38] are used. To lower the overall material costs, ZnO-based TCOs, which are feasible to fabricate by solution-based methods, are preferred. To increase the conductivity, ZnO is often doped with group-III elements. Among them, Al-doped ZnO (AZO) is often used in Cu2O cells [7, 17, 23, 39]. Doping the ZnO with In is for the long-term TCO stability favorable, due to its similar ionic radius to zinc [40], which results in low lattice stress and transparent, conductive films. The higher In price compared to Al is not a significant factor, since methods like spray pyrolysis yield high-quality In-doped ZnO (IZO) films, even at relatively low In contents (< 4 mol %) [41,42,43].
All-oxide solar cells are increasingly reported in the current literature and recent reviews [4, 9, 20, 21, 24, 37, 44]. However, in any of the existing reports at least one of the following statements is true: (a) The absorber is fabricated by the energy-intensive thermal oxidation of Cu sheets [17,18,19,20], (b) at least one of the layers is deposited by a vacuum-based technique [7, 17, 24, 33, 34, 37, 45], (c) at least one of the layers is a precious metal [7, 23].
This paper reports, for the first time, an all-solution-processed all-oxide solar cell, based on electrodeposited Cu2O absorber along with buffer/TCO layers fabricated by ultrasonic spray pyrolysis (USP). As buffer, zinc magnesium oxide was used with tunable Mg content, whereas an indium-doped zinc oxide was applied as TCO. The entire solar cell was processed under atmospheric conditions by using low-cost and non-toxic raw materials as well as upscalable processes. All layers were deposited from aqueous solutions containing the corresponding metal salts, without the use of organic solvents.
Experimental
Cell construction
Figure 1a shows a sketch of the solar cell structure, in the superstrate configuration, where light enters the cell from the glass side.

(a) Sketch of the all-oxide solar cell and photographs of (b) IZO/ZnMgO, (c) IZO/ZnMgO/Cu2O from the top side and (d) IZO/ZnMgO/Cu2O from the glass side
As substrate, borosilicate glass pieces (Schott Nexterion® D, 7.5 × 2.5 cm2) were used. The substrates were ultrasonically cleaned at 50 °C for 30 min in Hellmanex® III washing solution, then rinsed with deionized water (DI, 18 MΩ/cm) as well as isopropanol and finally dried in air stream. Directly on the substrate the IZO TCO and the Zn1−xMg x O or ZnO buffer were deposited by USP. Cells without the buffer layer were also prepared. The Cu2O absorber was then electrochemically deposited atop, and finally, graphite paste contacts were defined.
Figure 1b–d shows photographs of the coated glass substrates with IZO/ZnMgO buffer layer (Fig. 1b) as well as photographs with the Cu2O absorber taken from the top side (Fig. 1c) and from the glass side (Fig. 1d). In the sections below, the fabrication of each of the solar cell’s components is detailed and finally the cells’ PV performance is reported.
Spray pyrolysis
Among solution deposition methods, spray pyrolysis at temperatures above 350 °C has been proven a suitable method for high-quality In-doped ZnO films [41,42,43] and for Zn1−xMg x O layers [46,47,48]. In the present work, a Sono-Tek ExactaCoat® system was used, equipped with a Sono-Tek Impact® ultrasonic nozzle in the horizontal geometry, operating at 120 kHz.
For the deposition of IZO the flow rate was kept at 1.6 ml/min and 280 spraying cycles were used at a temperature of 360 °C, resulting in a thickness of 1.8 µm. The solution recipe was similar to the one reported by Edinger et al. [42], except that indium acetate instead of indium acetylacetonate was used as indium dopant precursor. The sprayed aqueous solution contained 0.2 M zinc acetate dihydrate (ZnAc2*2H2O, Sigma-Aldrich 96459), 4 mol% indium acetate (InAc3, Sigma-Aldrich 510270) and 8 vol% acetic acid (HAc, Sigma-Aldrich A6283).
For both buffer layers (Zn0.88Mg0.12O and undoped ZnO) the same spraying setup as in the deposition of IZO films was used; only the flow rate was lower (0.8 ml/min) compared to the IZO deposition, to ensure a high film homogeneity. Five spraying cycles led to a film thickness of 50 nm. ZnO buffer layers were sprayed from an aqueous precursor solution containing 0.2 M zinc acetate dihydrate (ZnAc2*2H2O, Sigma-Aldrich 96459) and 8 vol% HAc. For the deposition of Mg-doped ZnO films the precursor solution contained 0.8 M zinc acetate dehydrate and various amounts (0–30 mol%) of magnesium acetate tetrahydrate (MgAc2*4H2O, Sigma-Aldrich M5661), to obtain different Mg contents in the deposited film.
ECD
For the ECD of Cu2O, the glass substrates coated with IZO or IZO/buffer were immersed vertically in the bath and connected to the working electrode of the AUTOLAB® potentiostat/galvanostat, equipped with an analog charge integration module. A platinized titanium mesh was used as counter electrode, and a potential of − 0.6 V against an Ag/AgCl reference electrode was applied for the potentiostatic ECD on the IZO and IZO/ZnO substrates. For the IZO/Zn0.88Mg0.12O substrates a potential of − 0.65 V was applied. The deposition potentials were determined by cyclic voltammetry and correspond to the limit between the kinetic and mixed control regime for the film growth [24]. The deposition was stopped after the charge of 6 C passed to the working electrode during the cathodic reaction, as measured by the AUTOLAB’s analog charge integrator.
The aqueous ECD solution contained 0.2 M copper sulfate pentahydrate (CuSO4*5H2O, Sigma-Aldrich C8027) and 3 M lactic acid (LA, Sigma-Aldrich W261114) as a complexant to avoid Cu(OH)2 precipitation [49]. The solution pH was adjusted to 12.5 (at 25 °C) with 3 M sodium hydroxide solution (NaOH, Sigma-Aldrich S5881) under stirring. Further, in 400 ml CuSO4 solution, 100 mg of sacrificial zinc oxide (ZnO, Sigma-Aldrich 205532) was added to avoid the undesired etching of the underlying ZnO layer as proposed by Musselmann et al. [38]. To ensure that the ZnO layer will not be dissolved during ECD, 40 mg of ZnO powder was added to 170 ml solution in a 250-ml beaker and heated under stirring to the deposition temperature of 70 °C. After one hour a small amount of ZnO (or Zn(OH)2) precipitate was still present in the solution, which means that the solution is saturated and ZnO etching is avoided.
Contact formation and post-processing
As contacts, graphite paste dots (ca. 3 mm2) were applied onto the cells (Alfa Aesar, 42466). The cell fabrication was completed by a 4-h, low-temperature annealing step in air on a hot plate adjusted to 150 °C to improve the PV performance, mainly due to an improvement of the series and shunt resistance.
Characterization methods
The film thickness and morphology for each layer were characterized by scanning electron microscopy (SEM, Zeiss Ultra 40). The crystal structure was investigated by X-ray diffraction (XRD, Thermo Fisher Scientific ARL Equinox 100). Transmittance and specular reflectance spectra (13° angle) in the range between 300 and 1100 nm were recorded by Fourier transform infrared spectroscopy instrument (FTIR, Bruker Vertex 70). The elemental composition of the films was determined by inductively coupled plasma spectroscopy (ICP-OES, PerkinElmer Optima 5300 DV). The current voltage curves for the cells were measured at 25 °C under dark and illuminated conditions using a solar simulator with an AM1.5G spectrum. For the capacitance–voltage measurements, a precision LCR meter (Agilent 4284A) was used.
Results and discussion
In the sections below, the characterization of each of the solar cell’s layers is detailed and finally, the PV performance characterization of the cells is reported.
Layer characterization
IZO transparent conducting electrode
For the deposition of IZO electrodes the chemical composition of the sprayed precursor solution was optimized to deposit films with a high conductivity and transparency. Acetate precursors were chosen because of their volatility, low cost and non-toxic properties. To decrease material costs the amount of the indium dopant had to be as low as possible, while not compromising the film’s conductivity. Considering this, the optimized indium acetate concentration in the solution was 4 mol%, since higher amounts of indium did not improve the conductivity further. The addition of acetic acid was necessary to stabilize the precursors in the solution in the form of volatile zinc and indium acetate complexes (avoid Zn(OH)2 and In(OH)3 precipitation) that can deposit in a CVD-like process onto the substrate [50]. The amount of acetic acid also influences significantly the growth rate of IZO films, as investigated by Solorza-Feria et al. [41]. In the present work the precursor solution had a pH value of 3.65 (at 25 °C), which resulted in a fast film growth rate (50 nm/min). Temperature and flow rate were optimized in order to obtain a dense film without low-temperature spraying artifacts, while using a high flow rate for a fast film deposition. A film thickness of 1.8 µm resulted in a sheet resistance of 25 Ω/sq. with an average transparency of 72% in the visible range between 450 and 700 nm. Cross section and plane view SEM images of the IZO films are shown in Fig. 2a, b. The deposited films are smooth and compact with small grain size.

Plane view SEM images of (a) glass/IZO and cross section SEM of (b) glass/IZO/Zn0.88Mg0.12O
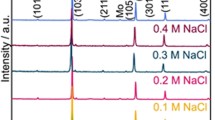
Figure 3 shows the crystal structure of the films analyzed by XRD. IZO films have a polycrystalline zincite phase (COD: 96-900-4182) with mainly {10\( \bar{1} \)1} and {11\( \bar{2} \)0} film textures. Minor reflections from {10\( \bar{1} \)0}, {10\( \bar{1} \)2}, {10\( \bar{1} \)3}, {20\( \bar{2} \)0}, {11\( \bar{2} \)2} and {20\( \bar{2} \)1} planes are also present. The peaks show a small shift to lower 2Θ angles, because of the substitutional incorporation of the slightly larger In3+ ion compared to Zn2+. Transmittance spectra show Fabry–Perot interferences, which are commonly observed in compact films (see also Fig. 4). The optical band gap of 3.26 eV was determined by a linear extrapolation of the absorption edge using Tauc’s relation αhν = A(hν − Eg)1/2 for direct band gap semiconductors, where α, h, ν, A and Eg are the optical absorption coefficient, Planck’s constant, the photon frequency, a constant and the energy of the optical band gap, respectively [51].

X-ray diffractograms of the investigated films along with the ZnO and Cu2O reference patterns

Transmittance spectra and optical band gap determination of the IZO and buffer layers via Tauc plots
Zn0.88Mg0.12O and ZnO as buffer layers
Undoped and Mg-doped ZnO layers were sprayed onto cleaned glass substrates to investigate the Mg content in the film. ICP-OES showed that solutions containing 0–20 mol% Mg resulted in 0–16 mol% incorporated Mg in the film, following a linear trend as shown in Fig. 5a. For Mg concentration in the solution larger than 20 mol% an additional MgO phase was observed in the XRD. For the solar cells we concentrated on 50 nm of 12 mol% Mg-doped ZnO films (Zn0.88Mg0.12O), sprayed from solution containing 15 mol% Mg, in accordance with the reported optimum range in the literature [24, 33].

a Mg content in deposited films in dependence of Mg content in the precursor solution for the spray pyrolysis, b band gap in dependence of Mg content in the film
XRD measurements showed that all deposited films retained the wurtzite structure. In Fig. 3 we show the X-ray diffractograms for the ZnO and Zn0.88Mg0.12O films. Both films have pure zincite phase. Zn0.88Mg0.12O shows a polycrystalline texture with mainly {10\( \bar{1} \)0}, {0001} and {10\( \bar{1} \)1} reflections of the same intensity and minor reflections of {10\( \bar{1} \)2}, {11\( \bar{2} \)0}, {10\( \bar{1} \)3}, {11\( \bar{2} \)2}. ZnO films show mainly a {0001} surface texture with minor reflections of {10\( \bar{1} \)0}, {10\( \bar{1} \)1}, {10\( \bar{1} \)2}, {11\( \bar{2} \)0}, {10\( \bar{1} \)3}, {11\( \bar{2} \)2}.
Plane view and cross section SEM images of the Zn0.88Mg0.12O and ZnO films on glass/IZO substrates are shown in Fig. 6a–c. All films are compact and homogeneous, appropriate for the subsequent ECD of Cu2O. Figure 4 displays transmittance spectra of the IZO electrode with the two different buffer layers. In comparison with glass/IZO, the transparency is not changing with the addition of the thin buffer layer.

Plane view SEM images of a glass/IZO/Zn0.88Mg0.12O, b glass/IZO/ZnO, and cross section SEM of c glass/IZO/Zn0.88Mg0.12O
To demonstrate the band widening by the incorporation of Mg into the ZnO lattice, the band gaps of Zn0.88Mg0.12O and intrinsic ZnO on glass were calculated from the Tauc plots shown in Fig. 4. Figure 5b displays the linear increase in band gap with the amount of Mg in the film, in accordance with what has been observed in the literature for ZnMgO films deposited by different techniques [52,53,54]. 12 mol% Mg incorporation enhances the band gap from 3.28 eV (for ZnO) to 3.45 eV. This should translate to a lower electron affinity of Zn0.88Mg0.12O and, as a result, better conduction band alignment with Cu2O.
Cu2O absorber
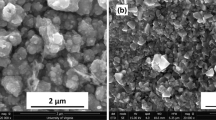
The Cu2O absorber was deposited by ECD, and the film thickness d was determined from Faraday’s formula d = MQ/nFAρ, with M the molar mass of Cu2O (143.09 g/mol), Q the charge in C, n the number of electrons involved in the reaction (n = 2), F the Faraday constant (96485.33 C/mol), A the electrodeposited surface area in cm2 and ρ the density of Cu2O (6 g/cm3). The formula gives d = 3.5 µm for Q = 6 C. In practice, only a 2-µm-thick film was deposited, which suggests that cathodic side reactions (such as Cu metal formation or partial reduction to CuO) and/or dissolution of Cu2O happen during the ECD process. SEM pictures of the Cu2O morphology (Fig. 7a) show round-shaped grains instead of the characteristic cubic faceted grains, which suggests dissolution as the main reason for the Cu2O film thickness discrepancy. The cross section of the IZO/Zn0.88Mg0.12O/Cu2O cell stack in Fig. 7b shows that the film is dense with grain sizes of a few μm. Large grain size is desirable as it leads to less grain boundary scattering of the charge carriers, i.e., better electrical transport properties.

Plane view SEM images of a glass/IZO/Zn0.88Mg0.12O/Cu2O and b cross section SEM of the glass/IZO/Zn0.88Mg0.12O/Cu2O cell stack
XRD (Fig. 3) revealed that the Cu2O films are entirely of the cubic cuprite phase (COD: 96-900-7498), without traces of CuO or metallic Cu. The main surface orientation of the Cu2O films under these experimental conditions is {111} with minor peaks of {110}, {200}, {220}, {311}. For the ZnO small peaks (such as {11\( \bar{2} \)0}) from the zincite phase are observed. Although the texture of the absorber is independent of the buffer layer, the lattice strain differs. Taking the position of the Cu2O {111} peak and calculating the distance between lattice planes, d, we find d = 2.469 Å for the IZO and ZnO buffer and d = 2.497 Å for the Zn0.88Mg0.12O buffer, whereas the reference XRD pattern yields d = 2.468 Å. Similar results are obtained for the {200} peak. We find, therefore, that the Cu2O lattice has a larger strain in the case of the Zn0.88Mg0.12O buffer.
The surface texture of the Cu2O absorber is a very important property that determines the heterojunction quality. The morphology depends on many parameters, such as the nature of the substrate, solution properties (pH, molarity and complexing agents) and deposition conditions (temperature, applied potential/current density). For the used deposition solutions and all substrates, it was shown that using high pH values > 12.5 leads to a {111} surface texture. The reason for this behavior is that planes with a high oxygen density, such as {111}, are favored if the oxygen supply is high. This can be achieved by forming the Cu2O film mainly via the reduction of copper-hydroxo-complexes, which are formed at higher pH values instead of copper-lactic-complexes [55].
The band gap of the Cu2O films was determined to be 1.92 eV by measuring the specular reflectance spectrum (see Fig. 8). This value fits well to the previously reported band gaps of electrochemically deposited Cu2O [24, 39].

Specular reflectance and band gap of the Cu2O absorber
Solar cell characterization
Following heterojunction solar cells were investigated:
-
1.
glass/IZO (1.8 µm)/Cu2O (2 μm)/graphite contacts
-
2.
glass/IZO (1.8 µm)/ZnO (50 nm)/Cu2O (2 μm)/graphite contacts
-
3.
glass/IZO (1.8 µm)/Zn0.88Mg0.12O (50 nm)/Cu2O (2 μm)/graphite contacts.
A schematic representation of the device structure with a buffer layer is shown in Fig. 1. The dark and illuminated current density–voltage (j–V) curves of the best cells from all three cell structures are plotted in Fig. 9.

a Dark and b illuminated (AM1.5G) current density–voltage (j–V) curves of the best cells
Table 1 provides an overview of the device parameters including the open-circuit voltage (VOC), the short-circuit current density (JSC), the fill factor (FF), the cell efficiency (η), the series resistance (RS) and the shunt resistance (RSH) for the best cell of each structure.
The IZO/Cu2O structure without a buffer layer led to a current density of 2.41 mA/cm2 and a low VOC of 0.12 V. The low VOC value is related to the small shunt resistance of the cells, in accordance with what has been generally observed in the literature for TCO/Cu2O heterojunctions [19, 28, 29]. When ZnO is used as buffer layer the VOC increases notably to 0.22 V, as well as the shunt resistance of the cell, demonstrating that an undoped buffer layer improves the PV performance. The same behavior was observed in ITO/ZnO/Cu2O cells [19]. However, for the ZnO buffer layer the series resistance of the solar cell considerably increases, which suggests that a potential barrier is present for the electrons. The high series resistance reduces significantly the fill factor of the cells to 36.9%. The current density of 2.17 mA/cm2 is also lower compared to the one of IZO/Cu2O cells.
The highest cell efficiency was observed when using a Zn0.88Mg0.12O buffer layer. In this case the shunt resistance is even higher than for ZnO/Cu2O cells and the series resistance is similar to the one of IZO/Cu2O cells. This leads to a VOC of 0.34 V, JSC of 3.76 mA/cm2, a fill factor of 52.7%, resulting in a cell efficiency of 0.67%. The high shunt resistance and low series resistance suggest an improved heterojunction interface compared to IZO/Cu2O and ZnO/Cu2O, and the large improvement of the VOC can be partially attributed to the improvement of the conduction band alignment with the absorber. Also important is the increase in the short-circuit current density, which originates from the larger FF and the reduced optical losses in the UV spectral region compared to ZnO.
Figure 10 displays the mean value and standard deviation of the VOC, JSC, FF and η for 10 cells from each of the three heterojunctions. The average values show a similar trend as the best cells. Indeed, the use of the Zn0.88Mg0.12O buffer leads to higher PV performance as compared to the ZnO buffer, while the cells without (w/o) buffer have the lowest performance. We also note that the cells with the Zn0.88Mg0.12O buffer have a larger standard deviation of the PV parameters, which is attributed to a stronger spatial inhomogeneity of the Cu2O thickness over the sample area.

Mean cell parameters for a VOC, b JSC, c FF and d η calculated averaged over 10 cells of the three different device structures: with ZnO or ZnMgO buffer layers and without a buffer (w/o)
An improvement in VOC with increasing Mg content (up to ~ 10 mol%) was also reported by Duan et al. [33], Kaur et al. [24] and Minami et al. [34]. A comparison of the literature values for ZnMgO/Cu2O heterojunctions, with different deposition methods for the absorber and the buffer layer, is shown in Table 2.
The highest cell efficiencies (2.2% [20] and 4.31% [34]) were observed when thermally oxidized copper sheets were used as absorber, due to the larger grain sizes of Cu2O obtained by this method. For ECD-deposited Cu2O, the ALD-grown ZnMgO buffer [24] yielded higher efficiency compared to the buffer deposited by MOCVD [33]. The high cell performance achieved by ZnO-based ALD buffer layers was investigated by Lee et al. [56]. They showed that the chemical state of Cu at the heterojunction interface can be controlled by adjusting the ALD conditions and by the used zinc precursor.
It also has to be considered that the highest cell efficiencies were achieved using the substrate cell architecture, where the buffer and the transparent electrode are deposited on top of the absorber. Due to that, the cells in this work can be most fairly compared to the superstrate cell from Duan et al. [33] and the one reported by Izaki et al. [21]. In the latter case an undoped, electrodeposited ZnO buffer was used, forming therefore a solution-processed heterojunction, with PV performance values shown in Table 2. Compared to this work, the VOC obtained by Izaki et al. is notably larger. This may stem from various differences, like the defect density at the heterojunction, or the texture of the absorber. Indeed, Cu0 or Cu2+ impurities at the heterojunction, even though not detectable by XRD, would adversely affect the PV performance. The amount of these impurities depends on the electrodeposition parameters, and their precise control is a challenging issue. Also, it is worth pointing out that optimized cells in the work of Izaki et al. are highly {111}-textured, while the cells presented here show XRD peaks from both the {111} and the {200} planes. Such differences in texture at the heterojunction can lead to differences in the PV performance [57].
To gain more insight into the origins of the PV performance improvement with the Zn0.88Mg0.12O buffer, C–V measurements (carried out in the dark) were taken on the three types of cells. The Mott–Schottky plots of A2/C2 versus V (at a frequency of 10 kHz), where A is the area of the cell, are shown in Fig. 11. Linear fits are used to extract the apparent charge carrier density in the absorber, N, and the built-in potential, Vbi, from the slope of the linear fit and the x-axis intercept, respectively, according to the formula:
where q is the electron charge (1.60217662 × 10−19 C), ε0 the vacuum permittivity (8.854187817 × 10−12 F/m), and εS the dielectric permittivity of Cu2O (6.5). The extracted values of N and Vbi are shown in Fig. 11. The built-in potential at the heterojunction increases with the addition of the ZnO buffer from 0.29 to 0.48 V, while a further increase is marked with the Zn0.88Mg0.12O buffer, reaching the value of 0.59 V. This indicates an analogous improvement of the barrier height at the heterojunction. At the same time, the implementation of the Zn0.88Mg0.12O buffer has a remarkable influence on the carrier density in the absorber, being 4–6 times smaller than what is obtained in the other two cases. This can be related to different factors. One is the lattice strain at the heterojunction (XRD shows that the absorber lattice is more strained for the Zn0.88Mg0.12O buffer), modifying the valence band at the absorber and consequently the acceptor activation. Another factor is an increased deep-level trap density in the Zn0.88Mg0.12O buffer layer that partly depletes the absorber from free carriers at the heterojunction vicinity. Such effect has been seen in other types of solar cells in the literature, as in CdS/CdTe heterojunctions, grown on different substrate layers [58].

Mott–Schottky plots for 3 types of cells: without buffer, with ZnO buffer and ZnMgO buffer
Conclusion
The presented investigation focused on the fabrication and characterization of an all-solution-processed, all-oxide solar cell. The absorber was electrodeposited Cu2O, and the transparent contact and buffer layer were In-doped ZnO and Zn1−xMg x O, respectively, fabricated by ultrasonic spray pyrolysis. The IZO contact was highly conducting and transparent despite the low In dopant concentration. The wurtzite Zn1−xMg x O buffer showed a linear dependence of the band gap as a function of the Mg content, as observed in high-quality layers fabricated by vacuum processes. PV performance characterization showed that Mg doping improves the heterojunction properties and the cell efficiency, as opposed to cells without a buffer layer or with an undoped ZnO buffer. High-quality Zn0.88Mg0.12O/Cu2O heterojunction could be thus obtained, giving rise to a maximum power conversion efficiency of 0.67%. Although this efficiency is not on a par with the highest values reported in the literature, this work contributes to the development of high-quality oxide layers, which are entirely fabricated using low-cost and environment-friendly materials, while paying attention to the ease of processing by using exclusively aqueous solutions. Particularly, the oxides fabricated by spray pyrolysis can be implemented as components in various photovoltaic absorber technologies, such as chalcogenide and perovskite solar cells.
References
Yu X, Marks TJ, Facchetti A (2016) Metal oxides for optoelectronic applications. Nat Mater 15:383. https://doi.org/10.1038/nmat4599
Ohta H, Hosono H (2004) Transparent oxide optoelectronics. Mater Today 7:42–51. https://doi.org/10.1016/S1369-7021(04)00288-3
Pérez-Tomás A, Mingorance A, Tanenbaum D, Lira-Cantú M (2018) Metal oxides in photovoltaics: all-oxide, ferroic, and perovskite solar cells. In: Lira-Cantu M (ed) The future of semiconductor oxides in next-generation solar cells. Elsevier, Amsterdam, pp 267–356
Rühle S, Anderson AY, Barad H-N et al (2012) All-oxide photovoltaics. J Phys Chem Lett 3:3755–3764. https://doi.org/10.1021/jz3017039
Fortunato E, Ginley D, Hosono H, Paine DC (2007) Transparent conducting oxides for photovoltaics. MRS Bull 32:242–247
Gesheva K, Ivanova T, Bodurov G et al (2016) Technologies for deposition of transition metal oxide thin films: application as functional layers in “Smart windows” and photocatalytic systems. J Phys: Conf Ser 682:12011. https://doi.org/10.1088/1742-6596/682/1/012011
Lee YS, Chua D, Brandt RE et al (2014) Atomic layer deposited gallium oxide buffer layer enables 1.2 V open-circuit voltage in cuprous oxide solar cells. Adv Mater 26:4704–4710. https://doi.org/10.1002/adma.201401054
Brandt IS, Tumelero MA, Pelegrini S et al (2017) Electrodeposition of Cu2O: growth, properties, and applications. J Solid State Electrochem 21:1999–2020. https://doi.org/10.1007/s10008-017-3660-x
Pavan M, Rühle S, Ginsburg A et al (2015) TiO2/Cu2O all-oxide heterojunction solar cells produced by spray pyrolysis. Sol Energy Mater Sol Cells 132:549–556. https://doi.org/10.1016/j.solmat.2014.10.005
Pawar SM, Pawar BS, Kim JH et al (2011) Recent status of chemical bath deposited metal chalcogenide and metal oxide thin films. Curr Appl Phys 11:117–161. https://doi.org/10.1016/j.cap.2010.07.007
Hariskos D, Spiering S, Powalla M (2005) Buffer layers in Cu(In, Ga)Se2 solar cells and modules. Thin Solid Films 480:99–109. https://doi.org/10.1016/j.tsf.2004.11.118
Elumalai NK, Vijila C, Jose R et al (2015) Metal oxide semiconducting interfacial layers for photovoltaic and photocatalytic applications. Mater Renew Sustain Energy 4:11. https://doi.org/10.1007/s40243-015-0054-9
Calnan S (2014) Applications of oxide coatings in photovoltaic devices. Coatings 4:162–202. https://doi.org/10.3390/coatings4010162
Grondahl LO, Geiger PH (1927) A new electronic rectifier. J AIEE 46:215–222. https://doi.org/10.1109/JAIEE.1927.6534186
Young AP, Schwartz CM (1969) Electrical conductivity and thermoelectric power of Cu2O. J Phys Chem Solids 30:249–252. https://doi.org/10.1016/0022-3697(69)90306-0
Shockley W, Queisser HJ (1961) Detailed balance limit of efficiency of p-n junction solar cells. J Appl Phys 32:510–519. https://doi.org/10.1063/1.1736034
Minami T, Nishi Y, Miyata T (2016) Efficiency enhancement using a Zn1−x Gex -O thin film as an n-type window layer in Cu2O-based heterojunction solar cells. Appl Phys Express 9:52301. https://doi.org/10.7567/APEX.9.052301
Minami T, Nishi Y, Miyata T (2013) High-efficiency Cu2O-based heterojunction solar cells fabricated using a Ga2O3 thin film as N-type layer. Appl Phys Express 6:44101. https://doi.org/10.7567/APEX.6.044101
Mittiga A, Salza E, Sarto F et al (2006) Heterojunction solar cell with 2% efficiency based on a Cu2O substrate. Appl Phys Lett 88:163502. https://doi.org/10.1063/1.2194315
Ievskaya Y, Hoye RLZ, Sadhanala A et al (2015) Fabrication of ZnO/Cu2O heterojunctions in atmospheric conditions: improved interface quality and solar cell performance. Sol Energy Mater Sol Cells 135:43–48. https://doi.org/10.1016/j.solmat.2014.09.018
Izaki M, Shinagawa T, Mizuno K-T et al (2007) Electrochemically constructed p-Cu 2 O/n-ZnO heterojunction diode for photovoltaic device. J Phys Appl Phys 40:3326. https://doi.org/10.1088/0022-3727/40/11/010
Musselman KP, Wisnet A, Iza DC et al (2010) Strong efficiency improvements in ultra-low-cost inorganic nanowire solar cells. Adv Mater 22:E254–E258. https://doi.org/10.1002/adma.201001455
Seog Lee Y, Heo J, Cheng Siah S et al (2013) Ultrathin amorphous zinc-tin- oxide buffer layer for enhancing heterojunction interface quality in metal- oxide solar cells. Energy Environ Sci 6:2112–2118. https://doi.org/10.1039/C3EE24461J
Kaur J, Bethge O, Wibowo RA et al (2017) All-oxide solar cells based on electrodeposited Cu2O absorber and atomic layer deposited ZnMgO on precious-metal-free electrode. Sol Energy Mater Sol Cells 161:449–459. https://doi.org/10.1016/j.solmat.2016.12.017
Tsur Y, Riess I (1999) Self-compensation in semiconductors. Phys Rev B 60:8138–8146. https://doi.org/10.1103/PhysRevB.60.8138
McShane CM, Choi K-S (2012) Junction studies on electrochemically fabricated p–n Cu2O homojunction solar cells for efficiency enhancement. Phys Chem Chem Phys 14:6112–6118. https://doi.org/10.1039/C2CP40502D
Elfadill NG, Hashim MR, Chahrour KM, Mohammed SA (2016) Preparation of p-type Na-doped Cu 2 O by electrodeposition for a p-n homojunction thin film solar cell. Semicond Sci Technol 31:65001. https://doi.org/10.1088/0268-1242/31/6/065001
Nishi Y, Miyata T, Minami T (2012) Effect of inserting a thin buffer layer on the efficiency in n-ZnO/p-Cu2O heterojunction solar cells. J Vac Sci Technol Vac Surf Films 30:04D103. https://doi.org/10.1116/1.3698596
Chen C-C, Chen L-C, Lee Y-H (2012) Fabrication and optoelectrical properties of IZO/heterostructure solar cells by thermal oxidation. In: Adv. Condens Matter Phys. https://www.hindawi.com/journals/acmp/2012/129139/. Accessed 9 Oct 2017
Brandt RE, Young M, Park HH et al (2014) Band offsets of n-type electron-selective contacts on cuprous oxide (Cu2O) for photovoltaics. Appl Phys Lett 105:263901
Hultqvist A, Platzer-Björkman C, Pettersson J et al (2009) CuGaSe2 solar cells using atomic layer deposited Zn(O, S) and (Zn, Mg)O buffer layers. Thin Solid Films 517:2305–2308. https://doi.org/10.1016/j.tsf.2008.10.109
Kramm B, Laufer A, Reppin D et al (2012) The band alignment of Cu2O/ZnO and Cu2O/GaN heterostructures. Appl Phys Lett 100:94102. https://doi.org/10.1063/1.3685719
Duan Z, Pasquier AD, Lu Y et al (2012) Effects of Mg composition on open circuit voltage of Cu2OMg × Zn1−xO heterojunction solar cells. Sol Energy Mater Sol Cells 96:292–297. https://doi.org/10.1016/j.solmat.2011.09.047
Minami T, Nishi Y, Miyata T, Abe S (2013) Photovoltaic properties in Al-doped ZnO/non-doped Zn1-XMgXO/Cu2O heterojunction solar cells. ECS Trans 50:59–68. https://doi.org/10.1149/05051.0059ecst
Trunk M, Venkatachalapathy V, Galeckas A, Kuznetsov AY (2010) Deep level related photoluminescence in ZnMgO. Appl Phys Lett 97:211901. https://doi.org/10.1063/1.3518480
Jeong SS, Mittiga A, Salza E et al (2008) Electrodeposited ZnO/Cu2O heterojunction solar cells. Electrochim Acta 53:2226–2231. https://doi.org/10.1016/j.electacta.2007.09.030
Chatterjee S, Saha SK, Pal AJ (2016) Formation of all-oxide solar cells in atmospheric condition based on Cu2O thin-films grown through SILAR technique. Sol Energy Mater Sol Cells 147:17–26. https://doi.org/10.1016/j.solmat.2015.11.045
Musselman KP, Marin A, Wisnet A et al (2011) A novel buffering technique for aqueous processing of zinc oxide nanostructures and interfaces, and corresponding improvement of electrodeposited ZnO-Cu2O photovoltaics. Adv Funct Mater 21:573–582. https://doi.org/10.1002/adfm.201001956
Dimopoulos T, Peić A, Abermann S et al (2014) Effect of thermal annealing in vacuum on the photovoltaic properties of electrodeposited Cu2O-absorber solar cell. EPJ Photovolt 5:50301. https://doi.org/10.1051/epjpv/2014005
Haynes WM (2003) CRC Handbook of chemistry and physics, 84th edition. In: CRC Press. https://www.crcpress.com/CRC-Handbook-of-Chemistry-and-Physics-84th-Edition/Lide/p/book/9780849304842. Accessed 15 Mar 2017
Maldonado A, Asomoza R, Cañetas-Ortega J et al (1999) Effect of the pH on the physical properties of ZnO: in thin films deposited by spray pyrolysis. Sol Energy Mater Sol Cells 57:331–344. https://doi.org/10.1016/S0927-0248(98)00170-6
Edinger S, Bansal N, Bauch M et al (2017) Highly transparent and conductive indium-doped zinc oxide films deposited at low substrate temperature by spray pyrolysis from water-based solutions. J Mater Sci 52:8591–8602. https://doi.org/10.1007/s10853-017-1084-8
Wienke J, Booij AS (2008) ZnO: in deposition by spray pyrolysis: influence of the growth conditions on the electrical and optical properties. Thin Solid Films 516:4508–4512. https://doi.org/10.1016/j.tsf.2007.05.078
Dimopoulos T (2018) All-oxide solar cells. In: Lira-Cantu M (ed) The future of semiconductor oxides in next-generation solar cells. Elsevier, Amsterdam, pp 439–480
Niu W, Zhou M, Ye Z, Zhu L (2016) Photoresponse enhancement of Cu2O solar cell with sulfur-doped ZnO buffer layer to mediate the interfacial band alignment. Sol Energy Mater Sol Cells 144:717–723. https://doi.org/10.1016/j.solmat.2015.10.013
Diler E, Rioual S, Lescop B et al (2012) Stability of ZnMgO oxide in a weak alkaline solution. Thin Solid Films 520:2819–2823. https://doi.org/10.1016/j.tsf.2011.10.033
Nguyen HD, Pandey R, Yuldashev S et al (2012) Growth of ZnO and ZnMgO nanorods on Si substrates by using ultrasonic spray pyrolysis. J Korean Phys Soc 60:1539–1542. https://doi.org/10.3938/jkps.60.1539
Zhang X, Li XM, Chen TL et al (2005) p-type conduction in wide-gap Zn1−xMg x O films grown by ultrasonic spray pyrolysis. Appl Phys Lett 87:92101. https://doi.org/10.1063/1.2035326
Beverskog B, Puigdomenech I (1997) Revised Pourbaix diagrams for copper at 25 to 300°C. J Electrochem Soc 144:3476–3483. https://doi.org/10.1149/1.1838036
Khan OFZ, O’Brien P (1989) On the use of zinc acetate as a novel precursor for the deposition of ZnO by low-pressure metal-organic chemical vapour deposition. Thin Solid Films 173:95–97. https://doi.org/10.1016/0040-6090(89)90541-5
Tauc J (1968) Optical properties and electronic structure of amorphous Ge and Si. Mater Res Bull 3:37–46. https://doi.org/10.1016/0025-5408(68)90023-8
Ohtomo A, Kawasaki M, Koida T et al (1998) MgxZn1−xO as a II–VI widegap semiconductor alloy. Appl Phys Lett 72:2466–2468. https://doi.org/10.1063/1.121384
Platzer-Björkman C, Törndahl T, Hultqvist A et al (2007) Optimization of ALD-(Zn, Mg)O buffer layers and (Zn, Mg)O/Cu(In, Ga)Se2 interfaces for thin film solar cells. Thin Solid Films 515:6024–6027. https://doi.org/10.1016/j.tsf.2006.12.047
Minemoto T, Negami T, Nishiwaki S et al (2000) Preparation of Zn1−xMgxO films by radio frequency magnetron sputtering. Thin Solid Films 372:173–176. https://doi.org/10.1016/S0040-6090(00)01009-9
Ma Q-B, Hofmann JP, Litke A, Hensen EJM (2015) Cu2O photoelectrodes for solar water splitting: tuning photoelectrochemical performance by controlled faceting. Sol Energy Mater Sol Cells 141:178–186. https://doi.org/10.1016/j.solmat.2015.05.025
Woon Lee Sang, Seog Lee Yun, Jaeyeong Heo et al (2014) Improved Cu2O-based solar cells using atomic layer deposition to control the cu oxidation state at the p-n junction. Adv Energy Mater 4:1301916. https://doi.org/10.1002/aenm.201301916
Elfadill NG, Hashim MR, Chahrour KM et al (2015) The influence of Cu2O crystal structure on the Cu2O/ZnO heterojunction photovoltaic performance. Superlattices Microstruct 85:908–917. https://doi.org/10.1016/j.spmi.2015.07.010
Fedorenko YG, Major JD, Pressman A et al (2015) Modification of electron states in CdTe absorber due to a buffer layer in CdTe/CdS solar cells. J Appl Phys 118:165705. https://doi.org/10.1063/1.4934680
Acknowledgements
Open access funding provided by University of Vienna. The authors would like to thank Wolfgang Obermaier from the Department of Environmental Geosciences at the University of Vienna for his support for the ICP-OES measurements. This research was funded by the Austrian Climate and Energy Fund through the project CopperHEAD No. 841190.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interests in either personal or financial aspects.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Winkler, N., Edinger, S., Kaur, J. et al. Solution-processed all-oxide solar cell based on electrodeposited Cu2O and ZnMgO by spray pyrolysis. J Mater Sci 53, 12231–12243 (2018). https://doi.org/10.1007/s10853-018-2482-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-018-2482-2