
Utilization of Fly Ash as a Viscosity-Modifying Agent to Produce Cost-Effective, Self-Compacting Concrete: A Sustainable Solution

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Environmental Aspects and Potential Uses of Fly Ash in Pakistan
3. Materials and Methods
3.1. Material Properties
3.1.1. Fine Aggregates
3.1.2. Coarse Aggregates
3.1.3. Cement
3.1.4. Fly Ash
3.1.5. Superplasticizer (SP)
3.1.6. Viscosity-Modifying Agent (VMA)
3.2. Mix Design
3.3. Mixing Process
3.4. Tests on Fresh Concrete
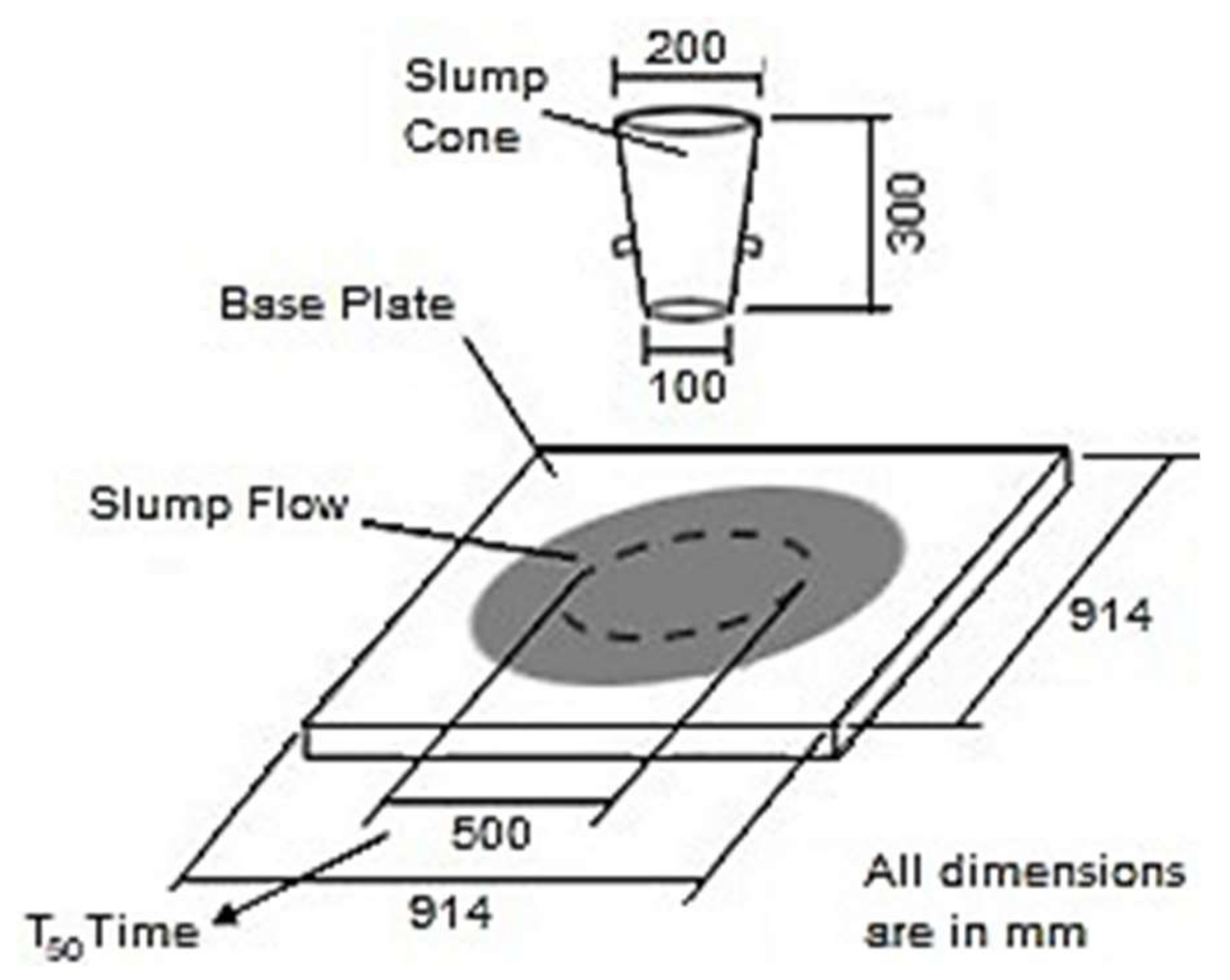
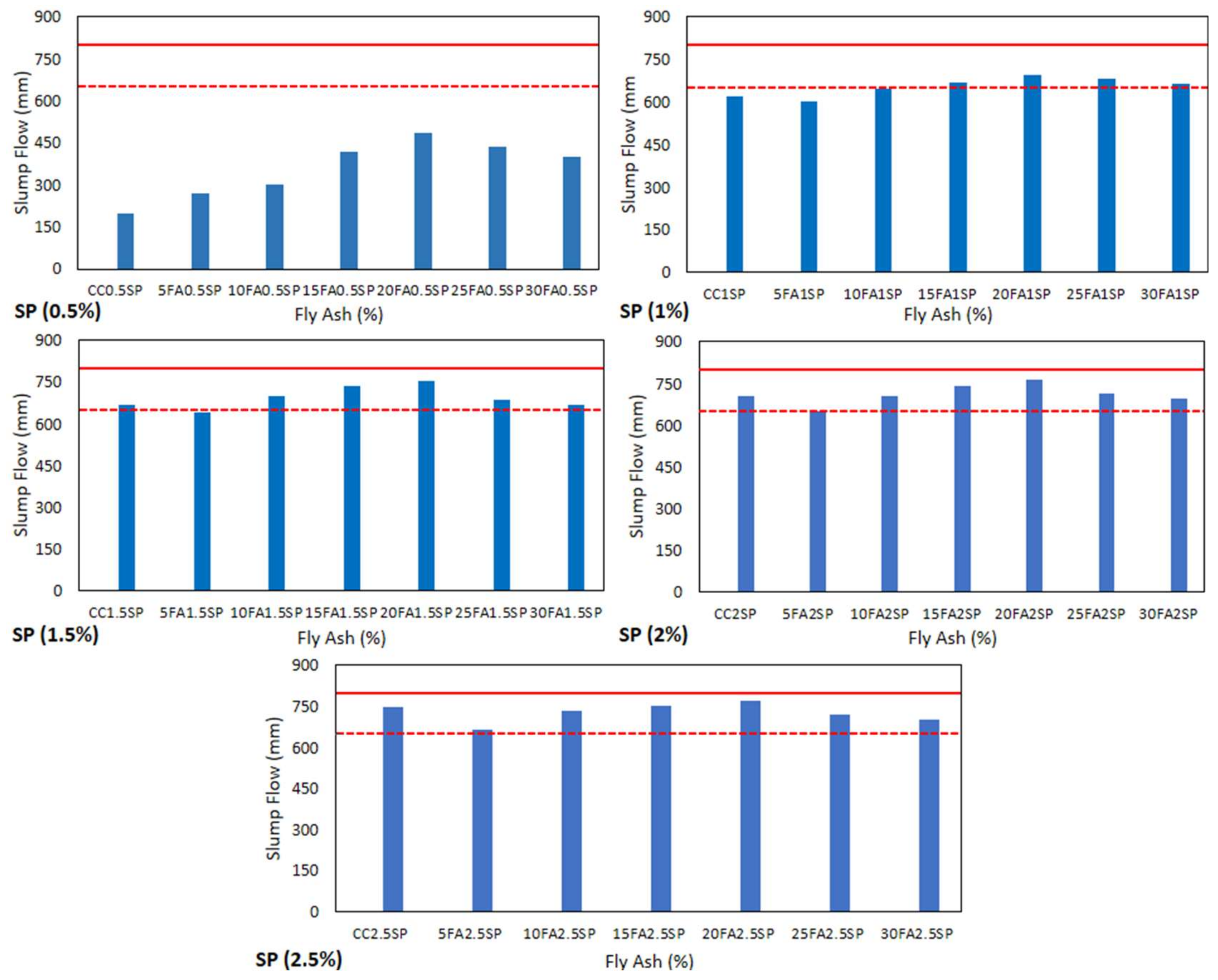
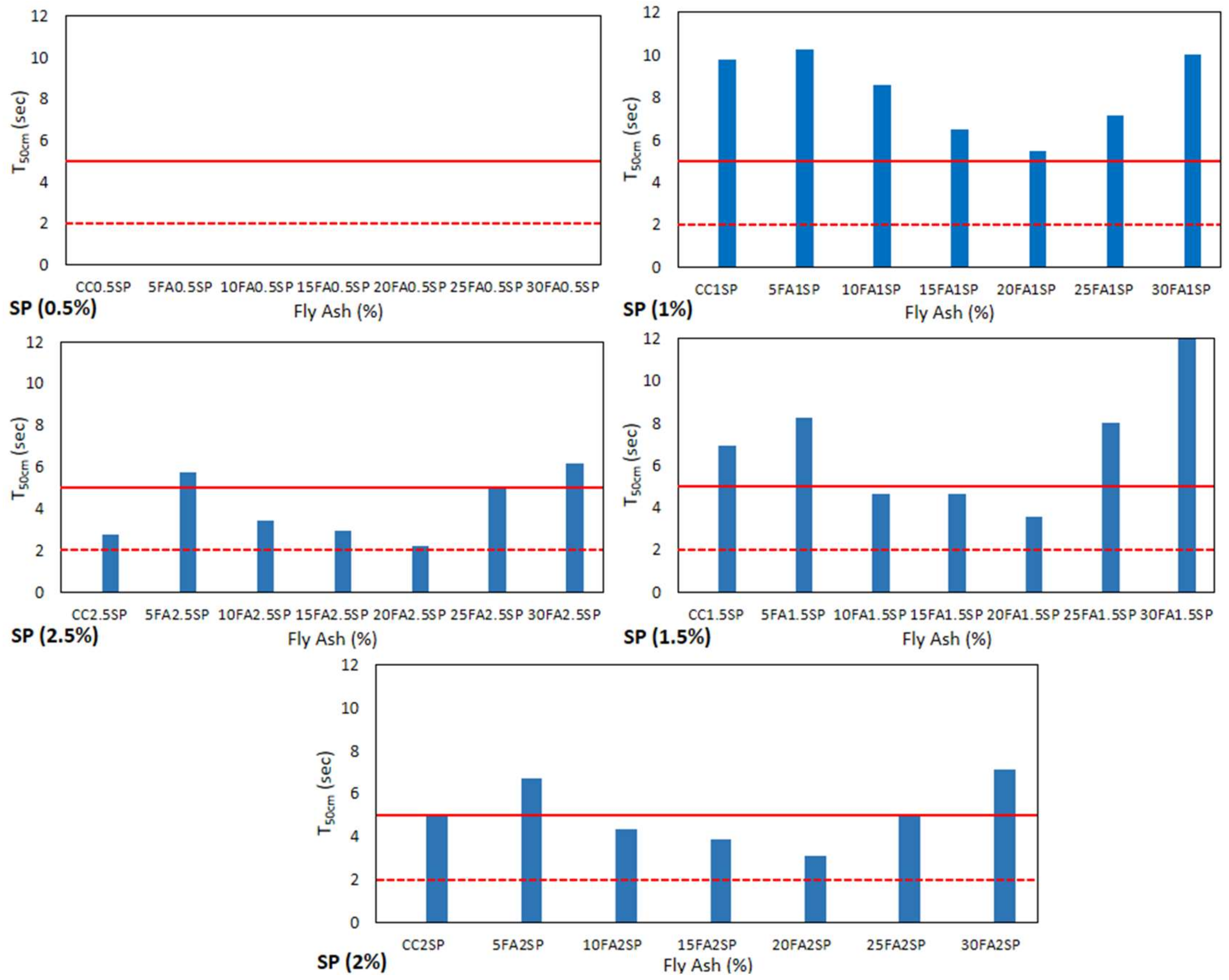
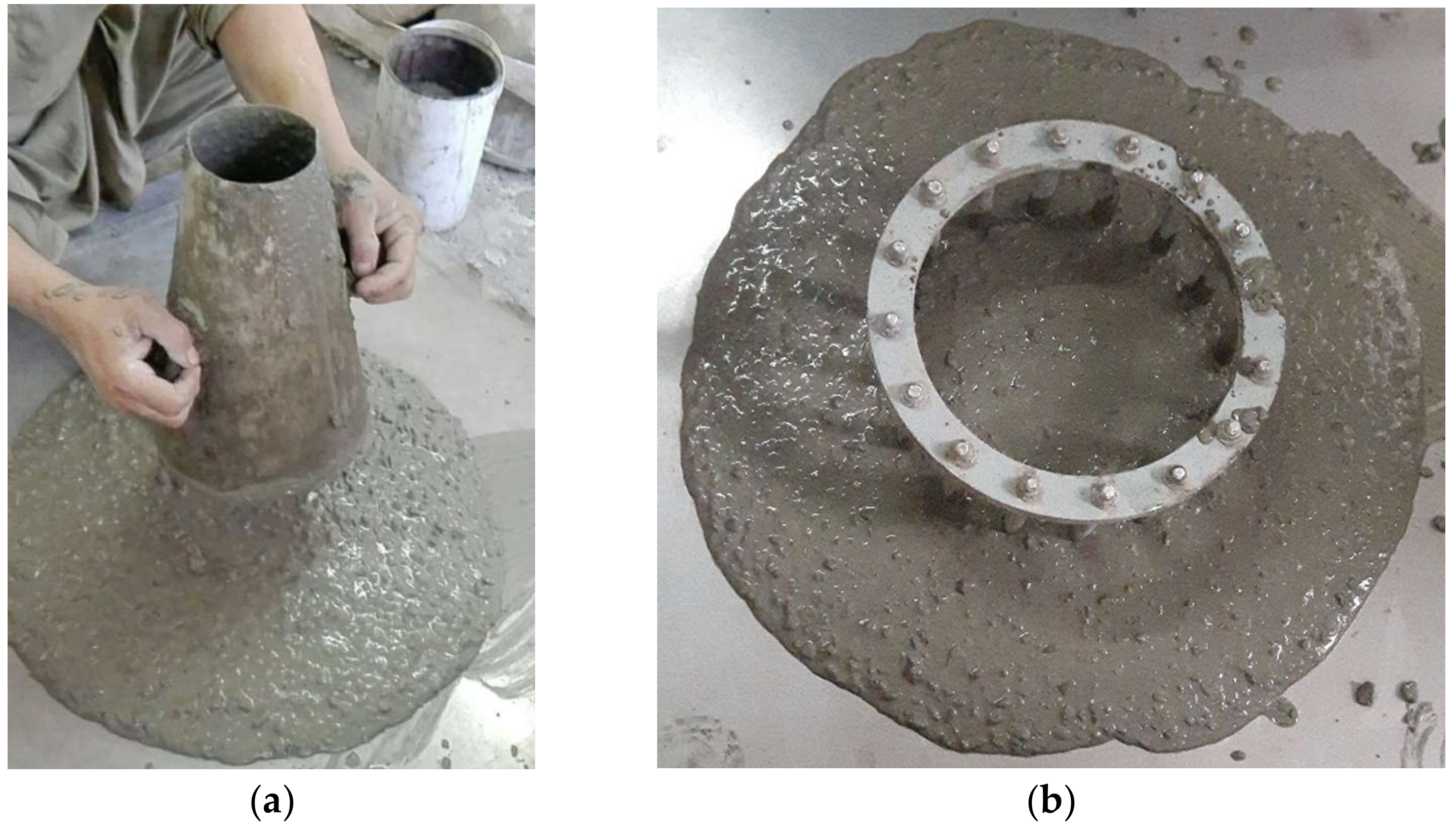
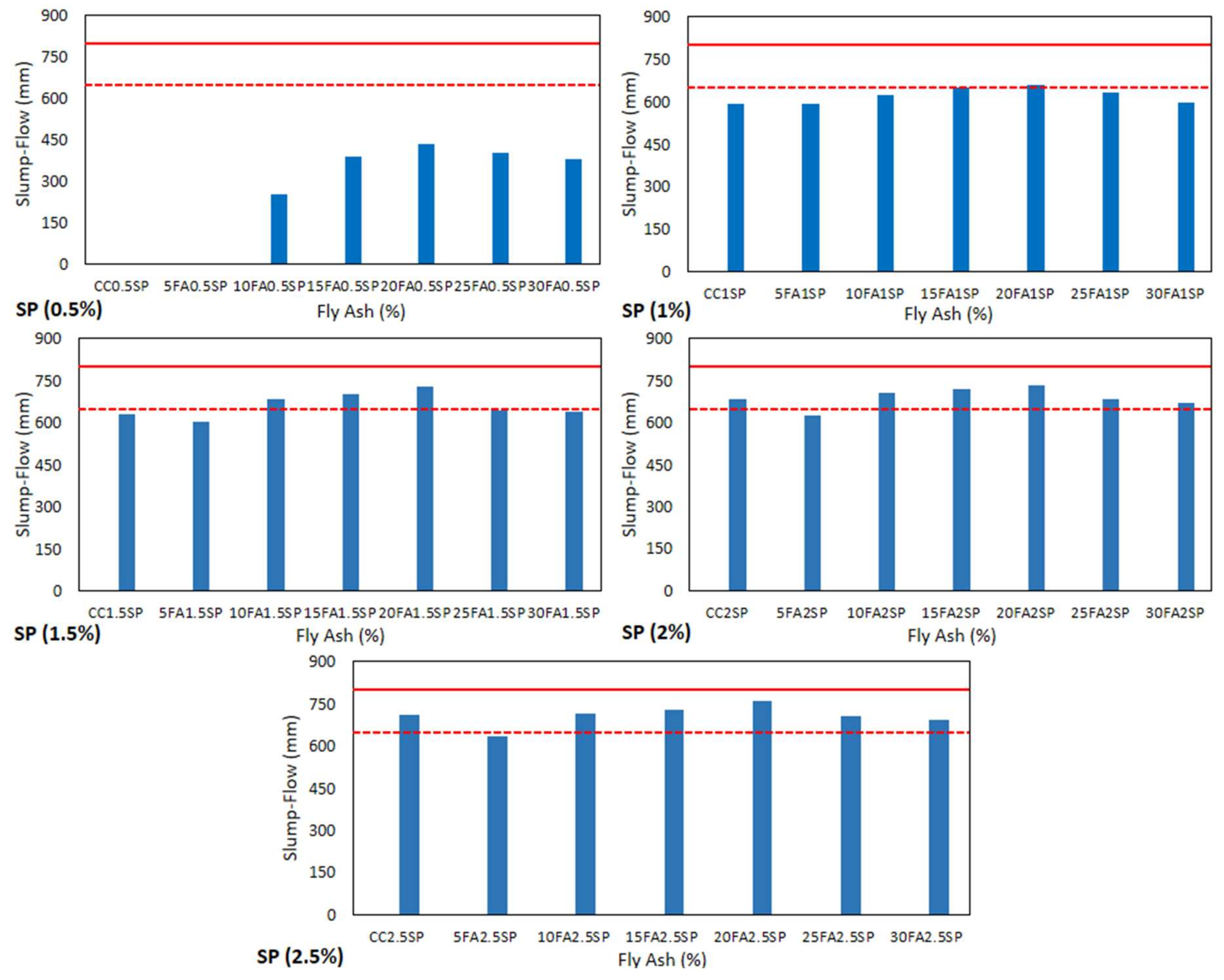
3.4.1. Slump Flow Test and T50 Test
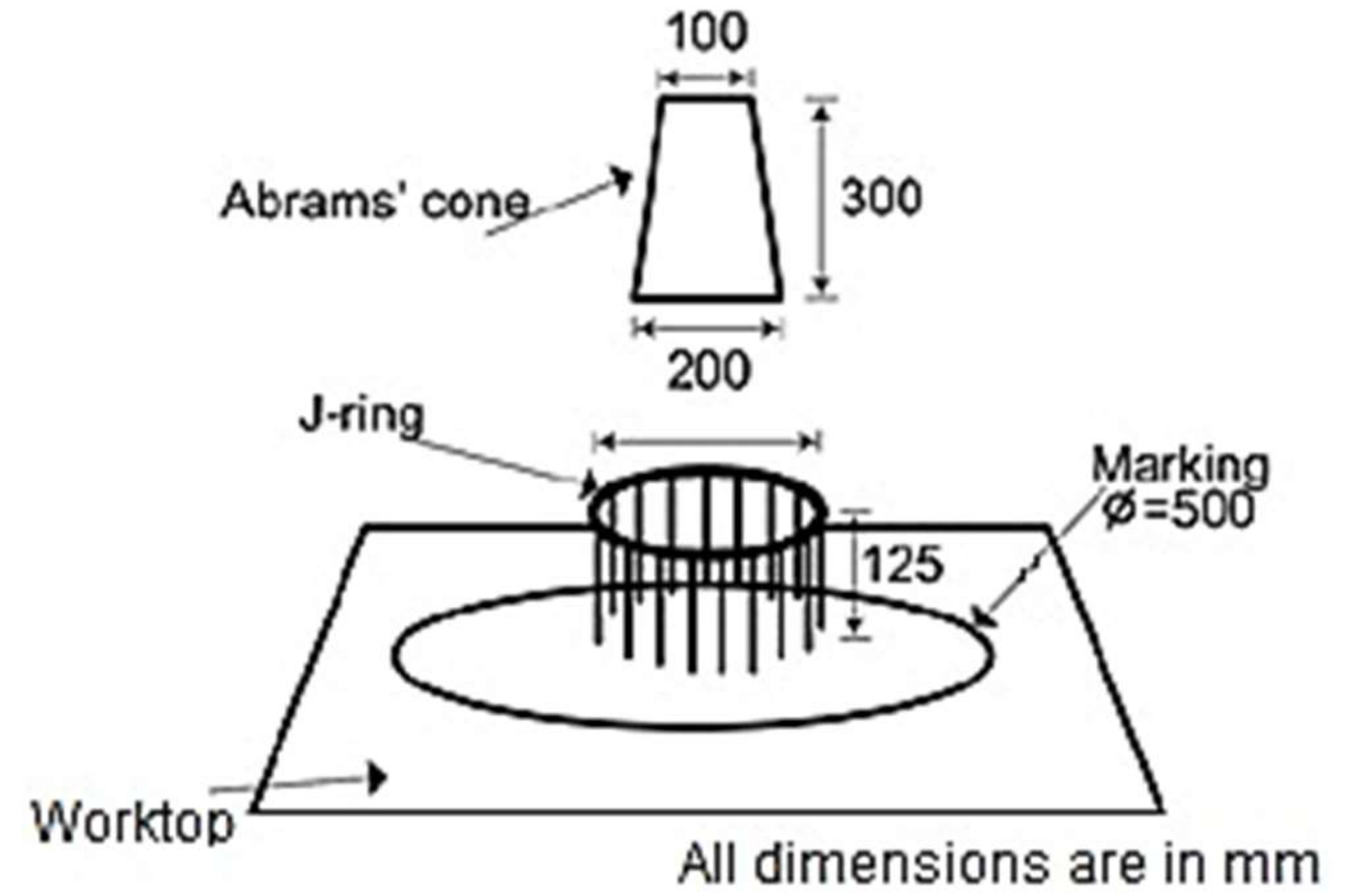
3.4.2. J-Ring Test
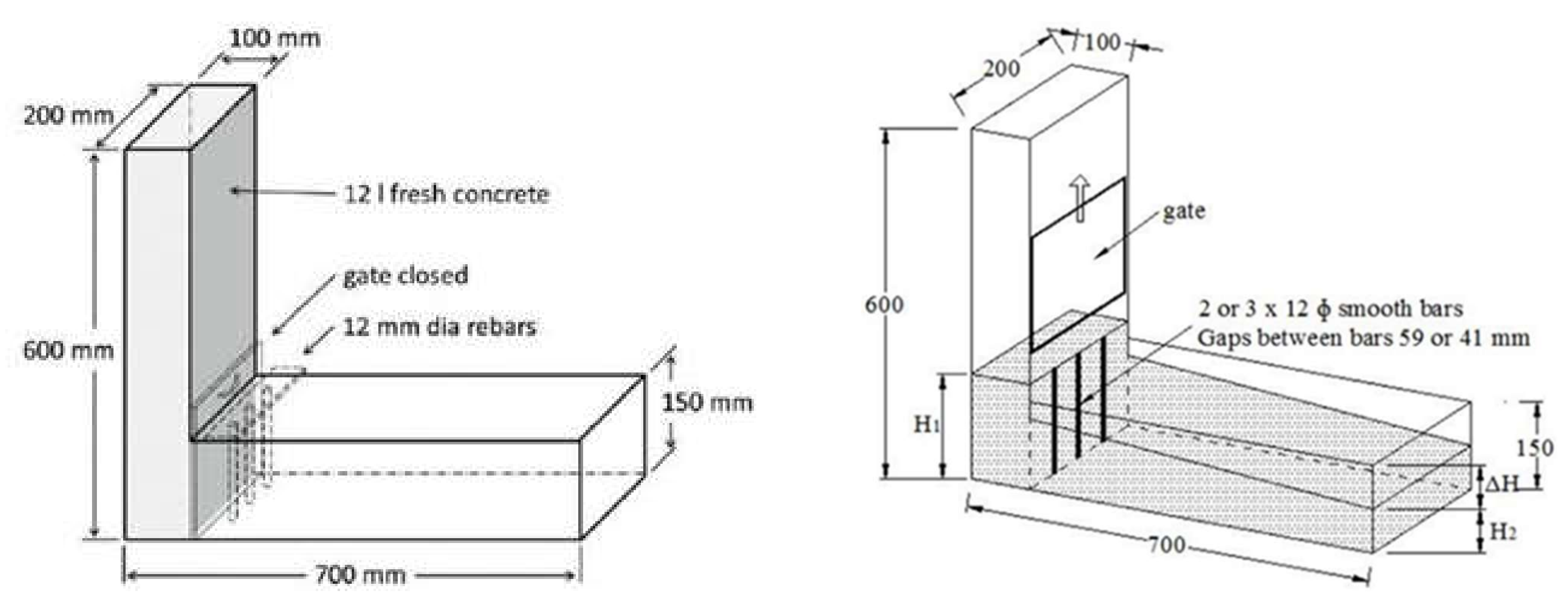
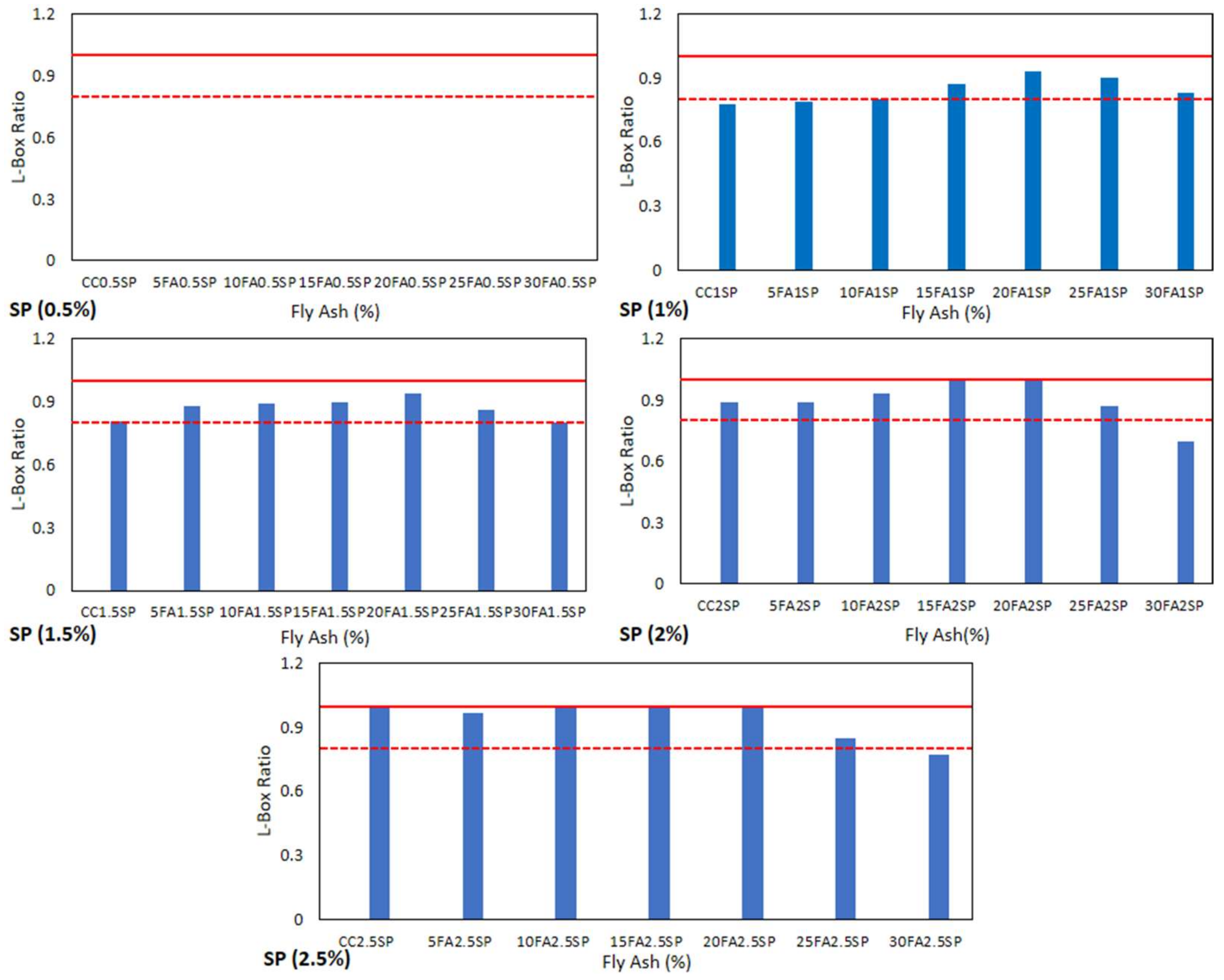
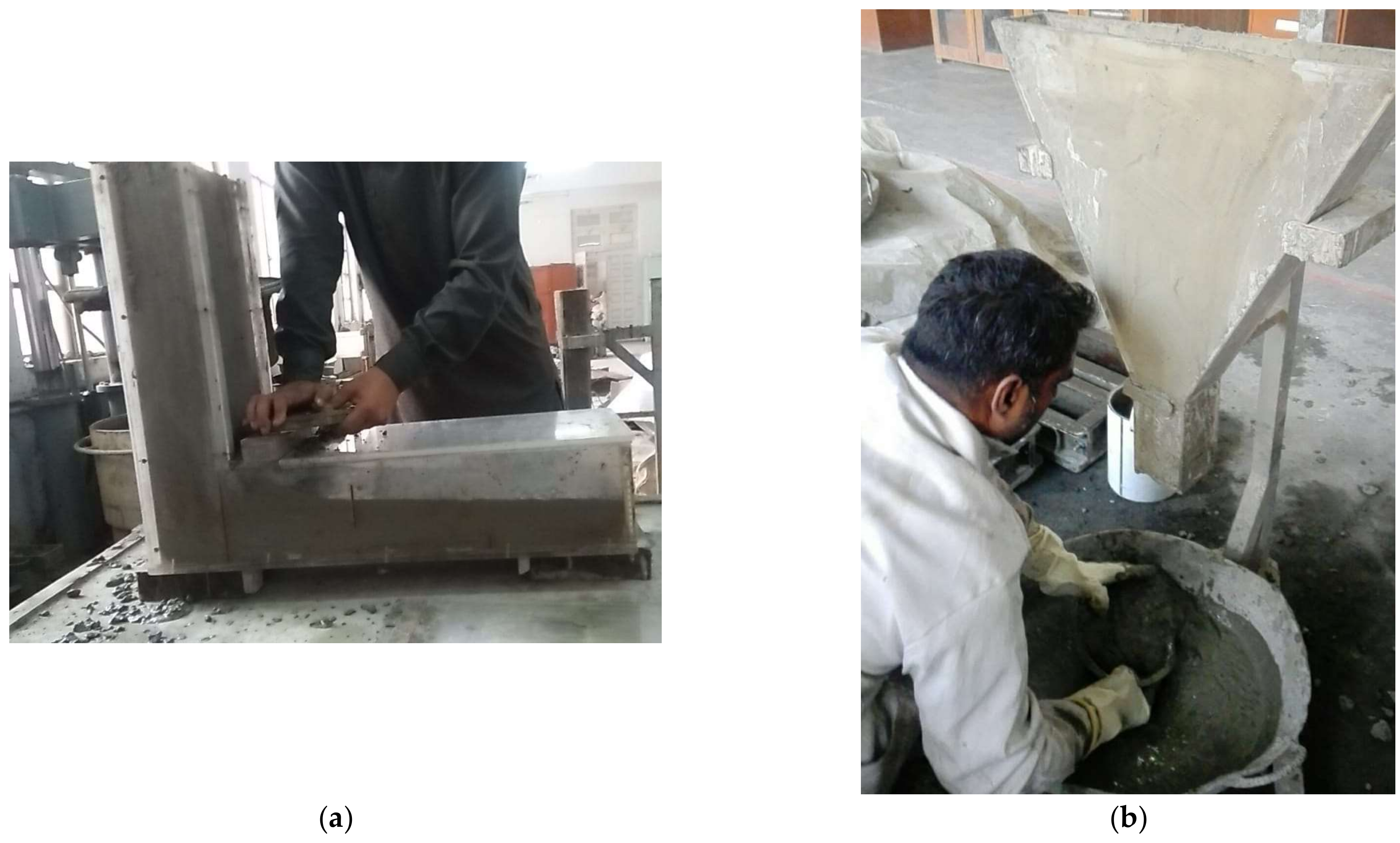
3.4.3. L-Box Test
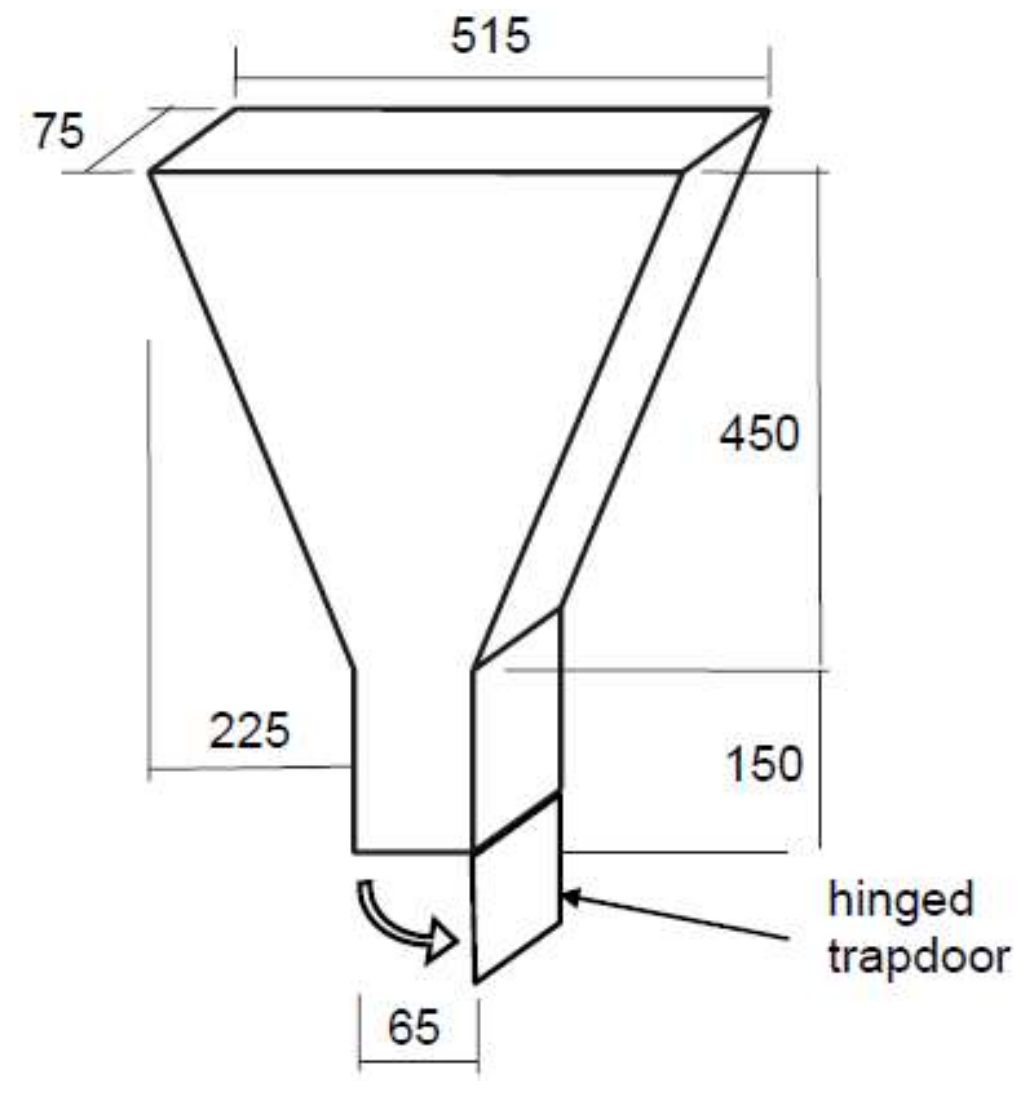
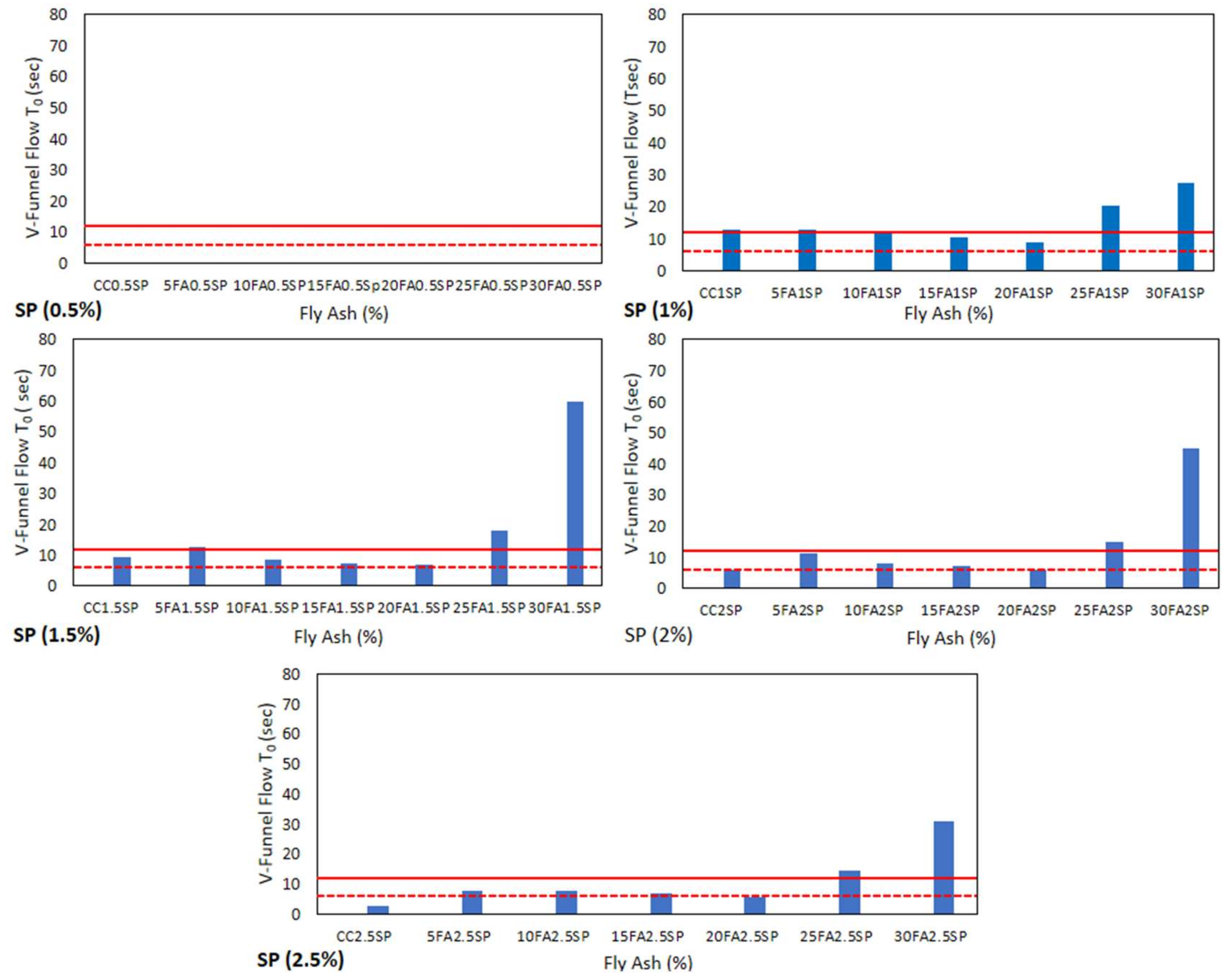
3.4.4. V-Funnel Test
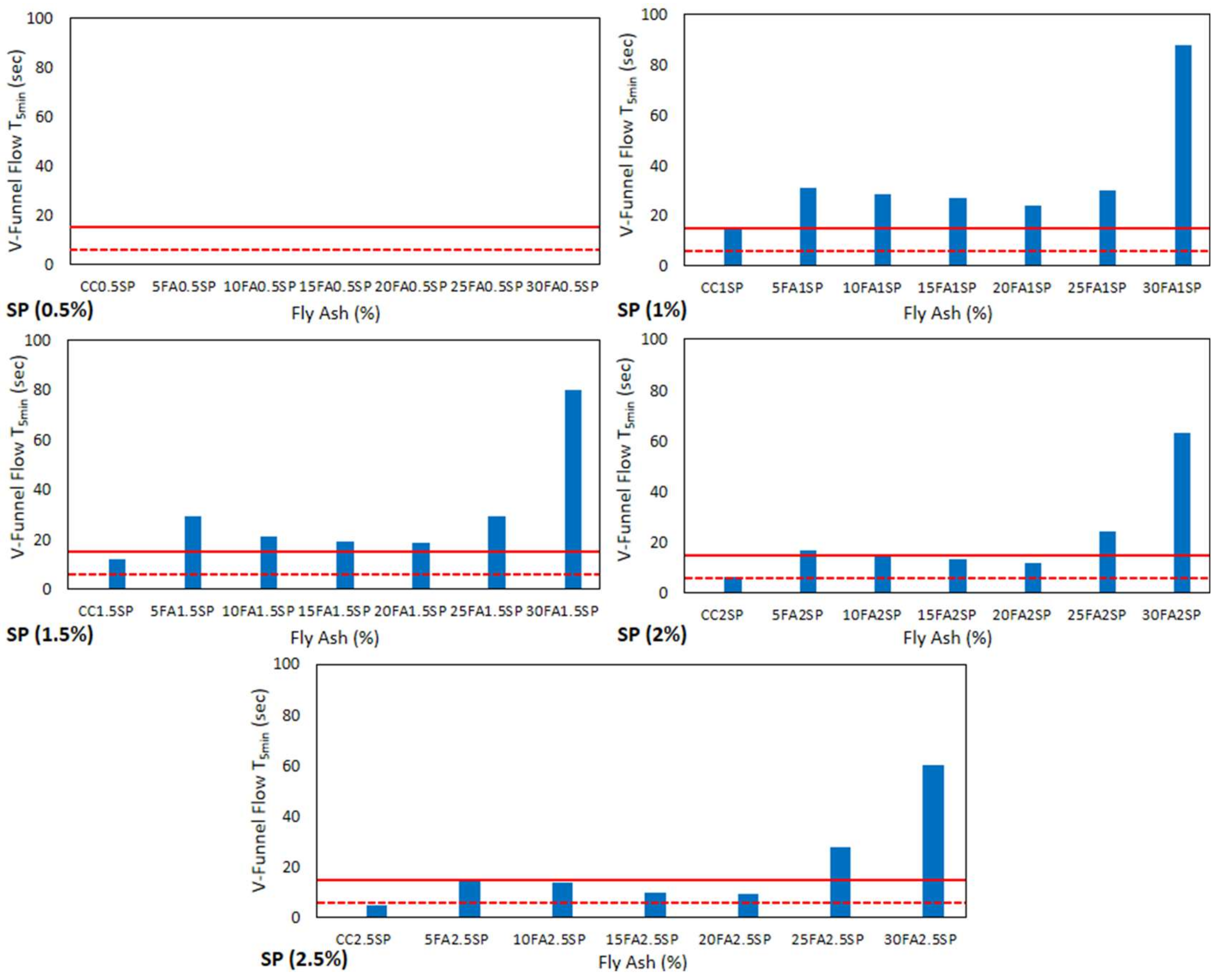
3.4.5. V-Funnel Test at T5min Test
3.5. Tests on Hardened Concrete
3.5.1. Compressive Strength
3.5.2. Flexural Strength
3.5.3. Density
3.5.4. Water Absorption
3.5.5. Rate of Water Absorption
4. Results and Discussion
4.1. Fresh Properties of SCC
4.1.1. Slump Flow Test and T50 Test
4.1.2. J-Ring Test
4.1.3. L-Box Test
4.1.4. V-Funnel Test
4.2. Hardened Properties of SCC
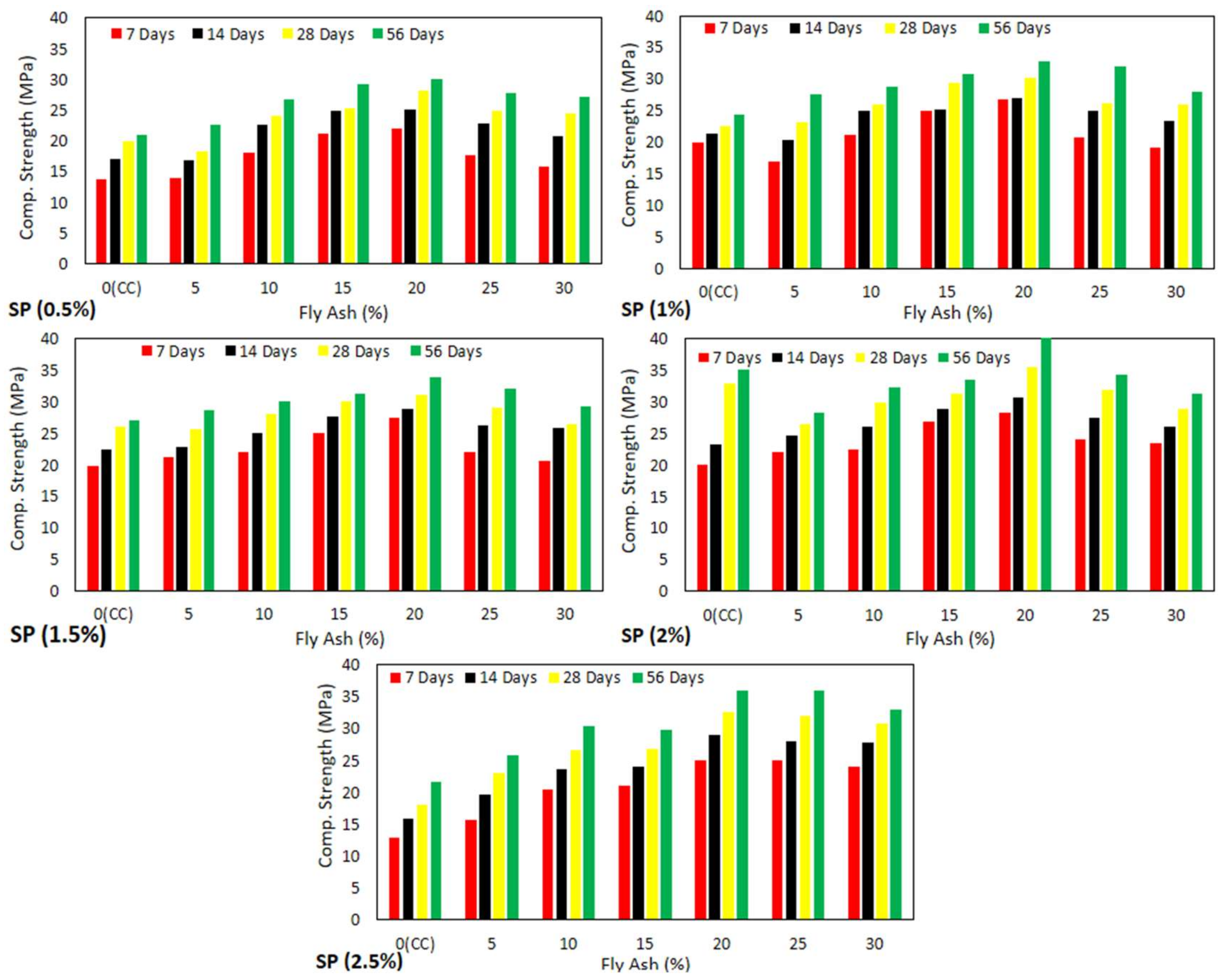
4.2.1. Compressive Strength
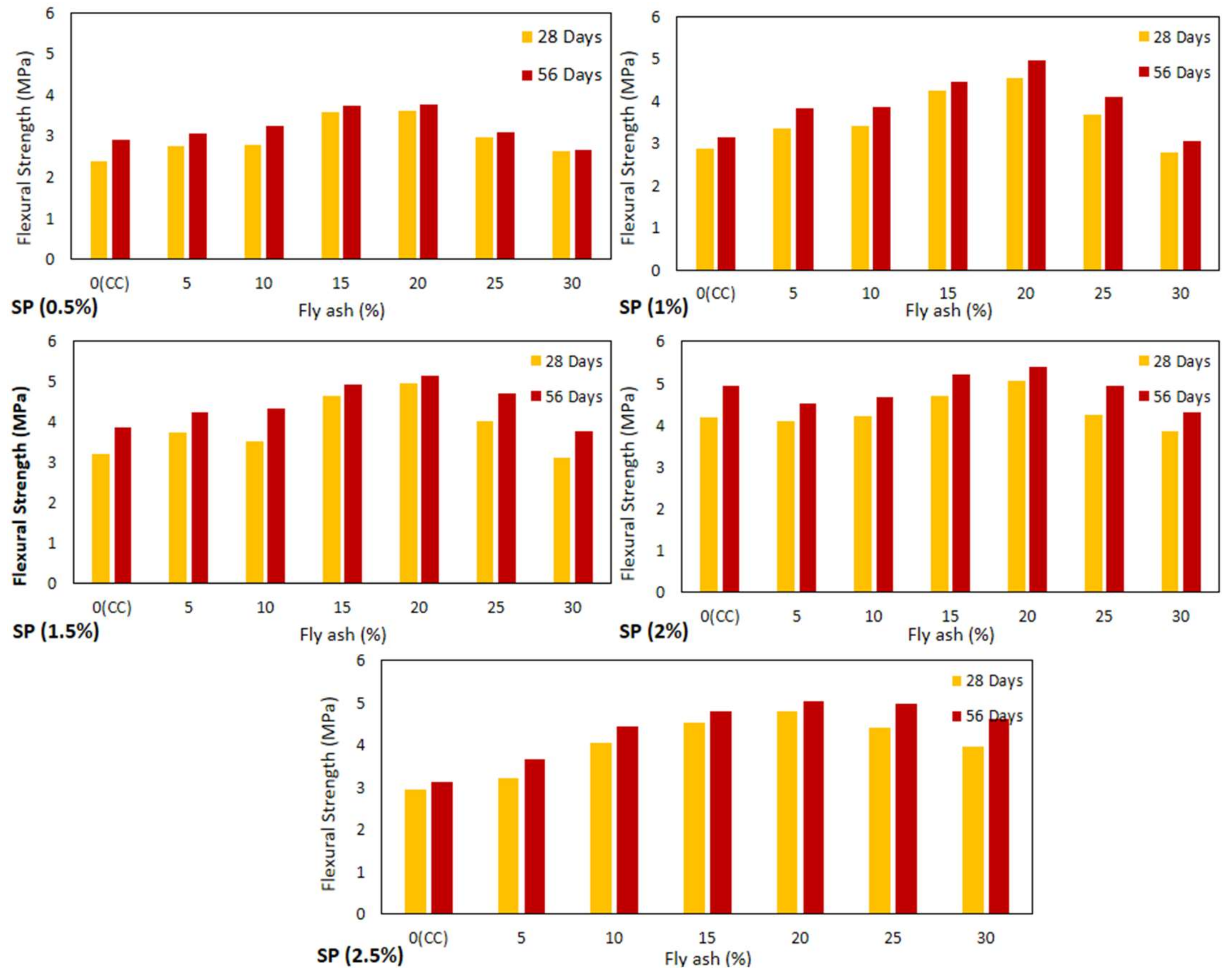
4.2.2. Flexural Strength
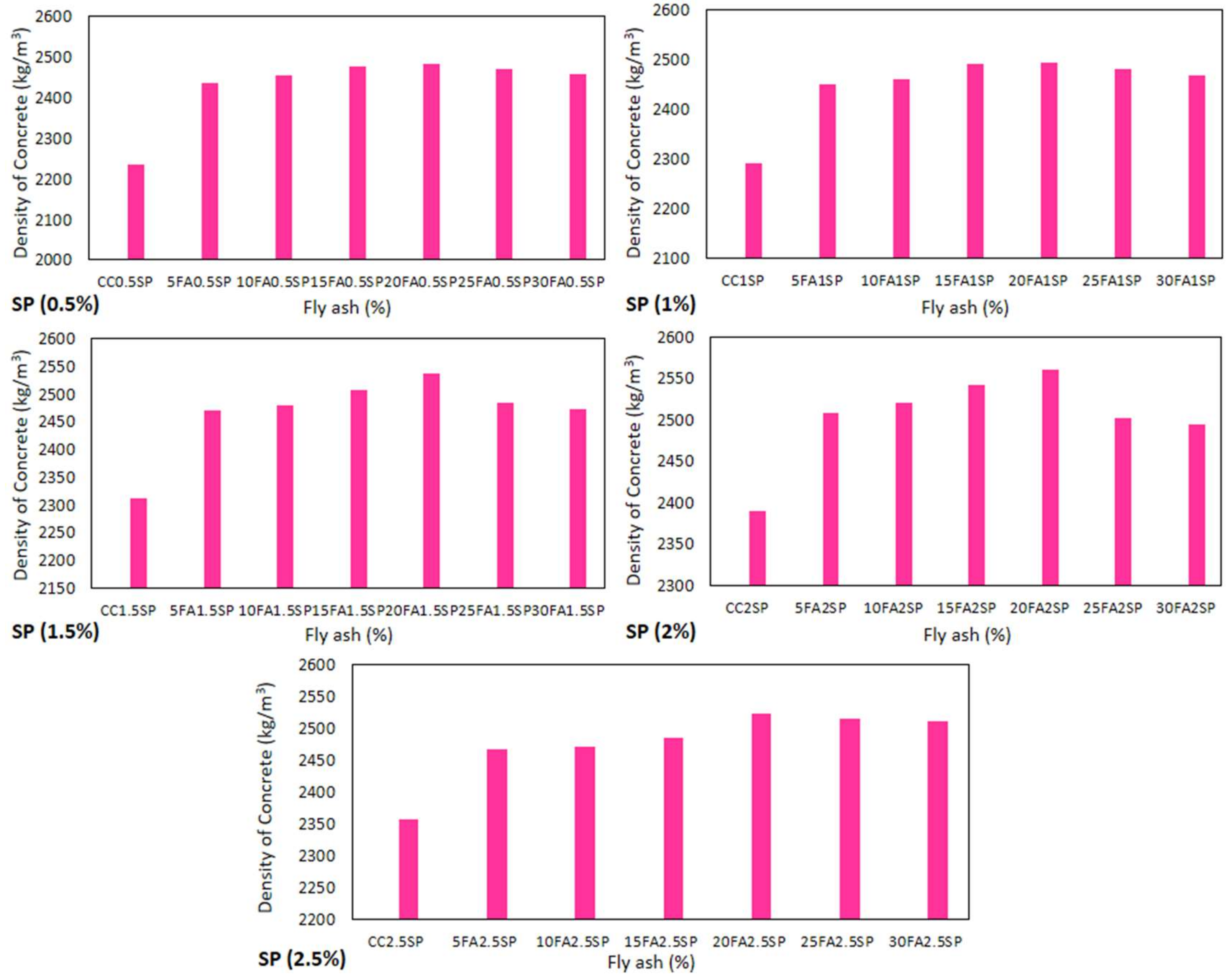
4.2.3. Density of Hardened SCC
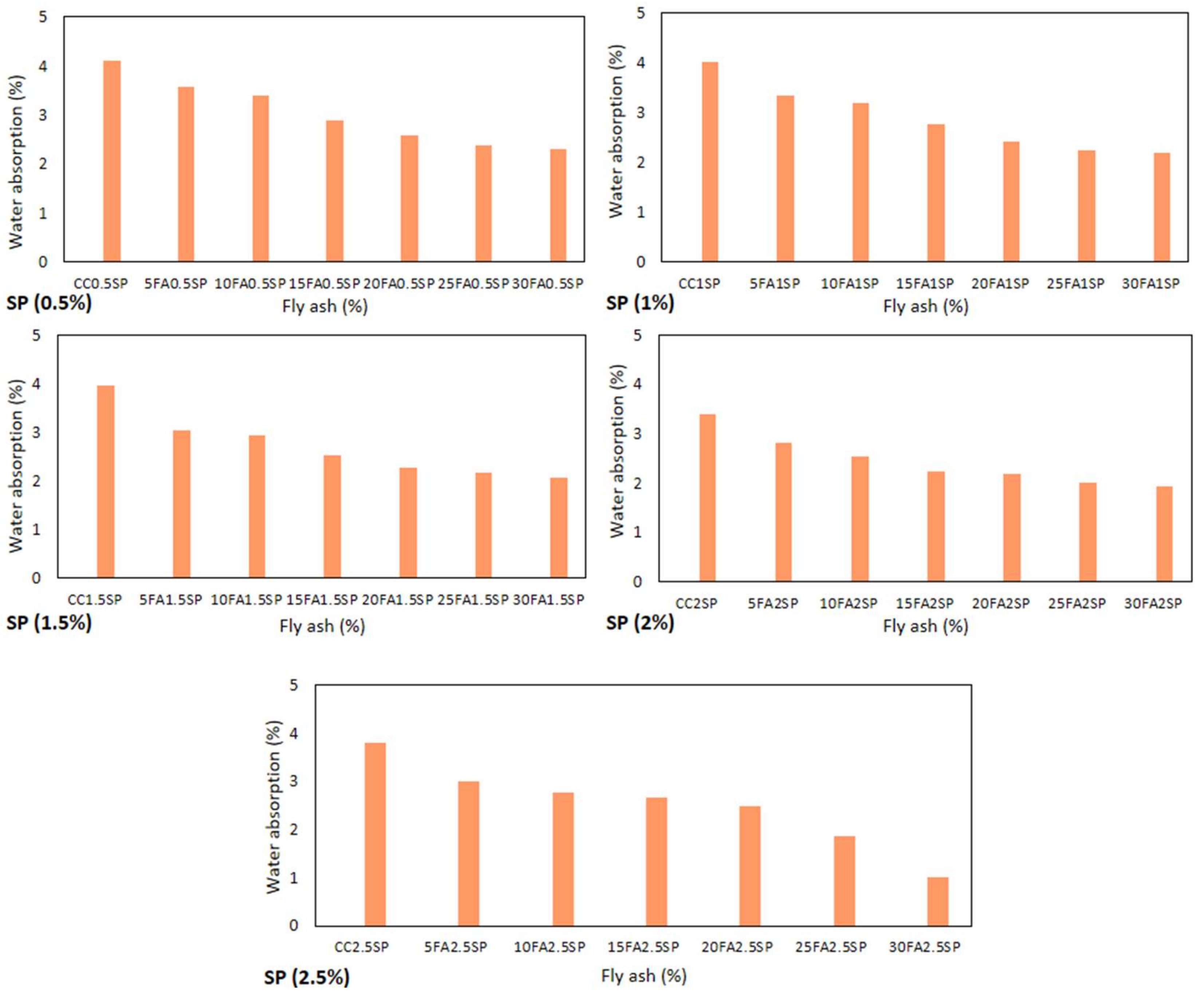
4.2.4. Water Absorption
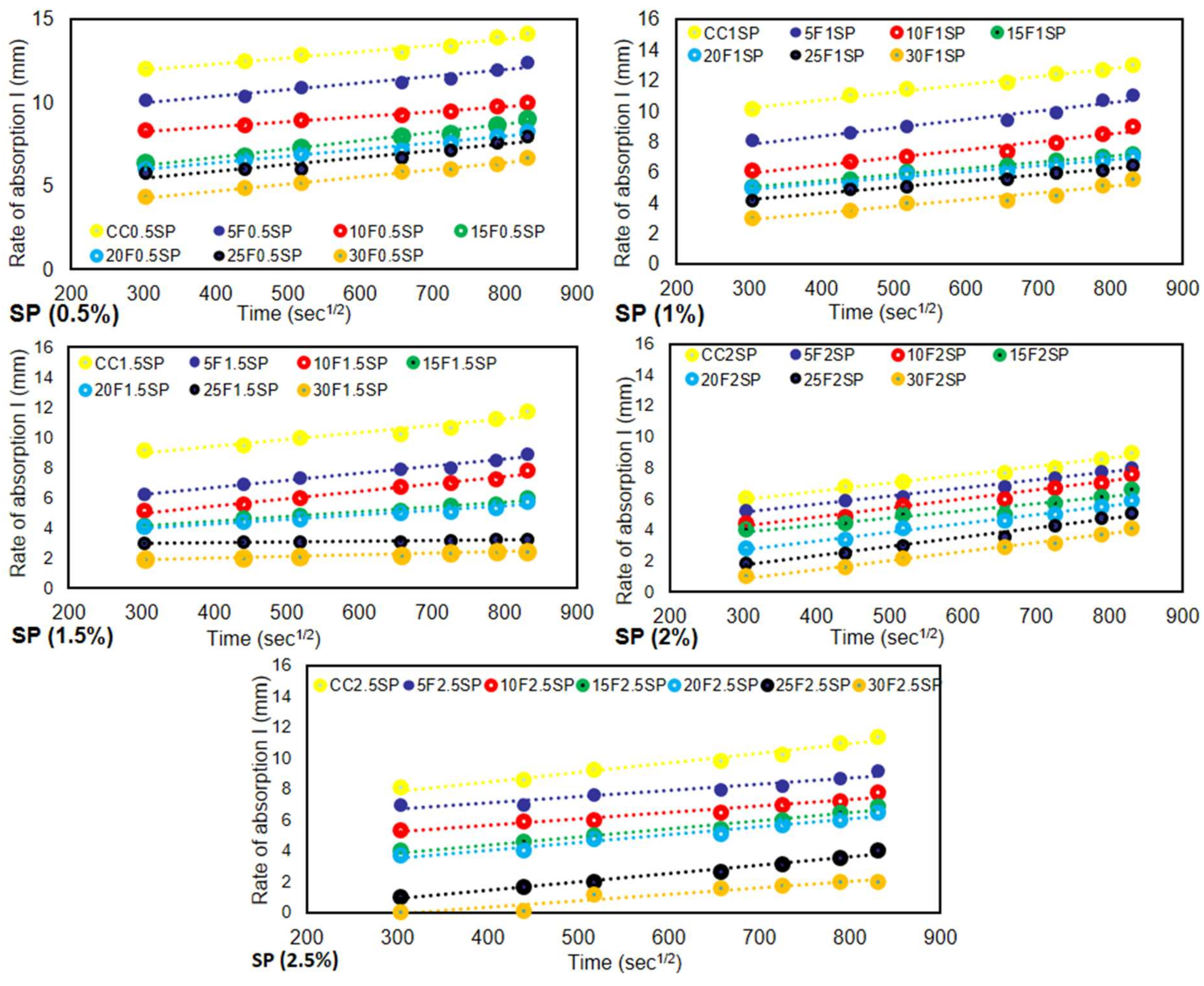
4.2.5. Rate of Water Absorption
4.3. Cost Analysis Comparison
5. Conclusions
- Fly ash can be utilized in self-compacting concrete to help the environment by reducing waste, making it a sustainable alternative;
- SCC with 20% FA and 2% superplasticizer has improved flowability, viscosity, filling and passing abilities, and segregation resistance;
- Due to the combined promotion of chemical activity and filler effects, FA has a significant effect on the strength promotion of SCC with FA content of about 20%;
- FA produces dense concrete, resulting in increased compressive strength of SCC with FA content of about 20 to 25%;
- As the amount of FA increases from 5% to 30%, both water absorption and the rate of water absorption decrease;
- Finally, when VMA is replaced with FA, the cost of 20FA2SP is 26.8% less than that of control concrete mix (CC2SP).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Okamura, H.; Ozawa, K.; Ouchi, M. Self-compacting concrete. Struct. Concr. 2000, 2, 3–17. [Google Scholar] [CrossRef]
- Rols, S.; Ambroise, J.; Péra, J. Effects of different viscosity agents on the properties of self-leveling concrete. Cem. Concr. Res. 1999, 29, 261–266. [Google Scholar] [CrossRef]
- Ali, E.E.; Al-Tersawy, S.H. Recycled glass as a partial replacement for fine aggregate in self compacting concrete. Constr. Build. Mater. 2012, 35, 785–791. [Google Scholar] [CrossRef]
- De Schutter, G.; Bartos, P.J.M.; Domone, P.; Gibbs, J. Self-Compacting Concrete. Whittles Publishers: Caithness, Scotland, 2008. [Google Scholar]
- Bonen, D.; Shah, S.P. Fresh and hardened properties of self-consolidating concrete. Prog. Struct. Eng. Mater. 2005, 7, 14–26. [Google Scholar] [CrossRef]
- Adam, N. Properties of Concrete, 4th ed.; Prentice Hall/Pearson Education: Hoboken, NJ, USA, 2009. [Google Scholar]
- Xie, Y.; Liu, B.; Yin, J.; Zhou, S. Optimum mix parameters of high-strength self-compacting concrete with ultrapulverized fly ash. Cem. Concr. Res. 2002, 32, 477–480. [Google Scholar] [CrossRef]
- Uomoto, T.; Ozawa, K. Recommendation for Self-Compacting Concrete; Japan Society of Civil Engineers: Tokyo, Japan, 1999. [Google Scholar]
- ACI 211.4R; Guide for Selecting Proportions for High-Strength Concrete with Portland Cement and Fly Ash. ACI Manual of Concrete Practice, P. 1 (Ed.) American Concrete Institute: Farmington Hills, MI, USA, 1993.
- Kwan, A.K.H. Use of condensed silica fume for making high-strength, self-consolidating concrete. Can. J. Civ. Eng. 2000, 27, 620–627. [Google Scholar] [CrossRef]
- Su, J.K.; Cho, S.W.; Yang, C.C.; Huang, R. Effect of sand ratio on the elastic modulus of self-compacting concrete. J. Mar. Sci. Technol. 2002, 10, 8–13. [Google Scholar] [CrossRef]
- CAN/CSA A3001; Cementitious Materials for Use in Concrete, Cementitio. Canadian Standards Association: Etobicoke, ON, Canada, 2003.
- Zhang, M.-H.; Malhotra, V. High Performance Concrete Incorporating Rice Husk Ash as a Supplementary Cementing Material. Aci Mater. J. 1996, 93, 629–636. [Google Scholar]
- Hooton, R.D. Canadian use of ground granulated blast-furnace slag as a supplementary cementing material for enhanced performance of concrete. Can. J. Civ. Eng. 2000, 27, 754–760. [Google Scholar] [CrossRef]
- Hanehara, S.; Yamada, K. Interaction between cement and chemical admixture from the point of cement hydration, absorption behaviour of admixture, and paste rheology. Cem. Concr. Res. 1999, 29, 1159–1165. [Google Scholar] [CrossRef]
- Yamada, K.; Takahashi, T.; Hanehara, S.; Matsuhisa, M. Effects of the chemical structure on the properties of polycarboxylate-type superplasticizer. Cem. Concr. Res. 2000, 30, 197–207. [Google Scholar] [CrossRef]
- Nkinamubanzi, P.-C.; Mantellato, S.; Flatt, R. Superplasticizers in practice. In Science and Technology of Concrete Admixtures; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar]
- EFNARC. The European Guidelines for Self-Compacting Concrete: Specification, Production and Use; EFNARC: Flums Hochwiese, Switzerland, 2005. [Google Scholar]
- Khayat, K.; Guizani, Z. Use of viscosity-modifying admixture to enhance stability of fluid concrete. ACI Mater. J. 1997, 94, 332–340. [Google Scholar]
- Sari, M.; Prat, E.; Labastire, J.F. High strength self-compacting concrete Original solutions associating organic and inorganic admixtures. Cem. Concr. Res. 1999, 29, 813–818. [Google Scholar] [CrossRef]
- Akram, T.; Memon, S.A.; Obaid, H. Production of low cost self compacting concrete using bagasse ash. Constr. Build. Mater. 2009, 23, 703–712. [Google Scholar] [CrossRef]
- Uysal, M.; Sumer, M. Performance of self-compacting concrete containing different mineral admixtures. Constr. Build. Mater. 2011, 25, 4112–4120. [Google Scholar] [CrossRef]
- Ramanathan, P.; Baskar, I.; Muthupriya, P.; Venkatasubramani, R. Performance of self-compacting concrete containing different mineral admixtures. KSCE J. Civ. Eng. 2013, 17, 465–472. [Google Scholar] [CrossRef]
- Kanamarlapudi, L.; Jonalagadda, K.B.; Jagarapu, D.C.K.; Eluru, A. Different mineral admixtures in concrete: A review. SN Appl. Sci. 2020, 2, 760. [Google Scholar] [CrossRef]
- Dhiyaneshwaran, S.; Ramanathan, P.; Baskar, I.; Venkatasubramani, R. Study on durability characteristics of self-compacting concrete with fly ash. Jordan J. Civ. Eng. 2013, 7, 342–353. [Google Scholar]
- Kouider, D.O.; Belkacem, M.; George, W.; Said, K. Performance of self-compacting concrete made with coarse and fine recycled concrete aggregates and ground granulated blast-furnace slag. Adv. Concr. Constr. 2018, 6, 103–121. [Google Scholar] [CrossRef]
- Fediuk, R.S.; Lesovik, V.S.; Svintsov, A.P.; Mochalov, A.V.; Kulichkov, S.V.; Stoyushko, N.Y.; Gladkova, N.A.; Timokhin, R.A. Self-compacting concrete using pretreatmented rice husk ash. Mag. Civ. Eng. 2018, 79, 66–76. [Google Scholar] [CrossRef]
- Leite, M.B.; Figueiredo, M.C. An Experimental Study of Self-Compacting Concrete Made with Filler from Construction and Demolition Waste. Open J. Civ. Eng. 2020, 10, 364–384. [Google Scholar] [CrossRef]
- Shah, S.A.; Ahmad, H.; Alhazmi, H.; Anwar, M.K.; Iqbal, F. Utilization of Self-Consolidated Green Material for Sustainable Development: An Environment Friendly Waste Materials Application for Circular Economy. Polymers 2021, 13, 1985. [Google Scholar] [CrossRef] [PubMed]
- Hameed, A.; Qureshi, M.U.; Rasool, A.M.; Khalid, J.; Qazi, A.; Rashid, M.U.; Mahmood, Z. Analysis of Self-Compacted Concrete Using Fly Ash and Silica As Partial Cement Replacements. Rev. Rom. Mater. Rom. J. Mater. 2021, 51, 572–582. [Google Scholar]
- Sandhu, R.K.; Siddique, R. Properties of sustainable self-compacting concrete made with rice husk ash. Eur. J. Environ. Civ. Eng. 2021, 1–25. [Google Scholar] [CrossRef]
- Revilla-Cuesta, V.; Skaf, M.; Espinosa, A.B.; Ortega-López, V. Multi-criteria feasibility of real use of self-compacting concrete with sustainable aggregate, binder and powder. J. Clean. Prod. 2021, 325, 129327. [Google Scholar] [CrossRef]
- Karakurt, C.; Dumangöz, M. Rheological and Durability Properties of Self-Compacting Concrete Produced Using Marble Dust and Blast Furnace Slag. Materials 2022, 15, 1795. [Google Scholar] [CrossRef]
- Rasool, A.M.; Hameed, A.; Qureshi, M.U.; Ibrahim, Y.E.; Qazi, A.U.; Sumair, A. Experimental study on strength and endurance performance of burnt clay bricks incorporating marble waste. J. Asian Archit. Build. Eng. 2022, 00, 1–16. [Google Scholar] [CrossRef]
- Hameed, A.; Rasool, A.M.; Javed, M.H.; Afzal, A.; Elahi, K.; Munir, D. Optimum Percentage of Fly Ash as Cement Replacement and Effect on Mechanical and Durability Properties of Self-Compacting Concrete. Key Eng. Mater. 2022, 913, 169–180. [Google Scholar] [CrossRef]
- Marieta, C.; Guerrero, A.; Leon, I. Municipal solid waste incineration fly ash to produce eco-friendly binders for sustainable building construction. Waste Manag. 2021, 120, 114–124. [Google Scholar] [CrossRef]
- Priatmadi, B.J.; Saidy, A.R.; Septiana, M. Soil properties and growth performance of rize (Oryza sativa L.) grown in a fly-ash amended soil. Trop. Wetl. J. 2015, 1, 19–24. [Google Scholar] [CrossRef]
- Singh, M.; Siddique, R. Effect of coal bottom ash as partial replacement of sand on properties of concrete. Resour. Conserv. Recycl. 2013, 72, 20–32. [Google Scholar] [CrossRef]
- Pandey, V.C.; Singh, N. Impact of fly ash incorporation in soil systems. Agric. Ecosyst. Environ. 2010, 136, 16–27. [Google Scholar] [CrossRef]
- Munir, M.J.; Kazmi, S.M.S.; Wu, Y.-F.; Patnaikuni, I. A Literature Review on Alkali Silica Reactivity of Concrete. Int. J. Strateg. Eng. 2018, 1, 43–62. [Google Scholar] [CrossRef] [Green Version]
- ASTM C33; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C150; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C618; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use. ASTM International: West Conshohocken, PA, USA, 2019.
- SIA 162; Betonbauten Materialprüfung. SIA: Zürich, Switzerland, 1998.
- PREN 934-2; Admixtures for Concrete, Mortar and Grout—Part 2: Concrete Admixtures—Definitions, Requirements, Conformity, Marking and Labelling. European Standard: Pilsen, Czech Republic, 2014.
- ACI 237R; Self-Consolidating Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2019.
- ACI 304R; Measuring, Mixing, Transporting, and Placing Concrete. ACI: Farmington Hills, MI, USA, 2009.
- ASTM C39; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens: C39/C39M-18. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C293; Standard Test Method for Flexural Strength of Concrete (Using Simple Beam With Center-Point Loading). ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM C642; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C1585; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2020.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Unit weight (kg/m3) | 1956 |
| Bulk specific gravity (SSD) | 2.7 |
| Water absorption (%) | 1 |
| Fineness modulus | 2.37 |
| Property | Value |
|---|---|
| Unit weight (kg/m3) | 1600 |
| Bulk specific gravity (SSD) | 2.655 |
| Water absorption (%) | 0.51 |
| Fine Aggregates | Sieve Size | % Retained | Cumulative % Retained | % Passing | % Passing ASTM C-33 Limits | |
| No. | mm | |||||
| 3/8 | 9.5 | 0.9 | 1.0 | 99 | 100 | |
| 4 | 4.75 | 3.1 | 4.0 | 96 | 95–100 | |
| 8 | 2.36 | 11.8 | 15.8 | 84 | 80–100 | |
| 16 | 1.18 | 18.6 | 34.4 | 56 | 50–85 | |
| 30 | 0.6 | 50.2 | 84.6 | 27 | 25–60 | |
| 50 | 0.3 | 12.0 | 96.6 | 5 | 5–30 | |
| 100 | 0.15 | 3.4 | 100.0 | - | 0-10 | |
| Pan | - | - | - | - | - | |
| Coarse Aggregates | ¾ | 19 | 9.5 | 0 | 100 | 100 |
| ½ | 12.5 | 3.1 | 2.4 | 97.6 | 90–100 | |
| 3/8 | 9.5 | 11.8 | 41.15 | 58.85 | 40–70 | |
| ¼ | 4.75 | 18.6 | 86 | 14 | 0–15 | |
| 3/16 | 2.4 | 50.2 | 98.2 | 1.8 | 0–5 | |
| Pan | 0 | 12.0 | 100 | 0 | - | |
| Property | Value |
|---|---|
| Chemical composition (%) | |
| Silicon dioxide (SiO2) | 17.45 |
| Aluminum oxide (Al2O3) | 4.42 |
| Ferric oxide (Fe2O3) | 3.93 |
| Calcium oxide (CaO) | 65.84 |
| Magnesium oxide (MgO) | 2.35 |
| Sulfur trioxide (SO3) | 3.98 |
| Cl | 0.012 |
| Loss on ignition (L.O.I) | - |
| Physical properties | |
| Specific gravity | 3.14 |
| Consistency | 29.8% |
| Initial setting time | 180 min |
| Final setting time | 435 min |
| Calculated mineral composition (%) | |
| C2S | 16 |
| C3S | 57 |
| C3A | 9 |
| C4AF | 9 |
| Property | Value |
|---|---|
| Chemical composition (%) | |
| Silicon dioxide (SiO2) | 59.96 |
| Aluminum oxide (Al2O3) | 14.02 |
| Ferric oxide (Fe2O3) | 6.29 |
| Calcium oxide (CaO) | 14.12 |
| Magnesium oxide (MgO) | 0.41 |
| Sulfur trioxide (SO3) | 2.84 |
| Cl | 0.009 |
| Loss on ignition (L.O.I) | 0.448 |
| Physical property | |
| Specific gravity | 2.25 |
| Sr. No. | Mix Design | Water/ Binder (W/B) Ratio | Water (kg/m3) | Cement (kg/m3) | Fly ash (kg/m3) | Fine Aggregate | Coarse Aggregate | SP (% by Weight of Binder) | VMA (% by Weight of Binder) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | CC0.5SP | 0.4 | 200 | 500 | 0 | 875 | 750 | 0.5 | 2 |
| 2 | CC1SP | 0.4 | 200 | 500 | 0 | 875 | 750 | 1 | 2 |
| 3 | CC1.5SP | 0.4 | 200 | 500 | 0 | 875 | 750 | 1.5 | 2 |
| 4 | CC2SP | 0.4 | 200 | 500 | 0 | 875 | 750 | 2 | 2 |
| 5 | CC2.5SP | 0.4 | 200 | 500 | 0 | 875 | 750 | 2.5 | 2 |
| 6 | 5FA0.5SP | 0.38 | 200 | 500 | 25 | 875 | 750 | 0.5 | - |
| 7 | 5FA1SP | 0.38 | 200 | 500 | 25 | 875 | 750 | 1 | - |
| 8 | 5FA1.5SP | 0.38 | 200 | 500 | 25 | 875 | 750 | 1.5 | - |
| 9 | 5FA2SP | 0.38 | 200 | 500 | 25 | 875 | 750 | 2 | - |
| 10 | 5FA2.5SP | 0.38 | 200 | 500 | 25 | 875 | 750 | 2.5 | - |
| 11 | 10FA0.5SP | 0.36 | 200 | 500 | 50 | 875 | 750 | 0.5 | - |
| 12 | 10FA1SP | 0.36 | 200 | 500 | 50 | 875 | 750 | 1 | - |
| 13 | 10FA1.5SP | 0.36 | 200 | 500 | 50 | 875 | 750 | 1.5 | - |
| 14 | 10FA2SP | 0.36 | 200 | 500 | 50 | 875 | 750 | 2 | - |
| 15 | 10FA2.5SP | 0.36 | 200 | 500 | 50 | 875 | 750 | 2.5 | - |
| 16 | 15FA0.5SP | 0.35 | 200 | 500 | 75 | 875 | 750 | 0.5 | - |
| 17 | 15FA1SP | 0.35 | 200 | 500 | 75 | 875 | 750 | 1 | - |
| 18 | 15FA1.5SP | 0.35 | 200 | 500 | 75 | 875 | 750 | 1.5 | - |
| 19 | 15FA2SP | 0.35 | 200 | 500 | 75 | 875 | 750 | 2 | - |
| 20 | 15FA2.5SP | 0.35 | 200 | 500 | 75 | 875 | 750 | 2.5 | - |
| 21 | 20FA0.5SP | 0.33 | 200 | 500 | 100 | 875 | 750 | 0.5 | - |
| 22 | 20FA1SP | 0.33 | 200 | 500 | 100 | 875 | 750 | 1 | - |
| 23 | 20FA1.5SP | 0.33 | 200 | 500 | 100 | 875 | 750 | 1.5 | - |
| 24 | 20FA2SP | 0.33 | 200 | 500 | 100 | 875 | 750 | 2 | - |
| 25 | 20FA2.5SP | 0.33 | 200 | 500 | 100 | 875 | 750 | 2.5 | - |
| 26 | 25FA0.5SP | 0.32 | 200 | 500 | 125 | 875 | 750 | 0.5 | - |
| 27 | 25FA1SP | 0.32 | 200 | 500 | 125 | 875 | 750 | 1 | - |
| 28 | 25FA1.5SP | 0.32 | 200 | 500 | 125 | 875 | 750 | 1.5 | - |
| 29 | 25FA2SP | 0.32 | 200 | 500 | 125 | 875 | 750 | 2 | - |
| 30 | 25FA2.5SP | 0.32 | 200 | 500 | 125 | 875 | 750 | 2.5 | - |
| 31 | 30FA0.5SP | 0.31 | 200 | 500 | 150 | 875 | 750 | 0.5 | - |
| 32 | 30FA1SP | 0.31 | 200 | 500 | 150 | 875 | 750 | 1 | - |
| 33 | 30FA1.5SP | 0.31 | 200 | 500 | 150 | 875 | 750 | 1.5 | - |
| 34 | 30FA2SP | 0.31 | 200 | 500 | 150 | 875 | 750 | 2 | - |
| 35 | 30FA2.5SP | 0.31 | 200 | 500 | 150 | 875 | 750 | 2.5 | - |
| Material | Unit Cost (PKR) | Control Concrete (CC2SP) | SCC Mix Containing Fly Ash (20FA2SP) | ||
|---|---|---|---|---|---|
| Quantity (per m3) | Amount (PKR) | Quantity (per m3) | Amount (PKR) | ||
| Cement (kg) | 13.5 | 500 | 6750 | 500 | 6750 |
| Coarse aggregate (kg) | 2.41 | 750 | 1807.5 | 750 | 1807.5 |
| Sand (kg) | 2.27 | 875 | 1986.25 | 875 | 1986.25 |
| Superplasticizer (Sikament NN) (L) | 75 | 10 | 750 | 12 | 900 |
| Superplasticizer (Sika Viscocrete-1) (L) | 450 | 10 | 4500 | - | - |
| Fly ash | 1.18 | - | - | 100 | 118 |
| Total | - | - | 15,793.8 | - | 11,561.75 |
| Percent reduction in cost = 26.8% | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hameed, A.; Rasool, A.M.; Ibrahim, Y.E.; Afzal, M.F.U.D.; Qazi, A.U.; Hameed, I. Utilization of Fly Ash as a Viscosity-Modifying Agent to Produce Cost-Effective, Self-Compacting Concrete: A Sustainable Solution. Sustainability 2022, 14, 11559. https://doi.org/10.3390/su141811559
Hameed A, Rasool AM, Ibrahim YE, Afzal MFUD, Qazi AU, Hameed I. Utilization of Fly Ash as a Viscosity-Modifying Agent to Produce Cost-Effective, Self-Compacting Concrete: A Sustainable Solution. Sustainability. 2022; 14(18):11559. https://doi.org/10.3390/su141811559
Chicago/Turabian StyleHameed, Asif, Ali Murtaza Rasool, Yasser E. Ibrahim, Muhammad Faheem Ud Din Afzal, Asad Ullah Qazi, and Iqra Hameed. 2022. "Utilization of Fly Ash as a Viscosity-Modifying Agent to Produce Cost-Effective, Self-Compacting Concrete: A Sustainable Solution" Sustainability 14, no. 18: 11559. https://doi.org/10.3390/su141811559