
Do Miscanthus lutarioriparius-Based Oriented Strand Boards Provide Environmentally Benign Alternatives? An LCA Case Study of Lake Dongting District in China

Abstract
:1. Introduction
2. Methods
2.1. Goal and Scope
2.1.1. Objectives
2.1.2. Functional Unit
2.2. System Boundary
2.3. Data Source and Assumptions
3. Results
3.1. Global Warming
3.2. Stratospheric Ozone Depletion
3.3. Terrestrial Acidification
3.4. Terrestrial Ecotoxicity
3.5. Freshwater Ecotoxicity
3.6. Marine Ecotoxicity
3.7. Human Carcinogenic Toxicity
3.8. Human Non-Carcinogenic Toxicity
3.9. Fossil Resource Scarcity
4. Discussion
4.1. Sensitivity Analysis and Improvement Opportunities
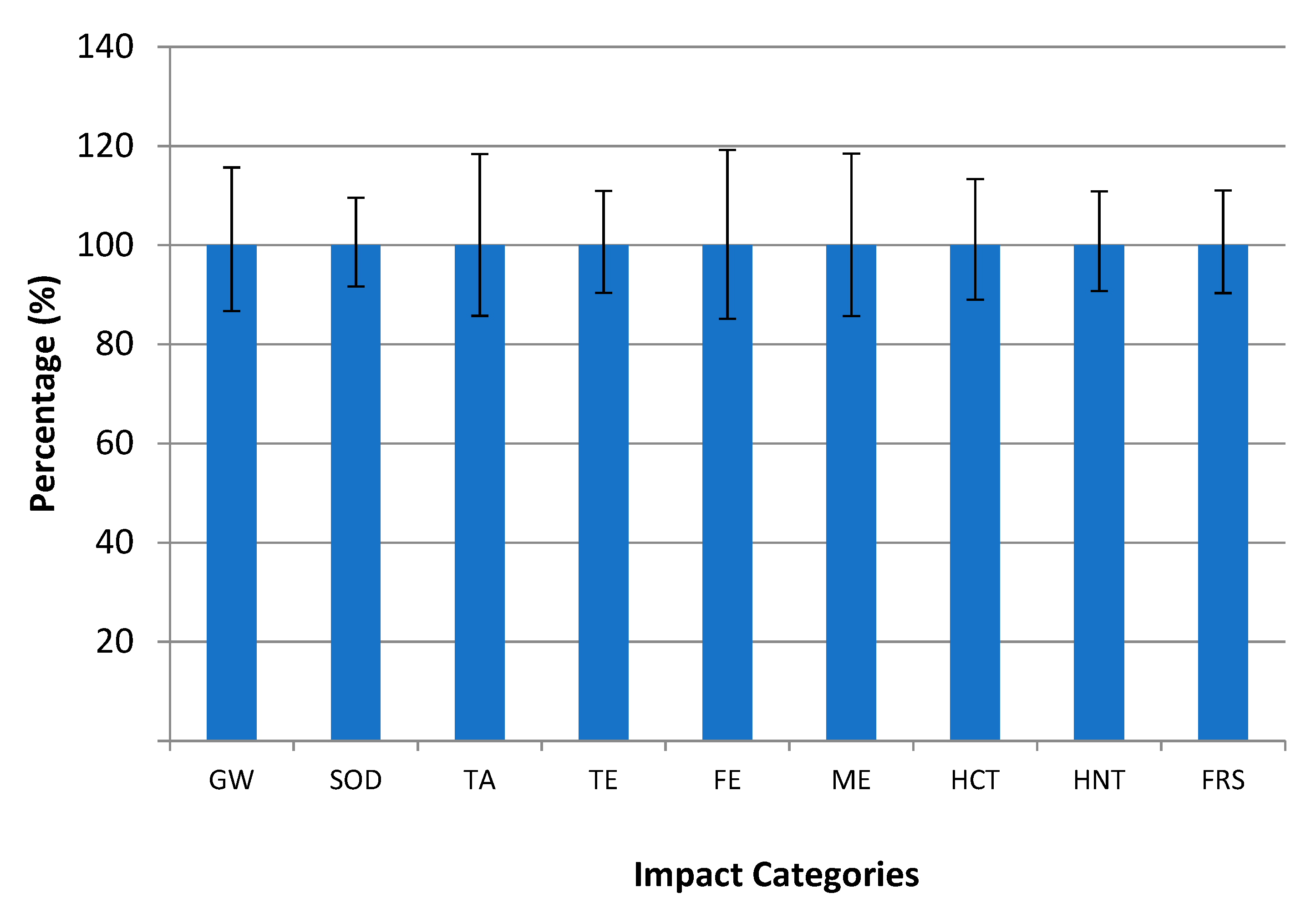
4.2. Uncertainty Analysis
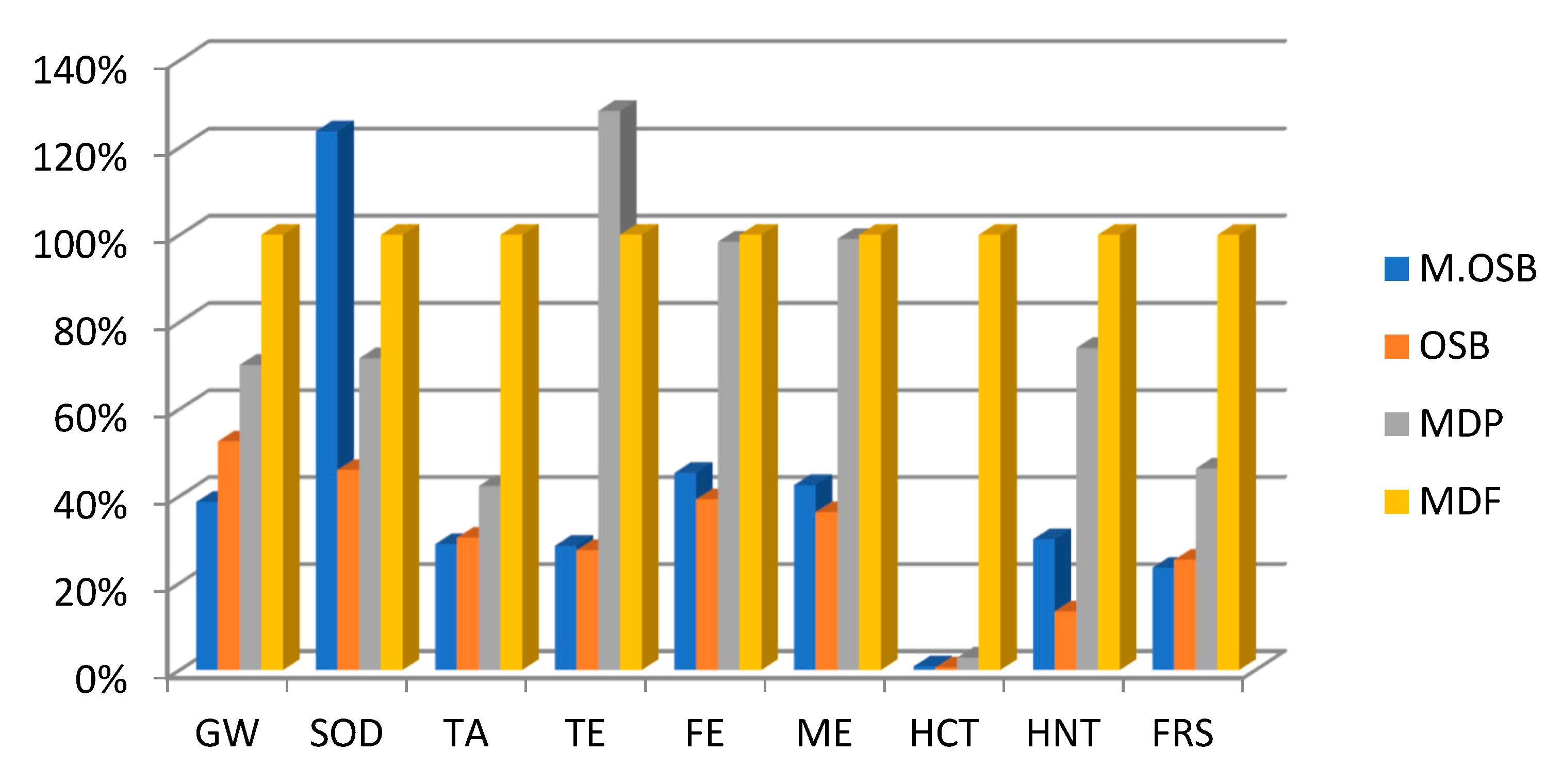
4.3. Comparative LCA of M.OSB, OSB, MDP, and MDF
4.3.1. Comparative LCA in ReCiPe Midpoint(H)
- M. lutarioriparius is generally harvested from December to January, when the humidity of the yielded M. lutarioriparius ranges from approximately 40 to 60%; nevertheless, much of the yield logs used in OSB manufacturing are greater than 70%. The average humidity required in the next stage is 2.5% for M.OSB and 4.5% for OSB. Consequently, there is a significant difference in the energy required for adequate dehydration.
- M. lutarioriparius is initially cut into sections by a harvesting machine and does not need to be peeled like timber, resulting in power savings.
- Self-produced adhesives are used in M.OSB production, therefore, the transport distance and weight of feedstock are much shorter or lower than that of OSB, which uses outsourced PMDI as adhesives.
- One functional unit of M.OSB consumes 1010 kg of M. lutarioriparius, and the transportation distance is no more than 100 km for the developed transportation around the lake, while OSB requires 1994 kg of logs originated from remote mountains, so the distance is usually longer than that of M.OSB. Consequently, the transport from forest to factory, or between different processes during production, means that OSB requires more energy than M.OSB.
4.3.2. Comparative LCA in ReCiPe Endpoint(H)
4.4. Comparisons with Relative Studies
4.5. The Burden to the Environment in the Abandonment Scenario
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thoemen, H.; Irle, M.; Sernek, M. Wood-Based Panels: An Introduction for Specialists; Brunel University Press: London, UK, 2010. [Google Scholar]
- Silva, D.A.L.; Lahr, F.A.R.; Garcia, R.P.; Freire, F.M.C.S.; Ometto, A.R. Life cycle assessment of medium density particleboard (MDP) produced in Brazil. Int. J. Life Cycle Assess. 2013, 18, 1404–1411. [Google Scholar] [CrossRef]
- FAOSTAT. Available online: www.fao.org/statistics (accessed on 22 September 2021).
- Madurwar, M.V.; Ralegaonkar, R.V.; Mandavgane, S.A. Application of agro-waste for sustainable construction materials: A review. Constr. Build. Mater. 2013, 38, 872–878. [Google Scholar] [CrossRef]
- Liu, C.; Xiao, L.; Jiang, J.; Wang, W.; Gu, F.; Song, D.; Yi, Z.; Jin, Y.; Li, L. Biomass properties from different Miscanthus species. Food Energy Secur. 2013, 2, 12–19. [Google Scholar] [CrossRef]
- Yang, S.; Xue, S.; Kang, W.; Qian, Z.; Yi, Z. Genetic diversity and population structure of Miscanthus lutarioriparius, an endemic plant of China. PLoS ONE 2019, 14, e0211471. [Google Scholar] [CrossRef] [Green Version]
- Notice of the Plan for the Ecological Environment Improvement of Lake Dongting (2018–2020). Available online: http://www.hunan.gov.cn/hnszf/szf/hnzb/2017_101252/2017nd1q_101909/szfbgtwj_98720//201802/t20180205_4940451.html (accessed on 5 February 2018).
- Meyer, F.; Wagner, M.; Lewandowski, I. Optimizing GHG emission and energy-saving performance of miscanthus-based value chains. Biomass Convers. Biorefin. 2017, 7, 139–152. [Google Scholar] [CrossRef]
- Kiesel, A.; Wagner, M.; Lewandowski, I. Environmental performance of miscanthus, switchgrass and maize: Can C4 perennials increase the sustainability of biogas production. Sustainability 2016, 9, 5. [Google Scholar] [CrossRef] [Green Version]
- Hastings, A.F.S.J.; Mos, M.; Yesufu, J.A.; Mccalmont, J.; Schwarz, K.-U.; Shafei, R.; Ashman, C.; Nunn, C.; Schuele, H.; Cosentino, S.; et al. Economic and Environmental Assessment of Seed and Rhizome Propagated Miscanthus in the UK. Front. Plant Sci. 2017, 8, 1058. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- McManus, M.C. Life cycle impacts of waste wood biomass heating systems: A case study of three UK based systems. Energy 2010, 35, 4064–4070. [Google Scholar] [CrossRef]
- Silva, D.A.L.; Lahr, F.A.R.; Pavan, A.L.R.; Saavedra, Y.M.B.; Crespo-Mendes, N.; Sousa, S.R.; Sanches, R.; Ometto, A.R. Do wood-based panels made with agro-industrial residues provide environmentally benign alternatives? An LCA case study of sugarcane bagasse addition to particle board manufacturing. Int. J. Life Cycle Assess. 2014, 19, 1767–1778. [Google Scholar] [CrossRef]
- Freire, A.L.F.; Júnior, C.P.D.A.; Rosa, M.D.F.; Neto, J.A.D.A.; de Figueirêdo, M.C.B. Environmental assessment of bioproducts in development stage: The case of fiberboards made from coconut residues. J. Clean. Prod. 2017, 153, 230–241. [Google Scholar] [CrossRef]
- Wang, C.; Kong, Y.; Hu, R.; Zhou, G. Miscanthus: A fast-growing crop for environmental remediation and biofuel production. GCB Bioenergy 2020, 13, 58–69. [Google Scholar] [CrossRef]
- Zhang, C.; Huang, Z.; Tong, J.; Peng, Q.; Xiao, L.; Li, H. Related Physiological Characteristics Associated with Fiber Development in Triarrhena lutarioriparia. Plant Physiol. 2014, 50, 303–308. [Google Scholar] [CrossRef]
- Zheng, P. Study on Preparation and Properties of Kenaf Wood-Based Panel. Ph.D. Dissertation, Qingdao University, Qingdao, China, 2013. [Google Scholar]
- ISO. 14040 Environmental Management-Life Cycle Assessment-Principles and Framework; British Standards Institution: London, UK, 2006. [Google Scholar]
- ISO. 14044: Environmental Management-Life Cycle Assessment-Requirements and Guidelines; International Organization for Standardization: London, UK, 2006. [Google Scholar]
- González-García, S.; Ferro, F.S.; Silva, D.A.L.; Feijoo, G.; Lahr, F.A.R.; Moreira, M.T. Cross-country comparison on environmental impacts of particleboard production in Brazil and Spain. Resour. Conserv. Recycl. 2019, 150, 104434. [Google Scholar] [CrossRef]
- Mi, J.; Liu, W.; Yang, W.; Yan, J.; Li, J.; Sang, T. Carbon sequestration by Miscanthus energy crops plantations in a broad range semi-arid marginal land in China. Sci. Total Environ. 2011, 496, 373–380. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Wang, H. Comparative Analysis on the Life cycle of major domestic transportation modes. In Proceedings of the 6th National Symposium on Circular Economy and Ecological Industry, Shangxi, China, 12 August 2011. [Google Scholar]
- Rivela, B.; Hospido, A.; Moreira, T.; Feijoo, G. Life Cycle Inventory of Particleboard: A Case Study in the Wood Sector. Int. J. Life Cycle Assess. 2006, 11, 106–113. [Google Scholar] [CrossRef]
- Rivela, B.; Moreira, T.; DoFeijoo, G. Life cycle inventory of medium density fibreboard. Int. J. Life Cycle Assess. 2007, 12, 143–150. [Google Scholar] [CrossRef]
- Mousazadeh, H.; Keyhani, A.; Mobli, H.; Bardi, U.; Lombardi, G.; el Asmar, T. Environmental assessment of RAMseS multipurpose electric vehicle compared to a conventional combustion engine vehicle. J. Clean. Prod. 2009, 17, 781–790. [Google Scholar] [CrossRef]
- Piekarski, C.M.; de Francisco, A.C.; da Luz, L.M.; Kovaleski, J.L.; Silva, D.A.L. Life cycle assessment of medium-density fiberboard (MDF) manufacturing process in Brazil. Sci. Total Environ. 2017, 575, 103–111. [Google Scholar] [CrossRef] [PubMed]
- Huijbregts, M.A.J.; Steinmann, Z.J.N.; Elshout, P.M.F.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; Hollander, A.; van Zelm, R. ReCiPe2016: A harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- Arias, A.; González-García, S.; González-Rodríguez, S.; Feijoo, G.; Moreira, M.T. Cradle-to-gate Life Cycle Assessment of bio-adhesives for the wood panel industry: A comparison with petrochemical alternatives. Sci. Total Environ. 2020, 738, 140357. [Google Scholar] [CrossRef] [PubMed]
- Rosenbaum, R.K.; Bachmann, T.; Gold, L.S.; Huijbregts, M.; Jolliet, O.; Juraske, R.; Koehler, A.; Larsen, H.F.; MacLeod, M.; Margni, M.; et al. USEtox—The UNEP-SETAC toxicity model: Recommended characterisation factors for human toxicity and freshwater ecotoxicity in life cycle impact. Int. J. Life Cycle Assess. 2008, 13, 532–546. [Google Scholar] [CrossRef] [Green Version]
- Goedkoop, M.J.; Heijungs, R.; Huijbregts, M.; De Schryver, A.; Van Zelm, R.; Struijs, J. ReCiPe 2008, a Life Cycle Impact Assessment Method Which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level, 1st ed.; Report I: Characterisation; 2009; Available online: http://www.lcia-recipe.net/ (accessed on 29 March 2010).
- Jungbluth, N.; Frischknecht, R. Cumulative energy demand. In Implementation of Life Cycle Impact Assessment Methods; Hischier, R., Weidema, B., Eds.; Ecoinvent Centre: St. Gallen, Switzerland, 2010; pp. 33–40. [Google Scholar]
- Saba, S.; Bachawati, M.E.; Malek, M. Cradle to grave LifeCycle Assessment of Lebanese biomass briquettes. J. Clean. Prod. 2019, 253, 119851. [Google Scholar] [CrossRef]
- Zhang, F. Research on Life Cycle Assessment and Environmental Impact Assessment of Oriented Strand Board. Ph.D. Dissertation, Chinese Academy of Forestry, Beijing, China, 2017. [Google Scholar]
- Xiang, S.; Wei, X.; Liu, W. Evaluation of the Environmental Properties of Particle Boards from a Life Cycle Angle. J. Cent. South Univ. For. Technol. 2007, 27, 166–168. [Google Scholar]
- Zhang, X.; Zhang, W.; Xu, D. Life Cycle Assessment of Complex Forestry Enterprise: A Case Study of a Forest–Fiberboard Integrated Enterprise. Sustainability 2020, 12, 4147. [Google Scholar] [CrossRef]
- Shang, X.; Song, S.; Yang, J. Comparative Environmental Evaluation of Straw Resources by LCA in China. Adv. Mater. Sci. Eng. 2020, 2020, 4781805. [Google Scholar] [CrossRef] [Green Version]
- Yuanyuan, Z.; Nan, T.; Zhihui, L.; Yuehui, C.; Youze, X. Degradation of Triarrhena lutarioriparia on water quality in Dongting Lake. J. Lake Sci. 2021, 33, 1188–1195. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance | Unit | M.OSB t = 15 mm | OSB 10 mm ≤ t ≤ 18 mm |
|---|---|---|---|
| Bending strength—major axis | MPa | 22 | 20 |
| Bending strength—minor axis | MPa | 12 | 10 |
| Modulus of elasticity in bending—major axis | MPa | 4000 | 3500 |
| Modulus of elasticity in bending—minor axis | MPa | 1500 | 1400 |
| Internal bond | MPa | 0.35 | 0.32 |
| Swelling in thickness 24 h immersion | % | 15 | 15 |
| Inputs | Outputs | ||
|---|---|---|---|
| Feedstock | - | M.MDP | 1 m3 |
| M. lutarioriparius | 1010 kg | Emissions to air | - |
| Starch-based adhesive | 52 kg | Nitrogen oxides | 0.0426 kg |
| Lubricants | 0.0003 kg | Sulfur dioxide | 0.00712 kg |
| Water | 17.85 kg | Carbon dioxide | 68.47 kg |
| Biomass fuel | 41.9 kg | Particulate matter | 0.017 kg |
| Energy consumption | - | Emissions to water | - |
| Electricity | 65.75126 kwh | CODcr | 0.0038 kg |
| Diesel | 1.34 kg | BOD5 | 0.00094 kg |
| Transportation | 170.5 tkm | SS suspended solid | 0.0028 kg |
| NH3-N | 0.00032 kg | ||
| Other waste | - | ||
| Waste oil | 0.01364 kg | ||
| Recyclable solid | 303.36 kg |
| Leaf | Stem | |
|---|---|---|
| Initial dry mass (g) | 5 | 5 |
| Dry mass after decomposition (g) | 1.46 | 2.52 |
| Leaf–stem ratio | 0.1175:1 | 0.1175:1 |
| Decomposition rate | 70.8% | 49.6% |
| Nitrogen content (mg/g) | 4.15 | 1.4 |
| Phosphorus content (mg/g) | 0.48 | 0.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liao, Q.; Zhang, J.; Yi, Z.; Li, Y. Do Miscanthus lutarioriparius-Based Oriented Strand Boards Provide Environmentally Benign Alternatives? An LCA Case Study of Lake Dongting District in China. Sustainability 2021, 13, 12976. https://doi.org/10.3390/su132312976
Liao Q, Zhang J, Yi Z, Li Y. Do Miscanthus lutarioriparius-Based Oriented Strand Boards Provide Environmentally Benign Alternatives? An LCA Case Study of Lake Dongting District in China. Sustainability. 2021; 13(23):12976. https://doi.org/10.3390/su132312976
Chicago/Turabian StyleLiao, Qianying, Jun Zhang, Zili Yi, and Youzhi Li. 2021. "Do Miscanthus lutarioriparius-Based Oriented Strand Boards Provide Environmentally Benign Alternatives? An LCA Case Study of Lake Dongting District in China" Sustainability 13, no. 23: 12976. https://doi.org/10.3390/su132312976