
Sustainable Masonry Mortars with Fly Ash, Blast Furnace Granulated Slag and Wheat Straw Ash





Department of Civil Engineering and Geodesy, Faculty of Technical Sciences, University of Novi Sad, 21000 Novi Sad, Serbia
*
Author to whom correspondence should be addressed.
Sustainability 2021, 13(21), 12245; https://doi.org/10.3390/su132112245
Submission received: 7 October 2021
/
Revised: 27 October 2021
/
Accepted: 29 October 2021
/
Published: 5 November 2021
Abstract
:Due to greenhouse gas emissions, the production of cement clinker is considered unsustainable and many attempts are being made to replace cement with alternative materials sourced from agriculture, industry and other urban practices, such as construction and demolition works. The aim of this paper is to analyze the effects of cement substitution by locally available waste materials in Serbia, such as fly ash (FA), blast furnace granulated slag (BFGS) and wheat straw ash (WSA), up to the 50% replacement volume rate in cement–lime mortars. As the effective application of supplementary cementitious materials (SCMs) in cement-based materials requires a comprehensive insight into their properties, a characterization of materials involving all relevant physical, chemical and mechanical tests is conducted. Ten different mortar mixed with ingredients of a volume ratio 1:2:4 (cementitious powder/lime/sand) were designed and their consistency, bulk density, capillary water absorption, flexural strength, compressive strength and thermal analysis (TGA/DTA) results were examined to determine the influence of the abovementioned SCMs on mortar properties. Research findings highlight the possibility of replacing cement with slag (50%), fly ash (30%) or wheat straw ash (30%) while maintaining its performance and improving the economic and environmental impacts of masonry mortar production.
1. Introduction
Lime mortars have been used throughout the world for hundreds of years, notably in Roman Empire buildings across Europe.
The original recipe for masonry mortar has not changed thenceforth, and builders all over the world and throughout history have designed their own mixtures using locally available materials. For example, the Egyptian pyramids were built with gypsum mortar. The masons in ancient China blended their mortar with cooked rice, while those in Italy used volcanic ash for centuries to produce pozzolanic mortar. Also, limestone mortar has been discovered in Greek temples [1,2]. The mix of these diverse constituents gives each mortar its own distinctive look and feel.
The immense majority of pre-1900 masonry buildings in Europe and Asia were built using this material. The lime mortar, primarily mixed utilizing lime and sand, was characterized by a slow hardening rate and its inability to harden under water. The Romans, therefore, created hydraulic mortars containing lime and volcanic ash (pozzolana), enabling their setting in water presence/immersion. Portland cement (PC) was patented in 1824, and was a fast-curing, hydraulic cement which hardens even under water. By the 1930s, a greater number of buildings contained a mix comprising equal portions of Portland cement and lime for masonry purposes, i.e., cement–lime mortar. In this way, the mortar integrated in masonry structures between 1871 and 1930 ranged from basic lime mortar to an extensive variety of lime, PC and sand mixes. This type of masonry mortar maintained an exceptional balance between strength and workability—the former being provided by cement and the latter being induced by lime. Furthermore, the incorporation of PC into lime mortars increased the speed of the construction process for masonry building due to a faster strength development. Numerous mix designs containing different amounts of lime and PC have been developed ever since.
Over the past century, PC has been established as the major construction material worldwide. However, the green rating for modern infrastructure and buildings, i.e., a reference tool that assesses a building’s performance and its impact on the environment, has become increasingly important in the last few decades, positioning PC in front of the judging panel. The production of PC consumes a large portion of natural materials (clay and limestone) and contributes to once-underestimated environmental issues. The first issue, led by increased population and expanded urbanization, accompanied by technological innovations has demanded a large amount of raw materials in the construction industry, which has resulted in the scarcity of natural resources. Secondly, PC production contributes to about 8% of the global CO2 emissions, leading to substantial environmental and greenhouse gas issues [3]. Given these concerns, a direct decrease in PC clinker content through the utilization of industrial and agricultural by-products as supplementary cementitious materials (SCMs) is a very promising step towards considerably reducing the associated environmental burden. Simultaneously, the application of materials such as fly ash, biomass ash, blast furnace granulated slag, etc., as PC substitutes, helps upgrading the solid waste manageability industry. Lastly, the economical benefit related to cement-based composites is highlighted, as waste materials are usually free of charge and broadly accessible by-products in each country.
The Republic of Serbia produces two-thirds of its electricity in coal-fired power plants. Four thermal power plants generate siliceous fly ash from lignite in the quantity of approximately 6 million tons per year [4]. The market for its utilization is operational, but for the time being, is done predominantly by cement producers. The ash that is not delivered to the construction industry is mixed with water and transported by pipelines to an open landfill. In recent years, Serbia commissioned wind farms with great capacity and constructed limited biomass combustion facilities in order to encourage the use of renewable energy resources (RES) and promote the principles of sustainable development. Although biomass makes up 61% of the total potential of RES in Serbia, its usage rate for energy purposes is still not more than two percent. However, growing amounts of biomass ash are created as waste products during its combustion, estimated at five thousand tons per year [5,6]. They are most commonly disposed of in landfills or recycled on agricultural fields. The third widely available SCM in Serbia is blast furnace slag. Only in the manufacturing plants of the steel mill Smederevo, over 500 thousand tons of slag are generated each year [7], whereby most of it is being permanently landfilled. Considering the above-stated quantities of these materials, there could be a bright prospect for their sustainable application in cementitious systems and, consequently, proper waste management.
So far, researchers from all around the world have provided valuable information on the benefits of utilizing both widely recognized SCMs, such as fly ash [8], granulated blast furnace slag [9], silica fume [10], rice husk ash [11] and lesser utilized ones, including sugarcane bagasse ash [12], wheat straw ash [13], palm oil fuel ash [14] and sewage sludge ash [15], etc. Considerable experimental research has been conducted on the effects of cement substitution by these by-products in the production of cement mortars and concretes, while relatively scarce information is published regarding their application in masonry mortars [16,17,18,19]. Nayaka et al. [16] studied the feasibility of utilizing palm oil clinker powder (POCP) as a cement substitute for up to 80% in cement–lime masonry mortar. According to these authors, the use of POCP up to 40% is recommended on account of its compressive strength, consistency, air content and fresh density. Another evidence of biomass waste sustainable application was shown by Chen et al. [17], who determined a significant effect on improving the shear strength of brick masonry wall by replacing lime with oyster shell ash in masonry mortar. Moreover, Cordeiro et al. [18] suggested that sugar cane bagasse ash (SCBA) demonstrates physico-chemical properties appropriate for its use as a mineral admixture in cement–lime mortars, but its reactivity mainly depends on its particle size and fineness. Another study [19] analyzes the microstructural effects of a 10% substitution of Portland cement by silica fume in 1:1:6 (cement/lime/sand mix proportioned by volume) masonry mortar and reveals that silica fume acts positively at the interface paste; it aggregates and densifies the mortar structure as a result of the micro-filler effect and high pozzolanic activity. The use of fly ash and blast furnace slag in the production of masonry mortar, either as cement or sand substitute, has been scarcely studied, while the available literature does not provide information on the wheat straw ash application in that regard.
The aim of this paper is to analyze the possibility of the application of locally available waste materials, i.e., originating from Serbia, in masonry mortars. For this purpose, an experimental study comprising a characterization of materials and testing of the most relevant properties of masonry mortars was carried out. Three types of SCMs were used as mineral additives: fly ash (FA), blast furnace granulated slag (BFGS) and wheat straw ash (WSA). To evaluate the performance of these mortar mixes, the following aspects were examined: consistency, bulk density in hardened state (28 days), capillary water absorption (28 and 90 days), flexural strength (28 days), compressive strength (28 and 90 days) and thermal analysis—TGA/DTA (28 and 90 days). As can be seen from the above review of literature, only a few studies deal with the characterization of masonry mortars incorporating alternative materials. In addition, locally available waste materials from industry and agriculture in Serbia are tested for possible application in masonry mortars for the first time, which brings out the innovative character of this research.
2. Materials and Methods
2.1. Materials
2.1.1. Cement
Ordinary Portland cement, originating from Lafarge cement factory in Beočin, Serbia, was utilized. The cement has a specific gravity of 3.1 g/cm3 and the Blaine fineness of 4000.0 cm2/g.
Supplementary cementitious materials (SCMs): fly ash, blast furnace granulated slag and wheat straw ash were used as cement substitutes in the development of cement–lime mortars up to the replacement level of 50%, trying to produce an eco-friendly cement-based composite.
2.1.2. Fly Ash
Fly ash was collected from thermal power station “Nikola Tesla” in Belgrade. Relevant properties of the material are listed in Section 3.
2.1.3. Blast Granulated Furnace Slag
Blast granulated furnace slag originates from a Serbian steel mill “Hesteel” in the Smederevo manufacturing conglomerate.
The fineness of BFGS was below the required value, hence the mechanical activation, i.e., grinding, was carried out in a laboratory ball mill (grinding time 4 h). The relevant properties of this material are listed in Section 3.
2.1.4. Wheat Straw Ash
Wheat straw ash was collected from an agricultural enterprise “Mitrosrem”.
The ash was roughly sieved, through a 4 mm sieve, in order to separate unburnt straw and other large impurities.
To obtain a material with a high specific surface area, the ash was further ground in a laboratory ball mill (grinding time 6 h). The relevant properties of this material are listed in Section 3.
2.1.5. Fine Aggregate
Sand of river origin was used as fine aggregate for the preparation of mortar. The density and the fineness modulus of sand were found to be 2.3 g/cm3 and 0.97, respectively.
2.1.6. Water
Distilled water was used for mixing cement–lime mortar. Water-to-binder ratio (w/b) was maintained in order to achieve the minimum consistency of masonry mortar (175 ± 10 mm), as endorsed by EN 1015-2 [20].
2.2. Methods
The characterization of SCMs included physical and chemical properties tests following relevant standards as well as the evaluation of the criteria conformity. The chemical composition was determined using an energy dispersive X-ray fluorescence spectrometer (EDXRF 2000 Oxford instruments, Belgrade, Serbia) according to EN 196-2 [21] and ISO 29581-2 [22]. The representative samples (100 g) were pulverized in a laboratory vibratory mill prior to testing. The loss on ignition (LOI) was determined as a weight difference between 20 °C and 950 °C.
The specific surface area of biomass ashes was defined according to Blaine air permeability method given in EN 196-6 [23], which is widely used for characterizing Portland cement. Initial and final setting time, fineness and soundness of biomass ashes were estimated in accordance with EN 196-3 [24].
The pozzolanic activity was studied on the samples prepared according to the procedure given in SRPS B.C1.018 [25]. Mortars were prepared with a SCM, slaked lime and standard sand, with the following mass proportions: msl:mscm:mqs = 1:2:9 and water–binder ratio 0.6 (where: msl—mass of slaked lime; mscm—mass of SCM; mqs—mass of CEN standard sand). After compacting, the samples were hermetically sealed and cured for 24 h at 20 °C, then for 5 days at 55 °C. Subsequently, a 24 h period was allowed for the samples’ cooling process to reach 20 °C, followed by compressive and flexural (three point bending) strength tests.
The activity index of FA and WSA was examined according to EN 450-1 [26] while the activity index of BFGS was evaluated in line with EN 15167-1 [27]. Activity index is defined as a ratio (in percent) of the compressive strength of standard mortar bars prepared with 75% test cement plus 25% SCM by mass and the compressive strength of standard mortar bars prepared with 100% cement, when tested at the same age. The preparation of standard mortar bars and determination of the compressive strength were carried out in accordance with EN 196-1 [28].
The behavior of materials towards high temperatures was investigated experimentally by means of a Labsys Evo (Setaram) thermal analyzer using TGA/DTA (thermogravimetric analysis–differential thermal analysis) as a kind of simultaneous thermal analysis (STA). TGA analysis was carried out to obtain the weight loss. Differentiation of the thermogravimetric data (mass loss rate) allows a better resolution and identification of weight losses (DTA). During the experiment, the sample was placed in an alumina crucible whereas an empty one was used as a reference. The output information from each test was a change of sample mass (TGA) and mass loss rate (DTA), as a function of temperature. The TGA/DTA measurements were performed in the temperature range 25–1000 °C with heating rate of 10 K/min and in an argon atmosphere. The sample mass was about 30 mg.
Sampling, preparation, storage, curing conditions and mechanical properties tests (compressive and flexural strength) of standard prism samples were carried out in accordance with the relevant standards for masonry mortars: EN 998-2 [29] and EN 1015-11 [30]. After casting, the samples were placed in a humidity chamber controlled at 95% rh for the period of 7 days and then stored for 21 days at 65% rh until the testing age.
The consistency of fresh mortar (by flow table) was evaluated conforming to EN 1015-3 [31]. The flow value was expressed as the mean diameter of the fresh mortar test sample, which was placed on a defined flow table disc and given a number of vertical impacts by raising the flow table, thus allowing the mortar to fall freely through the specified height.
The determination of water absorption coefficient due to capillary action of hardened mortar was conducted using the principles given in EN 1015-18 [32]. At the end of the curing period, the four long faces of the sample prisms were sealed using the sealing material and, then, broken into two halves. The samples were placed in the tray, with the broken faces of the prisms downwards, and immersed in water to the depth of 5 mm to 10 mm for the duration of the test. The measurements were taken at 10 min and 90 min and the water absorption coefficient was calculated.
The dry bulk density of hardened mortar was determined as the quotient of its mass in an oven dried state and its volume, which it occupies when submerged in water in a saturated state. Drying the sample to the constant mass, determining its volume by means of displacement and calculation and expressing the results were carried out as indicated in EN 1015-10 [33].
2.3. Mixing and Proportioning of Mortars
The experimental study was performed on 10 different mortar mixtures. The volume proportion of reference mortar components was 1:2:4 (cement/lime/sand). In the nine remaining mixtures, 10%, 30% and 50% of cement were replaced by FA, BFGS or WSA, by volume. The quantity of water was determined based on the required consistency. The labels and quantities of component materials for each mortar type are listed in Table 1.
The materials—cement, hydrated lime, SCMs and sand—were mixed for about 3 min using a mortar mixer to obtain a homogenous mixture. The mixing of mortar was performed in accordance with EN 196-1. Firstly, the lime and the cementitious powder were homogenized. Afterwards, the binder mix was placed in a bowl containing water, while the sand was automatically added at a constant rate during the first mixing phase in the mixer.
Standard mortar prisms 40 × 40 × 160 mm were cast for the determination of flexural and compressive strengths, dry bulk density and water absorption coefficient due to capillary action of hardened mortar.
The molds were filled with mortar in two approximately equal layers, with each layer being compacted by 25 strokes of the temper. The excess mortar was skimmed off with the palette knife, leaving the mortar surface plane and leveled with the top of the mold.
The storage and curing conditions were adjusted in consonance with EN 1015-11 and the samples were tested at the appropriate age. Namely, the molded samples were kept for two days in a humidity chamber at 20 °C and 95% rh. Then, they were demolded and stored on a plastic grid under the same conditions for an additional 5 days. Finally, they were cured at 20 °C and 65% rh until the testing age of 28 days.
3. Test Results and Discussion
3.1. Chemical Analyses of Raw Materials
3.1.1. Chemical Composition
The results of testing the chemical composition of SCMs are summarized in Table 2.
Summarized results of chemical properties, requirements in relevant standards, as well as criteria fulfillment are given in Table 3 and Table 4. Criteria evaluation was conducted in accordance with the relevant standards for fly ash and slag. As the European standard for biomass ashes has not been established yet, the assessment of WSA properties was executed as stated in EN450-1.
The pozzolanic activity of materials depends mainly on the amount of oxides: SiO2, Al2O3 and Fe2O3; the ratio between them; and their reactivity. According to EN 450-1, the total amount of these oxides should exceed 70%, as indicated in Table 3. FA successfully fulfills this requirement, while the content of important oxides in WSA is slightly above the prescribed value, which is likely to affect the satisfactory pozzolanic activity of this type of ash.
Loss of ignition is lower than 7% for WSA and under 5% for FA, hence these ashes fulfill the criteria for category B and A, respectively. This chemical property points out the organic content of this type of biomass ash.
Alkali–silica reaction (ASR) is the reaction between alkaline cement paste and amorphous silica, which is found in many common aggregates. This reaction produces swelling gel products, which lead to an expansive pressure and cracking inside the concrete. Results indicate that WSA is characterized by high alkali content. However, non-reactive aggregates (in a crystalline form) can be used in the presence of high alkali biomass ashes, which is to be the subject of proposed further research.
As follows from Table 4 shown above, BFGS meets all the requirements regarding its characteristics from standard EN 15167-1. The sulfate content is slightly below the prescribed value, while the other criteria are satisfied.
3.1.2. TGA/DTA of Raw Materials
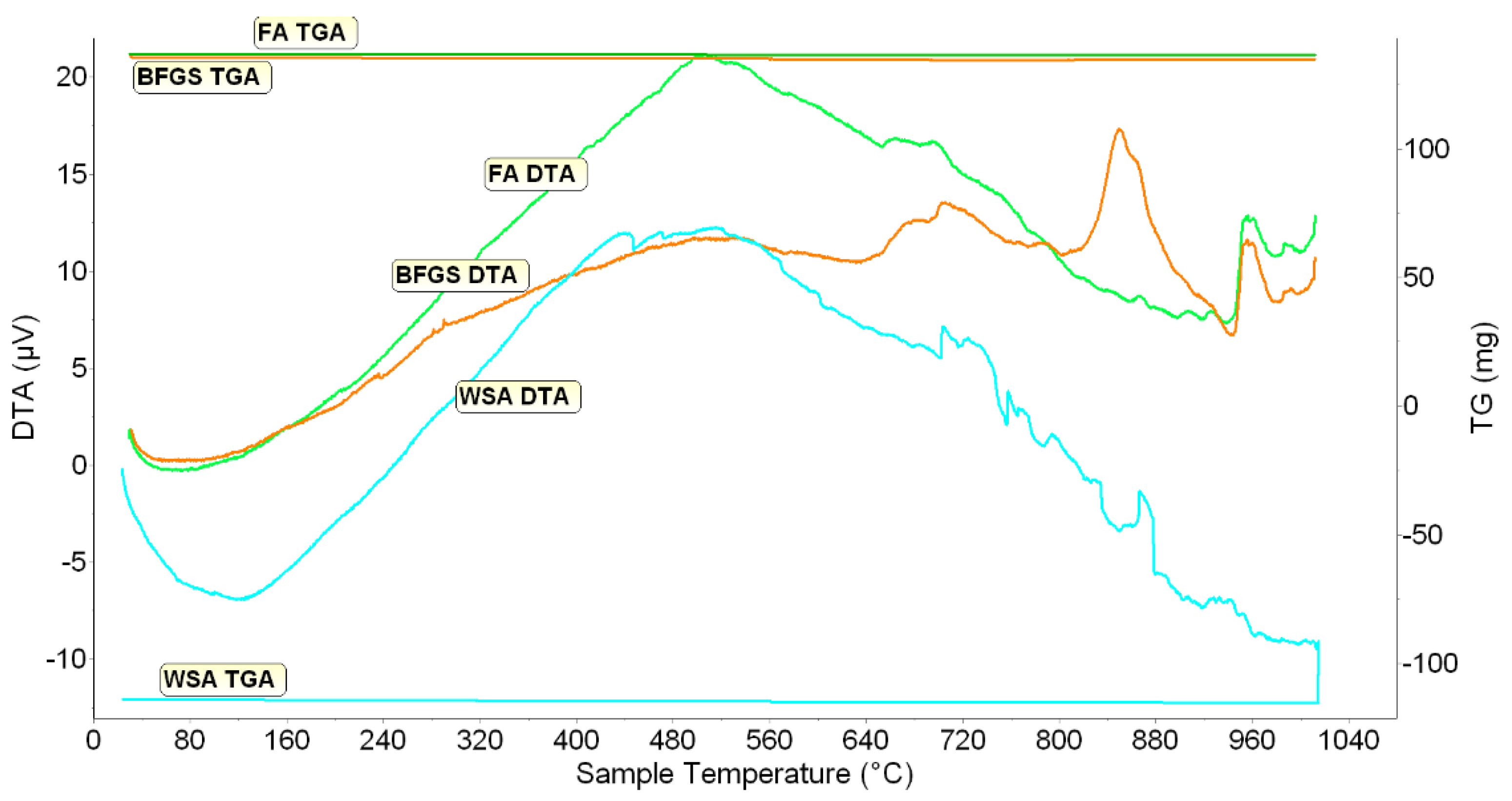
The TGA/DTA curves of the BFGS, FA and WSA used in the study are presented in Figure 1.
The results show that the three well-defined regions were present during this test process. The first region is in the range 25–300 °C and corresponds to moisture evaporation. The broad endothermic peak in this region is generally assumed to refer to evaporation processes of physically and chemically bound water. The second region ranging from 300–600 °C is attributed to decomposition and volatilization. The third one is within the scope of 600–1000 °C and is associated with the decomposition of more stable compounds or a type of transformation. The weight loss percentages of tested materials at different temperature intervals are given in Table 5.
According to the results, in the first range (25–300 °C) BFGS and WSA have similar hygroscopicity and greater values than FA. In the second range (300–600 °C), a broad exothermic peak in DTA results can be observed. This was likely caused by the volatilization of unburnt carbon in all observed SCMs [34] (but in the case of FA, decomposition of some unburnt carbon may also take place at a higher temperature [35]) and the loss of H2S in BFGS [36]. The figures in Table 5 reveal a considerable similarity in BFGS and WSA weight loss and confirm that this reduction is the greatest in this second interval. In the next range (600–850 °C), the observed weight loss presumably corresponds to the decomposition of carbonates or decomposition of lime (FA) [37]. The presence of a significant amount of alkali components may have decreased the decomposition temperature of CaCO3 [38]. Apart from the abovementioned phenomena, decomposition of calcium sulfate can also occur at the temperatures above 700 °C [35]. In the case of BFGS, the presence of an exothermic peak around 850 °C may be caused by the devitrification (crystallization) of slag to mellite and merwinite [36]. In addition, a mass increase at the temperature above 850 °C was registered for BFGS, probably due to the formation of sulfates [37]. In this last range of temperature (850–1000 °C), TGA curves showed an important weight loss for FA, which may include reduction of iron oxide (substantially present in these samples in a large portion, as indicated in Table 2).
DTA curve of WSA started bending down rapidly after ≈700 °C, showing the initiation of a melting effect of the ash constituents [39].
Total mass losses from room temperature to 1000 °C for these materials are given in Table 5. These values are the highest for WSA and the lowest for FA.
3.1.3. Physical Properties of Raw Materials
The specific gravity results indicate a higher density of BFGS compared to other SCMs. The specific surface area of BFGS and WSA is higher compared to FA due to the additional mechanical activation, i.e., the grinding of these materials.
As can be observed in the tables displayed above, WSA and FA show a pozzolanic activity of Class 10, while BFGS demonstrates a pozzolanic activity of Class 5.
The inclusion of all cement substitutes retarded the initial setting time. This was an anticipated effect for the use of SCMs. As all types of SCMs showed negligible expansion—up to 1 mm—the soundness criteria are fulfilled, as well.
3.1.4. Workability of Fresh Mortar
The effect of w/b ratio on the required workability was measured on the flow table and the results are demonstrated in Figure 2.
A number of authors have found that the workability of mortar with the addition of FA was improved because of the spherical shape of FA particles (ball-bearing effect) [44]. However, this research revealed that adding FA contributed to a slight workability reduction of the masonry mortar, which may be caused by the irregular shape and porous nature of certain particles of FA. Therefore, it was noted that FA-based blends need more water to maintain the required flow value. A similar trend was reported by Nguyen et al. [45].
Similarly, the high fineness of WSA, i.e., the high surface area of its particles, increased the water demand of WSA-based mortars in the study presented in this paper. In addition, the inclusion of this SCM demonstrated the improved cohesiveness and water segregation resistance of the mortar during the flow table test.
Contrastingly, BFGS addition in masonry mortar improved its workability, increased its cohesiveness, and reduced its water demand. Numerous authors have reported the workability enhancement of BFGS-based mortar blends [46,47]. This behavior may be explained by the smooth and dense surface of the slag particle and, consequently, its low water absorption compared to PC.
3.1.5. Flexural Strength of Hardened Mortar
Mortar, as a brittle composite material, has a small-scale tensile strength and it is not designed to bend. This property is not of a crucial importance for masonry mortars and no criteria are given in regulation regarding required values. However, some examples where flexural strength data are important in construction include road pavements and airstrips.
The addition of SCMs in cement-lime mortar had a major influence on the flexural strength, as demonstrated in Figure 3. The highest 28-day flexural strength of about 2.8 MPa obtained for C mix was about 19%, 34% and 9% higher than for FA10, BFGS10 and WSA10 mixes, respectively. As the content of each SCM increased, the flexural strength decreased, hence the 50% cement substitution led to a significant flexural strength decline, about 56%, 56% and 67% for FA50, BFGS50 and WSA50 mixes, respectively. This trend can be attributed to a relatively low rate of flexural strength development at an early age in SCM-modified mortars.
3.1.6. Compressive Strength of Hardened Mortar and Achieved Class
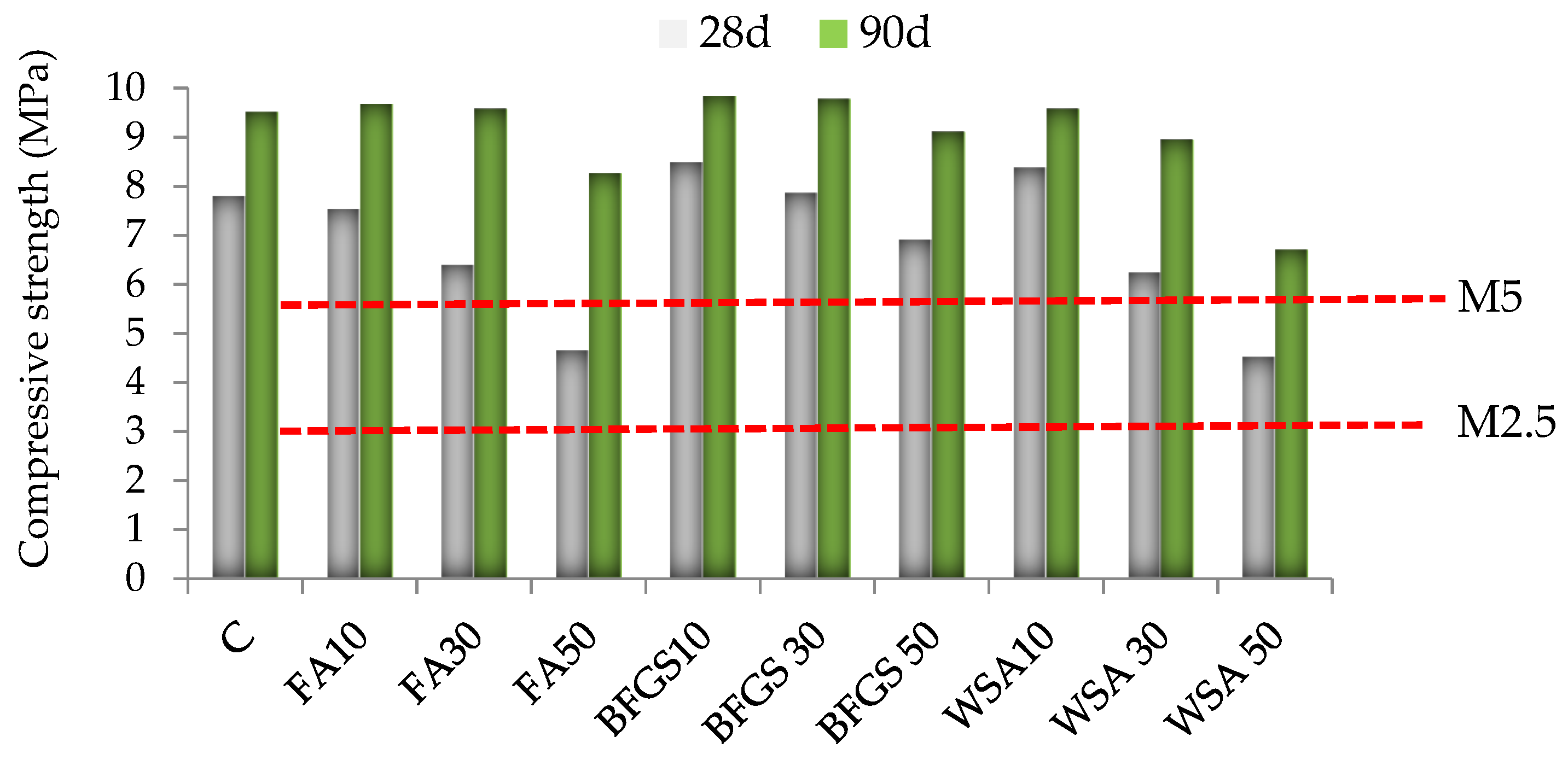
The strength of the binder matrix has a significant effect on the performance features of the mixture and ensures the overall quality of the finished product. The compressive strength was tested at the ages of 28 and 90 days, in accordance with EN 196-1 [28]. The results are presented in Figure 4.
The substitution of cement with FA led to a linear decrease in mortar compressive strength at the age of 28 days, which is still an early stage for the progress of the pozzolanic reaction of SCMs. However, the minimal level of substitution did not impact this property substantially. Over time, with the progress of pozzolanic reaction, mortars with up to 30% FA exceeded the compressive strength of the reference one, while the difference between the compressive strength of FA50 and C was reduced from 40% to 15%.
A similar trend can be observed for WSA-based mortars. A slight increase in compressive strength was registered for the samples with 10% cement substitution level. As the content of WSA increased beyond this value, the mortar compressive strength decreased. However, due to the pozzolanic reactivity, this difference was reduced over time, thereby leading WSA10 and WSA30 to reach the compressive strength comparable to that of the reference mortar at the age of 90 days.
The main contributing factor in the strength decrease was the dilution effect, i.e., lower initial hydraulic reactivity, as SCMs hydrate at a slower rate compared to cement. Therefore, high volume SCM-based blends had a lower amount of hydration products, and this resulted in compressive strength values, which were lower than those of the reference blends at the age of 28 days. Similar observations were noted by Onn et al. [48].
The introduction of BFGS in cement–lime mortars produced a more favorable effect, regardless of the age, as the compressive strength of mortars with 10% and 30% slag exceeded the strength of the reference mortar, even at the age of 28 days. This increase can be attributed to a synergistic action of hydraulic property and the filler effect—fine BFGS particles act as micro aggregates, filling the voids in the binder matrix and enhancing the compactness of the mortar structure. This fineness effect was studied by Rivera et al. [49].
Finally, an important factor governing the strength is the w/b ratio. In order to achieve the required workability, this ratio was increased in WSA and FA blends. As expected, this rise influenced these mortars’ strength decreasing to a limited degree, whereas a drop in this value in BFGS mortars improved this property.
Based on the achieved compressive strength at the age of 28 days, masonry mortars are classified in classes, according to EN 998-2. Both Eurocode 6 [50] and Eurocode 8 [51] define minimal compressive strength for masonry mortars of 5MPa, i.e., Class 5. Among all the tested types, only the mortars containing 50% FA and 50% WSA do not fulfill this requirement. The average compressive strength and the achieved class of each mortar are given in Table 8.
3.1.7. Dry Bulk Density of Hardened Mortar
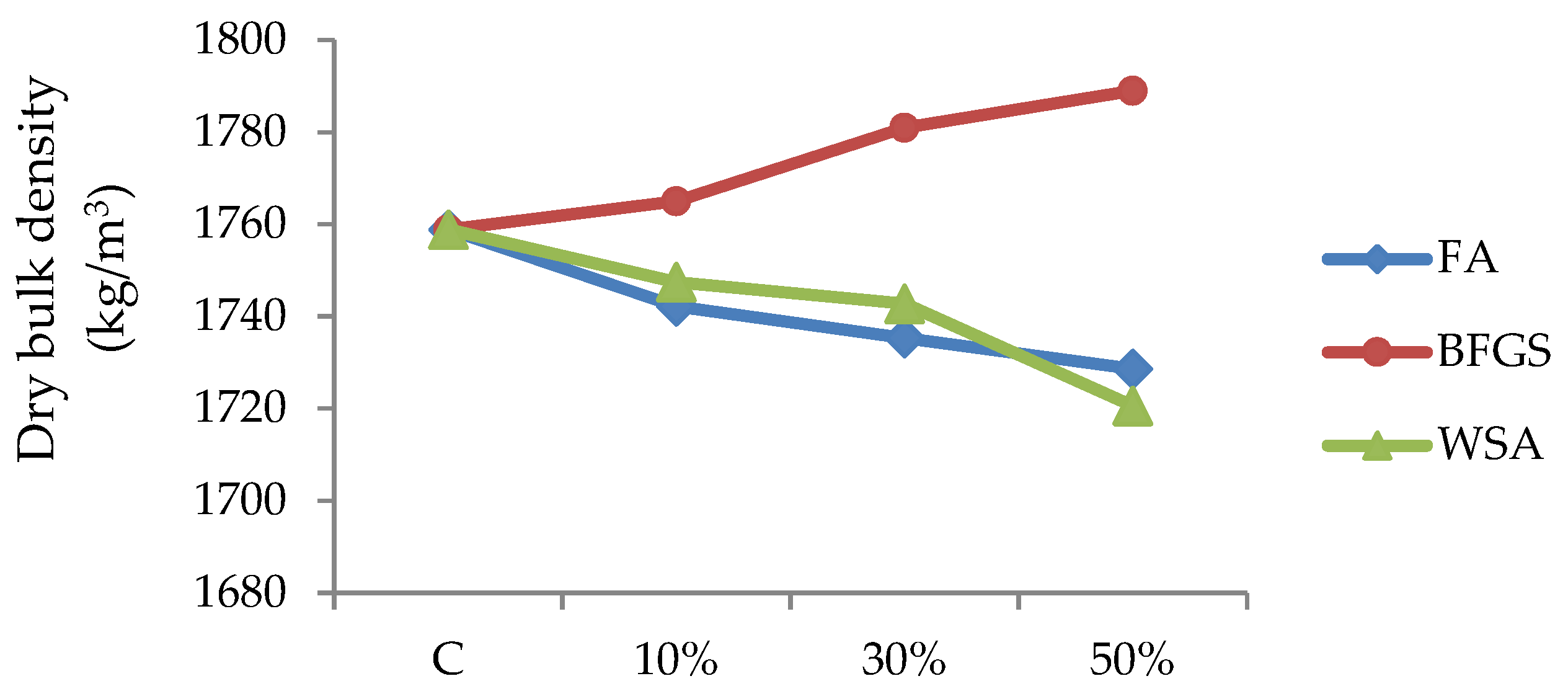
Dry bulk density of mortar samples is shown in Figure 5. As expected, the bulk density values of the mortar blends with low-density binder materials—FA and WSA—were lower compared to the corresponding reference blends. As reported in the literature [52], this can be contributed to the fact that the specific gravity of FA is lower than that of cement. However, it was also found that despite a very high replacement level of cement with FA or WSA by up to 50%, the difference in bulk density was negligible and did not exceed 3%.
A noticeable difference in trend was registered in BFGS-based mortars. It can be clearly seen that as the BFGS replacement level increased, the bulk density of the blends proportionally grew. This can be ascribed to a higher density of BFGS compared to other SCMs.
3.1.8. Capillary Water Absorption
Capillary water absorption of mortar was tested at the ages of 28 and 90 days and water absorption coefficient was determined as the slope of the straight line linking the representative points of the measurements carried out at 10 min and 90 min. The results are demonstrated in Figure 6.
In regard to FA and WSA influence on the capillary water absorption, mixes with 10% replacement level were on a par with the control mix at the age of 28 days. As the content of these SCMs increased, water absorption rose as well. This can be attributed to an early stage of pozzolanic reaction. At the age of 28 days, the pozzolanic reaction was still slow, thus the porosity was higher and the mixes were more permeable. As the pozzolanic reaction made progress, WSA-based mortars displayed a considerable capillary water absorption coefficient decline compared to the reference mortar. Hence, at the age of 90 days, mortars WSA10 and WSA30 showed a distinctively lower coefficient value in comparison to the cement mortar. At this age, the difference between the control mix and the mixes with up to 30% FA was negligible.
All slag-based mortars used in this study are characterized by a lower water absorption coefficient in comparison to the reference cement mortar, regardless of the age. Densification and lower capillary water absorption of BFGS mortars are evidently the result of the filler effect combined with a high hydraulic and, to a certain extent, pozzolanic activity. The pore structure of the mix was changed through the reaction of BFGS with water (latent hydraulic reaction) and calcium hydroxide, produced during the hydration of cement (pozzolanic reaction). As a result, the pores were filled with the additional C-S-H products instead of calcium hydroxide, leading to the permeability decrease. Furthermore, due to the enhanced workability and lowered w/b ratio, a denser structure of BFGS blends was successfully achieved, thus enabling water absorption reduction.
Based on the calculated water absorption coefficient at the age of 28 days, mortars were classified in categories, in consonance with EN 998-2. All mortars—except for FA50, WSA30 and WSA50—satisfy the criterion for the optimal W2 category (<0.1 kg/m2/min0.5). The average water absorption coefficient and the achieved water absorption coefficient category of each mortar are shown in Table 9.
3.1.9. TGA/DTA of Binder Matrix
Decomposition of products in a binder matrix occurs during TGA/DTA testing and may be generally divided into three major stages:
- The first stage is associated with the loss of free water in the temperature range of 25–105 °C and the loss of water from hydrates (dehydration) when the temperature is ranging 105–300 °C (dehydration of CSH, ettringite, gypsum, C3A and C4AF).
- The second stage is related to the dehydroxylation of Ca(OH)2 from 400 °C to 600 °C.
- The third stage corresponds to decarbonation of well-crystalline and metastable phases in the temperature range 600–850 °C.
However, it is difficult to set temperature limits as they differ from author to author depending on many factors (for example: particle sizes, material composition and amounts, heating rates and environment conditions, etc.).
The results obtained by TGA/DTA measurements for mixes used in this study are presented in Figure 7 and Figure 8 for samples at the ages of 28 and 90 days, respectively.
Based on the TGA curves for both ages, it can be stated that the content of the Ca(OH)2 in the samples decreases upon increasing FA amount. A slight deviation was observed in the case of FA30 at 90 days. At 28 days, the amount of Ca(OH)2 was lower in all the examined samples than that in the reference C28days, except for FA10 and FA30 samples. A possible explanation for this decline is the contribution of fly ash to the hydration process. After 90 days, the amount of Ca(OH)2 was also lower in almost all observed samples compared to the reference C90days, apart from BFGS30, WSA10 and WSA30 samples. This decreasing trend can be attributed to the pozzolanic reaction/latent hydraulic property of the related SCM. In all samples (except for WSA10), a drop in the amount of Ca(OH)2 over time was noted.
The carbonate content of the samples can usually be assumed based on the weight loss in the third TGA/DTA region. According to the results obtained from these curves, it can be concluded that, at the age of 28 days, the amount of carbonate decreased in the samples containing BFGS and WSA as the amount of supplements increased, while the opposite trend was noted in the samples with FA. However, the samples incorporating FA and WSA after 90 days demonstrated a stark contrast in the trend compared to that at 28 days of age. The lowest values in this temperature range, after 90 days of age, were observed in the samples with WSA and also were lower than those of the reference sample. The carbonate analysis is very important, as it is related to the carbonation phenomena and can consequently affect the corrosion of concrete reinforcement. A decrease in the degree of carbonization by inserting biomass fly ash was also studied in [53].
In the majority of tested samples (for both ages), the amount of carbonate increased as the amount of Ca(OH)2 decreased. A possible explanation for this might be that a significant amount of Ca(OH)2 participated in the formation of carbonate.
The obtained data on the mass losses in the temperature range of 105–1000 °C indicate that the total amount of products in all samples increased over time, except for those with WSA (Table 10). This is particularly related to the growth in carbonate content at 90 days.
The weight losses for the observed binder matrices in the most important temperature ranges are presented in Table 10.
4. Conclusions
Comprehensively considering the advantages of sustainable local waste materials utilization in cement-based composites, this study is expected to lay a foundation for the production of eco-friendly masonry mortars containing high volume fly ash, blast furnace granulated slag and wheat straw ash, as the three dominant wastes in the Republic of Serbia. The significant findings of the study are as follows:
- Chemical composition analysis of FA and WSA points out a relatively high total content of reactive silica, which positively influenced the pozzolanic activity of these SCMs. To enhance its reactivity, BFGS was additionally ground in a lab ball mill, providing an improved packing (i.e., filler) effect in the mortar mix.
- FA- and WSA-based blends showed a necessity for an additional amount of water to maintain the consistency required for masonry mortars. By contrast, BFGS improved the workability of the mix. As a result, BFGS mortars are characterized by a lower w/b ratio, which significantly affected the compressive strength and capillary water absorption.
- The compressive strength of masonry mortars was found to be decisively influenced by the SCM type, level of substitution, w/b ratio and dilution effect (i.e., testing age). Based on the results and achieved class, it can be concluded that FA and WSA can be used as cement substitutes up to the level of 30%, without compromising mortar’s strength. Due to a great hydraulic activity, enhanced level of fineness and decreased w/b ratio, all BFGS blends exhibited better strength than the cement mortar. Thus, BFGS can be effectively utilized in producing masonry mortars with up to the 50% cement substitution, with respect to their compressive strength.
- The capillary water absorption results, at the age of 28 days, indicate a slight general increase in WSA and FA blends with substitution levels greater than 10%. At 90 days, these mortars showed a significant decline in capillary water absorption coefficient. The values are very close to the reference value and below 0.1 kg/m2/min0.5, with the exception of FA50. A notable coefficient decrease was observed in all WSA mortars, as a direct consequence of this SCM’s delayed pozzolanic reaction. Owing to hydraulic and pozzolanic reactions, enhanced fineness and lowered w/b ratio, capillary water absorption coefficient dropped as the content of BFGS grew. With 50% cement replacement by BFGS, a noteworthy 25% decline was registered.
- Thermal analysis showed that the WSA-based mortar samples are characterized with the lowest carbonate content, which is beneficial from the aspect of the reinforcement corrosion in concrete. The mass losses in the temperature range of 105–1000 °C indicate that the total amount of hydration products in FA and BFGS samples increased over time.
The application of locally available SCMs enables substantial cost savings and provides considerable benefits to the environment—a lower consumption of cement, resulting in the reduction of CO2 emissions during its production, as well as sustainable waste management. This study serves as an attempt at investigating locally produced waste materials from the industry and agriculture for sustainable construction applications. The results clearly show that the studied materials can substitute a large portion of cement in the production of masonry mortar, without compromising its basic properties.
Author Contributions
Conceptualization, S.Š. and V.B.; methodology, S.Š., V.B. and M.M.; validation, S.Š.; investigation, M.M. and S.Š.; resources, V.R. and M.M.; writing—original draft preparation, S.Š.; writing—review and editing, S.Š., V.B., M.M. and I.L.; visualization, S.Š. and V.B.; supervision, M.M. and V.R.; project administration, S.Š.; funding acquisition, V.R. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the studies referred to and written by the authors of this study.
Data Availability Statement
Data sharing not applicable.
Acknowledgments
The paper presents the part of research realized within the project “Multidisciplinary theoretical and experimental research in education and science in the fields of civil engineering, risk management and fire safety and geodesy” conducted by the Department of Civil Engineering and Geodesy, Faculty of Technical Sciences, University of Novi Sad.
Conflicts of Interest
The authors declare no conflict of interest.
References
- History of Lime in Mortar. Available online: https://www.graymont.com/en/markets/building-construction/mortar/history-lime-mortar (accessed on 25 August 2021).
- Kelley’s Masonry. Available online: https://kelleysmasonry.com/ (accessed on 25 August 2021).
- Kwon, Y.H.; Kang, S.H.; Hong, S.G.; Moon, J. Enhancement of Material Properties of Lime-Activated Slag Mortar from Intensified Pozzolanic Reaction and Pore Filling Effect. Sustainability 2018, 10, 4290. [Google Scholar] [CrossRef] [Green Version]
- Kisić, D.; Miletić, S.; Radonjić, V.; Radanović, S.; Filipovic, J.; Gržetić, I. Natural radioactivity of coal and fly ash at the Nikola Tesla B TPP. Chem. Ind. 2013, 67, 729–738. [Google Scholar] [CrossRef]
- Šupić, S.; Malešev, M.; Radonjanin, V.; Bulatović, V.; Milović, T. Reactivity and Pozzolanic Properties of Biomass Ashes Generated by Wheat and Soybean Straw Combustion. Materials 2021, 14, 1004. [Google Scholar] [CrossRef] [PubMed]
- Šupić, S.; Malešev, M.; Radonjanin, V. Harvest residues ash as a pozzolanic additive for engineering applications: A review and the catalogue. Build. Mater. Struct. 2021, 64, 1–15. [Google Scholar]
- Rakić, D.; Basarić, I.; Berisavljević, Z.; Berisavljević, D. Geotechnical characteristics of industrial waste slag and sludge from Smederevo steel mill, Serbia. J. Environ. Prot. Ecol. 2016, 17, 512–522. [Google Scholar]
- Krishnaraj, L.; Ravichandran, P.T. Characterisation of ultra-fine fly ash as sustainable cementitious material for masonry construction. Ain Shams Eng. J. 2021, 12, 259–269. [Google Scholar] [CrossRef]
- Abdelli, K.; Tahlaiti, M.; Belarbi, R.; Oudjita, M.N. Influence of the pozzolanic reactivity of the Blast Furnace Slag (BFS) and metakaolin on mortars. Energy Procedia 2017, 139, 224–229. [Google Scholar] [CrossRef]
- Al-Mansour, A.; Chow, C.L.; Feo, L.; Penna, R.; Lau, D. Green Concrete: By-Products Utilization and Advanced Approaches. Sustainability 2019, 11, 5145. [Google Scholar] [CrossRef] [Green Version]
- Park, K.B.; Kwon, S.J.; Wang, X.Y. Analysis of the effects of rice husk ash on the hydration of cementitious materials. Constr. Build. Mater. 2016, 105, 196–205. [Google Scholar] [CrossRef]
- Moraes, J.C.B.; Akasaki, J.L.; Melges, J.L.P.; Monzó, J.; Borrachero, M.V.; Soriano, L.; Payá, J.; Tashima, M.M. Assessment of sugar cane straw ash (SCSA) as pozzolanic material in blended Portland cement: Microstructural characterization of pastes and mechanical strength of mortars. Constr. Build. Mater. 2015, 94, 670–677. [Google Scholar] [CrossRef] [Green Version]
- Šupić, S.; Malešev, M.; Radonjanin, V.; Radeka, M.; Laban, M. Application of Biomass Ashes as Supplementary Cementitious Materials in the Cement Mortar Production. World Academy of Science, Engineering and Technology. Int. J. Struct. Constr. Eng. 2018, 12, 703–709. [Google Scholar]
- Chindaprasirt, P.; Rukzon, S.; Sirivivatnanon, V. Resistance to chloride penetration of blended Portland cement mortar containing palm oil fuel ash, rice husk ash and fly ash. Constr. Build. Mater. 2015, 22, 932–938. [Google Scholar] [CrossRef]
- Nakic, D. Environmental evaluation of concrete with sewage sludge ash based on LCA. Sustain. Prod. Consum. 2018, 16, 193–201. [Google Scholar] [CrossRef]
- Nayaka, R.; Alengaram, U.J.; Jumaat, M.Z.; Yusoff, S.B.; Alnahhal, M.F. High volume cement replacement by environmental friendly industrial by-product palm oil clinker powder in cement—lime masonry mortar. J. Clean. Prod. 2018, 190, 272–284. [Google Scholar] [CrossRef]
- Chen, Z.; Tang, Y.; Mai, C.; Shi, J.; Xie, Y.; Hu, H. Experimental study on the shear performance of brick masonry strengthened with modified oyster shell ash mortar. Case Stud. Constr. Mater. 2020, 13, e00469. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Filho, R.D.T.; Tavares, L.M.; Fairbairn, E.M.R. Pozzolanic activity and filler effect of sugar cane bagasse ash in Portland cement and lime mortars. Cem. Concr. Compos. 2008, 30, 410–418. [Google Scholar] [CrossRef]
- Gleize, P.J.P.; Müller, A.; Roman, H.R. Microstructural investigation of a silica fume–cement–lime mortar. Cem. Concr. Compos. 2003, 25, 171–175. [Google Scholar] [CrossRef]
- Methods of Test for Mortar for Masonry—Part 2: Bulk Sampling of Mortars and Preparation of Test Mortars; EN 1015-2; Institute for Standardization of Serbia: London, UK, 2008.
- Method of Testing Cement—Part 2. Chemical Analysis of Cement; EN 196-2; Institute for Standardization of Serbia: London, UK, 2015.
- Cement-Test Methods—Part 2. Chemical Analysis by X-Ray Fluorescence; ISO 29581-2; Institute for Standardization of Serbia: London, UK, 2010.
- Methods of Testing Cement, Determination of Fineness; EN 196-6; Institute for Standardization of Serbia: London, UK, 2011.
- Methods of Testing Cement—Part 3. Determination of Setting Times and Soundness; EN 196-3; Institute for Standardization of Serbia: London, UK, 2010.
- Non-Metallic Mineral Raws, Pozzolanic Materials, Constituents for Cement Production Classification, Technical Conditions and Test Methods; SRPS B.C1.018; Institute for Standardization of Serbia: London, UK, 2015.
- Fly Ash for Concrete—Part 1. Definition, Specifications and Conformity Criteria; EN 450-1; Institute for Standardization of Serbia: London, UK, 2014.
- Ground Granulated Blast Furnace Slag for Use in Concrete, Mortar and Grout—Part 1: Definitions, Specifications and Conformity Criteria; EN 15167-1; Institute for Standardization of Serbia: London, UK, 2010.
- Methods of Testing Cement—Part 1. Determination of Strength; EN 196-1; Institute for Standardization of Serbia: London, UK, 2018.
- Specification for Mortar for Masonry—Part 2: Masonry Mortar; EN 998-2; Institute for Standardization of Serbia: London, UK, 2016.
- Methods of Test for Mortar for Masonry—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar; EN 1015-11; Institute for Standardization of Serbia: London, UK, 2019.
- Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table); EN 1015-3; Institute for Standardization of Serbia: London, UK, 1999.
- Methods of Test for Mortar for Masonry—Part 18: Determination of Water Absorption Coefficient Due to Capillary Action of Hardened Mortar; EN 1015-18; Institute for Standardization of Serbia: London, UK, 2008.
- Methods of Test for Mortar for Masonry—Part 10: Determination of Dry Bulk Density of Hardened Mortar; EN 1015-10; Institute for Standardization of Serbia: London, UK, 1999.
- Esteves, T.C.; Rajamma, R.; Soares, D.; Silva, A.S.; Ferreira, V.M.; Labrincha, J.A. Use of biomass fly ash for mitigation of alkali-silica reaction of cement mortars. Constr. Build. Mater. 2012, 26, 687–693. [Google Scholar] [CrossRef]
- Girón, R.P.; Ruiz, B.; Fuente, E.; Gil, R.R.; Suárez-Ruiz, I. Properties of fly ash from forest biomass combustion. Fuel 2013, 114, 71–77. [Google Scholar] [CrossRef]
- Scrivener, K.; Snellings, R.; Lothenbach, B. A Practical Microstructural Analysis of Cementitious Materials; e-book; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2016. [Google Scholar]
- Bernal, S.A.; Juenger, M.C.G.; Ke, X.; Matthes, W.; Lothenbach, B.; De Belie, N.; Provis, J. Characterization of supplementary cementitious materials by thermal analysis. Mater. Struct. 2017, 50, 26. [Google Scholar] [CrossRef]
- Umamaheswaran, K.; Batra, V.D. Physico-chemical characterisation of Indian biomass ashes. Fuel 2008, 87, 628–638. [Google Scholar] [CrossRef]
- Mäkelä, M.; Paananen, T.; Kokkonen, T.; Makkonen, H.; Heino, J.; Dahl, O. Preliminary Evaluation of Fly Ash and Lime for Use as Supplementary Cementing Materials in Cold-Agglomerated Blast Furnace Briquetting. ISIJ Int. 2011, 51, 776–781. [Google Scholar] [CrossRef] [Green Version]
- Testing of Natural Stone—Determination of Bulk Density, Density, Coefficient of Density, and Porosity; SRPS B.B8.032; Institute for Standardization of Serbia: London, UK, 1980.
- Tests for Geometrical Properties of Aggregates—Part 10: Assessment of Fines–Grading of Filler Aggregates (Air Jet Sieving); EN 933-10; Institute for Standardization of Serbia: London, UK, 2009.
- Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements; EN 197-1; Institute for Standardization of Serbia: London, UK, 2013.
- Non-Metallic Mineral Raws—Slag—Constituent for Cement Production–Classification, Technical Conditions and Test Methods; SRPS B.C1.017; Institute for Standardization of Serbia: London, UK, 2015.
- Solak, A.M.; Tenza-Abril, A.J.; Saval, J.M.; García-Vera, V.E. Effects of Multiple Supplementary Cementitious Materials on Workability and Segregation Resistance of Lightweight Aggregate Concrete. Sustainability 2018, 10, 4304. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, T.B.T.; Saengsoy, W.; Tangtermsirikul, S. Effect of initial moisture of wet fly ash on the workability and compressive strength of mortar and concrete. Constr. Build. Mater. 2018, 183, 408–416. [Google Scholar] [CrossRef]
- Maschio, S.; Aneggi, E.; Fedrizzi, L.; Andreatta, F.; Lekka, M.; Lanzutti, A.; Furlani, E. Production and Compression Strength of Mortars Containing Unprocessed Waste Powdered Steel Slag. Sustainability 2017, 9, 2372. [Google Scholar] [CrossRef] [Green Version]
- Mindess, S. Developments in the Formulation and Reinforcement of Concrete; A Volume in Wood-head Publishing Series in Civil and Structural Engineering; Elsevier: Cham, Switzerland, 2019; ISBN 978-0-08-102616-8. [Google Scholar] [CrossRef]
- Onn, C.C.; Mo, K.H.; Radwan, M.K.H.; Liew, W.H.; Ng, C.G.; Yusoff, S. Strength, Carbon Footprint and Cost Considerations of Mortar Blends with High Volume Ground Granulated Blast Furnace Slag. Sustainability 2019, 11, 7194. [Google Scholar] [CrossRef] [Green Version]
- Rivera, R.A.; Sanjuán, M.Á.; Martín, D.A. Granulated Blast-Furnace Slag and Coal Fly Ash Ternary Portland Cements Optimization. Sustainability 2020, 12, 5783. [Google Scholar] [CrossRef]
- Eurocode 6: Design of Masonry Structures; EN 1996-1-1; Institute for Standardization of Serbia: London, UK, 2016.
- Eurocode 8: Design of Structures for Earthquake Resistance—Part 1: General Rules, Seismic Actions and Rules for Buildings; EN 1998-1; Institute for Standardization of Serbia: London, UK, 2018.
- Akçaözoğlu, S.; Atiş, C.D. Effect of Granulated Blast Furnace Slag and fly ash addition on the strength properties of lightweight mortars containing waste PET aggregates. Constr. Build. Mater. 2011, 25, 4052–4058. [Google Scholar] [CrossRef]
- Maljaee, H.; Paiva, H.; Madadi, R.; Tarelho, L.A.; Morais, M.; Ferreira, V.M. Effect of cement partial substitution by waste-based biochar in mortars. Constr. Build. Mater. 2021, 301, 124074. [Google Scholar] [CrossRef]
Figure 1.
TGA/DTA results of FA, BFGS and WSA.

Figure 2.
The effect of w/b ratio on the required workability of fresh mortar.

Figure 3.
The flexural strength of mortars.

Figure 4.
The compressive strength of mortars.

Figure 5.
Dry bulk density of mortars.

Figure 6.
Capillary water absorption coefficient of mortars.

Figure 7.
Results of thermal analysis (TGA/DTA) at 28 days for: (a) C, (b) FA, (c) BFGS, (d) WSA.

Figure 8.
Results of thermal analysis (TGA/DTA) at 90 days for: (a) C, (b) FA, (c) BFGS, (d) WSA.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Labels and component materials for masonry mortars and the effective w/b ratio.
| Malter | mc (g) | ml (g) | ms (g) | mscm (g) | w/b | mw (g) | Flow (mm) |
|---|---|---|---|---|---|---|---|
| C | 219 | 202.2 | 1350 | / | 0.879 | 370 | 170/175 |
| FA10 | 197 | 202.2 | 1350 | 13.6 | 0.920 | 380 | 170/170 |
| FA30 | 153.3 | 202.2 | 1350 | 40.7 | 0.929 | 368 | 170/170 |
| FA50 | 109.5 | 202.2 | 1350 | 67.8 | 0.935 | 355 | 170/175 |
| BFGS10 | 197 | 202.2 | 1350 | 23.5 | 0.875 | 370 | 180/180 |
| BFGS 30 | 153.3 | 202.2 | 1350 | 70.5 | 0.857 | 365 | 170/175 |
| BFGS 50 | 109.5 | 202.2 | 1350 | 117.6 | 0.850 | 365 | 175/168 |
| WSA10 | 197 | 202.2 | 1350 | 15.2 | 0.905 | 375 | 175/182 |
| WSA 30 | 153.3 | 202.2 | 1350 | 45.6 | 0.947 | 380 | 185/175 |
| WSA 50 | 109.5 | 202.2 | 1350 | 76.0 | 0.98 | 380 | 185/175 |
mc—mass of cement; ml—mass of lime; ms—mass of sand; mscm—mass of SCM; mw—mass of water; w/b–water to binder ratio; flow—average diameter of the fresh mortar on the shake table.
Table 2.
Chemical composition of SCMs.
| FA | BFGS | WSA | |
|---|---|---|---|
| Loss of ignition at 950 °C | 1.50 | 1.95 | 5.18 |
| SiO2, % | 53.64 | 42.09 | 69.13 |
| Al2O3, % | 25.74 | 7.63 | 1.12 |
| Fe2O3, % | 7.36 | 0.44 | 0.73 |
| Na2O, % | 0.30 | 0.48 | 0.11 |
| K2O, % | 1.48 | 0.49 | 13.03 |
| MgO, % | 3.09 | 9.89 | 2.5 |
| CaO, % | 7.15 | 32.88 | 5.78 |
| SO3, % | 2.75 | 2.31 | 0.2 |
| P2O5, % | 0.06 | 0.01 | 1.72 |
| Content Cl−, % | <0.01 | 0.02 | 0.06 |
Table 3.
Chemical composition of FA and WSA—criteria fulfillment.
| Chemical Requirements (EN 450-1) | Criteria | Standard | FA | WSA | |
|---|---|---|---|---|---|
| Chemical properties | Total amount of oxides: SiO2 + Al2O3 + Fe2O3 (%) | ≥70% | EN 196-2 [21] EN 450-1 [26] | 86.7 | 71.0 |
| Loss of ignition (%) | A: Max 5% B: Max 7% C: Max 9% | EN 196-2 [21] EN 450-1 [26] | 1.5 CLASS A | 5.1 CLASS B | |
| Chloride content (%) | ≤0.1% | EN 196-2 [21] EN 450-1 [26] | <0.01 | 0.06 | |
| Sulfate content (%) | ≤3% | EN 196-2 [21] EN 450-1 [26] | 2.75 | 0.2 | |
| Total amount of alkalis (%) Na2O + 0.658 K2O | ≤5% | EN 196-2 [21] EN 450-1 [26] | 1.27 | 8.68 | |
| Phosphate content (%) | ≤5% | ISO 29581-2 [22] EN 450-1 [26] | 0.06 | 1.72 |
Table 4.
Chemical composition of BFGS—criteria fulfillment.
| Chemical Requirements (EN 15167-1) | Criteria | Standard | BFGS | |
|---|---|---|---|---|
| Chemical properties | MgO (%) | ≤18% | EN 196-2 [21] EN 15167-1 [27] | 9.89 |
| Loss of ignition (%) | ≤3% | EN 196-2 [21] EN 15167-1 [27] | 1.95 | |
| Chloride content (%) | ≤0.1% | EN 196-2 [21] EN 15167-1 [27] | 0.02 | |
| Sulfate content (%) | ≤2.5% | EN 196-2 [21] EN 15167-1 [27] | 2.31 | |
| Sulfide content (%) | ≤2% | EN 196-2 [21] EN 15167-1 [27] | <0.01 |
Table 5.
The weight losses (%) of raw materials at different temperature intervals.
| 25–300 °C | 300–600 °C | 600–850 °C | 850–1000 °C | Total | |
|---|---|---|---|---|---|
| FA | 0.073 | 0.562 | 0.203 | 0.524 | 1.362 |
| BFGS | 1.483 | 1.030 | 0.721 | +0.228 | 3.006 |
| WSA | 1.598 | 1.049 | 0.613 | 0.511 | 3.771 |
Table 6.
Physical properties of FA and WSA.
| Criteria | Standard | FA | WSA | ||
|---|---|---|---|---|---|
| Physical properties | Specific gravity (g/cm3) | / | SRPS B.B8.032 [40] | 1.86 | 2.38 |
| Specific surface area (cm2/g) | / | EN 196-6 [23] | 7021.0 | 9400.0 | |
| Fineness (%) | ≤12% (S) ≤40% (N) | EN 933-10 [41] EN 450-1 [26] | 4.6 Category S | 10.5 Category S | |
| Pozzolanic activity | fcs ≥ 5 MPa ffl ≥ 2 MPa | SRPS B.C1.018 [25] | fcs = 10.3 MPa ffl = 3.0 MPa Class 10 | fcs = 11 MPa ffl = 3.4 MPa Class 10 | |
| Activity index | AI28 ≥ 75% AI90 ≥ 85% | EN 450-1 [26] | AI28 = 90% AI90 = 112% | AI28 = 104% AI90 = 108% | |
| Initial setting time (min) | ≥60 | EN 196-3 [24] EN 197-1 [42] EN 450-1 [26] | 365 | 210 | |
| Final setting time (min) | ≤2 times the setting of the test cement alone | EN 196-3 [24] EN 197-1 [42] EN 450-1 [26] | 470 ≤ 2 × 275 | 320 ≤ 2 × 275 | |
| Soundness (mm) | ≤10 | EN 196-3 [24] EN 450-1 [26] | 0.5 | 0.5 |
Table 7.
Physical properties of BFGS.
| Criteria | Standard | BFGS | ||
|---|---|---|---|---|
| Physical properties | Specific gravity (g/cm3) | / | SRPS B.B8.032 [40] | 2857 |
| Specific surface area (cm2/g) | ≥2750.0 | EN 196-6 [23] EN 15167-1 [27] | 11,155.0 | |
| Fineness (%) | / | EN 933-10 [41] | 6.4 | |
| Pozzolanic acitivity | fcs ≥ 5 MPa ffl ≥ 2 MPa | SRPS B.C1.017 [43] | fcs = 8 MPa ffl = 2.2 MPa Class 5 | |
| Activity index | AI7 ≥ 40% AI28 ≥ 70% | EN 15167-1 [27] | AI7 = 73% AI28 = 100% | |
| Initial setting time (min) | ≥60 | EN 196-3 [24] EN 197-1 [42] EN 15167-1 [27] | 230 | |
| Final setting time (min) | ≤2 times the setting of the test cement alone | EN 196-3 [24] EN 197-1 [42] EN 15167-1 [27] | 310 ≤ 2 × 275 | |
| Soundness (mm) | / | EN 196-3 [24] | 1 |
Table 8.
Class of masonry mortars based on the achieved compressive strength.
| C | FA10 | FA30 | FA50 | BFGS10 | BFGS 30 | BFGS 50 | WSA10 | WSA 30 | WSA 50 | |
|---|---|---|---|---|---|---|---|---|---|---|
| Compressive strength (MPa) | 7.81 | 7.55 | 6.41 | 4.66 | 8.49 | 7.86 | 6.93 | 8.38 | 6.25 | 4.53 |
| CLASS | 5 | 5 | 5 | 2.5 | 5 | 5 | 5 | 5 | 5 | 2.5 |
Table 9.
Category of mortars based on the achieved water absorption coefficient.
| C | FA10 | FA30 | FA50 | BFGS10 | BFGS 30 | BFGS 50 | WSA10 | WSA 30 | WSA 50 | |
|---|---|---|---|---|---|---|---|---|---|---|
| Water absorption coefficient (kg/m2/min0.5) | 0.091 | 0.088 | 0.098 | 0.118 | 0.09 | 0.077 | 0.068 | 0.097 | 0.109 | 0.126 |
| CATEGORY | W2 | W2 | W2 | W1 | W2 | W2 | W2 | W2 | W1 | W1 |
Table 10.
The weight losses for the observed binder matrix.
| 105–300 °C | 400–600 °C | 600–850 °C | 105–1000 °C | Total | |
|---|---|---|---|---|---|
| C28 | 2.753 | 3.940 | 7.793 | 15.865 | 16.389 |
| FA10.28 | 3.405 | 5.160 | 6.150 | 15.799 | 18.211 |
| FA30.28 | 2.562 | 4.018 | 6.738 | 14.190 | 16.248 |
| FA50.28 | 2.450 | 3.321 | 7.771 | 14.900 | 16.432 |
| BFGS10.28 | 2.451 | 3.331 | 8.569 | 15.520 | 15.985 |
| BFGS30.28 | 2.704 | 3.625 | 7.635 | 14.937 | 17.082 |
| BFGS50.28 | 2.486 | 3.383 | 6.408 | 13.231 | 14.037 |
| WSA10.28 | 2.806 | 3.149 | 9.260 | 16.154 | 17.862 |
| WSA30.28 | 2.376 | 3.477 | 8.436 | 15.536 | 17.290 |
| WSA50.28 | 1.854 | 3.079 | 7.475 | 13.203 | 14.768 |
| C90 | 2.333 | 2.959 | 10.265 | 16.618 | 5.517 |
| FA10.90 | 2.513 | 2.646 | 13.680 | 20.116 | 20.943 |
| FA30.90 | 1.769 | 1.340 | 12.930 | 16.855 | 17.237 |
| FA50.90 | 2.406 | 2.201 | 10.000 | 15.937 | 15.966 |
| BFGS10.90 | 2.097 | 2.767 | 9.592 | 15.473 | 15.705 |
| BFGS30.90 | 2.537 | 3.612 | 9.683 | 17.373 | 17.776 |
| BFGS50.90 | 0.064 | 2.695 | 8.904 | 14.963 | 14.862 |
| WSA10.90 | 2.507 | 3.883 | 7.615 | 15.052 | 15.704 |
| WSA30.90 | 2.155 | 3.687 | 7.655 | 14.821 | 15.381 |
| WSA50.90 | 2.060 | 2.642 | 7.162 | 13.207 | 13.689 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Šupić, S.; Bulatović, V.; Malešev, M.; Radonjanin, V.; Lukić, I. Sustainable Masonry Mortars with Fly Ash, Blast Furnace Granulated Slag and Wheat Straw Ash. Sustainability 2021, 13, 12245. https://doi.org/10.3390/su132112245
AMA Style
Šupić S, Bulatović V, Malešev M, Radonjanin V, Lukić I. Sustainable Masonry Mortars with Fly Ash, Blast Furnace Granulated Slag and Wheat Straw Ash. Sustainability. 2021; 13(21):12245. https://doi.org/10.3390/su132112245
Chicago/Turabian StyleŠupić, Slobodan, Vesna Bulatović, Mirjana Malešev, Vlastimir Radonjanin, and Ivan Lukić. 2021. "Sustainable Masonry Mortars with Fly Ash, Blast Furnace Granulated Slag and Wheat Straw Ash" Sustainability 13, no. 21: 12245. https://doi.org/10.3390/su132112245
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.