
KOH-Based Modified Solvay Process for Removing Na Ions from High Salinity Reject Brine at High Temperatures

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
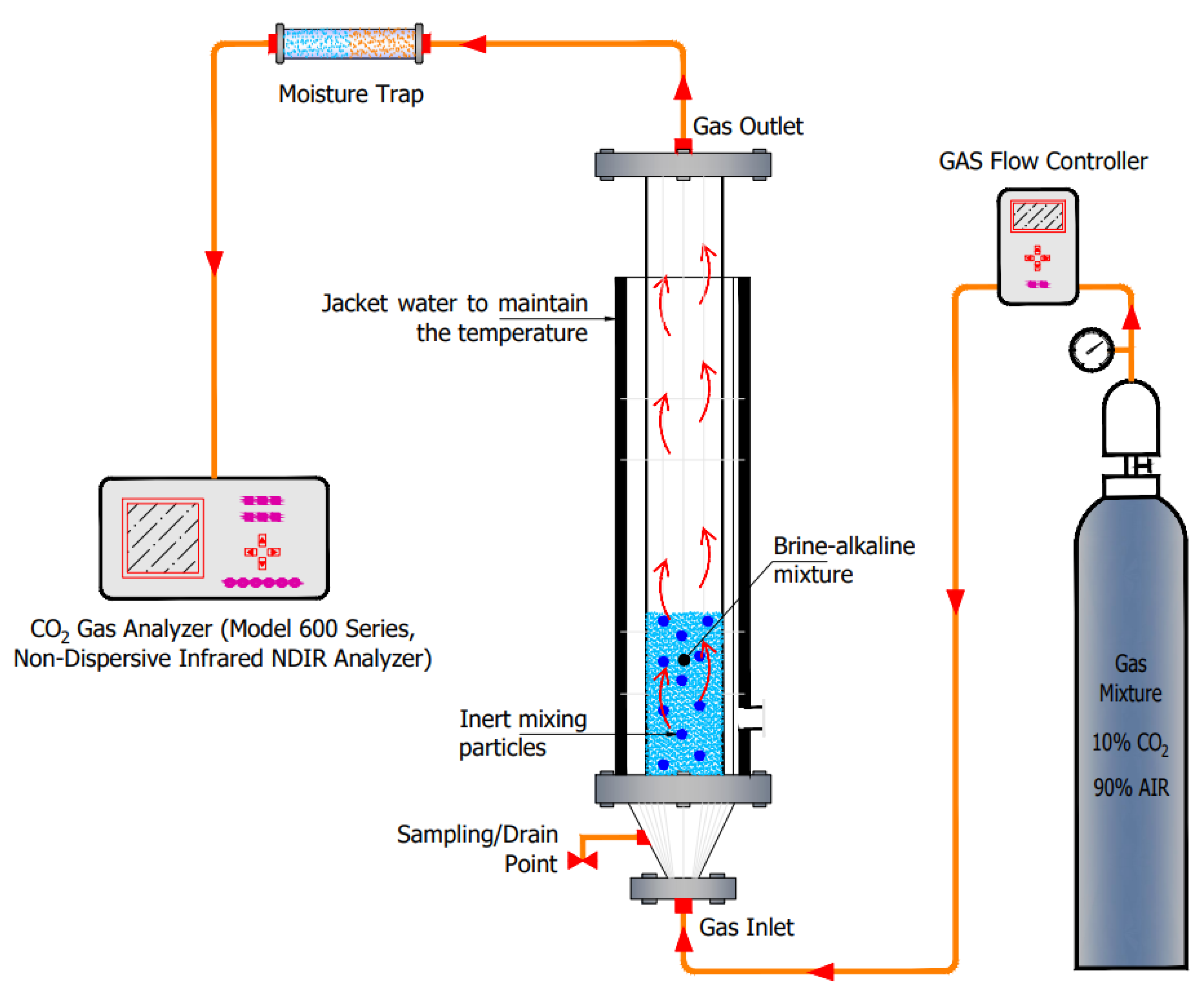
2.2. Experimental Procedure
2.3. Experimental Design
3. Results and Discussion
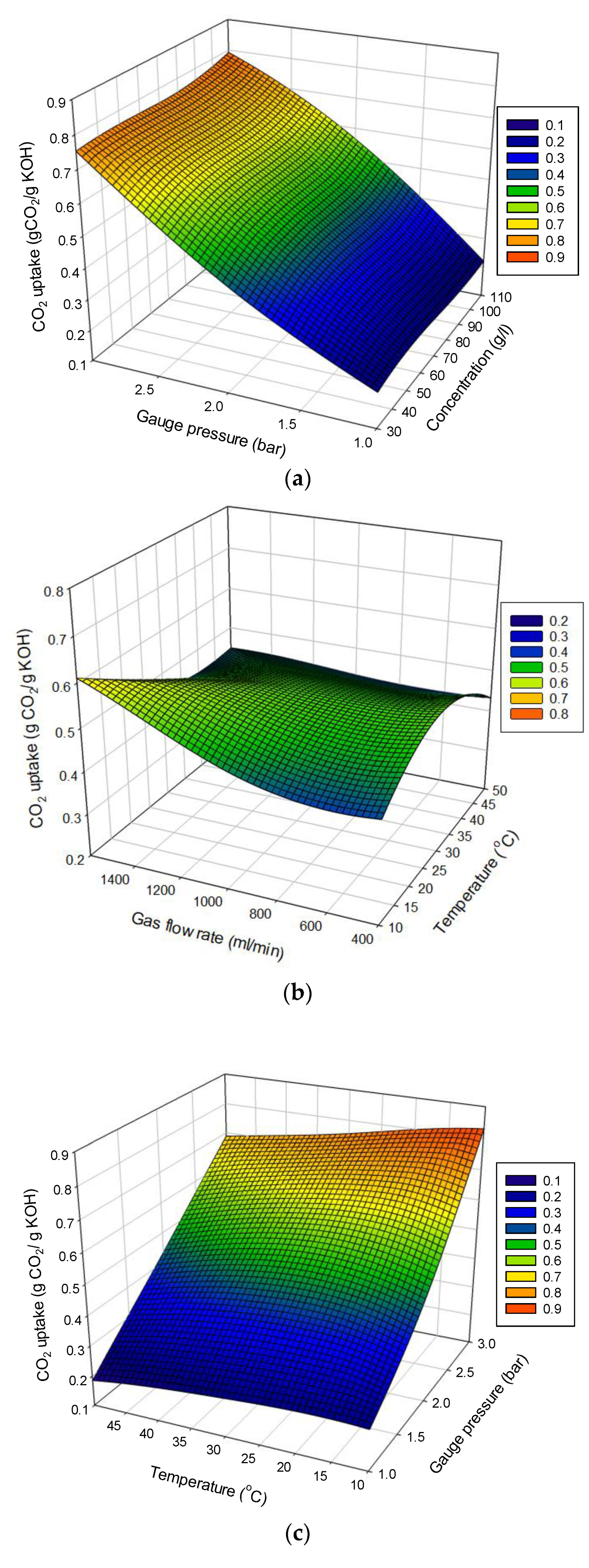
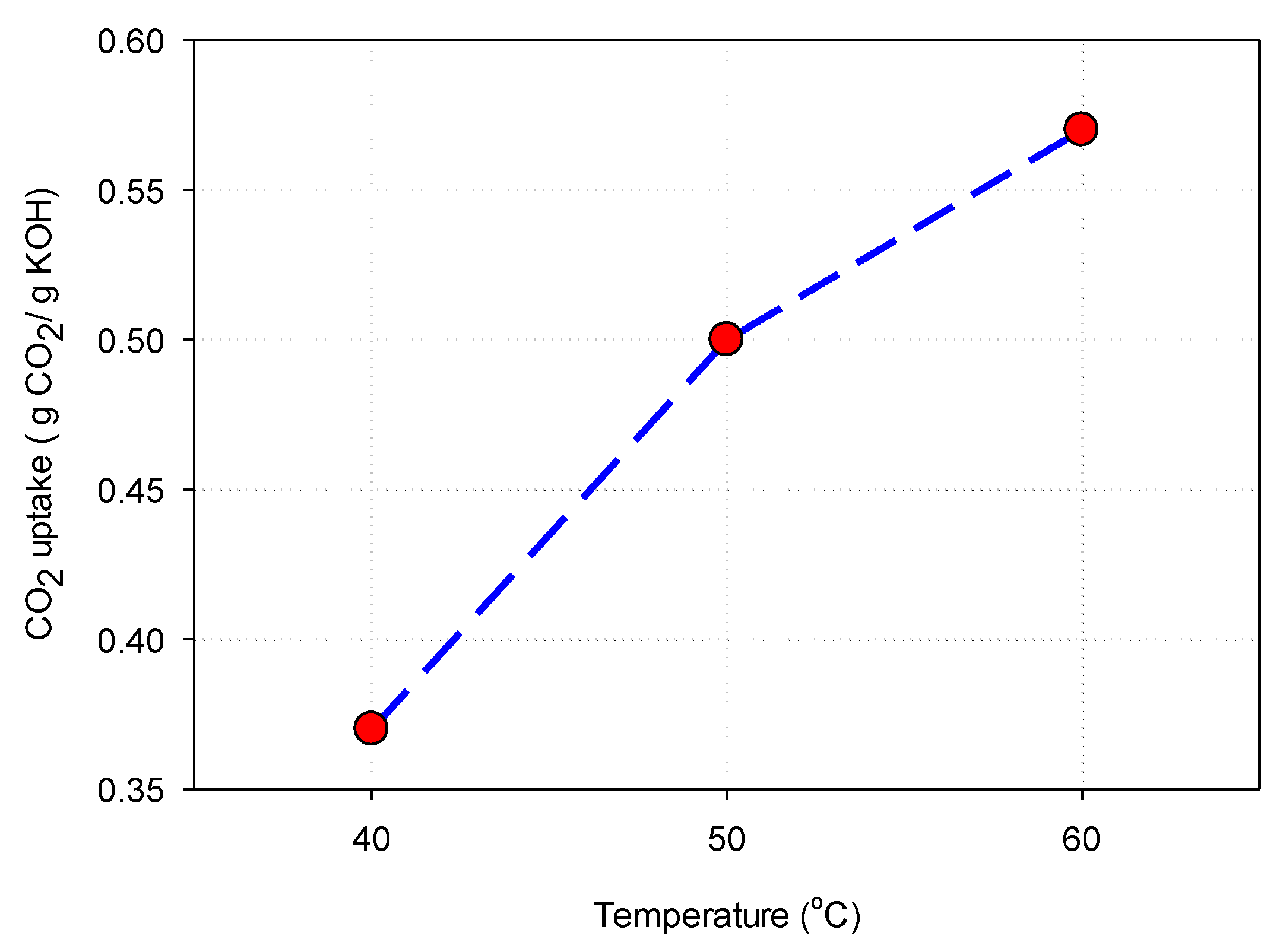
3.1. Impact of Independent Factors on CO2 Uptake
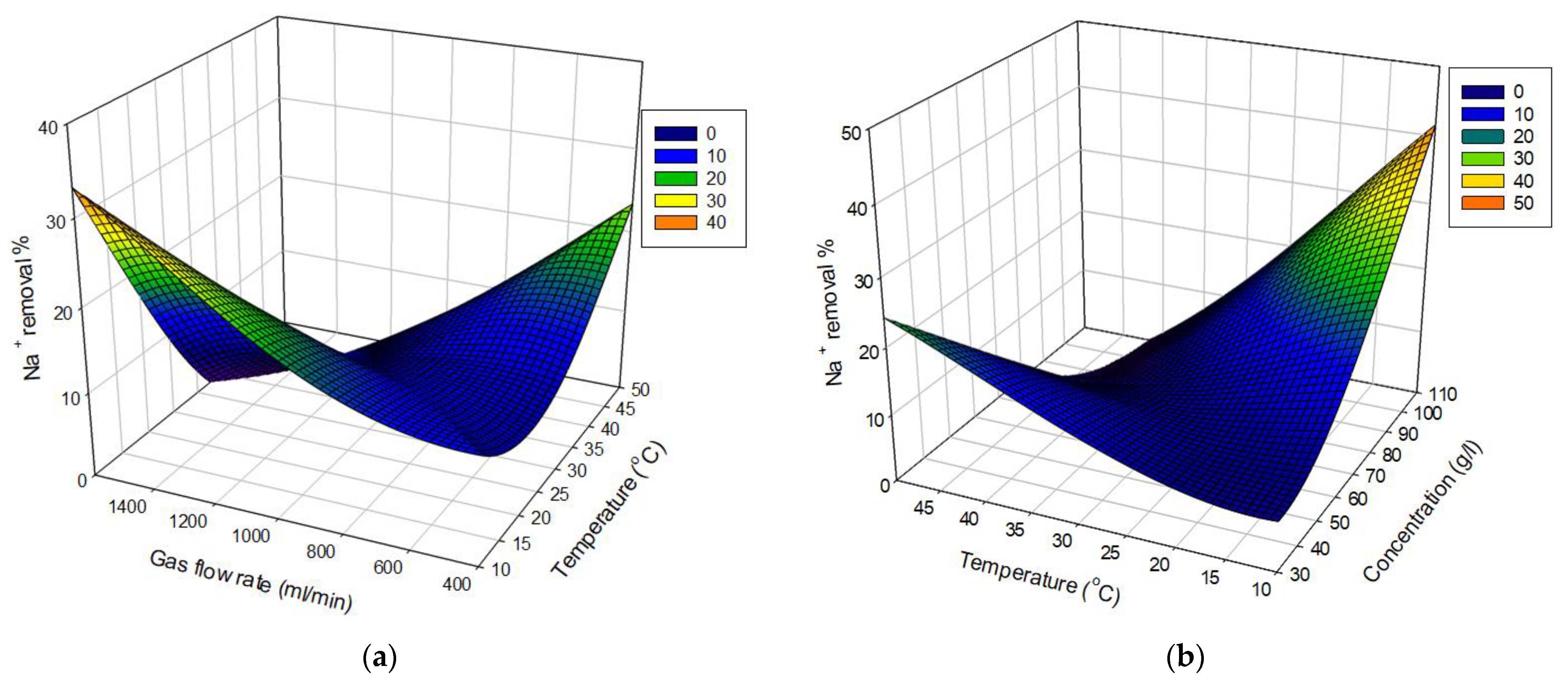
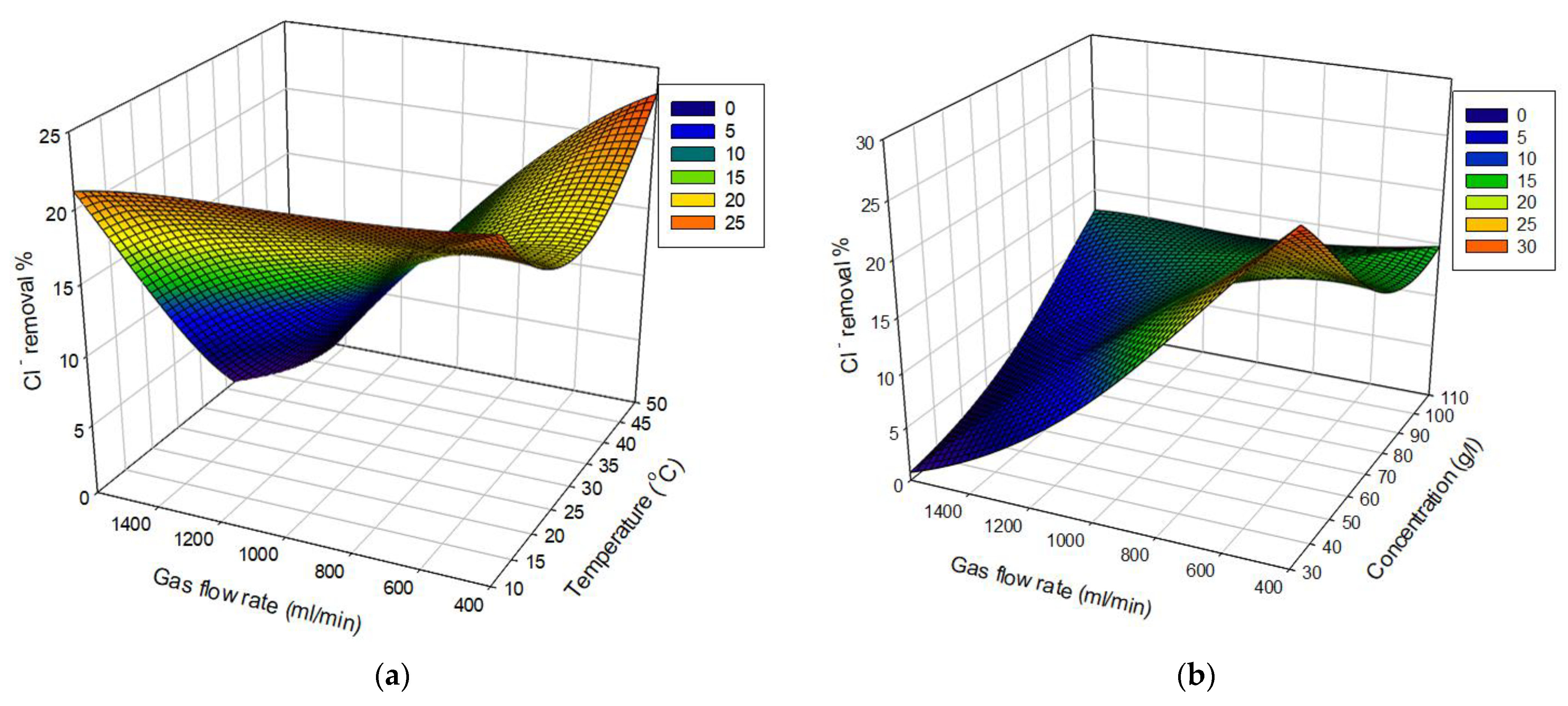
3.2. Impact of Independent Factors on Na+ and Cl− Removal from Reject Brine
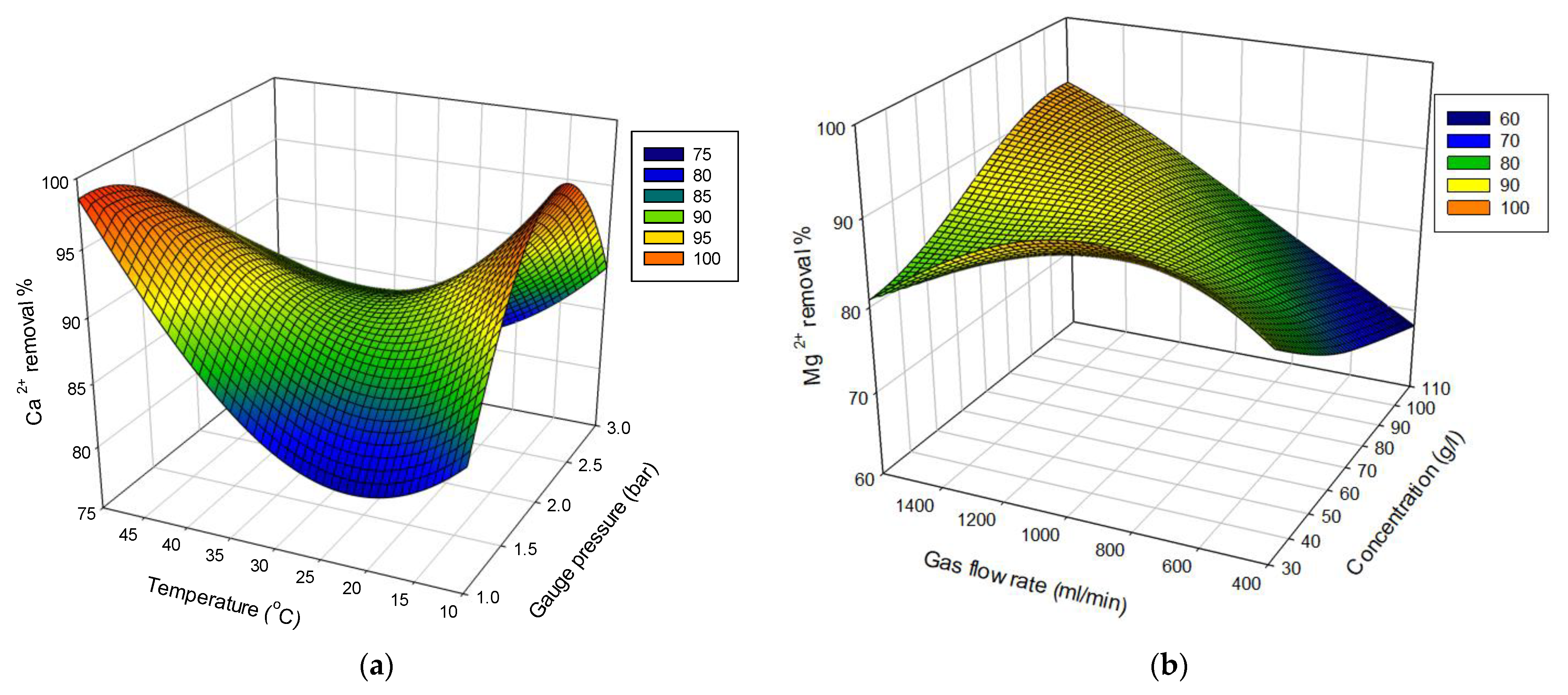
3.3. Impact of Independent Factors on Ca2+ and Mg2+ Removal from Reject Brine
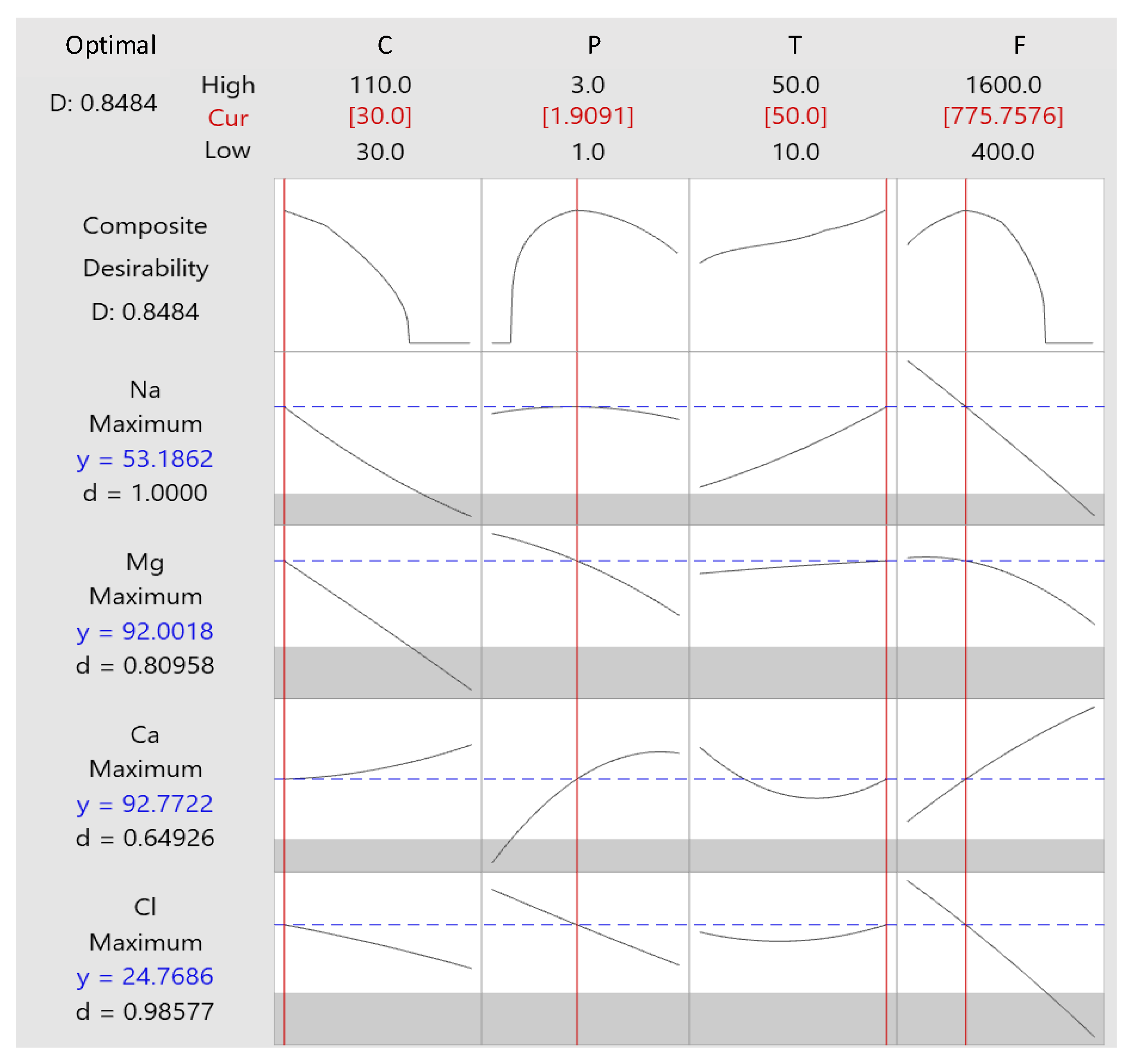
3.4. Process Optimization and Validation
3.4.1. Optimization of Responses under Relatively High Temperature Conditions
3.4.2. Experimental Validation of the Predicted Optimal Responses
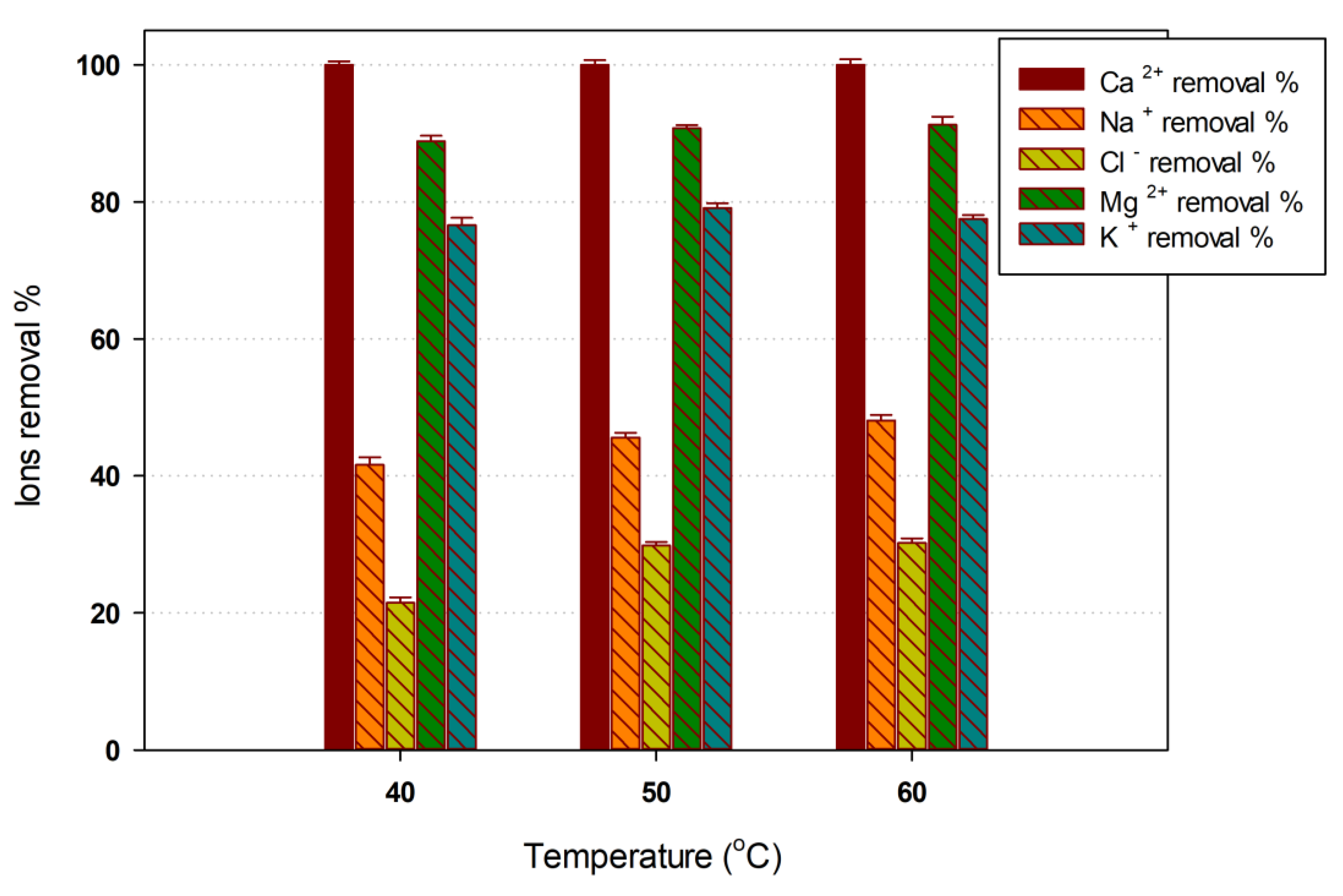
3.4.3. Evaluation of the Optimum Responses at 40 °C and 60 °C
4. Characterization of Solid Products Obtained under Optimized Conditions
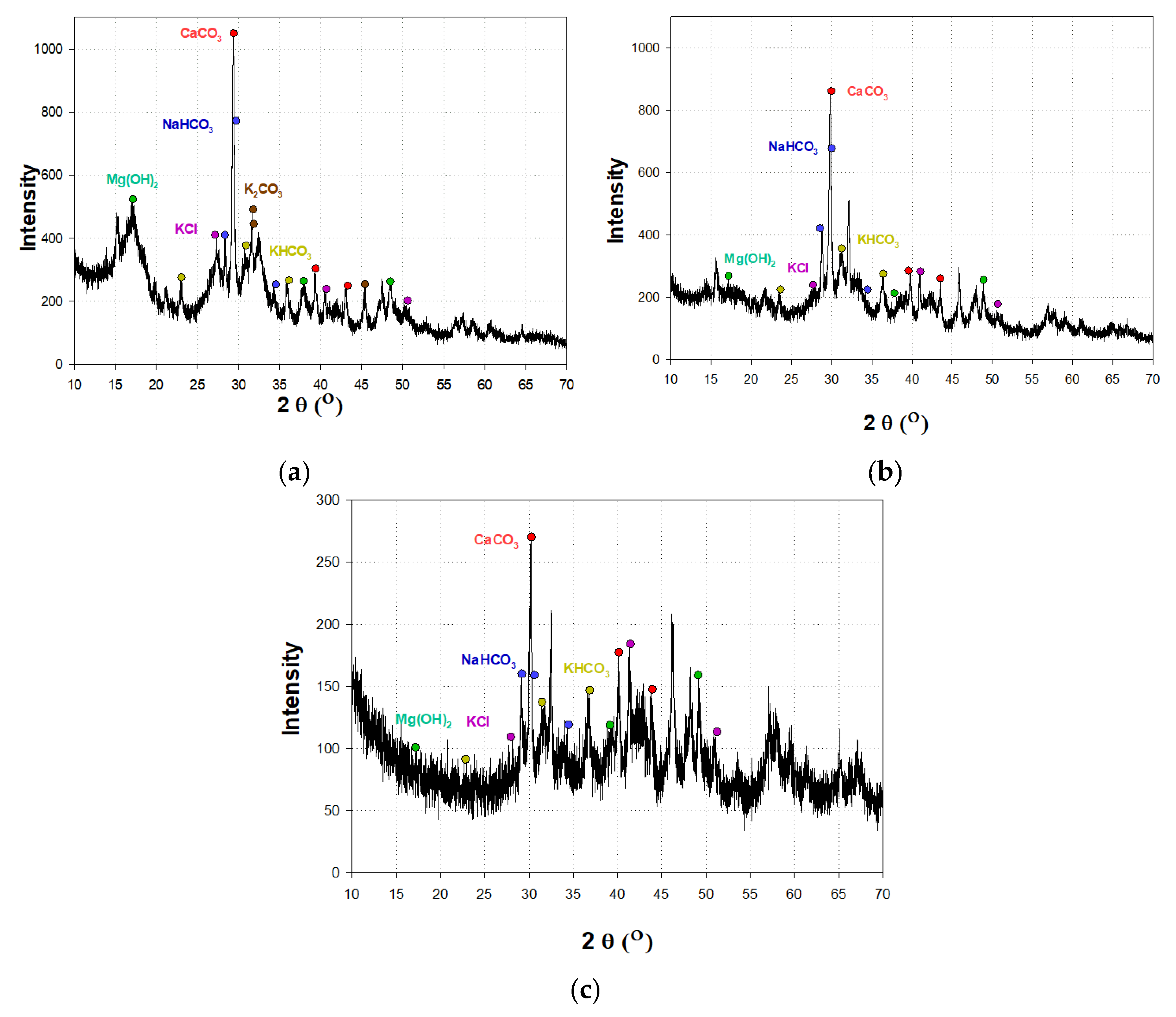
4.1. XRD Analysis of Solids Obtained at 40 °C, 50 °C, and 60 °C
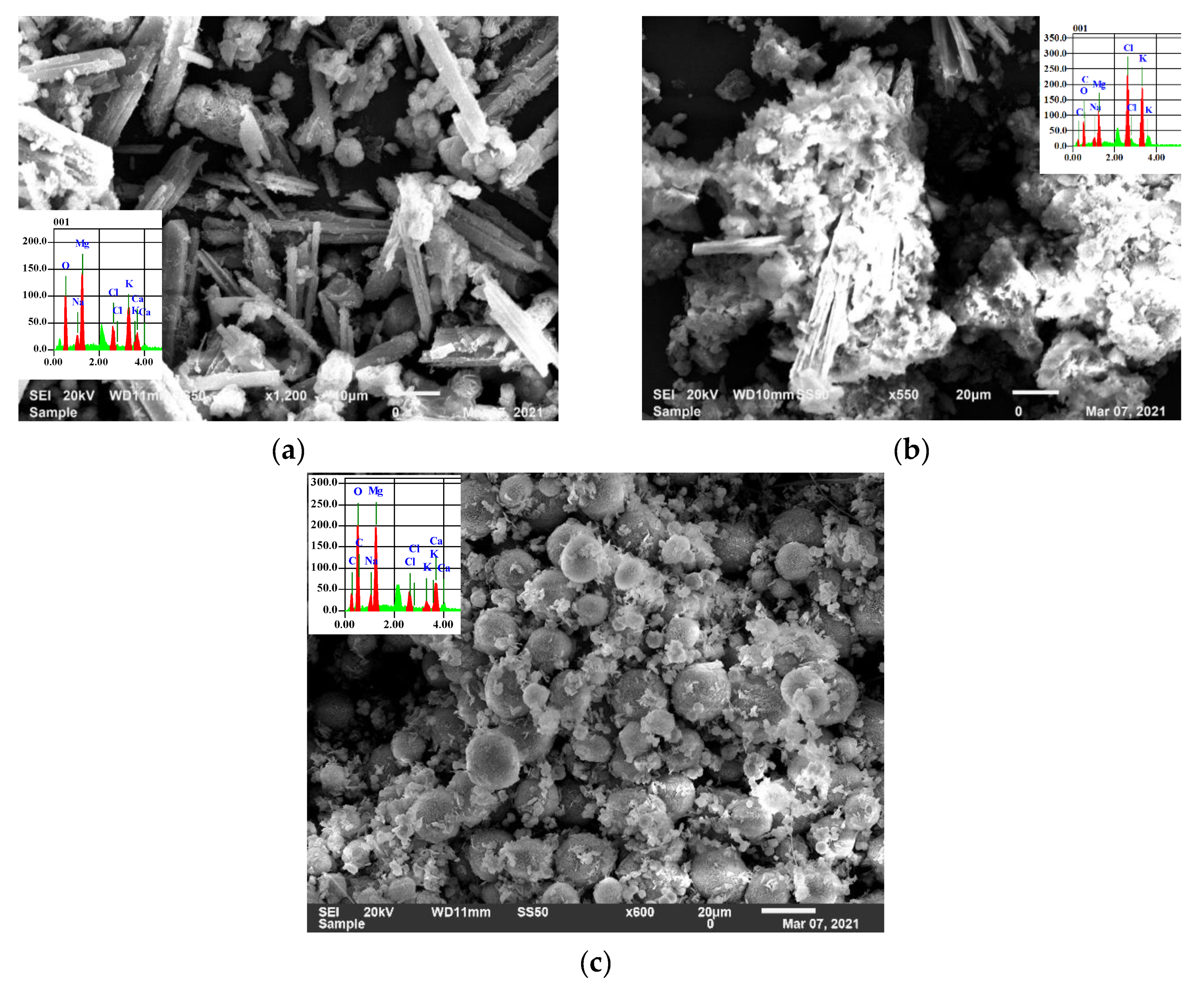
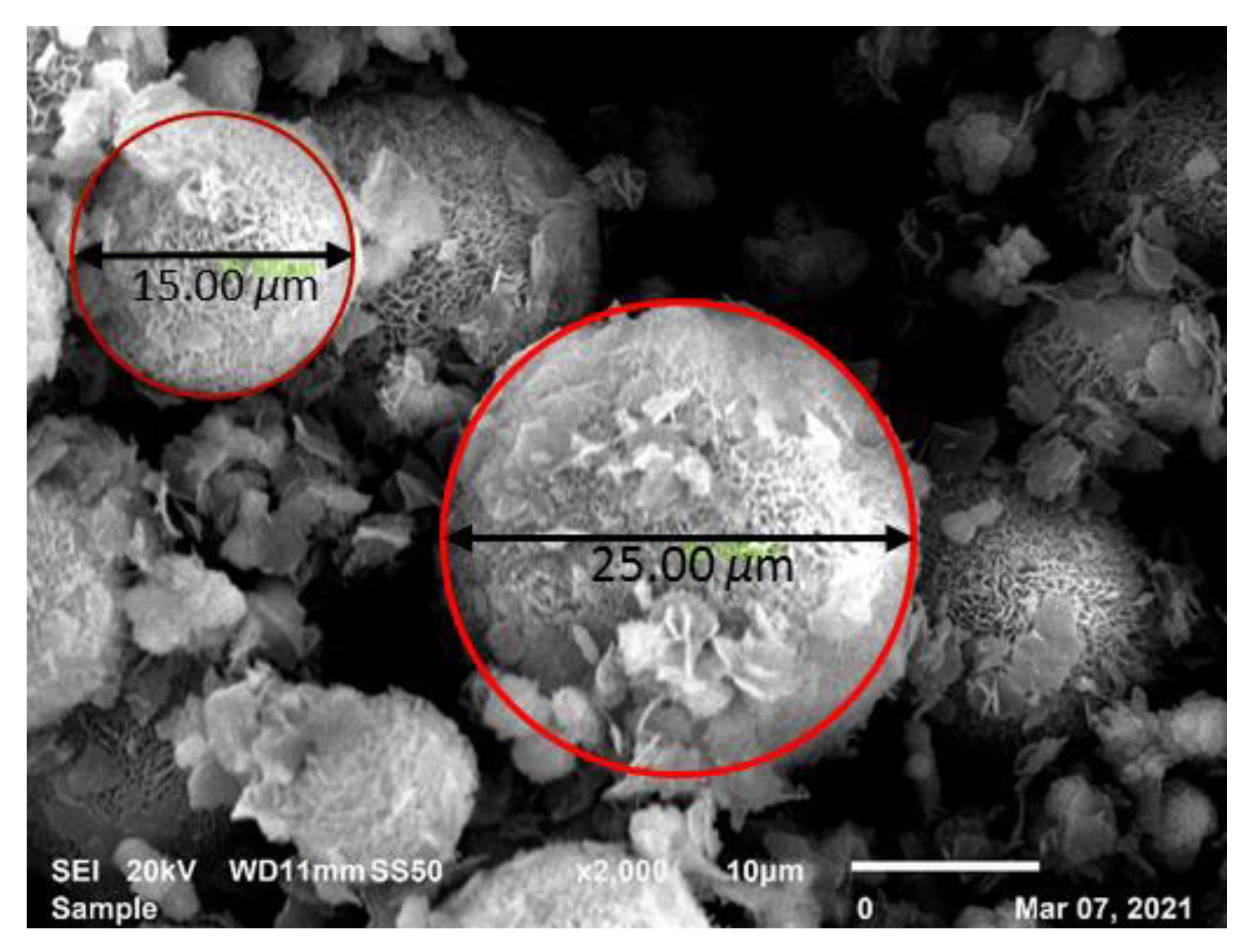
4.2. SEM Analysis of Solids Obtained at 40 °C, 50 °C, and 60 °C
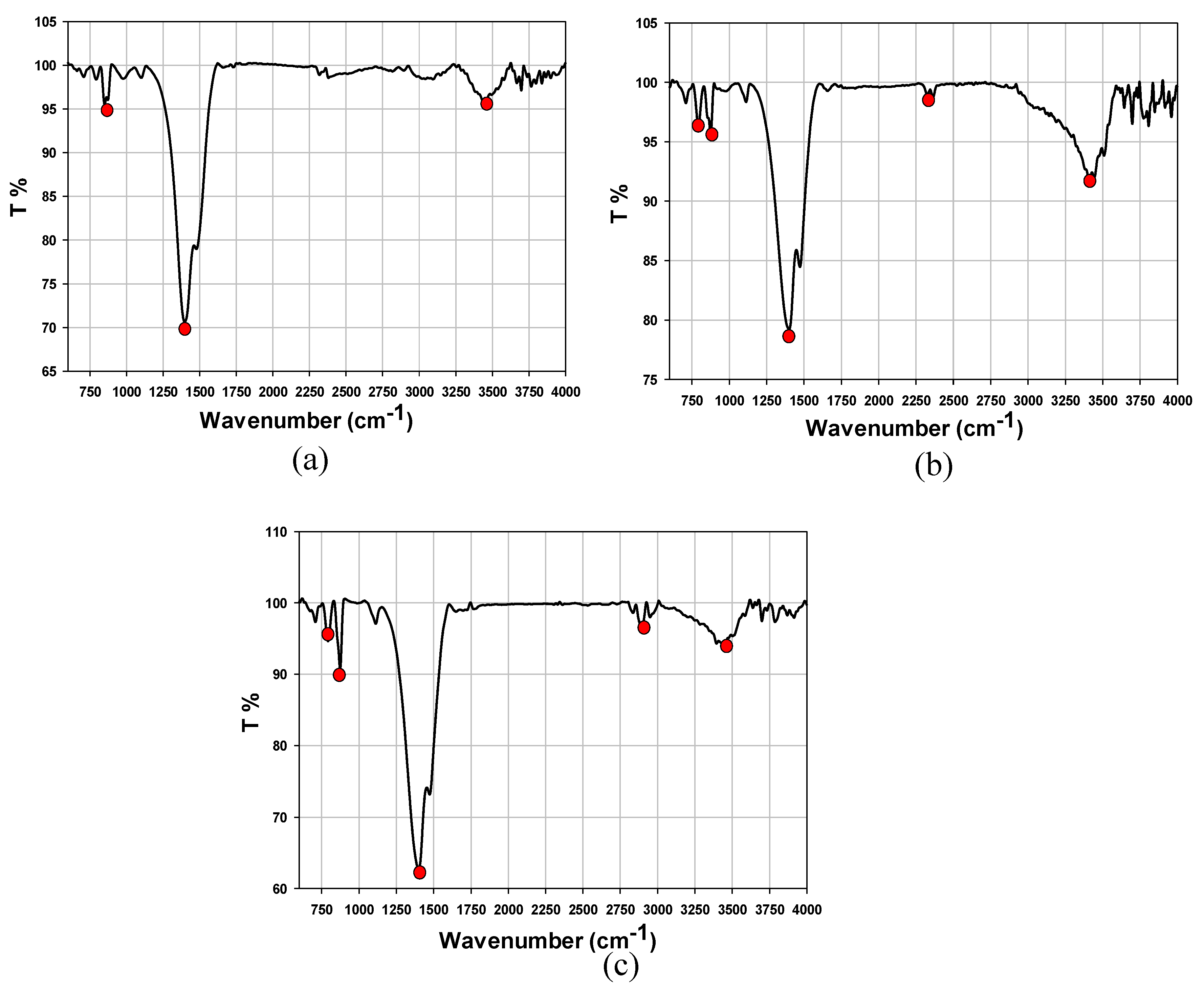
4.3. FTIR Spectroscopy Analysis of Solids Obtained at 40 °C, 50 °C, and 60 °C
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mustafa, J.; Mourad, A.A-H.I.; Al-Marzouqi, A.H.; El-Naas, M.H. Simultaneous treatment of reject brine and capture of carbon dioxide: A comprehensive review. Desalination 2020, 483, 114386. [Google Scholar] [CrossRef]
- Mohammad, A.F.; El-Naas, M.H.; Suleiman, M.I.; Al Musharfy, M. Optimization of a Solvay-Based Approach for CO2 Capture. Int. J. Chem. Eng. Appl. 2016, 7, 230–234. [Google Scholar] [CrossRef] [Green Version]
- Palitsakun, S.; Seubsai, A.; Sudsakorn, K. CO2 capture in the form of thermally stable solid compounds using ammoniated brine. Songklanakarin J. Sci. Technol. 2019, 41, 984–991. [Google Scholar]
- El-Naas, M.H.; Mohammad, A.F.; Suleiman, M.I.; Al Musharfy, M.; Al-Marzouqi, A.H. A new process for the capture of CO2 and reduction of water salinity. Desalination 2017, 411, 69–75. [Google Scholar] [CrossRef]
- El-Naas, M.H. Process for Capture of Carbon Dioxide and Desalination. U.S. Patent 10,118,843, 6 November 2018. [Google Scholar]
- Dindi, A.; Quang, D.V.; AlNashef, I.; Abu-Zahra, M.R.M. A process for combined CO2 utilization and treatment of desalination reject brine. Desalination 2018, 442, 62–74. [Google Scholar] [CrossRef]
- Shim, J.-G.; Lee, D.W.; Lee, J.H.; Kwak, N.-S. Experimental study on capture of carbon dioxide and production of sodium bicarbonate from sodium hydroxide. Environ. Eng. Res. 2016, 21, 297–303. [Google Scholar] [CrossRef]
- Ibrahim, M.H.; El-Naas, M.H.; Zevenhoven, R.; Al-Sobhi, S.A. Enhanced CO2 capture through reaction with steel-making dust in high salinity water. Int. J. Greenh. Gas Control 2019, 91, 102819. [Google Scholar] [CrossRef]
- Mourad, A.A-H.I.; Mohammad, A.F.; Altarawneh, M.; Al-Marzouqi, A.H.; El-Naas, M.H.; Al-Marzouqi, M.H. Effects of potassium hydroxide and aluminum oxide on the performance of a modified solvay process for CO2 capture: A comparative study. Int. J. Energy Res. 2021, 45, 13952–13964. [Google Scholar] [CrossRef]
- Gambhir, A.; Tavoni, M. Direct air carbon capture and sequestration: How it works and how it could contribute to climate-change mitigation. One Earth 2019, 1, 405–409. [Google Scholar] [CrossRef]
- Bandi, A.; Specht, M.; Weimer, T.; Schaber, K. CO2 recycling for hydrogen storage and transportation—Electrochemical CO2 removal and fixation. Energy Convers. Manag. 1995, 36, 899–902. [Google Scholar] [CrossRef]
- Lendzion-Bieluń, Z.; Czekajło, Ł.; Sibera, D.; Moszyński, D.; Sreńscek-Nazzal, J.; Morawski, A.W.; Wrobel, R.J.; Michalkiewicz, B.; Arabczyk, W.; Narkiewicz, U. Surface characteristics of KOH-treated commercial carbons applied for CO2 adsorption. Adsorpt. Sci. Technol. 2018, 36, 478–492. [Google Scholar] [CrossRef] [Green Version]
- Keith, D.W.; Holmes, G.; Angelo, D.S.; Heidel, K. A process for capturing CO2 from the atmosphere. Joule 2018, 2, 1573–1594. [Google Scholar] [CrossRef] [Green Version]
- Lombardia, L.; Corti, A.; Carnevale, E.; Baciocchi, R.; Zingaretti, D. Carbon dioxide removal and capture for landfill gas up-grading. Energy Procedia 2011, 4, 465–472. [Google Scholar] [CrossRef] [Green Version]
- Mohammad, N.K.; Ghaemi, A.; Tahvildari, K. Hydroxide modified activated alumina as an adsorbent for CO2 adsorption: Experimental and modeling. Int. J. Greenh. Gas Control 2019, 88, 24–37. [Google Scholar] [CrossRef]
- Liu, Q.; Maroto-Valer, M.M. Studies of pH buffer systems to promote carbonate formation for CO2 sequestration in brines. Fuel Process. Technol. 2012, 98, 6–13. [Google Scholar] [CrossRef]
- El-Naas, M.H. System for contacting gases and liquids. U.S. Patent 9724639B2, 8 August 2017. [Google Scholar]
- El-Naas, M.H.; Mohammad, A.F.; Suleiman, M.I.; Al Musharfy, M.; Al-Marzouqi, A.H. Evaluation of a novel gas-liquid contactor/reactor system for natural gas applications. J. Nat. Gas Sci. Eng. 2017, 39, 133–142. [Google Scholar] [CrossRef]
- Mohammad, A.F.; Mourad, A.A-H.I.; Mustafa, J.; Al-Marzouqi, A.H.; El-Naas, M.H.; Al-Marzouqi, M.H.; Alnaimat, F.; Suleiman, M.I.; Al Musharfy, M.; Firmansyah, T. Computational fluid dynamics simulation of an Inert Particles Spouted Bed Reactor (IPSBR) system. Int. J. Chem. React. Eng. 2020, 1. [Google Scholar] [CrossRef]
- Mohammad, A.; Mourad, A.A-H.I.; Al-Marzouqi, A.H.; El-Naas, M.H.; Van der Bruggen, B.; Al-Marzouqi, M.; Alnaimat, F.; Suleiman, M.; Al Musharfy, M. CFD and statistical approach to optimize the average air velocity and air volume fraction in an inert-particles spouted-bed reactor (IPSBR) system. Heliyon 2021, 7, e06369. [Google Scholar] [CrossRef]
- Mohammad, A.F.; Mourad, A.A-H.I.; Mustafa, J.; Al-Marzouqi, A.H.; El-Naas, M.H.; Al-Marzouqi, M.H.; Van der Bruggen, B.; Suleiman, M.I.; Al Musharfy, M. A CFD Investigation on the Effect of IPSBR Operational Conditions on Liquid Phase Hydrodynamics. In Proceedings of the 2021 6th International Conference on Renewable Energy: Generation and Applications (ICREGA), Al Ain, United Arab Emirates, 2–4 February 2021; pp. 153–157. [Google Scholar]
- Mourad, A.A-H.I.; Ghasem, N.M.; Alraeesi, A.Y. Modelling and simulation of hydrogen production via water gas shift membrane reactor. Int. J. Chem. Eng. Appl. 2018, 9, 112–118. [Google Scholar] [CrossRef]
- Kodama, S.; Nishimoto, T.; Yamamoto, N.; Yogo, K.; Yamada, K. Development of a new pH-swing CO2 mineralization process with a recyclable reaction solution. Energy 2008, 33, 776–784. [Google Scholar] [CrossRef]
- Fahim, M.A.; Alsahhaf, T.A.; Elkilani, A. (Eds.) Chapter 17—Environmental Aspects in Refining. In Fundamentals of Petroleum Refining; Elsevier: Amsterdam, The Netherlands, 2010; pp. 423–455. [Google Scholar]
- Feron, P. Absorption-Based Post-Combustion Capture of Carbon Dioxide; Woodhead Publishing: Oxford, UK, 2016. [Google Scholar]
- Ayittey, F.K.; Obek, C.A.; Saptoro, A.; Perumal, K.; Wong, M.K. Process modifications for a hot potassium carbonate-based CO2 capture system: A comparative study. Greenh. Gases Sci. Technol. 2020, 10, 130–146. [Google Scholar] [CrossRef]
- Roine, A. HSC—Software Ver. 3.0 for Thermodynamic Calculations. In Proceedings of the International Symposium on Computer Software in Chemical and Extractive Metallurgy, Montreal, QC, Canada, 28–31 August 1989; Thompson, W.T., Ajersch, F., Eriksson, G., Eds.; Pergamon: Oxford, UK, 1989; pp. 15–29. [Google Scholar]
- Salmón, I.R.; Cambier, N.; Luis, P. CO2 capture by alkaline solution for carbonate production: A Comparison between a packed column and a membrane contactor. Appl. Sci. 2018, 8, 996. [Google Scholar] [CrossRef] [Green Version]
- Engel, D.C.; Versteeg, G.F.; van Swaaij, W.P.M. Solubility of hydrogen in aqueous solutions of sodium and potassium bicarbonate from 293 to 333 K. J. Chem. Eng. Data 1996, 41, 546–550. [Google Scholar] [CrossRef] [Green Version]
- Mineralogy Database. Available online: http://www.webmineral.com/ (accessed on 2 October 2017).
- Hluchy, M.M. The value of teaching X-ray techniques and clay mineralogy to undergraduates. J. Geosci. Educ. 1999, 47, 236–240. [Google Scholar] [CrossRef]
- Lee, Y.-H.; Kim, D.-W.; Shin, S.-I.; Oh, S.-G. Preparation of Au colloids by polyol process using NaHCO3 as a buffering agent. Mater. Chem. Phys. 2006, 100, 85–91. [Google Scholar] [CrossRef]
- Stewart, J.A. Potassium sources, use, and potential. In Potassium in Agriculture; American Society of Agronomy (USA): Atlanta, GA, USA, 1985; pp. 83–98. [Google Scholar]
- Smith, S.R.; Klotman, P.E.; Svetkey, L.P. Potassium chloride lowers blood pressure and causes natriuresis in older patients with hypertension. J. Am. Soc. Nephrol. 1992, 2, 1302–1309. [Google Scholar] [CrossRef] [PubMed]
- Curlin, L.C.; Bommaraju, T.V.; Hansson, C.B. Alkali and chlorine products, chlorine and sodium hydroxide. Kirk-Othmer Encycl. Chem. Technol. 2000. [Google Scholar] [CrossRef]
- Mahmoudkhani, M.; Keith, D.W. Low-energy sodium hydroxide recovery for CO2 capture from atmospheric air—Thermodynamic analysis. Int. J. Greenh. Gas Control 2009, 3, 376–384. [Google Scholar] [CrossRef]
- McVeigh, P.; Sottocornola, M.; Foley, N.; Leahy, P.; Kiely, G. Meteorological and functional response partitioning to explain interannual variability of CO2 exchange at an Irish Atlantic blanket bog. Agric. For. Meteorol. 2014, 194, 8–19. [Google Scholar] [CrossRef]
- Tao, L.; Tanzer, J.M.; MacAlister, T.J. Bicarbonate and potassium regulation of the shape of Streptococcus mutans NCTC 10449S. J. Bacteriol. 1987, 169, 2543–2547. [Google Scholar] [CrossRef] [Green Version]
- Gómez, D.A.; Coello, J.; Maspoch, S. The influence of particle size on the intensity and reproducibility of Raman spectra of compacted samples. Vib. Spectrosc. 2019, 100, 48–56. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Independent Variables | Unit | Tag | Level | ||||
|---|---|---|---|---|---|---|---|
| −α | −1 | 0 | +1 | +α | |||
| Temperature | °C | T | 10 | 20 | 30 | 40 | 50 |
| Gauge Pressure | bar | P | 1 | 1.5 | 2 | 2.5 | 3 |
| KOH concentration | g/L | C | 30 | 50 | 70 | 90 | 110 |
| CO2 flowrate | mL/min | F | 400 | 700 | 1000 | 1300 | 1600 |
| Solution | Response | Fits | 95% CI | Composite Desirability | |
|---|---|---|---|---|---|
| C (g/L) | 30 | Na+ % reduction | 53.2 | (45.20, 61.17) | 0.85 |
| P (bar gauge) | 2.0 | Cl− % reduction | 24.8 | (19.87, 30.4) | |
| F (mL/min) | 776 | Mg2+ % reduction | 92.0 | (82.95, 100) | |
| Ca2+ % reduction | 92.8 | (80.65, 100) | |||
| Temperature (°C) | ΔH (kJ/mol) | ΔG (kJ/mol) |
|---|---|---|
| 0 | −91.662 | −41.917 |
| 10 | −98.143 | −39.867 |
| 20 | −98.611 | −37.801 |
| 30 | −99.072 | −35.718 |
| 40 | −99.525 | −33.621 |
| 50 | −99.971 | −31.51 |
| 60 | −100.409 | −29.384 |
| 70 | −100.839 | −27.246 |
| 80 | −101.261 | −25.095 |
| 90 | −101.676 | −22.933 |
| 100 | −102.083 | −20.759 |
| Reference | Reactants | Reaction Temperature | Reaction Pressure | pH | Na+ Removal Efficiency | CO2 Capture Efficiency | Main Products |
|---|---|---|---|---|---|---|---|
| Mohammad et al. [2] | Ammoniated brine is used to capture CO2, according to Equation (1) | 19 °C | 1 bar | 11.2 | 33% | 86% | NaHCO3 NH4Cl |
| Palitsakun et al., 2019 [3] | Carbonation of ammoniated brine | 20 to 38 °C | N/A | N/A | N/A | ~93 at 20 °C 80% at 38 °C | NaHCO3 Na2CO3 NH4HCO3 (NH4)2CO3 CaCO3 |
| El-Naas et al. [4,5] | Reject brine is reacted with CaO to capture CO2, according to Equation (2) | 20 to 50 °C | 1 bar | 11.8 | 35 at 20 °C 5% at 50 °C | 98% at 20 °C ~45% at 50 °C | NaHCO3 CaCO3 CaCl2 |
| Dindi et al., 2018 [6] | Mixed magnesium/aluminum oxides | 25 °C | 1 bar | 10 | 20% | 0.082 g CO2/g carbonated solution | NaHCO3 |
| Shim et al., 2016 [7] | NaOH reacted with CO2 | Ambient temperature | 1 bar | 9.0–12.5 | N/A | >95% | 97% of NaHCO3 |
| Ibrahim et al. [8] | Reject brine is reacted with BHD to capture CO2 | Ambient temperature | 5 bar | 11 | N/A | (1 ± 0.04) g CO2/g BHD | NaHCO3 CaCO3 CaCl2 |
| Current Study | Reject brine is reacted with KOH to capture CO2 according to Equation (2) | 50 °C | 2 bar gauge | 13.6 | 45.6% | 0.50 g CO2/g KOH | NaHCO3 KCl |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mourad, A.A.-H.I.; Mohammad, A.F.; Al-Marzouqi, A.H.; El-Naas, M.H.; Al-Marzouqi, M.H.; Altarawneh, M. KOH-Based Modified Solvay Process for Removing Na Ions from High Salinity Reject Brine at High Temperatures. Sustainability 2021, 13, 10200. https://doi.org/10.3390/su131810200
Mourad AA-HI, Mohammad AF, Al-Marzouqi AH, El-Naas MH, Al-Marzouqi MH, Altarawneh M. KOH-Based Modified Solvay Process for Removing Na Ions from High Salinity Reject Brine at High Temperatures. Sustainability. 2021; 13(18):10200. https://doi.org/10.3390/su131810200
Chicago/Turabian StyleMourad, Aya A-H. I., Ameera F. Mohammad, Ali H. Al-Marzouqi, Muftah H. El-Naas, Mohamed H. Al-Marzouqi, and Mohammednoor Altarawneh. 2021. "KOH-Based Modified Solvay Process for Removing Na Ions from High Salinity Reject Brine at High Temperatures" Sustainability 13, no. 18: 10200. https://doi.org/10.3390/su131810200