A Study on Mechanical Properties of Concrete Incorporating Aluminum Dross, Fly Ash, and Quarry Dust


1
Department of Chemical and Environmental Engineering, Faculty of Engineering, University of Putra Malaysia, UPM Serdang 43400, Selangor, Malaysia
2
Sustainable Process Engineering Research Centre, Faculty of Engineering, University of Putra Malaysia, UPM Serdang 43400, Selangor, Malaysia
3
Department of Civil Engineering, Faculty of Engineering, University of Putra Malaysia, UPM Serdang 43400, Selangor, Malaysia
*
Authors to whom correspondence should be addressed.
Sustainability 2020, 12(21), 9230; https://doi.org/10.3390/su12219230
Submission received: 3 September 2020
/
Revised: 19 October 2020
/
Accepted: 20 October 2020
/
Published: 6 November 2020
Abstract
:The amount of waste, associated waste disposal costs, and environmental contamination may be minimized by identifying effective recycling approaches. These promising approaches will also lead to the protection of natural resources and economic gains. One example of waste disposal maybe by using it as a filling material or as a pozzolanic material for the production of concrete. In this regard, this study proposes to partially replace cement with aluminum dross and fly ash, and partially replace natural sand with quarry dust. Aluminum dross, cement, sand, and quarry dust were used in a variety of proportions with a constant percentage of fly ash for the design of nine concrete mixtures. Aluminum dross was replaced by 5, 10, 15, and 20% of the cement mass. At first, the optimum replacement of aluminum dross without using quarry dust was determined at a constant percentage of fly ash-15% based on the strength results. Later, by introducing the optimum substitution of aluminum dross with cement and fly ash, the quarry dust was partially replaced at 10, 20, 30, and 40% of river sand to determine the overall optimum mix. The mechanical and durability characteristics of the concrete using the three mixtures were analyzed. It has been observed that the mechanical and durability characteristics of a concrete mixture incorporating a fly ash-15%, aluminum dross-10%, and quarry dust-20% are better than that of standard concrete. Production of concrete using industrial waste can minimize infrastructure construction costs and reduce environmental impacts.
1. Introduction
Today, with economic growth and improved living standards, the world is witnessing the large-scale construction of buildings, resulting in high demand for building materials. Concrete is the most common material used in construction. Cement and natural river sand are the two main components of concrete. Cement production contributes about 8% of the global emissions of anthropogenic CO2 [1]. In addition, the extraction of river sand causes various problems, such as riverbank erosion, deterioration of riverbeds, intrusion of river buffer zones, and a decline in water quality. A sustainable approach in the construction industry should be introduced to address these problems. In other words, alternative building materials made from industrial waste or recycled materials can be substituted for the regular components of concrete. Integrating sustainability into the construction industry is essential for the protection of the environment, improving air quality, managing solid waste, and preserving natural resources [2]. Industrial production is affected by major problems such as waste generation and the depletion of natural resources. Industrial waste accumulates over time and causes significant damage to the environment and to human health [3]. The amount of waste, associated disposal costs, and environmental damage could be minimized by finding appropriate recycling strategies. Such a promising strategy can also lead to the preservation of natural resources and economic advantages [4].
2. Literature Review
Day after day, due to ecological concerns, the use of waste such as fly ash, quarry dust, silica smoke, rice husk ash, and other materials is becoming increasingly valuable in the production of concrete. Various studies have investigated the use of fly ash, aluminum dross, rice husk ash, and silica smoke as a partial replacement material for cement in concrete. Santamaria et al. [5] has observed that a high quality of concrete mixes in terms of workability and mechanical strength was provided using Electric Arc-Furnace slag. Saha [6] studied the effect of class F fly ash on the durability of concrete. As a result, concrete samples usually contain fly ash, which is found to have low early compressive strength compared to control samples. However, the compressive strength was improved greatly over a longer time due to a pozzolanic reaction, while control samples stopped growing after 56 days of curing. In addition, with the increase in the content of the fly ash in the mixture, the shrinkage of the drying was reduced. Ultra-pulverized fly ash and superplasticizer concrete have lower permeability levels, are ideal for freeze-thaw resistance, and have lower drying shrinkage [7]. Huang et al. [8] observed that fly ash enhanced strength and increased the setting time for concrete at around 91 and 365 days of age.
As hazardous solid residues in aluminum production industries, aluminum dross causes serious environmental and public health challenges. Another practical way to avoid the issue of dross disposal is to use aluminum dross in building applications such as cement or sand substitution in producing concrete blocks and aluminum cement [4]. Elinwa and Mbadike [9] manufactured concrete by substituting various aluminum waste percentages of cement. The results found that the compressive and flexural strengths of concrete were similar to those of conventional concrete with replacement rates of 10–15%. The other discovery was that aluminum concrete retards the setting times of concrete that are beneficial in hot weather conditions.
Aluminum dross has been suggested to be used in the production of eco-concrete in the study by Javali et al. [10]. They have produced several mixtures of Portland cement, aluminum dross, sand, and granular iron slag. For aluminum dross, different replacement levels were considered with 5%, 10%, 15%, and 20% wt., and the optimal substitution level was determined with 5% wt. The strength and durability analysis shows that eco-concrete, which is made of aluminum 5% wt. and iron slag 20% wt., may compete with normal cement. The mechanical characteristics of Portland cement mortar have been investigated by Pereira et al. [11] and found that aluminum dross may be applied in small quantities for cement replacement. The compressive strength of the concrete decreases with an increase in the replacement of the aluminum dross. They found that the amount of dross used in concrete should not exceed 15%. In their research on the mechanical properties and durability of aluminum dross-containing concrete, Reddy and Neeraja [12] reported that the results were comparable to conventional concrete with cement substitution for secondary aluminum dross up to 15%. Their overall results indicate that the addition of additional cement-based materials such as fly ash and silica fume in various proportions along with aluminum dross improves the pozzolanic reaction of concrete, which enhances strength and durability.
In recent years, the unsustainable approach to the use of river sand has led to its depletion and a significant environmental impact. The construction industry is therefore seeking alternatives from by-products or recycled fine aggregate materials to replace sand in concrete production. Quarry dust is the waste produced by the granite crushing process. Once dried, fine dust is produced, causing serious human health problems as well as serious environmental threats to soil and water contamination [13]. Mir [14] noted that the ability to adapt to quarry dust as a sand substitute material, and it demonstrated that the mechanical properties and the elastic modulus had been increased. The compressive strength was improved by replacing fine aggregates with quarry dust at a ratio of 60:40. In the construction industry, concrete containing quarry dust as a fine aggregate with good quality ingredients, an adequate dosage of superplasticizers, effective mixing procedures, and proper curing can be used to ensure sustainable development [15].
Chitlange and Pajgade [16] found that the strength of plain concrete was gradually rising as natural sand was completely replaced by quarry dust. Ephraim et al. [17] reported in their work that they used lateral sand and quarry dust for the production of concrete as a partial replacement of fine aggregates. As a result, it was found that both flexural and split tensile strength had been enhanced.
In this regard, the present paper aims to use industrial waste materials as alternative building materials in order to reduce both environmental pollution and construction costs. In order to do so, this study proposes the use of three types of waste for the production of sustainable concrete (aluminum dross, fly ash, and quarry dust). Aluminum dross and quarry dust are to be used as a partial substitute for ordinary Portland cement and river sand. A constant quantity of fly ash (i.e., 15% of cement mass) is developed to increase the workability, durability, and mechanical properties of concrete with aluminum dross and quarry dust. To date, however, the mixture of the three waste materials mentioned has not been studied together in the literature.
3. Materials and Methods
3.1. Cement
In this research work, ordinary Portland cement (OPC) grade CEM–I–52.5N was used in accordance with ASTM C 150-00 [18] and MS EN 197-1:2014 [19]. The specific gravity of the cement was 3.15, and the bulk density was 1440 (kg/m3). The characteristics of cement as specified by the manufacturer are shown in Table 1, whereas the chemical composition of the OPC is tabulated in Table 2, which was carried out by X-ray Fluorescence (XRF).
3.2. Aluminum Dross
The aluminum dross (AD) used in this study was provided by Cenviro Sdn Bhd, Kuala Lumpur, Malaysia. The shape of the dross is irregular, with a black color containing lumps and small pieces of aluminum. The aluminum (Al) dross had a specific gravity of 3.39 and a bulk density of 774 kg/m3. Due to the pozzolanic activity of Al dross [12], it can be used as a filler for the production of concrete by partial replacement of cement. Al dross passes a sieve of 100 μm before being used for the production of concrete.
Treatment of Raw Aluminum Dross
In a study conducted by Pereira et al. [11], it noted that the raw aluminum slag mortar produced showed a noticeable increase in volume. Thus, the use of aluminum slag without prior washing is impractical. In the present work, the aluminum dross used was introduced into a container containing distilled water; the solid-to-liquid ratio was maintained at 1:6. The mixture of aluminum dross and distilled water was stirred at room temperature for 30 min to remove alkaline and inorganic salts from the aluminum dross sample. Undissolved aluminum dross is removed by vacuum filtration and then dried in an oven at 100 °C for 12 hrs. The washing procedure was based on the literature of Javali et al. [10] and Pereira et al. [11]. The chemical composition of the treated aluminum dross is shown in Table 2.
3.3. Fly Ash
The class F fly ash used in this study was collected from Jimah Power Plant, Selangor, Malaysia. The generation of more cementitious compounds is one of the most valuable advantages of fly ash. According to a pozzolanic reaction [20], fly ash reacts with the lime and alkali available in concrete and produces calcium silicate hydrate (C-S-H). Table 2 presents the chemical composition of fly ash that was assessed using X-ray Fluorescence (XRF).
3.4. Fine Aggregate
3.4.1. River Sand
3.4.2. Quarry Dust
The quarry dust is a by-product of the crushing process in quarrying operations and is used in this analysis by partial replacement with natural river sand. The grain size of the quarry dust conforms to the classification of ASTM C 33-00 [18]. The physical properties of quarry dust, such as basic gravity (ASTM-D2487) [22], water absorption, fineness modulus, moisture content, and bulk density, are shown in Table 3.
3.5. Coarse Aggregate
In this study, crushed granite was used as a coarse aggregate conforming to ASTM C 33-00 [18]. The coarse aggregate had a size of 20 mm, a specific gravity of 2.77, and a water absorption of 1.27%.
3.6. Water and Superplasticizer
Water plays an important role in the mixing and curing of concrete. Clean drinking water, free of any harmful plastic materials and hardened concrete, has been used in accordance with MS EN 1008:2010 [21]. A polycarboxylate-based superplasticizer is used at an optimum dosage of less than 0.1% of cement weight to reduce the water content of all concrete mixtures by 25%.
3.7. Procedure
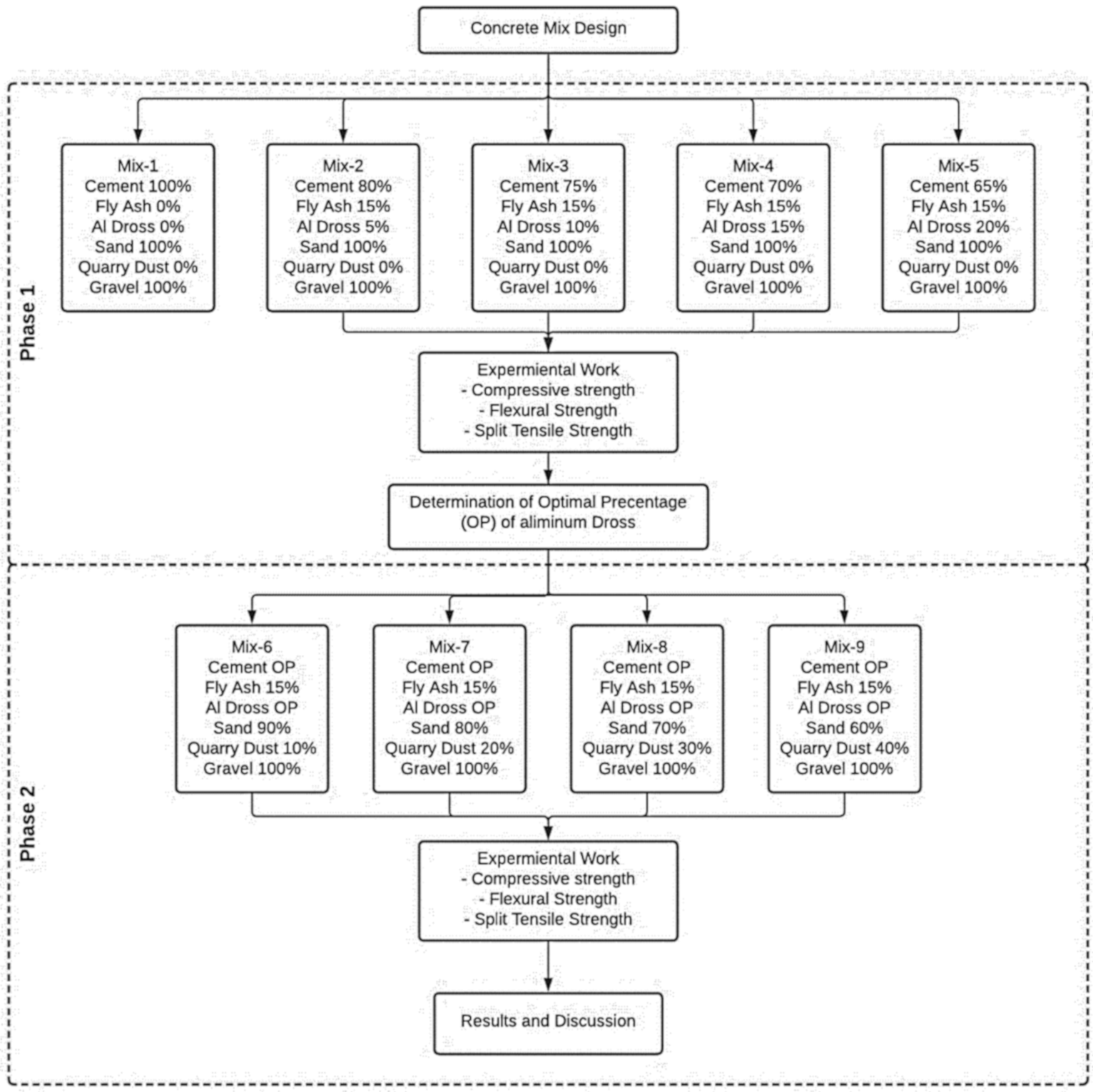
The experimental work design is shown in Figure 1.
3.7.1. The Particle Size Distribution of Fine Aggregates
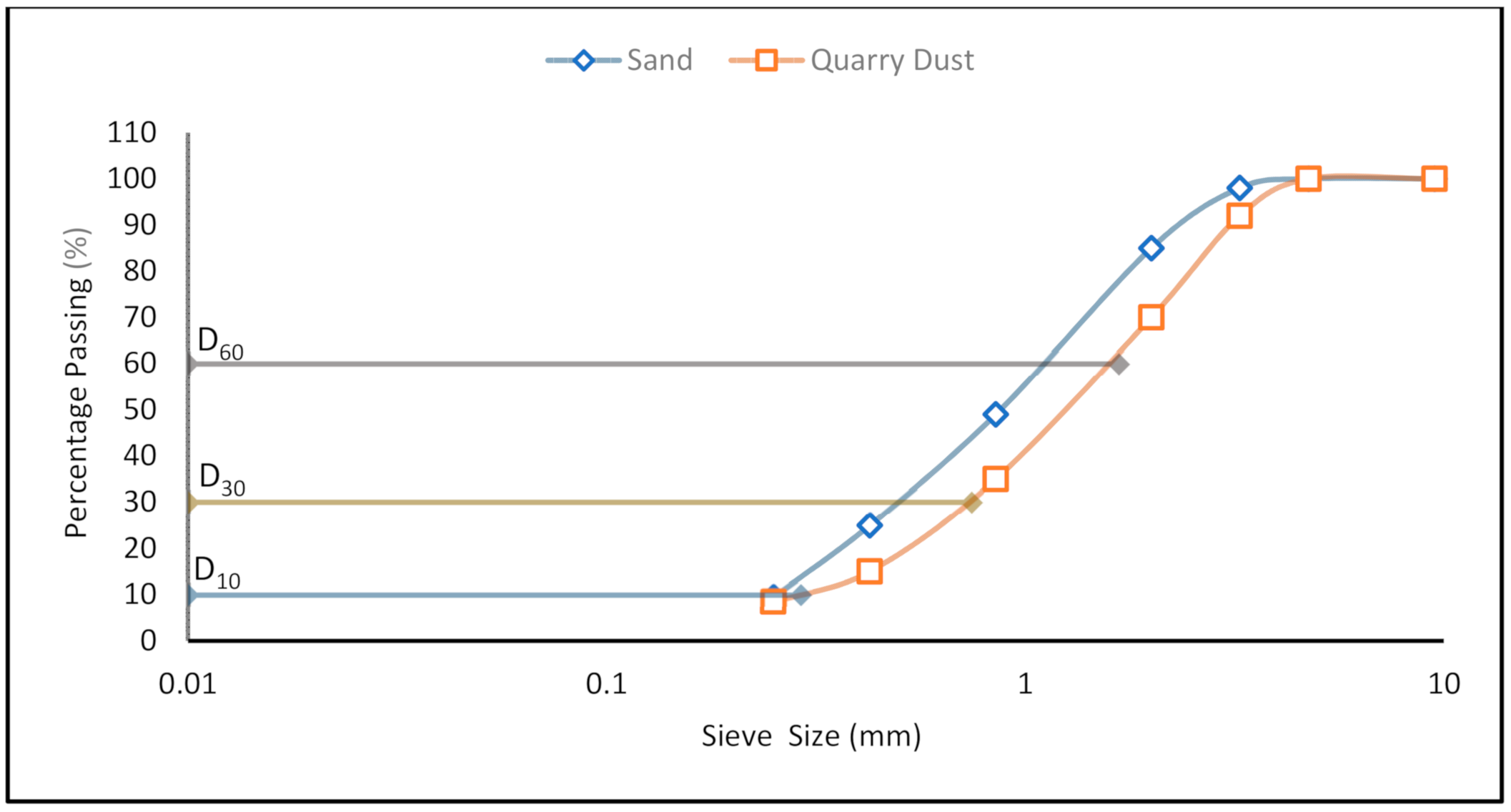
The sieve analysis test was carried out to evaluate the particle size distribution of river sand and quarry dust as per ASTM: C 136-06 [23]. Both the coefficient of uniformity (Cu) and the coefficient of curvature (Cc) have been calculated using equations 1 and 2 to check whether the fine aggregates are well or poorly graded as defined in ASTM-D2487 [24].
where:
Cu = D60 / D10
Cc = D302 / (D60 × D10)
- Cu is the coefficient of uniformity;
- Cc is the coefficient of curvature;
- D10 is the passing grain diameter at 10%;
- D30 is the passing grain diameter at 30%; and
- D60 is the passing grain diameter at 60%
3.7.2. Mix Design of Concrete
In the current work, the concreter grade we aimed to accomplish was a minimum compressive strength of 30 MPa (M30) at the age of 28 days. M30 of the concrete mixtures was drawn up in accordance with the guidelines of ACI 211.1-96 [25]. The water-to-cement ratio (w/c) of 0.45 was introduced. A slump of 100 mm was designed to maintain good concrete workability. A constant amount of 15% fly ash was added to all concrete mixtures except the control mix (MIX1) in order to improve the workability and durability of concrete incorporating aluminum dross and quarry dust. The amount of aluminum dross and quarry dust in each mixture was varied. The control concrete mixture (MIX1) contained only OPC, sand, and coarse aggregate. The experimental work was carried out in two phases. In the first phase, Al dross was replaced with 5, 10, 15, and 20% cement in the MIX2, MIX3, MIX4, and MIX5 mixtures, respectively. Initially, the optimal percentage of the Al dross replacement was determined on the basis of the MIX2, MIX3, MIX4, and MIX5 compressive strength results. In the second phase, the optimum percentage of Al dross was replaced for cement in mixtures MIX6, MIX7, MIX8, and MIX9, and the quarry dust was replaced for 10, 20, 30, and 40% for river sand of their weights. The mixing of the 1 m3 concrete proportions is explained in Table 4. The control mix is MIX1, the mixtures MIX2 to MIX5 are a concrete containing aluminum dross and fly ash only, and the mixtures MIX6 to MIX9 are a sustainable concrete containing aluminum dross, fly ash, and quarry dust.
3.7.3. Fresh Concrete Characteristics
A slump test was carried out to measure the workability of concrete mixtures in accordance with the ASTM C 138/138M-16 [26]. A slump cone with a height of 300 mm, a base diameter of 200 mm, and an upper diameter of 100 mm was used. The slump values were calculated on the basis of the difference between the two heights of the slump cone and the fresh concrete after removal of the slump cone. Higher workability can be achieved with a slump value of more than 100 mm and medium workability with a slump value of between 50 mm and 100 mm.
3.7.4. Durability Characteristics of Concrete
The water absorption test was carried out to determine the water absorption potential of the concrete specimens. According to the guidelines of ASTM C 642-06 [27], for each mixture, concrete cubes of the size 150 mm were cured in water for 28 days. The dried cubes were weighed (W1) and then immersed in water for 24 h, while the wet cubes were also weighed (W2). The absorption of the water was calculated that use Equation (3).
Water absorption (%) = (W2 − W1)/W1 − 100
3.7.5. Hardened Concrete Characteristics
The compressive strength test was carried out in compliance with the guidelines of BS EN 12390-3 [28]. The cured cubes of the size 150 mm of each concrete mixture were placed at the center of the universal test machine with a capacity of 5000 kN and provided a uniform loading up to the crushing of the cubes. The flexural strength test was conducted in compliance with the guidelines of BS EN 12390-5 [28].
The flexural strength machine with a capacity of 100 kN was introduced with the specimen beams with a length of 500 mm, a width of 100 mm, and a height of two points of load on the beams. The split tensile strength was conducted on concrete cylinders with a length of 300 mm and a diameter of 150 mm in the compression test machine in accordance with the guidelines of BS EN 12390-6 [28]. Three strength tests were conducted on 7-and 28-day water-cured specimens.
4. Results and Discussion
4.1. Particle Size Distribution of Fine Aggregates
The grading classification of fine aggregates depends on the coefficient of uniformity (Cu) and the coefficient of curvature (Cc) values. In order for aggregates to be well graded, the value of (Cu) must be greater than 6, while the value of (Cc) must be between 1 and 3. Otherwise, the fine aggregates will be considered to be poorly graded, as defined in ASTM-D2487 [24]. The well-graded aggregate contains minimum voids; therefore, a minimum quantity of paste is needed to fill them. The distribution of particle size of river sand and quarry dust resulting from the sieve analysis test is shown in Figure 2. The coefficient of uniformity and the coefficient of curvature are shown in Table 5. As shown in Figure 2 and Table 5, the river sand and quarry dust have a coefficient of uniformity (Cu) of 7.35 and 6.75, with a coefficient of curvature (Cc) of 1.86 and 1.13, respectively. As a result, both river sand and quarry dust are well graded.
4.2. Results of Fresh Concrete Characteristics
The workability of the various concrete mixtures was determined by performing a slump test by following instructions of ASTM C 138/138M-16 [26]. The slump values are shown in Table 6. In the present study, the concrete mix MIX3 had a higher slump value due to the replacement of 10% of Al dross and 15% of fly ash with cement.
In addition, the MIX7 mixture, which incorporated 10% of Al dross, 15% of fly ash, and 20% of quarry dust, also achieved a high slump value for concrete with good workability. However, with the increase in the percentages of Al dross as in the mixtures of MIX4 and MIX5, the workability decreased. At higher levels of quarry dust, such as in MIX8 and MIX9 mixtures, more voids were created, and a higher rate of water absorption was achieved, which reduced the water available for good workable concrete.
4.3. Results of Durability Characteristics of Concrete
The durability and strength of the concrete are significantly affected by the absorption of water in accordance with the guidelines of ACI 211.1-96 [25]. In other words, lower water absorption gives higher strength due to fewer voids within the concrete sample. As can be seen in Table 7 in the first phase of the experimental work, the concrete sample MIX3 containing 10% of Al dross had the lowest absorption rate of water than the control mix MIX1. However, by increasing the percentage of Al dross above 10%, the water absorption rate increased as in the MIX4 and MIX5 mixtures. This is because Al dross was found to cause internal micro-blisters in concrete samples that produce micropores in higher substitutions [10]. Similarly, the MIX7 mixture containing 10% Al dross, 15% fly ash, and 20% quarry dust reported the lowest rate of water absorption in the second phase of the experimental work. The quarry dust was found to increase the water absorption rate by more than 20% of the replacements, as found by previous research [13,14,15]. The fly ash incorporated into the concrete mix acted as a filler and helped to fill the capillary pore spaces. This reduces the size of the pores and the absorption of water in the concrete mixture, as observed by previous research [16,17].
4.4. Results of Hardened Concrete Characteristics
4.4.1. Results of Concrete Mix Trials
From the experimental studies, a significant increase was observed in the 5% unwashed raw aluminum dross produced in the concrete mix, as shown in Figure 3a. However, the concrete mixture incorporating water-washed aluminum dross did not show a noticeable increase in volume, as shown in Figure 3b. It is, therefore, not practical to use aluminum dross in the production of concrete without pre-treatment, which is following the same observation of Pereira et al. [11].
4.4.2. Results of Compressive Strength
The compressive strength results of concrete mixes at curing periods of 7- and 28-days are shown in Figure 4. In the first phase, the concrete mix—MIX3 (10% Al dross) recorded relatively higher compressive strength compared to the concrete mix—MIX2 (5% Al dross), and relatively lesser by 0.7% compared to the control mix MIX1 (0% Al dross) at 7- and 28-days curing period. However, the concrete mixes of MIX4 (15% Al dross) and MIX5 (20% Al dross) have recorded the lowest compressive strength among all the concrete mixes in the first phase. This is related to the amount of CaO (lime) and SO2 (silica), which are the main factors strengthening the concrete. For mix3, 10% of Al dross and 15% of fly ash compensate for the reduction of the cement in the mix, while in MIX3, the 5% of Al dross was not enough to compensate for the reduction of CaO in cement. Therefore, the optimum replacement of aluminum dross was assigned at 10%.
In the second phase of the experimental work, at 28 days, the concrete mix—MIX7 produced 10% of Al dross, 15% of fly ash, and 20% of quarry dust—showed a noticeable increase in compressive strength by 7% compared to the control mix—MIX1. On the other hand, the concrete mixes—MIX8 and MIX9 recorded 5.7% and 9.2% less than the control mix strength—MIX1. Based on the findings of the compressive strength at all ages of the concrete mixtures, the optimum levels of substitution of cement and sand were 10% of Al dross and 20% of quarry dust. It was observed that there was a steady decline in compressive strength with an increment in the Al dross percentage above 10%. This may be due to the formation of air gaps caused by aggressive reactions and excessive alumina at a higher replacement of Al dross [11], as can be seen in Figure 5. In addition, by higher replacement of quarry dust more than 20% as in the MIX8 and MIX9 mixtures, more voids were created. As a result, the demand for water increased, which had a negative impact on the compressive strength.
4.4.3. Results of Flexural and Split Tensile Strengths
The average flexural strength of the concrete specimens of the control mixture was approximately 5.09 MPa and 7.23 MPa, respectively, at 7 and 28-day curing periods. The concrete mixtures—MIX2 and MIX3 with 5% and 10% aluminum dross replacement at 7.01 and 7.06 MPa, respectively, at 28 days of age. Figure 6 shows the flexural strength of concrete mixtures between 7 and 28 days of age. It was observed that the flexural strength of the mixtures—MIX4 and MIX5—was approximately 9.2 and 16.2% lower than that of the control mixture—MIX1. However, the concrete mix—MIX7 (10% Al dross, 15% fly ash, and 20% quarry dust) achieved maximum strength. The flexural strength of the concrete specimen-MIX7 was 5.21 and 7.51 MPa, respectively, at 7 and 28 days of age, indicating an increase in strength over time. This is due to the increase in the hydration rate of concrete. In addition to the 20% replacement of quarry dust, the flexural strength was reduced as in mixtures-MIX8 and MIX9.
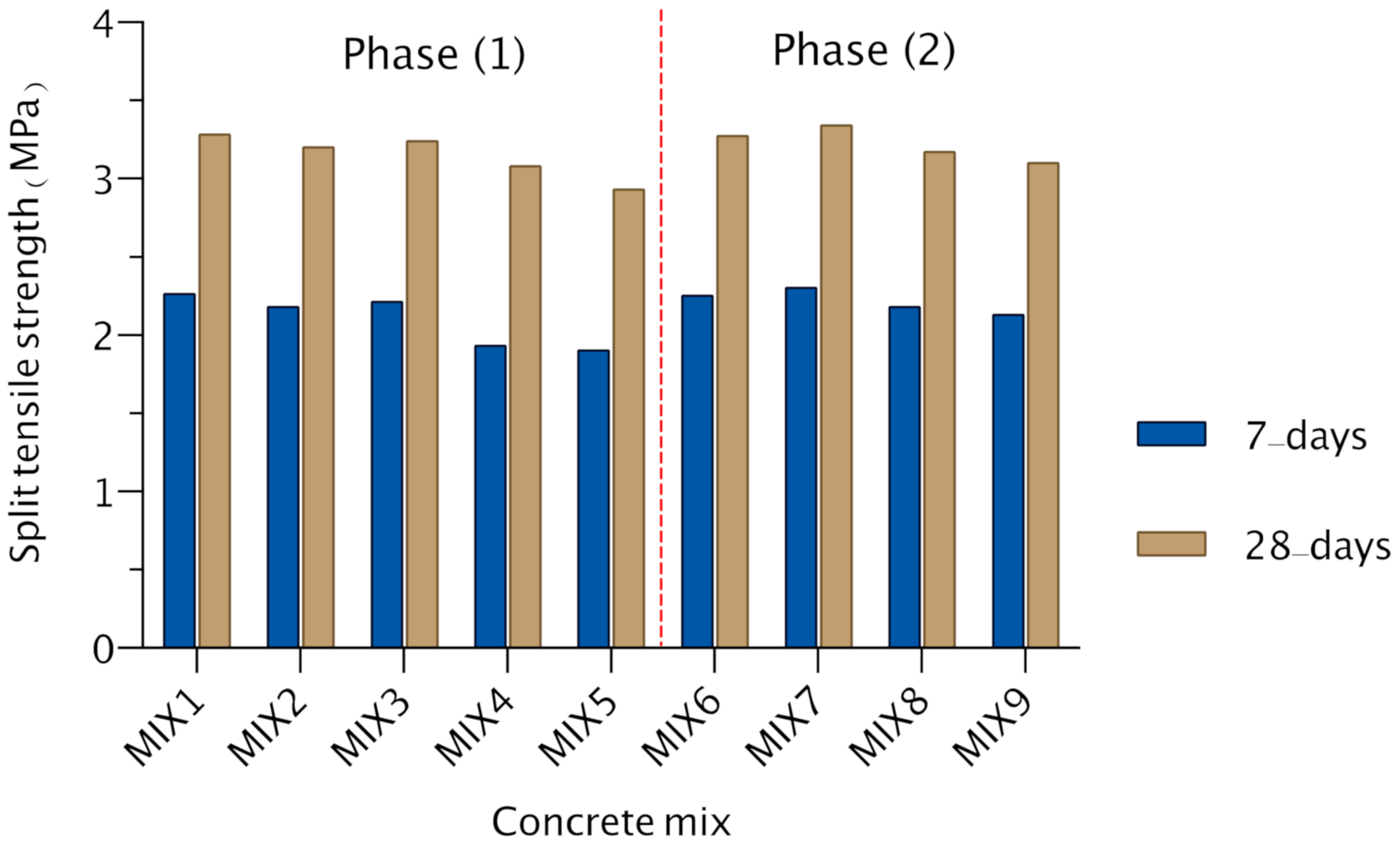
The split tensile strength followed the pattern of the compressive and flexural strengths. As shown in Figure 7, in the first phase of the experiment, the tensile strength of the mixture-MIX3 was approximately 2.2 and 1.2% lower than that of the control mixture-MIX1, respectively, at 7 and 28 days of concrete age. The optimum mix—MIX7, recorded the highest tensile strength of all concrete mixtures.
5. Conclusions
The present study was carried out to produce sustainable concrete by incorporating three industrial wastes, namely fly ash, aluminum dross, and quarry dust. Fly ash and aluminum dross were partially replaced with cement, and the river sand was partially replaced with quarry dust. Initially, with the constant replacement of 15% fly ash with cement, the optimum replacement of aluminum dross was determined without the use of quarry dust in concrete mixtures and, later, the optimum percentage of quarry dust was determined by the incorporation of the blended cement (cement + 15% fly ash + optimal Al dross).
The mechanical properties and durability of the mixture of three wastes were investigated. A concrete was produced by incorporating 45% waste (15% fly ash, 10% aluminum dross, and 20% quarry dust). The following conclusions are outlined based on the experimental investigation conducted on the concrete mixtures.
- The particle size distribution obtained from the sieve analysis test showed that both river sand and quarry dust are well-graded aggregates. This indicates that minimum voids are created and, as a result, improved the water absorption and strength of the concrete mix.
- The concrete mixtures—MIX3 (15% fly ash and 10% aluminum dross) and MIX7 (15% fly ash, 10% aluminum dross, and 20% quarry dust) have recorded an increase in slump values by 12 and 10% compared to the control mix, indicated a good workable concrete.
- It was observed that the concrete specimen deteriorated when aluminum dross was replaced by cement by 30%.
- The water absorption rate of the nine mixtures was investigated. The results showed that the rate of water absorption of concrete mixtures increased by increasing the replacement percentage of aluminum dross and quarry dust by more than 10 and 20%, respectively. MIX7 showed the lowest absorption rate by approximately 13.2% lower than that of the control mix—MIX1.
- By increasing the percentage of aluminum dross and quarry dust by more than 10% and 20%, the strengths decreased. At 28 days of the curing period, the concrete mixture—MIX7 showed an increase in the compressive, flexural, and split tensile strength by 7, 3.8, and 1.8%, respectively, compared to the control mixture—MIX1.
- According to the results of the present study, the optimum mixture was found to be a concrete mixture—MIX7 (fly ash-15%, aluminum dross-10%, and quarry dust-20%).
Overall, the use of industrial waste such as fly ash, aluminum dross, and quarry dust in concrete production can make a significant contribution to environmental sustainability and to the conservation of natural resources. For future research, the microstructure of concrete could be investigated for further understanding of the relationship between the chemical changes and the concrete strength due to the presence of aluminum dross in the concrete mix.
Author Contributions
Conceptualization, M.H.E. and A.S.; methodology, M.H.E., A.S., I.N.S., and A.H.S.; validation, M.H.E., A.S.; formal analysis, M.H.E. and A.H.S.; investigation, M.H.E. and A.H.S.; resources, M.H.E.; data curation, M.H.E.; writing—original draft preparation, M.H.E.; writing—review and editing, M.H. and A.S.; visualization, M.H.E. and A.S.; supervision, A.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Acknowledgments
The authors acknowledge that all experiments mentioned in this publication were conducted with the support of the Chemical and Environmental Engineering Department, Civil Engineering Department, and Construction Laboratory, Universiti Putra Malaysia. The financial support for this research by the Universiti Putra Malaysia is acknowledged.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shen, W.; Cao, L.; Li, Q.; Zhang, W.; Wang, G.; Li, C. Quantifying CO2 emissions from China’s cement industry. Renew. Sustain. Energy Rev. 2015, 50, 1004–1012. [Google Scholar] [CrossRef]
- Musa, M.F.; Mohammad, M.F.; Mahbub, R.; Yusof, M.R. Enhancing the Quality of Life by Adopting Sustainable Modular Industrialised Building System (IBS) in the Malaysian Construction Industry. Procedia Soc. Behav. Sci. 2014, 153, 79–89. [Google Scholar] [CrossRef] [Green Version]
- Xiao, Y.; Reuter, M.A.; Boin, U. Aluminium recycling and environmental issues of salt slag treatment. J. Environ. Sci. Heal. Part A Toxic/Hazardous Subst. Environ. Eng. 2005, 40, 1861–1875. [Google Scholar] [CrossRef] [PubMed]
- Mahinroosta, M.; Allahverdi, A. Hazardous aluminum dross characterization and recycling strategies: A critical review. J. Environ. Manage. 2018, 223, 452–468. [Google Scholar] [CrossRef] [PubMed]
- Santamaría, A.; Orbe, A.; San José, J.T.; González, J.J. A study on the durability of structural concrete incorporating electric steelmaking slags. Constr. Build. Mater. 2018, 161, 94–111. [Google Scholar] [CrossRef]
- Saha, A.K. Effect of class F fly ash on the durability properties of concrete. Sustain. Environ. Res. 2018, 28, 25–31. [Google Scholar] [CrossRef]
- Xie, Y.; Liu, B.; Yin, J.; Zhou, S. Optimum mix parameters of high-strength self-compacting concrete with ultrapulverized fly ash. Cem. Concr. Res. 2002, 32, 477–480. [Google Scholar] [CrossRef]
- Huang, C.H.; Lin, S.K.; Chang, C.S.; Chen, H.J. Mix proportions and mechanical properties of concrete containing very high-volume of Class F fly ash. Constr. Build. Mater. 2013, 46, 71–78. [Google Scholar] [CrossRef]
- Elinwa, A.U.; Mbadike, E. The use of Aluminum waste for concrete production. J. Asian Archit. Build. Eng. 2011, 10, 217–220. [Google Scholar] [CrossRef]
- Javali, S.; Chandrashekar, A.R.; Naganna, S.R.; Manu, D.S.; Hiremath, P.; Preethi, H.G.; Vinod Kumar, N. Eco-concrete for sustainability: Utilizing aluminium dross and iron slag as partial replacement materials. Clean Technol. Environ. Policy 2017, 19, 2291–2304. [Google Scholar] [CrossRef]
- Pereira, D.A.; De Aguiar, B.; Castro, F.; Almeida, M.F.; Labrincha, J.A. Mechanical behaviour of Portland cement mortars with incorporation of Al-containing salt slags. Cem. Concr. Res. 2000, 30, 1131–1138. [Google Scholar] [CrossRef] [Green Version]
- Reddy, M.S.; Neeraja, D. Mechanical and durability aspects of concrete incorporating secondary aluminium slag. Resour. Technol. 2016, 2, 225–232. [Google Scholar] [CrossRef] [Green Version]
- Febin, G.K.; Abhirami, A.; Vineetha, A.K.; Manisha, V.; Ramkrishnan, R.; Sathyan, D.; Mini, K.M. Strength and durability properties of quarry dust powder incorporated concrete blocks. Constr. Build. Mater. 2019, 228, 116793. [Google Scholar] [CrossRef]
- Mir, A.H. Improved Concrete Properties Using Quarry Dust as Replacement for Natural Sand. Int. J. Eng. Res. Dev. 2015, 11, 46–52. [Google Scholar]
- Devi, M.; Kannan, K. Analysis of strength and corrosion resistance behavior of inhibitors in concrete containing quarry dust as fine aggregate. J. Eng. Appl. Sci. 2011, 6, 124–135. [Google Scholar]
- Chitlange, M.R.; Pajgade, P.S. Strength appraisal of artificial sand as fine aggregate in SFRC. J. Eng. Appl. Sci. 2010, 5, 34–38. [Google Scholar]
- Ephraim, M.E.; Akobo, I.Z.S.; Ukpata, J.O.; Akeke, G.A. Structural properties of concrete containing lateritic sand and quarry dust as fine aggregates. Adv. Civ. Eng. Build. Mater. 2012, 325–328. [Google Scholar] [CrossRef]
- ASTM (C 33-00) Specification for Concrete Aggregates. In Proceedings of the ASTM International; ASTM International: West Conshohocken, PA, USA, 2004.
- MS-EN197-1:2014 Cement Part 1: Composition, Specifications and Conformity Criteria for Common Cements; MSI Standard Publishing: Stuttgart, Germany, 2014.
- American Coal Ash Association Fly Ash Facts for Highway Engineers. J. Chem. Inf. Model. 2013, 53, 1689–1699. [CrossRef]
- MS:EN:1008:2010 Mixing Water for Concrete. Specification for Sampling, Testing and Assessing the Suitability of Water, Including Water Recovered from Processes in the Concrete Industry, as Mixing Water for Concrete; MSI Standard Publishing: Stuttgart, Germany, 2010. [Google Scholar]
- ASTM (D854-00R02) Standard Test Method for Specific Gravity of Soils. In Proceedings of the ASTM International; ASTM International: West Conshohocken, PA, USA, 2002.
- ASTM (C 136-06) Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. In Proceedings of the ASTM International; ASTM International: West Conshohocken, PA, USA, 2006.
- ASTM (D2487-00) Standard practice for classification of soils for engineering purposes. In Proceedings of the ASTM International; ASTM International: West Conshohocken, PA, USA, 2000.
- ACI Standard (211.1-96) Standard practice for selecting proportions for normal, heavyweight, and mass concrete. ACI Man. Concr. Pract. 1996, 1–38.
- ASTM (C 138/138M-16) Standard Test Method for Density (Unit Weight), Yield, and Air Content (Gravimetric) of Concrete. In Proceedings of the ASTM International; ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM (C 642-06) Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. In Proceedings of the ASTM International; ASTM International: West Conshohocken, PA, USA, 2006.
- BSI BS EN 12390-6: 2009. Testing hardened concrete. Tensile splitting strength of test specimens. In British Standard Institute; British Standard Institute: London, UK, 2000.
Figure 1.
The experimental work design.

Figure 2.
The particle size distribution of river sand and quarry dust.

Figure 3.
(a) Expansion of concrete mix produced at 5% replacement of untreated aluminum (Al) dross and (b) concrete mix produced at 5% replacement of treated Al dross.
Figure 3.
(a) Expansion of concrete mix produced at 5% replacement of untreated aluminum (Al) dross and (b) concrete mix produced at 5% replacement of treated Al dross.

Figure 4.
Compressive strength of 7- and 28-day concrete mixes.

Figure 5.
Deterioration of concrete at 30% Al dross replacement.

Figure 6.
The flexural strength of 7-and 28-day concrete mixes.

Figure 7.
The split tensile strength of 7-and 28-day concrete mixes.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Characteristics of cement.
| Description | Unit | MS EN 197-1:2014 CEM I 52.5 N | OPC CEM I 52.5 N Grade |
|---|---|---|---|
| Chemical composition | - | - | - |
| Chloride content (Cl) | % | 0.1 max. | 0.01 |
| Loss in ignition (LOI) | % | 5.0 max. | 3.3 |
| Insoluble residue | % | 5.0 max. | 0.5 |
| Sulphate content (SO3) | % | 3.5 max. | 3.0 |
| Physical properties | - | - | - |
| Soundness | mm | 10 max. | 0.5 |
| Specific surface by Blaine | cMix2/g | - | 4022 |
| Setting time | - | - | - |
| Initial | min | 45 min. | 136 |
| Final | min | 600 max. | 190 |
| Compressive strength | - | - | - |
| 2 days | MPa | 10.0 min. | 27.1 |
| 28 days | MPa | 52.5 min. | 57.1 |
Note: Min. is minimum, Max. is maximum. OPC: Ordinary Portland cement
Table 2.
Chemical composition of cement, aluminum dross, and fly ash.
| Property | OPC (%) | Aluminum Dross (%) | Fly Ash (%) |
|---|---|---|---|
| Alumina (Al2O3) | 6 | 19.96 | 27 |
| Lime (CaO) | 62 | 18.09 | 4 |
| Iron oxide (Fe2O3) | 4 | 0.41 | 29 |
| Magnesium oxide (MgO) | 0.8 | 0.52 | 0.6 |
| Silica (SiO2) | 22 | 57.81 | 61 |
Table 3.
Physical characteristics of river sand and quarry dust.
| Property | River Sand | Quarry Dust |
|---|---|---|
| Specific gravity | 2.64 | 2.75 |
| Fineness modulus | 2.32 | 2.40 |
| Moisture content (%) | 1.14 | 1.23 |
| Water absorption (%) | 1.11 | 2.91 |
| Bulk density (kg/m3) | 1420 | 1730 |
Table 4.
The mix proportions for 1 m3 concrete.
| Type | Phase | First Phase | Second Phase | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mix | MIX1 | MIX2 | MIX3 | MIX4 | MIX5 | MIX6 | MIX7 | MIX8 | MIX9 | |
| Cementitious Materials | % of cement | 100 | 80 | 75 | 70 | 65 | OP | OP | OP | OP |
| Cement (Kg/m3) | 350 | 280 | 262.50 | 245 | 227.50 | 262.50 | 262.50 | 262.50 | 262.50 | |
| % of fly ash | 0 | 15 | 15 | 15 | 15 | 15 | 15 | 15 | 15 | |
| Fly ash (Kg/m3) | 0 | 52.50 | 52.50 | 52.50 | 52.50 | 52.50 | 52.50 | 52.50 | 52.50 | |
| Aluminum dross (%) | 0 | 5 | 10 | 15 | 20 | OP | OP | OP | OP | |
| Aluminum dross (Kg/m3) | 0 | 17.50 | 35 | 52.50 | 70 | 28 | 28 | 28 | 28 | |
| Fine Aggregates | % of sand | 100 | 100 | 100 | 100 | 100 | 90 | 80 | 70 | 60 |
| Sand (Kg/m3) | 645 | 645 | 645 | 645 | 645 | 580.50 | 516 | 451.50 | 387 | |
| % of quarry dust | 0 | 0 | 0 | 0 | 0 | 10 | 20 | 30 | 40 | |
| Quarry dust (Kg/m3) | 0 | 0 | 0 | 0 | 0 | 64.50 | 129 | 193.50 | 258 | |
| Coarse Aggregate | % of crushed granite | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| Crushed granite (Kg/m3) | 1290 | 1290 | 1290 | 1290 | 1290 | 1290 | 1290 | 1290 | 1290 | |
| Water (Liters) | 157.50 | 157.50 | 157.50 | 157.50 | 157.50 | 157.50 | 157.50 | 157.50 | 157.50 | |
OP = Optimal Percentage.
Table 5.
Coefficients of uniformity and curvature of river sand and quarry dust.
| Property | Coefficient of Uniformity (Cu) | Coefficient of Curvature (Cc) |
|---|---|---|
| River sand | 7.35 | 1.86 |
| Quarry dust | 6.75 | 1.13 |
Table 6.
Slump values of concrete mixes.
| Mix | MIX1 | MIX2 | MIX3 | MIX4 | MIX5 | MIX6 | MIX7 | MIX8 | MIX9 |
|---|---|---|---|---|---|---|---|---|---|
| Slump value (mm) | 100 | 100 | 112 | 90 | 88 | 109 | 110 | 94 | 89 |
Table 7.
Water absorption values of concrete mixes.
| Mix | MIX1 | MIX2 | MIX3 | MIX4 | MIX5 | MIX6 | MIX7 | MIX8 | MIX9 |
|---|---|---|---|---|---|---|---|---|---|
| Water absorption (%) | 3.10 | 2.90 | 2.70 | 3.30 | 3.50 | 2.73 | 2.69 | 3.16 | 3.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Elseknidy, M.H.; Salmiaton, A.; Nor Shafizah, I.; Saad, A.H. A Study on Mechanical Properties of Concrete Incorporating Aluminum Dross, Fly Ash, and Quarry Dust. Sustainability 2020, 12, 9230. https://doi.org/10.3390/su12219230
AMA Style
Elseknidy MH, Salmiaton A, Nor Shafizah I, Saad AH. A Study on Mechanical Properties of Concrete Incorporating Aluminum Dross, Fly Ash, and Quarry Dust. Sustainability. 2020; 12(21):9230. https://doi.org/10.3390/su12219230
Chicago/Turabian StyleElseknidy, Mohamed Hamdy, Ali Salmiaton, Ishak Nor Shafizah, and Ahmed Hassan Saad. 2020. "A Study on Mechanical Properties of Concrete Incorporating Aluminum Dross, Fly Ash, and Quarry Dust" Sustainability 12, no. 21: 9230. https://doi.org/10.3390/su12219230
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.