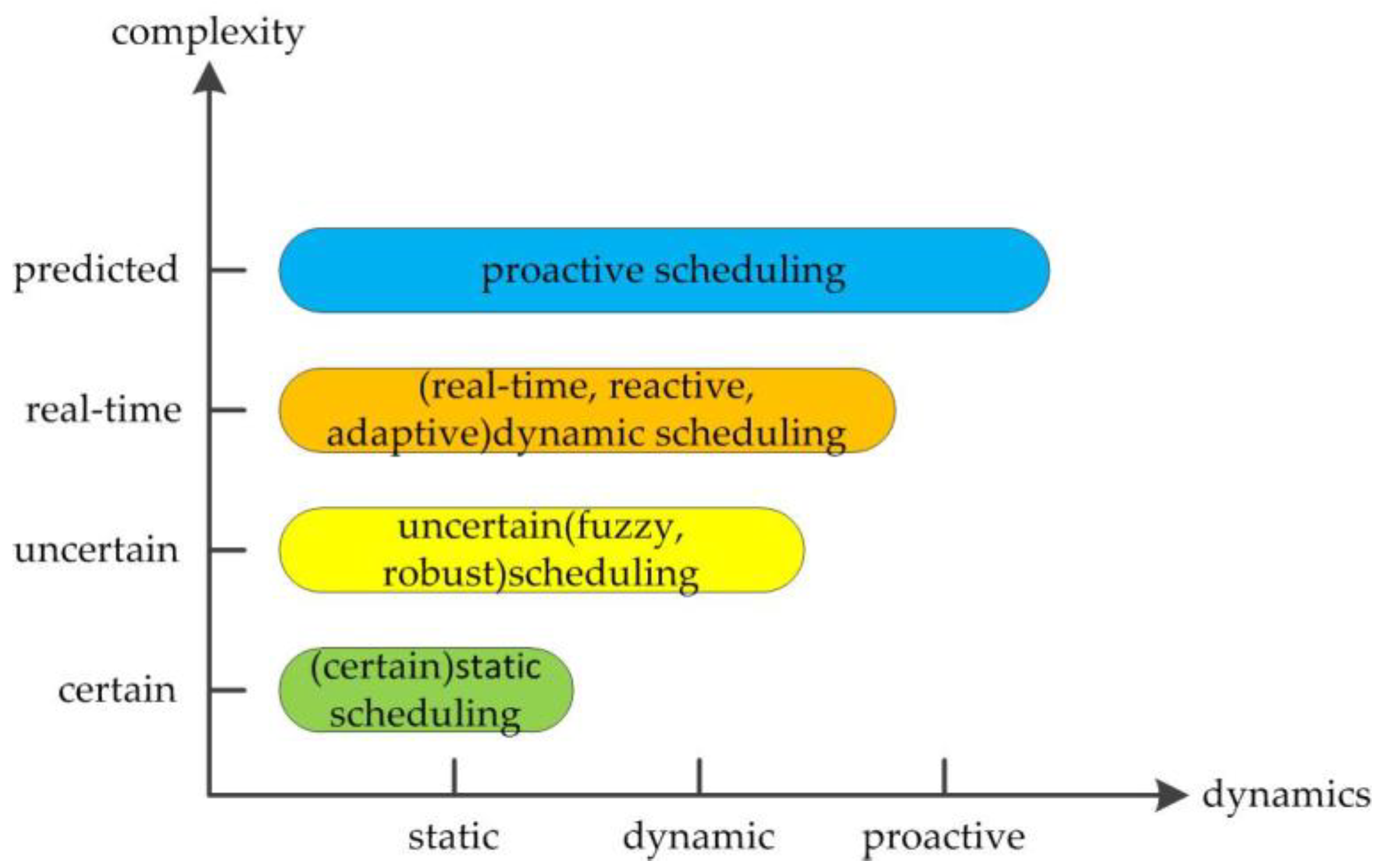
The scheduling scheme is modified or rescheduled in the case of high dynamics and occurrence of abnormal events during the dynamic scheduling. The occurrence of abnormal events is predicted in advance based on real-time and historical data onto the production site during the proactive scheduling, so as to reallocate manufacturing system resources. The goal is to minimize the impact on disturbances on scheduling performance. At present, many scholars have conducted research on dynamic scheduling. For example, Zheng et al. proposed a dynamic scheduling method based on neuroendocrine regulation mechanism, which flexibly responds to uncertain disturbances in production workshop based on the principle of hormone regulation [
2]. Based on genetic algorithm and tabu search algorithm, Zhang et al. solved the problem of arbitrary workpiece insertion and machine fault with the workshop [
5]. Zakaria et al. solved the problem of new order insertion based on genetic algorithm; the rescheduling method matched the recombination and non-recombination strategies and adjusted new orders according to the idle time of the machine [
6]. Vieira et al. proposed a new rescheduling system, which described rescheduling strategies and methods [
7]. Umar et al. applied hybrid multi-objective genetic algorithm, aiming at optimizing the maximum completion time, traveling time of an automatic guided vehicle (AGV), and delay penalty, and the optimal scheme for scheduling and path selection was generated [
8]. Dong et al. implemented integrated scheduling for processing machines and AGV with an improved genetic algorithm [
9]. Using a heuristic algorithm and genetic algorithm, Rahman et al. solved the problem of order receiving in permutation flow-shop scheduling (PFS) [
10]. Li et al. proposed a discrete optimization algorithm based on teaching learning (TL) to solve the problem of job-shop rescheduling, which embedded an improved iterative greedy local search algorithm to improve the searchability of teaching-learning algorithm [
11]. Liu et al. proposed a multi-objective flexible dynamic scheduling algorithm based on adaptive genetic algorithm, which achieved the real-time scheduling function of machine fault, processing task changing, and periodic rescheduling based on a hybrid rescheduling strategy driven by events and cycles [
12]. Li et al. designed a flexible job-shop scheduling method of uncertain environment, which can adapt to three kinds of disturbances such as order transaction, operation delay, and machine fault [
13]. Setiawan et al. developed a scheduling algorithm for a flexible manufacturing system, which takes into account the factors of tool fault and tool life [
14]. Rokni et al. adopted the Pareto-optimality concept combined with fuzzy set theory to optimize the pipe spool fabrication shop scheduling [
15]. Taghaddos et al. proposed the simulation-based auction protocol (SBAP) to realize the effective allocation of resources and satisfaction of various constraints [
16]. In terms of proactive scheduling, Wang et al. proposed a knowledge-based proactive scheduling method, which applies the multi-objective evolutionary algorithm of elite non-dominant sorting to solve the problems of machine failure and degradation [
17]. Rahmani provided a proactive-reactive approach to a two-machine flow shop system, considering uncertain processing time and unexpected machine failure [
18]. Cui et al. dealt with the integration of production scheduling and maintenance planning through optimizing the bi-objective of quality robustness and solution robustness for flow shops [
19].
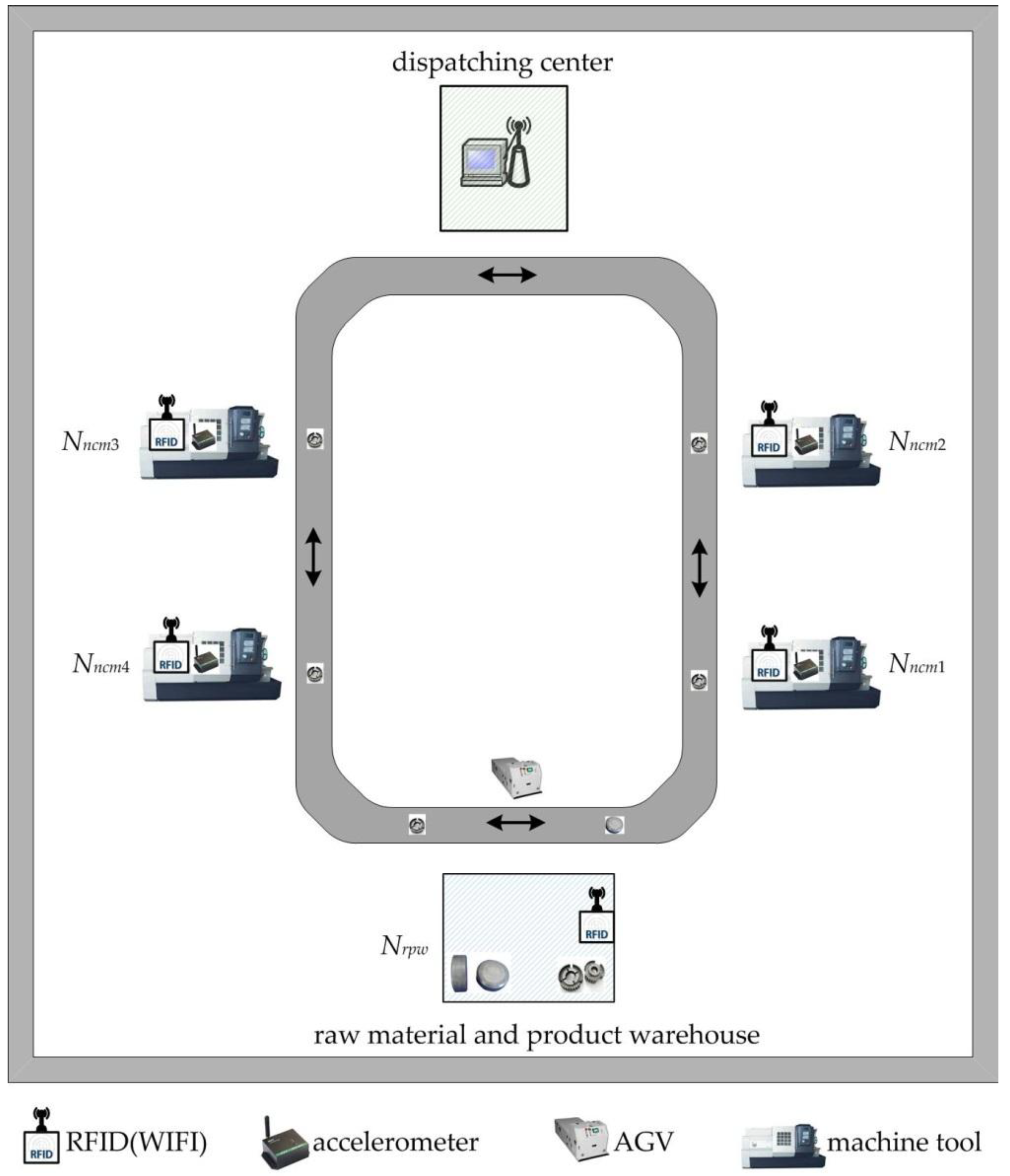
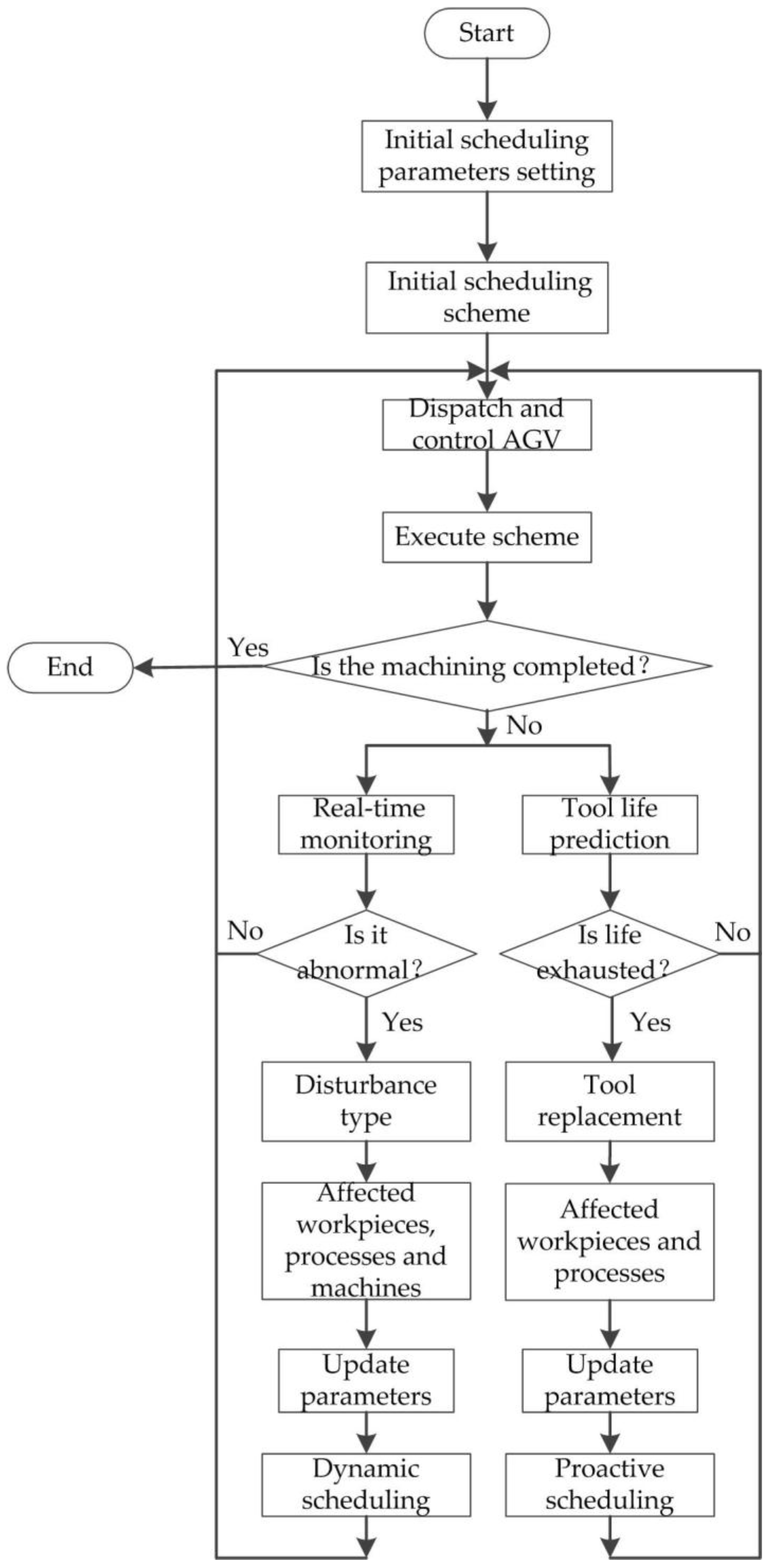
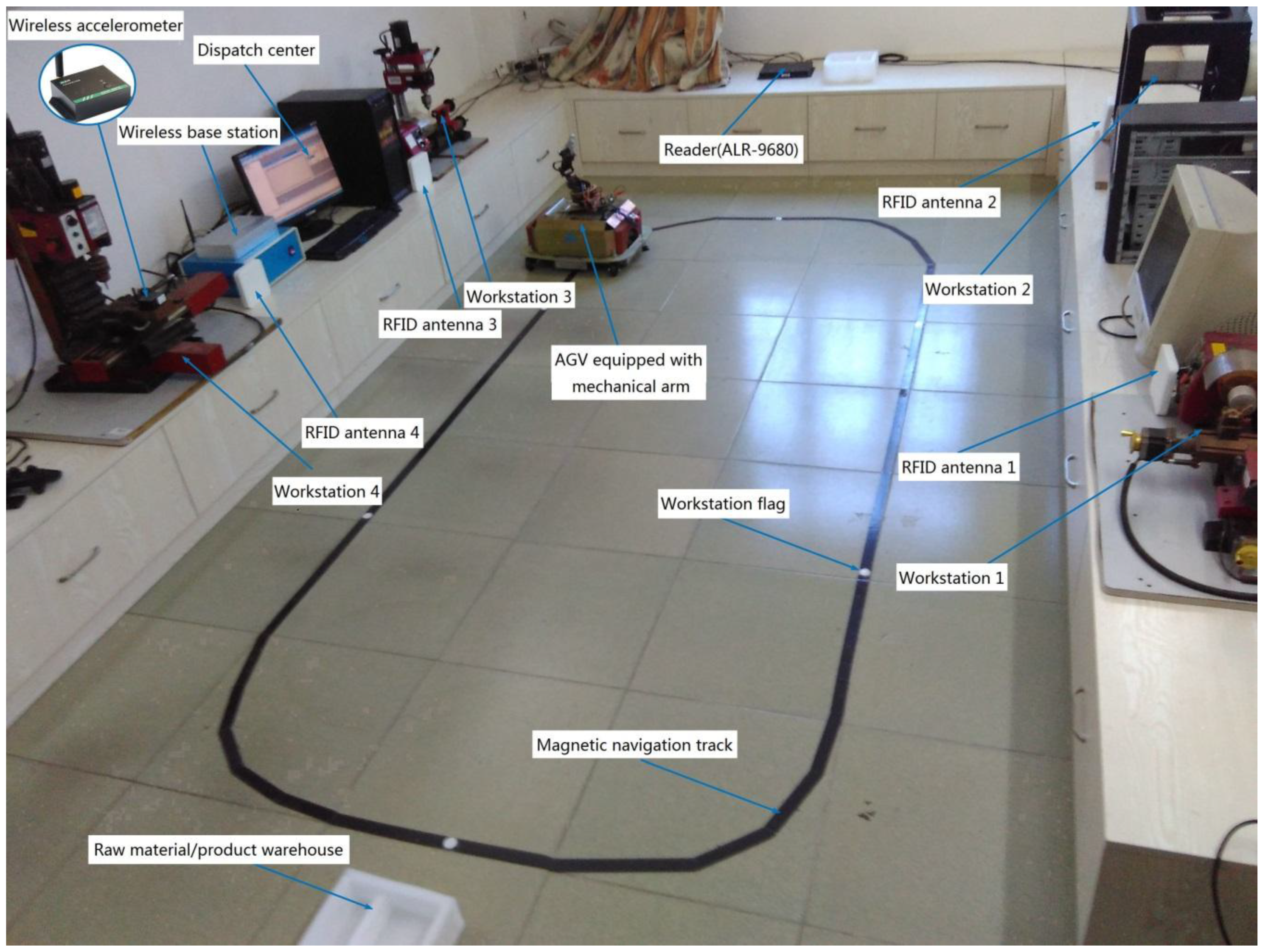
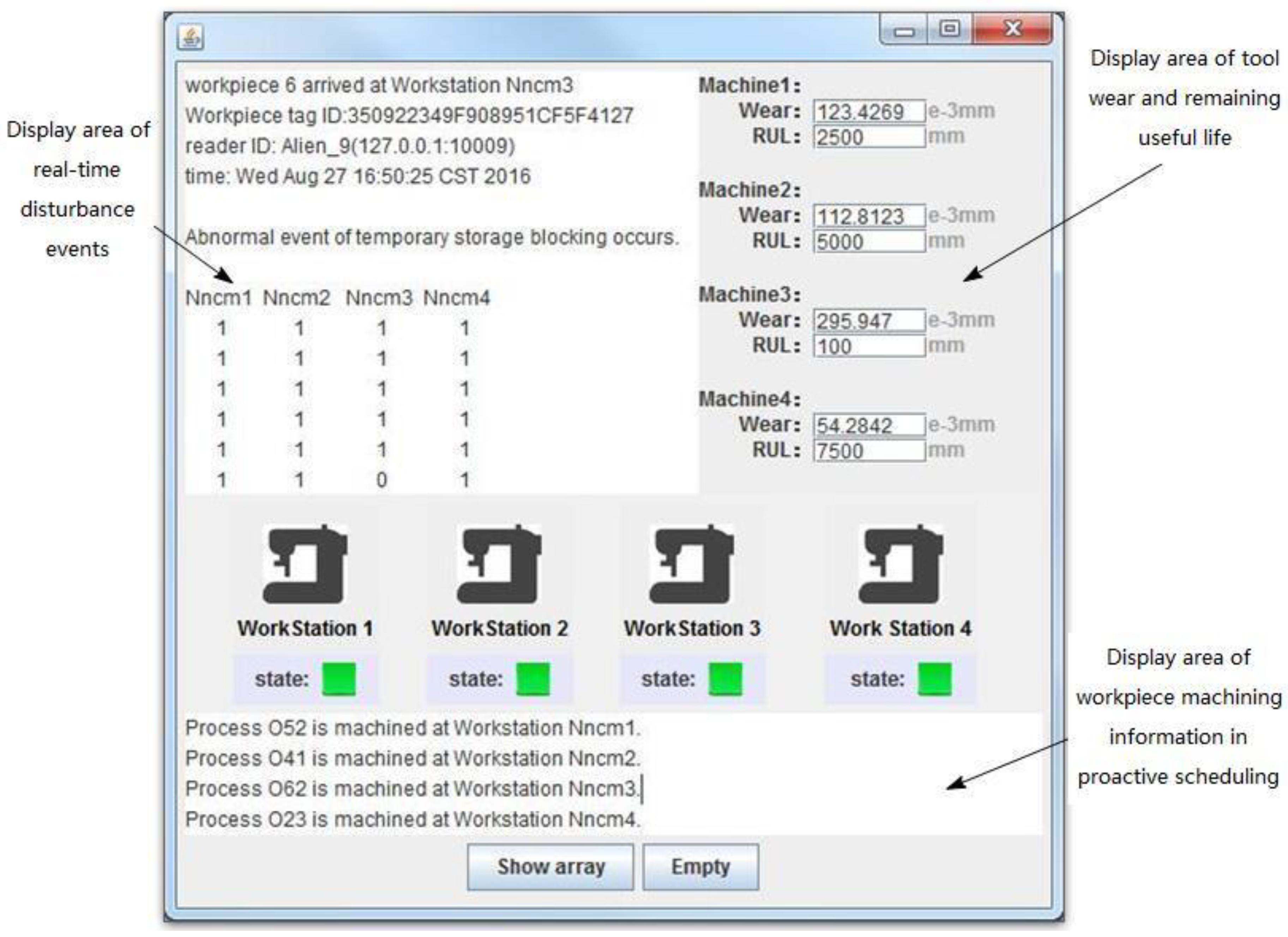
Most research on production scheduling focuses on isolated scheduling schemes, and the scheduling optimization algorithms mostly adopt a heuristic algorithm or a hybrid intelligent algorithm. The occurrence of disturbances is assumed randomly, and scheduling schemes for different disturbances are obtained through abstract simplification, which are not verified in actual production workshop. However, in the actual environment of manufacturing, the disturbances often occur randomly, and it is not just a scheduling scheme to deal with abnormal events. Different scheduling schemes need to be adopted according to the real-time monitoring in the manufacturing workshop and the disturbances predicted through the monitored data. Based on the wisdom manufacturing mode, which is put forward, the abnormal events are monitored by RFID in the bottom layer of a physical production system and a wireless accelerometer is used to monitor tool vibration and predict tool life. This paper focuses on the proactive scheduling scheme for job-shop based on abnormal event monitoring of workpieces and remaining useful life prediction of tools, which contains dynamic scheduling to respond to abnormal conditions in real-time and proactive scheduling driven by predicted events, and the real job-shop experiment platform is built to validate the scheme.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}