
Latest Advances in Waste Plastic Pyrolytic Catalysis



Department of Chemical Engineering, Faculty of Science and Engineering, University of Hull (UoH), Kingston upon Hull HU6 7RX, UK
*
Author to whom correspondence should be addressed.
Processes 2022, 10(4), 683; https://doi.org/10.3390/pr10040683
Submission received: 28 February 2022
/
Revised: 24 March 2022
/
Accepted: 28 March 2022
/
Published: 31 March 2022
(This article belongs to the Special Issue Green Production of Carbonaceous Materials from Biomass and Waste Plastics)
Abstract
:With the increase in demand for plastic use, waste plastic (WP) management remains a challenge in the contemporary world due to the lack of sustainable efforts to tackle it. The increment in WPs is proportional to man’s demand and use of plastics, and these come along with environmental challenges. This increase in WPs, and the resulting environmental consequences are mainly due to the characteristic biodegradation properties of plastics. Landfilling, pollution, groundwater contamination, incineration, and blockage of drainages are common environmental challenges associated with WPs. The bulk of these WPs constitutes polyethene (PE), polyethene terephthalate (PET) and polystyrene (PS). Pyrolysis is an eco-friendly thermo-chemical waste plastic treatment solution for valuable product recovery, preferred over landfilling and incineration solutions. In this extensive review, a critical investigation on waste plastic catalytic pyrolysis (WPCP) is performed, including catalyst and non-catalyst applications to sustainably tackle WP management. Current catalysis techniques are revealed, and some comparisons are made where necessary. Common pyrolytic products and common shortcomings and errors related to WP catalysis were also identified. The benefits of catalysts and their applications to augment and optimise thermal pyrolysis are emphasised. With all these findings, and more, this paper provides reassurance on the significance of catalysis to industrial-scale applications and products and supports related WPCP research work concerning the environment and other beneficiaries.
1. General Introduction
Pyrolysis has continued to make waves in the plastic world, chemical, chemistry and biomedical industries for years now, with thermal pyrolysis serving as a fundamental process. Pyrolysis is defined as the thermal breakdown of organic materials (plastics in this case) upon heat application without the presence of oxygen or at reduced air conditions [1]. Operating temperatures linked to thermal pyrolysis with waste plastics as feedstock can reach up to 627 °C [2]. Demirbas [2] utilised a stainless-steel tube reactor to thermally pyrolyse municipal waste plastics (MWPs) of PE, PS, and polypropylene (PP) to produce gasoline range fuels. The reaction temperature ranges from about 280 °C to 627 °C. A reaction temperature of 627 °C is, no doubt, a massive quantum of heat energy and may not be economically viable, especially in the context of industrial-scale pyrolysis processes. High reaction temperatures, among other operating factors, pave the way to utilising catalysts to cut down on high energy inputs and product optimisation, among other reasons. As such, product quantity and quality can be affected. However, temperatures associated with thermal pyrolysis can fall to around 400–600 °C, an approximated temperature range utilised in work done by Zafar [3] to produce pyrolytic liquid fuel from waste plastics. The condition under which a catalyst is used to support thermal pyrolysis is referred to as catalytic pyrolysis or catalysis. Catalysts are known for their characteristic property of speeding up reaction processes. A catalyst can be any material that enhances a reaction rate without necessarily being used during the process [4].
Generally, pyrolysis is a process with huge potential leading to the production of valuable petrochemical products sourced from waste plastics and/or other organic materials. With this process, the reliability of petroleum/crude oil for energy generation can be reduced and/or altered. Additionally, with pyrolysis, the environmental challenges resulting from waste plastics can be addressed in an environmentally friendly manner. Unlike some other popular chemical processes, pyrolysis is eco-friendly, giving rise to alternative solutions with respect to landfilling and greenhouse gases reduction such as carbon-monoxide (CO) and carbon dioxide (CO2) emissions. Butler et al. [5] showcased a typical case study wherein plastic constituents such as ethane, propane, naphtha, and gas oil (as in the case of benzene) were used to derive useful products. Some of these products include ethene, propene and benzene together with the final/intermediate products of PE, polyvinylchloride (PVC), PS and PP. All these products can serve as alternatives to conventional petroleum products and lessen our dependability on them. As highlighted above, a range of petrochemical products can be produced with pyrolysis. To achieve this, pyrolysis operating parameters such as feedstock, reaction time, temperature, and catalysts, among other factors, are utilised. Pyrolysis that involves a feedstock without any catalyst can be considered as the baseline of the pyrolysis processes. Such pyrolysis is popularly referred to as thermal pyrolysis. Thermal pyrolysis can take different forms. For example, it can take the form of a co-pyrolysis. Co-pyrolysis involves a mixture of two or more feedstocks such as waste plastics and a biomass material under an inert atmosphere [6]. Sequential pyrolysis can be viewed as another form. This refers to a customised approach for the enhancement of formationrates of pyrolysis to be as direct and precise as possible, getting rid of imprecisions that may be due to variations in feedstock sample size [7]. Co-pyrolysis can be subjected to a sequential process. Sequential pyrolysis was utilised in research work carried out by Syamsiro et al. [8] to produce gasoline and diesel oil with MWPs as feedstock. Inarguably, MWPs are the major components of municipal solid wastes (MSW). Demirbas [2] reported that PE and PP are the core constituents of MWP. In general, sequential pyrolysis of MWP or any of its respective composite waste plastics gives rise to pyrolysis optimisation. If aided with a catalyst, better optimised results are obtained as shown in work by Syamsiro et al. [8]. Commercial Y-zeolite and natural zeolite catalysts are used with MWP [8]. These pyrolyses operate under inert conditions and can be subjected to a catalytic application, if necessary, for their optimisation and/or performance quality.
This literature review presents a deeper look into catalysts and their applications, including the shortfalls of non-catalyst use (which can be linked to thermal pyrolysis), an extensive investigation into catalytic pyrolysis and a detailed summary of the common waste plastic pyrolytic products. These provide a broader insight into the limitations surrounding thermal pyrolysis by exploring the capacities underlying catalyst applications that research has shown to be pivotal in solving the limitations with their thermal pyrolysis counterpart. This review is geared towards aiding research work on waste plastic pyrolysis (WPP), including industrial-scale applications, by showcasing a summary of the research work on WPCP and pyrolysis in general. The main objective of this literature review is to critically analyse cutting-edge experimental research work on catalytic pyrolysis to tackle the limitations associated with its thermal counterpart for industrial and societal benefits, among others. The review analyses these reports and points out some underperformances in the field, such as whether pyrolysis is done in a vacuum or not, as well as research gaps associated with homogeneous catalysis and catalyst work in general. The significant potentials of catalysis are revealed and a range of products that can be achieved by catalysis are described. The reason why heterogeneous catalysts are preferred over homogeneous catalysts in industrial applications, yield optimisation via carbon chain length reduction, and whether or not homogeneous catalysis occurs in the solid phase are discussed. Recommendations are provided to enhance future studies and facilitate significant contributions in chemical and biomedical industries.
2. Catalyst and Non-Catalyst Use
As emphasised in this Section 2 below, the use of catalysts is dependent on a variety of parameters and conditions. The different parameters and conditions associated with the utilisation of a catalyst include, but are not limited to, cost, efficiency, and the difficulty of catalytic change [9,10,11,12]. Irrespective of these factors, the utilisation of catalysts (the most influential factor in catalytic pyrolysis) in plastic/polymeric pyrolysis is geared towards optimisation of chemical processes and ultimately the modification of new products. Among the core reasons for the utilisation of catalysts is the reduction of the length of carbon chains in pyrolysis products, which allows a decrease in the boiling point of the products [9]. With the boiling point being dependent on pressure, it can also be influenced by the presence of a catalyst. Though the boiling point of the product may decrease, it is worth noting that a catalyst does not impact the temperature of a reaction, nor does it have any effect on the relative stability of the reactants or products acquired. Clark [13] supported this in a commentary reporting the effect of a catalyst on reaction rate. However, Butler et al. [5] and Lee [14] stated that with a catalyst, the required pyrolysis temperature may be impacted. In their work leading to the production of diesel products at optimal boiling points ranging from 390–425 °C using a catalyst, the pyrolytic temperature was lowered as was the reaction time. Figure 1 indicates that work by Clark [13] showed that activation energy is impacted in that the speed of the reaction rises, the catalyst remains unused or unchanged, and a decrease in the activation energy occurs. The position of the activation energy was determined with the aid of a Maxwell-Boltzmann distribution curve. This means that the catalysts have the ability to lower the energy of transition states while increasing the stability of the reaction, thereby reducing the overall activation energy of the process.
As seen in Figure 1, the reactants are converted into the desired products by reduced activation energy impacted due to the presence of a catalyst. This is typical in chemical industries in which exothermic reaction temperatures are high [15]. With the influence of a catalyst, these high temperatures are not allowed to continue for many hours, thereby redirecting the reaction process to a shorter pathway.
The pyrolytic process is considered optimised in this sense, owing to the presence of the catalyst. An example of this can be observed in the role catalysts play in fluidised bed reactors in which great mixing of the fluid is attained offering a large surface area for the reaction to take place [16]. In addition to this, catalysts are used for the improvement of the quality of pyrolytic products during the operation of a range of reactors and related equipment [17]. Work by Beltrame et al. [18], showed that catalytic pyrolysis of LDPE resulted in valuable resource recovery, thus reducing the waste plastic problems. On the other hand, Sarker et al. [19] concluded that the presence of a (HZSM-5) catalyst in their experimental research with HDPE, augmented the reaction rate and an increase in liquid fuel quality was attained. As such, the application of catalysts continues to increase in both lab-scale research and in the traditional chemical industry. A catalyst facilitates degradation of hydrocarbons (HCs), giving rise to lighter ones. This is seen in work done by Syamsiro et al. [8], where commercial Y-zeolite and natural zeolite catalysts were used to further crack liquid fuel oil molecules (heavier HCs) into gaseous fractions (lighter HCs), thereby reducing the quantity of the liquid and increasing the gas yield. This is unlike ‘non-catalysts,’ in which no catalyst is utilised, as the name implies. This is referred to as thermal cracking or thermal pyrolysis. In a study by Murata et al. [20], thermal cracking was related to a high energy, endothermal process with temperatures ranging from 350–500 °C, whereas Demirbas [2], and Mastral et al. [21] studied the effect of thermal pyrolysis at temperatures ranging from approximately 500–650 °C for product optimisation. From experimental investigations over the years, it has been established that the products obtained from non-catalytic PE pyrolysis contain a large fraction of 1-alkenes and dialkenes [9]. Pyrolytic products constituting low-end HCs, such as 1-alkenes and dialkenes, are considered low-grade materials. Waste plastic thermal pyrolysis (WPTP) has a range of limitations, including the need for increase of product quality and/or quantity, process optimisation, and the location of thermal pyrolysis plants near catalytic pyrolysis plants, among other holdbacks [22]. Mostly, catalytic applications are on conducted with PEs being that their pyrolytic products constitute heavier HCs, unlike yields from PP and PS, which constitute lighter HCs [17]. In work by Miandad et al. [23], higher yields were attainable with the support of a modified thermal activation natural zeolite (TA-NZ) catalyst for PS pyrolysis in comparison to PE, PP and PET that were also tested individually. Gao [17] showed that some catalysts are applied mainly to reduce unsaturated HCs in plastics, thereby fostering the yield of aromatics and naphthenes. This is believed to drastically increase the stability and cetane number of oil products. A comparative view of this is shown in work by Aguado et al. [11], in which LDPE, HDPE and PP were considered. They showed the percentage weight of conversion for each of the waste polyolefins after thermal cracking with respect to Al-Beta (F), with Al-Ti Beta (x) being the highest. HDPE showed the least weight conversion trend for the respective individual plastics. This is attributed to their long, heavy, and compact bonds of polymeric HC chains that require much higher temperature than those in LDPE, or in the worst-case scenario of PP and PS whose products are known to consist of light HCs [17]. Lee & Shin [24] established that product stream quality could be improved by a concurrent input temperature decrease during pyrolysis using acid catalysts, either in situ in the reactor [25] or online in the reformation of volatile pyrolysis products [26]. One major benefit of this is that it fosters the conversion of complex waste plastic materials to useful fuels with reduced energy input, since most plastics thermally disintegrate at a significantly higher temperature ranging from 400–450 °C [27]. However, how these catalysts are applied, especially their pathways, is important. Matayeva et al. [28] referenced Wang et al. [29] and replicated their idea correlating chemical reactions for biomass catalytic pyrolysis with fundamentally associated pathways in pyrolysis. A total of seven main pathways including deoxygenation, cracking, aromatisation, ketonisation, aldol condensation, hydro-treating and reforming were established.
In summary, products obtained with thermal pyrolysis are not optimal, as emphasised in much research work. Yansaneh & Zein [22] shared a critical overview of work in the literature on WPTP, and as explained above. With the application of a catalyst in pyrolysis, optimal properties were attainable. This is among the key reasons for the design and application of catalysts in industries where reaction temperatures can be very high. Generally, a catalyst is known to have the capability to reduce the amount of heat released, by industries, as described by Liao & Liu [30]. They further reported the significance of the catalyst in upgrading the fuel oil yield obtained in non-catalyst pyrolysis from about 55% to 75% upon the incorporation of a catalyst. In work by Aguado et al. [11], under the same operating conditions, except for the application of a zeolite beta catalyst, the fuel yield was substantially greater than in the case with no catalyst. Other details on zeolite catalysts, including their structures, are discussed in Section 3.1 below. Thus, the catalytic deoxygenation of pyrolysis has proven effective in increasing oil yield. Without catalysts or catalysis, products such as fertilisers, refined crude oil, and plastics, among other products, may not be available. However, other pyrolytic factors such as reaction time, pyrolysis temperature, and feedstock, among others, can impact yields.
Some Other Influential Factors
In catalytic pyrolysis, other influential factors are associated with this process leading to the optimisation of pyrolytic yields and/or the reaction itself. Some of these factors have already been highlighted in Section 2. The essence of these factors is linked to the molecular structure alteration of the resulting products. These factors are referred to as ‘some other influential factors’ in this paper.
Research surrounding waste plastic catalysis and pyrolysis in general has continued to increase in the chemical and chemistry industries. Khan et al. [31], and Ahmad et al. [32] utilised HDPE to produce pyrolytic fuel oil. HDPE thermally pyrolysed the plastics into diesel fuel at a reaction temperature range of 330 °C to 490 °C with the aid of a laboratory scale externally heated fixed bed pyrolysis batch reactor, with a stainless-steel reactor to produce conventional petrol-fuel substitutes via catalytic pyrolysis. In efforts to yield these petrol-fuel substitutes, Ahmad et al. [32] investigated the catalytic activities of metals and metal oxides (ZnO, MnO2, Fe2O3, CoO, and NiO) and impregnated waste brick kiln dust (WBKD) via the Incipient Wetness method. Among these, ZnO-impregnated WBKD was found to be highly active.
Tiwary & Guria [33], Manos et al. [34], Wallis & Bhatia [35], and Sharratt et al. [36] studied the role of waste plastic feedstock for pyrolysis and the influence of pyrolysis temperature. Wallis & Bhatia [35] utilised HDPE in their mathematical model kinetic study of thermal pyrolysis by experimenting with the feedstock at three distinct isothermals of 375, 385 and 400 °C at a heating rate of 30 K/min. The idea was to minimise the decomposition of the feedstock during the initial heating stage and run the process at as low a temperature as possible. The heating rate was decreased to 5 K/min. Tiwary & Guria [33], Manos et al. [34], and Sharratt et al. [36] incorporated a catalyst that tackled processes with high reaction temperatures. Residence time is another significant factor of pyrolysis that can be affected by reaction temperature, feedstock quality and quantity, among other factors. Zhao et al. [37] investigated the effect of pyrolysis temperature and heating rate to produce fuel oil and solid residues in an autoclave reactor using a range of plastics including polycarbonate (PC), high impact polystyrene (HIPS), PP and others. The autoclave was subjected to temperatures as high as 350 °C with a long residence time of 60 min before spontaneously cooling to ambient conditions. Under these operating conditions, yields with PP were as high as 91%. In summary, the general factors associated with catalytic pyrolysis comprise catalyst application, catalyst type, the chemical composition of the feedstock, cracking or decomposition temperature and heating rate, residence time, operating pressure, and reactor type.
Since pyrolysis is carried out under inert conditions, reactive additives such as air, hydrogen and oxygen are potential influencing factors. These factors can be present in a reaction or reaction system because the pyrolysis process is not done in a vacuum. Hence, there is the need for further pyrolysis (secondary cracking) processes which affect the primary products. Nonetheless, secondary cracking is largely due to other factors such as long residence time, low heating rate, and even high pressure [38,39]. Normal secondary cracking that happens during the pyrolysis of PE usually gives rise to secondary cracking, while the opposite is seen with PS pyrolysis. The difference observed in their primary yields may be responsible for this since the primary yield for PE constitutes a greater proportion of HCs, with carbon chains of 80 or more. According to Serrano et al. [40], PS, PP, PVC, and PET have lower weight HCs than PEs, thus secondary cracking favours PEs.
One supplementary factor that influences pyrolysis is reflux rate. In addition to the ‘other factors’ mentioned above that affect secondary cracking, reflux rate is one extra factor that does too. The reflux ratio is the liquid return ratio with respect to the column and is divided by the liquid yield [41]. It is essential to note that a reflux ratio for a normal reaction is about 1.2 to 1.5 [42]. It has been established that heavy HCs are converted into lighter HCs during secondary cracking, including gas and liquid yields. Buekens [43] supported this in their work that showing the conversion process reduces 1-alkenes and α, ω-dialkenes yield drastically. Irrespective of this significant change in the conversion process, the reaction can be controlled, and reflux rate is key among those factors that can enhance this. This control is affected by adjusting the reflux rate of the primary products [43]. Secondary cracking is supported by high temperature because HCs are associated with higher boiling points. Viscosity is crucial at this juncture. The relationship between viscosity and boiling point of HCs is directly proportional, but the former is inversely proportional to reflux rate. As such, the viscosity of the pyrolytic liquid attained under a high reflux rate process is lower [44].
3. Catalytic Pyrolysis
Catalytic pyrolysis is chemical pyrolytic recycling that involves the addition of extra material(s), and catalyst gearing towards the handling of the feedstock (waste plastics in the case of polymeric pyrolysis of waste plastics) under inert conditions [45]. Catalytic pyrolysis, otherwise termed pyrolytic catalysis, significantly impacts various industries and disciplines. Pyrolytic catalysis is significant for benign process acquisition with reference to the pharmaceutical, material, and chemical industries [46]. This pyrolysis process constitutes catalytic degradation recycling that can yield higher quality products than those by thermal degradation when subjected to low temperatures [47]. As discussed above, research in pyrolysis has been conducted in the past, and it is believed further findings will be uncovered concerning catalyst types and quantity relevant to pyrolysis.
A range of catalysts is being developed and used. The most used catalysts include solid acid catalysts such as zeolite, silica-alumina, the Fluid Catalytic Cracking catalyst (FCC), Mobil Composition of Matter No. 41, MCM-41 [47,48,49,50], and bifunctional catalysts [51]. Largely, in the case of acidic catalyst degradation in relation to cracking reaction, the molecular weight of the polymer chain can be reduced rapidly, in which case carbonium ion intermediates switch hydrogen and carbon atom positions thereby producing isomers of high quality. This is evident in work done by Milne et al. [52]. Technically, this means that catalysts foster the optimisation of reactions and the resulting products. This gives rise to the effectiveness of other pyrolysis operating parameters. For example, Abnisa & Daud [6] revealed that the presence of a catalyst in thermal pyrolysis could be a game-changer, with respect to the complexities of bio-oil yields, by significantly impacting HC chain lengths. Other research has shown, and continues to show, that reducing the chain lengths of HC products impacts their heating temperature and, thus, affecting boiling point is one of the purposes of catalyst use. In a catalytic pyrolysis study done by Miandad et al. [23], liquid fuel oil produced with PS was produced in high yield with the support of a thermally activated modified natural zeolite (TA-NZ) catalyst. High yields of desired materials, improving miscibility with refinery streams, lowering pyrolysis reaction temperatures, and increasing chemical and physical stability are among the core reasons for the application of catalysts [53]. Catalysts with such characteristics are considered to be ‘good’; but how is a catalyst determined by being ‘good’? Adnan et al. [53], showed that approximately 100% attainment was possible with their zinc bulk catalysts (a heterogeneous catalyst). A response of such scale is undoubtedly a display of a ‘good catalyst’. Understandably, a good catalyst shows high activity. Notably, high activity allows the use of comparatively small reactors and operations under reasonable conditions. This small size of reactors reflects optimisation, and certainly, activity plays a significant role in catalyst effects, as mentioned earlier. Nevertheless, activity is not the lone vital property of a ‘good catalyst [9]. High selectivity for the desired products or yields is also important. To emphasise this, it is important that a catalyst retains its activity and selectivity for some time during the reaction process. Ideally, a catalyst does not change the total enthalpy and free energy of the reaction process [54]. Generally, the use of the catalyst is affected in this event, related to the rate of approach towards the end yield state of the reaction process. To date, it has been established that the type of catalyst used in pyrolysis can impact the type of catalytic pyrolysis process.
Broadly, catalysts can either be heterogeneous or homogeneous [55], as shown in Figure 2 below. The size of these two types of catalysts is drawn to reflect their use today, excluding biocatalysts. Foist [56] discussed these two types of catalysts as being the sole types. However, a biocatalyst is another catalyst type that has arisen in the chemistry and chemical industries, and is a third type with reference to Figure 2 below. Biocatalysts are highly influential in the food and medical industries, enzymes and cells being major constituents [57].
Catalysts involved in depolymerisation of polymeric waste plastics allow the production of low molecular weight, high-quality products, among other valuable materials. This is typical with homogeneous catalysts, generally divided into two forms, as shown in Figure 2. In processes involving this type of catalyst, the reactants, products, and catalyst(s) exist in the same phase. In contrast, heterogeneous catalysts are involved more in pyrolytic-based or gasification process. It is vital to note that acidic/basic and transition metal compounds are not only applicable in gasification processes. Though not too common, or associated with the chemistry industry, other catalyst types are single-atom and green catalysts. In work by Farnetti et al. [55], another catalyst type, the heterogenised catalyst, is mentioned. This type of catalyst is known to function in the same phase (for homogeneous catalysts) or a dissimilar phase (heterogeneous or heterogenised) [55]. The practical benefits of these catalysts in the real world depend on their development, and modifications being done on them at the lab-scale. Catalytic pyrolysis has been adopted in developed countries to treat mixed waste plastics, as depicted in Figure 3 below. This setup, a ‘catalytic pyrolysis upgrade technique for fuel separation’ is geared towards large-scale production and optimisation applications.
This process technique mainly encompasses a Knapper extrusion machine, pyrolysis reactor, catalytic upgrade reactor, fractionating tower, heating and temperature controller, separator for oil and water after condensation, and an oilcan. Together, these parts facilitate the pyrolysis process up to the separation of the fuel products. The waste plastic feedstock is fed into the extruder through the hopper by gravity and s mixed by shear heating, thereby converting the plastics into a melt for ease of pyrolysis. The plastic melt is then heated in the reactor under the influence of the catalyst. At this stage, the catalytic pyrolysis technique can be enhanced immensely. The limitations associated with WPTP is described by Yansaneh & Zein [22]. Limitations such as low quality and quantity yields, process optimisation, reactor efficiency, among others, can be solved to a large extent using this upgrade technique. The fractionating tower separates useful products into columns after fuel gases are condensed by the condenser. Heavy factions occupy the bottom column, and gases (the lighter HCs) float on the top column, as depicted in Figure 3. Heterogeneous catalysts are common and effective, as demonstrated by Wang et al. [58].
3.1. Heterogeneous Catalysts and Pyrolysis
The use of heterogeneous catalysts in pyrolysis is a promising technique that facilitates an increase of desired products at reduced temperatures [59]. These catalysts do not mix in their reaction with reactants (polymeric waste plastics) nor with their products, as depicted in Figure 4a below. This means the phase of the catalyst is not the same as that of the reactants or products, enhancing their recovery from the medium of interaction, making such catalysts pivotal factors in chemical reactivity control [60]. This is unlike the case for homogeneous catalysts. Generally, heterogeneous catalysts are solid compounds added to another solid or liquid or gas compound in a reaction mixture as illustrated in Figure 4b below, unlike homogeneous which are generally liquid or gas. This characteristic is key among other properties for their preference over homogeneous catalysts, especially for fuel oil and gas production in the chemical industry.
As seen from Figure 4a,b, these catalysts display characteristic properties of stability, ease of separation, measurement, and recyclability. These are distinctive properties that make a catalyst a ‘good’ catalyst as discussed in Section 3. Practical analysis of this type of catalyst is showcased below.
Empirically, heterogeneous catalysis are formed in various arrangements and are applicable to a variety of waste plastics, leading to the production of different products. Various research work in the past has used varieties of chemicals as catalysts for waste plastic recycling. In work by Adnan et al. [53], zinc bulk catalysts (Zn, ZnO and ZnCl2) and zinc metal catalysts were applied to expanded PS waste plastics. Among these, zinc bulk catalyst and Zn metal proved the best as per cost effectiveness with liquid fuel yield starting at 350 °C. The Zn metal catalyst constituted 99.9% granules. The heterogeneous catalysis of this catalyst led to the yield of liquid products, including the production of toluene and styrene monomers without mixing with the catalyst itself. This is an example of the schematic representation shown in Figure 4a,b. Adnan et al. [61] used the same type of waste plastics as feedstock, as did Adnasn et al. [53]. However, in their work, the investigation included the influence and reactivity of PET on the pyrolysis of PS using an Al-Al2O3 crystalline catalyst. This had a particle size ≤0.44 mm fine powder upon mechanical grinding. Approximately 20% of Al-Al2O3 was used in the pyrolysis per feed:catalyst ratio to produce a range of useful compounds including styrene and benzene. The effects of this process were subjected to other factors such as decomposition temperature and reaction time. Hydrogen as an energy carrier was produced from waste plastics and biomass using Ni-CaO-C, a novel catalyst developed using mainly Ni, CaO and C, in a co-pyrolysis/gasification process [62]. With reference to the catalytic activity of Ni-CaO-C, the Ni load and support ratios were varied to facilitate H2 production and CO2 absorption capability. The novel catalyst was prepared using a pH method after careful comparative investigation with impregnation and sol–gel methods. In another study done by Wu et al. [63], hydrogen was generated with a catalyst but with a different source of plastic material, PE. The catalyst used was a core-shell catalyst (Ni-Ce@SiO2), with the Ni-Ce core encapsulated in a silica shell to sinter the nanoparticles under increased temperature conditions. A cobalt oxide catalyst is another heterogeneous catalyst. Westerhaus et al. [64] used this catalyst in nitroarene reduction by pyrolysis, in which they reported a protocol for the preparation of their novel nanoscale cobalt oxide catalyst. They investigated a surface of carbon–nitrogen resulting in a significant yield of almost 100% with a conversion rate greater than 99%. This is a clear exhibition of superior reactivity.
In each of these catalysis studies, the catalysts did not mix with the reactants or the end products. Each kind of catalyst associated with heterogeneous catalysis is either bulk or supported, as depicted in Figure 2. These ‘supported catalysts’ range from metals, oxides, sulphides, nitrides, and carbides. Aguado et al. [9] did similar research work with these kinds of catalysts, assigning them to eight groups. These include aluminium pillared clays, conventional acid solids, mesostructured catalysts, super-acid solids, gallosilicates, metals supported on carbon, basic oxides and, most importantly, nanocrystalline zeolites. Nanocrystalline zeolites are among the most widely studied catalysts in experimental research on polyolefin pyrolysis and the most widely used in the petrochemical industries [65]. The effect of temperature is a fundamental factor in catalytic behaviour. Research has shown that high temperature is hugely influential in regeneration and pyrolysis associated with zeolites, especially (ZSM-5), due to their bulk alignment of silica [65]. Catalysts in the bulk phase have the capability to favour oxidation processes. With reference to [66], in experimental work on cobalt oxide catalysts, a Powered X-Ray Diffraction (PXDR) device was utilised to study the behaviour of the oxidation state of the cobalt oxide catalyst under various reaction conditions during a chemical reaction. Zeolites have a porous structure and are acidic with the elemental ratio of Si/Al. This elemental ratio is significant in the classification of zeolites [67]. Beta zeolite (β-coop) and alpha cavity (α-cavity) are crucial to the classification of the porosity and acidicity of zeolite catalysts, as shown in Figure 5. Faravelli et al. [68], and Kim [69] analysed the influential structural effects on pore openings in zeolites, with β-coop playing a strategic function. This is in alignment with the schematic of Figure 5. The β-coop of 6-openings gives rise to the formation of 12-ring pores, thereby establishing the channel wall of the catalyst, as shown in work done Faravelli et al. [68], and Kim [69]. As such, ‘other variant openings’ of four, six, eight and ten rings can be generated from within the chemical structure of zeolites, in multiple factors of 2. This is the rationale supporting their characteristic mesh-like structure, especially at a molecular size, with larger particle sizes prevented from sieving through the pores onto waste plastics (such as PEs) to reduce their HC chains as in a pyrolytic reaction (hydrocracking), as illustrated in Figure 5. These openings are characterised by basic units known as rings, which may vary from one heterogeneous catalyst to the next.
Notably, Obeid et al. [70] used zeolite catalysts on PE waste plastic bottles in which the polymeric chains were shortened to C10–C28, and pyrolytic fuel-like products were obtained. This depicts the essence of zeolite application for fuel yield rather than as a chemical feedstock. This analysis categorises zeolite as a catalyst and the reason why zeolite is immensely applicable in petrochemical industries, as described by Maesen [65].
The application of zeolite catalysts, as with other popular heterogeneous catalysts such as proton exchanged zinc metal catalysts and silica-alumina or (MgO), can influence various products with different waste plastics. Table 1 summarises a range of pyrolytic products that are attainable with the application of common heterogeneous catalysts on waste plastics. The table also accounts for other key operating parameters of the respective catalytic pyrolysis processes.
In Table 1, the experimental pyrolysis work investigated under the influence of catalysts is primarily in alignment with process optimisation, and hence, products yield quality and/or quantity. The significance of catalysts (with emphasis on heterogeneous catalysts) is shown for refined product yield in chemical industries. Some of the work shown in the table is related to equipment optimisation, such as Fivga & Dimitriou [83], which emphasised process scaling, mostly significant for industrial production. Process optimisation and equipment optimisation leads to product yield optimisation. A combination of both is critical in getting the most of optimisation.
3.2. Homogeneous Catalysts and Pyrolysis
Generally, and as mentioned above (Section 3.1), heterogenous catalysts do not mix; unlike homogenous catalysts. This implies that homogeneous catalysts are in the same phase (liquid or gas) with the reactants in solution [87]. Keane [88] described a heterogenous catalyst as a substance that can uniformly dissolve in a reaction mixture in a gaseous or liquid solution. As mentioned earlier, homogeneous catalysts are typically liquid or gas compounds whose end reaction process results in a single phase, as depicted in Figure 6b. The result is a uniform reaction mixture with no distinct reactant showing. It can be seen from Figure 6a that the resulting mixture of the two different liquid compounds ends up being uniform. Liquid ‘A’ reacting with liquid ‘B’ results in a miscible mixture of a single phase product ‘C’. A Ni/SiO2 aerogel is a homogeneous catalyst that Wang et al. [89] used in cracking an unknown quantity of decane in a comparative investigation. Aerogel is applicable in research fields of photo-catalysis, methane reformation, and other catalysis-related activities [90,91]. The wide application of this catalyst is related to its textural properties such as large specific area, low density, high temperature resistance and porosity.
Technically, there is a third phase (solid phase). Dorcheh & Abbasi [92], and Kakaei et al. [93] reported that some homogeneous catalytic reactions occur in the solid phase. This report contrasts with the report shared by Keane [88], as explained above and is in line with work by Kakaei et al. [93].
As reported by Casella [94], between 1993 and 2013, homogeneous catalysis experienced massive growth, with applicability to the polymerisation, organic synthesis, and pharmaceutical industries. This growth has continued to increase as pointed out in other research work including but not limited to, work carried out by Wang et al. [89] and Kakaei et al. [93].
Recovering the catalyst is typically complex or impossible because it is destroyed during the distillation process. There is no method of separation of the catalyst after the reaction. However, one big advantage of homogeneous catalysts is that they have significant contact with their reactants when the reaction is carried out. The role of the ‘contact’ and/or ‘contact process’ is key to the production of sulphuric acid (H2SO4), for instance. In fact, it is one of the most extensively utilised methods for its production [56]. With reference to Figure 6a this is synonymous with product C, i.e., a uniform mixture.
3.3. Biocatalysts and their Reactions
Even though heterogeneous and homogeneous catalysts remain popular in the chemical industry, biocatalysts have substantial importance in industrial processes [95]. The inroads biocatalysts continue to make are described in work by Kirimura & Ishii [96]. They refer to these catalysts as power-tools on the basis of syntheses of organic materials with regards to selectivity. This selectivity is subject to the influence of process conditions and atmospheric environments. As the name implies, these catalysts are derived from biological materials such as living systems. Ali et al. [97] described naturally stirring lipases known for their ability to execute transesterification reactions significant in producing biofuels. These catalysts are used in the biotechnological industry, pharmaceutical and medical applications [98]. Furthermore, they are applicable for uses such as the synthesis of drugs, biofuels, herbicides, cosmetics, food additives, among other substances [99]. As seen from Figure 2, they are constituents of enzymes and cells. Hence, enzymatic catalyst is an alternative name for biocatalyst.
Methane monooxygenase (MMO) is a natural biocatalyst. Muthudineshkumar & Anand [100] reported that MMO enzymes are well-known for the indirect conversion of methane to yield methanol under ambient pressure and temperature. This same report revealed that the production of methanol via the transition of methane upon the addition of MMO biocatalyst was a breakthrough in the methane conversion processes. Wilding & Micklefield [101] described biocatalysts, otherwise called enzymatic biocatalysts, as capable of facilitating the transformation of organic compounds. During these transformations of organic compounds in enzymatic reactions other molecules are generated. When CO2 is a by-product Wilding & Micklefield [101] define the enzyme as a decarboxylase. Note that the enzymes used in the preparation of biocatalysts can also include immobilised enzymes. In work by Vogt & Gerulis [46], on the synthesis of a catalyst support for biofuel yield, the benefits of using immobilized (otherwise called encapsulated) biocatalysts, and are described along with catalytic reactions in general. Thus, immobilisation is pivotal in biocatalyst reactions. These immobilised enzymes can catalyse the production of good quality and unique chemicals, acclaimed for ease in product segregation and their property of being reused in consecutive processes [95].
Two or more enzymes reacting in a single carrier is a viable case, which, according to Pinheiro et al. [102], is termed co-immobilisation. This is believed to yield multifunctional biocatalysts. In the chemical world, specific reactions can give rise to co-immobilisation yields. Cascade reactions are known to yield products of co-immobilisation biocatalysts. This is supported in work by Pinheiro et al. [102] who described a process wherein the yield of the first reaction is the base-material for the subsequent reaction and so on. Macromolecules that include amino acids are typical enzymatic catalysts.
Catalysis allows for further cracking of long-chain hydrocarbon materials, thereby reducing their boiling points for optimized yields [9] and the most favourable reaction times. The significance of this in industrial-scale operations is immense.
4. Common Waste Plastic Pyrolytic Products
Planet earth is drowning in plastic pollution. Our global environment is on life-support requiring a rescue operation and a sustainable solution that can best serve this purpose. These waste plastics are associated with MWPs. With the growing accumulation of waste plastics in different countries around the world, new technologies are being developed to produce useful materials from these common wastes and eventually save our planet from environmental disaster. Hence, the sustainable management of these wastes is required. Pyrolysis is among the top technologies to achieve such sustainable waste management, as analysed in previous sections of this paper. Individual waste plastics of MWPs, or MWP as a compound of mixed waste plastics, can be used as a direct feedstock to produce useful materials as shown by Syamsiro et al. [8], Buekens & Huang [51], among much other research work. Christchurch, New Zealand, produced a shocking quantity of about 245,000 tonnes of community wastes between mid-2003 and mid-2004. Plastics made up 15% of this refuse, of which 70% constituted PE, PP and PS [103]. By simple calculation, the average weight of these three thermo plastic wastes would be 25,725 tonnes, approximately equivalent to a mass of 21,403,200 kg of conventional diesel fuel, equal to approximately 25,725,000 L of diesel, in which 1 L is equivalent to 0.832 kg. A significant amount of fuel and/or energy can be generated from such a mass of waste plastics as an alternative energy resource for fossil fuels. Currently, approximately 300 million tonnes per year of waste plastics is generated in the world [104]. According to this report, this amount of waste plastic is comparable to the mass of the whole human populace. The quantity of fuel that such an amount of waste plastic can produce would minimise fuel importation for a particular country. The impact of this could be immensely significant for countries that are mainly dependent on fuel importation, such as Sierra Leone. The reliance on other energy sources can be enhanced, thus, creating room for maintenance of those systems and hence, a prolonged operational life. Fuel derived from waste plastics helps minimise dependence on hydro-power generation [43]. In the UK, recent estimates show that around 12 million tonnes of plastics drift into the oceans as waste each year [105]. According to Smith [105], 0.54 million tonnes of waste plastics were exported by the UK in 2020. Exporting this waste is not a sustainable solution to the problems of waste plastic accumulation and the disruptions associated with them. If poorly managed in the country of export, any perceived benefit could rebound through climate change because all countries share the same global atmosphere. If, for example, plastics are burned in the air (open air or incineration), the pollution can impact climate change. Due to these issues, sustainable solutions to waste plastics management (WPM) are being derived, leading to production of a range of valuable products from these wastes. Pandey et al. [106] utilised popular technologies and methods such as steam cracking and gasification to yield valuable products. The method of hot-pressing of waste carbon fibre-reinforced thermoset plastics was utilised by Jeong et al. [107] to produce refined valuable products, whilst pyrolysis was used by Ma et al. [108] for a similar purpose. Thus, with pyrolysis, a stream of products has been produced.
Due to the much recent research work on this process, as extensively discussed in this paper, it is anticipated that further investigations will be done on pyrolytic products for optimisation purposes. Common waste plastic pyrolytic products researchers have been discussing in the contemporary world include oil, gas and gaseous fuels, wax, heat and power, hydrogen (H2), nitrogen (N2), asphalt, feedstock for other petrochemical processes and residues such as char. Table 2 summarises the main range of products obtained under pyrolysis conditions with waste plastics as feedstocks.
Ideally, chemical intermediates are present and/or produced in pyrolysis processes. Research has shown that these chemical intermediates are not necessarily wastes but can be used as feedstock, and for other benefits. In work by Kumar et al. [109], it was shown that these chemical intermediates can be used as fuel oil and/or feedstock to run petrochemical processes and others.
From the table, key findings include the yield with PEs (LDPE and HDPE); the dominant yield for these being liquid fuel oil. In a reaction of both PEs, LDPE will evolve volatiles before other plastics do so because the chemical configuration of LDPE is less complex and lower residence time is needed. PEs have proven to be more efficient than other waste plastics to produce high yields of liquid fuels, as established in the table. The quantity of oil derived from HDPE pyrolysis is better than that derived from LDPE. In the research work by Syamsiro et al. [8], HDPE produced the highest quantity of liquid fuel oil compared to LDPE bags. Moreover, research has shown that oil yield optimisation is increased with reduced oxygen content in fuel oil yield.
Useful gaseous products are the major fractions associated with PETs, as seen from work by Uzoejinwa et al. [125] and supported by much other research listed in Table 2. Monomers from PETs are volatile, owing to their ethylene glycol and terephthalic acid properties seen during polymeric condensation. Thus, they are quick to disintegrate. Hence, they release oxygen much more quickly than other plastics such as mixed waste plastics (as mentioned by Al-Salem et al. [126]). They facilitated the release of oxygen from (CO) and/or (CO2) by ensuring these compounds react with the carbon molecules of the monomers. The quantity (high yield) of these gases is mainly due to the plastic itself and has less to do with the effect of temperature. Temperature has a negligible effect on the increased formation of (CO) and (CO2) derived from PETs, but rather the volume of PETs presents in the pyrolytic process [114,127]. Gaseous or liquid products are dominant with PS, whereas nitrogen and hydrogen are potential products with a combination of PVC and biomass (a co-pyrolysis process). Uzoejinwa et al. [125] reported that PVC plastic pyrolysis results in a high content of hydrogen chloride (HCl). Hence the reason for them being profuse in hydrogen harvesting. Kim [69] utilized the same waste plastic, as did Uzoejinwa et al. [125] in their computational study using the Freeman-Carroll method, which is a kinetic equation tool. A PVC pipe was thermally decomposed into volatiles (mainly HC) and polyene (gas, liquid, and solid by-products).
During the pyrolytic reaction for any waste plastics mentioned in Table 2, or any non-catalytic pyrolysis process, dioxins (impurities) are emitted into the atmosphere. This may be among the reasons for other schools of thought considering pyrolysis as not an eco-friendly or non-sustainable solution to WPM. However, with the incorporation of support chemicals on the catalyst, the emissions of these dioxins can be minimised if not eliminated completely. Marcilla et al. [49] emphasised the behaviour of catalysts on WPTP and their work captured this. The application of sodium carbonate (Na2CO3) onto a silica-alumina (SiO2/Al2O3) catalyst addressed the emission of dioxins in the atmosphere [45]. The activated carbon reagent generated during the reaction of the sodium carbonate and silica-alumina over the PEs facilitated the adsorption of the dioxins from the gas molecules produced. During this catalytic pyrolysis investigation, the researchers produced synthetic diesel oil from the PE wastes.
A range of products can be obtained from WPP, from heavy-chain hydrocarbons of petroleum liquid to light-chain hydrocarbons of gaseous materials, and even wax in inert conditions. Solid residues in the form of char can also be obtained as by-products that can also serve a useful purpose. However, high calorific value (HCV) gas or synthesis gas (syngas), biofuel or bio-oil (pyrolysis oil) and char (solid residue) are the leading products obtained from MWP [3]. As depicted in Table 2, PE appears to be the dominant waste plastic used in pyrolysis processes to yield useful materials. Emphatically, many thermal pyrolysis processes are centred on investigations with PE [128,129,130]. However, in the pyrolysis investigation of Marcilla et al. [130], both thermal and catalysis of LDPE decomposition were conducted in a hybrid experimental and simulation study. The simulation utilised a kinetic model to yield optimised correlation of all the experimental runs performed using the same MCM41 catalyst applied in the experimental investigation. The study revealed that with a further increase in MCM41, a negligible reduction of reaction temperature was obtained. This indicated 37% of MCM41 as an optimal catalyst quantity threshold for further reaction temperature decrease required for better pyrolytic yields. In general, pyrolytic products derived from waste plastics range between methane (CH3) and waxy materials, with gasoline and/or diesel being the dominant liquid fuels derived (as depicted in Table 2).
Functional Implications & Recommendations of This Literature
This literature review reports a number of functional and practical implications beneficial to industrial applications, academic research work, and society. Some common gaps and misconceptions surrounding catalysis and catalytic pyrolysis are discussed. For instance, some researchers report that some homogeneous catalyst reactions occur in the solid phase, while others share an opposite view. Such findings can be pivotal towards influencing this field and supporting future research work.
Reputably sustainable solutions to the limitations surrounding non-catalytic pyrolysis (thermal pyrolysis), as pointed out by many researchers, are shared and thoroughly analysed. The significance of catalysts used in thermal pyrolysis is thoroughly emphasised as a major solution to the many limitations surrounding thermal pyrolysis. Industrial plants such as oil refineries can be major players here by being situated near thermal pyrolysis plants for efficient product upgrades and environmental safety. This may result in industrial-scale production and offer contributions to academia and society.
Currently, the impact of catalysts is quite well known in this field. The proper handling of catalysts, avoiding ‘poisoning’ and deactivation by the contaminants in feedstock, is highly recommended as they are expensive. In this review, the significance of heterogeneous catalysts over their rivals is emphasised. Heterogeneous catalysts are recommended for their continued use in oil and gas production industries since they do not mix with the reactants and are recoverable. This is a major economic advantage of heterogeneous catalysts, considering how expensive catalysts can be. A comprehensive explanations of this is immensely beneficial to the industrial and circular economy since they embark on large-scale productions.
This paper provides information supporting the drive towards reducing the high temperature used in industrial plants since operating processes at industrial plants are exothermic to enhance reaction time. This can further help protect the environment and the healthy coexistence of people, animals, and plants. This review tabulates multiple catalysts that have been used over the years and in recent times in research work and industry, with zeolite catalysts being critical in achieving high-end quality products and emission control. A typical structural makeup of the behaviour of a zeolite catalyst in WPCP is also established, beneficial to industrial off-gas purification and nitrogen oxides (NOx) reduction in the atmosphere.
Common pyrolytic products obtainable with waste plastics are reported in a compressive and comprehensive manner. Oil and gas dominate the list of pyrolytic products. It is recommended that PEs are used for increased fuel oil production, whereas a co-pyrolysis of PVC with biomass provides nitrogen and hydrogen yields. All these are dependent on other operating factors. To handle the hydrochloric acid associated with PVCs, which is non-eco-friendly, the incorporation of a pre-treatment mechanism such as a scrubber is recommended. This communication can serve as a resource for experimental work and a pyrolytic product guide.
Aside from pyrolysis, there are three other major technologies for the chemical conversion of hydrocarbon compounds to conventional fuel alternatives: (1) gasification, (2) bioconversion and (3) hydrogenation [131]. Studies have shown pyrolysis to be the top among these technologies for the chemical transformation of waste plastics into useful products, as supported by Yansaneh & Zein [22] and Al-Salem et al. [128]. This paper further emphasises this, focusing on a critical analysis of catalytic pyrolysis. This will further enhance research and industrial work in this field.
5. Conclusions
Concerns surrounding waste plastic problems are growing exponentially. The handling, management and related “safe processing” of waste plastics, in-depth literature review on WPCP is conducted in this paper. Better output with catalytic pyrolysis, an optimal process for its thermal counterpart, is feasible. The use of catalysts with WPP is investigated as more impactful than ordinary thermal cracking. Significant information is presented regarding to the potential for converting waste plastics, mixed waste plastics and a combination of waste plastics with other materials such as biomass into fuel fractions and other useful products.
This review shares key research work on catalysts and catalytic pyrolysis done in the past and the underlying potentials of the process. Some contradictions surrounding catalysis and catalyst applications are revealed. For example, between the reaction temperature and the activation energy, which is impacted by catalyst application. A third phase to which homogeneous catalysts can be subjected to has been justified. These are depicted in Section 2 and Section 3.2, respectively.
The paper also synthesises the common waste plastic pyrolytic products associated with catalytic pyrolysis and pyrolysis in general, with oil yield being the most common among other products attained. The prevalent products for each type of common waste plastic in MSW, and their derivation, is pointed out in this review. For example, higher pyrolytic oil yields are associated with PEs. This is mainly covered in Section 4 of this paper.
A relationship between the mass of waste plastics and the volume of diesel oil that can be pyrolytically derived from it is also established. The role of non-catalytic pyrolysis, and the significance of the catalyst as an influential factor of pyrolysis is emphasised and linked to the commercial world as demonstrated in industrial-scale applications.
The prominence of heterogeneous catalysis over homogeneous catalysis is extensively discussed and their dominance in the commercial world. The significance of other catalysts are also considered. Other influential factors of pyrolysis, including the chemical composition of the feedstock, cracking temperature and heating rate, residence time, are also discussed. How these factors complement each other in the process and their roles and limitations with pyrolytic yields, are also investigated. Additionally, a wide range of research work that supports the enormous environmental advantages associated with catalytic pyrolysis and pyrolysis in general is provided. This includes the significant role catalysts and other support materials such as Na2CO3 play in pyrolysis to minimise dioxin emissions in the atmosphere, as discussed in Section 4.
From the literature, lessons have been learned on how far the role of catalytic pyrolysis has come, what researchers are currently doing in this field and the contradictions and unclear issues surrounding the process. The future of this field is potentially informative.
This paper shows that the work on pyrolysis is continuous. This means further work on WPP is underway. The need for further optimal processes and better product yields, beyond what has been done so far (as emphasised in Section), is crucial to the current commercial chemical industry and in the future. Thus, pyrolytic catalysis is indispensable for industries and society at large.
Author Contributions
O.Y.Y.: Writing—Original draft preparation and editing. S.H.Z.: Review, editing and supervision. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The first author, Osman Yusifu Yansaneh wishes to acknowledge the Commonwealth Scholarships Commission for their continued sponsorship in his studies. Appreciation also goes to the University of Hull for collaborating in sponsoring his programme.
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
| HDPE | High Density Polyethylene |
| LDPE | Low Density Polyethylene |
| PE | Polyethylene |
| PP | Polypropylene |
| PS | Polystyrene |
| PVC | Polyvinyl Chloride |
| PET | Polyethylene Terephthalate |
| CO | Carbon-monoxide |
| CO2 | Carbon dioxide |
| MSW | Municipal Solid Wastes |
| MWPs | Municipal Waste Plastics |
| TCT | Thermo-Chemical Treatment |
| WP | Waste Plastics |
| WPCP | Waste Plastic Catalytic Pyrolysis |
| WPP | Waste Plastic Pyrolysis |
| HCs | Hydrocarbons |
| WPTP | Waste Plastic Thermal Pyrolysis |
| TA-NZ | Thermally Activated Modified Natural Zeolite |
| GC-MS | Gas Chromatography–Mass Spectrometry |
| FT-IR | Fourier Transform Infrared |
| MMO | Methane Monooxygenase |
| HCl | Hydrogen Chloride |
References
- Pyrolysisadvocacy, (n.d). Pyrolysis Explained. Available online: https://www.pyrolysisadvocacy.com/pyrolysis-explained (accessed on 7 January 2020).
- Demirbas, A. Pyrolysis of municipal plastic waste for recovery of gasoline-range hydrocarbons. J. Anal. Appl. Pyrolysis 2004, 72, 97–102. [Google Scholar] [CrossRef]
- Zafar, S. Pyrolysis of Municipal Wastes. BioEnergy Consult Powering a Greener Future. 29 July 2020. Available online: https://www.bioenergyconsult.com/pyrolysis-of-municipal-waste/ (accessed on 27 November 2021).
- Britannica. “Catalyst”. Chemistry. 2019. Available online: https://www.britannica.com/science/catalyst (accessed on 9 January 2020).
- Butler, E.; Devlin, G.; Meier, D.; McDonnell, K. A review recent laboratory research and commercial developments in fast pyrolysis and upgrading. Renew. Sust. Energ. Rev. 2011, 15, 4171–4186. [Google Scholar] [CrossRef] [Green Version]
- Abnisa, F.; Daud, W.M.A.W. A review on co-pyrolysis of biomass: An optional technique to obtain a high-grade pyrolysis oil. Energy Convers. Manag. 2014, 87, 71–85. [Google Scholar] [CrossRef]
- Pyrolab (n.d). Sequential Pyrolysis. Available online: https://www.pyrolab.com/pyrolysis-methods/sequential-pyrolysis (accessed on 16 July 2021).
- Syamsiro, M.; Saptoadi, H.; Norsujianto, T.; Noviasri, P.; Cheng, S.; Alimuddin, Z.; Yoshikawaa, K. Fuel Oil Production from Municipal Plastic Wastes in Sequential Pyrolysis and Catalytic Reforming Reactors. 2014. Available online: https://www.sciencedirect.com/science/article/pii/S1876610214002288 (accessed on 9 September 2021).
- Aguado, J.; Serrano, D.P.; Escola, J.M. Catalytic Upgrading of Plastic Wastes. In Feedstock Recycling and Pyrolysis of Waste Plastics; Scheirs, J., Kaminsky, W., Eds.; John Wiley & Sons, Ltd.: Mostoles, Spain, 2006; pp. 73–110. [Google Scholar]
- Aguado, J.; Serrano, D.P.; Vicente, G.; Sánchez, N. Enhanced production of an alpha;-olefins by thermal degradation of High-Density Polyethylene (HDPE) in decalin solvent: Effect of the reaction time and temperature. Ind. Eng. Chem. Res. 2007, 46, 3497–3504. [Google Scholar] [CrossRef]
- Guado, J.; Serrano, D.P.; Escola, J.M.; Garagorri, E.; Fernandez, J.A. Catalytic conversion of polyolefins into fuels over zeolite beta. Polym. Degrad. Stab. 2000, 69, 11–16. [Google Scholar]
- Aguado, J.; Serrano, D.P.; Escola, J.M.; Garagorri, E. Catalytic conversion of low-density polyethylene using a continuous screw kiln reactor. Catal. Today 2002, 75, 257–262. [Google Scholar] [CrossRef]
- Clark, J. The Effect of Catalysts on Reaction Rates. 2002. Available online: https://chem.libretexts.org/Bookshelves/Inorganic_Chemistry/Supplemental_Modules_and_Websites_(Inorganic_Chemistry)/Catalysis/The_Effect_of_a_Catalyst_on_Rate_of_Reaction (accessed on 14 February 2021).
- Lee, K.-H. Thermal and Catalytic Degradation of Waste HDPE. Feedstock Recycling and Pyrolysis of Waste Plastics, 1st ed.; Wiley: New York, NY, USA, 2006. [Google Scholar]
- Bridgwater, A. Fast pyrolysis of biomass for the production of liquids. In Biomass Combustion Science, Technology and Engineering; Woodhead Publishing Series in Energy; Woodhead: Cambridge, UK, 2013; pp. 130–171. [Google Scholar]
- Fulekar, M.H. Nanotechnology Importance and Applications, 1st ed.; I.K. International Publishing House: New Delhi, India, 2010. [Google Scholar]
- Gao, F. Pyrolysis of Waste Plastics into Fuels. Ph.D. Thesis, University of Canterbury, Christchurch, New Zealand, 2010. [Google Scholar]
- Beltrame, P.L.; Carniti, P.; Audisio, G.; Bertini, F. Catalytic degradation of polymers: Part II Degradation of polyethylene. Polym. Degrad. Stabil. 1989, 26, 209–220. [Google Scholar] [CrossRef]
- Sarker, M.; Rashid, M.M.; Molla, M. Abundant High-Density Polyethylene (HDPE-2) Turns into Fuel by Using of HZSM-5 Catalyst. J. Fundam. Renew. Energy Appl. 2011, 1, R110201. [Google Scholar] [CrossRef]
- Murata, K.; Sato, K.; Sakata, Y. Effect of pressure on thermal degradation of polyethylene. J. Anal. Appl. Pyrolysis 2004, 71, 569–589. [Google Scholar] [CrossRef]
- Mastral, F.J.; Esperanza, E.; Garcı’a, P.; Juste, M. Pyrolysis of high-density polyethylene in a fluidised bed reactor. Influ. Temp. Resid. Time. J. Anal. Appl. Pyrolysis 2002, 63, 1–15. [Google Scholar] [CrossRef]
- Yansaneh, O.Y.; Zein, S.H. Recent Advances on Waste Plastic Thermal Pyrolysis: A Critical Overview. Processes 2022, 10, 332. [Google Scholar] [CrossRef]
- Miandad, R.; Rehan, M.; Barakat, M.A.; Aburiazaiza, A.S.; Khan, H.; Ismail, I.M.I.; Dhavamani, J.; Gardy, J.; Hassanpour, A.; Nizami, A.S. Catalytic Pyrolysis of Plastic Waste: Moving Toward Pyrolysis Based Biorefineries. Front. Energy Res. 2019, 7, 27. [Google Scholar] [CrossRef] [Green Version]
- Lee, K.H.; Shin, D.H. Effect of steam on coking in the non-catalytic pyrolysis of naphtha components. Korean J. Chem. Eng. 2004, 21, 252–256. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M.I.; Hernández, F.; Navarro, R. HZSM5 and HUSY deactivation during the catalytic pyrolysis of polyethylene. Appl. Catal. A Gen. 2004, 278, 3743. [Google Scholar] [CrossRef]
- Achilias, D.S. Chemical Recycling of Poly(Methyl Methacrylate) by Pyrolysis. Potential use of the Liquid Fraction as a Raw Material for the Reproduction of the Polymer. Eur. Polym. J. 2007, 43, 2564–2575. [Google Scholar] [CrossRef]
- Helt, J.E.; Agrawal, R.K.; Myles, K.M. Pyrolysis of Municipal Solid Waste. Annual Report, July 1984–June 1985, Argonne National Laboratory, ANL/CNSV-45. 1984. Available online: https://www.osti.gov/biblio/7255421-pyrolysis-municipal-solid-wasteannual-report-july-june (accessed on 5 March 2021).
- Matayeva, A.; Basile, F.; Cavani, F.; Bianchi, D.; Chiaberge, S. Development of Upgraded Bio-Oil via Liquefaction and Pyrolysis. Stud. Surf. Sci. Catal. 2019, 178, 231–256. [Google Scholar]
- Wang, S.; Lee, W.J.; Li, C.; Kuan, B.; Burke, N.; Patel, J. The pyrolysis of natural gas: A study of carbon deposition and the suitability of reactor materials. Aiche J. 2019, 65, 1035–1046. [Google Scholar] [CrossRef]
- Liao, Z.-P.; Liu, Y.-J. Status of plastics processing industry and suggestions on its development. Modern Chem. Ind. 2000, 20, 5–8. (In Chinese) [Google Scholar]
- Khan, M.Z.H.; Sultana, M.; Al-Mamun, M.R.; Hasan, M.R. Pyrolytic Waste Plastic Oil and Its Diesel Blend: Fuel Characterization. J. Environ. Public Health 2016, 2016, 7869080. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, I.; Khan, M.I.; Khan, H.; Ishaq, M.; Khan, R.; Gul, K.; Ahmad, W. Pyrolysis of HDPE into fuel like products: Evaluating catalytic performance of plain and metal oxides impregnated waste brick kiln dust. J. Anal. Appl. Pyrolysis 2017, 124, 195–203. [Google Scholar] [CrossRef]
- Tiwary, P.; Guria, C. Effect of metal oxide catalysts on degradation of waste polystyrene in hydrogen at elevated temperature and pressure in benzene solution. J. Polym. Environ. 2010, 18, 298–307. [Google Scholar] [CrossRef]
- Manos, G.; Garforth, A.; Dwyer, J. Catalytic degradation of high-density polyethylene over different zeolitic structures. Ind. Eng. Chem. Res. 2000, 39, 1198–1202. [Google Scholar] [CrossRef]
- Wallis, M.; Bhatia, S.K. Kinetic study of the thermal degradation of high-density polyethylene. Polym. Degrad. Stabil. 2006, 91, 1476–1483. [Google Scholar] [CrossRef]
- Sharratt, P.N.; Lin, Y.H.; Garforth, A.A.; Dwyer, J. Investigation of the catalytic pyrolysis of high-density polyethylene over a HZSM-5 catalyst in a laboratory fluidized-bed reactor. Ind. Eng. Chem. Res. 1997, 36, 5118–5124. [Google Scholar] [CrossRef]
- Zhao, X.; Zhan, L.; Xie, B.; Gao, B. Products derived from waste plastics (PC, HIPS, ABS, PP and PA6) via hydrothermal treatment: Characterization and potential applications. Chemosphere 2018, 207, 742–752. [Google Scholar] [CrossRef]
- Ludlow-Palafox, C.; Chase, H.A. Microwave-induced pyrolysis of plastic wastes. Ind. Eng. Chem. Res. 2001, 40, 4749–4756. [Google Scholar] [CrossRef]
- Simon, C.M.; Kaminsky, W.; Schlesselmann, B. Pyrolysis of polyolefins with steam to yield olefins. J. Anal. Appl. Pyrolysis 1996, 38, 75–87. [Google Scholar] [CrossRef]
- Serrano, D.P.; Aguado, J.; Escola, J.M.; Garag, E. Conversion of low-density polyethylene into petrochemical feedstocks using a continuous screw kiln reactor. J. Anal. Appl. Pyrolysis 2001, 58–59, 789–801. [Google Scholar] [CrossRef]
- Porter, E.A. Distillation. 2011. Available online: https://www.thermopedia.com/content/703/ (accessed on 5 March 2021).
- Treybal, R.E. Mass Transfer Operations, 3rd ed.; McGraw-Hill: New York, NY, USA, 1980; pp. 387–389, 410–412. Available online: http://www.separationprocesses.com/Distillation/DT_Chp04n3.htm (accessed on 3 October 2020).
- Buekens, A. Introduction to Feedstock Recycling of Plastics. In Feedstock Recycling and Pyrolysis of Waste Plastics; Scheirs, J., Kaminsky, W., Eds.; John Wiley & Sons, Ltd.: Brussels, Belgium, 2006; pp. 3–41. [Google Scholar]
- Wilhoit, R.C.; Zwolinski, B.J. Handbook of Vapor Pressures and Heats of Vaporization of Hydrocarbons and Related Compounds; Publication No. 101; Thermodynamics Research Center: College Station, TX, USA, 1971; p. 337. [Google Scholar]
- Moses, K. Production and Characterization of Liquid Fuel from Mixed Plastic Wastes Using Catalytic Pyrolysis. Master’s Thesis, Makerere University, Kampala, Uganda, 2014. [Google Scholar]
- Vogt, P.F.; Gerulis, J.J. Amines, Aromatic. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Hoboken, NJ, USA, 2000. [Google Scholar] [CrossRef]
- Miskolczi, N.; Bartha, L.; Deak, G.; Jover, B.; Kallo, D. Thermal and thermo-catalytic degradation of high-density polyethylene waste. J. Anal. Appl. Pyrolysis 2004, 72, 235–242. [Google Scholar] [CrossRef]
- Lee, K.-H. Pyrolysis of Waste Polystyrene and High-Density Polyethylene. In Material Recycling—Trends and Perspectives; In Tech: London, UK, 2012; ISBN 978-953-51-0327-1. [Google Scholar]
- Marcilla, A.; GarcÃa-Quesada, J.C.; Sánchez, S.; Ruiz, R. Study of the catalytic pyrolysis behaviour of polyethylene polypropylene mixtures. J. Anal. Appl. Pyrolysis 2005, 74, 38792. [Google Scholar] [CrossRef]
- Miskolczi, N.; Bartha, L.; Deak, G.Y. Thermal degradation of polyethylene and polystyrene from the packaging industry over different catalysts. Polym. Degrad. Stab. 2006, 91, 517–526. [Google Scholar] [CrossRef]
- Buekens, A.G.; Huang, H. Catalytic plastics cracking for recovery of gasoline- range hydrocarbons from municipal plastic wastes. Resour. Conserv. Recy. 1998, 23, 163–181. [Google Scholar] [CrossRef]
- Milne, B.J.; Behie, L.A.; Berruti, F. Recycling of waste plastics by ultrapyrolysis using an internally circulating fluidized bed reactor. J. Anal. Appl. Pyrolysis 1999, 51, 157–166. [Google Scholar] [CrossRef]
- Adnan, A.; Shah, J.; Jan, M.R. Thermo-catalytic pyrolysis of polystyrene in the presence of zinc bulk catalysts. J. Taiwan Inst. Chem. Eng. 2014, 45, 2494–2500. [Google Scholar] [CrossRef]
- DieselNet. Catalyst Fundamentals. DieselNet. Revision 2000.11a. 2000. Available online: https://dieselnet.com/tech/cat_fund.php#:~:text=It%20is%20important%20to%20recognize,the%20kinetics%20of%20reaching%20equilibrium (accessed on 14 August 2020).
- Farnetti, E.; Monte, R.D.; Kašpar, J. Homogeneous and Heterogeneous Catalysis. In Inorganic and Bio-Inorganic Chemistry—(n.d.); ©Encyclopedia of Life Support Systems (EOLSS); University of Trieste: Trieste, Italy, 2010; Volume II. [Google Scholar]
- Foist, L. Heterogeneous and Homogeneous Catalysts. Available online: https://study.com/academy/lesson/heterogeneous-homogeneous-catalysts.html (accessed on 5 March 2021).
- Pera, L.M.; Baigori, M.D.; Pandey, A.; Castro, G.R. Biocatalysis. In Industrial Biorefineries & White Biotechnology; Elsevier: Amsterdam, The Netherlands, 2015; pp. 391–408. [Google Scholar]
- Wang, L.; Luo, G.-H.; Li, Q. Progress of waste plastics pyrolysis. Chem. Ind. Eng. Program 2003, 22, 130–134. [Google Scholar]
- Salaudeen, S.A.; Arku, P.; Dutta, A. Plastics to Energy; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Ivanova, S.; Gumerova, E.; Minsker, K.; Zaikov, G.; Berlin, A. Selective catalytic degradation of polyolefins. Prog. Polym. Sci. 1990, 15, 193–215. [Google Scholar] [CrossRef]
- Adnan; Shah, J.; Jan, M.R. Effect of polyethylene terephthalate on the catalytic pyrolysis of polystyrene: Investigation of the liquid products. J. Taiwan Inst. Chem. Eng. 2015, 51, 96–102. [Google Scholar] [CrossRef]
- Chai, Y.; Gao, N.; Wang, M.; Wu, C. H2 production from co-pyrolysis/gasification of waste plastics and biomass under novel catalyst Ni-CaO-C. Chem. Eng. J. 2020, 382, 122947. [Google Scholar] [CrossRef]
- Wu, S.L.; Kuo, J.H.; Wey, M.Y. Thermaldegradation of waste plastics in a two-stage pyrolysis-catalysis reactor overcore-shell type catalyst. J. Anal. Appl. Pyrolysis 2019, 142, 104641. [Google Scholar] [CrossRef]
- Westerhaus, F.A.; Jagadeesh, R.V.; Wienhöfer, G.; Pohl, M.-M.; Radnik, J.; Surkus, A.-E.; Rabeah, J.; Junge, K.; Junge, H.; Nielsen, M.; et al. Heterogenized cobalt oxide catalysts for nitroarene reduction by pyrolysis of molecularly defined complexes. Nat. Chem. 2013, 5, 537–543. [Google Scholar] [CrossRef]
- Maesen, T. The Zeolite Scene—An Overview, 3rd revised ed.; Introduction to Zeolite Science and Practice; Centi, G., Ed.; Elsevier: Richmond, CA, USA, 2007; Volume 1, pp. 1–12. [Google Scholar]
- ACS Publications. Catalyst bulk phase may play role in oxidation. Chem. Eng. News 1967, 45, 50–53. [Google Scholar] [CrossRef]
- Barrer, R.M. Synthesis of Zeolites; Elsevier: Portoroz, Slovenia, 1985. [Google Scholar]
- Faravelli, T.; Bozzano, G.; Scassa, C.; Perego, M.; Fabini, S.; Ranzi, E.; Dente, M. Gas product distribution from polyethylene pyrolysis. J. Anal. Appl. Pyrolysis 1999, 52, 87–103. [Google Scholar] [CrossRef]
- Kim, S. Pyrolysis kinetics of waste PVC pipe. Waste Manag. 2001, 21, 609–616. [Google Scholar] [CrossRef]
- Obeid, F.; Zeaiter, J.; Ala’a HAl-Muhtaseb, A.H.; Bouhadir, K. Thermo-catalytic pyrolysis of waste polyethylene bottles in a packed bed reactor with different bed materials and catalysts. Energy Convers. Manag. 2014, 85, 1–6. [Google Scholar] [CrossRef]
- Mansur, D.; Simanungkalit, S.P.; Fitriady, M.A.; Safitri, D. Liquefaction of plastic for fuel production and application of volcanic ash as catalyst. Aip Conf. Proc. 2018, 2024, 020001. [Google Scholar]
- Jan, M.R.; Shah, J.; Gulab, H. Catalytic degradation of waste high-density polyethylene into fuel products using BaCO3 as a catalyst. Fuel Process. Technol. 2010, 91, 1428–1437. [Google Scholar] [CrossRef]
- Jan, M.R.; Shah, J.; Gulab, H. Catalytic conversion of waste high-density polyethylene into useful hydrocarbons. Fuel 2013, 105, 595–602. [Google Scholar]
- Jan, M.R.; Shah, J.; Gulab, H. Characterization of Thermo-Catalytic Degradation Products of Waste High-Density Polyethylene Using GC-MS (An Environmental Waste as Feedstock Chemicals). J. Chem. Soc. Pak. 2015, 37, 1256–1268. [Google Scholar]
- Miandad, R.; Barakat, M.A.; Rehan, M.; Aburiazaiza, A.S.; Ismail, I.M.I.; Nizami, A.S. Plastic waste to liquid oil through catalytic pyrolysis using natural and synthetic zeolite catalysts. Waste Manag. 2017, 69, 66–78. [Google Scholar] [CrossRef]
- Shah, J.; Jan, M.R.; Mabood, F.; Jabeen, F. Catalytic pyrolysis of LDPE leads to valuable resource recovery and reduction of waste problems. Energy Convers. Manag. 2010, 51, 2791–2801. [Google Scholar] [CrossRef]
- Huo, E.; Lei, H.; Liu, C.; Zhang, Y.; Xin, L.; Zhao, Y.; Qian, M.; Zhang, Q.; Lin, X.; ChenxiWang, C.; et al. Jet fuel and hydrogen produced from waste plastics catalytic pyrolysis with activated carbon and MgO. Sci. Total Environ. 2020, 727, 138411. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, I.; Khan, M.I.; Khan, H.; Ishaq, M.; Tariq, R.; Gul, K.; Ahmad, W. Pyrolysis Study of Polypropylene and Polyethylene into Premium Oil Products. Int. J. Green Energy 2015, 12, 663–671. [Google Scholar] [CrossRef]
- Chukwuneke, C.; Sylvester, O.; Kubor, K.; Lagre, S.; Siebert, J.; Uche, O.; Agboola, B.; Okoro, L.; Jahng, W.J. Synthesis of C5-C22 Hydrocarbon Fuel from Ethylene-Based Polymers. Int. J. Sci. Eng. Res. 2014, 5, 805–809. [Google Scholar] [CrossRef]
- Sarker, M.; Rashid, M.M.; Rahman, M.S. Thermal Conversion of Polymer Wastes (LDPE) into Hydrocarbon Diesel Fuel without Cracking Catalysts. Int. J. Pure Appl. Sci. Technol. 2012, 11, 36. [Google Scholar]
- Mabood, F.; Jan, M.R.; Shah, J.; Jabeen, F.; Hussain, Z. Catalytic conversion of waste low-density polyethylene into fuel oil. J. Iran. Chem. Res. 2010, 3, 121–131. [Google Scholar]
- Roozbehani, B.; Motevassel, M.; Mirdrikvand, M.; Moqadam, S.I.; Kharaghani, A. Gasoline production from a polymeric urban disposal mixture using silica–alumina catalyst. Clean Technol. Environ. Policy 2016, 19, 123–136. [Google Scholar] [CrossRef]
- Fivga, A.; Dimitriou, I. Pyrolysis of plastic waste for production of heavy fuel substitute: A techno-economic assessment. Energy 2018, 149, 865–874. [Google Scholar] [CrossRef]
- Liu, Y.; Qian, J.; Wang, J. Pyrolysis of polystyrene waste in a fluidized-bed reactor to obtain styrene monomer and gasoline fraction. Fuel Processing Technol. 2000, 63, 45–55. [Google Scholar] [CrossRef]
- Rezvanipour, M.; Hesari, F.A.; Pazouki, M. Catalytic Pyrolysis of General-Purpose PolyStyrene Using Red Mud as a Catalyst. Materials and Energy Research Center, Meshkin Dasht, Karaj, Ira. Iran. J. Chem. Eng. 2014, 11, 10–20. [Google Scholar]
- López, A.; de Marco, I.; Caballero, B.M.; Laresgoiti, M.F.; Adrados, A. Influence of time and temperature on pyrolysis of plastic wastes in a semi-batch reactor. Chem. Eng. J. 2011, 173, 62–71. [Google Scholar] [CrossRef]
- Lumen Learning, (n.d). Homogeneous Catalysis. Introduction to Chemistry. Available online: https://courses.lumenlearning.com (accessed on 5 March 2021).
- Keane, M.A. Catalytic Processing of Waste Polymer Composites. Management, Recycling and Reuse of Waste Composites; Woodhead Publishing Series in Composites Science and Engineering; Woodhead: Cambridge, UK, 2010; pp. 122–151. [Google Scholar]
- Wang, Y.-F.; Liang, Y.; Wu, Y.-F.; Yang, J.; Zhang, X.; Cai, D.; Peng, X.; Kurmoo, M.; Zeng, M.-H. In Situ Pyrolysis Tracking and Real-Time Phase Evolution: From a Binary Zinc Cluster to Supercapacitive Porous Carbon. Angew. Chem. Int. Ed. 2020, 59, 13232–13237. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Liu, J.; Shi, F.; Hu, S.; Jiang, S.; Liu, S.; Liu, D.; Tian, X. Transition metal and co-pyrolysis. Bio Resources. J. Solid. State Chem. 2019, 275, 8–15. [Google Scholar] [CrossRef]
- Park, S.; Bang, Y.; Han, S.J.; Yoo, J.; Song, J.H.; Song, J.C.; Song, I.K. Hydrogen Production by Steam Reforming of Liquefied Natural Gas (LNG) over Mesoporous Nickel-Iron-Alumina Catalyst. J. Mol. Catal. A Chem. 2015, 410, 74–80. [Google Scholar] [CrossRef]
- Dorcheh, A.S.; Abbasi, M.H. Silica aerogel; synthesis, properties and characterisation. J. Master Process. Technol. 2008, 199, 10–26. [Google Scholar] [CrossRef]
- Kakaei, S.; Khameneh, E.S.; Hosseini, M.H.; Moharreri, M.M. A modified ionic liquid clay to remove heavy metals from water: Investigating its catalytic activity. Int. J. Environ. Sci. Technol. 2020, 17, 2043–2058. [Google Scholar] [CrossRef] [Green Version]
- Casella, L. Comprehensive Inorganic Chemistry II—From Elements to Applications, 2nd ed.; Comprehensive Inorganic Chemistry II. Volume Editor’s Introduction; Elsevier: Amsterdam, The Netherlands, 2013; pp. xxxvii–xxxviii. [Google Scholar]
- Dhawane, S.H.; Halder, G. Synthesis of Catalyst Support from Waste Biomass for Impregnation of Catalysts in Biofuel Production. In Advances in Feedstock Conversion Technologies for Alternative Fuels and Bioproducts; Elsevier: Amsterdam, The Netherlands, 2019; pp. 199–220. [Google Scholar]
- Kirimura, K.; Ishii, Y. Enzymatic Kolbe–Schmitt Reaction for the Syntheses of Value-Added Compounds. In Future Directions in Biocatalysis, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 135–147. [Google Scholar]
- Ali, O.M.; Mamat, R.; Rasul, M.G.; Najafi, G. Potential of Biodiesel as Fuel for Diesel Engine. In Clean Energy for Sustainable Development—Comparisons and Contrasts of New Approaches; Elsevier: Amsterdam, The Netherlands, 2017; pp. 557–590. [Google Scholar]
- Melgarejo-Torres, R.; Pérez-Vega, S.B.; Rivera-Arredondo, V.M.; Che-Galicia, G. Multiphase bioreactors in the pharmaceutical industry. In Advances in Chemical Engineering; Academic Press: Cambridge, MA, USA, 2019. [Google Scholar]
- Uragami, T.; Chakraborty, S.; Piemonte, V.; Paola, L.D. Biocatalytic membrane reactors: Principles, preparation and biotechnological, pharmaceutical and medical applications. In Handbook of Membrane Reactors—Reactor Types and Industrial Applications; Woodhead Publishing Series in Energy: Sawston, UK, 2013; Volume 2, pp. 846–887. [Google Scholar]
- Muthudineshkumar, R.; Anand, R. Anaerobic digestion of various feedstocks for second-generation biofuel production. In Advances in Eco-Fuels for a Sustainable Environment; Woodhead Publishing: Sawston, UK, 2019. [Google Scholar]
- Wilding, M.; Micklefield, J. Synthetic Methods VI—Enzymatic and Semi-Enzymatic in Comprehensive Chirality; Elsevier BV: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Pinheiro, B.B.; dos Santos, K.P.; Rios, N.S.; Macedo, A.C.; dos Santos, J.C.S.; Gonçalves, L.R.B. Enzymatic Reactions and Biocatalytic Processes- in Reference Module in Chemistry. Mol. Sci. Chem. Eng. 2019. [Google Scholar] [CrossRef]
- Street, A.; Zydenbos, S. Analysis of the Christchurch Mixed Municipal Waste Stream—1 July 2003 to 30 June 2004; City Water & Waste Unit, Christchurch City Council: Christchurch, New Zealand, 2007; p. 6. [Google Scholar]
- UN Environment Report. Banning Single-Use Plastic: Lessons and Experiences from Countries. 2018. Available online: https://www.unep.org/interactive/beat-plastic-pollution/ (accessed on 17 September 2020).
- Smith, L. Plastic Waste; Briefing Paper Number 08515; House of Commons Library: London, UK, 2021. [Google Scholar]
- Pandey, U.; Stormyr, J.A.; Hassani, A.; Jaiswal, R.; Haugen, H.H.; Britt, M.E. Pyrolysis of Plastic Waste to Environmentally Friendly Products. In Energy Production and Management in the 21st Century IV 61; Moldestad University of South-Eastern Norway: Kongsberg, Norway, 2020; p. 61. [Google Scholar]
- Jeong, J.S.; Kim, K.W.; An, K.H.; Kim, B.J. Fast recovery process of carbon fibers from waste carbon fibers-reinforced thermoset plastics. J. Environ. Manag. 2019, 247, 816–821. [Google Scholar] [CrossRef]
- Ma, J.; Shi, L.; Shi, Y.; Luo, S.; Xu, J. Pyrolysis of polymethylsilsesquioxane. J. Appl. Polym. Sci. 2002, 85, 1077–1086. [Google Scholar] [CrossRef]
- Kumar, S.; Panda, A.K.; Singh, R.K. A review on tertiary recycling of high-density polyethylene to fuel. Resour. Conversat. Recycl. 2008, 55, 893–910. [Google Scholar] [CrossRef]
- Jung, S.H.; Cho, M.H.; Kang, B.S.; Kim, J.S. Pyrolysis of a fraction of waste polypropylene and polyethylene for the recovery of BTX aromatics using a fluidized bed reactor. Fuel Process. Technol. 2010, 91, 277–284. [Google Scholar] [CrossRef]
- Sophonrat, N.; Sandström, L.; Zaini, I.N.; Yangaa, W. Stepwise Pyrolysis of Mixed Plastics and Paper for Separation of Oxygenated and Hydrocarbon Condensates; Department of Materials Science and Engineering, KTH Royal Institute of Technology: Stockholm, Sweden, 2018; Available online: www.elsevier.com/locate/apenergy (accessed on 9 May 2021).
- Muhammad, C.C.; Onwudili, J.A.; Williams, P.T. Thermal degradation of real-world waste plastics and simulated mixed plastics in a two-stage pyrolysis-catalysis reactor for fuel. Energy Fuels 2015, 29, 2601–2609. [Google Scholar] [CrossRef]
- Horvat, N.; Ng, F.T.T. Tertiary polymer recycling: Study of polyethylene thermolysis as a first step to synthetic diesel fuel. Fuel 1999, 78, 459–470. [Google Scholar] [CrossRef]
- Singh, R.K.; Ruj, B. Time and temperature depended fuel gas generation from pyrolysis of real world municipal plastic waste. Fuel 2016, 174, 164–171. [Google Scholar] [CrossRef]
- Sharma, B.K.; Moser, B.R.; Vermillion, K.E.; Doll, K.M.; Rajagopalan, N. Production, characterisation and fuel properties of alternative diesel fuel from pyrolysis of waste plastic grocery bags. Fuel Process. Technol. 2014, 122, 79–90. [Google Scholar] [CrossRef]
- Scott, D.S.; Czernik, S.R.; Piskorz, J.; Radlein, D.S.A. Fast pyrolysis of plastic wastes. Energy Fuel 1990, 4, 407–411. [Google Scholar] [CrossRef]
- McCaffrey, W.C.; Cooper, D.G.; Kamal, M.R. Tertiary recycling of polyethylene: Mechanism of liquid production from polyethylene by thermolysis/reactive distillation. Polym. Deg. Stab. 1998, 62, 513–521. [Google Scholar] [CrossRef]
- McCaffrey, W.C.; Cooper, D.G.; Kamal, M.R. The effect of short-chain branching on the thermolysis/reactive distillation of polyethylene. J. App. Polym. Sci. 1999, 73, 1415–1421. [Google Scholar] [CrossRef]
- Hartulistiyoso, E.; Sigiro, F.A.; Yulianto, M. Temperature distribution of the plastics Pyrolysis process to produce fuel at 450 °C. Proc. Environ. Sci. 2015, 28, 234–241. [Google Scholar] [CrossRef] [Green Version]
- Cepeliogullar, O.; Putun, A.E. Utilization of two different types of plastic wastes from daily and industrial life. J. Selcuk. Univ. Nat. Appl. Sci. 2013, 2, 694–706. [Google Scholar]
- Fakhrhoseini, S.M.; Dastanian, M. Predicting pyrolysis products of PE, PP, and PET using NRTL activity coefficient model. J. Chem. 2013, 2013, 487676. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, D.; Chen, L.; Ji, M.; Zhang, J.; Du, Y.; Wu, Z. The fast co-pyrolysis study of PVC and biomass for disposing of solid wastes and resource utilization in N2 and CO2. Process Saf. Environ. Prot. 2021, 150, 489–496. [Google Scholar] [CrossRef]
- Wang, C.; Jiang, Z.; Song, Q.; Liao, M.; Weng, J.; Gao, R.; Zhao, M.; Chen, Y.; Chen, G. Investigation on hydrogen-rich syngas production from catalytic co-pyrolysis of polyvinyl chloride (PVC) and wastepaper blends. Energy 2021, 232, 121005. [Google Scholar] [CrossRef]
- Ye, L.; Li, T.; Hong, L. Co-pyrolysis of Fe3O4-poly(vinyl chloride) (PVC) mixtures: Mitigation of chlorine emissions during PVC recycling. Waste Manag. 2021, 126, 832–842. [Google Scholar] [CrossRef] [PubMed]
- Uzoejinwa, B.B.; He, X.; Wang, S.; Abomohra, A.E.l.-F.; Hu, Y.; Wang, Q. Co-pyrolysis of biomass and waste plastics as a thermochemical conversion technology for high-grade biofuel production: Recent progress and future directions elsewhere worldwide. Energy Convers. Manag. 2018, 163, 468–492. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). Environ. Manag. J. 2017, 197, 177–198. [Google Scholar] [CrossRef]
- Adrados, A.; Marco, I.D.; Caballero, B.M.; López, A.; Laresgoiti, M.F.; Torres, A. Pyrolysis of plastic packaging waste: A comparison of plastic residuals from material recovery facilities with simulated plastic waste. Waste Manag. 2012, 32, 826–832. [Google Scholar] [CrossRef]
- Kaminsky, W.; Predel, M.; Sadiki, A. Feedstock recycling of polymers by pyrolysis in a fluidised bed. Polym. Degrad. Stab. 2004, 85, 1045–1050. [Google Scholar] [CrossRef]
- Kim, S.S.; Kim, S. Pyrolysis characteristics of polystyrene and polypropylene in a stirred batch reactor. Chem. Eng. J. 2004, 98, 53–60. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltran, M.I.; Conesa, J.A. Catalyst addition in polyethylene pyrolysis—Thermogravimetric study. J. Anal. Appl. Pyrolysis 2001, 58, 117–126. [Google Scholar] [CrossRef]
- Demirbas, A. Recent advances in biomass conversion technologies. Energy Educ. Sci. Technol. 2000, 6, 19–41. [Google Scholar]
Figure 1.
Activation energy profile- Maxwell-Boltzmann distribution curve.

Figure 2.
Common catalyst types with emphasis on heterogeneous and homogeneous catalysts.

Figure 3.
Catalytic pyrolysis upgrade technique for fuel separation (adapted from [58]).
Figure 3.
Catalytic pyrolysis upgrade technique for fuel separation (adapted from [58]).

Figure 4.
(a) Reaction resulting in an immiscible mixture, and (b) catalytic reaction in phases.

Figure 5.
Structural framework of zeolite catalysts on waste plastics in a pyrolysis reactor.

Figure 6.
(a) Reaction of two different liquids (A and B), and (b) catalytic reaction in phase.


{kind=link}
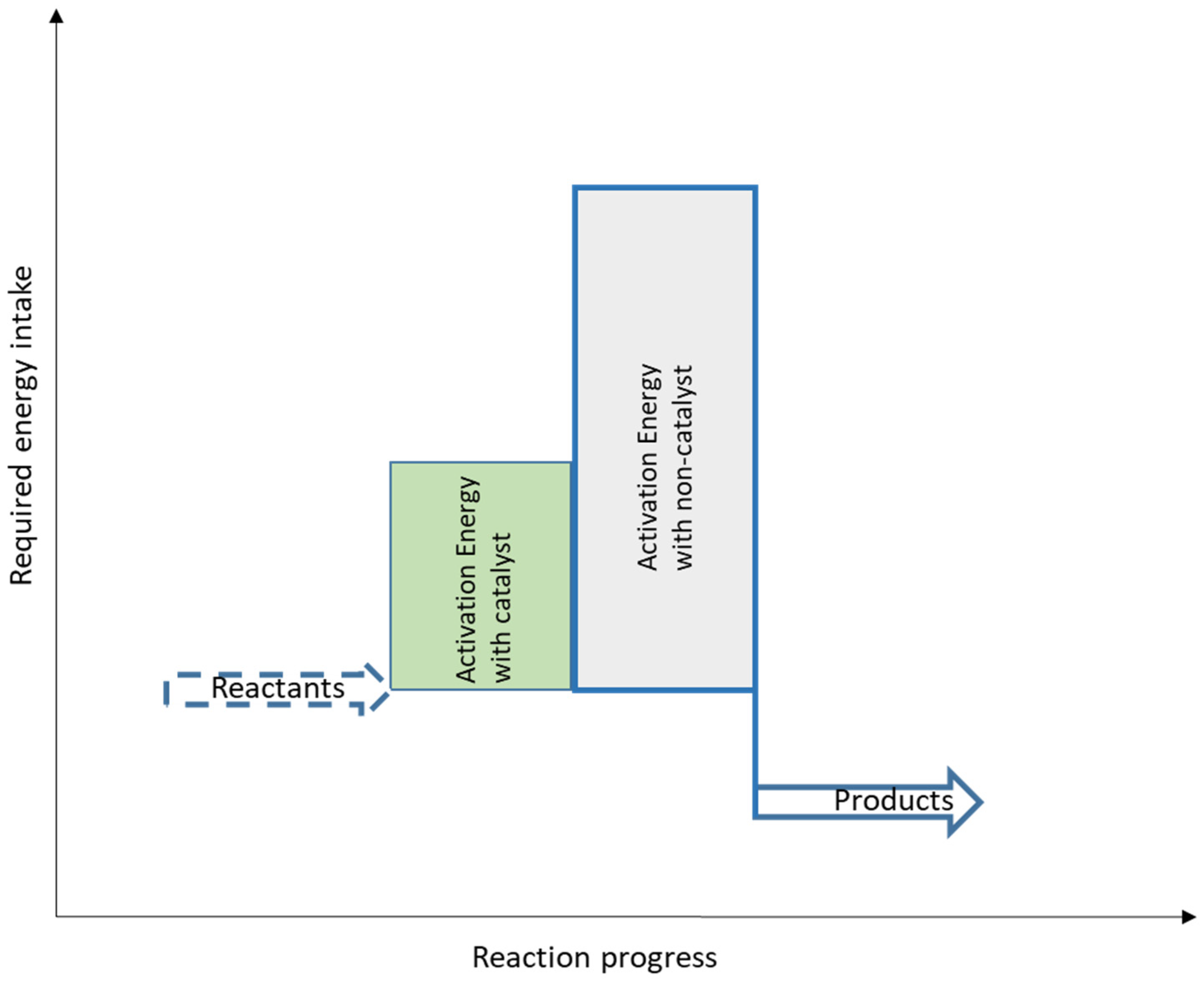{kind=link}
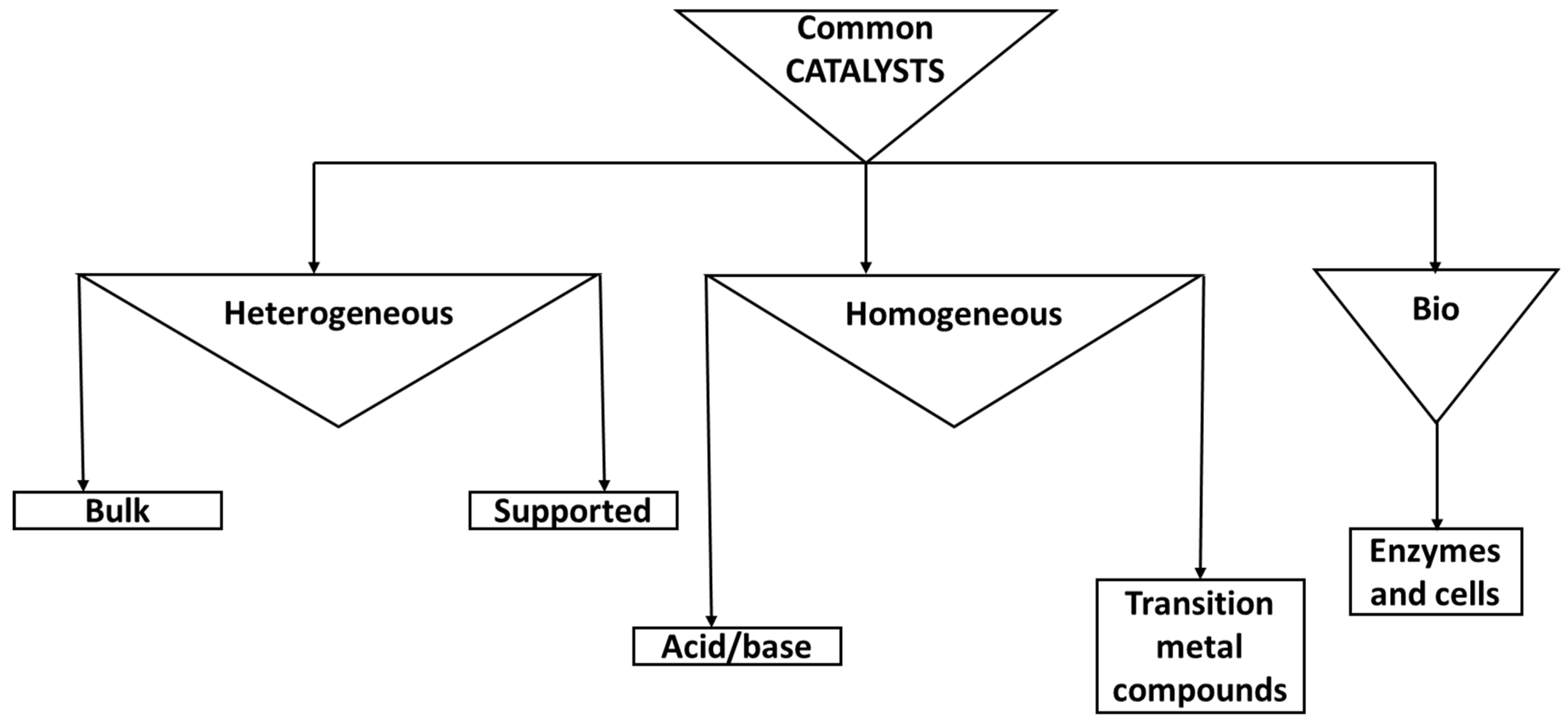{kind=link}
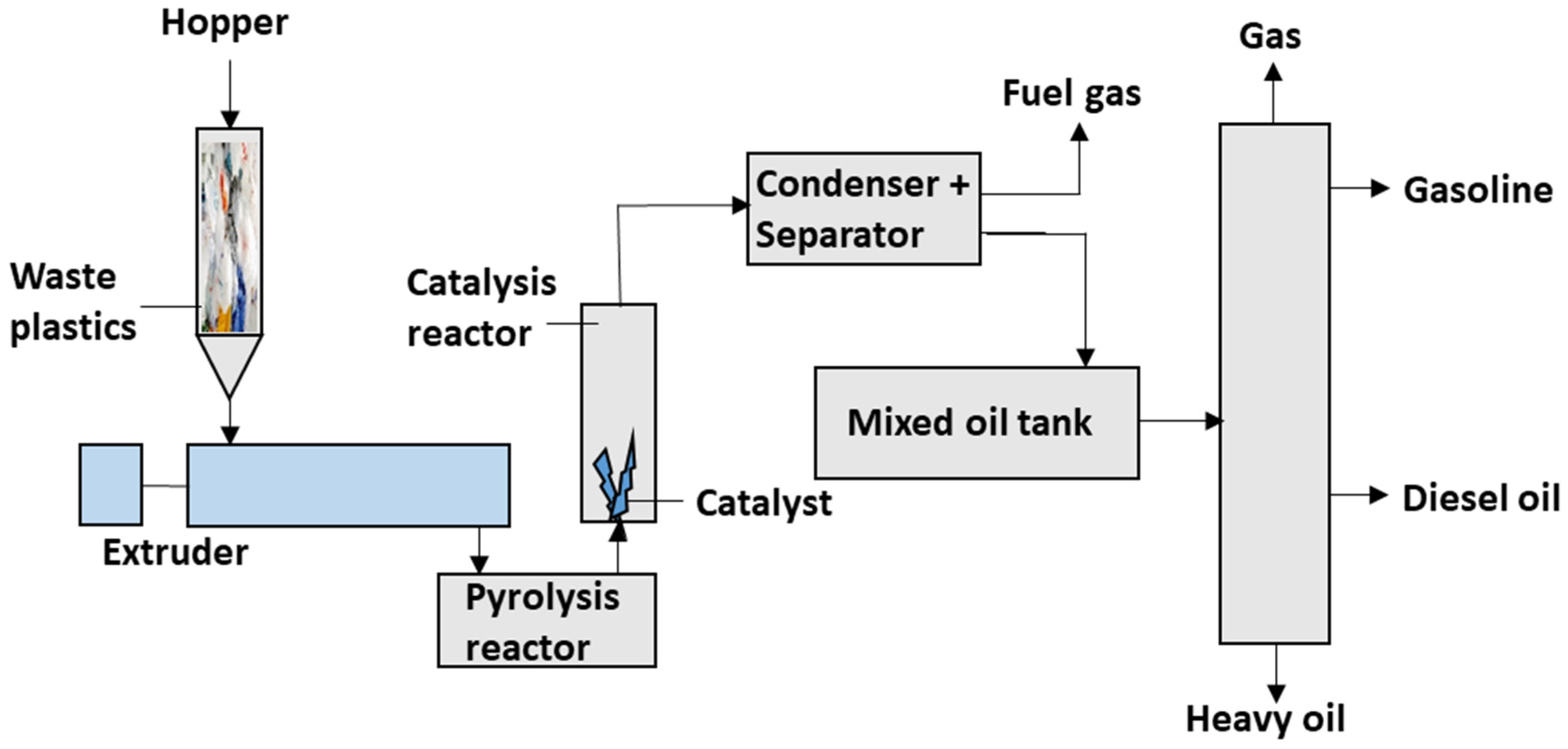{kind=link}
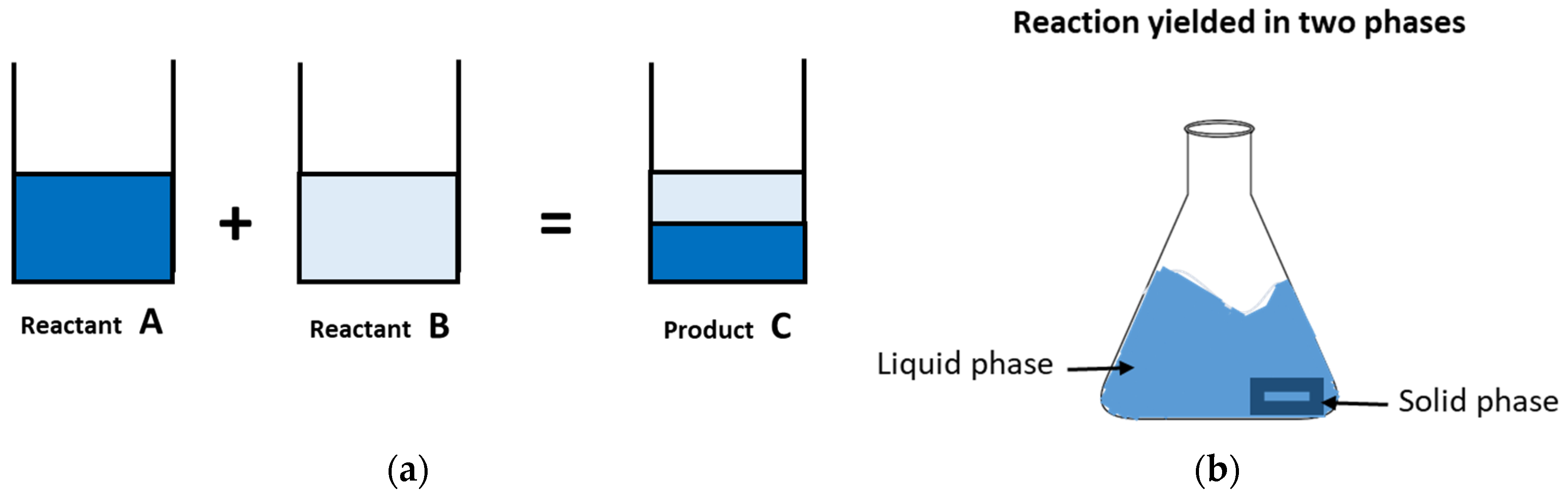{kind=link}
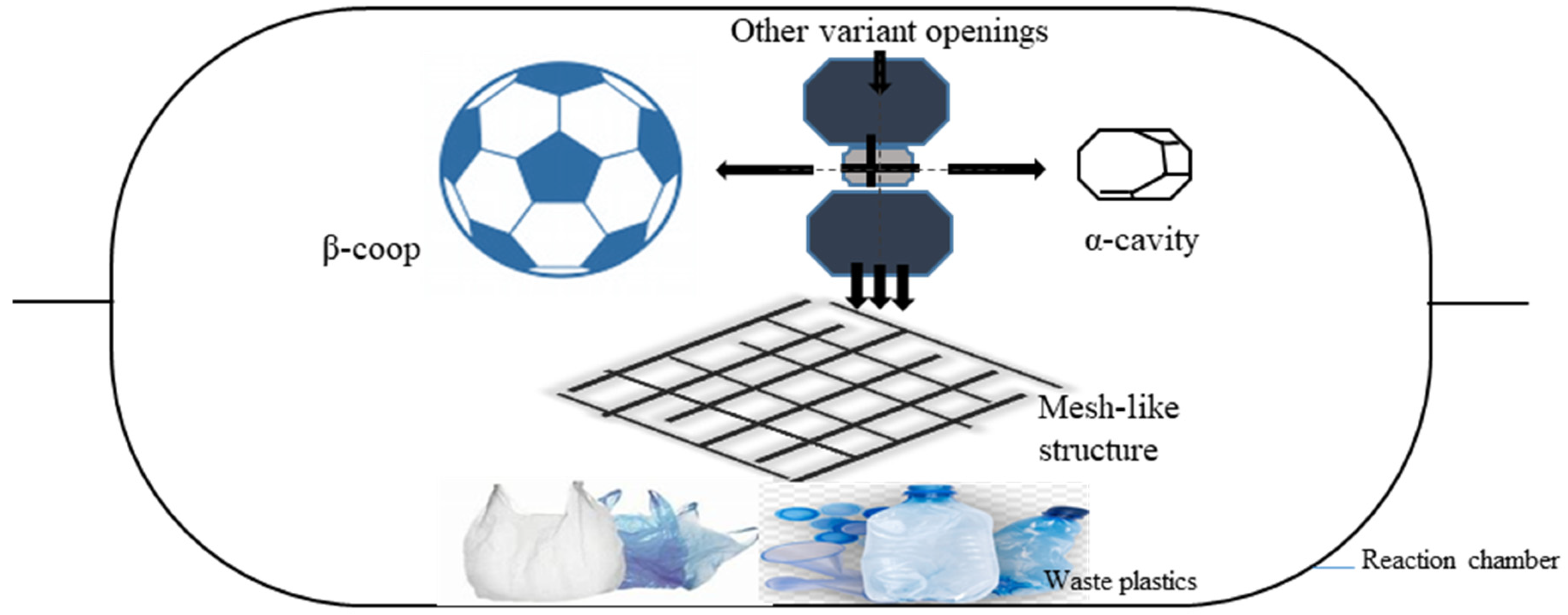{kind=link}
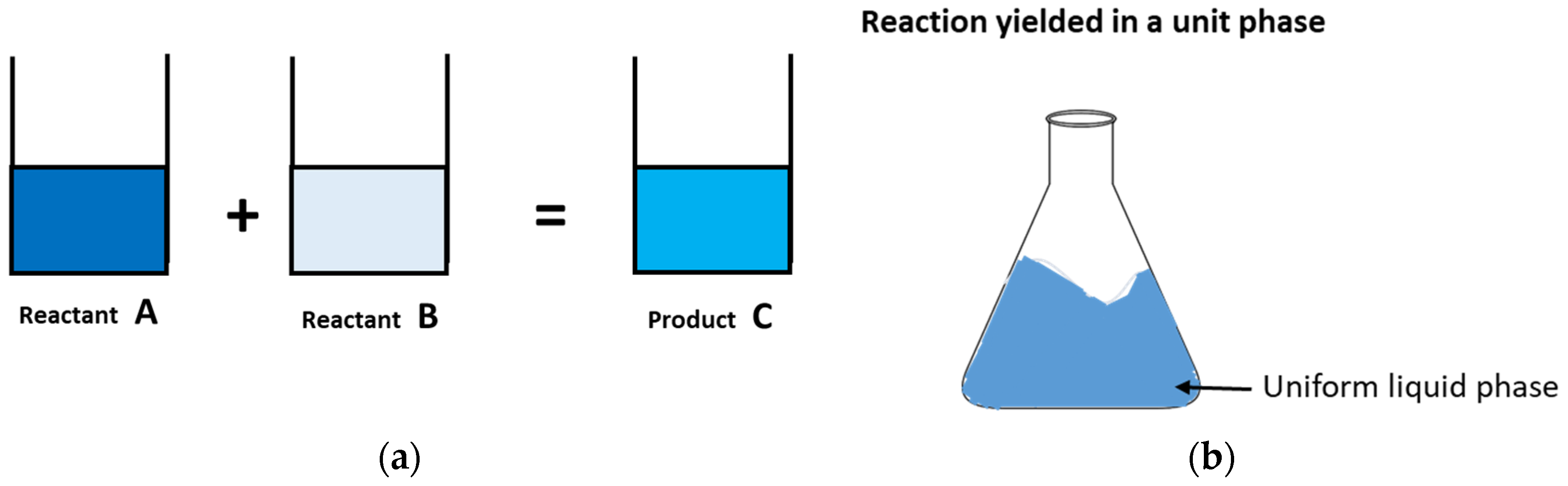{kind=link}
Table 1.
Different heterogeneous catalysts utilised in a range of pyrolysis reactors, major process parameters, pyrolytic yields, and other parameters.
Table 1.
Different heterogeneous catalysts utilised in a range of pyrolysis reactors, major process parameters, pyrolytic yields, and other parameters.
| Waste Plastics | Equipment | Catalyst Used | Process Parameters | Product Yield | Others | Reference |
|---|---|---|---|---|---|---|
| Expanded waste PS | Pyrex batch reactor | Zinc bulk catalysts (Zn, ZnO and ZnCl2); Zinc metal catalyst | Thermo-catalytic pyrolysis. 1:0.2 feed to catalyst ratio. 450 °C pyrolysis temperature and 120 min reaction time | Liquid product (96.73 ± 0.12 wt.% with 2.47 wt.% toluene, 1.16 wt.% ethylbenzene, 47.96 wt.% styrene monomer and 1.90 wt.% α-methylstyrene) | Fractional distillation was utilised and found with further thermal pyrolysis plus cyclization and recombination reactions | [53] |
| Influence and reactivity of PET on PS | Quartz glass reactor | 20% Al-(Al2O3) catalyst | 1:0–1:0.3 feed to catalyst ratio. 250–500 °C pyrolysis temperature. 20–90 min reaction time | Benzene, styrene, α-methylstyrene, biphenyl, indene, naphthalene, naphthalene derivatives and terphenyls, among others and some oxygenated compounds such as 4-hydroxy-4-methyl, 2-pentanone, acetophenone, 2-buten-1-one, 1-phenyl and 1,2-propanediol, 3-benzyloxy-1,2-diacetyl, among others were identified | Triplicate analysis | [61] |
| Plastics and biomass | Two-stage fixed bed reactor | (Ni-CaO-C) | Co-pyrolysis/gasification. About 10 mg of samples were heated at the rate of 10 °C/min from room temperature to 800 °C, and the temperature was kept stable at 800 °C for 10 min before decreasing | Hydrogen production (86.74 mol% and 115.33 mmol/g) and low (CO2) concentration (7.31 mol%) in the gaseous products | [62] | |
| PE | A two-stage pyrolysis-catalysis reactor | Core-shell catalyst (Ni-Ce@SiO2) | The highest quantum of hydrogen was attained when the catalyst: plastic weight ratio was 1.0, and the catalytic reaction temperature was at 800 °C. | Hydrogen | [63] | |
| PE | Autoclave | Volcanic ash | Temp-range (200–350 °C), pres. 1–10 kg/cm2 | 200 °C (solid bottom layer), 250 °C (plastic liquefaction oil-consisting of two layers; bottom layer showed more concentration), 300 °C (homogeneous yellow clear oil- for greater than 10 min and at 350 °C for 0–60 min) | Liquefaction method | [71] |
| HDPE | Batch Pyrex glass reactor | (BaCO3) (powdered) | 450 °C pyrolysis temperature, 0.1 catalyst/plastic ratio with a reaction time of 120 min at which point the oil collected at optimum conditions | Gasoline, kerosene, and diesel | Fractional distillation | [72] |
| HDPE | (CaCO3) | Various parameters scuh as temperature, catalyst to plastic ratio (cat/pol) and reaction time were explored to find out optimum reaction conditions | Gasoline, kerosene or diesel oil | Fractional distillation at different temperatures. The ASTM distillation study | [73] | |
| HDPE | (MgCO3) | Higher hydrocarbons and catalytic oil | GC-MS to determine their detailed composition | [74] | ||
| PS, PP, PE & their mixtures | Small pilot scale reactor | Natural zeolite and then synthetic zeolite catalysts | 450 °C pyrolysis temperature and 75 min reaction time | Liquid oils (like conventional diesel) | [75] | |
| LDPE | Batch pyrex glass reactor | A wide range of acidic and basic catalysts like calciumcarbide, silica, alumina, zincoxide and magnesiumoxide | Heating rate of 40 °C/min. Actual pyrolysis temperature (350–450 °C) | Oil yield, wax, and gases | Conditions such as temperature, catalyst weight and reaction time were optimized in order to achieve maximum conversion into chemicals that could be used for feedstock | [76] |
| LDPE | Activated carbon and (MgO) | Jet fuel and hydrogen | This work described a convenient, efficient, and economical to produce jet fuel and hydrogen | [77] | ||
| HDPE | Fibre glass reactor | (HZSM-5) | Reaction temperature between 370 °C and 420 °C and a reaction time of 240 min | Gaseous products in the range of C1–C4. Liquid fuel produced (alkanes, some alkene groups resembling aliphatic groups, and some aromatic groups are yielded as well | To obtain the hydrocarbon fuels, the gross heat of combustion was 123,845 BTU/gal, API gravity was 53.70° API and sulphur contained 3.05 ppm | [19] |
| PP and HDPE | Steel micro reactor | Non-sweeping nitrogen atmosphere | 250 to 400 °C but maximum yield attained at 300 °C for PP and 350 °C for HDPE | Liquid, gas and residue for PP and HDPE each | FTIR and GC-MS utilised to analyse the liquefactions | [78] |
| HDPE | Packed bed reactor | Sodium hydroxide, HUSY and HBeta zeolite | Inert atmosphere at 450 °C | Liquid, paraffins (6C44), olefins (6C22), aromatics (6C14) and alcohols (C16 and C17) | Thermal and catalytic cracking techniques | [70] |
| PEs | Batch Pyrex round-bottom glass | Metal oxide catalysts, including Ca(OH)2, (ZnO) and (Al2O3) | 200 °C reaction temperature. Catalyst-to polymer ratios from 1:1 to 1:5 | Liquid fuel | GC-MS), HPLC, FT-IR, and EA used for the analysis | [79] |
| LDPE | Steel reactor | Without any cracking catalyst, in the presence of oxygen and closed system | 800 gm sample, 20–430 °C (to liquefaction), 260–290 °C for diesel grade fuel distribution | Diesel Fuel | DSC, GC-MS and FT-IR analysis used for result characterisations | [80] |
| LDPE | Batch reactor | Calcium carbide | Atmospheric pressure | Liquid fuel- 12.0 + 0.2% at 673K, gas 13.36 + 0.32% and char. Maximum conversion into liquid product 69.73% was acquired at about 350 °C | Column chromatography and fractional distillation method was used to collect the samples and then characterised with the support of FT-IR spectroscopy | [81] |
| Polymer mixture | Semi-batch laboratory reactor | Silica–alumina | 430 °C, catalyst to polymer ratio 40%. Isothermal and constant pressure conditions. | Gasoline | Arrhenius’s Law, a kinetic model was established for the determination of the reaction kinetic parameters | [82] |
| Mixed plastic wastes | Batch system | Silica-alumina synthesized catalysts and application of sodium carbonate to reduce the emission of dioxins in the environment | The main variables during the production process were contact time and temperature | Liquid fuel. | The HCs ranged from (C8H18) to (C25H54) for all samples obtained. @risk software was utilised in order to predict the scenarios of its applicability. The simulation showed a right match with the regular diesel. | [45] |
| Municipal plastic wastes, MPW | Review | Thermal and catalytic cracking | Gasoline-range hydrocarbons | MSW collection, classification and pre-treatment at the front end, and hydrocarbon distillation and purification at the tail end were complementary to plastic pyrolysis | [50] | |
| Plastic Wastes | A modelled pyrolysis plant | Determination of the economic feasibility of the capacity of the modelled plant | A scaling-up analysis | Heavy fuel oil substitute or as raw material by the petrochemical industry | Additionally, a sensitivity analysis was performed showing that the fuel production rate was the most sensitive parameter for the 100 kg/h plant, as well as the scaled-up plants | [83] |
| PS | Fluidized-bed reactor | 20/40 mesh quartz sand as the fluidization medium | Optimal results were attained at 450–700 °C pyrolysis temperature with nitrogen as the carrier gas | Gasoline and styrene monomer | A substantial discussion was made with regards to the recycling of higher boiling point fractions | [84] |
| General-Purpose PS | Unstirred semi-batch stainless steel reactor | Red mud | The catalytic degradation gradually started from about 175 up to 400 °C. Nitrogen atmosphere (air free) | Kerosene | GC-MS analysis was used to characterise the condensed liquid organic compounds | [85] |
| Mixture of plastics more like MPW | Semi batch reactor | Red mud and (ZSM-5) zeolite | 500 and 440 °C pyrolysis temperature for red mud and (ZSM-5) zeolite, respectively | liquid and gaseous fuels | Red mud required higher temperatures than (ZSM-5) zeolite to exert a catalytic effect in pyrolysis since similar results to those obtained without catalyst were obtained at 440 °C, while at 500 °C a higher yield of gases and a greater proportion of aromatics in the liquids was obtained. | [86] |
Table 2.
Common waste plastic pyrolytic products. Main yields with empirical evidence.
| Waste Plastics | Pyrolytic Products | References |
|---|---|---|
| PE, PP, PS | 1-alkenes, n-alkanes, and α, ω-dialkenes ranging from C1 to C45+; methyl-oligomers; liquid fuel | [43] |
| Expanded PS waste | Liquid products | [53] |
| PS | Liquid oil | [23] |
| Plastics and biomass | Hydrogen (H2) (energy carrier) | [62] |
| PE | Hydrogen (H2) (energy carrier) | [63] |
| PE | Fuel-like products | [70] |
| PE | Liquefaction oil | [72] |
| PP and PE | Fuel oil [with Benzene, Toluene and Xylene (BTX) aromatics as core targets] | [110] |
| PE and PS | Wax | [111] |
| PE, PP and PS | Heavy fuel oil substitute or as raw material | [83] |
| PE or PP or PS | Char | [112] |
| HDPE | Gasoline, kerosene, and diesel | [72] |
| HDPE | Gasoline, kerosene, and diesel | [73] |
| HDPE | Higher hydrocarbons and catalytic oil | [74] |
| HDPE | Pyrolysis oil | [113] |
| PS, PP, PE & their mixtures | Liquid oils (like conventional diesel) | [75] |
| MPW | Pyrolytic gas | [114] |
| MPW | Diesel and gasoline | [8] |
| LDPE | A complex mixture of alkanes, alkenes, carbonyl group (aldehydes, ketones, aromatic compounds) and substituted aromatic compounds like phenols | [76] |
| HDPE | Gaseous products in the range of C1–C4, liquid fuel | [19] |
| PP and HDPE | Liquid fuel and gas | [115] |
| HDPE | Liquid for chemical feedstock or fuel, paraffins, olefins, aromatics and alcohols (hexadecanol and heptadecanol) | [70] |
| HDPE | Pyrolysis oil | [115] |
| PE | Low molecular weight liquid fuel | [79] |
| PE | Pyrolysis oil | [116] |
| PE | Pyrolysis oil | [50] |
| PE | Pyrolysis oil | [18] |
| LDPE and HDPE | Liquid fuel | [117,118] |
| LDPE | Diesel | [80] |
| LDPE | Liquid fuel and gas | [81] |
| Polymer mixture | Gasoline | [82] |
| Mixed waste plastics | Liquid fuel | [45] |
| MPW | Gasoline | [50] |
| PS | Gasoline and styrene monomer | [84] |
| Reclaimed plastic bottles, PET | Gaseous materials | [119] |
| PET | Gaseous materials | [120] |
| PET | Gaseous materials | [121] |
| PVC and biomass | Nitrogen (N2) and Carbondioxide (CO2) | [122] |
| PVC and wastepaper | Hydrogen (H2) | [123] |
| PVC and (Fe3O4) | Chlorine emission mitigation | [124] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yansaneh, O.Y.; Zein, S.H. Latest Advances in Waste Plastic Pyrolytic Catalysis. Processes 2022, 10, 683. https://doi.org/10.3390/pr10040683
AMA Style
Yansaneh OY, Zein SH. Latest Advances in Waste Plastic Pyrolytic Catalysis. Processes. 2022; 10(4):683. https://doi.org/10.3390/pr10040683
Chicago/Turabian StyleYansaneh, Osman Y., and Sharif H. Zein. 2022. "Latest Advances in Waste Plastic Pyrolytic Catalysis" Processes 10, no. 4: 683. https://doi.org/10.3390/pr10040683
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.