
Investigation of the Effects of Polyurethane-Modified Polycarboxylate at Ambient Temperature on the Characteristics of Cement with Supplementary Cementitious Materials
 ,
,
Abstract
:1. Introduction
2. Experiment
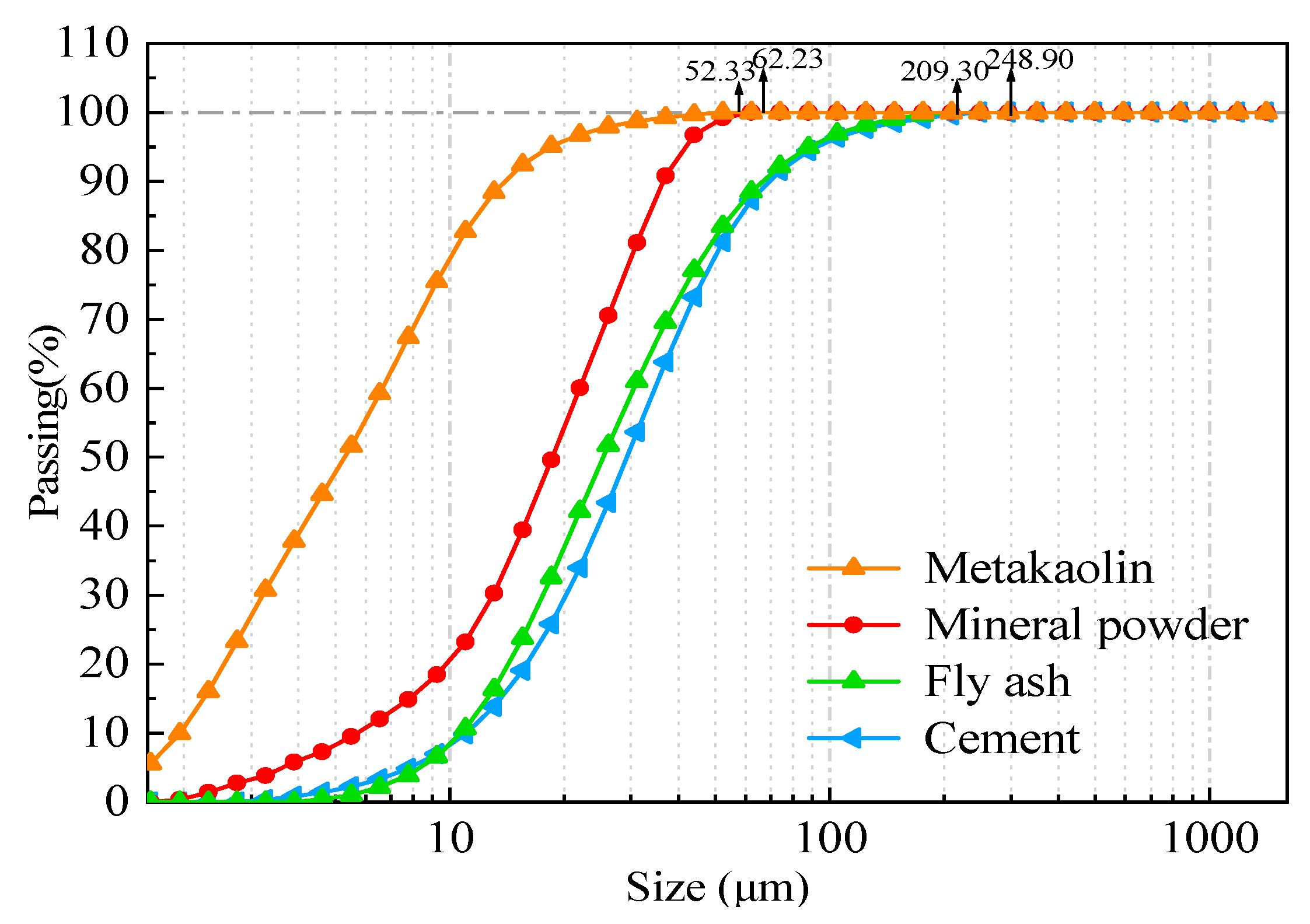
2.1. Raw Materials
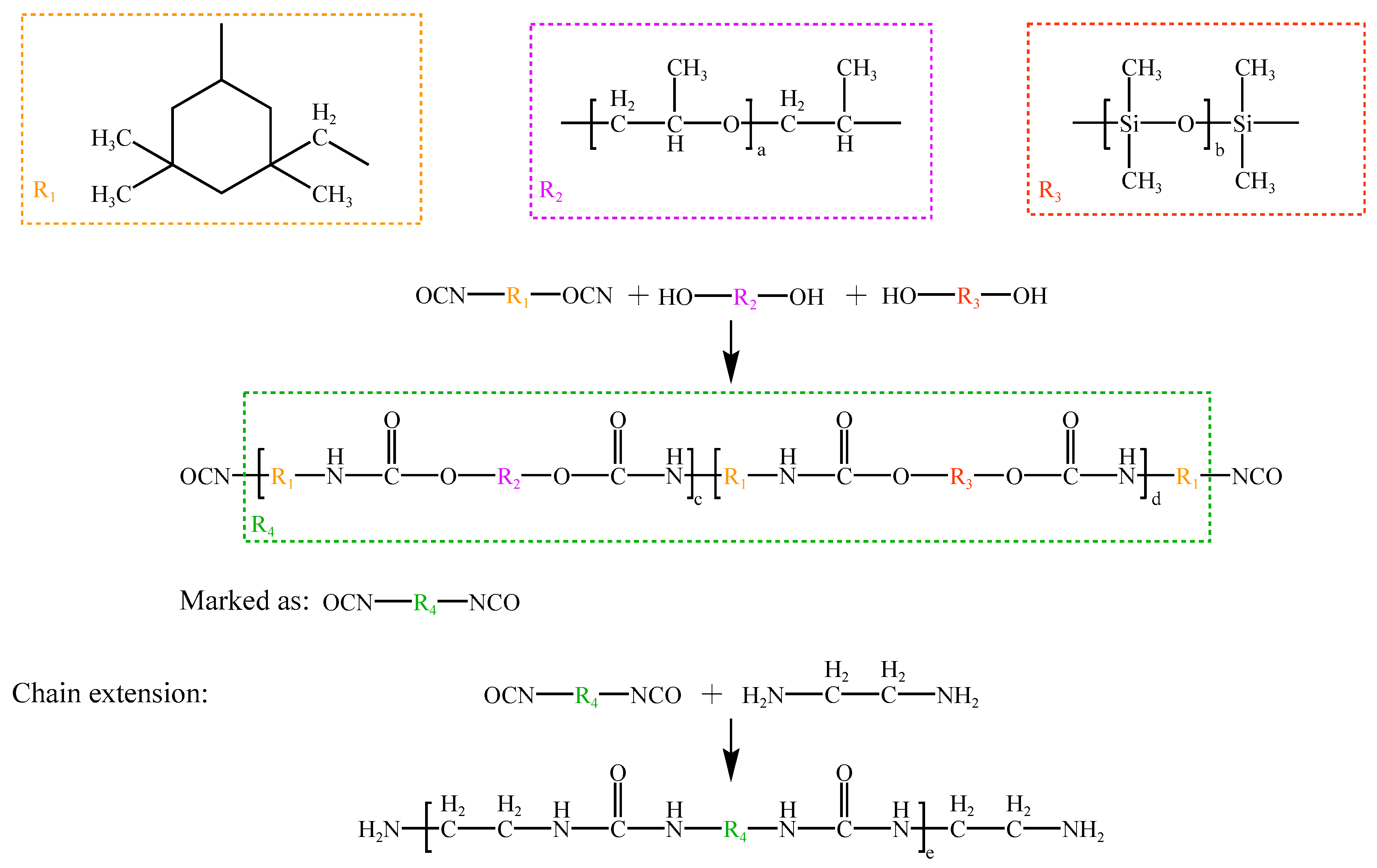
2.2. Side Chain Synthesis
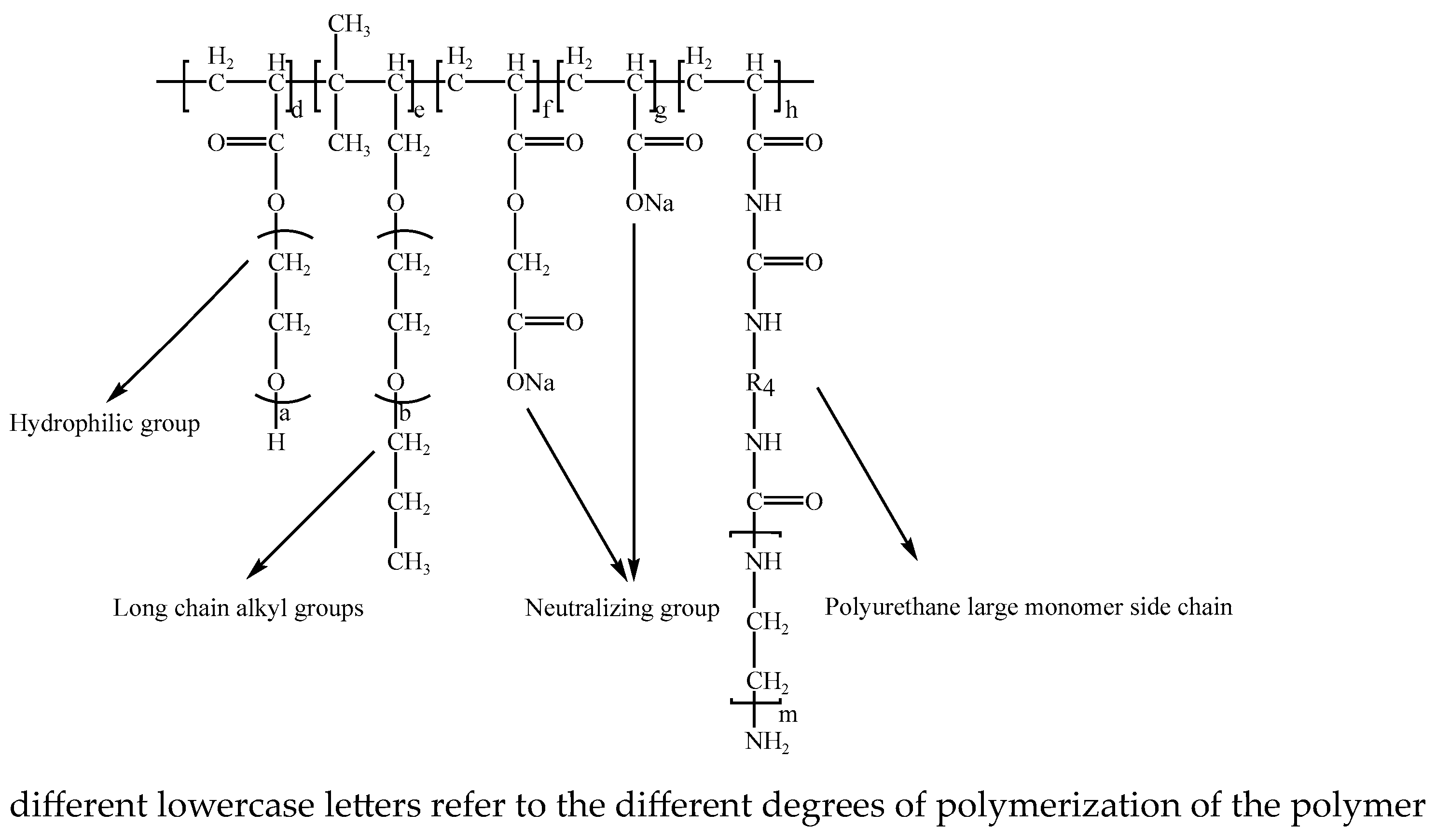
2.3. Polycarboxylate Preparation
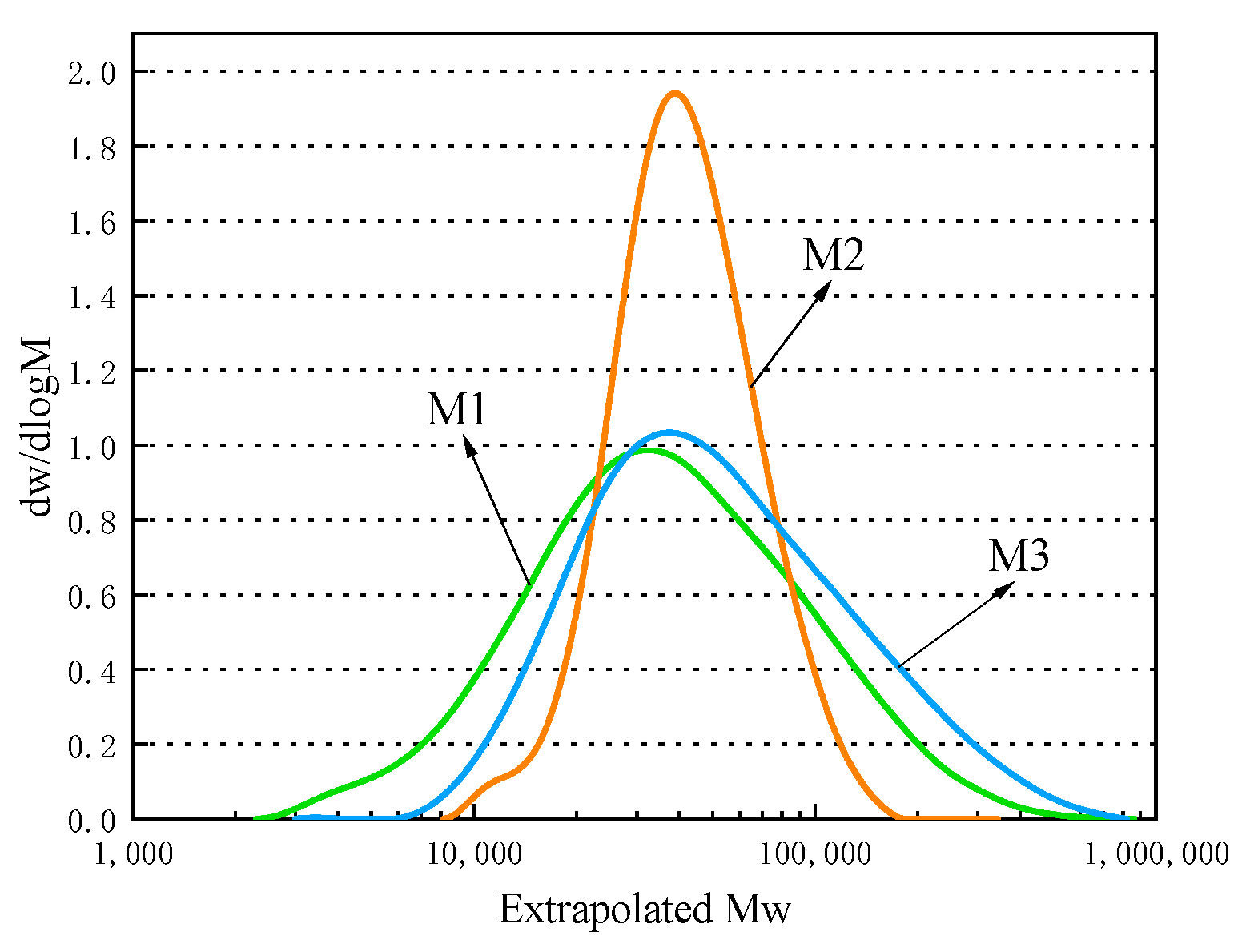
2.4. PCE Molecular Weight Test
2.5. Determination of PCE Adsorption Capacity
2.6. Surface Tension Measurement
2.7. Flowability
2.8. Zeta Potential Value
2.9. Self-Shrinkage
2.10. Heat of Hydration
3. Results and Analysis
3.1. The Effects of Initiation Methods on Polycarboxylate Characteristics
3.2. Orthogonal Experiment
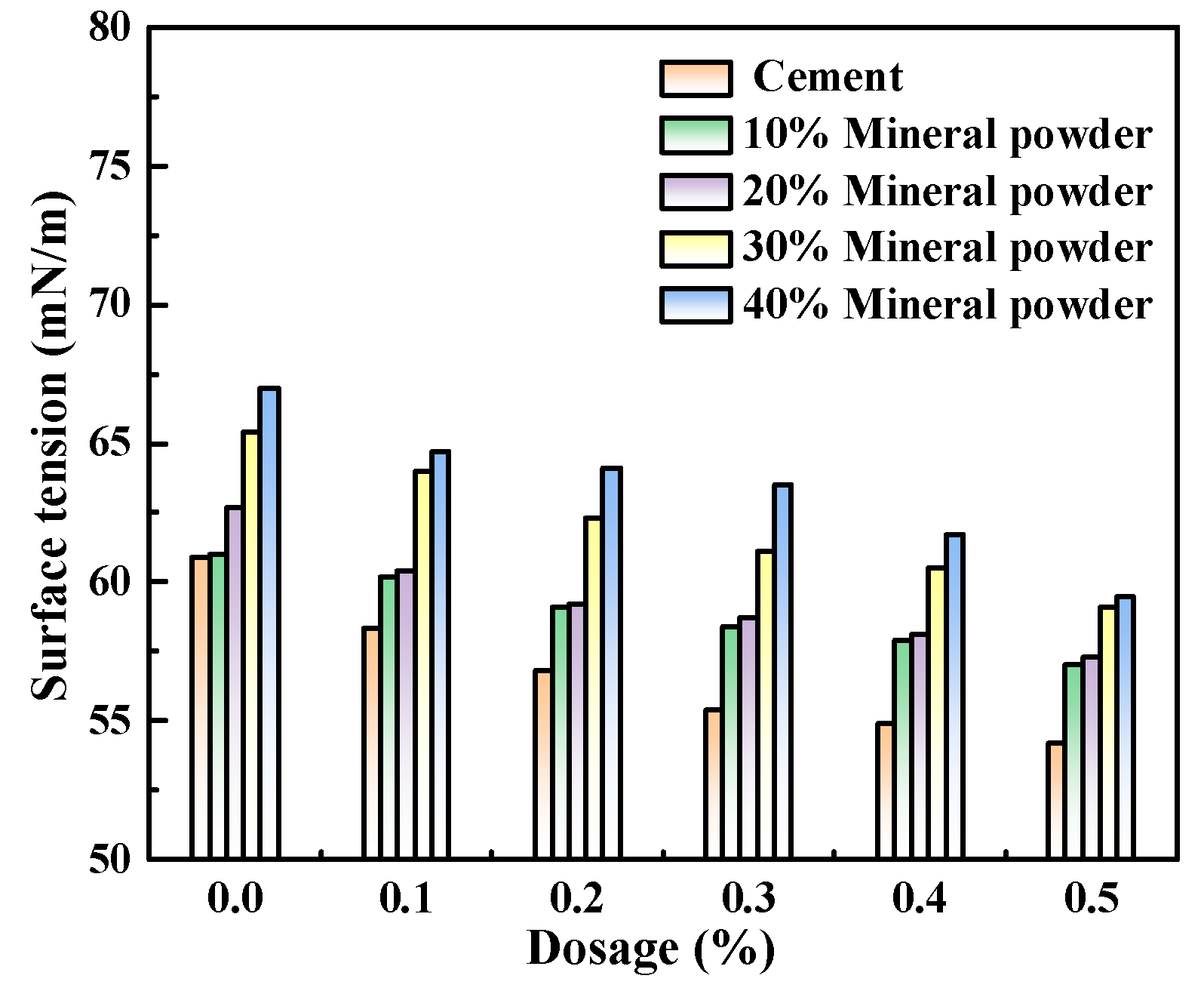
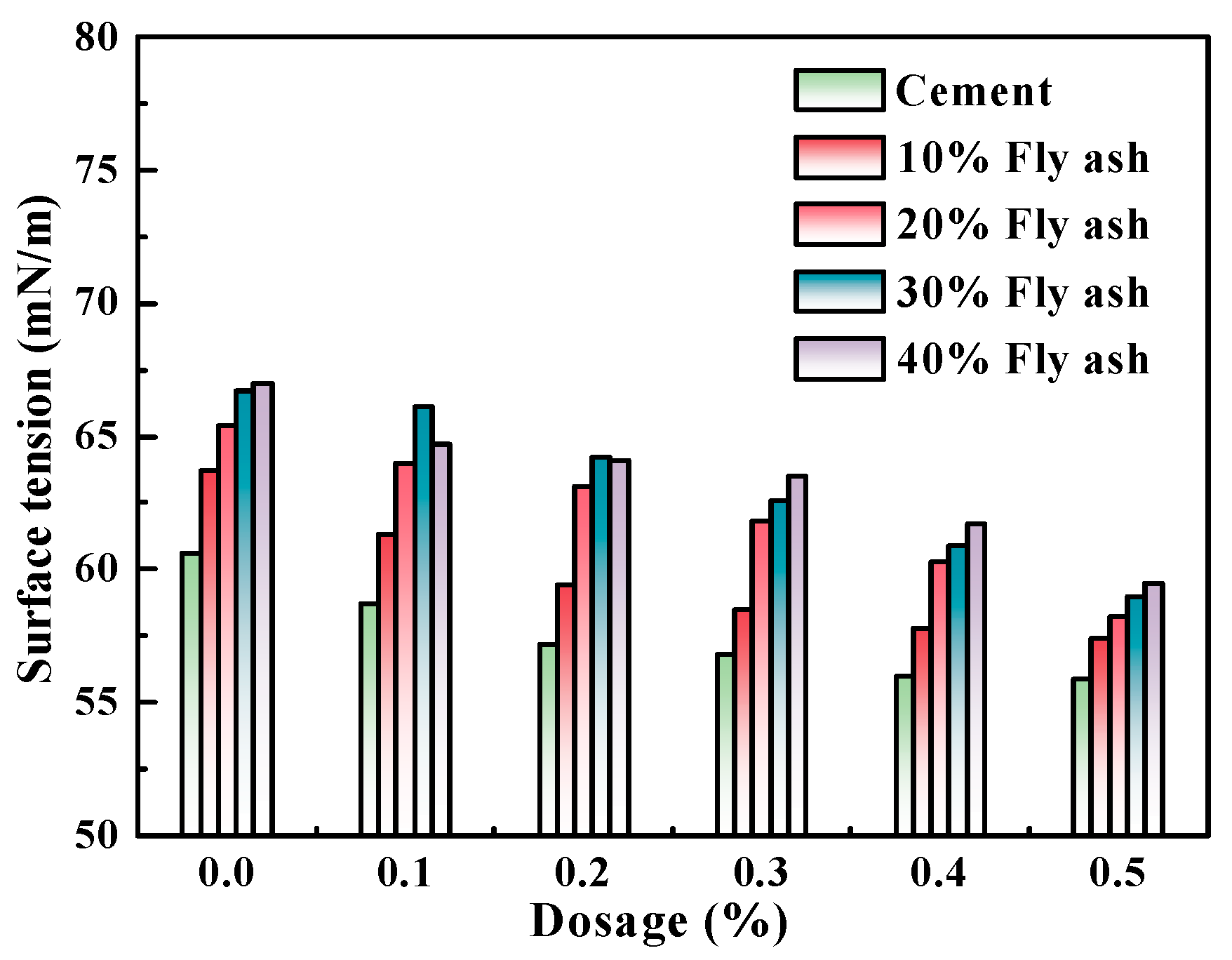
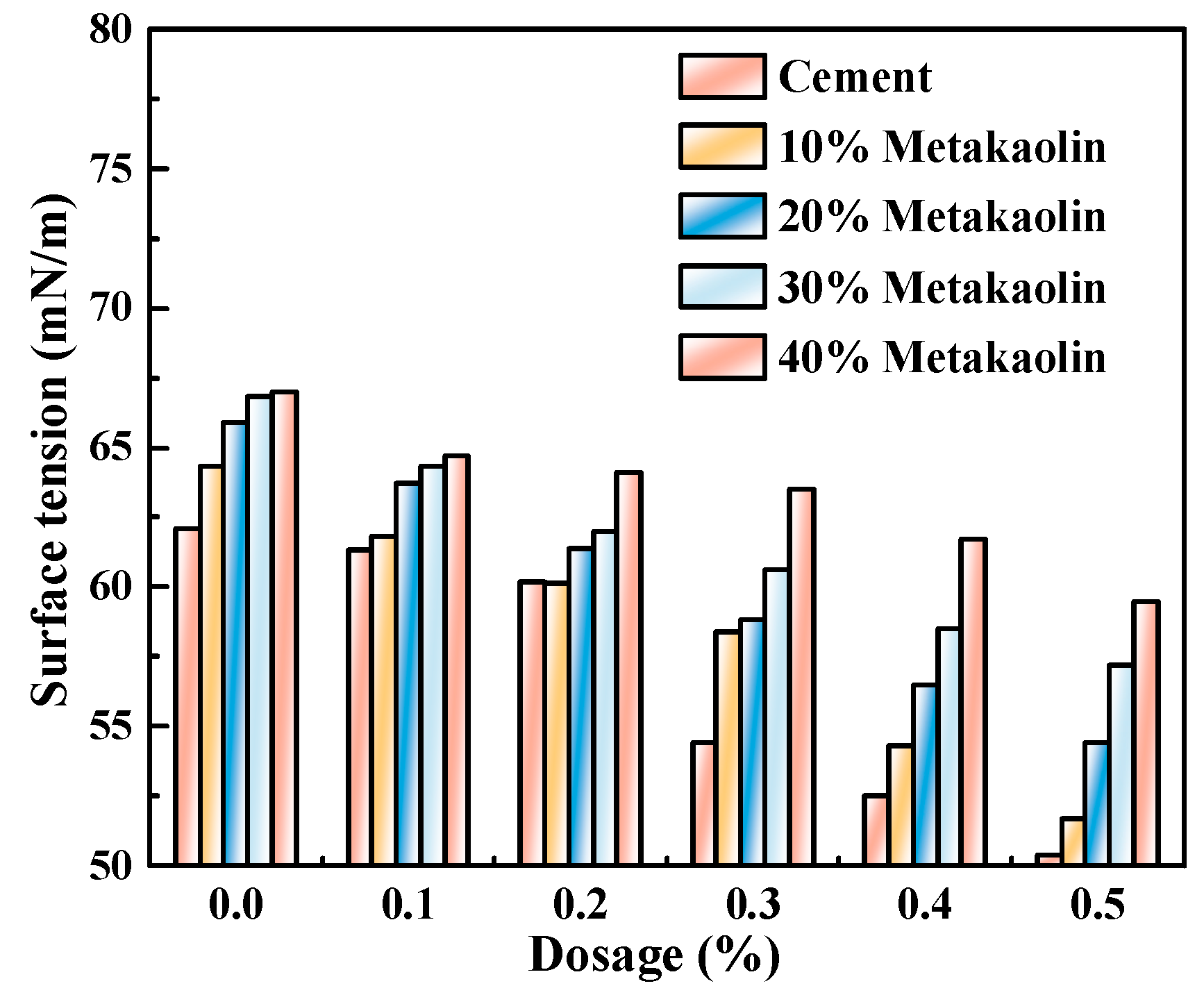
3.3. Effects on the Surface Tension of the Admixture Content
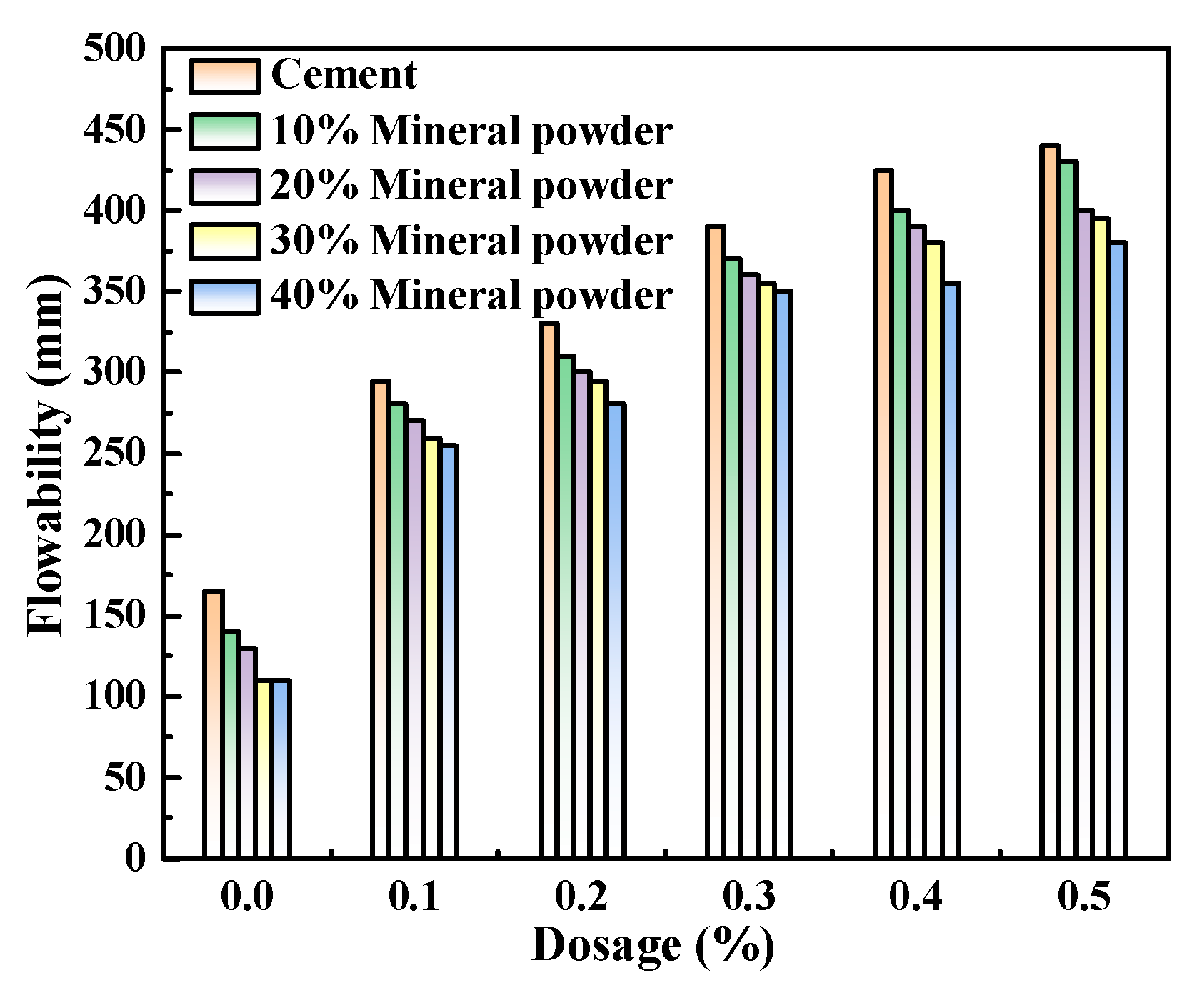
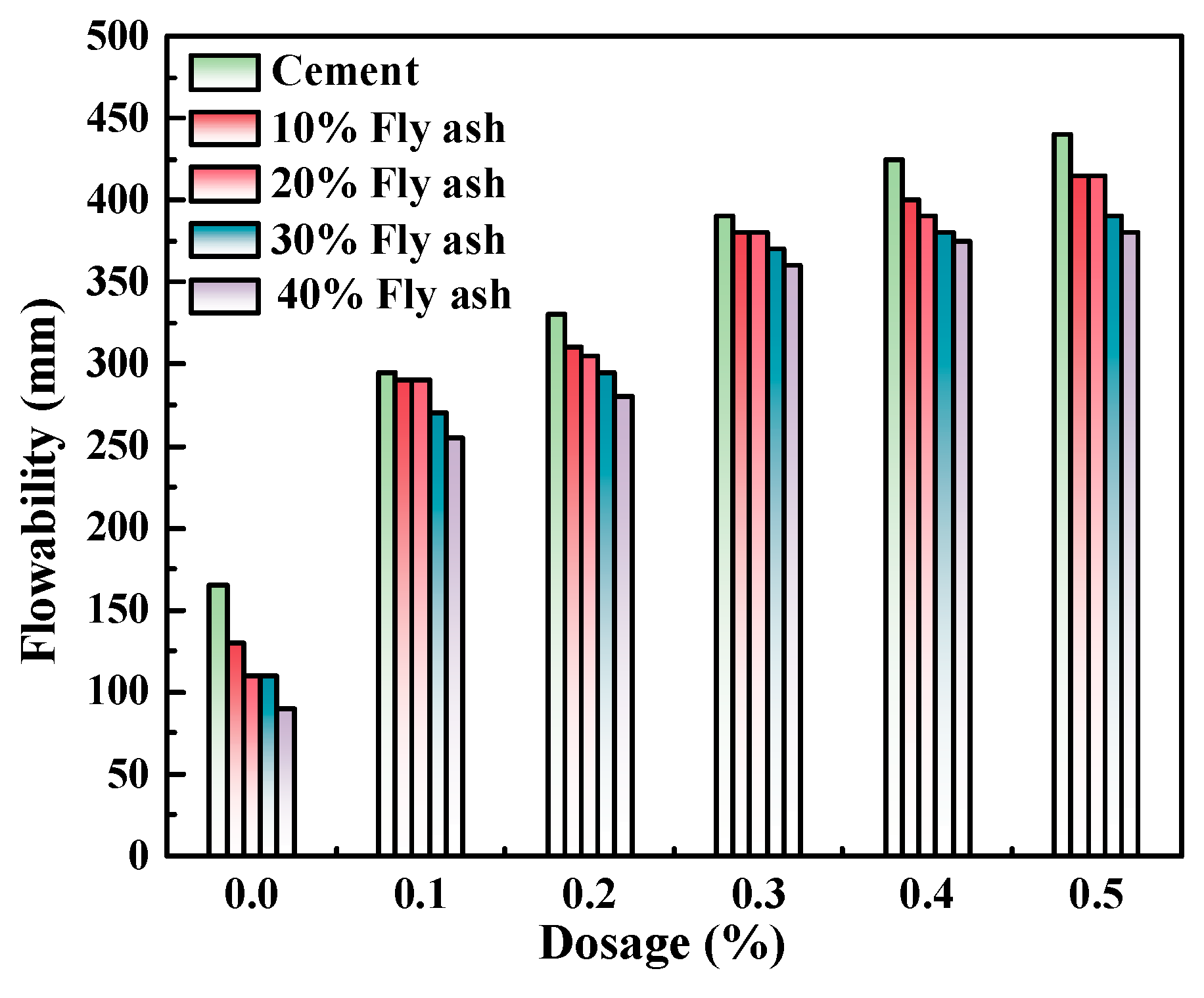
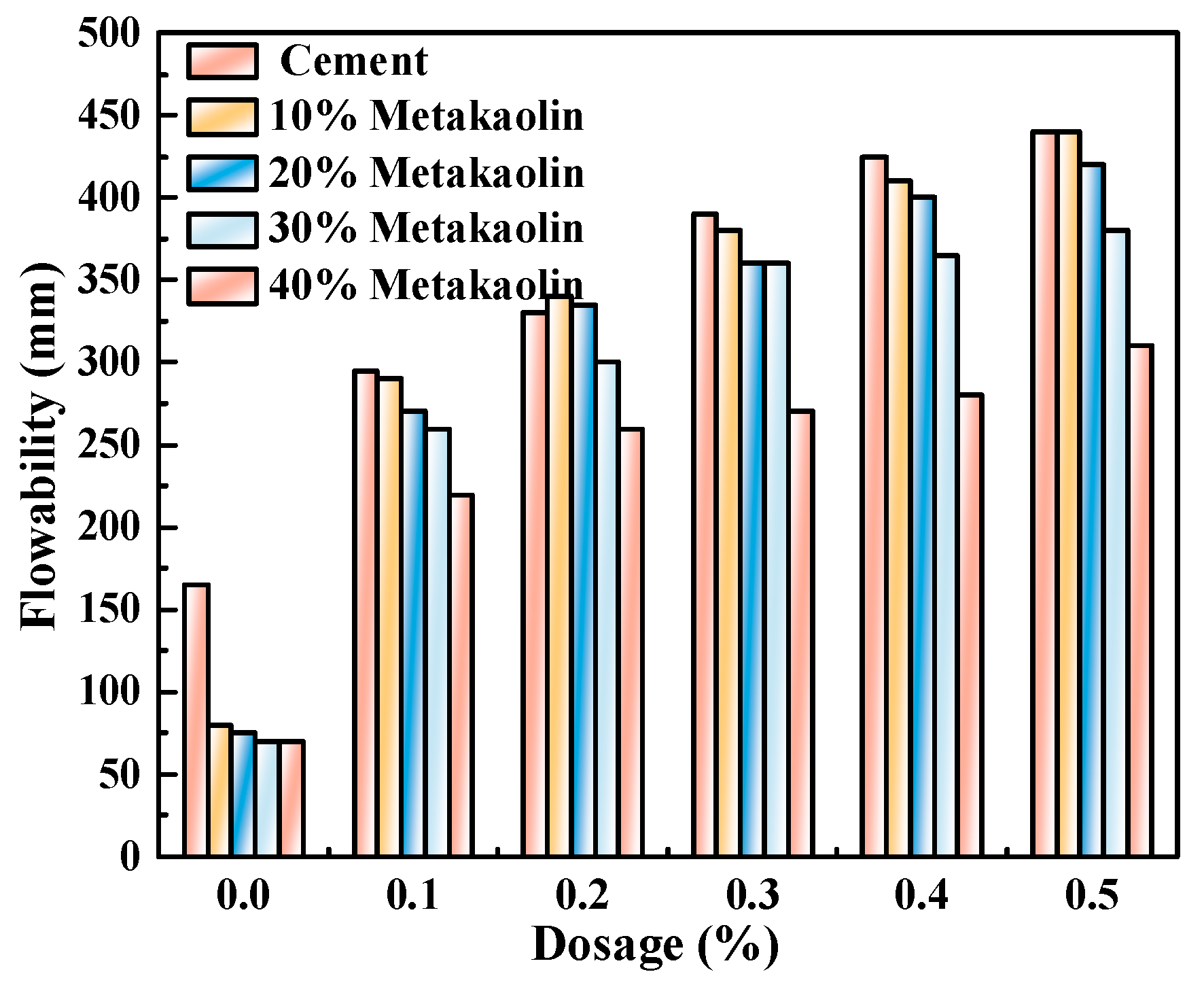
3.4. Effects on the Flowability of the Admixture Content
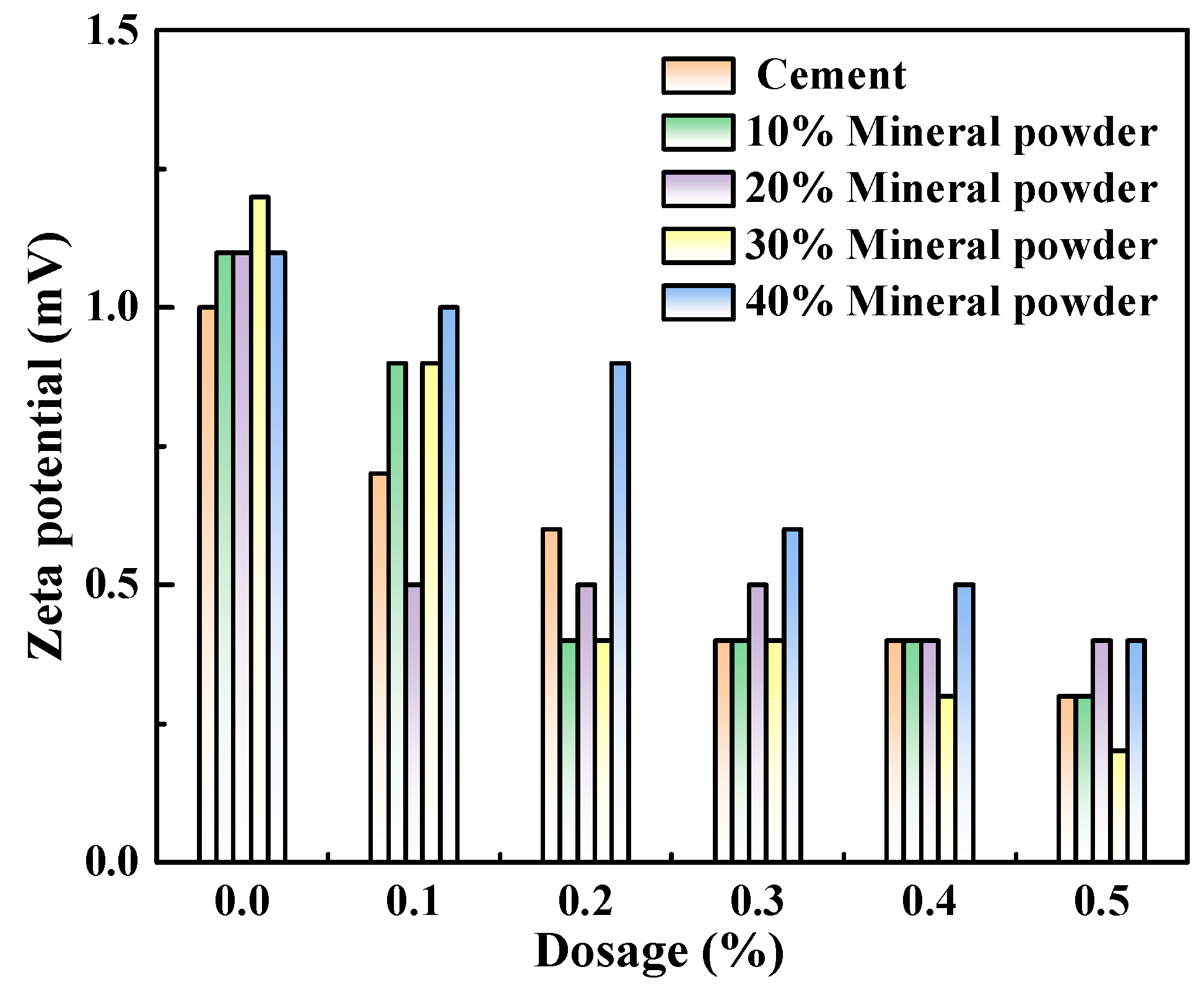
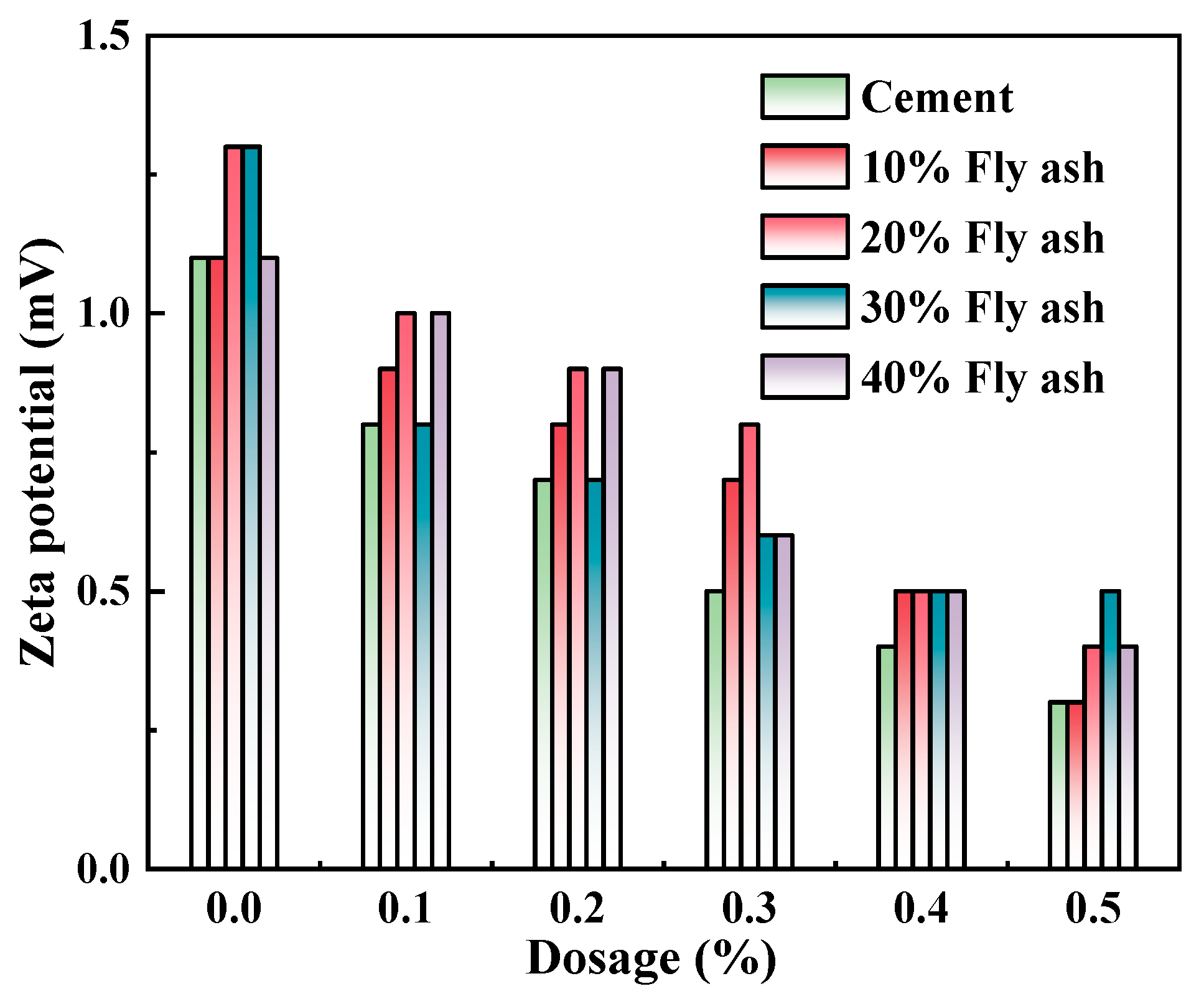
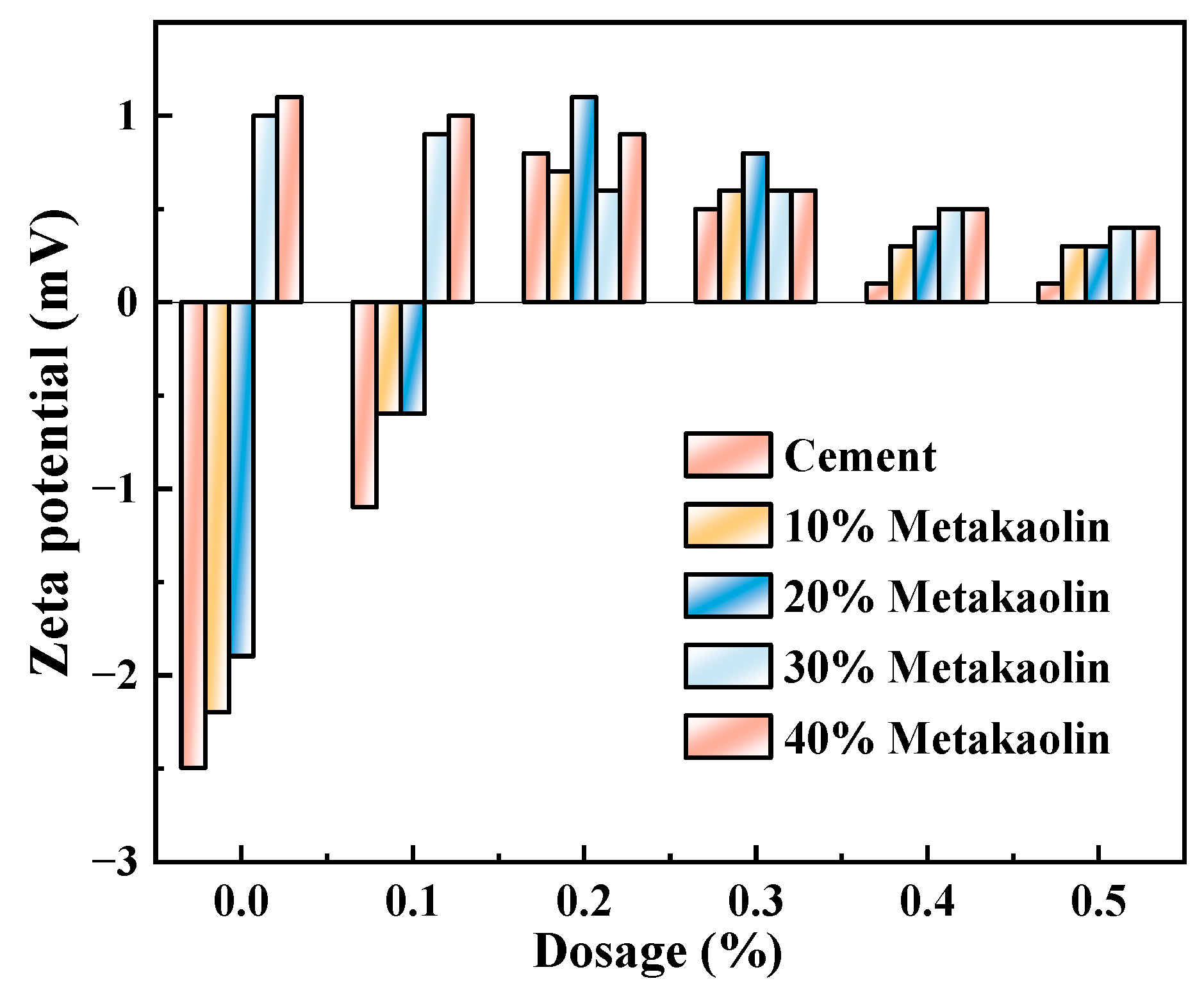
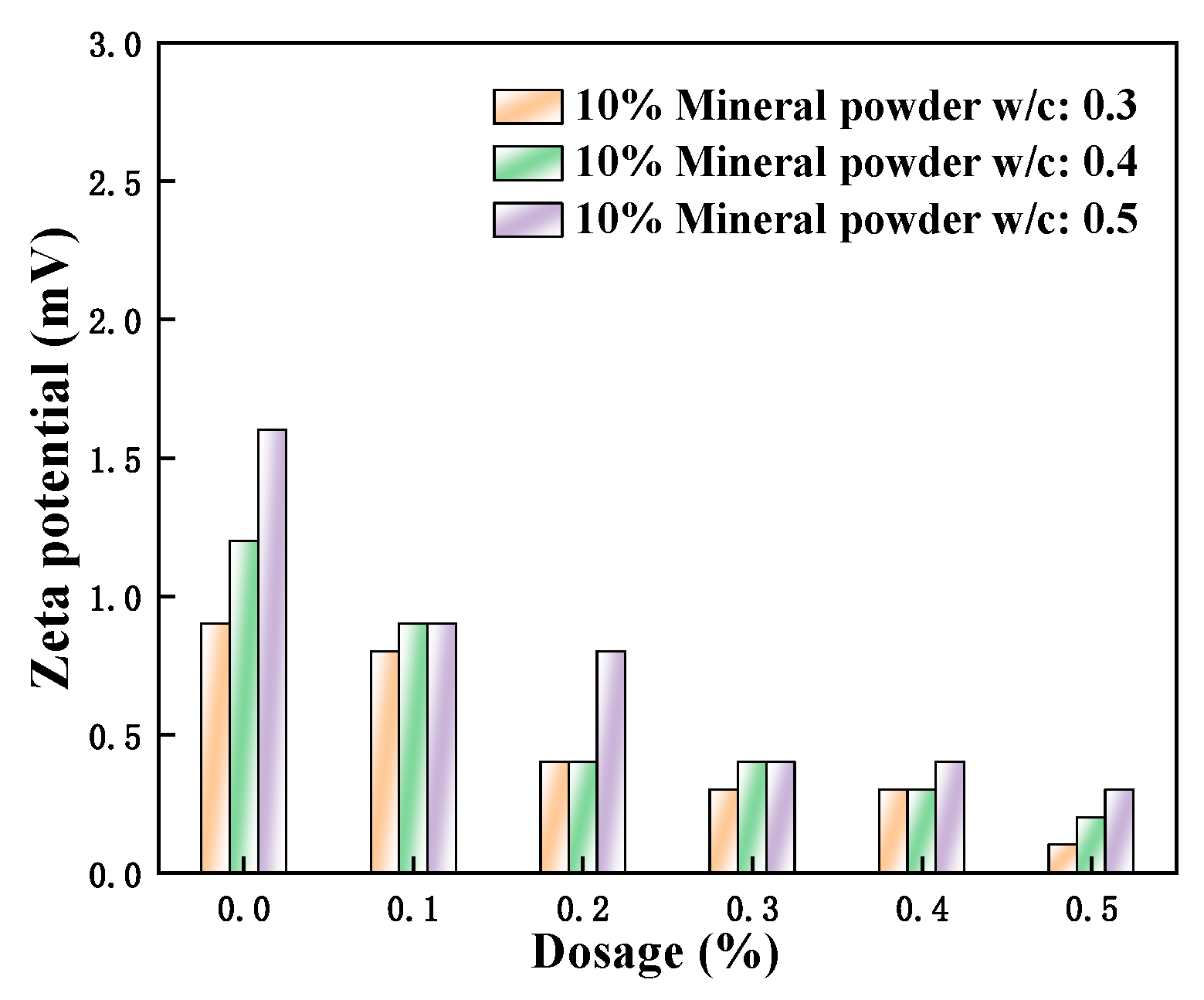
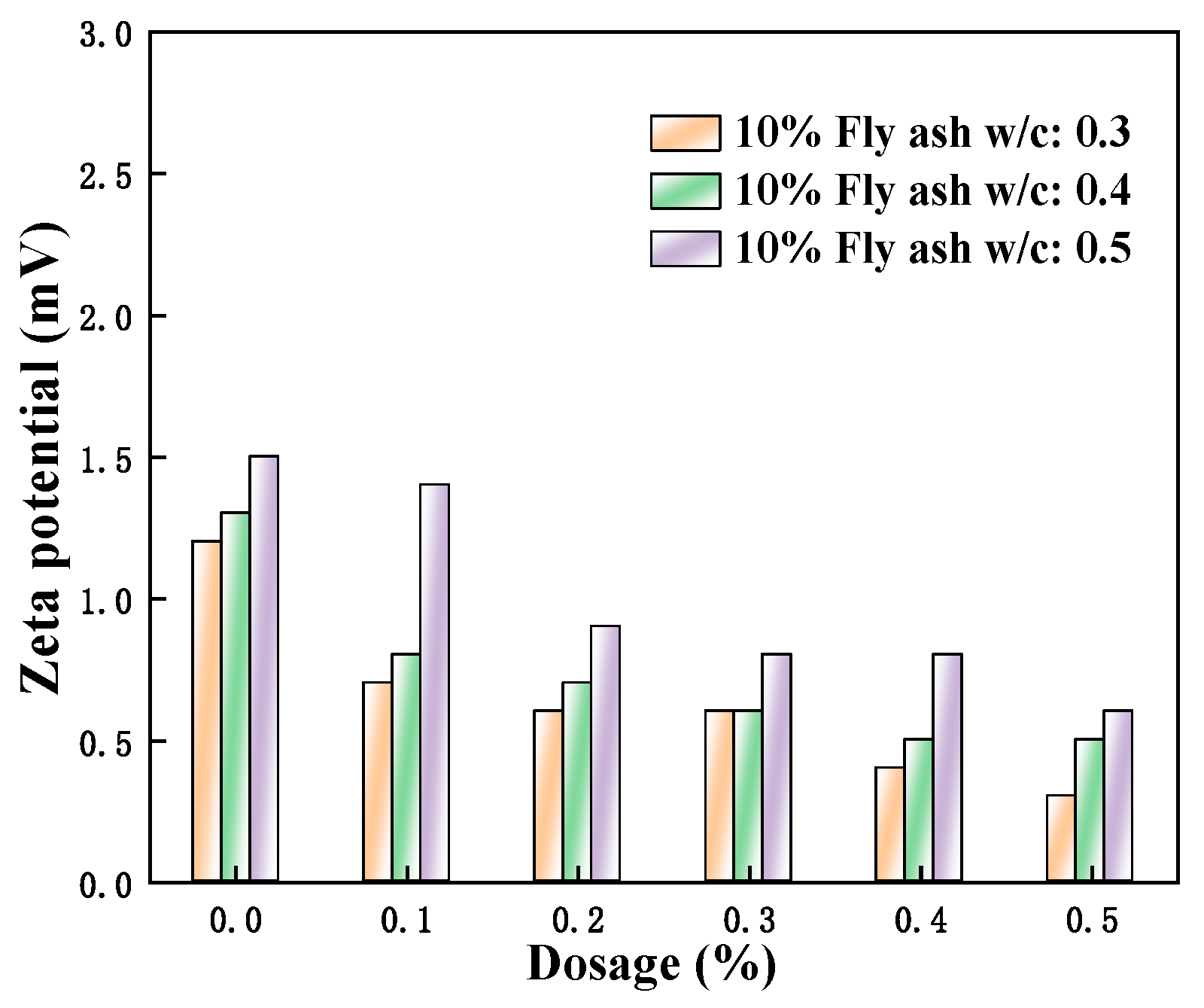
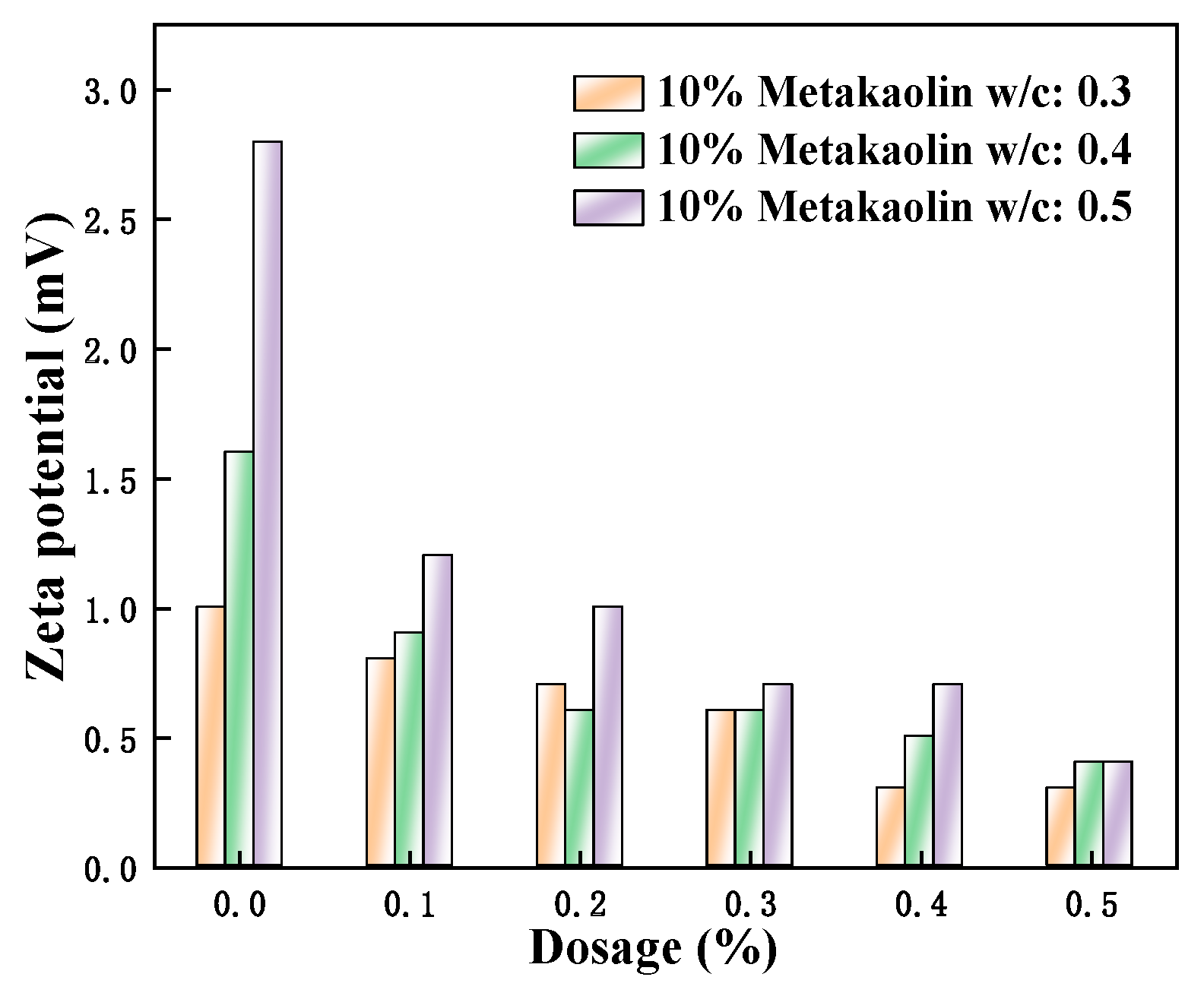
3.5. Effects on the Zeta Potential of the Admixture Content
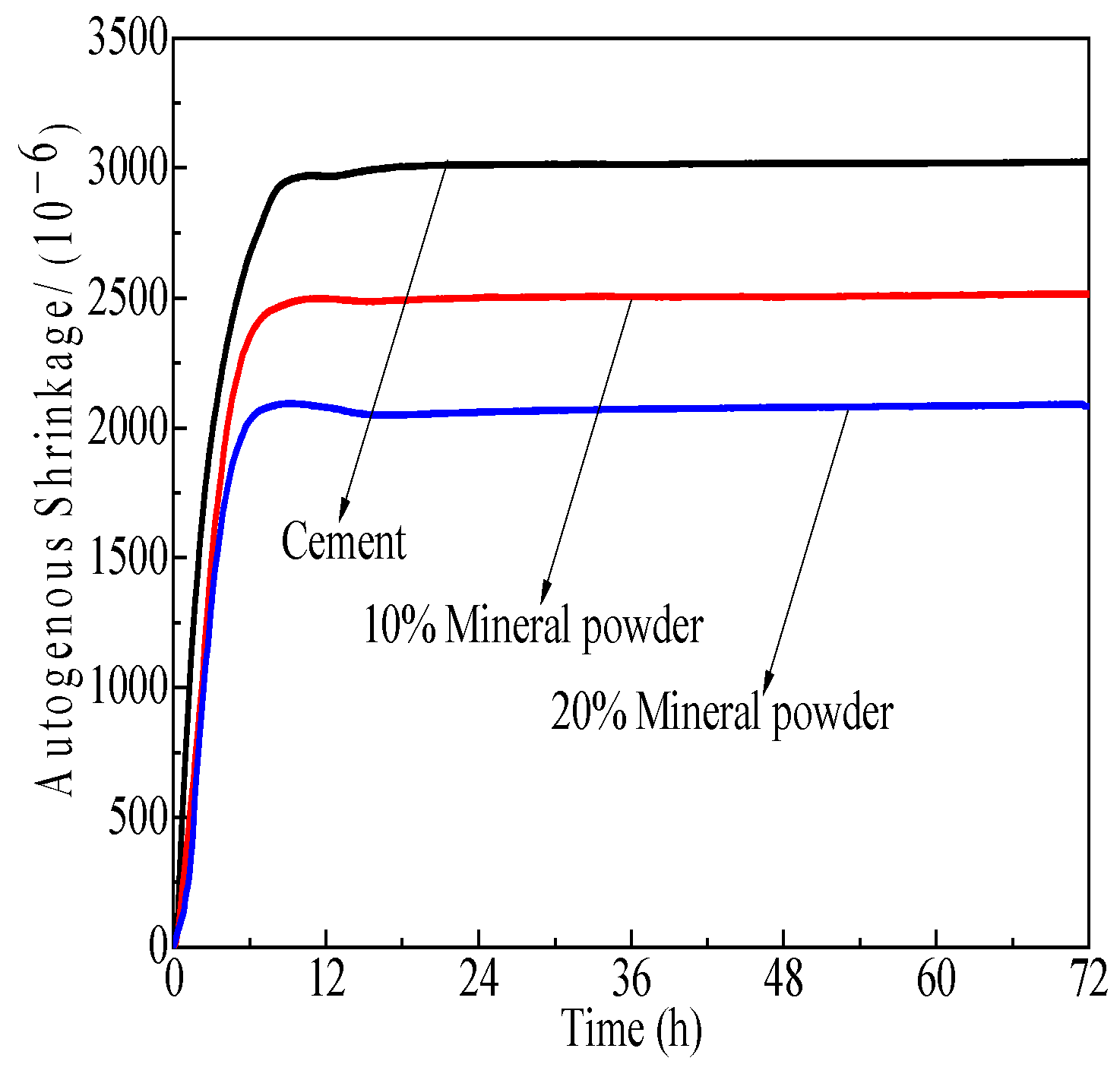
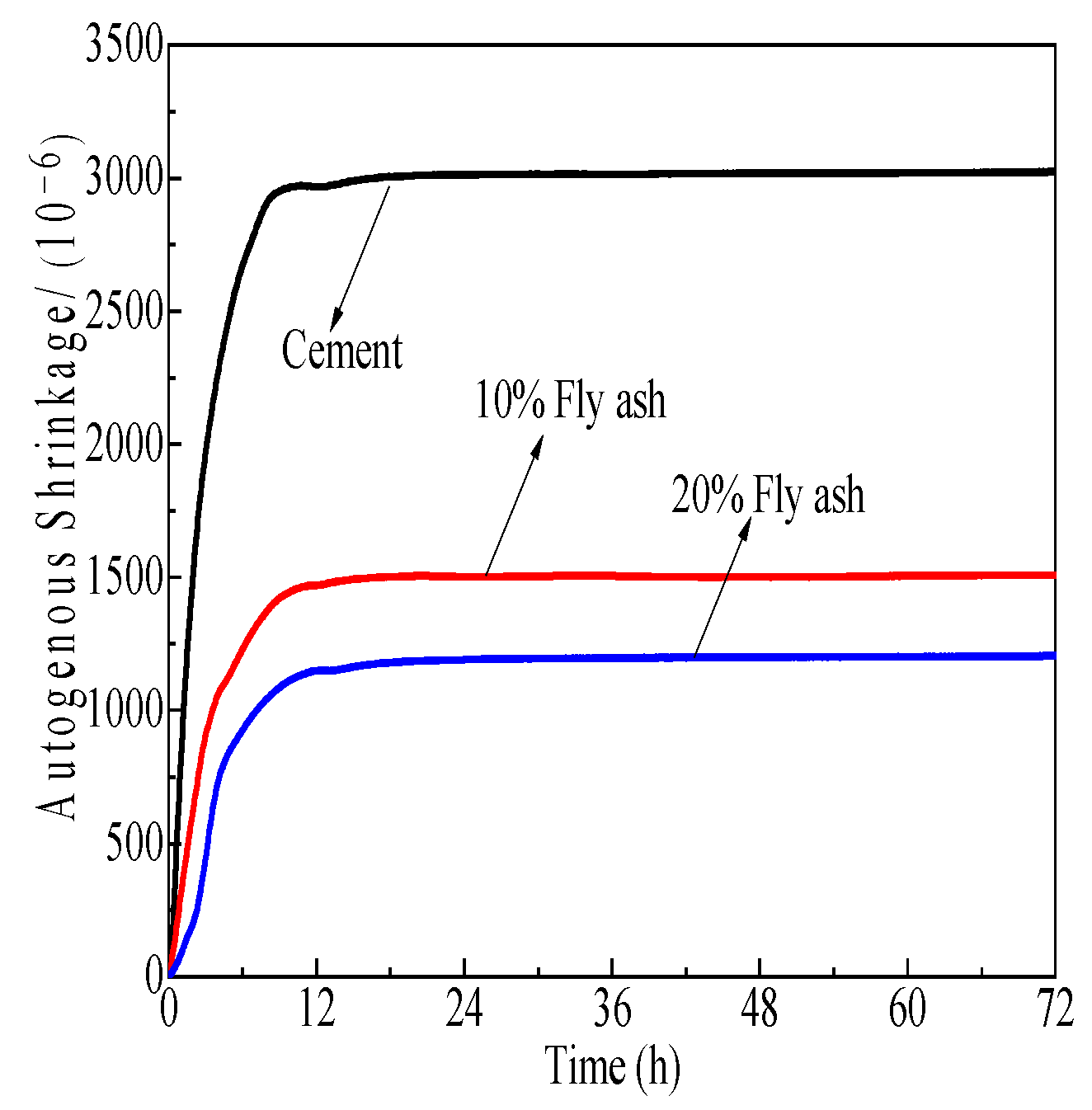
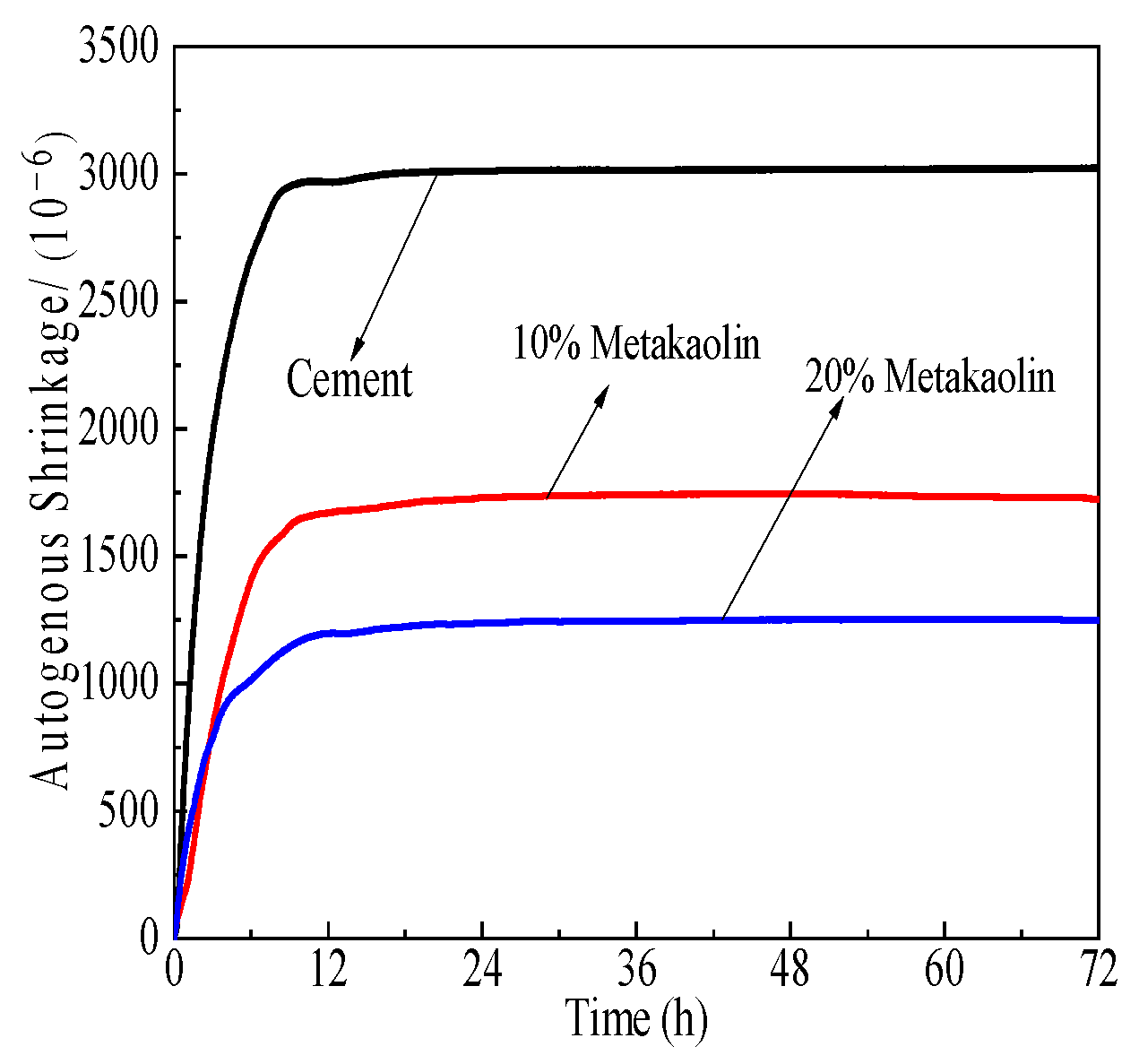
3.6. Effects on the Self-Shrinkage of the Admixture Content
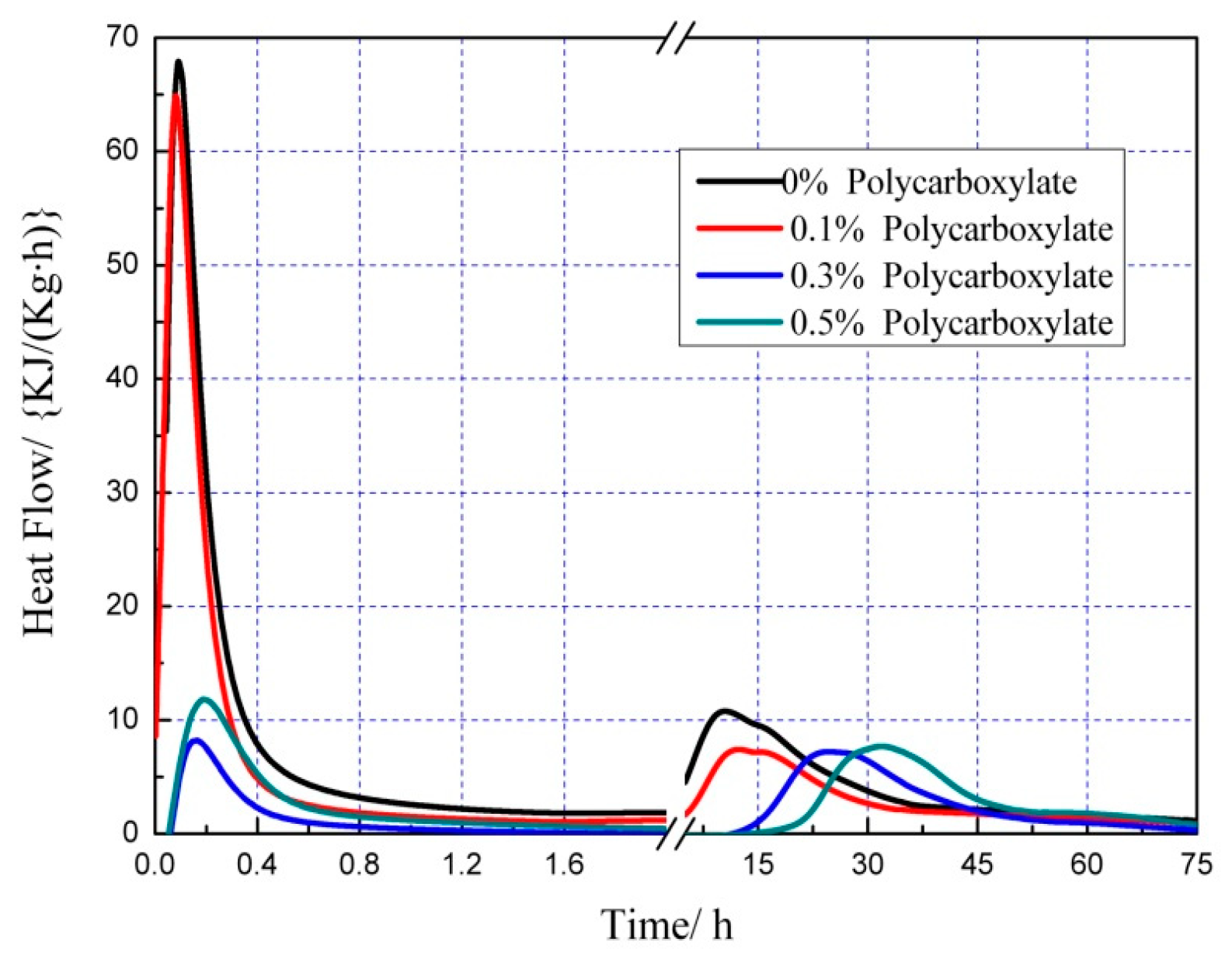
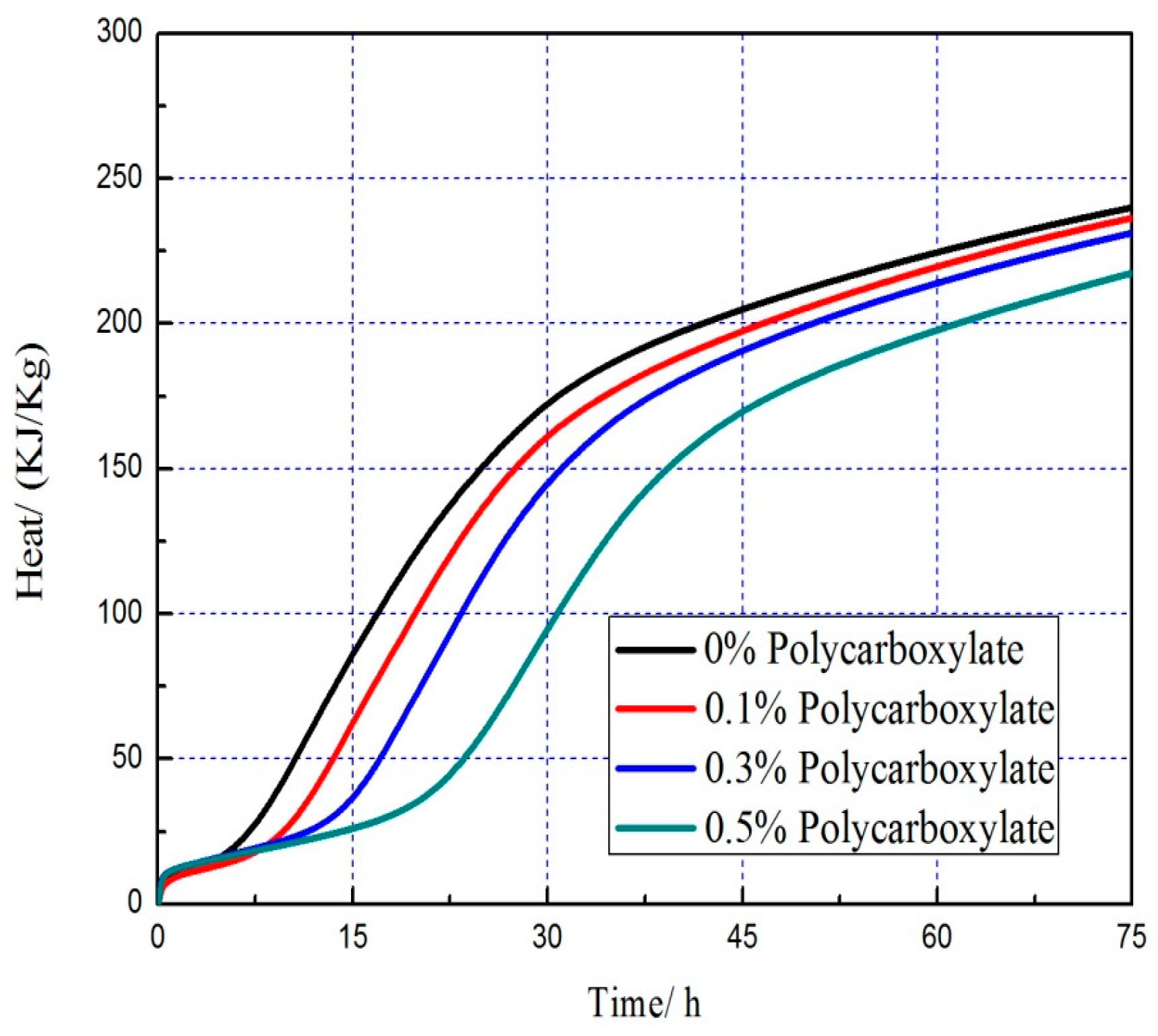
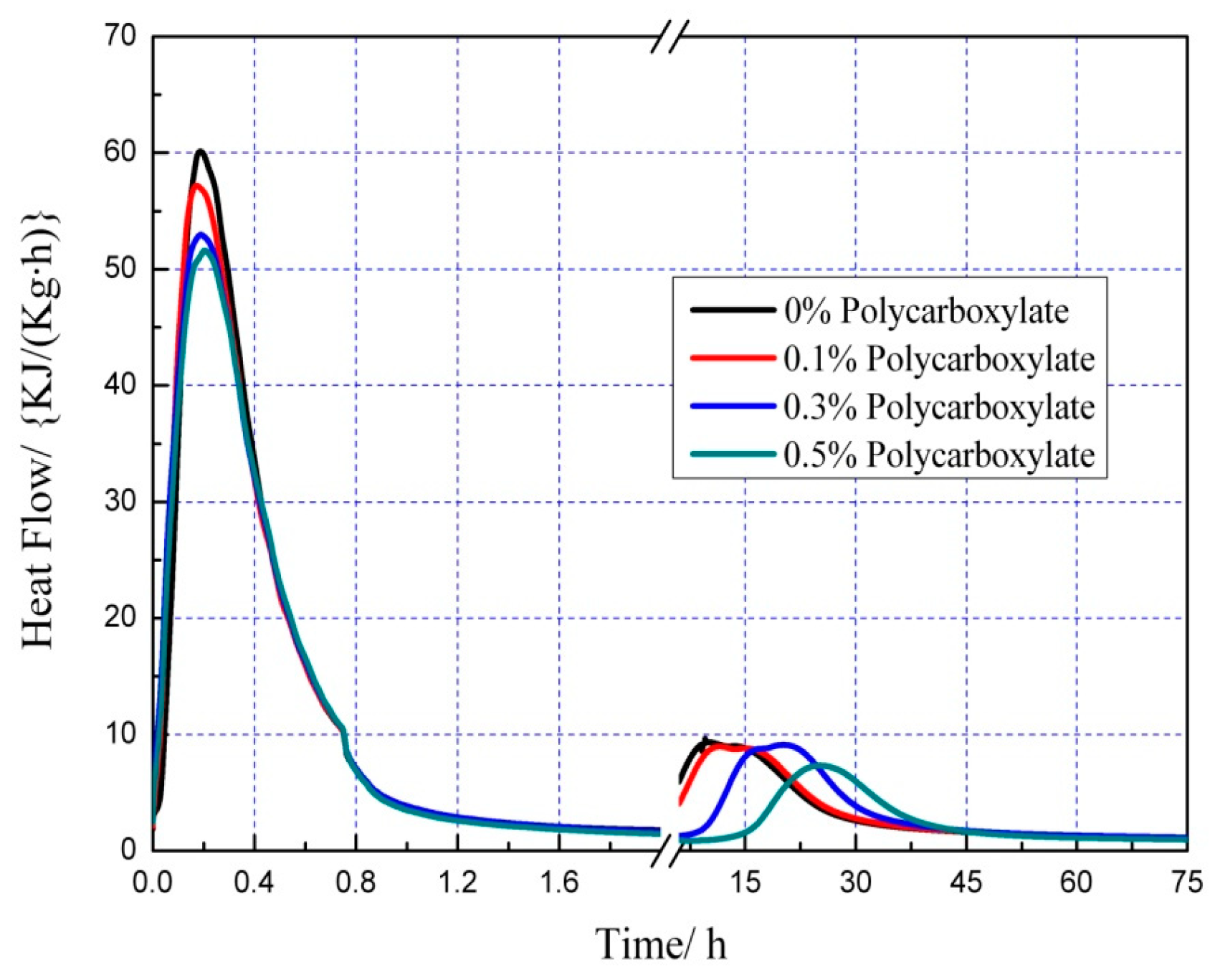
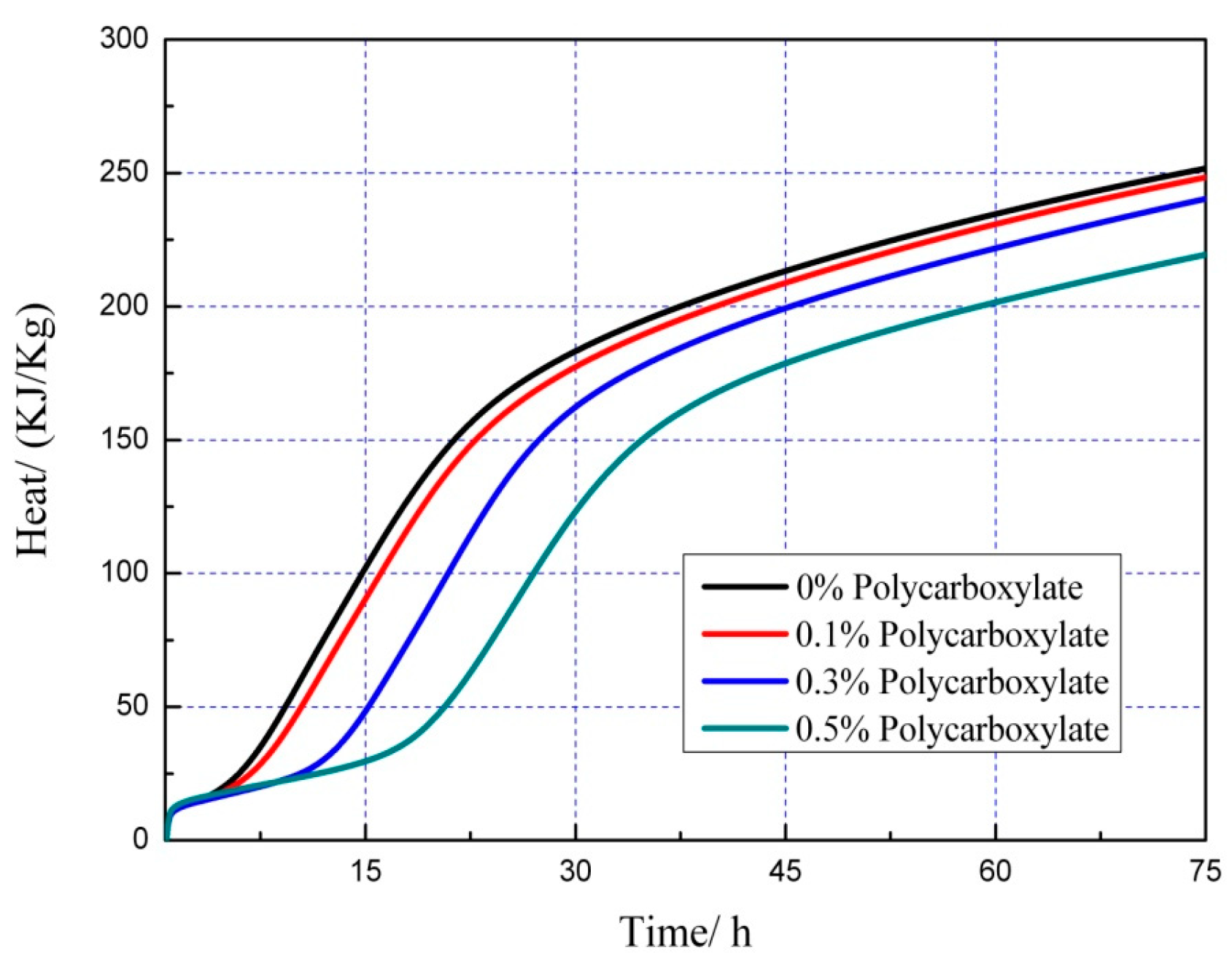
3.7. Effects on the Hydration Heat of the Admixture Content
4. Conclusions
- The polycarboxylate molecules produced by the REDOX system of hydrogen peroxide+ammonium persulfate-VC exhibited a compact high monomer conversion rate and molecular weight distribution when compared to other reducing agents such as sodium bisulfite and rongalit. This led to excellent overall performance, including longer side chains and improved steric hindrance and dispersion compared to regular PCE. The dispersibility of the synthesized polycarboxylate was found to be improved with an increase in the molar ratio of AA/TPEG under identical experimental conditions. The optimal synthesis process was determined to be at room temperature using TGA and H2O2 molar masses of 0.01 and 0.05, respectively, with AA and TPEG in a 2:1 molar ratio and an H2O2 to APS to Vc ratio of 15:1:1.
- As the content of SCMs and polycarboxylate superplasticizer admixture increased, there was a decrease in the surface tension of cement pastes when combined with metakaolin, fly ash, and mineral powder. This decrease in surface tension also resulted in a decrease in the stability of the cement pastes, as well as a decrease in the zeta potential value.
- The zeta potential of cement pastes increased upon addition of supplementary cementitious materials and reduction in w/c ratio, which resulted in improved steric hindrance effect and system stability when mixed with mineral powder, fly ash, and metakaolin. This effect was accompanied by an increase in the paste consistency and a more noticeable change in zeta potential.
- As a result of its unique lamellar structure and smaller particle size, metakaolin exhibits a stronger adsorption effect on water and polycarboxylate superplasticizer than Portland cement. Therefore, the inclusion of metakaolin had a greater impact on the surface tension, flowability, and zeta potential of cement pastes.
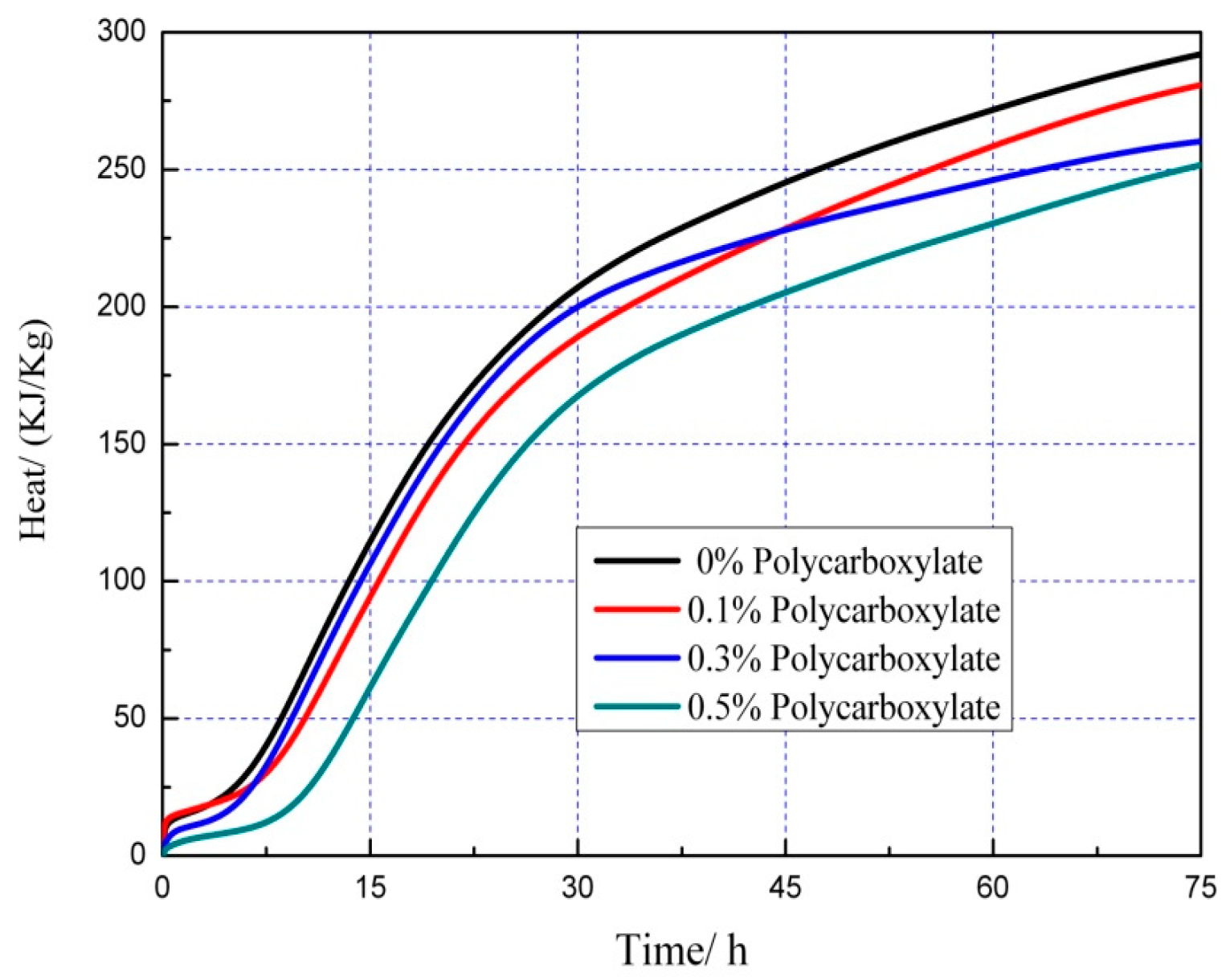
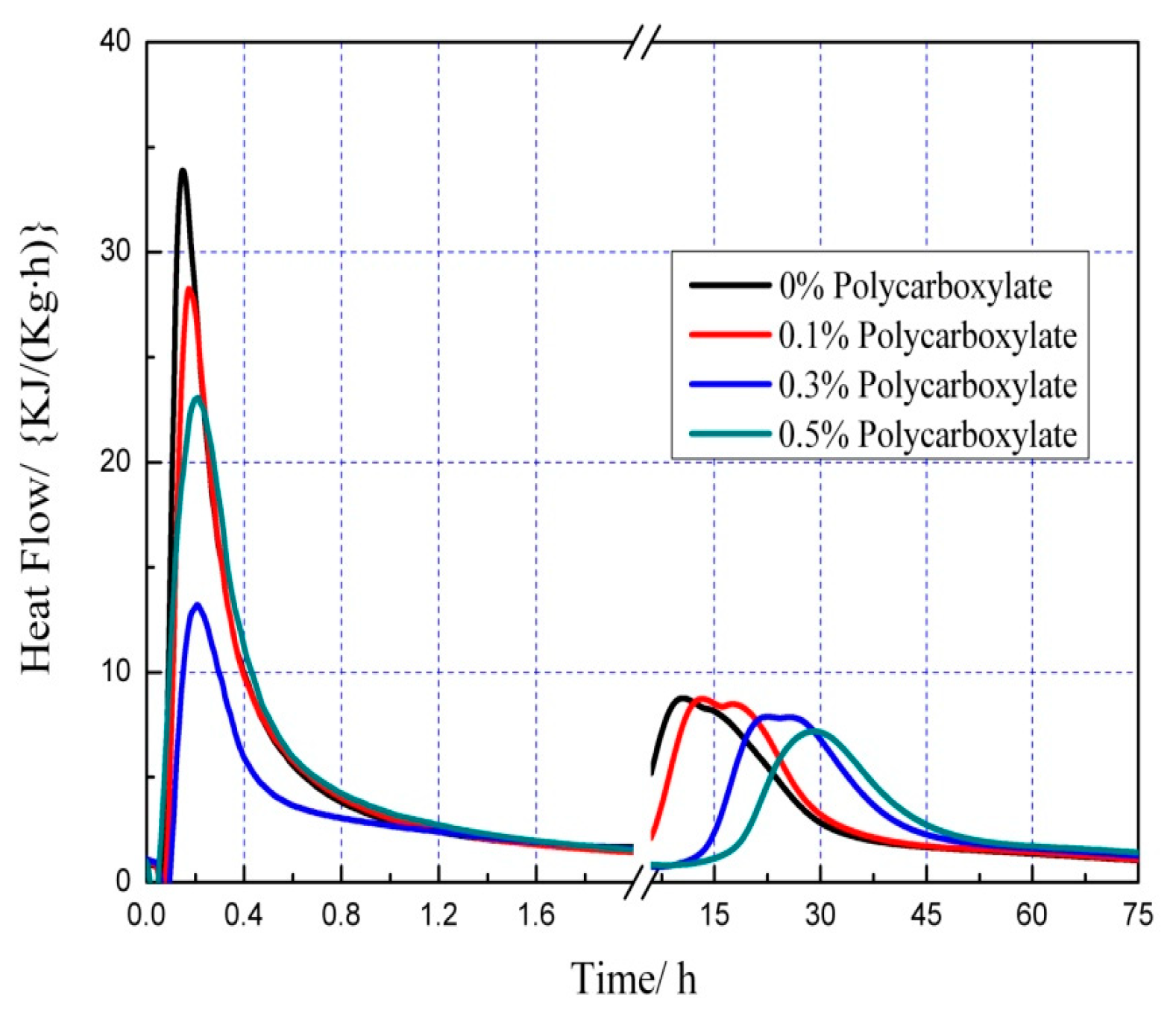
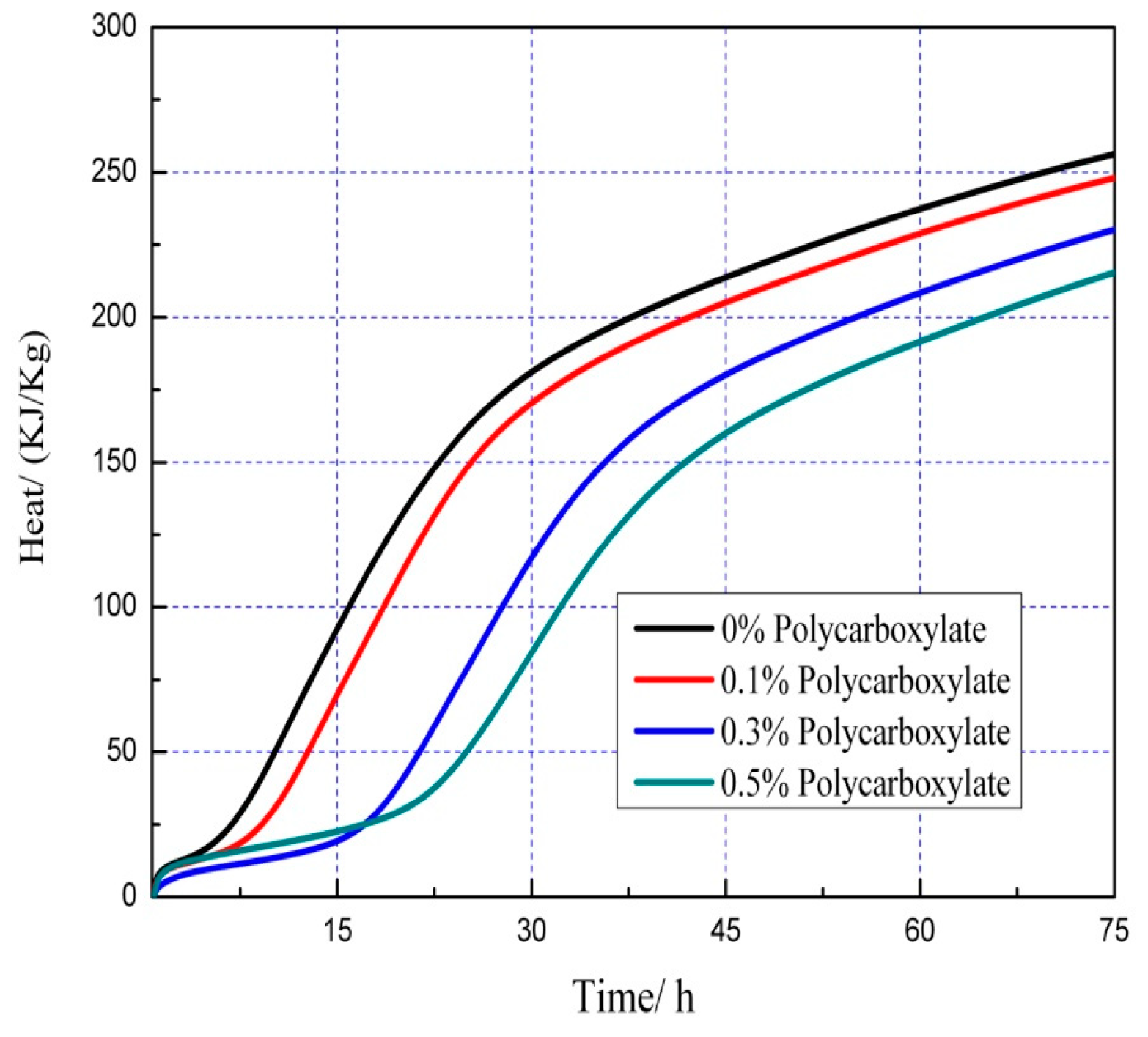
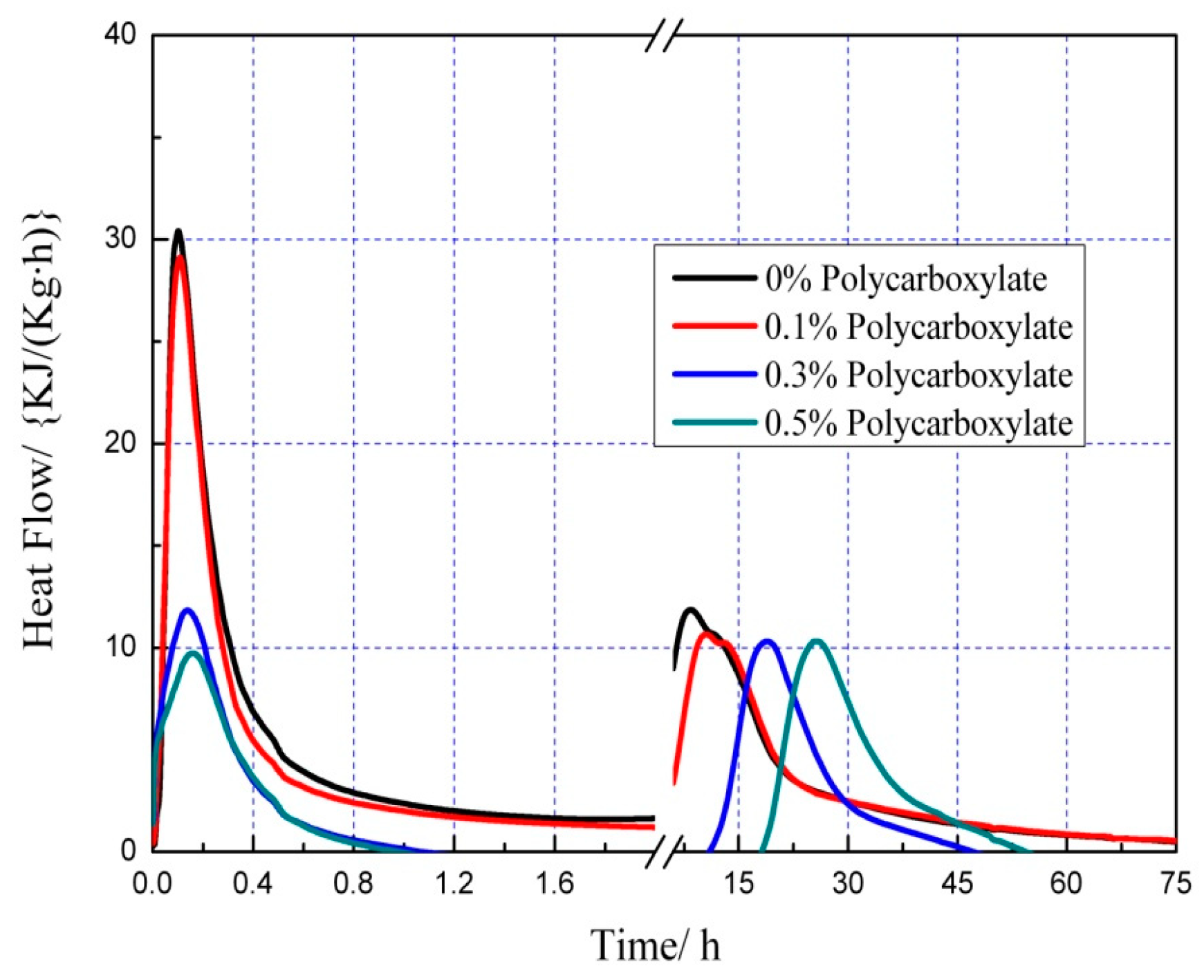
- In cement pastes mixed with polycarboxylate superplasticizer (w/c = 0.3), the addition of mineral powder, fly ash, and metakaolin slowed down its self-shrinkage, with the most significant effect observed with fly ash, followed by metakaolin and mineral powder. Additionally, increasing the content of PCE resulted in a further reduction in both overall heat release and heat release rate.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, C.Y.; Kong, X.M.; Yin, J.H.; Fu, X.C. Rheology of fresh cement pastes containing polymer nanoparticles. Cement Concr. Res. 2021, 144, 106419. [Google Scholar] [CrossRef]
- Liu, B.; Wang, L.G.; Pan, G.H.; Li, D.X. Dispersion of graphene oxide modified polycarboxylate superplasticizer in cement alkali solution for improving cement composites. J. Build. 2022, 57, 104860. [Google Scholar] [CrossRef]
- AMardani-Aghabaglou, A.; Tuyan, M.; Yılmaz, G.; Arıöz, Ö.; Ramyar, K. Effect of different types of superplasticizer on fresh, rheological and strength properties of self-consolidating concrete. Constr. Build. Mater. 2013, 47, 1020–1025. [Google Scholar] [CrossRef]
- Gao, Y.; Tian, W.; Li, Y.; Zhu, J.; Liao, M.; Xie, Y. Study on compatibility mechanism of plasticizer and asphalt based on molecular dynamics. Mater. Des. 2023, 228, 111827. [Google Scholar] [CrossRef]
- Fonseca, T.V.; Anjos, M.A.S.D.; Ferreira, R.L.S.; Branco, F.G.; Pereira, L. Evaluation of self-compacting concretes produced with ternary and quaternary blends of different SCM and hydrated-lime. Constr. Build. Mater. 2022, 320, 126235. [Google Scholar] [CrossRef]
- Liu, Y.; Li, H.; Wang, K.; Wu, H.F.; Cui, B.Q. Effects of accelerator-water reducer admixture on performance of cemented paste backfill. Constr. Build. Mater. 2020, 242, 118187. [Google Scholar] [CrossRef]
- Schmid, M.; Plank, J. Interaction of individual meta clays with polycarboxylate (PCE) superplasticizers in cement investigated via dispersion, zeta potential and sorption measurements. Appl. Clay Sci. 2021, 207, 106092. [Google Scholar] [CrossRef]
- Gao, Y.; Xie, Y.; Liao, M.; Li, Y.; Zhu, J.; Tian, W. Study on the mechanism of the effect of graphene on the rheological properties of rubber-modified asphalt based on size effect. Constr. Build. Mater. 2023, 364, 129815. [Google Scholar] [CrossRef]
- Guan, J.N.; Liu, X.; Lai, G.H.; Luo, Q.F.; Qian, S.S.; Zhan, J.Y.; Wang, Z.M.; Cui, S.P. Effect of sulfonation modification of polycarboxylate superplasticizer on tolerance enhancement in sulfate. Constr. Build. Mater. 2021, 273, 122095. [Google Scholar] [CrossRef]
- Zhang, H.; Hu, M.M.; Xu, Y.; Xia, X.J.; Zhang, C.; Yu, Y.J.; Feng, Y.K.; Guo, J.T. Inhibitory effects of functionalized polycarboxylate retarder on aberrant thickening phenomena of oil well cement at high temperature. Constr. Build. Mater. 2021, 274, 121994. [Google Scholar] [CrossRef]
- Chu, H.Q.; Pan, C.L.; Guo, M.Z.; Cao, L.; Zhu, Z.Y.; Song, Z.J.; Jiang, L.H. Influence of cation types on the stability of bound chloride ions in cement mortar simultaneously under electric field and SO42-attack. Constr. Build. Mater. 2020, 245, 118402. [Google Scholar] [CrossRef]
- Wen, X.D.; Feng, L.; Hu, D.Y.; Wang, K.; Zhang, Z. Effect of side-chain length in polycarboxylic superplasticizer on the early-age performance of cement-based materials. Constr. Build. Mater. 2019, 211, 26–32. [Google Scholar] [CrossRef]
- Tang, X.D.; Zhao, C.L.; Yang, Y.Q.; Dong, F.Y.; Lu, X. Amphoteric polycarboxylate superplasticizers with enhanced clay tolerance: Preparation, performance and mechanism. Constr. Build. Mater. 2020, 252, 119052. [Google Scholar] [CrossRef]
- Javadi, A.; Jamil, T.; Abouzari-Lotf, E.; Soucek, M.D.; Heinz, H. Working Mechanisms and Design Principles of Comb-like Polycarboxylate Ether Superplasticizers in Cement Hydration: Quantitative Insights for a Series of Well-Defined Copolymers. ACS Sustain. Chem. Eng. 2021, 9, 8354–8371. [Google Scholar] [CrossRef]
- GB/T8077-2012; Methods for Testing Uniformity of Concrete Admixture. Standards Press of China: Beijing, China, 2012.
- Liu, X.; Feng, P.; Li, W.; Geng, G.Q.; Huang, J.L.; Gao, Y.; Mu, S.; Hong, J.X. Effects of pH on the nano/micro structure of calcium silicate hydrate (C-S-H) under sulfate attack. Cement Concr. Res. 2021, 140, 106306. [Google Scholar] [CrossRef]
- Zailani, W.W.A.; Abdullah, M.M.A.; Arshad, M.F.; Razak, R.A.; Tahir, M.F.M.; Zainol, R.; Nabialek, M.; Sandu, A.V.; Wyslocki, J.J.; Bloch, K. Characterisation at the Bonding Zone between Fly Ash Based Geopolymer Repair Materials (GRM) and Ordinary Portland Cement Concrete (OPCC). Materials 2021, 14, 56. [Google Scholar] [CrossRef]
- Gartner, E.; Maruyama, I.; Chen, J. A new model for the C-S-H phase formed during the hydration of Portland cements. Cement Concr. Res. 2017, 97, 95–106. [Google Scholar] [CrossRef]
- Gao, Y.; Duan, K.; Xiang, S.; Zeng, W. Basic Properties of fly Ash/Slag -Concrete Slurry Waste Geopolymer Activated by Sodium Carbonate and Different Silicon Sources. Front. Mater. 2021, 8, 751585. [Google Scholar] [CrossRef]
- Ahari, R.S.; Erdem, T.K.; Ramyar, K. Effect of various supplementary cementitious materials on rheological properties of self-consolidating concrete. Constr. Build. Mater. 2015, 75, 89–98. [Google Scholar] [CrossRef]
- Xie, T.Y.; Elchalakani, M.; Ali, M.S.M.; Dong, M.H.; Karrech, A.; Li, G. Mechanical and durability properties of self-compacting concrete with blended binders. Comput. Concr. Int. J. 2018, 22, 407–417. [Google Scholar] [CrossRef]
- Bouarroudj, M.E.; Remond, S.; Bulteel, D.; Potier, G.; Michel, F.; Zhao, Z.F.; Courard, L. Use of grinded hardened cement pastes as mineral SCition for mortars. J. Build. 2021, 34, 101863. [Google Scholar] [CrossRef]
- Gao, Y.; Xu, Y.; Zeng, W.; Fang, Z.; Duan, K.; Pei, G.; Zhou, W. Salt-frost resistance and mechanism analysis of super-hydrophobic pavement cement concrete for different deicing salts. Road Mater. Pavement Des. 2020, 22, 1908–1929. [Google Scholar] [CrossRef]
- de Carvalho, J.M.F.; Schmidt, W.; Kuhne, H.C.; Peixoto, R.A.F. Influence of high-charge and low-charge PCE-based superplasticizers on Portland cement pastes containing particle-size designed recycled mineral admixtures. J. Build. 2020, 32, 101515. [Google Scholar] [CrossRef]
- Xiang, S.; Tan, Y.; Gao, Y. Synthesis of Modified Polycarboxylate and Its Application in Ultra-High Performance Concrete. Front. Mater. 2021, 8, 725242. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, K.Q.; Lee, H.S. Prediction of compressive strength development for blended cement mortar considering fly ash fineness and replacement ratio. Constr. Build. Mater. 2021, 271, 121532. [Google Scholar] [CrossRef]
- Derkani, M.H.; Bartlett, N.J.; Koma, G.; Carter, L.A.; Geddes, D.A.; Provis, J.L.; Walkley, B. Mechanisms of dispersion of metakaolin particles via adsorption of sodium naphthalene sulfonate formaldehyde polymer. J. Colloid. Interf. Sci. 2022, 628, 745–757. [Google Scholar] [CrossRef]
- Sposito, R.; Beuntner, N.; Thienel, K.-C. Characteristics of components in calcined clays and their influence on the efficiency of superplasticizers. Cem. Concr. Compos. 2020, 110, 103594. [Google Scholar] [CrossRef]
- Chen, S.; Sun, S.; Chen, X.; Zhong, K.; Shao, Q.; Xu, H.; Wei, J. Effects of core-shell polycarboxylate superplasticizer on the fluidity and hydration behavior of cement paste. Colloids Surf. A Physicochem. Eng. Asp. 2020, 590, 124464. [Google Scholar] [CrossRef]
- Zhang, C.; Kong, X.; Yu, J.; Jansen, D.; Pakusch, J.; Wang, S. Correlation between the adsorption behavior of colloidal polymer particles and the yield stress of fresh cement pastes. Cem. Concr. Res. 2022, 152, 106668. [Google Scholar] [CrossRef]
- Wang, Z. Polycarboxylate superplasticizer-Preparation • Performance and Application. In Preparation of High Performance Polycarboxylate; China Architecture & Building Press: Beijing, China, 2009; pp. 187–190. (In Chinese) [Google Scholar]
- Ibrahim, S.; Meawad, A. Towards green concrete: Study the role of waste glass powder on cement/superplasticizer compatibility. J. Build. 2022, 47, 103751. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, Z.T.; Yang, Y.Z. Effect of fly ash on the air void size distribution entrained by selected anionic, cationic and nonionic surfactants in hardened cement mortars. Cem. Concr. Compos. 2021, 124, 104253. [Google Scholar] [CrossRef]
- Manosa, J.; Gomez-Carrera, A.M.; Svobodova-Sedlackova, A.; Maldonado-Alameda, A.; Fernandez-Jimenez, A.; Chimenos, J.M. Potential reactivity assessment of mechanically activated kaolin as alternative cement precursor. Appl. Clay Sci. 2022, 228, 106648. [Google Scholar] [CrossRef]
- Sposito, R.; Maier, M.; Beuntner, N.; Thienel, K.C. Evaluation of zeta potential of calcined clays and time-dependent flowability of blended cements with customized polycarboxylate-based superplasticizers. Constr. Build. Mater. 2021, 308, 125061. [Google Scholar] [CrossRef]
- Zhu, W.W.; Feng, Q.G.; Luo, Q.; Bai, X.K.; Chen, K.; Lin, X.H. Effect of a specific PCE superplasticizer on the initial dissolution and early hydration of Portland cement. J. Build. 2022, 46, 103786. [Google Scholar] [CrossRef]
- Wang, Z. The Interafce Chemistry Phenomena and Rheological Properties of “Cement-Water-Superplasticizer” System. Ph.D. Thesis, China University of Mining and Technology, Beijing, China, 2006. (In Chinese). [Google Scholar]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition w/% | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | TiO2 | K2O | Na2O | Total | Loss | |
| Metakaolin | 51.40 | 36.17 | 0.51 | 0.05 | 0.64 | - | 0.13 | 0.15 | 0.13 | 89.18 | 10.37 |
| Mineral powder | 33.00 | 13.91 | 0.82 | 39.11 | 10.04 | - | 0.10 | 1.91 | - | 98.89 | 1.12 |
| Fly ash | 54.29 | 22.55 | 8.46 | 5.58 | 2.56 | 0.53 | - | 1.80 | 0.67 | 96.44 | 2.37 |
| Cement | 21.18 | 4.73 | 3.41 | 62.49 | 2.53 | 2.83 | - | - | 0.56 | 97.73 | 1.76 |
| Initiation System | n(TPEG):n(AA):n(TGA) | Flowability/mm | Molecular Weight | Conversion Rate/% | ||
|---|---|---|---|---|---|---|
| Initial | 1 h | 2 h | ||||
| hydrogen peroxide + ammonium persulfate-sodium bisulfite | 1:2:0.1 | 305 | 280 | 245 | 55 152 | 67.6835 |
| hydrogen peroxide + ammonium persulfate-Vc | 1:2:0.1 | 340 | 310 | 290 | 46 178 | 76.6860 |
| hydrogen peroxide + ammonium persulfate-rongalit | 1:2:0.1 | 285 | 255 | 230 | 77 283 | 64.6282 |
| Admixture | n(TPEG):n(AA):n(TGA) | Solid Content/% | Surface Tension/(mN/m) |
|---|---|---|---|
| Pure water | - | - | 72.9 |
| M1 | 1:2:0.1 | 25% | 40.12 |
| M2 | 1:2:0.1 | 25% | 42.33 |
| M3 | 1:2:0.1 | 25% | 46.40 |
| Level | Factors | |||
|---|---|---|---|---|
| A: n(TGA)/mol | B: n(H2O2)/mol | C: n(AA):n(TPEG) | D: n(H2O2):n(APS):n(Vc) | |
| 1 | 0.01 | 0.03 | 1:1 | 10:1:1 |
| 2 | 0.015 | 0.04 | 2:1 | 15:1:1 |
| 3 | 0.02 | 0.05 | 3:1 | 20:1:1 |
| Exp. No. | n(TGA)/mol | n(H2O2)/mol | n(AA):n(TPEG) | n(H2O2):n(APS):n(Vc) | Absorption Qem (mg·g−1) | Surface Tension (40%wt)/(nN·m−1) | Comprehensive Indices |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1.00 (52.6) | 52.7 (40.7) | 56.1 |
| 2 | 1 | 2 | 2 | 2 | 1.19 (100) | 58.6 (100) | 100 |
| 3 | 1 | 3 | 3 | 3 | 1.15 (89.5) | 45.9 (87.6) | 51.1 |
| 4 | 2 | 1 | 2 | 3 | 1.06 (68.4) | 47.6 (75.8) | 46.4 |
| 5 | 2 | 2 | 3 | 1 | 1.11 (78.9) | 44.1 (0) | 39.5 |
| 6 | 2 | 3 | 1 | 2 | 1.11 (78.9) | 57.9 (4.8) | 87.2 |
| 7 | 3 | 1 | 3 | 2 | 0.82 (10.5) | 47.4 (77.2) | 16.7 |
| 8 | 3 | 2 | 1 | 3 | 0.76 (0) | 47.8 (25.7) | 12.9 |
| 9 | 3 | 3 | 2 | 1 | 0.88 (27.9) | 50.2 (57.9) | 36.2 |
| K1 | 69.07 | 39.73 | 52.07 | 43.93 | |||
| K2 | 57.7 | 50.8 | 60.87 | 67.97 | |||
| K3 | 21.93 | 58.17 | 35.77 | 36.8 | |||
| R | 47.14 | 18.44 | 25.1 | 31.17 | |||
| Sample | Dosage (%) | Saturated Absorption Qe | Surface Tension (nN·m−1) | Flowability (mm) | ||
|---|---|---|---|---|---|---|
| Initial | 1 h | 2 h | ||||
| M4 | 0.15 | 1.34 (mg·g−1) | 40.31 | 340 | 320 | 305 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, S.; Zheng, T.; Zhang, J.; Jiang, Z.; Liu, B.; Huang, L. Investigation of the Effects of Polyurethane-Modified Polycarboxylate at Ambient Temperature on the Characteristics of Cement with Supplementary Cementitious Materials. Polymers 2023, 15, 3602. https://doi.org/10.3390/polym15173602
Xiang S, Zheng T, Zhang J, Jiang Z, Liu B, Huang L. Investigation of the Effects of Polyurethane-Modified Polycarboxylate at Ambient Temperature on the Characteristics of Cement with Supplementary Cementitious Materials. Polymers. 2023; 15(17):3602. https://doi.org/10.3390/polym15173602
Chicago/Turabian StyleXiang, Shuncheng, Tingxiang Zheng, Jiake Zhang, Zhen Jiang, Bin Liu, and Liangjun Huang. 2023. "Investigation of the Effects of Polyurethane-Modified Polycarboxylate at Ambient Temperature on the Characteristics of Cement with Supplementary Cementitious Materials" Polymers 15, no. 17: 3602. https://doi.org/10.3390/polym15173602