
The Mechanical, Thermal, and Chemical Properties of PLA-Mg Filaments Produced via a Colloidal Route for Fused-Filament Fabrication
 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
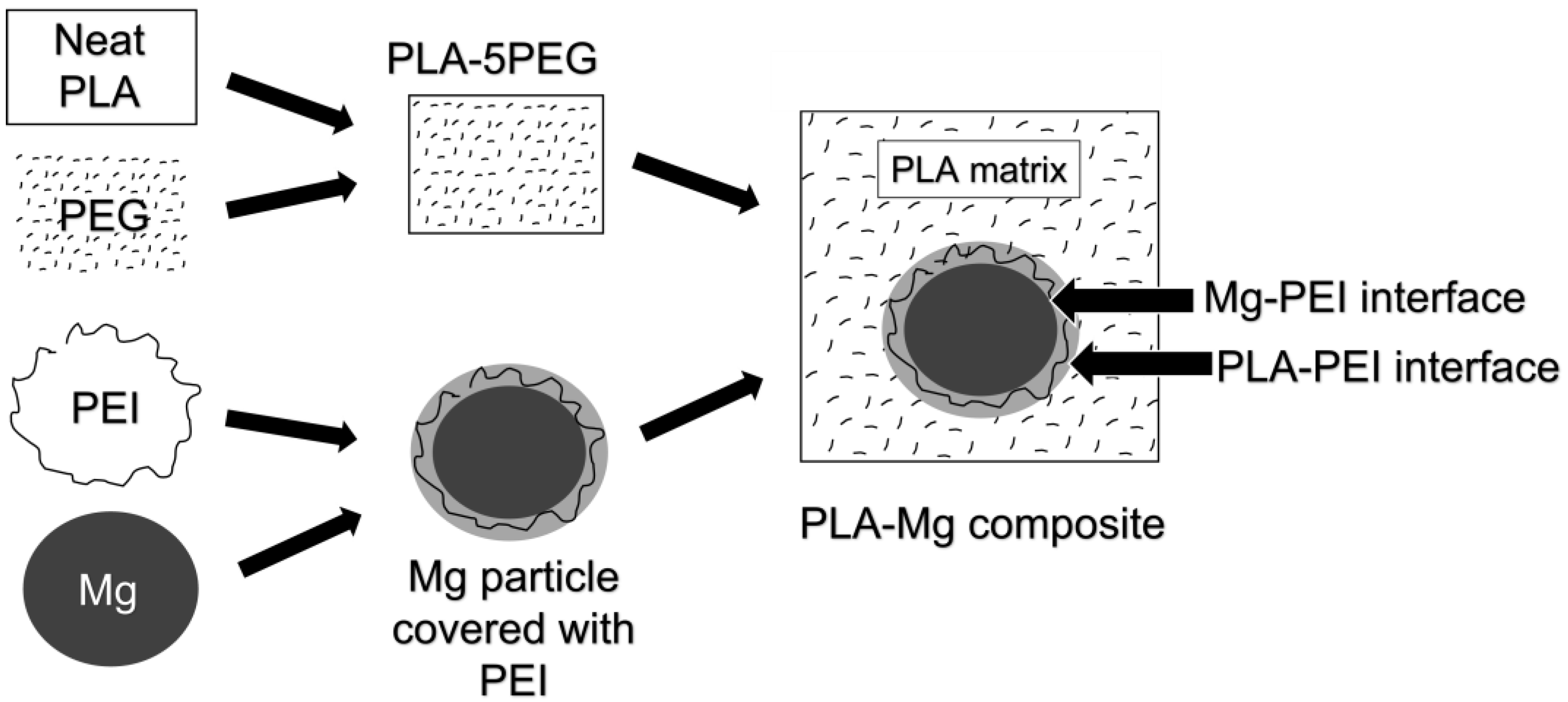
2.1. Production of the Material
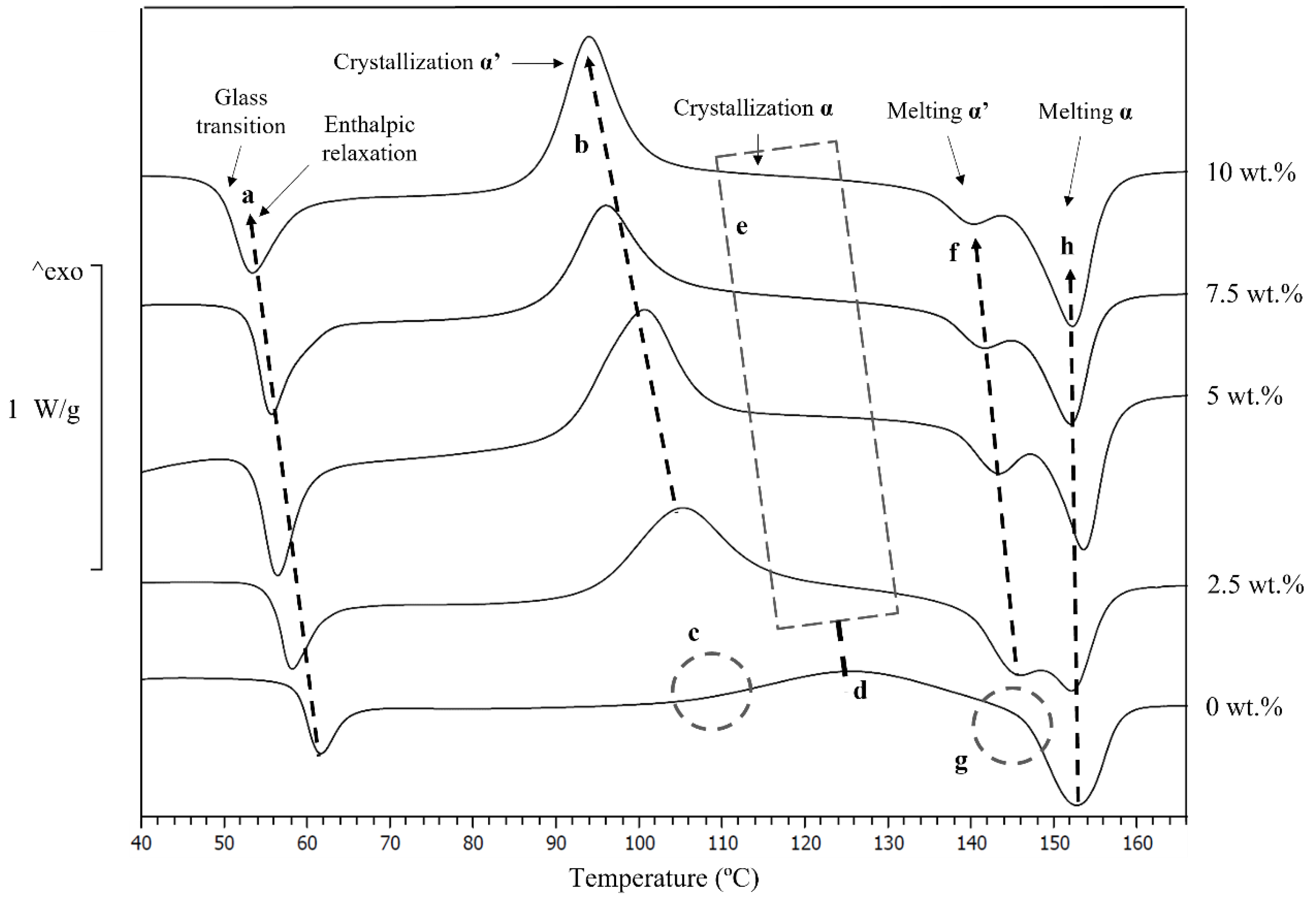
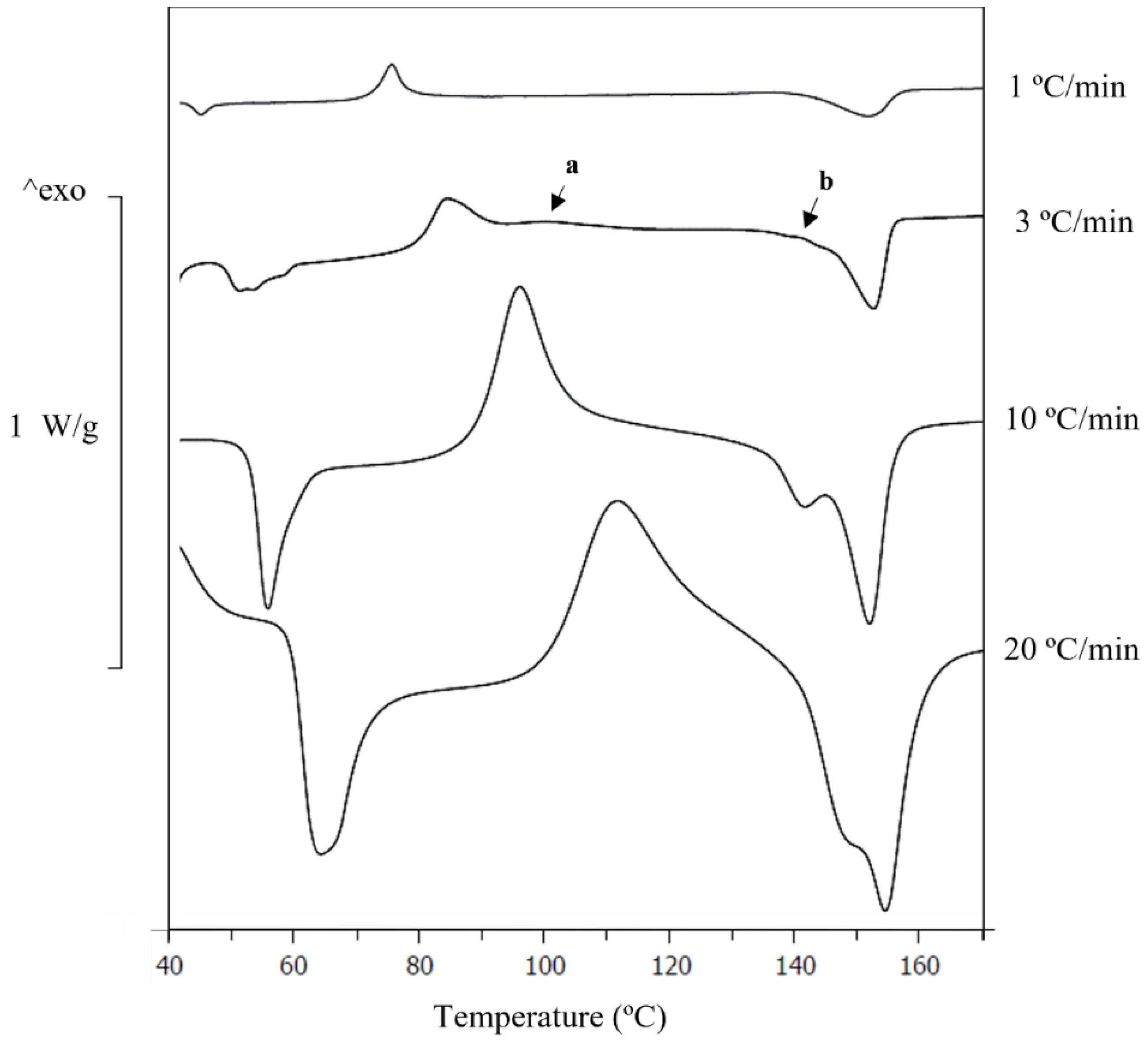
2.2. Differential Scanning Calorimetry
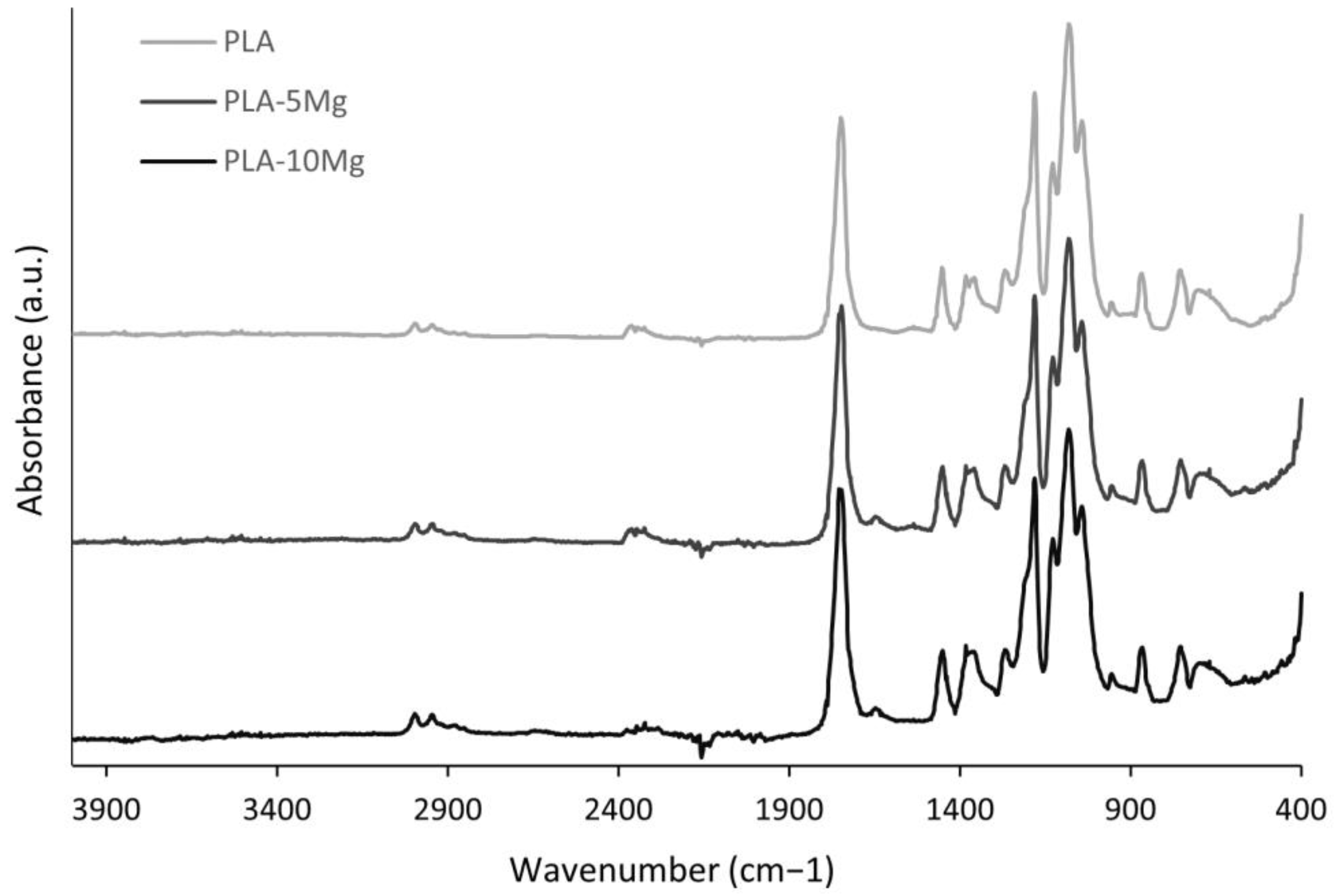
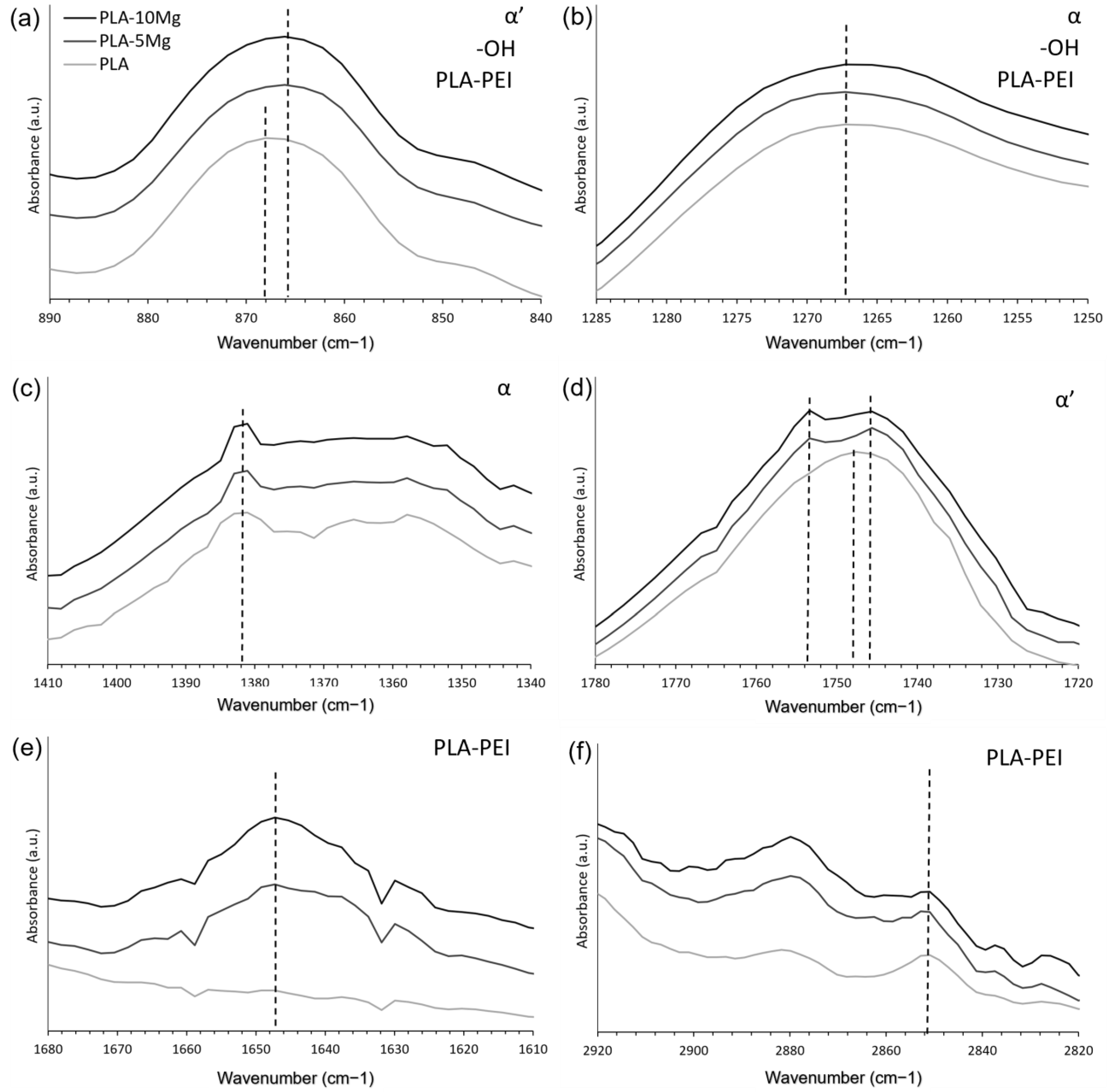
2.3. Fourier Transform Infrared Spectroscopy
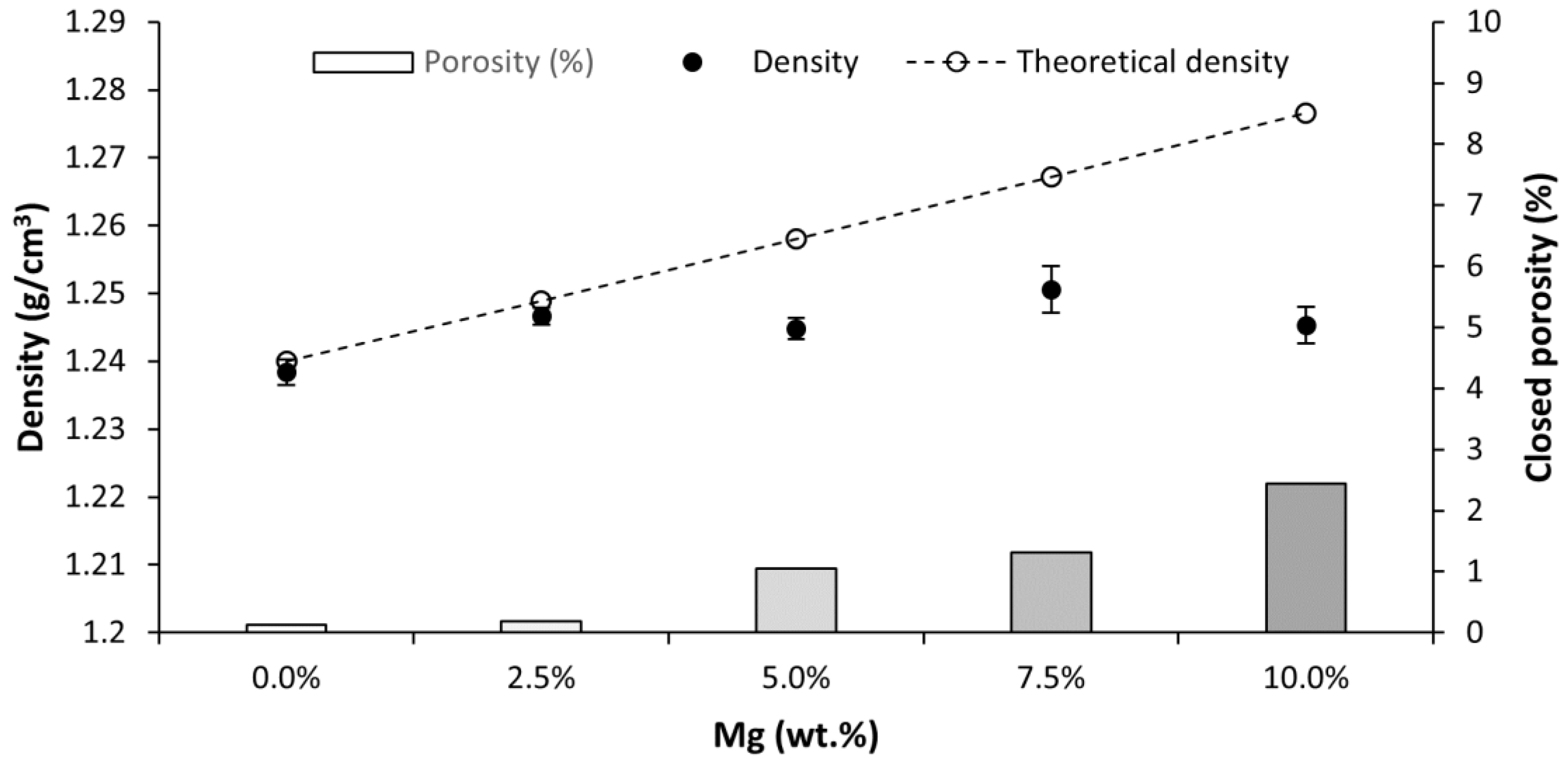
2.4. Archimedes Test
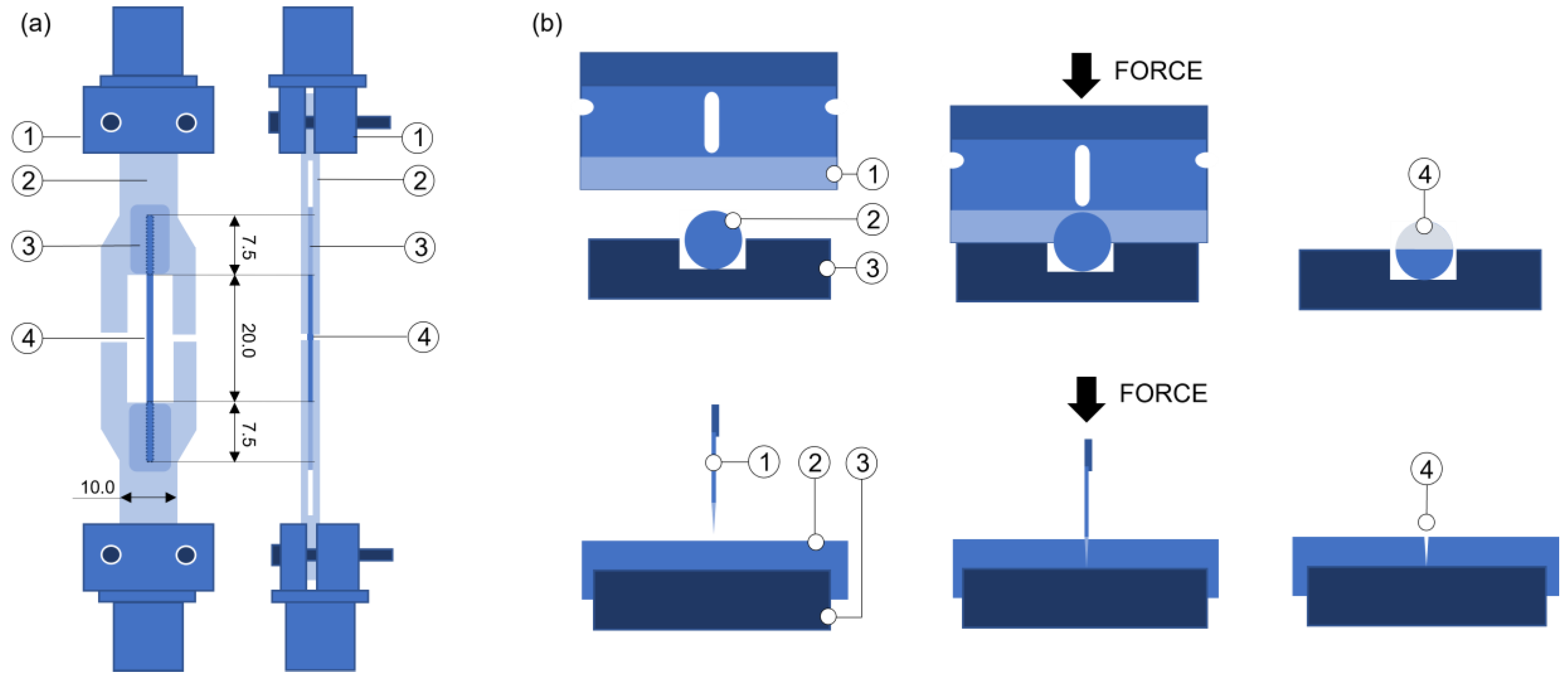
2.5. Tensile Tests, Notch, and Fractographies
3. Results and Discussion
3.1. Thermal and Physical Characterisation
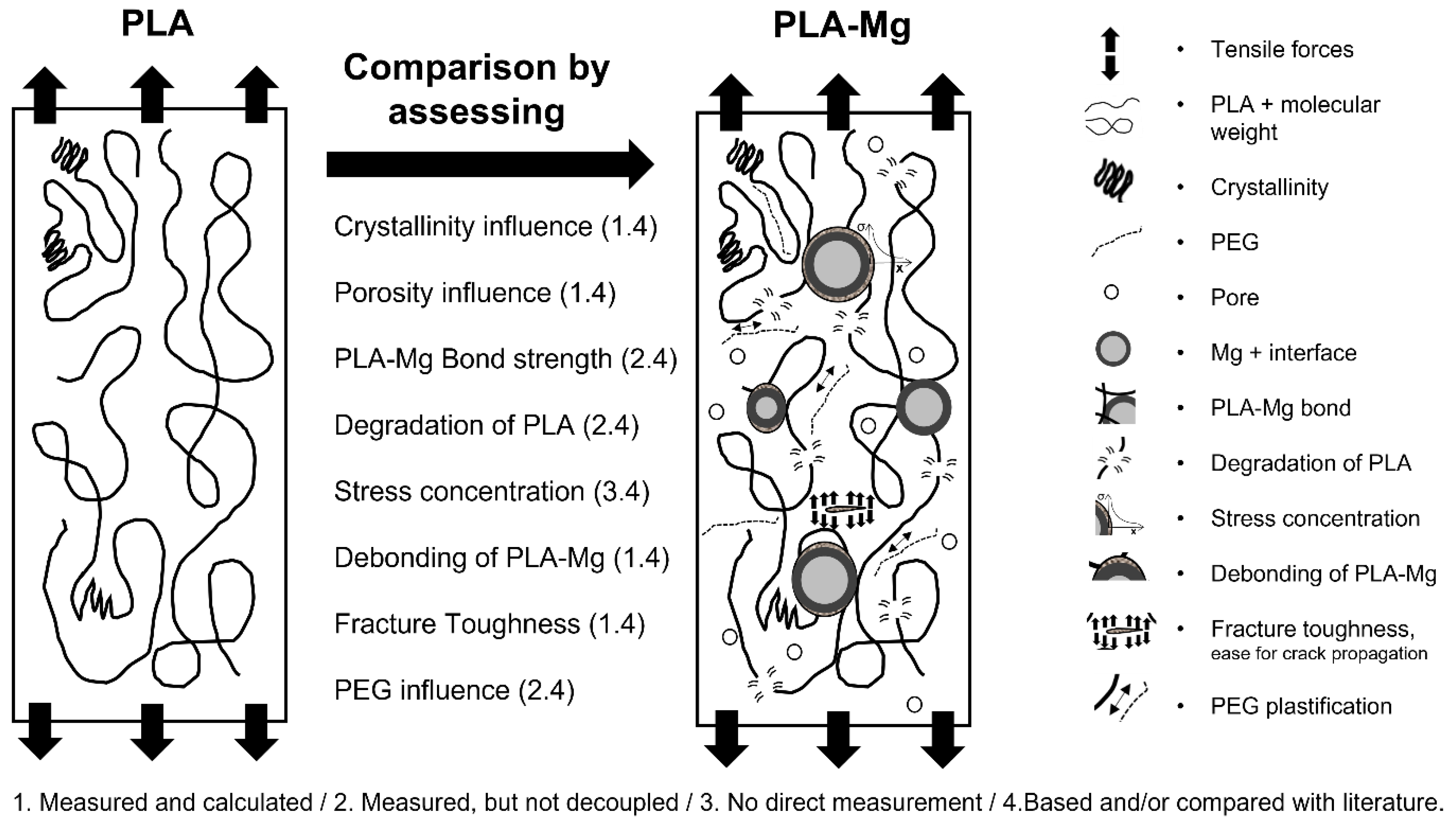
3.2. Mechanical Tests and Fractography
4. Conclusions
- -
- Mg particles seem to enhance the crystallisation of both the α′ and α crystals in the PLA. The FTIR studies concluded this result.
- -
- A slight effect on the bands related to the α crystals is observed; however, almost no crystallinity is maintained at room temperature, as expected from the high d-lactide content of the PLA.
- -
- The chemical interaction between the PLA and the PEI is consistent with previous work [23] and is essential for the mechanical results.
- -
- The stability of -OH-related bands shows the interaction between PLA-PEI.
- -
- A slight increase in the porosity and density results from the addition of Mg.
- -
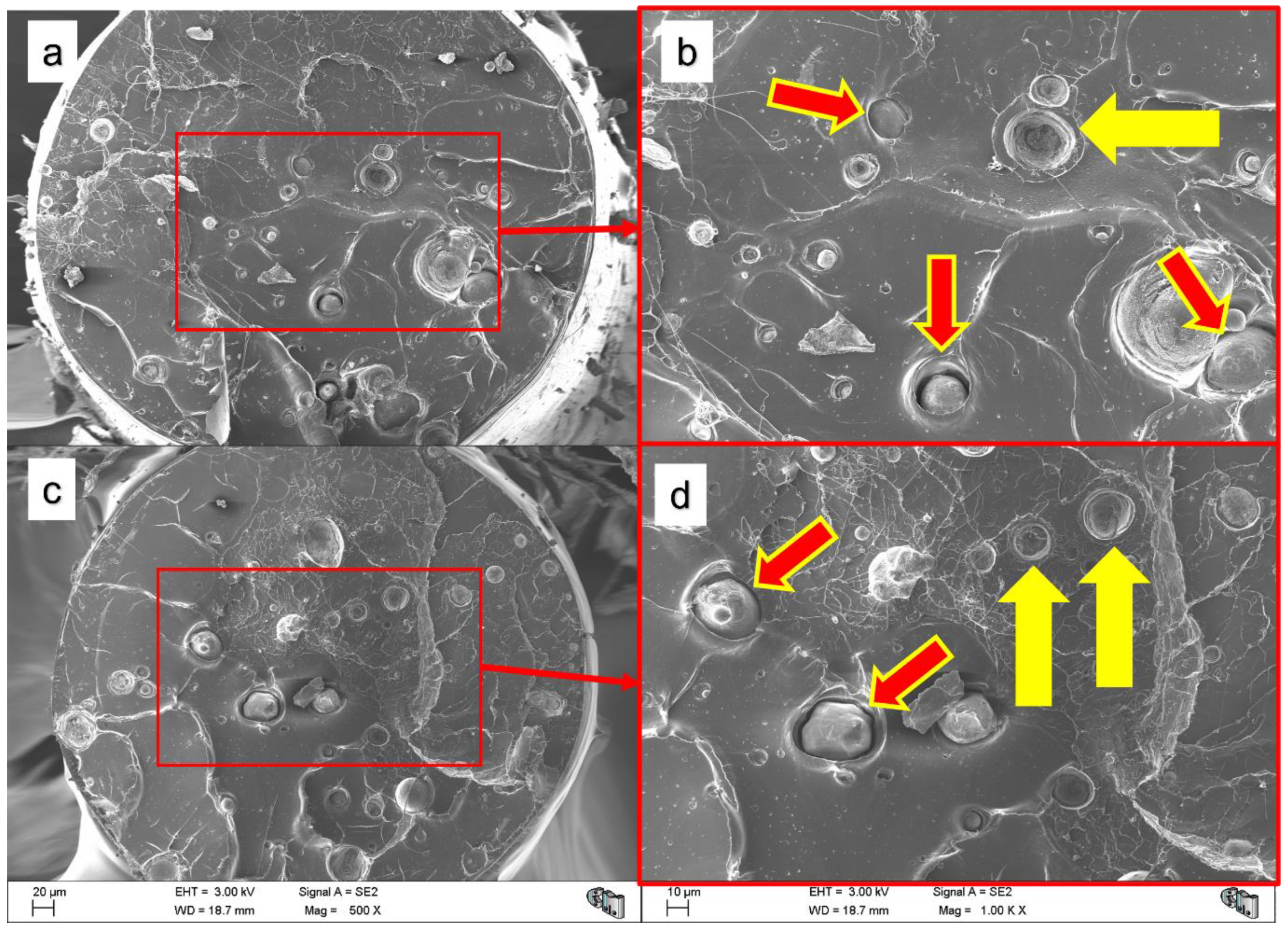
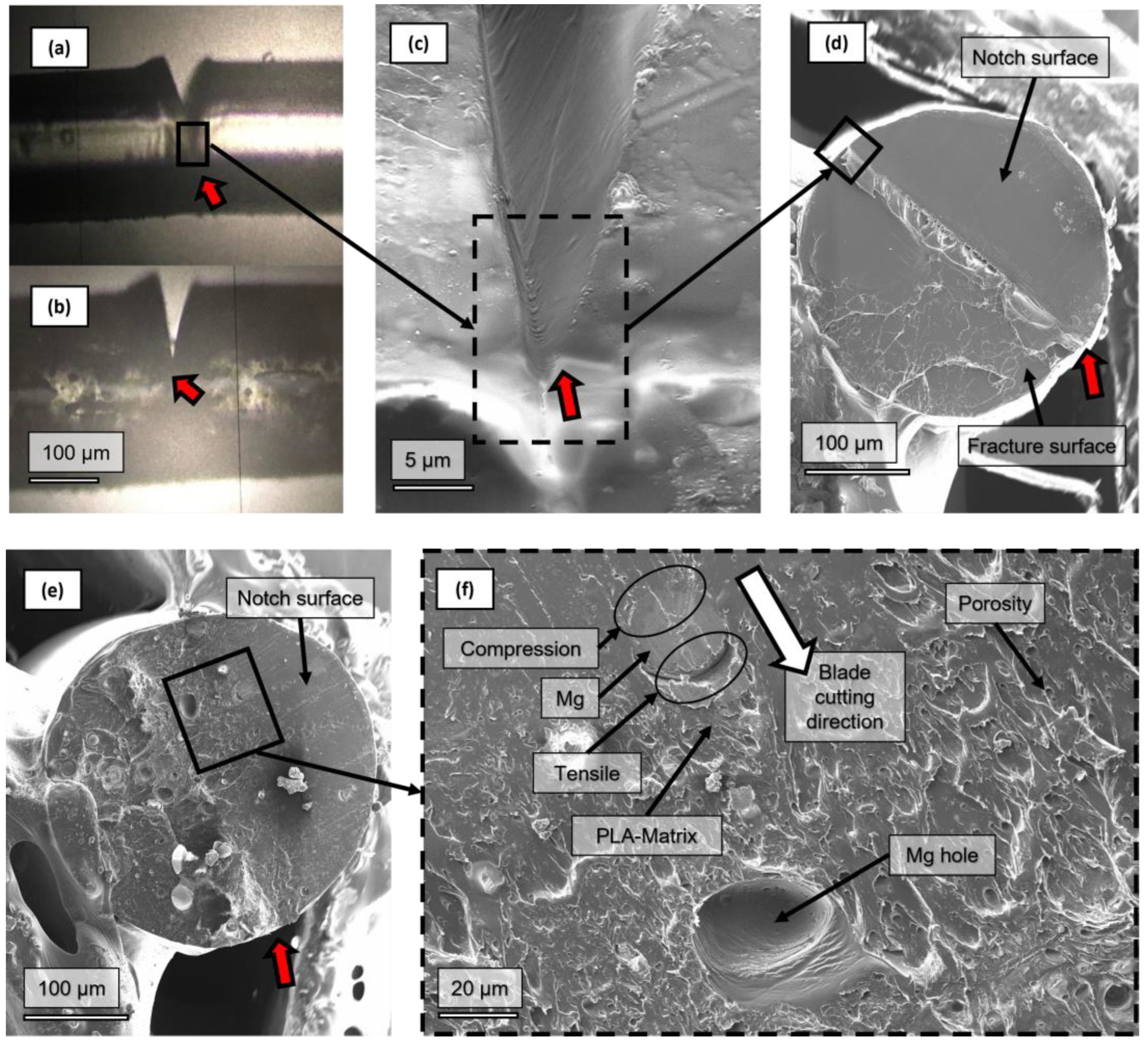
- A good dispersion of the Mg particles through the colloidal route was observed in the SEM fractographies.
- -
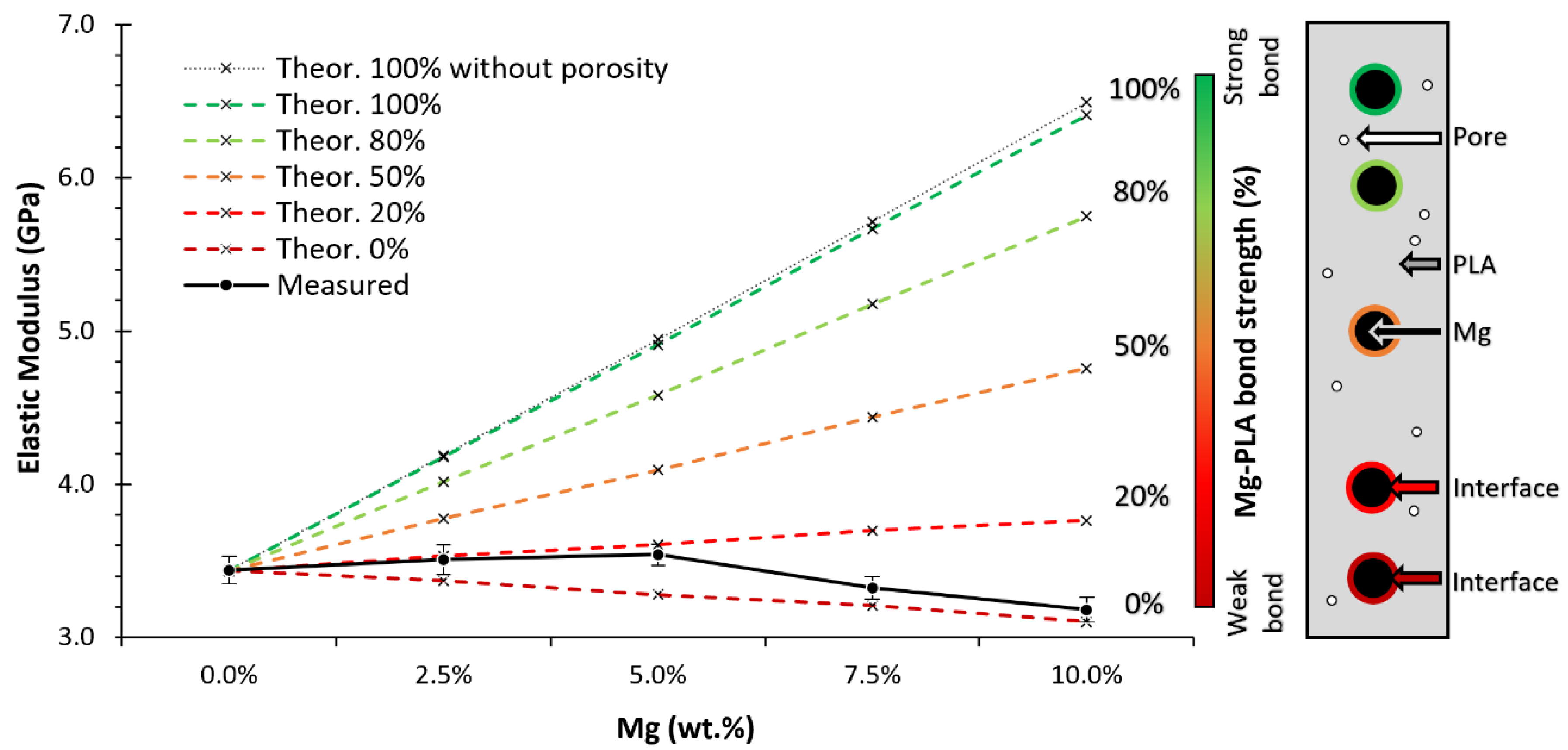
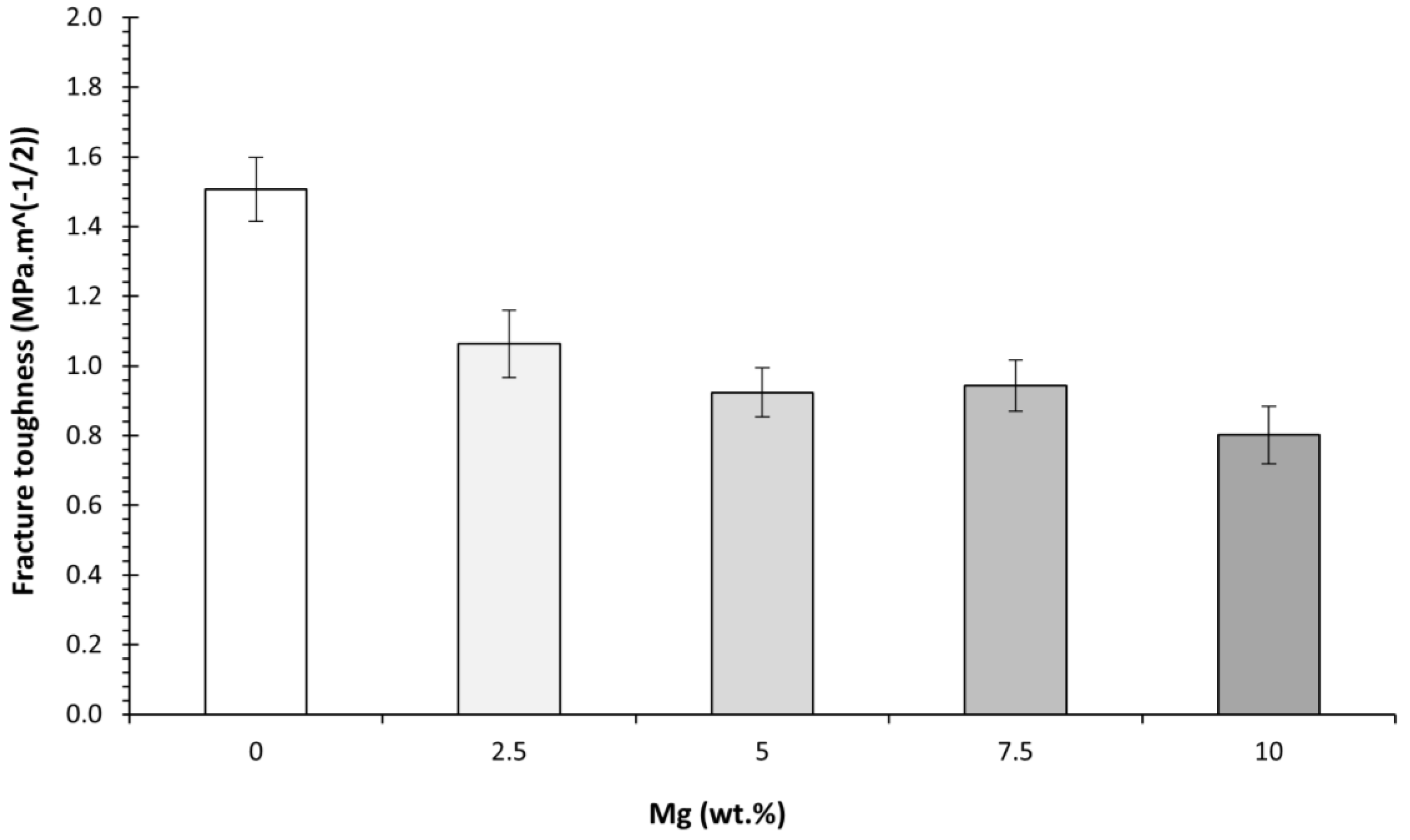
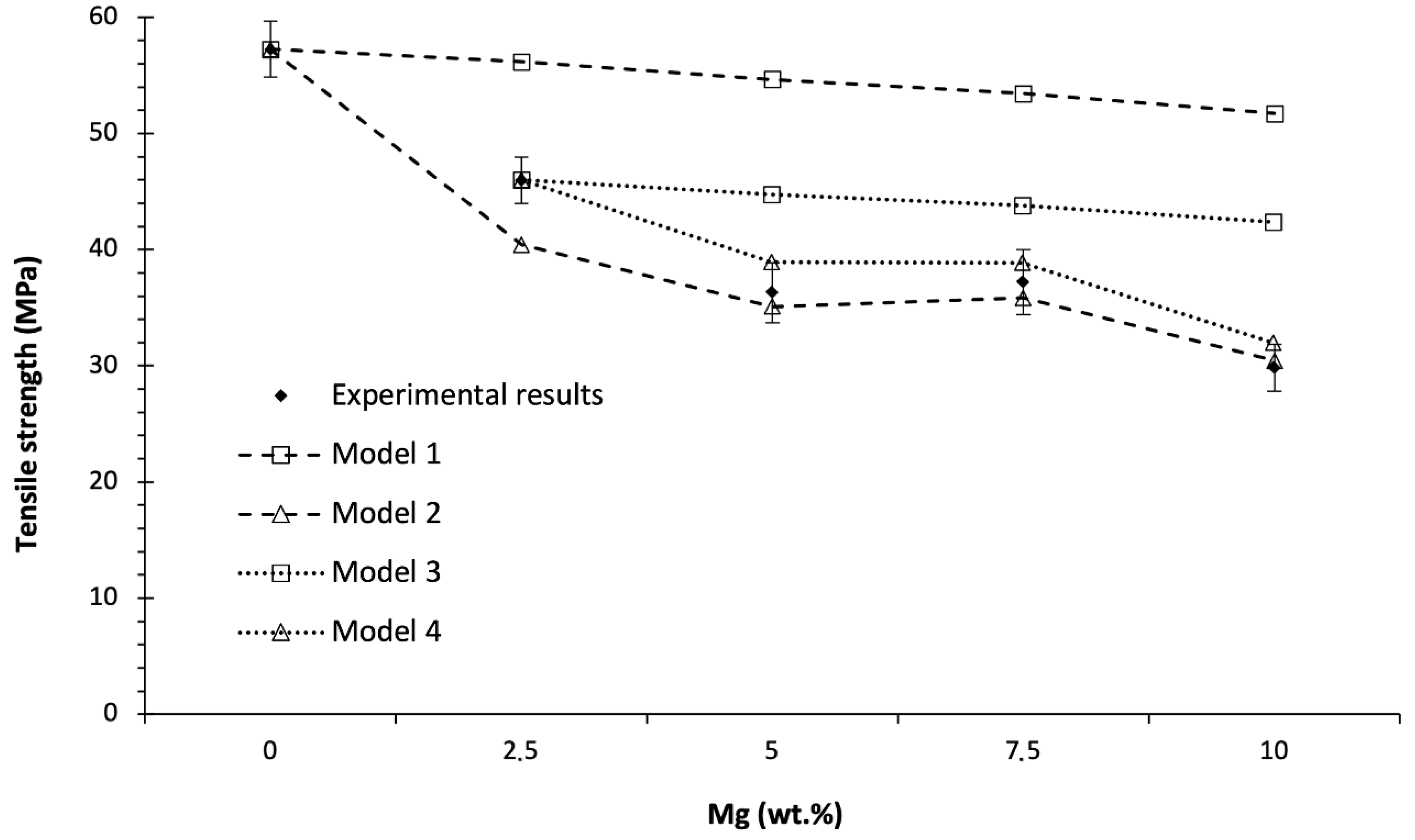
- The modelling of the Mg particles as a pore provided a good correlation between the theoretical and experimental values for the tensile strength of the PLA-Mg composites. However, it also suggests that the fracture toughness of the PLA matrix in the PLA-Mg composite should be higher than the fracture toughness measured on the neat PLA reference material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Frohlich, M.; Grayson, W.; Wan, L.; Marolt, D.; Drobnic, M.; Novakovic, G.V. Tissue Engineered Bone Grafts: Biological Requirements, Tissue Culture and Clinical Relevance. Curr. Stem Cell Res. Ther. 2008, 3, 254–264. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Orellana, J.; Pastor, Y.; Calle, F.; Pastor, J. Influence of HRGO Nanoplatelets on Behaviour and Processing of PMMA Bone Cement for Surgery. Polymers 2021, 13, 2027. [Google Scholar] [CrossRef] [PubMed]
- Xu, H.H.K.; Wang, P.; Wang, L.; Bao, C.; Chen, Q.; Weir, M.D.; Chow, L.C.; Zhao, L.; Zhou, X.; Reynolds, M.A. Calcium phosphate cements for bone engineering and their biological properties. Bone Res. 2017, 5, 17056. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jiang, S.; Wang, M.; He, J. A review of biomimetic scaffolds for bone regeneration: Toward a cell-free strategy. Bioeng. Transl. Med. 2020, 6, e10206. [Google Scholar] [CrossRef] [PubMed]
- Filippi, M.; Born, G.; Chaaban, M.; Scherberich, A. Natural Polymeric Scaffolds in Bone Regeneration. Front. Bioeng. Biotechnol. 2020, 8, 474. [Google Scholar] [CrossRef] [PubMed]
- Bai, X.; Gao, M.; Syed, S.; Zhuang, J.; Xu, X.; Zhang, X.-Q. Bioactive hydrogels for bone regeneration. Bioact. Mater. 2018, 3, 401–417. [Google Scholar] [CrossRef] [PubMed]
- Battafarano, G.; Rossi, M.; De Martino, V.; Marampon, F.; Borro, L.; Secinaro, A.; Del Fattore, A. Strategies for Bone Regeneration: From Graft to Tissue Engineering. Int. J. Mol. Sci. 2021, 22, 1128. [Google Scholar] [CrossRef] [PubMed]
- Bettman, R.B.; Zimmerman, L.M. The use of metal clips in gastrointestinal anastomosis—An experimental Study. Am. J. Dig. Dis. Nutr. 1935, 2, 318–321. [Google Scholar] [CrossRef]
- Zhou, H.; Liang, B.; Jiang, H.; Deng, Z.; Yu, K. Magnesium-based biomaterials as emerging agents for bone repair and regeneration: From mechanism to application. J. Magnes. Alloy. 2021, 9, 779–804. [Google Scholar] [CrossRef]
- Sezer, N.; Evis, Z.; Kayhan, S.M.; Tahmasebifar, A.; Koç, M. Review of magnesium-based biomaterials and their applications. J. Magnes. Alloy. 2018, 6, 23–43. [Google Scholar] [CrossRef]
- Seitz, J.-M.; Eifler, R.; Bach, F.-W.; Maier, H.J. Magnesium degradation products: Effects on tissue and human metabolism. J. Biomed. Mater. Res. Part A 2013, 102, 3744–3753. [Google Scholar] [CrossRef]
- Kuhlmann, J.; Bartsch, I.; Willbold, E.; Schuchardt, S.; Holz, O.; Hort, N.; Höche, D.; Heineman, W.R.; Witte, F. Fast escape of hydrogen from gas cavities around corroding magnesium implants. Acta Biomater. 2013, 9, 8714–8721. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amukarimi, S.; Mozafari, M. Biodegradable magnesium-based biomaterials: An overview of challenges and opportunities. MedComm 2021, 2, 123–144. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; He, C.; E, D.; Yang, W.; Qi, F.; Xie, D.; Shen, L.; Peng, S.; Shuai, C. Mg bone implant: Features, developments and perspectives. Mater. Des. 2019, 185, 108259. [Google Scholar] [CrossRef]
- Cifuentes, S.; Gavilán, R.; Lieblich, M.; Benavente, R.; González-Carrasco, J. In vitro degradation of biodegradable polylactic acid/magnesium composites: Relevance of Mg particle shape. Acta Biomater. 2016, 32, 348–357. [Google Scholar] [CrossRef] [PubMed]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S.; Lamberti, L.; Pruncu, C.I. 3D printed biodegradable composites: An insight into mechanical properties of PLA/chitosan scaffold. Polym. Test. 2020, 89, 106722. [Google Scholar] [CrossRef]
- Distler, T.; Fournier, N.; Grünewald, A.; Polley, C.; Seitz, H.; Detsch, R.; Boccaccini, A.R. Polymer-Bioactive Glass Composite Filaments for 3D Scaffold Manufacturing by Fused Deposition Modeling: Fabrication and Characterization. Front. Bioeng. Biotechnol. 2020, 8, 552. [Google Scholar] [CrossRef]
- Gasparotto, M.; Bellet, P.; Scapin, G.; Busetto, R.; Rampazzo, C.; Vitiello, L.; Shah, D.I.; Filippini, F. 3D Printed Graphene-PLA Scaffolds Promote Cell Alignment and Differentiation. Int. J. Mol. Sci. 2022, 23, 1736. [Google Scholar] [CrossRef]
- De Armentia, S.L.; Del Real, J.C.; Paz, E.; Dunne, N. Advances in Biodegradable 3D Printed Scaffolds with Carbon-Based Nanomaterials for Bone Regeneration. Materials 2020, 13, 5083. [Google Scholar] [CrossRef]
- Wang, Q.; Ji, C.; Sun, L.; Sun, J.; Liu, J. Cellulose Nanofibrils Filled Poly(Lactic Acid) Biocomposite Filament for FDM 3D Printing. Molecules 2020, 25, 2319. [Google Scholar] [CrossRef]
- Zhang, B.; Wang, L.; Song, P.; Pei, X.; Sun, H.; Wu, L.; Zhou, C.; Wang, K.; Fan, Y.; Zhang, X. 3D printed bone tissue regenerative PLA/HA scaffolds with comprehensive performance optimisations. Mater. Des. 2021, 201, 109490. [Google Scholar] [CrossRef]
- Pascual-González, C.; Thompson, C.; de la Vega, J.; Churruca, N.B.; Fernández-Blázquez, J.P.; Lizarralde, I.; Herráez-Molinero, D.; González, C.; Llorca, J. Processing and properties of PLA/Mg filaments for 3D printing of scaffolds for biomedical applications. Rapid Prototyp. J. 2021, 28, 884–894. [Google Scholar] [CrossRef]
- Ferrández-Montero, A.; Lieblich, M.; Benavente, R.; González-Carrasco, J.; Ferrari, B. Study of the matrix-filler interface in PLA/Mg composites manufactured by Material Extrusion using a colloidal feedstock. Addit. Manuf. 2020, 33, 101142. [Google Scholar] [CrossRef]
- Ferrandez-Montero, A.; Lieblich, M.; Benavente, R.; González-Carrasco, J.L.; Ferrari, B. New approach to improve polymer-Mg interface in biodegradable PLA/Mg composites through particle surface modification. Surf. Coatings Technol. 2020, 383, 125285. [Google Scholar] [CrossRef]
- Ferrández-Montero, A.; Eguiluz, A.; Vazquez, E.; Guerrero, J.; Gonzalez, Z.; Sanchez-Herencia, A.; Ferrari, B. Controlled SrR Delivery by the Incorporation of Mg Particles on Biodegradable PLA-Based Composites. Polymers 2021, 13, 1061. [Google Scholar] [CrossRef] [PubMed]
- Zimmermann, T.; Ferrandez-Montero, A.; Lieblich, M.; Ferrari, B.; González-Carrasco, J.L.; Müller, W.-D.; Schwitalla, A.D. In vitro degradation of a biodegradable polylactic acid/magnesium composite as potential bone augmentation material in the presence of titanium and PEEK dental implants. Dent. Mater. 2018, 34, 1492–1500. [Google Scholar] [CrossRef]
- Cifuentes, S.C.; Gordo, E. Processing and Characterisation of Novel Biodegradable and Bioresorbable PLA/Mg Composites for Osteosynthesis. Ph.D. Thesis, Universidad Carlos III de Madrid, Getafe, Spain, 26 June 2015. [Google Scholar]
- Antoniac, I.; Popescu, D.; Zapciu, A.; Antoniac, A.; Miculescu, F.; Moldovan, H. Magnesium Filled Polylactic Acid (PLA) Material for Filament Based 3D Printing. Materials 2019, 12, 719. [Google Scholar] [CrossRef] [Green Version]
- Ferrández-Montero, A.; Lieblich, M.; González-Carrasco, J.; Benavente, R.; Lorenzo, V.; Detsch, R.; Boccaccini, A.; Ferrari, B. Development of biocompatible and fully bioabsorbable PLA/Mg films for tissue regeneration applications. Acta Biomater. 2019, 98, 114–124. [Google Scholar] [CrossRef]
- Hasanpur, E.; Ghazavizadeh, A.; Sadeghi, A.; Haboussi, M. In vitro corrosion study of PLA/Mg composites for cardiovascular stent applications. J. Mech. Behav. Biomed. Mater. 2021, 124, 104768. [Google Scholar] [CrossRef]
- Cifuentes, S.; Frutos, E.; Benavente, R.; Lorenzo, V.; González-Carrasco, J. Assessment of mechanical behavior of PLA composites reinforced with Mg micro-particles through depth-sensing indentations analysis. J. Mech. Behav. Biomed. Mater. 2017, 65, 781–790. [Google Scholar] [CrossRef]
- Barrasa, J.O.; Ferrández-Montero, A.; Ferrari, B.; Pastor, J.Y. Characterisation and Modelling of PLA Filaments and Evolution with Time. Polymers 2021, 13, 2899. [Google Scholar] [CrossRef] [PubMed]
- Cojocaru, V.; Frunzaverde, D.; Miclosina, C.-O.; Marginean, G. The Influence of the Process Parameters on the Mechanical Properties of PLA Specimens Produced by Fused Filament Fabrication—A Review. Polymers 2022, 14, 886. [Google Scholar] [CrossRef] [PubMed]
- YHsieh, Y.-T.; Nozaki, S.; Kido, M.; Kamitani, K.; Kojio, K.; Takahara, A. Crystal polymorphism of polylactide and its composites by X-ray diffraction study. Polym. J. 2020, 52, 755–763. [Google Scholar] [CrossRef]
- Masutani, K.; Kimura, Y. Synthesis, Structure and Properties of Poly(lactic Acid); Springer: Cham, Switzerland, 2018; Volume 279, pp. 6–7. [Google Scholar] [CrossRef]
- Khan, S.A.; Khan, S.B.; Khan, L.U.; Farooq, A.; Akhtar, K.; Asiri, A.M. Fourier Transform Infrared Spectroscopy: Fundamentals and Application in Functional Groups and Nanomaterials Characterisation. In Handbook of Materials Characterization; Springer: Cham, Switzerland, 2018; pp. 317–344. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An Overview of Polylactides as Packaging Materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Sin, L.T.; Tueen, B.S. Polylactic Acid: A Practical Guide for the Processing, Manufacturing, and Applications of PLA; William Andrew: Norwich, NY, USA, 2019. [Google Scholar]
- Pan, P.; Zhu, B.; Kai, W.; Dong, T.; Inoue, Y. Polymorphic transition in disordered poly(L-lactide) crystals induced by annealing at elevated temperatures. Macromolecules 2008, 41, 4296–4304. [Google Scholar] [CrossRef]
- James, L.; Mills, W. Review and synthesis of stress intensity factor solutions applicable to cracks in bolts. Eng. Fract. Mech. 1988, 30, 641–654. [Google Scholar] [CrossRef]
- Panemangalore, D.; Shabadi, R.; Gupta, M. Corrosion Behavior, Microstructure and Mechanical Properties of Novel Mg-Zn-Ca-Er Alloy for Bio-Medical Applications. Metals 2021, 11, 519. [Google Scholar] [CrossRef]
- Cifuentes, S.C.; Lieblich, M.; López, F.A.; Benavente, R.; González-Carrasco, J.L. Effect of Mg content on the thermal stability and mechanical behaviour of PLLA/Mg composites processed by hot extrusion. Mater. Sci. Eng. C 2017, 72, 18–25. [Google Scholar] [CrossRef]
- Cangialosi, D.; Boucher, V.M.; Alegría, A.; Colmenero, J. Enhanced physical aging of polymer nanocomposites: The key role of the area to volume ratio. Polymer 2012, 53, 1362–1372. [Google Scholar] [CrossRef] [Green Version]
- Hoffman, D.J.; Fica-Contreras, S.M.; Fayer, M.D. Amorphous polymer dynamics and free volume element size distributions from ultrafast IR spectroscopy. Proc. Natl. Acad. Sci. USA 2020, 117, 13949–13958. [Google Scholar] [CrossRef]
- Androsch, R.; Schick, C.; Di Lorenzo, M.L. Melting of Conformationally Disordered Crystals (α′-Phase) of Poly(l -lactic acid). Macromol. Chem. Phys. 2014, 215, 1134–1139. [Google Scholar] [CrossRef]
- Di Lorenzo, M.L.; Androsch, R. Influence of α′-/α-crystal polymorphism on properties of poly(l-lactic acid). Polym. Int. 2018, 68, 320–334. [Google Scholar] [CrossRef]
- Kobayashi, Y.; Ueda, T.; Ishigami, A.; Ito, H. Changes in Crystal Structure and Accelerated Hydrolytic Degradation of Polylactic Acid in High Humidity. Polymers 2021, 13, 4324. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, C.A.; Tofanello, A.; Nantes, I.L.; Rosa, D.S. Biological Oxidative Mechanisms for Degradation of Poly(lactic acid) Blended with Thermoplastic Starch. ACS Sustain. Chem. Eng. 2015, 3, 2756–2766. [Google Scholar] [CrossRef]
- Aliotta, L.; Sciara, L.M.; Cinelli, P.; Canesi, I.; Lazzeri, A. Improvement of the PLA Crystallinity and Heat Distortion Temperature Optimizing the Content of Nucleating Agents and the Injection Molding Cycle Time. Polymers 2022, 14, 977. [Google Scholar] [CrossRef]
- Lauke, B. Determination of adhesion strength between a coated particle and polymer matrix. Compos. Sci. Technol. 2006, 66, 3153–3160. [Google Scholar] [CrossRef]
- Lauke, B. Calculation of stress concentration caused by a coated particle in polymer matrix to determine adhesion strength at the interface. Compos. Sci. Technol. 2002, 62, 1965–1978. [Google Scholar] [CrossRef]
- Pukanszky, B.; Vörös, G. Mechanism of interfacial interactions in particulate filled composites. Compos. Interfaces 1993, 1, 411–427. [Google Scholar] [CrossRef]
- Huang, N.; Liu, X. Debonding and fiber pull-out in reinforced composites. Theor. Appl. Fract. Mech. 1994, 21, 157–176. [Google Scholar] [CrossRef]
- Stang, H.; Shah, S.P. Failure of fibre-reinforced composites by pull-out fracture. J. Mater. Sci. 1986, 21, 953–957. [Google Scholar] [CrossRef]
- Aimi, M.N.N.; Anuar, H. Effect of Plasticiser on Fracture Toughness of Polylactic Acid Reinforced with Kenaf Fibre and Montmorillonite Hybrid Biocomposites. In Synthesis, Structure and Properties of Poly(lactic Acid); Engineering Materials Series; Springer: Singapore, 2016; pp. 263–280. [Google Scholar] [CrossRef]
- Oksiuta, Z.; Jalbrzykowski, M.; Mystkowska, J.; Romanczuk, E.; Osiecki, T. Mechanical and Thermal Properties of Polylactide (PLA) Composites Modified with Mg, Fe, and Polyethylene (PE) Additives. Polymers 2020, 12, 2939. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| %Mg | Heating Rate (°C/min) | Tg (°C) | TER (°C) | ΔHER (J/g) | TCC.α′ (°C) | TCC.α (°C) | Tm.α′ (°C) | Tm.α (°C) |
|---|---|---|---|---|---|---|---|---|
| 0 | 10 | 59.9 ± 0.5 | 62.6 ± 0.5 | 4.5 ± 0.1 | - | 125 ± 1 | - | 151 ± 1 |
| 2.5 | 10 | 54.9 ± 0.5 | 58.0 ± 0.5 | 5.1 ± 0.1 | 105 ± 1 | - | 146 ± 1 | 152 ± 1 |
| 5.0 | 10 | 52.3 ± 0.5 | 56.4 ± 0.5 | 8.6 ± 0.2 | 100 ± 1 | - | 143 ± 1 | 153 ± 1 |
| 7.5 | 10 | 49.8 ± 0.5 | 53.3 ± 0.5 | 7.0 ± 0.2 | 96 ± 1 | - | 142 ± 1 | 152 ± 1 |
| 10 | 10 | 48.7 ± 0.5 | 53.3 ± 0.5 | 8.1 ± 0.2 | 94 ± 1 | - | 140 ± 1 | 152 ± 1 |
| %Mg | Heating Rate (°C/min) | Tg (°C) | TER (°C) | ΔHER (J/g) | TCC.α′ (°C) | TCC.α (°C) | Tm.α′ (°C) | Tm.α (°C) |
|---|---|---|---|---|---|---|---|---|
| 7.5 | 1 | 42.8 ± 0.5 | 45.0 ± 0.5 | 2.4 ± 0.1 | 76 ± 1 | - | - | 152 ± 1 |
| 7.5 | 3 | 48.2 ± 0.5 | 50.7 ± 0.5 | 4.6 ± 0.1 | 84 ± 1 | 100 ± 1 | - | 153 ± 1 |
| 7.5 | 10 | 49.8 ± 0.5 | 53.3 ± 0.5 | 7.0 ± 0.2 | 96 ± 1 | - | 142 ± 1 | 152 ± 1 |
| 7.5 | 20 | 59.8 ± 0.5 | 64.2 ± 0.5 | 8.5 ± 0.2 | 112 ± 1 | - | 147 ± 1 | 154 ± 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Orellana-Barrasa, J.; Ferrández-Montero, A.; Boccaccini, A.R.; Ferrari, B.; Pastor, J.Y. The Mechanical, Thermal, and Chemical Properties of PLA-Mg Filaments Produced via a Colloidal Route for Fused-Filament Fabrication. Polymers 2022, 14, 5414. https://doi.org/10.3390/polym14245414
Orellana-Barrasa J, Ferrández-Montero A, Boccaccini AR, Ferrari B, Pastor JY. The Mechanical, Thermal, and Chemical Properties of PLA-Mg Filaments Produced via a Colloidal Route for Fused-Filament Fabrication. Polymers. 2022; 14(24):5414. https://doi.org/10.3390/polym14245414
Chicago/Turabian StyleOrellana-Barrasa, Jaime, Ana Ferrández-Montero, Aldo. R. Boccaccini, Begoña Ferrari, and José Ygnacio Pastor. 2022. "The Mechanical, Thermal, and Chemical Properties of PLA-Mg Filaments Produced via a Colloidal Route for Fused-Filament Fabrication" Polymers 14, no. 24: 5414. https://doi.org/10.3390/polym14245414