
Tobacco Stalk Flour/Magnesium Oxysulfate Whiskers Reinforced Hybrid Composites of Recycled Polypropylene: Mechanical and Thermal and Antibacterial Properties

 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Preparation
2.3. Mechanical Testing
2.4. Morphology Analysis
2.5. Thermal Properties
2.5.1. Differential Scanning Calorimetry (DSC)
2.5.2. Thermogravimetric Analysis (TGA)
2.6. Water Absorption
2.7. Antibacterial Assay
3. Results and Discussion
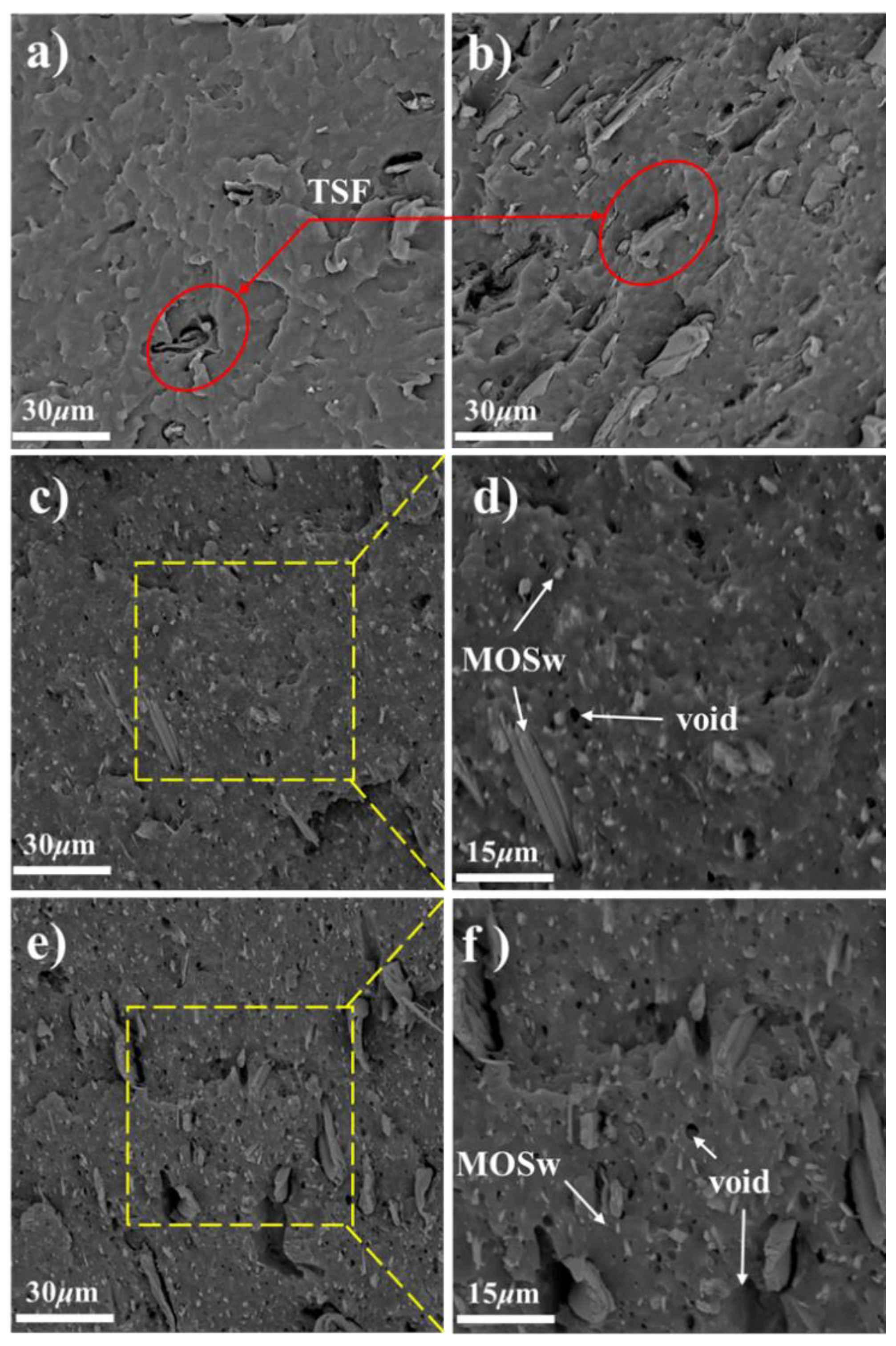
3.1. Morphology
3.2. Thermal Properties
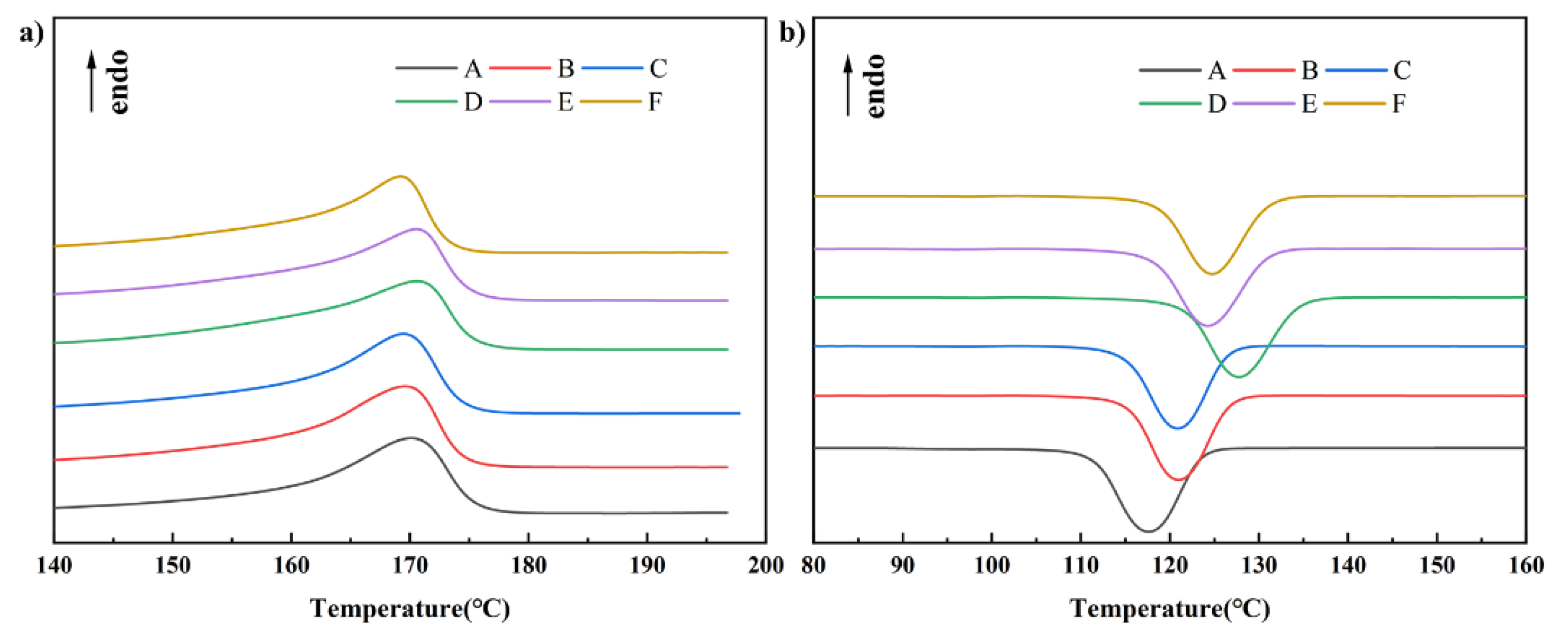
3.2.1. Differential Scanning Calorimetry (DSC)
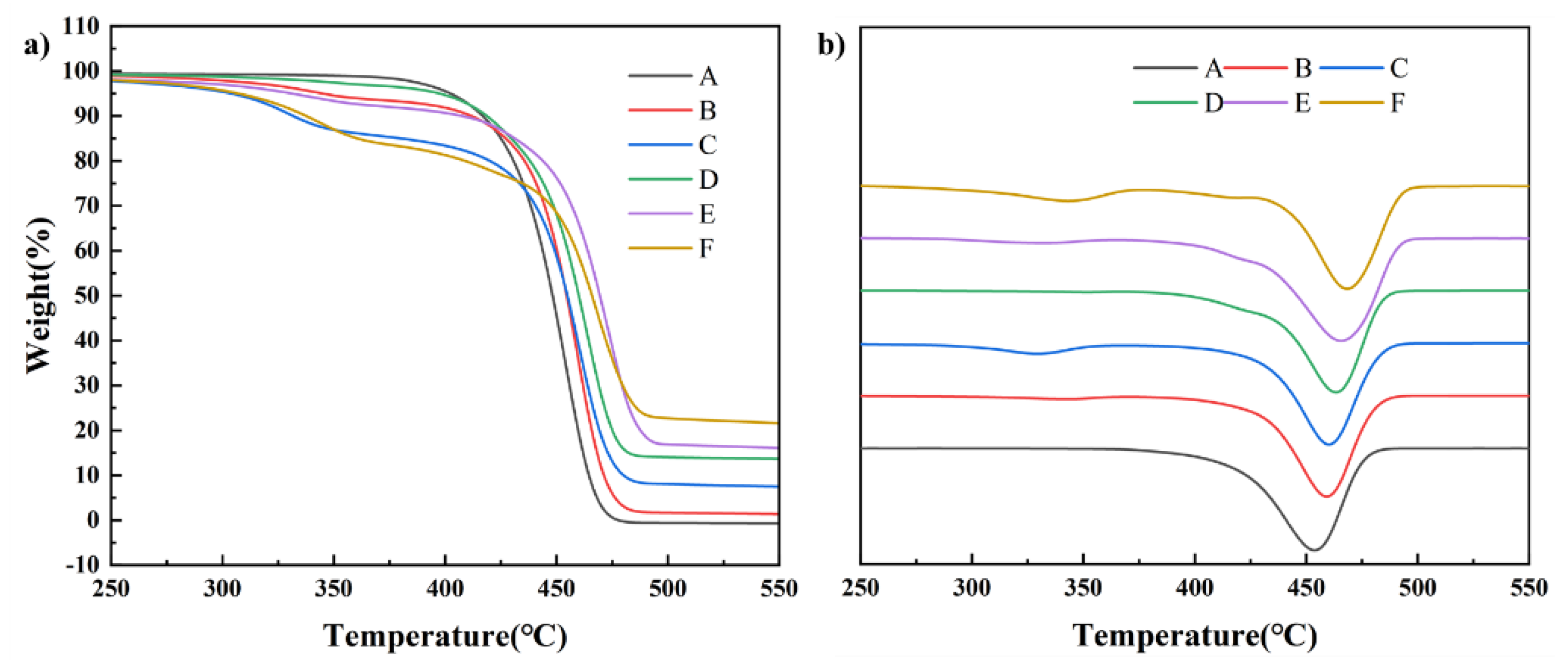
3.2.2. Thermogravimetric Analysis (TGA)
3.3. Mechanical Properties
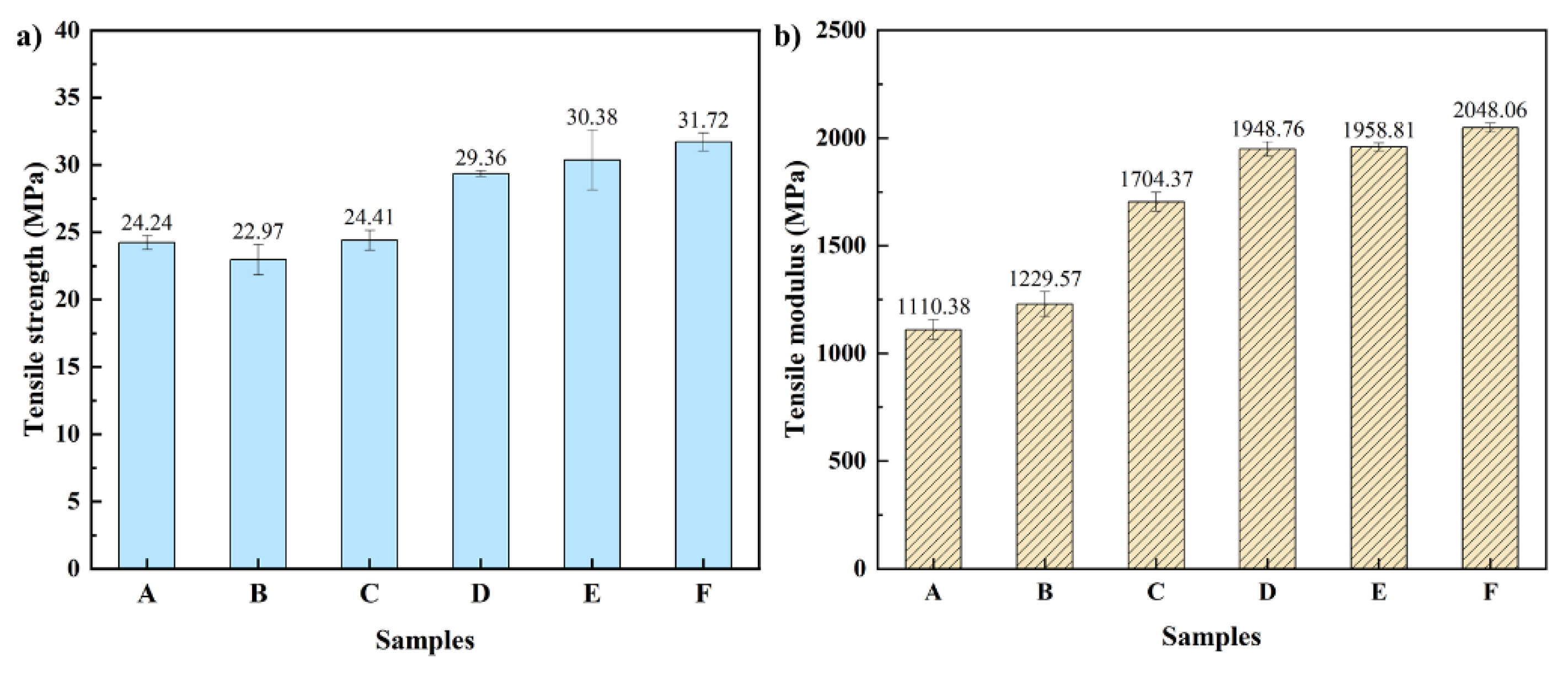
3.3.1. Tensile Property
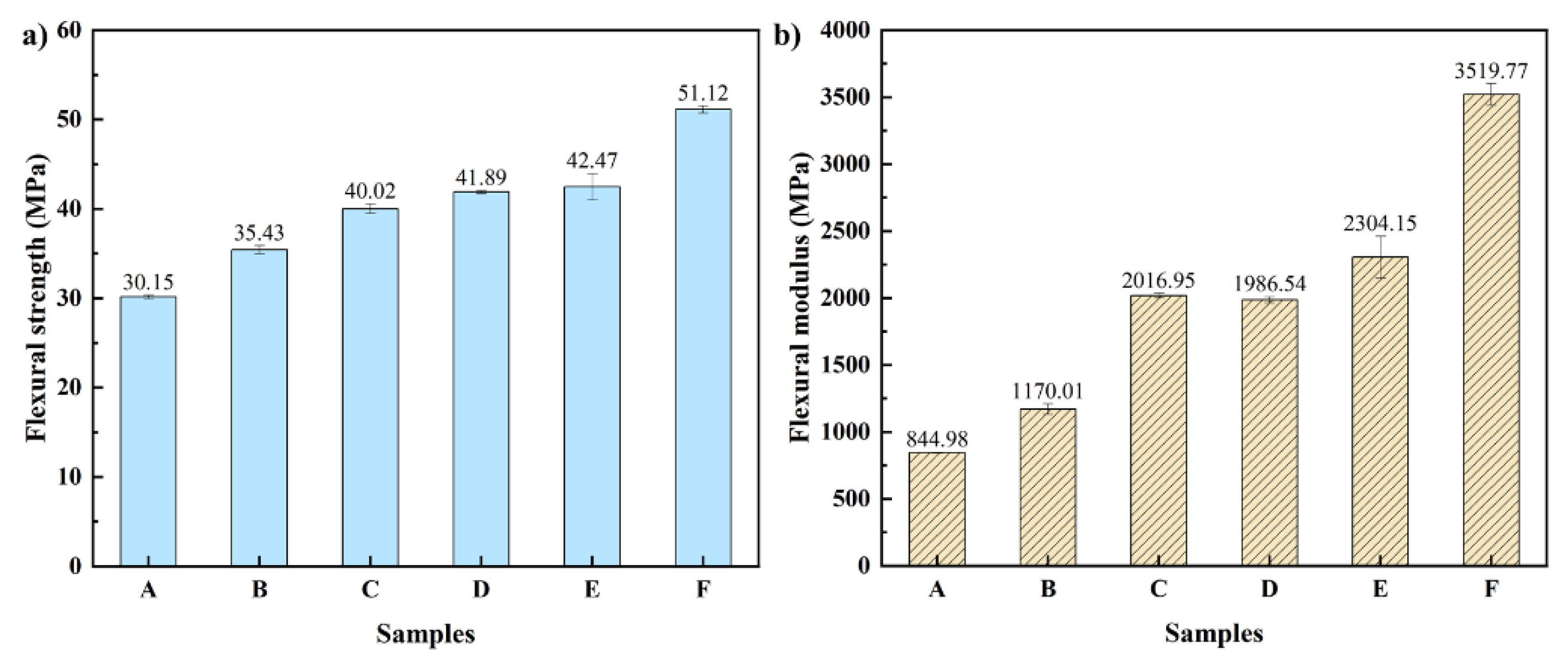
3.3.2. Flexural Property
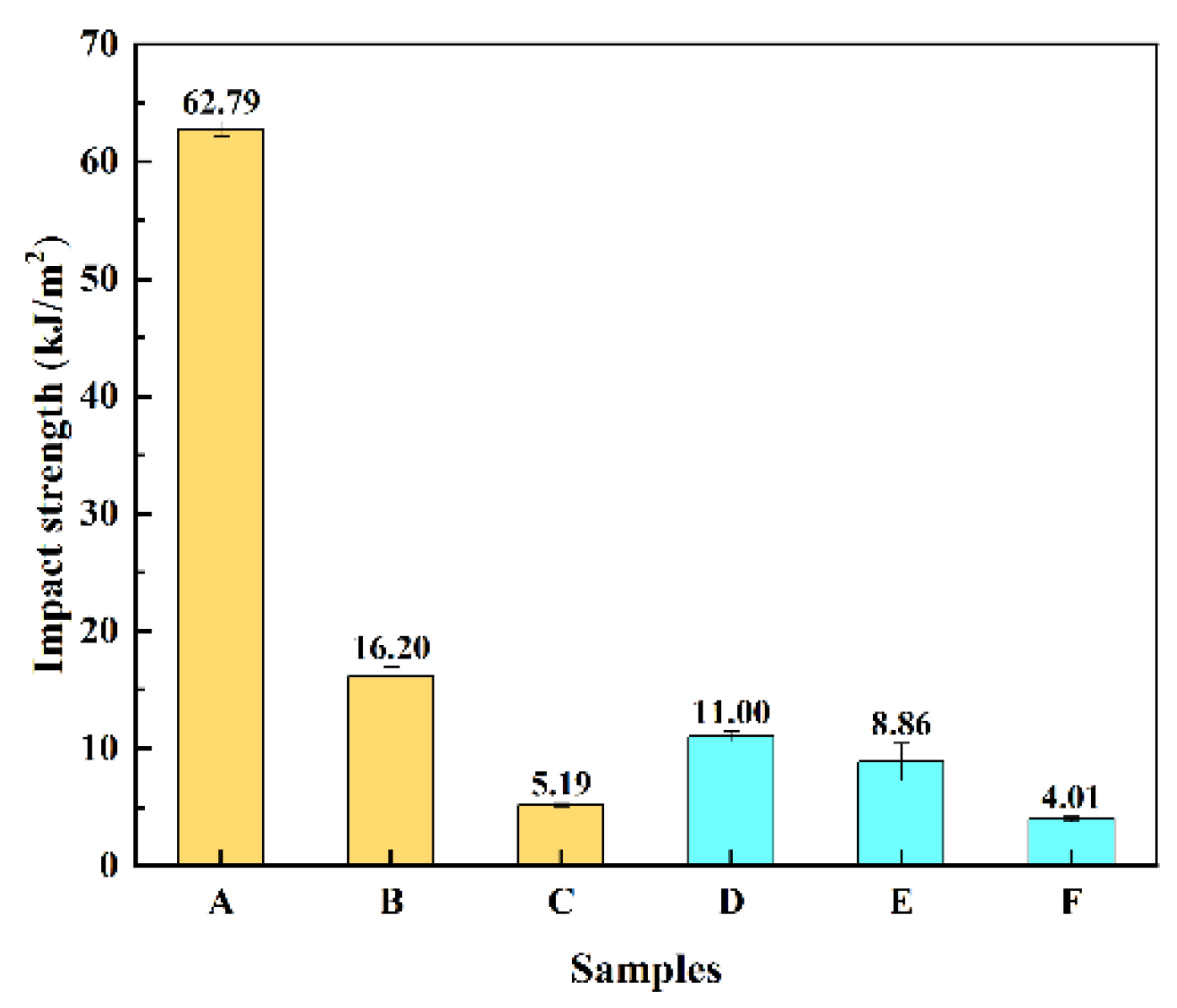
3.3.3. Impact Strength
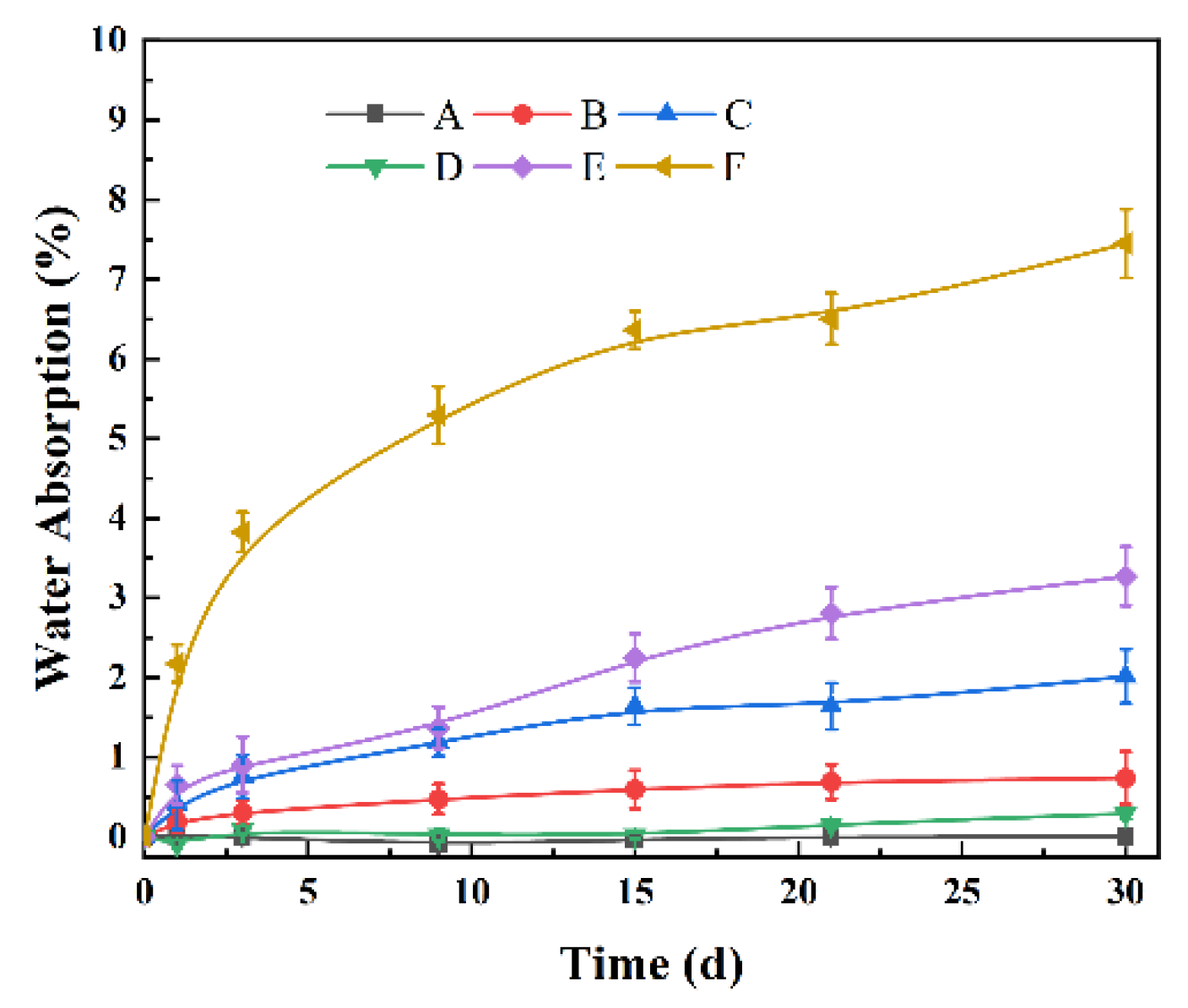
3.4. Water Absorption
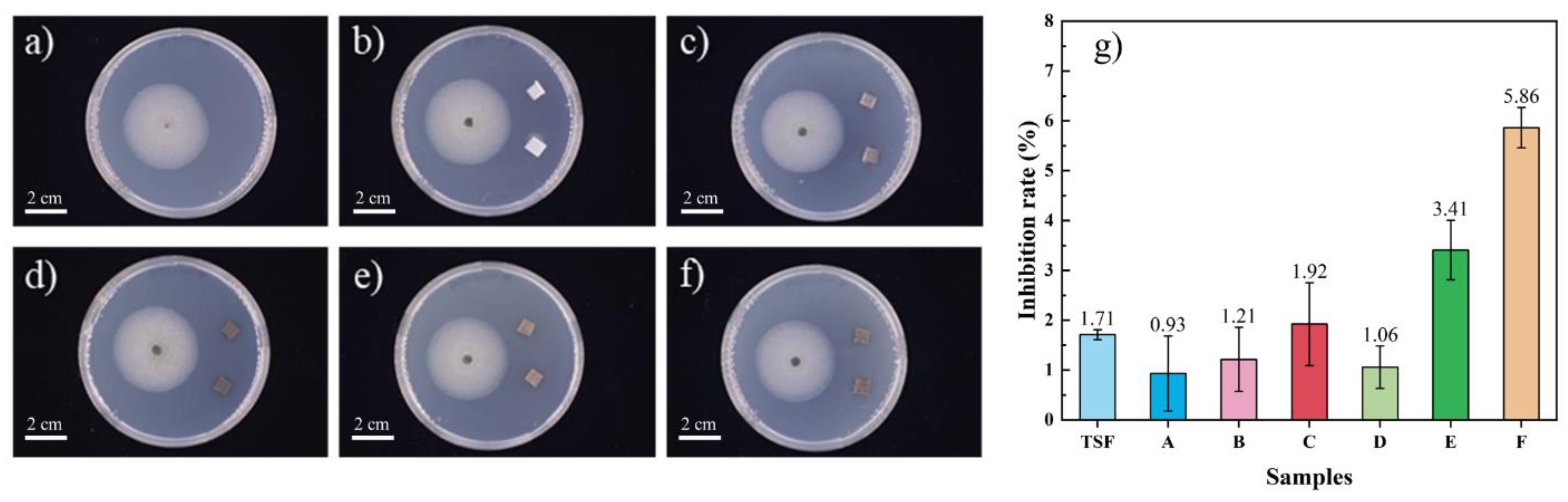
3.5. Antibacterial Assay
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Huang, D.; Tao, J.; Cheng, M.; Deng, R.; Chen, S.; Yin, L.; Li, R. Microplastics and nanoplastics in the environment: Macroscopic transport and effects on creatures. J. Hazard. Mater. 2021, 407, 124399. [Google Scholar] [CrossRef] [PubMed]
- Li, N.; Han, R.; Lu, X. Bibliometric analysis of research trends on solid waste reuse and recycling during 1992–2016. Resour. Conserv. Recycl. 2018, 130, 109–117. [Google Scholar] [CrossRef]
- Vilaplana, F.; Karlsson, S. Quality concepts for the improved use of recycled polymeric materials: A review. Macromol. Mater. Eng 2008, 293, 274–297. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jansson, A.; Moller, K.; Gevert, T. Degradation of post-consumer polypropylene materials exposed to simulated recycling—Mechanical properties. Polym. Degrad. Stabil. 2003, 82, 37–46. [Google Scholar] [CrossRef]
- Fonseca-Valero, C.; Ochoa-Mendoza, A.; Arranz-Andres, J.; Gonzalez-Sanchez, C. Mechanical recycling and composition effects on the properties and structure of hardwood cellulose-reinforced high density polyethylene eco-composites. Compos. Pt. A-Appl. Sci. Manuf. 2015, 69, 94–104. [Google Scholar] [CrossRef]
- Singh, B.; Sharma, N. Mechanistic implications of plastic degradation. Polym. Degrad. Stab. 2008, 93, 561–584. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Singh, A.K.; Bedi, R.; Kaith, B.S. Mechanical properties of composite materials based on waste plastic–A review. Mater. Today Proc. 2020, 26, 1293–1301. [Google Scholar] [CrossRef]
- Taufiq, M.J.; Mansor, M.R.; Mustafa, Z. A review of natural fiber reinforced recycled thermoplastic polymer composites. Des. Sustain. 2021, 173–195. [Google Scholar]
- Dixit, S.; Yadav, V.L. Optimization of polyethylene/polypropylene/alkali modified wheat straw composites for packaging application using RSM. J. Clean. Prod. 2019, 240, 118228. [Google Scholar] [CrossRef]
- Kellersztein, I.; Shani, U.; Zilber, I.; Dotan, A. Sustainable composites from agricultural waste: The use of steam explosion and surface modification to potentialize the use of wheat straw fibers for wood plastic composite industry. Polym. Compos. 2019, 40, E53–E61. [Google Scholar] [CrossRef]
- Mihai, M.; Ton-That, M.T. Valorization of triticale straw biomass as reinforcement in proficient polypropylene biocomposites. Waste Biomass Valorization 2018, 9, 1971–1983. [Google Scholar] [CrossRef]
- Xuan, L.; Han, G.; Wang, D.; Cheng, W.; Gao, X.; Chen, F.; Li, Q. Effect of surface-modified TiO2 nanoparticles on the anti-ultraviolet aging performance of foamed wheat straw fiber/polypropylene composites. Materials 2017, 10, 456. [Google Scholar] [CrossRef]
- Hidalgo-Salazar, M.A.; Salinas, E. Mechanical, thermal, viscoelastic performance and product application of PP-rice husk Colombian biocomposites. Compos. Part B-Eng. 2019, 176, 107135. [Google Scholar] [CrossRef]
- Huner, U. Effect of chemical treatment and maleic anhydride grafted polypropylene coupling agent on rice husk and rice husk reinforced composite. Mater. Express 2017, 7, 134–144. [Google Scholar] [CrossRef]
- Raghu, N.; Kale, A.; Chauhan, S.; Aggarwal, P.K. Rice husk reinforced polypropylene composites: Mechanical, morphological and thermal properties. J. Indian Acad. Wood Sci. 2018, 15, 96–104. [Google Scholar] [CrossRef]
- AlMaadeed, M.A.; Kahraman, R.; Khanam, P.N.; Madi, N. Date palm wood flour/glass fibre reinforced hybrid composites of recycled polypropylene: Mechanical and thermal properties. Mater. Des. 2012, 42, 289–294. [Google Scholar] [CrossRef]
- Belgacem, C.; Tarres, Q.; Xavier Espinach, F.; Mutje, P.; Boufi, S.; Delgado-Aguilar, M. High-yield lignocellulosic fibers from date palm biomass as reinforcement in polypropylene composites: Effect of fiber treatment on composite properties. Polymers 2020, 12, 1423. [Google Scholar] [CrossRef]
- Chihaoui, B.; Serra-Parareda, F.; Tarres, Q.; Espinach, F.X.; Boufi, S.; Delgado-Aguilar, M. Effect of the fiber treatment on the stiffness of date palm fiber reinforced PP composites: Macro and micromechanical evaluation of the young’s modulus. Polymers 2020, 12, 1693. [Google Scholar] [CrossRef]
- Rajeshkumar, G.; Hariharan, V.; Devnani, G.L.; Prakash Maran, J.; Sanjay, M.R.; Siengchin, S.; Al-Dhabi, N.A.; Ponmurugan, K. Cellulose fiber from date palm petioles as potential reinforcement for polymer composites: Physicochemical and structural properties. Polym. Compos. 2021, 42, 3943–3953. [Google Scholar] [CrossRef]
- Haq, S.; Srivastava, R. Wood polypropylene (PP) composites manufactured by mango wood waste with virgin or recycled PP: Mechanical, morphology, melt flow index and crystalline behaviour. J. Polym. Env. 2017, 25, 640–648. [Google Scholar] [CrossRef]
- Guna, V.; Ilangovan, M.; Adithya, K.; CV, A.K.; Srinivas, C.V.; Yogesh, S.; Nagananda, G.S.; Venkatesh, K.; Reddy, N. Biofibers and biocomposites from sabai grass: A unique renewable resource. Carbohydr. Polym. 2019, 218, 243–249. [Google Scholar] [CrossRef] [PubMed]
- Luo, B.Y.; An, X.Y.; Yang, J.; Liu, L.Q.; Zhang, H.; Hu, Q.; Zhang, R.Q.; Nie, S.X.; Wu, S.J.; Cao, H.B.; et al. Isolation and utilization of tobacco-based cellulose nanofiber (TCNF) for high performance reconstructed tobacco sheet (RTS). Carbohydr. Polym. 2021, 261, 117865. [Google Scholar] [CrossRef] [PubMed]
- Bakht, J.; Khan, S.; Shafi, M. Apotential of different solvent extracts of tobacco (nicotiana rustica) against gram negative and positive bacteria. Pak. J. Bot. 2013, 45, 643–648. [Google Scholar]
- Yilmaz, F.; Bahtiyari, M.I. Use of tea and tobacco industrial wastes in dyeing and antibacterial finishing of cotton fabrics. AATCC J. Res. 2020, 7, 25–31. [Google Scholar] [CrossRef]
- Lee, T.; Jung, S.; Lin, K.Y.A.; Tsang, Y.F.; Kwon, E.E. Mitigation of harmful chemical formation from pyrolysis of tobacco waste using CO2. J. Hazard. Mater. 2021, 401, 123416. [Google Scholar] [CrossRef] [PubMed]
- Sobczak, L.; Welser, R.; Brueggemann, O.; Haider, A. Polypropylene (PP)-based wood polymer composites: Performance of five commercial maleic anhydride grafted PP coupling agents. J. Thermoplast. Compos. Mater. 2014, 27, 439–463. [Google Scholar] [CrossRef]
- Yeh, S.K.; Hsieh, C.C.; Chang, H.C.; Yen, C.C.C.; Chang, Y.C. Synergistic effect of coupling agents and fiber treatments on mechanical properties and moisture absorption of polypropylene-rice husk composites and their foam. Compos. Pt. A-Appl. Sci. Manuf. 2015, 68, 313–322. [Google Scholar] [CrossRef]
- Yeh, S.K.; Kim, K.J.; Gupta, R.K. Synergistic effect of coupling agents on polypropylene-based wood-plastic composites. J. Appl. Polym. Sci. 2013, 127, 1047–1053. [Google Scholar] [CrossRef]
- Guo, G.; Kethineni, C. Direct injection molding of hybrid polypropylene/wood-fiber composites reinforced with glass fiber and carbon fiber. Int. J. Adv. Manuf. Technol. 2020, 106, 201–209. [Google Scholar] [CrossRef]
- Song, P.A.; Yang, H.T.; Fu, S.Y.; Wu, Q.; Ye, J.W.; Lu, F.Z.; Jin, Y.M. Effect of carbon nanotubes on the mechanical properties of polypropylene/wood flour composites: Reinforcement mechanism. J. Macromol. Sci. Part B-Phys. 2011, 50, 907–921. [Google Scholar] [CrossRef]
- Xiong, C.; Li, Q.; Lan, T.; Li, H.; Long, W.; Xing, F. Sustainable use of recycled carbon fiber reinforced polymer and crumb rubber in concrete: Mechanical properties and ecological evaluation. J. Clean. Prod. 2021, 279, 123624. [Google Scholar] [CrossRef]
- Coleman, J.N.; Khan, U.; Blau, W.J.; Gun’ko, Y.K. Small but strong: A review of the mechanical properties of carbon nanotube–polymer composites. Carbon 2006, 44, 1624–1652. [Google Scholar] [CrossRef]
- Kord, B. Effects of compatibilizer and nanolayered silicate on physical and mechanical properties of PP/bagasse composites. Turk. J. Agric. For. 2012, 36, 510–517. [Google Scholar]
- Zahedi, M.; Pirayesh, H.; Khanjanzadeh, H.; Tabar, M.M. Organo-modified montmorillonite reinforced walnut shell/polypropylene composites. Mater. Des. 2013, 51, 803–809. [Google Scholar] [CrossRef]
- Dang, L.; Nai, X.; Zhu, D.; Xu, N.; Dong, Y.; Li, W. Effects of different compatilizers on mechanical, crystallization and thermal properties of polypropylene/magensium oxysulfate whisker composites. J. Adhes. Sci. Technol. 2017, 31, 1839–1857. [Google Scholar] [CrossRef]
- Wang, D.; Yu, X.; Jiang, X.; Wang, S.; Zhu, W. Effects of basic magnesium sulfate whisker on flame retardancy and foaming properties of polypropylene. China Plast. Ind. 2019, 47, 27–31. [Google Scholar]
- Wei, Z.; Zhang, W.; Chen, G.; Liang, J.; Chang, Y.; Liu, L.; Wang, P.; Sun, J. Crystallization behavior of isotactic polypropylene/magnesium salt whisker composites modified by compatibilizer PP-g-MAH. J. Therm. Anal. Calorim. 2011, 103, 701–710. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A | B | C | D | E | F | |
|---|---|---|---|---|---|---|
| rPP (wt%) | 100 | 88 | 68 | 78 | 68 | 48 |
| MOSw (wt%) | 0 | 0 | 0 | 20 | 20 | 20 |
| TSF (wt%) | 0 | 10 | 30 | 0 | 10 | 30 |
| MAPP (wt%) | 0 | 2 | 2 | 2 | 2 | 2 |
| Composite | TSF Content (wt%) | Tm (°C) | ΔHm (J/g) | Tc (°C) | ΔHc (J/g) | Xc (%) | |
|---|---|---|---|---|---|---|---|
| rPP/TSF | A | 0 | 170.6 | 68.72 | 117.7 | −79.49 | 32.88 |
| B | 10 | 169.6 | 62.69 | 120.6 | −67.71 | 33.32 | |
| C | 30 | 169.6 | 52.37 | 120.6 | −56.33 | 35.79 | |
| D | 0 | 170.6 | 65.06 | 127.6 | −66.25 | 38.91 | |
| E | 10 | 170.6 | 48.80 | 124.4 | −51.02 | 33.35 | |
| F | 30 | 169.3 | 36.49 | 124.7 | −37.81 | 34.91 |
| Composite | TSF Content (wt%) | T5 (°C) | T50 (°C) | T75 (°C) | ||
|---|---|---|---|---|---|---|
| rPP/TSF | A | 0 | 402.58 | 448.35 | 457.65 | 454.78 |
| B | 10 | 344.92 | 454.66 | 463.65 | 459.56 | |
| C | 30 | 303.85 | 454.98 | 466.32 | 460.36 | |
| rPP/MOSw/TSF | D | 0 | 397.65 | 460.15 | 471.41 | 463.59 |
| E | 10 | 331.21 | 469.63 | 481.95 | 473.55 | |
| F | 30 | 307.21 | 466.03 | 485.57 | 468.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Q.; Yang, W.; Ma, Z.; Huang, Z.; Cao, L.; Lin, Z.; Zhang, P. Tobacco Stalk Flour/Magnesium Oxysulfate Whiskers Reinforced Hybrid Composites of Recycled Polypropylene: Mechanical and Thermal and Antibacterial Properties. Polymers 2022, 14, 815. https://doi.org/10.3390/polym14040815
Yuan Q, Yang W, Ma Z, Huang Z, Cao L, Lin Z, Zhang P. Tobacco Stalk Flour/Magnesium Oxysulfate Whiskers Reinforced Hybrid Composites of Recycled Polypropylene: Mechanical and Thermal and Antibacterial Properties. Polymers. 2022; 14(4):815. https://doi.org/10.3390/polym14040815
Chicago/Turabian StyleYuan, Qinghua, Wei Yang, Zhuwen Ma, Zhenrui Huang, Lin Cao, Zhidan Lin, and Peng Zhang. 2022. "Tobacco Stalk Flour/Magnesium Oxysulfate Whiskers Reinforced Hybrid Composites of Recycled Polypropylene: Mechanical and Thermal and Antibacterial Properties" Polymers 14, no. 4: 815. https://doi.org/10.3390/polym14040815