
Cure Kinetics Modeling of a High Glass Transition Temperature Epoxy Molding Compound (EMC) Based on Inline Dielectric Analysis

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
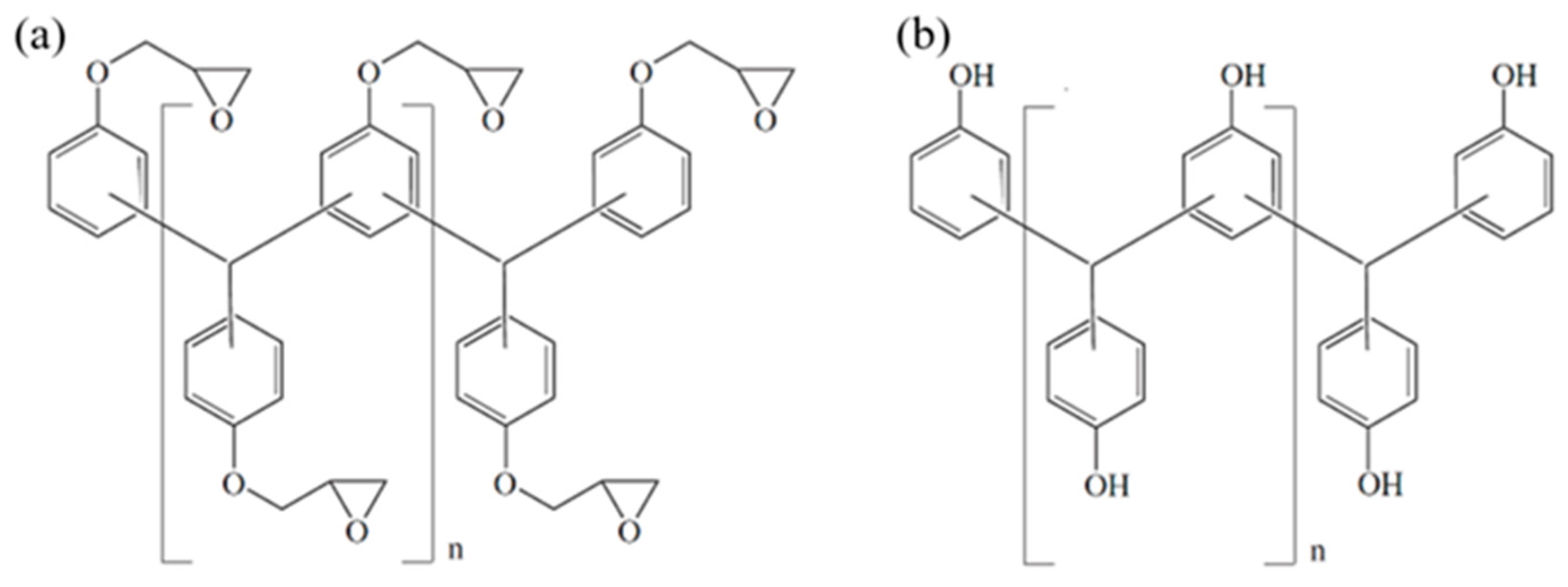
2.1. Materials
2.2. Differential Scanning Calorimetry (DSC)
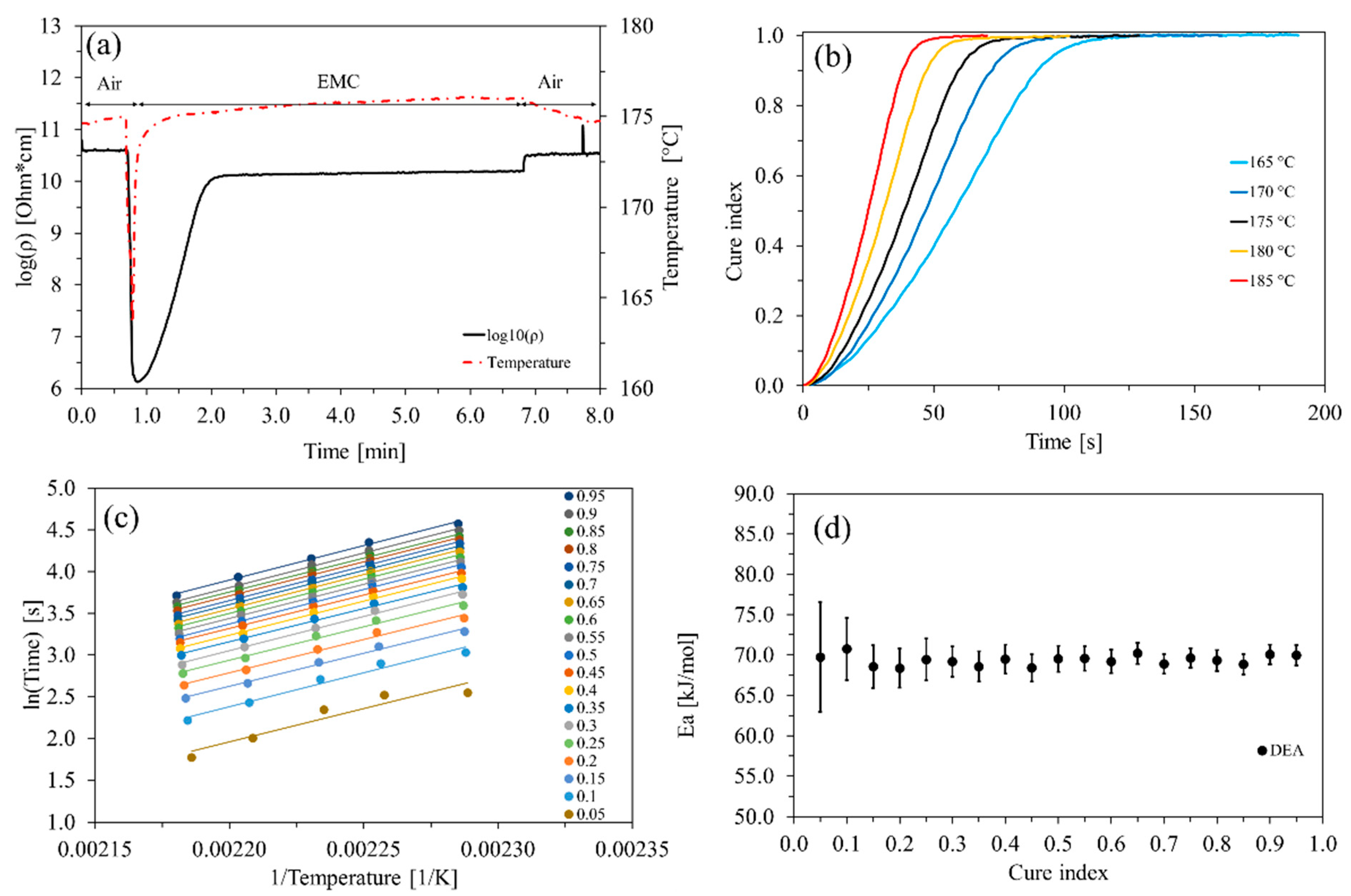
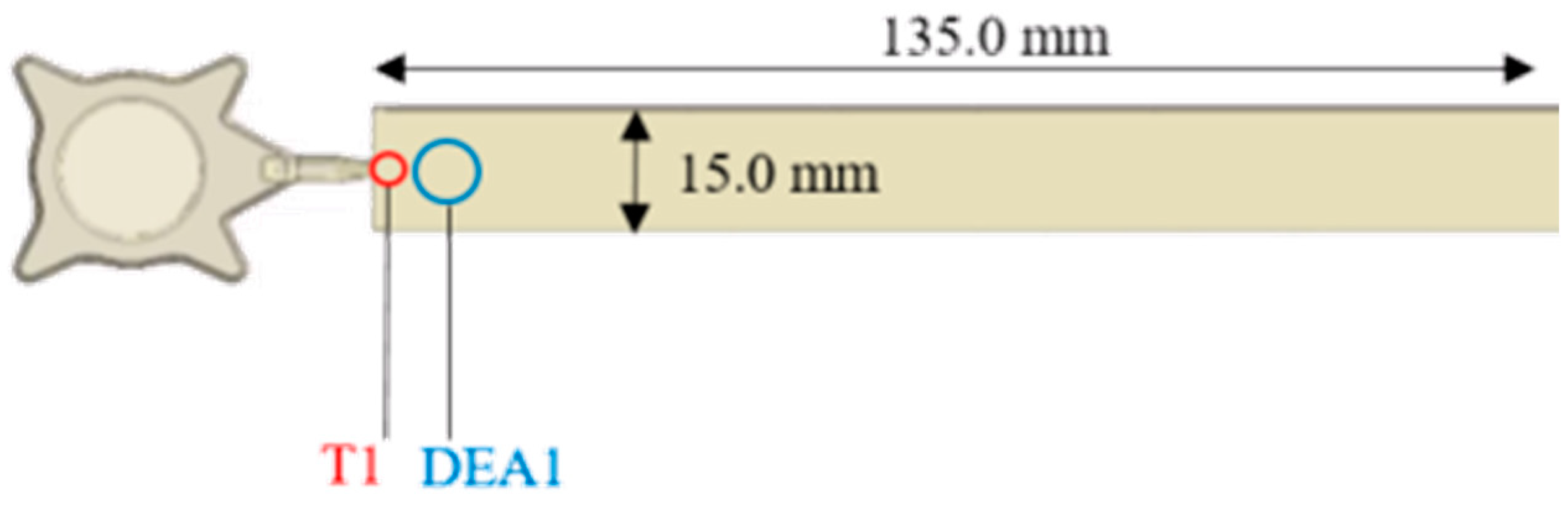
2.3. Dielectric Analysis (DEA)
2.4. Model-Free (Iso-Conversional) Kinetic Analysis
2.5. Model-Based Kinetic Analysis
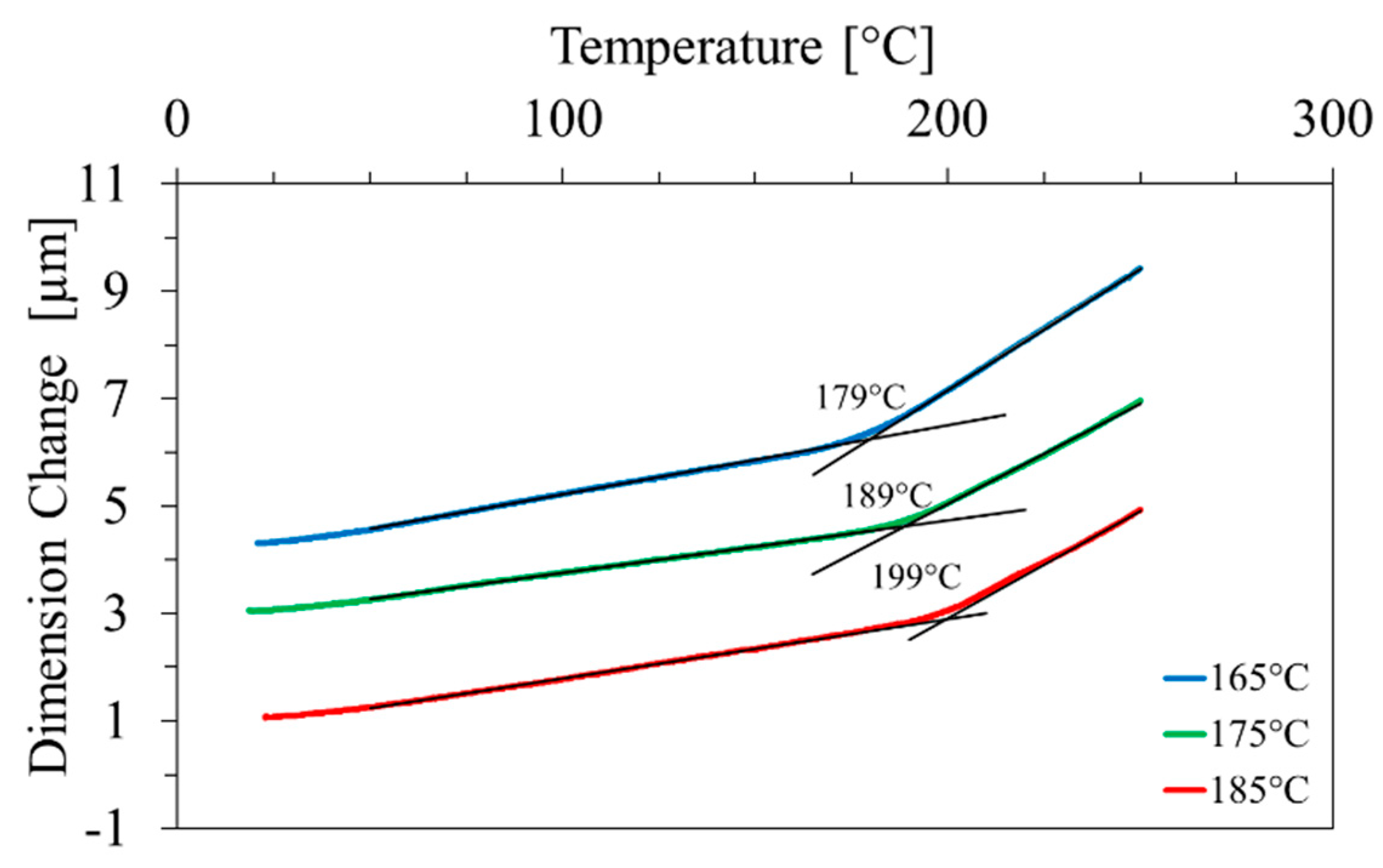
2.6. Thermomechanical Analysis (TMA)
3. Results and Discussion
3.1. Off-Line Kinetic Analysis Based on Dynamic DSC
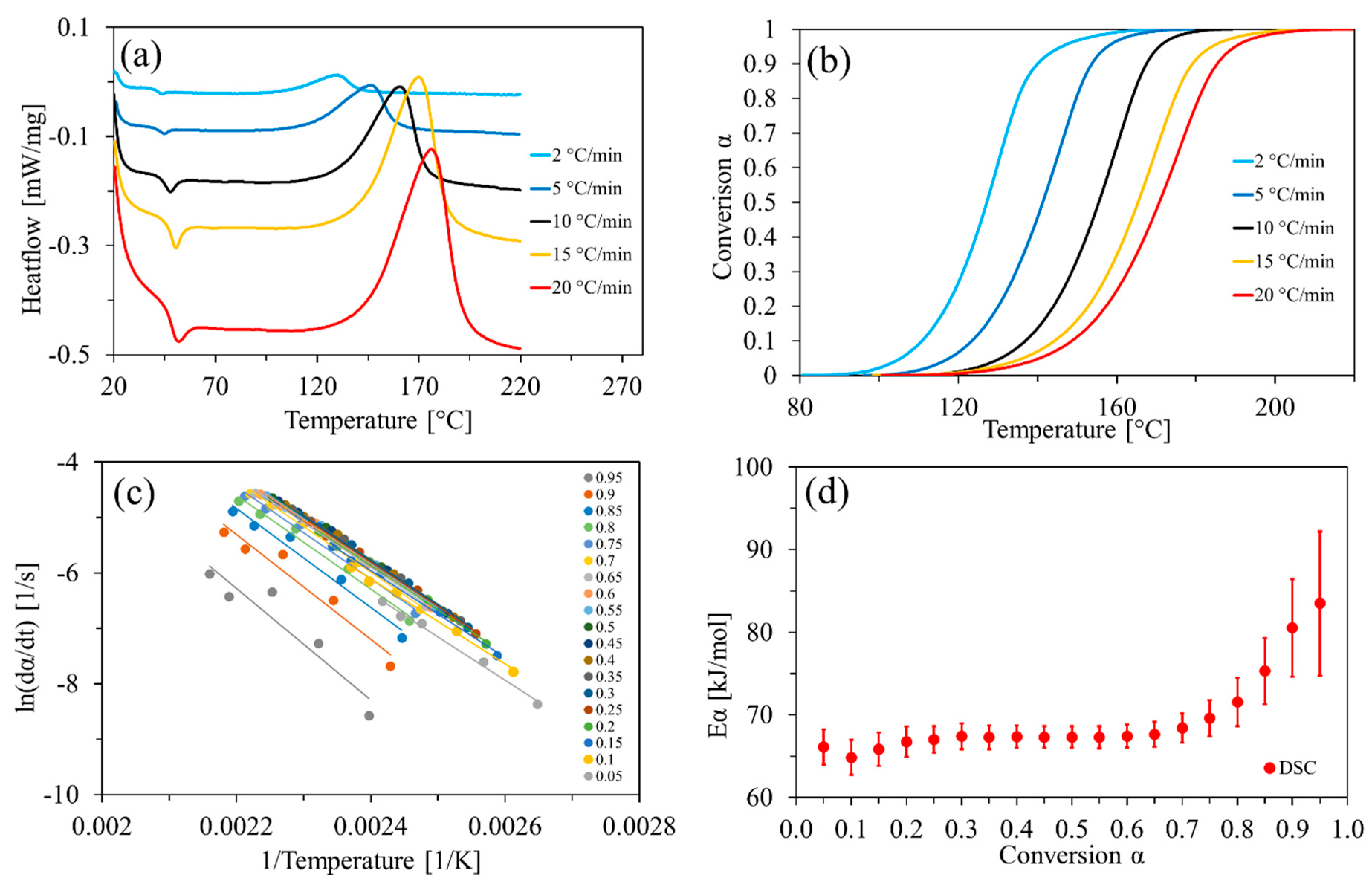
3.1.1. Model-Free Kinetic Analysis
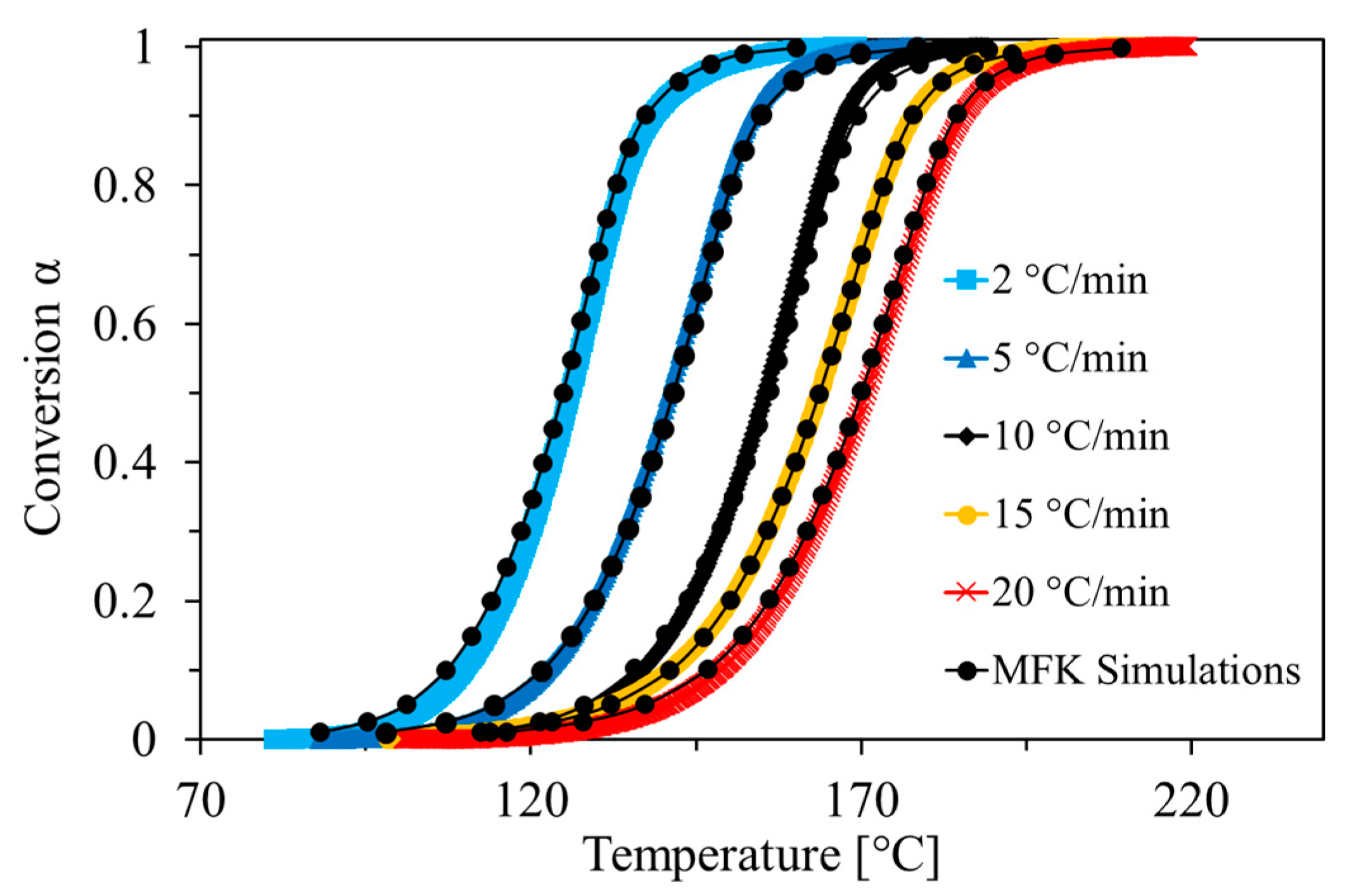
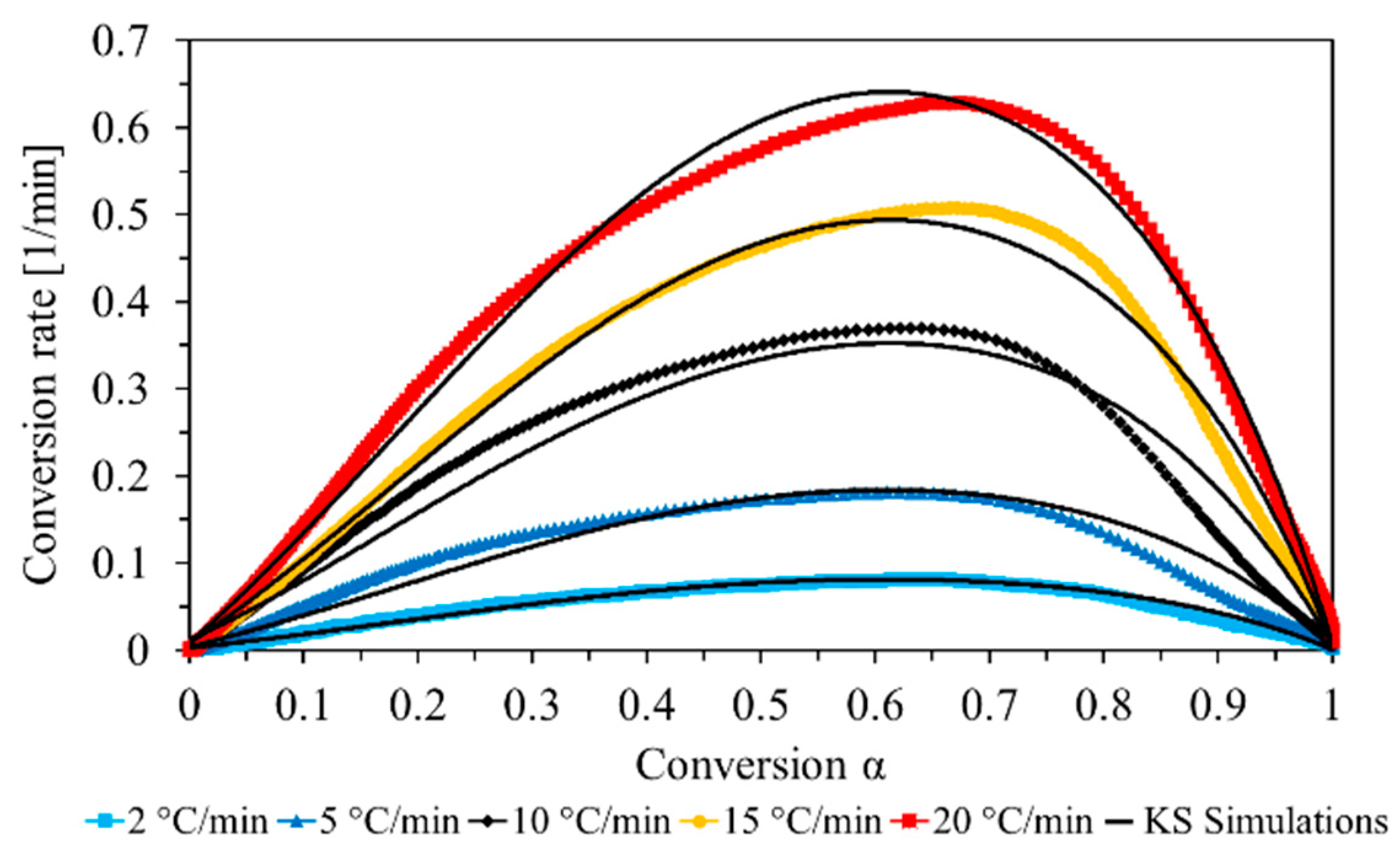
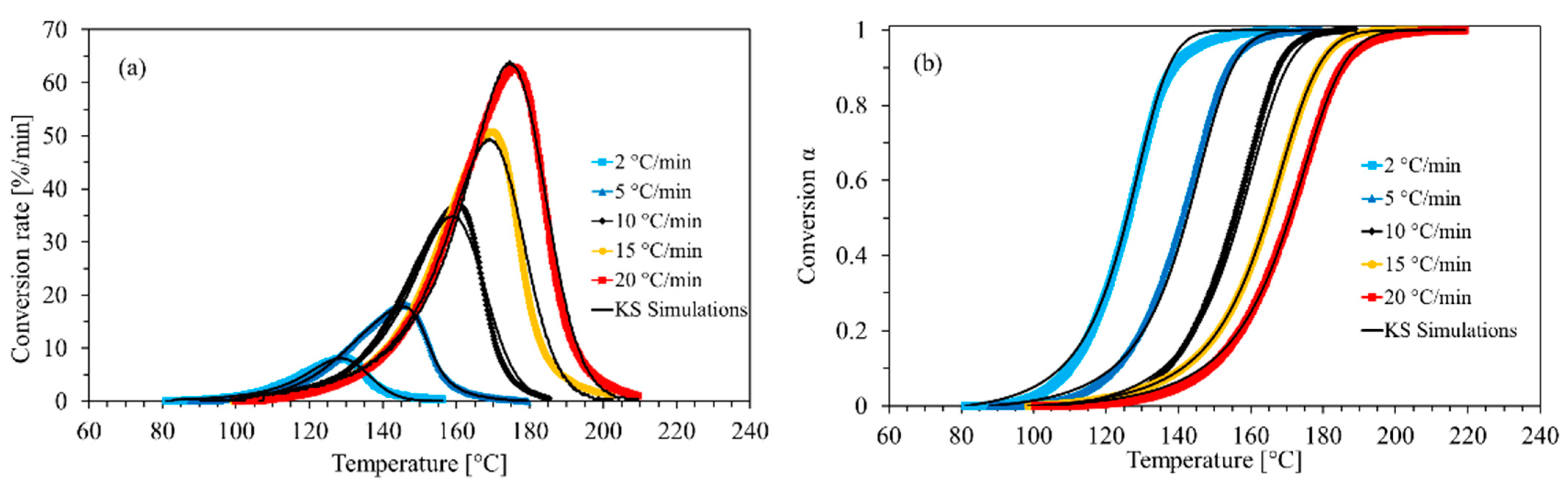
3.1.2. Model-Based Kinetic Analysis
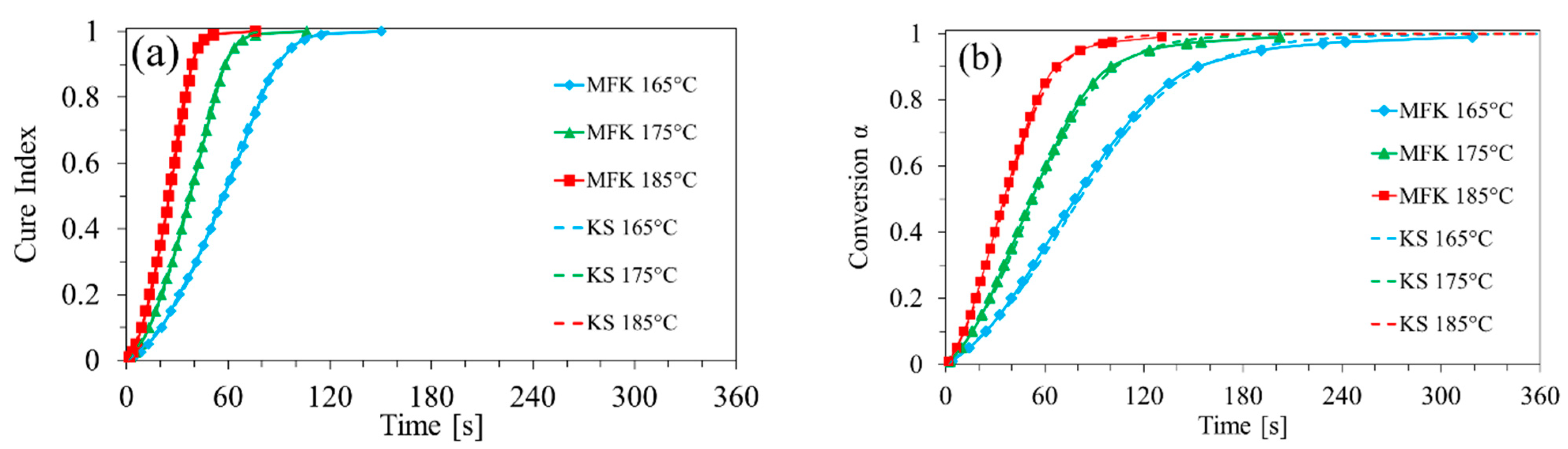
3.2. Inline Kinetic Analysis Based on Isothermal DEA
3.2.1. Model-Free Kinetic Analysis
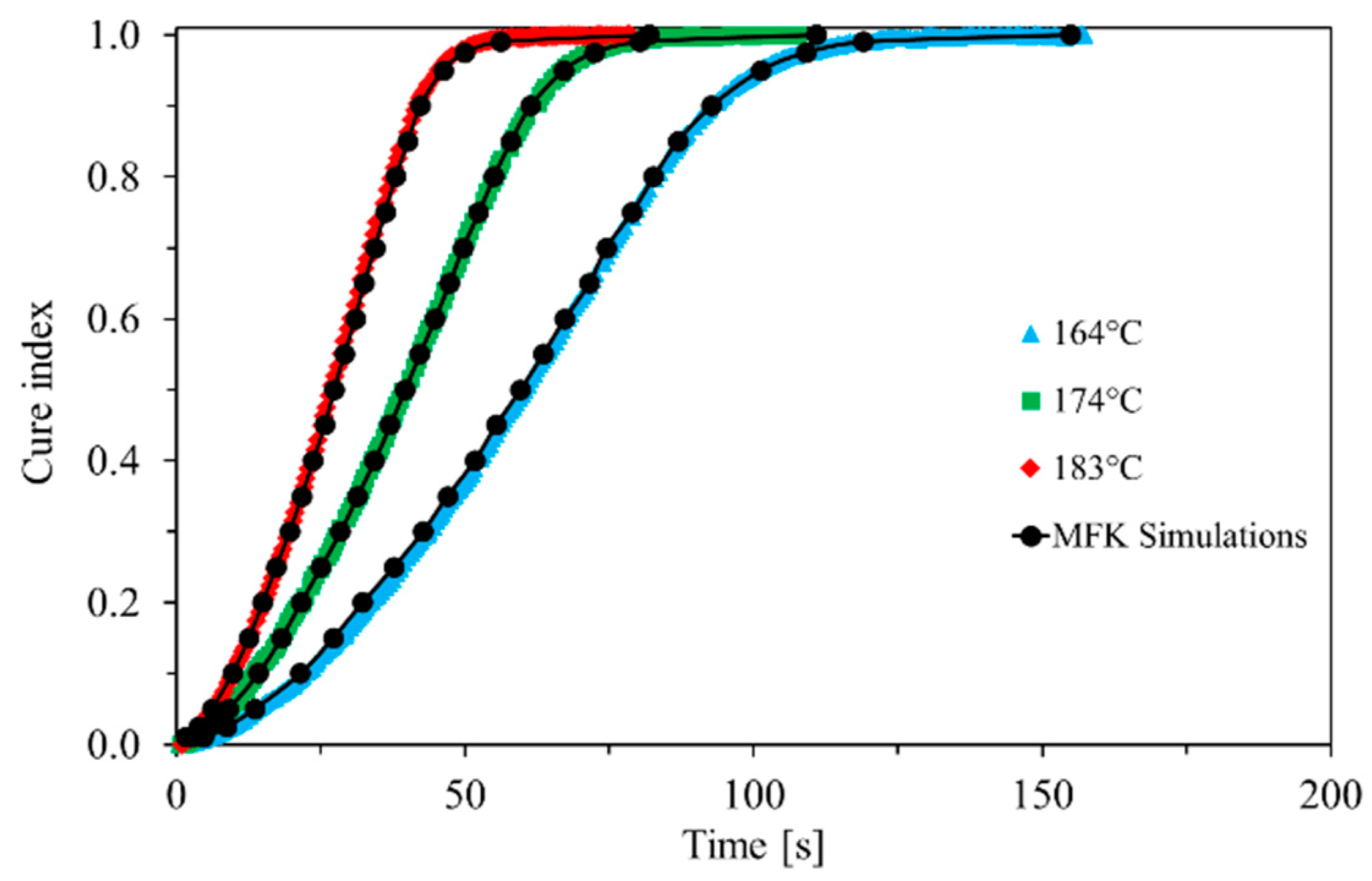
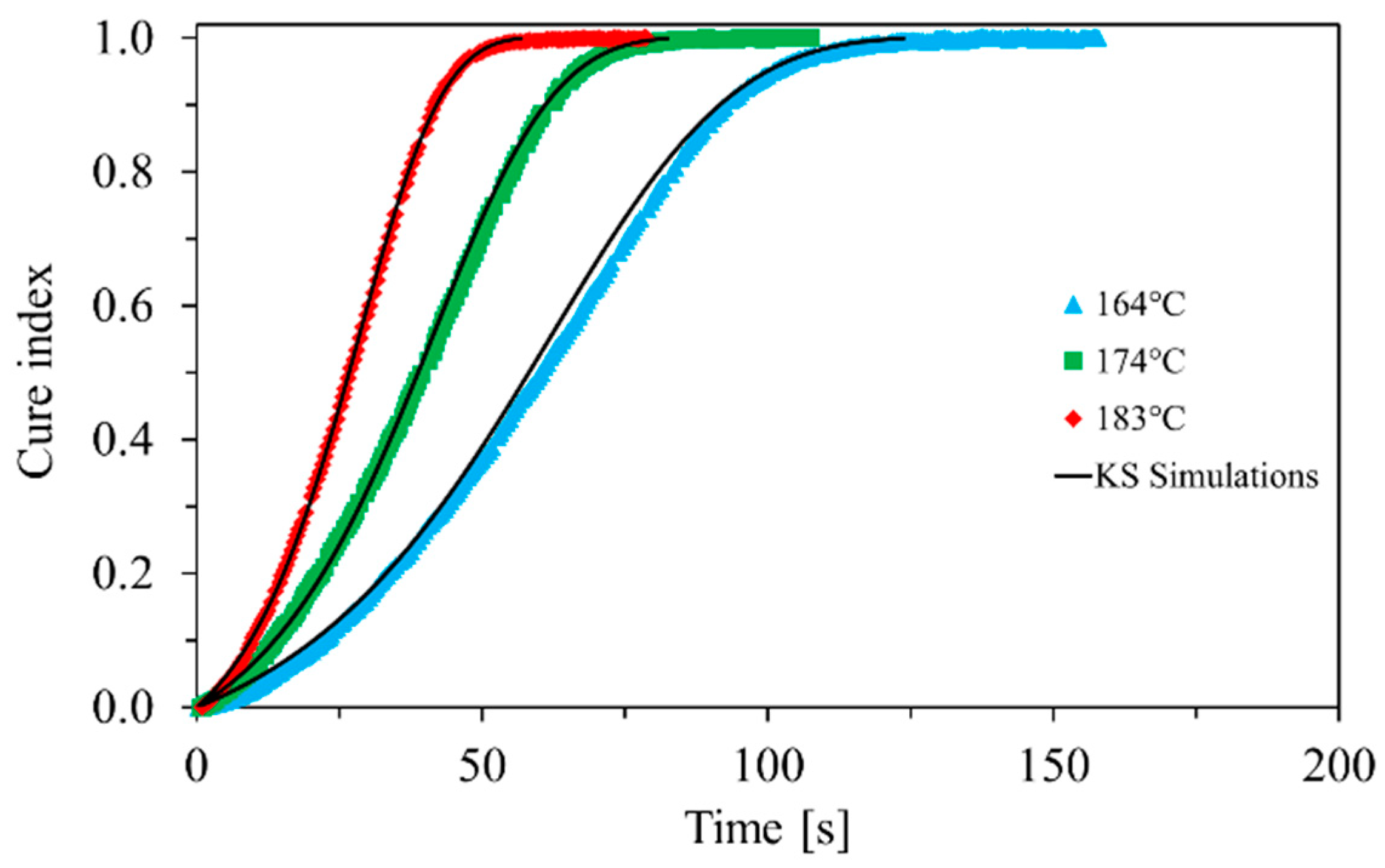
3.2.2. Model-Based Kinetic Analysis
3.3. Glass Transition Temperature after the Molding Process
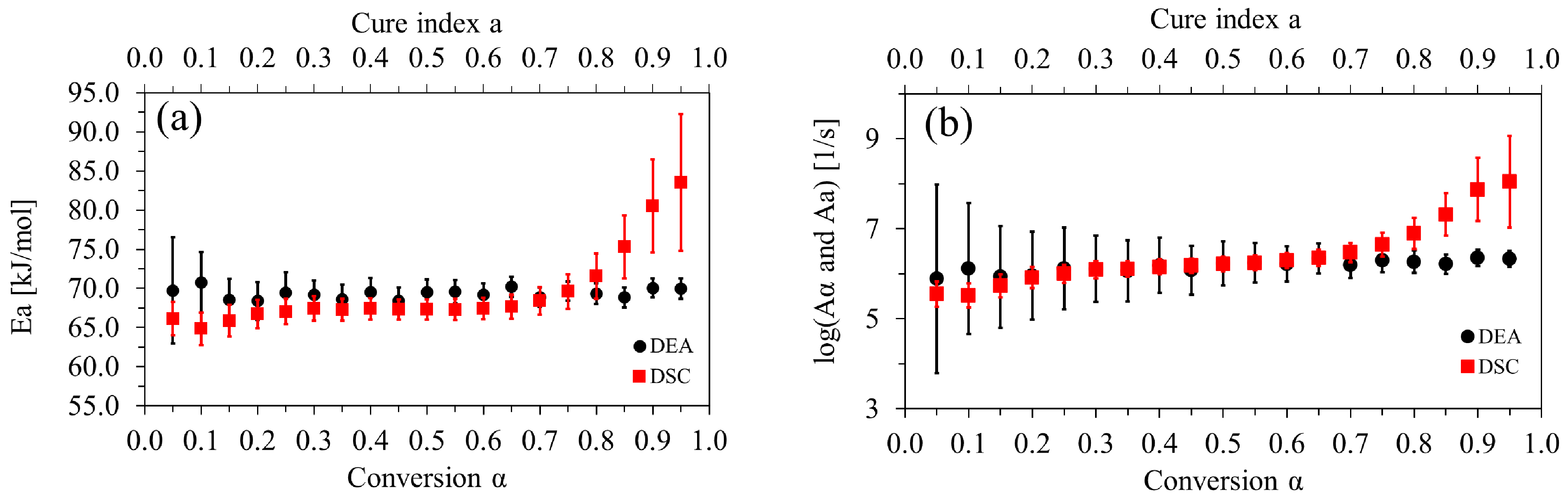
3.4. Comparison of DEA and DSC Kinetic Models
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Burkacky, O.; Deichmann, J.; Stein, J.P. Mapping the Automotive Software-and-Electronics Landscape through 2030; Mckinsey & Company: New York, NY, USA, 2019. [Google Scholar]
- Mavinkurve, A.; Goumans, L.; Martens, J. Epoxy Molding compounds for High Temperature Applications. In Proceedings of the European Microelectronics Packaging Conference (EMPC), Grenoble, France, 9–12 September 2013. [Google Scholar]
- Li, G.; Huang, Z.; Li, P.; Xin, C.; Jia, X.; Wang, B.; He, Y.; Ryu, S.; Yang, X. Curing kinetics and mechanisms of polysulfone nanofibrous membranes toughened epoxy/amine systems using isothermal DSC and NIR. Thermochim. Acta 2010, 497, 27–34. [Google Scholar] [CrossRef]
- Mark, H.F. Encyclopedia of Polymer Science and Technology 9; John Wiley & Son: Hoboken, NJ, USA, 2004. [Google Scholar]
- Jin, F.-L.; Li, X.; Park, S.-J. Synthesis and application of epoxy resins: A review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Ardebili, H.; Zhang, J.; Pecht, M.G. Encapsulation Technologies for Electronic Applications, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Tong, K.; Kwong, C.; Ip, K. Optimization of process conditions for the transfer molding of electronic packages. J. Mater. Process. Technol. 2003, 138, 361–365. [Google Scholar] [CrossRef]
- Fang, K. Chapter 3—Encapsulation Process Technology—Encapsulation Technologies for Electronic Applications, 2nd ed.; William Andrew Applied Science Publishers: Norwich, NY, USA, 2019. [Google Scholar]
- Kaya, B. Concept Development and Implementation of Online Monitoring Methods in the Transfer Molding Process for Electronic Packages. Master’s Thesis, Technische Universität Berlin, Berlin, Germany, 2018. [Google Scholar]
- Kandelbauer, A. Chapter 24—Processing and Process Control. In Handbook of Thermoset Plastics, 4th ed.; Dodiuk, H., Ed.; Elsevier: Amsterdam, The Netherlands, 2021; in press. [Google Scholar]
- Li, Q.; Li, X.; Meng, Y. Curing of DGEBA epoxy using a phenol-terminated hyperbranched curing agent: Cure kinetics, gelation, and the TTT cure diagram. Thermochim. Acta 2012, 549, 69–80. [Google Scholar] [CrossRef]
- Vyazovkin, S.; Burnham, A.K.; Criado, J.M.; Pérez-Maqueda, L.A.; Popescu, C.; Sbirrazzuoli, N. ICTAC Kinetics Committee recommendations for performing kinetic computations on thermal analysis data. Thermochim. Acta 2011, 520, 1–19. [Google Scholar] [CrossRef]
- Kim, W. Contributions of the network structure to the cure kinetics of epoxy resin systems according to the change of hardeners. Polymers 2002, 43, 5713–5722. [Google Scholar] [CrossRef]
- Kandelbauer, A.; Wuzella, G.; Mahendran, A.; Taudes, I.; Widsten, P. Model-free kinetic analysis of melamine–formaldehyde resin cure. Chem. Eng. J. 2009, 152, 556–565. [Google Scholar] [CrossRef]
- Kandelbauer, A.; Wuzella, G.; Mahendran, A.; Taudes, I.; Widsten, P. Using isoconversional kinetic analysis of liquid melamine-formaldehyde resin curing to predict laminate surface properties. J. Appl. Polym. Sci. 2009, 113, 2649–2660. [Google Scholar] [CrossRef]
- Mahendran, A.R.; Wuzella, G.; Kandelbauer, A. Thermal Characterization of Kraft Lignin Phenol-Formaldehyde Resin for Paper Impregnation. J. Adhes. Sci. Technol. 2010, 24, 1553–1565. [Google Scholar] [CrossRef]
- Wuzella, G.; Mahendran, A.R.; Kandelbauer, R. Green Composite Material Made from Typha latifolia Fibres Bonded with an Epoxidized Linseed Oil/Tall Oil-Based Polyamide Binder System. J. Renew. Mater. 2020, 8, 499–512. [Google Scholar] [CrossRef]
- Geyer, B.; Hundshammer, T.; Röhner, S.; Lorenz, G.; Kandelbauer, A. Predicting thermal and thermo-oxidative stability of silane-modified clay minerals using thermogravimetry and isoconversional kinetic analysis. Appl. Clay Sci. 2014, 101, 253–259. [Google Scholar] [CrossRef]
- Wuzella, G.; Kandelbauer, A.; Mahendran, A.R.; Müller, U.; Teischinger, A. Influence of thermo-analytical and rheological properties of an epoxy powder coating resin on the quality of coatings on medium density fibreboards (MDF) using in-mould technology. Prog. Org. Coat. 2014, 77, 1539–1546. [Google Scholar] [CrossRef]
- Mahendran, A.R.; Wuzella, G.; Kandelbauer, A.; Aust, N. Thermal cure kinetics of epoxidized linseed oil with anhydride hardener. J. Therm. Anal. Calorim. 2012, 107, 989–998. [Google Scholar] [CrossRef]
- Wuzella, G.; Kandelbauer, A.; Mahendran, A.R.; Teischinger, A. Thermochemical and isoconversional kinetic analysis of a polyester–epoxy hybrid powder coating resin for wood based panel finishing. Prog. Org. Coat. 2011, 70, 186–191. [Google Scholar] [CrossRef]
- Ivankovic, M.; Brnardic, I.; Ivankovic, H.; Mencer, H.J. DSC study of the cure kinetics during nanocomposite formation: Epoxy/poly(oxypropylene) diamine/organically modified montmorillonite system. J. Appl. Polym. Sci. 2005, 99, 550–557. [Google Scholar] [CrossRef]
- Granado, L.; Kempa, S.; Gregoriades, L.J.; Brüning, F.; Genix, A.-C.; Fréty, N.; Anglaret, E. Kinetic regimes in the curing process of epoxy-phenol composites. Thermochim. Acta 2018, 667, 185–192. [Google Scholar] [CrossRef]
- Urbaniak, M.; Grudzinski, K. Time-temperature-transformation (TTT) cure diagram for EPY epoxy system. Polimery 2007, 52, 117–126. [Google Scholar] [CrossRef] [Green Version]
- Chaloupka, A. Development of Dielectric Sensor for the Real-Time in-Mold Characterization of Carbon Fiber Reinforced Thermosets. Master’s Thesis, Universität Augsburg, Augsburg, Germany, 2018. [Google Scholar]
- Weiss, S.; Seidl, R.; Kessler, W.; Kessler, R.W.; Zikulnig-Rusch, E.M.; Kandelbauer, A. Multivariate process trajectories for molecular description of MF thermal curing and correlation with hydrolytic stability. J. Appl. Polym. Sci. 2021, 138, 50635. [Google Scholar] [CrossRef]
- Hardis, R.; Jessop, J.L.; Peters, F.E.; Kessler, M.R. Cure kinetics characterization and monitoring of an epoxy resin using DSC, Raman spectroscopy, and DEA. Compos. Part A Appl. Sci. Manuf. 2013, 49, 100–108. [Google Scholar] [CrossRef] [Green Version]
- Weiss, S.; Seidl, R.; Kessler, W.; Kessler, R.W.; Zikulnig-Rusch, E.M.; Kandelbauer, A. Unravelling the Phases of Melamine Formaldehyde Resin Cure by Infrared Spectroscopy (FTIR) and Multivariate Curve Resolution (MCR). Polymers 2020, 12, 2569. [Google Scholar] [CrossRef]
- Alig, I.; Fischer, D.; Lellinger, D.; Steinhoff, B. Combination of NIR, Raman, Ultrasonic and Dielectric Spectroscopy for In-Line Monitoring of the Extrusion Process. Macromol. Symp. 2005, 230, 51–58. [Google Scholar] [CrossRef]
- Weiss, S.; Urdl, K.; Mayer, H.; Zikulnig-Rusch, E.M.; Kandelbauer, A. IR spectroscopy: Suitable method for determination of curing degree and crosslinking type in melamine–formaldehyde resins. J. Appl. Polym. Sci. 2019, 136. [Google Scholar] [CrossRef]
- Ghodhbani, N.; Maréchal, P.; Duflo, H. Ultrasound monitoring of the cure kinetics of an epoxy resin: Identification, frequency and temperature dependence. Polym. Test. 2016, 56, 156–166. [Google Scholar] [CrossRef]
- Pretschuh, C.; Müller, U.; Wuzella, G.; Dorner, F.; Eckmann, R. Dielectric analysis as curing control for aminoplast resins—correlation with DMA. Holz Roh Werkst. 2012, 70, 749–753. [Google Scholar] [CrossRef]
- Lee, H.L. The Handbook of Dielectric Analysis and Cure Monitoring; Lambient Technologies LLC: Cambridge, MA, USA, 2017. [Google Scholar]
- Sasajima, H.; Watanabe, I.; Takamoto, M.; Dakede, K.; Itoh, S.; Junichi, N.; Tabei, J.; Mori, T. Chapter 9: New Development Trend of Epoxy Molding Compound for Encapsulating Semiconductor Chips—Materials for Advanced Packaging, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Rosentritt, M.; Behr, M.; Knappe, S.; Handel, G. Dielectric analysis of light-curing dental restorative materials—a pilot study. J. Mater. Sci. 2006, 41, 2805–2810. [Google Scholar] [CrossRef]
- Friedman, H.L. Kinetics of thermal degradation of char-forming plastics from thermogravimetry. Application to a phenolic plastic. J. Polym. Sci. Part C Polym. Symp. 2007, 6, 183–195. [Google Scholar] [CrossRef]
- Vyazovkin, S. Isoconversional Kinetics of Thermally Stimulated Processes; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Kamal, M.R.; Sourour, S. Kinetics and thermal characterization of thermoset cure. Polym. Eng. Sci. 1973, 13, 59–64. [Google Scholar] [CrossRef]
- Rabearison, N.; Jochum, C.; Grandidier, J.-C. A cure kinetics, diffusion controlled and temperature dependent, identification of the Araldite LY556 epoxy. J. Mater. Sci. 2011, 46, 787–796. [Google Scholar] [CrossRef]
- Sun, J.; Wang, X.; Wu, D. Novel Spirocyclic Phosphazene-Based Epoxy Resin for Halogen-Free Fire Resistance: Synthesis, Curing Behaviors, and Flammability Characteristics. ACS Appl. Mater. Interfaces 2012, 4, 4047–4061. [Google Scholar] [CrossRef] [PubMed]
- Flammersheim, H.; Opfermann, J. Formal kinetic evaluation of reactions with partial diffusion control. Thermochim. Acta 1999, 337, 141–148. [Google Scholar] [CrossRef]
- Vyazovkin, S.; Burnham, A.K.; Favergeon, L.; Koga, N.; Moukhina, E.; Pérez-Maqueda, L.A.; Sbirrazzuoli, N. ICTAC Kinetics Committee recommendations for analysis of multi-step kinetics. Thermochim. Acta 2020, 689, 178597. [Google Scholar] [CrossRef]
- Granado, L.; Kempa, S.; Bremmert, S.; Gregoriades, L.J.; Brüning, F.; Anglaret, E.; Fréty, N. Isothermal DSC Study of the Curing Kinetics of an Epoxy/Silica Composite for Microelectronics. J. Microelectron. Electron. Packag. 2017, 14, 45–50. [Google Scholar] [CrossRef]
- Kaya, B.; Kaiser, J.-M.; Becker, K.F.; Braun, T.; Lang, K.D. Evaluation of Dielectric Cure Monitoring of Epoxy Molding Compound in Transfer Molding Process for Electronic Packages. In Proceedings of the European Microelectronics Packaging Conference (EMPC), Friedrichshafen, Germany, 14–16 September 2015. [Google Scholar]
- Núńez-Regueira, L.; Gracia-Fernández, C.; Gómez-Barreiro, S. Use of rheology, dielectric analysis and differential scanning calorimetry for gel time determination of a thermoset. Polymers 2005, 46, 5979–5985. [Google Scholar] [CrossRef]
- Shigue, C.; Dos Santos, R.; De Abreu, M.; Baldan, C.; Robin, A.; Ruppert-Filho, E. Dielectric Thermal Analysis as a Tool for Quantitative Evaluation of the Viscosity and the Kinetics of Epoxy Resin Cure. IEEE Trans. Appl. Supercond. 2006, 16, 1786–1789. [Google Scholar] [CrossRef]
- Bidstrup, S.A.; Sheppard, N.F.; Senturia, S.D. Dielectric analysis of the cure of thermosetting epoxy/amine systems. Polym. Eng. Sci. 1989, 29, 325–328. [Google Scholar] [CrossRef]
- Pham, M.-P.; Pham, B.Q.; Huynh, L.K.; Pham, H.Q.; Marks, M.J.; Truong, T.N. Density functional theory study on mechanisms of epoxy-phenol curing reaction. J. Comput. Chem. 2014, 35, 1630–1640. [Google Scholar] [CrossRef] [PubMed]
- Dodiuk, H. Handbook of Thermoset Plastics, 3rd ed.; William Andrew: Norwich, NY, USA, 2013. [Google Scholar]
- Lange, J.; Altmann, N.; Kelly, C.; Halley, P. Understanding vitrification during cure of epoxy resins using dynamic scanning calorimetry and rheological techniques. Polymers 2000, 41, 5949–5955. [Google Scholar] [CrossRef]
- Michels, J.; Widmann, R.; Czaderski, C.; Allahvirdizadeh, R.; Motavalli, M. Glass transition evaluation of commercially available epoxy resins used for civil engineering applications. Compos. Part B Eng. 2015, 77, 484–493. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heating Rate β [°C/min] | Sample Amount [mg] | Peak Area [J/g] |
|---|---|---|
| 2.0 | 19.93 | 24.678 |
| 2.0 | 19.93 | 25.664 |
| 2.0 | 19.21 | 26.968 |
| 5.0 | 20.3 | 27.535 |
| 5.0 | 19.47 | 26.784 |
| 5.0 | 19.66 | 26.38 |
| 10.0 | 20.58 | 28.572 |
| 10.0 | 21.84 | 29.739 |
| 15.0 | 19.99 | 34.269 |
| 15.0 | 20.24 | 34.332 |
| 15.0 | 20.46 | 35.084 |
| 20.0 | 19.9 | 33.721 |
| 20.0 | 20.66 | 35.839 |
| 20.0 | 20.31 | 32.84 |
| Kinetic Parameters | Values |
|---|---|
| E1 [kJ/mol] | 67.91 |
| log (A1) | 5.65 |
| E2 [kJ/mol] | 67.34 |
| log (A2) | 6.48 |
| m | 1.09 |
| n | 1.06 |
| Kinetic Parameters | Values |
|---|---|
| E1 [kJ/mol] | 69.34 |
| log (A1) | 5.83 |
| E2 [kJ/mol] | 69.12 |
| log (A2) | 6.87 |
| m | 1.07 |
| n | 0.74 |
| Kinetic Parameters | DEA | DSC |
|---|---|---|
| E1 [kJ/mol] | 69.3 | 68.0 |
| log (A1) | 69.1 | 67.4 |
| E2 [kJ/mol] | 5.83 | 5.65 |
| log (A2) | 6.87 | 6.48 |
| m | 1.07 | 1.09 |
| n | 0.74 | 1.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Franieck, E.; Fleischmann, M.; Hölck, O.; Kutuzova, L.; Kandelbauer, A. Cure Kinetics Modeling of a High Glass Transition Temperature Epoxy Molding Compound (EMC) Based on Inline Dielectric Analysis. Polymers 2021, 13, 1734. https://doi.org/10.3390/polym13111734
Franieck E, Fleischmann M, Hölck O, Kutuzova L, Kandelbauer A. Cure Kinetics Modeling of a High Glass Transition Temperature Epoxy Molding Compound (EMC) Based on Inline Dielectric Analysis. Polymers. 2021; 13(11):1734. https://doi.org/10.3390/polym13111734
Chicago/Turabian StyleFranieck, Erick, Martin Fleischmann, Ole Hölck, Larysa Kutuzova, and Andreas Kandelbauer. 2021. "Cure Kinetics Modeling of a High Glass Transition Temperature Epoxy Molding Compound (EMC) Based on Inline Dielectric Analysis" Polymers 13, no. 11: 1734. https://doi.org/10.3390/polym13111734