Effect of Lignin Content on Properties of Flexible Transparent Poplar Veneer Fabricated by Impregnation with Epoxy Resin

 ,
,  ,
,  , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Chemicals
2.2. Fabrication of Flexible Transparent Poplar Veneer
2.2.1. Delignification Process
2.2.2. Fabrication of Flexible Transparent PV
2.3. Characterization
3. Results and Discussion
3.1. The EFFECT of Delignification Time on the Microstructure and Chemical Composition of PV
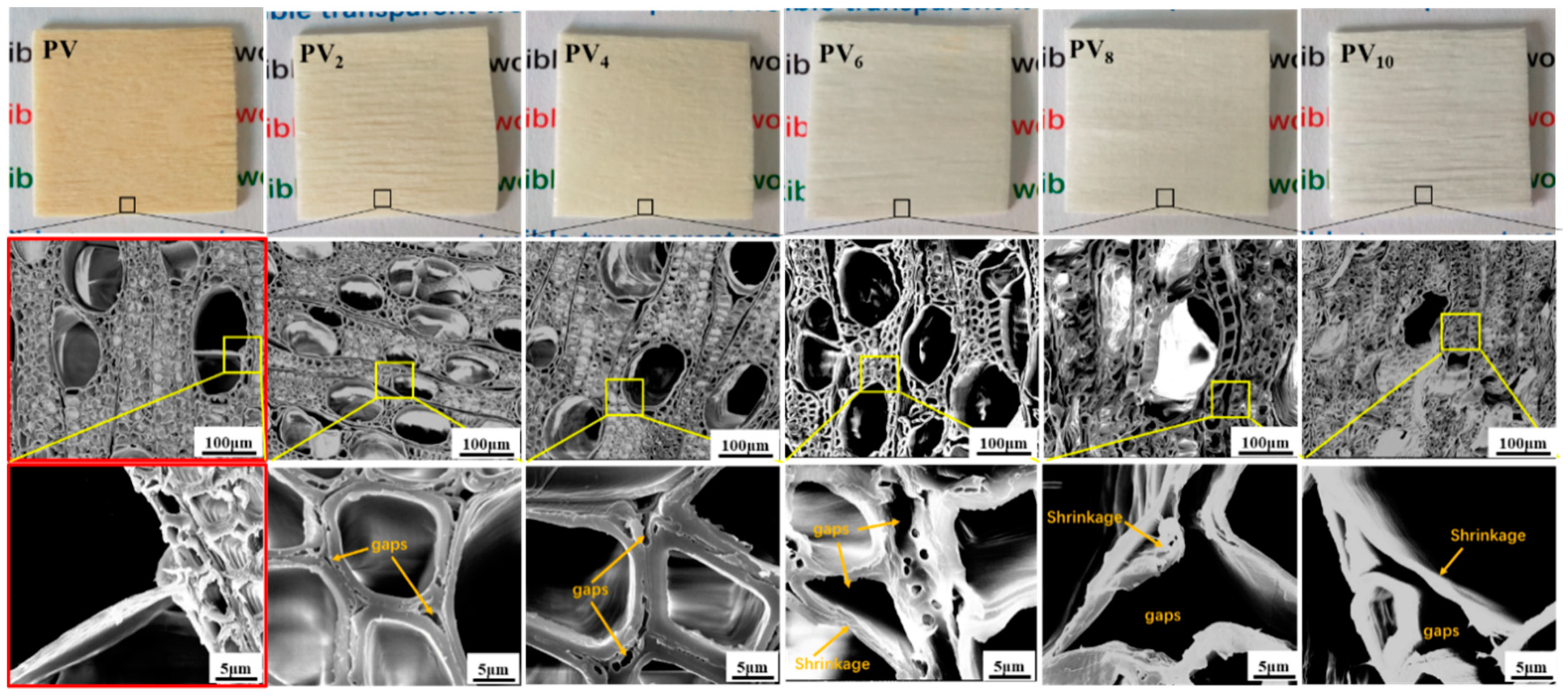
3.1.1. The Effect of Delignification Time on the Microstructure of PVs
3.1.2. The Effect of Delignification Time on the Lignin Content of PV
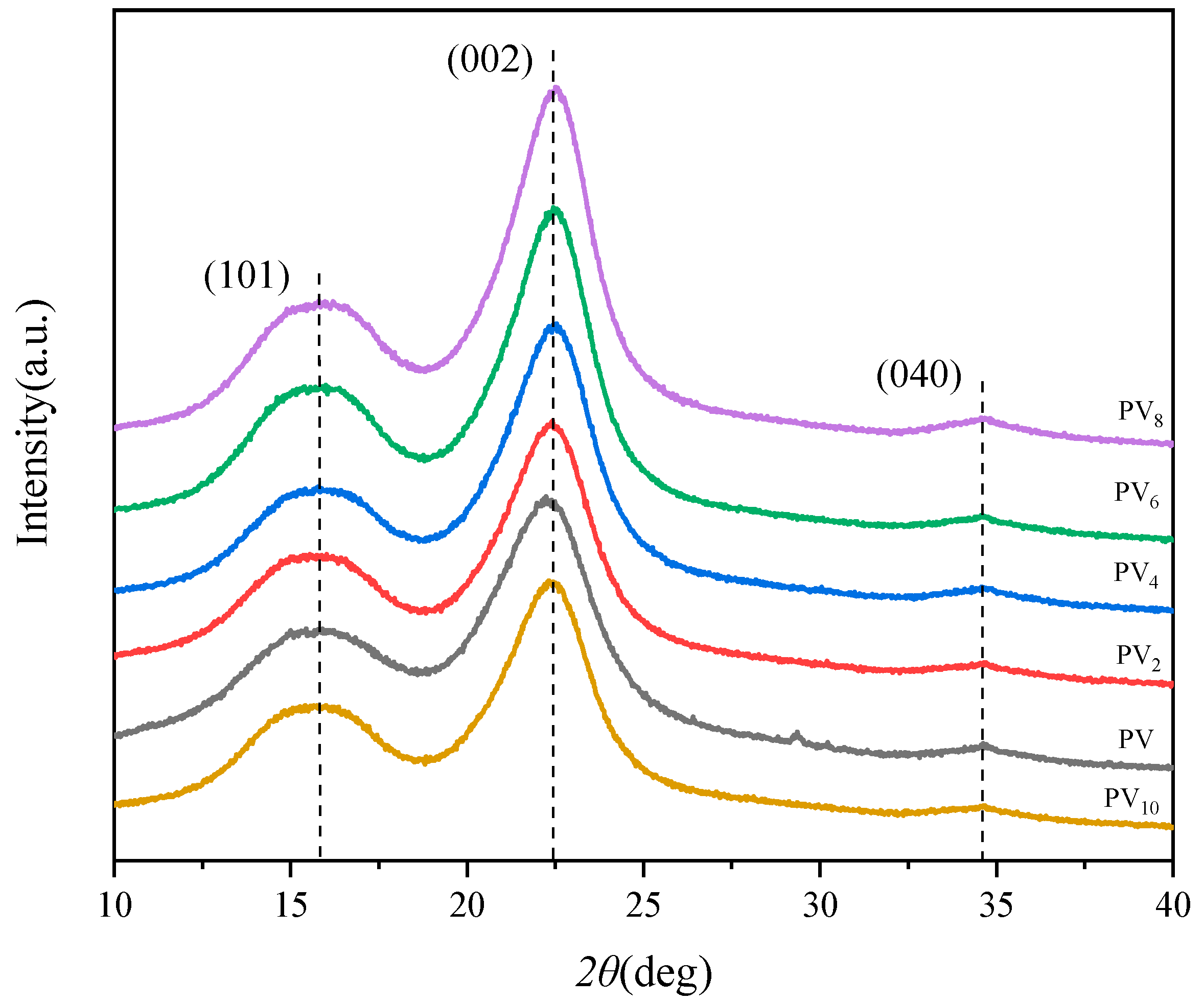
3.1.3. Effect of Delignification Time on the Cellulose Crystal Structure of PV
3.2. Microstructure and Properties of Flexible Transparent Poplar Veneer (TPV)
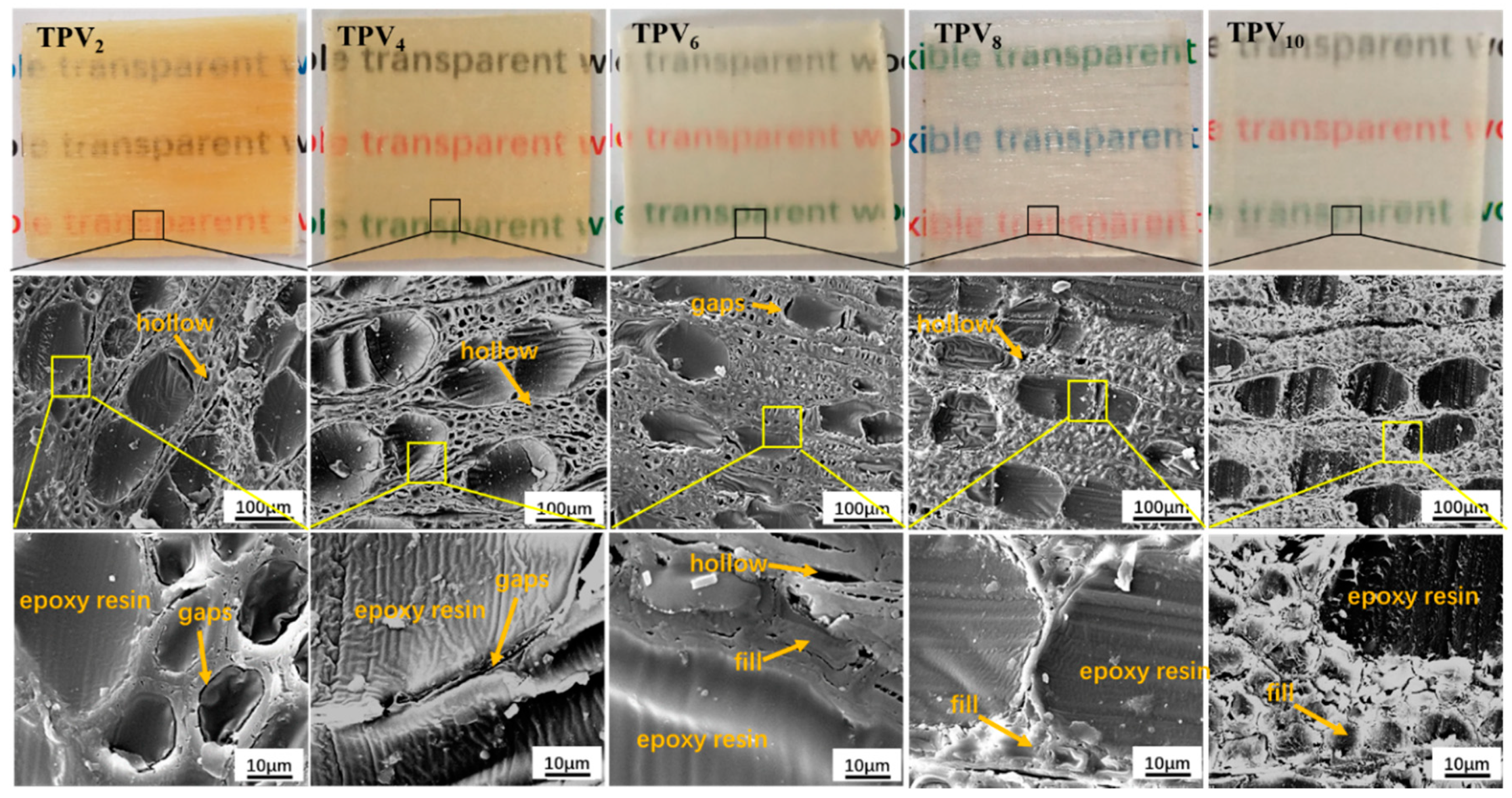
3.2.1. Microstructure of TPV
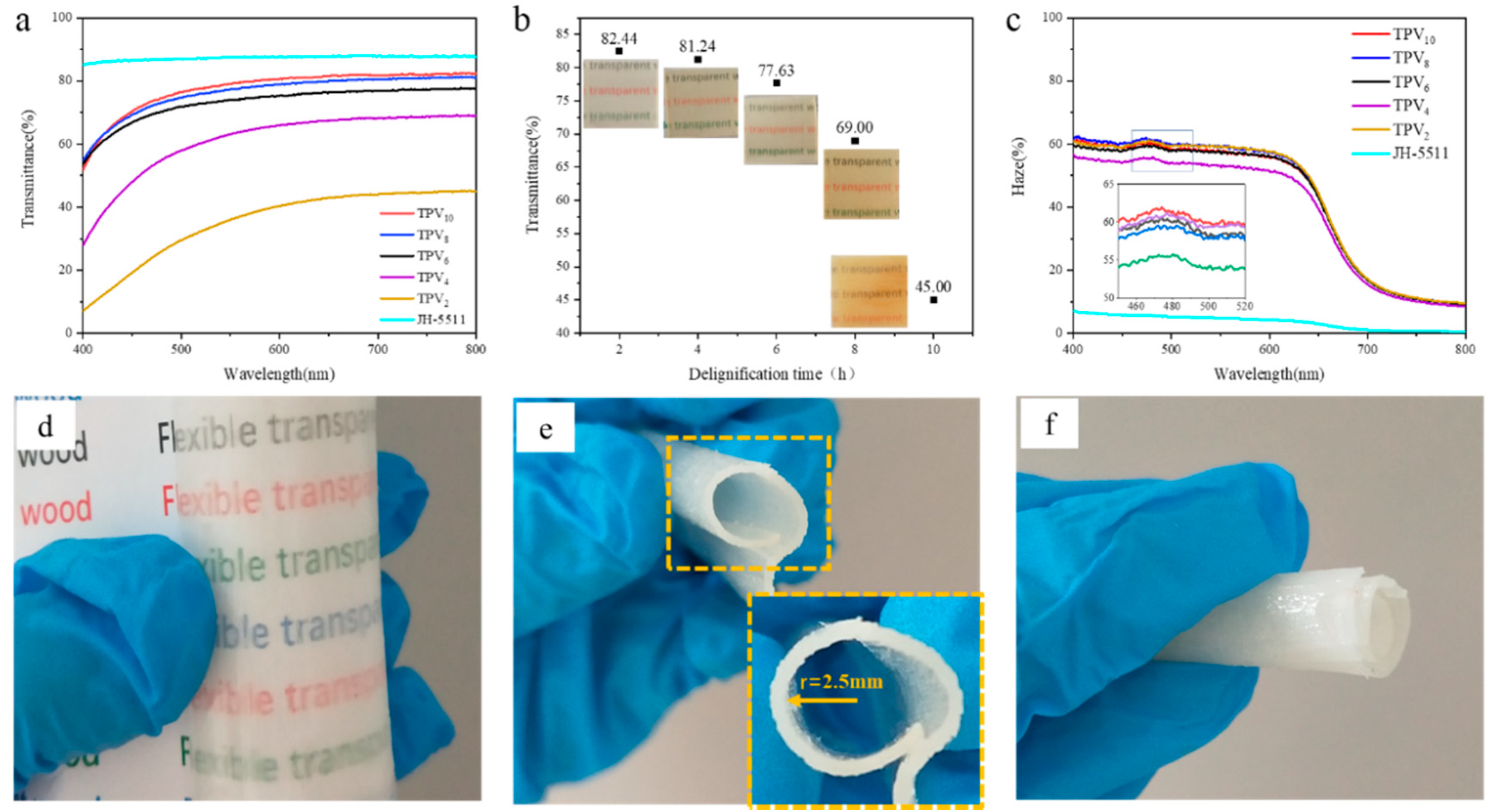
3.2.2. Optical Properties of TPVs
3.2.3. Thermal Stability of the TVPs
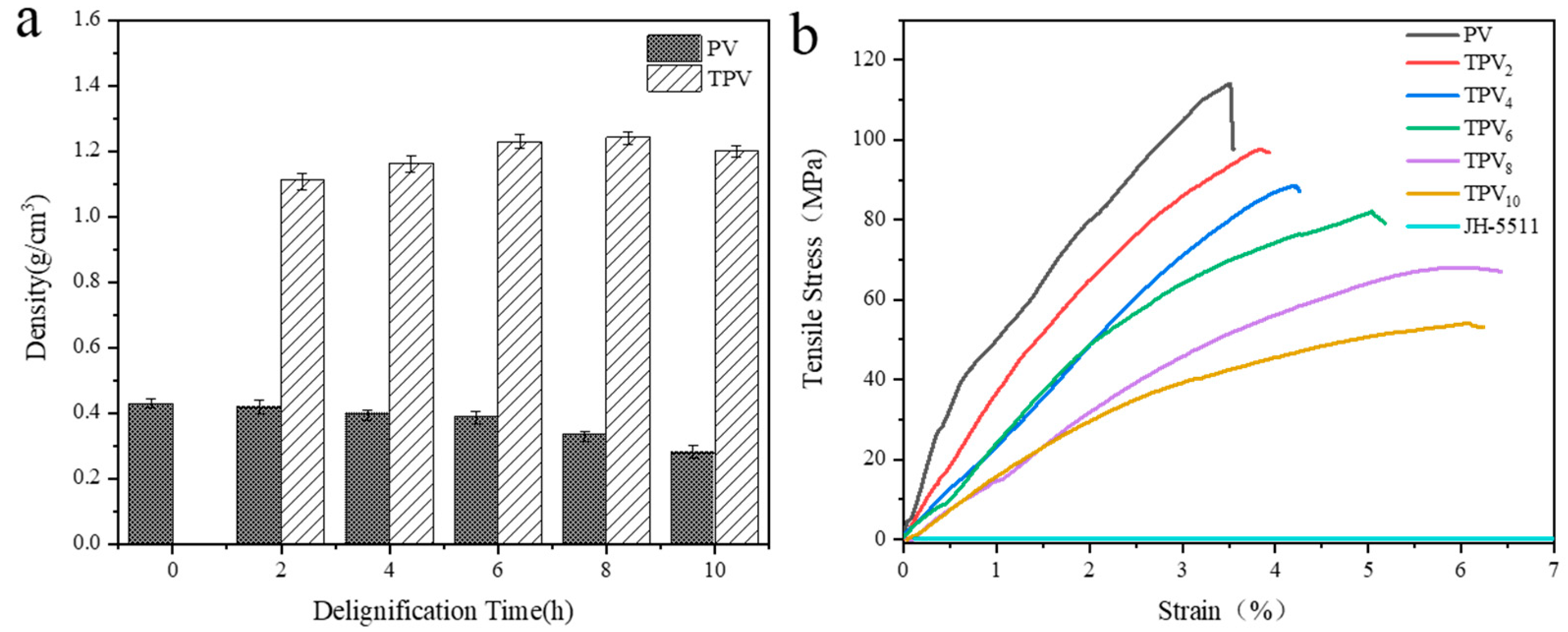
3.2.4. Density and Tensile Strength of TPVs
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hyeokjo, G.; Jihyun, H.; Haegyeom, K.; Dong, H.S.; Seokwoo, J.; Kisuk, K. Recent Progress on Flexible Lithium Rechargeable Batteries. Energy. Environ. Sci. 2014, 2, 538–551. [Google Scholar]
- Rim, Y.S.; Bae, S.; Chen, H.; De, M.N.; Yang, Y. Recent Progress in Materials and Devices toward Printable and Flexible Sensors. Adv. Mater. 2016, 28, 4415–4440. [Google Scholar] [CrossRef] [PubMed]
- Tang, Q.; Fang, L.; Wang, Y.; Zou, M.; Guo, W. Anisotropic Flexible Transparent Films from Remaining Wood Microstructures for Screen Protection and AgNW Conductive Substrate. Nanoscale 2018, 10, 4344–4353. [Google Scholar] [CrossRef] [PubMed]
- Song, J.; Chen, C.; Zhu, S.; Zhu, M.; Dai, J.; Ray, U.; Li, Y.; Kuang, Y.; Li, Y.; Quispe, N.; et al. Processing Bulk Natural Wood into a High-Performance Structural Material. Nature 2018, 554, 224–228. [Google Scholar] [CrossRef] [PubMed]
- Yan, W.; Yajing, W.; Feng, Y.; Jing, W.; Xuehua, W. Study on the Properties of Transparent Bamboo Prepared by Epoxy Resin Impregnation. Polymers 2020, 12, 863. [Google Scholar]
- Michelin, M.; Gomes, D.G.; Romani, A.; Polizeli, M.; Teixeira, J.A. Nanocellulose Production: Exploring the Enzymatic Route and Residues of Pulp and Paper Industry. Molecules 2020, 25, 3411. [Google Scholar] [CrossRef]
- Rao, A.N.S.; Nagarajappa, G.B.; Nair, S.; Cathoth, A.M.; Pandey, K.K. Flexible Transparent Wood Prepared from Poplar Veneer and Polyvinyl Alcohol. Compos. Sci. Technol. 2019, 182. [Google Scholar] [CrossRef]
- Weiss, M.; Haufe, J.; Carus, M.; Brandão, M.; Bringezu, S.; Hermann, B.; Patel, M.K. A Review of the Environmental Impacts of Biobased Materials. J. Ind. Ecol. 2012, 16, S169–S181. [Google Scholar] [CrossRef]
- Li, Y.; Fu, Q.; Yu, S.; Yan, M.; Berglund, L. Optically Transparent Wood from a Nanoporous Cellulosic Template: Combining Functional and Structural Performance. Biomacromolecules 2016, 17, 1358–1364. [Google Scholar] [CrossRef]
- Jiang, F.; Li, T.; Li, Y.; Zhang, Y.; Gong, A.; Dai, J.; Hitz, E.; Luo, W.; Hu, L. Wood-Based Nanotechnologies Toward Sustainability. Adv. Mater. 2018, 30. [Google Scholar] [CrossRef]
- Yang, X.; Berglund, L.A. Structural and Ecofriendly Holocellulose Materials from Wood: Microscale Fibers and Nanoscale Fibrils. Adv. Mater. 2020. [Google Scholar] [CrossRef]
- Li, Y.; Fu, Q.; Yang, X.; Berglund, L. Transparent Wood for Functional and Structural Applications. Philos. Trans. R. Soc. A 2018, 376. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Vasileva, E.; Sychugov, I.; Popov, S.; Berglund, L. Optically Transparent Wood: Recent Progress, Opportunities, and Challenges. Adv. Opt. Mater. 2018, 6. [Google Scholar] [CrossRef]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindstrom, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A New Family of Nature-Based Materials. Angew. Chem. Int. Ed. Engl. 2011, 50, 5438–5466. [Google Scholar] [CrossRef] [PubMed]
- Lv, T.; Huang, J.; Liu, W.; Zhang, R. From Sky Back to Sky: Embedded Transparent Cellulose Membrane to Improve the Thermal Performance of Solar Module by Radiative Cooling. Case Stud. Therm. Eng. 2020, 18. [Google Scholar] [CrossRef]
- Chen, Z.; Xiao, P.; Zhang, J.; Tian, W.; Jia, R.; Nawaz, H.; Jin, K.; Zhang, J. A Facile Strategy to Fabricate Cellulose-Based, Flame-Retardant, Transparent and Anti-Dripping Protective Coatings. Chem. Eng. J. 2020, 379. [Google Scholar] [CrossRef]
- He, W.; Wu, B.; Lu, M.; Li, Z.; Qiang, H. Fabrication and Performance of Self-Supported Flexible Cellulose Nanofibrils/Reduced Graphene Oxide Supercapacitor Electrode Materials. Molecules 2020, 25, 2793. [Google Scholar] [CrossRef]
- Park, S.Y.; Yook, S.; Goo, S.; Im, W.; Youn, H.J. Preparation of Transparent and Thick CNF/Epoxy Composites by Controlling the Properties of Cellulose Nanofibrils. Nanomaterials 2020, 10, 625. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhu, M.; Song, J.; Li, T.; Gong, A.; Wang, Y.; Dai, J.; Yao, Y.; Luo, W.; Henderson, D.; Hu, L. Highly Anisotropic, Highly Transparent Wood Composites. Adv. Mater. 2016, 28, 5181–5187. [Google Scholar] [CrossRef]
- Mi, R.; Li, T.; Dalgo, D.; Chen, C.; Kuang, Y.; He, S.; Zhao, X.; Xie, W.; Gan, W.; Zhu, J.; et al. A Clear, Strong, and Thermally Insulated Transparent Wood for Energy Efficient Windows. Adv. Funct. Mater. 2020, 30. [Google Scholar] [CrossRef]
- Lang, A.W.; Li, Y.; De, K.M.; Shen, D.E.; Österholm, A.M.; Berglund, L.; Reynolds, J.R. Transparent Wood Smart Windows: Polymer Electrochromic Devices Based on Poly(3,4-Ethylenedioxythiophene): Poly (Styrene Sulfonate) Electrodes. ChemSusChem 2018, 11, 854–863. [Google Scholar] [CrossRef]
- Jungstedt, E.; Montanari, C.; Östlund, S.; Berglund, L. Mechanical Properties of Transparent High Strength Biocomposites From Delignified Wood Veneer. Compos. Part A 2020, 133. [Google Scholar] [CrossRef]
- Fu, Q.; Yan, M.; Jungstedt, E.; Yang, X.; Li, Y.; Berglund, L.A. Transparent Plywood as a Load-Bearing and Luminescent Biocomposite. Compos. Sci. Technol. 2018, 164, 296–303. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, J.; Huang, Q.; Yang, F.; Wang, Y.; Liang, X.; Li, J. Study On the Colorimetry Properties of Transparent Wood Prepared From Six Wood Species. ACS Omega 2020, 5, 1782–1788. [Google Scholar] [CrossRef]
- Zou, W.; Sun, D.; Wang, Z.; Li, R.; Yu, W.; Zhang, P. Eco-Friendly Transparent Poplar-Based Composites that are Stable and Flexible at High Temperature. RSC Adv. 2019, 9, 21566–21571. [Google Scholar] [CrossRef] [Green Version]
- Jacucci, G.; Schertel, L.; Zhang, Y.; Yang, H.; Vignolini, S. Light Management with Natural Materials: From Whiteness to Transparency. Adv. Mater. 2020. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, J.; Huang, Q.; Yang, F.; Wang, Y.; Wang, J. Study On the Properties of Partially Transparent Wood Under Different Delignification Processes. Polymers 2020, 12, 661. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Yang, P.; Li, Y.; Cao, Y.; Zhou, Y.; Chen, M.; Zhu, Z.; Chen, W.; Zhou, X. Flexible Transparent Sliced Veneer for Alternating Current Electroluminescent Devices. ACS Sustain. Chem. Eng. 2019, 7, 11464–11473. [Google Scholar] [CrossRef]
- Van Soest, P.J.; Wine, R.H. Use of Detergents in the Analysis of Fibrous Feeds. IV. Determination of Plant Cell-Wall Constituents. J. Assoc. Off. Anal. Chem. 1963. [Google Scholar] [CrossRef]
- Cai, H.; Wang, Z.; Xie, D.; Zhao, P.; Sun, J.; Qin, D.; Cheng, F. Flexible Transparent Wood Enabled by Epoxy Resin and Ethylene Glycol Diglycidyl Ether. J. For. Res. 2020, 18. [Google Scholar] [CrossRef]
- Yang, W.; Jiao, L.; Liu, W.; Dai, H. Manufacture of Highly Transparent and Hazy Cellulose Nanofibril Films via Coating TEMPO-Oxidized Wood Fibers. Nanomaterials 2019, 9, 107. [Google Scholar] [CrossRef] [Green Version]
- Fang, Z.; Zhu, H.; Yuan, Y.; Ha, D.; Zhu, S.; Preston, C.; Chen, Q.; Li, Y.; Han, X.; Lee, S.; et al. Novel Nanostructured Paper with Ultrahigh Transparency and Ultrahigh Haze for Solar Cells. Nano Lett. 2014, 14, 765–773. [Google Scholar] [CrossRef] [PubMed]
- Fang, Z.Q.; Zhu, H.L.; Li, Y.Y.; Liu, Z.; Dai, J.Q.; Preston, C.; Garner, S.; Cimo, P.; Chai, X.S.; Chen, G.; et al. Light Management in Flexible Glass by Wood Cellulose Coating. Sci. Rep. 2014, 4. [Google Scholar] [CrossRef] [Green Version]
- Hu, T.; Núria, B.; Qi, Z. A Transparent, Hazy, and Strong Macroscopic Ribbon of Oriented Cellulose Nanofibrils Bearing Poly (Ethylene Glycol). Adv. Mater. 2015, 27. [Google Scholar] [CrossRef]
- Kim, S.; Kim, E.; Choi, K.; Cho, J.K.; Sun, H.; Yoo, J.W.; Park, I.; Lee, Y.; Choi, H.R.; Kim, T.; et al. Rheological and Mechanical Properties of Polypropylene Composites Containing Microfibrillated Cellulose (MFC) with Improved Compatibility through Surface Silylation. Cellulose 2019, 26, 1085–1097. [Google Scholar] [CrossRef]
- Yang, R.; Liang, Y.; Hong, S.; Zuo, S.; Wu, Y.; Shi, J.; Cai, L.; Li, J.; Mao, H.; Ge, S.; et al. Novel Low-Temperature Chemical Vapor Deposition of Hydrothermal Delignified Wood for Hydrophobic Property. Polymers 2020, 12, 1757. [Google Scholar] [CrossRef]
- Hao, J.; Yanyan, J.; Jiantuo, G.; Lei, W. Enhancement of Thermal and Mechanical Properties of Bismaleimide Using a Graphene Oxide Modified by Epoxy Silane. Materials 2020, 13, 3836. [Google Scholar] [CrossRef]
- Hao, B.; Yang, R.; Zhang, K. A Naringenin-Based Benzoxazine with an Intramolecular Hydrogen Bond as Both a Thermal Latent Polymerization Additive and Property Modifier for Epoxy Resins. RSC Adv. 2020, 10. [Google Scholar] [CrossRef]
- Shen, D.K.; Gu, S.; Bridgwater, A.V. Study On the Pyrolytic Behaviour of Xylan-Based Hemicellulose Using TG–FTIR and Py–GC–FTIR. J. Anal. Appl. Pyrol. 2010, 88, 213. [Google Scholar] [CrossRef]
- Dong, Y.; Ma, E.; Li, J.; Zhang, S.; Hughes, M. Thermal Properties Enhancement of Poplar Wood by Substituting Poly (Furfuryl Alcohol) for the Matrix. Polym. Composite. 2019, 41, 1066–1073. [Google Scholar] [CrossRef]
- Li, K.; Wang, S.; Chen, H.; Yang, X.; Berglund, L.A.; Zhou, Q. Self-Densification of Highly Mesoporous Wood Structure into a Strong and Transparent Film. Adv. Mater. 2020. [Google Scholar] [CrossRef]
- Zhou, Y.; Sheng, X.; Garemark, J.; Josefsson, L.; Sun, L.; Li, Y.; Emmer, Å. Enrichment of Glycopeptides Using Environmentally Friendly Wood Materials. Green Chem. 2020, 22, 5666–5676. [Google Scholar] [CrossRef]
- Helkouly, H.; Rushdi, M.; Abdel-Magied, R.K.F. Eco-Friendly Date-Seed Nanofillers for Polyethylene Terephthalate Composite Reinforcement. Mater. Res. Express 2020, 7. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Hemicellulose (%) | Cellulose (%) | Lignin (%) |
|---|---|---|---|
| PV | 15.30 | 61.80 | 22.69 |
| PV2 | 21.62 | 70.06 | 8.31 |
| PV4 | 23.19 | 73.28 | 3.51 |
| PV6 | 21.58 | 75.66 | 2.71 |
| PV8 | 20.66 | 78.89 | 0.41 |
| PV10 | 21.34 | 78.56 | 0.06 |
| Sample | Relative Crystallinity (%) |
|---|---|
| PV | 53.8 |
| PV2 | 61.4 |
| PV4 | 65.3 |
| PV6 | 67.2 |
| PV8 | 69.8 |
| PV10 | 62.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, M.; He, W.; Li, Z.; Qiang, H.; Cao, J.; Guo, F.; Wang, R.; Guo, Z. Effect of Lignin Content on Properties of Flexible Transparent Poplar Veneer Fabricated by Impregnation with Epoxy Resin. Polymers 2020, 12, 2602. https://doi.org/10.3390/polym12112602
Lu M, He W, Li Z, Qiang H, Cao J, Guo F, Wang R, Guo Z. Effect of Lignin Content on Properties of Flexible Transparent Poplar Veneer Fabricated by Impregnation with Epoxy Resin. Polymers. 2020; 12(11):2602. https://doi.org/10.3390/polym12112602
Chicago/Turabian StyleLu, Mengting, Wen He, Ze Li, Han Qiang, Jizhou Cao, Feiyu Guo, Rui Wang, and Zhihao Guo. 2020. "Effect of Lignin Content on Properties of Flexible Transparent Poplar Veneer Fabricated by Impregnation with Epoxy Resin" Polymers 12, no. 11: 2602. https://doi.org/10.3390/polym12112602