Key Role of the Dispersion of Carbon Nanotubes (CNTs) within Epoxy Networks on their Ability to Release



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Nanocomposite Processing
2.3. Characterization of the Dispersion State
2.3.1. In DGEBA Prepolymer–CNT Suspensions
2.3.2. In Nanocomposites at the Solid State
2.4. Cure Kinetics
2.4.1. Epoxy Conversion Rate and Activation Energy of Reaction
2.4.2. Gelation Time Determination
2.5. Nanocomposite Characterization
2.5.1. Mechanical Behavior
2.5.2. Microscopy and Raman Spectroscopy to Analyze the Stress Transfer
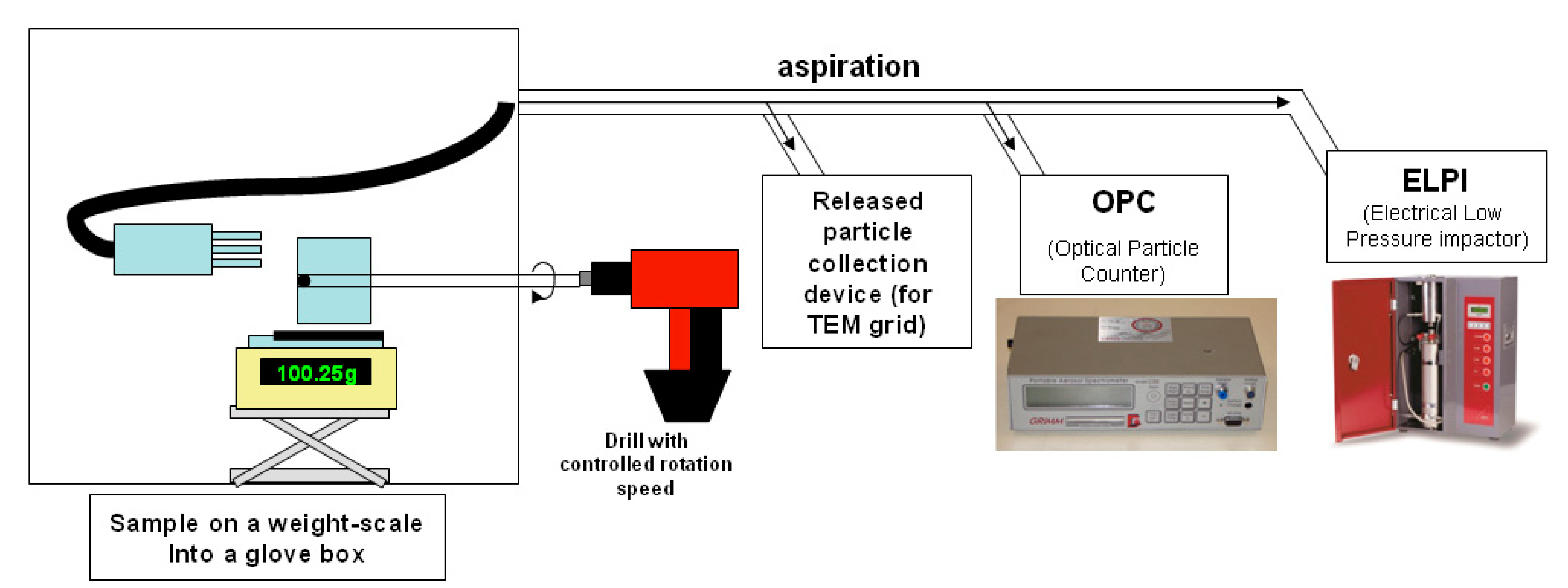
2.6. Characterization of Particles Release
3. Results and Discussion
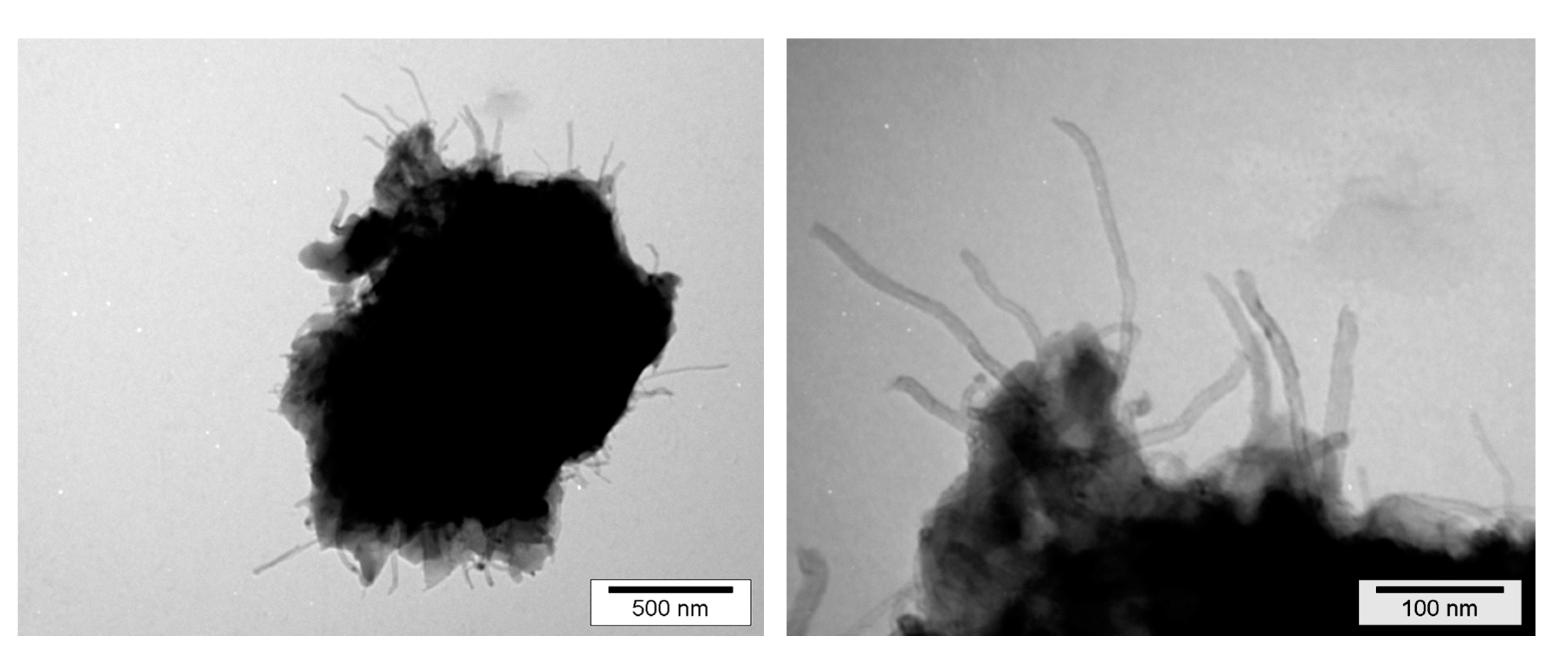
3.1. Structuration of Carbon Nanotubes
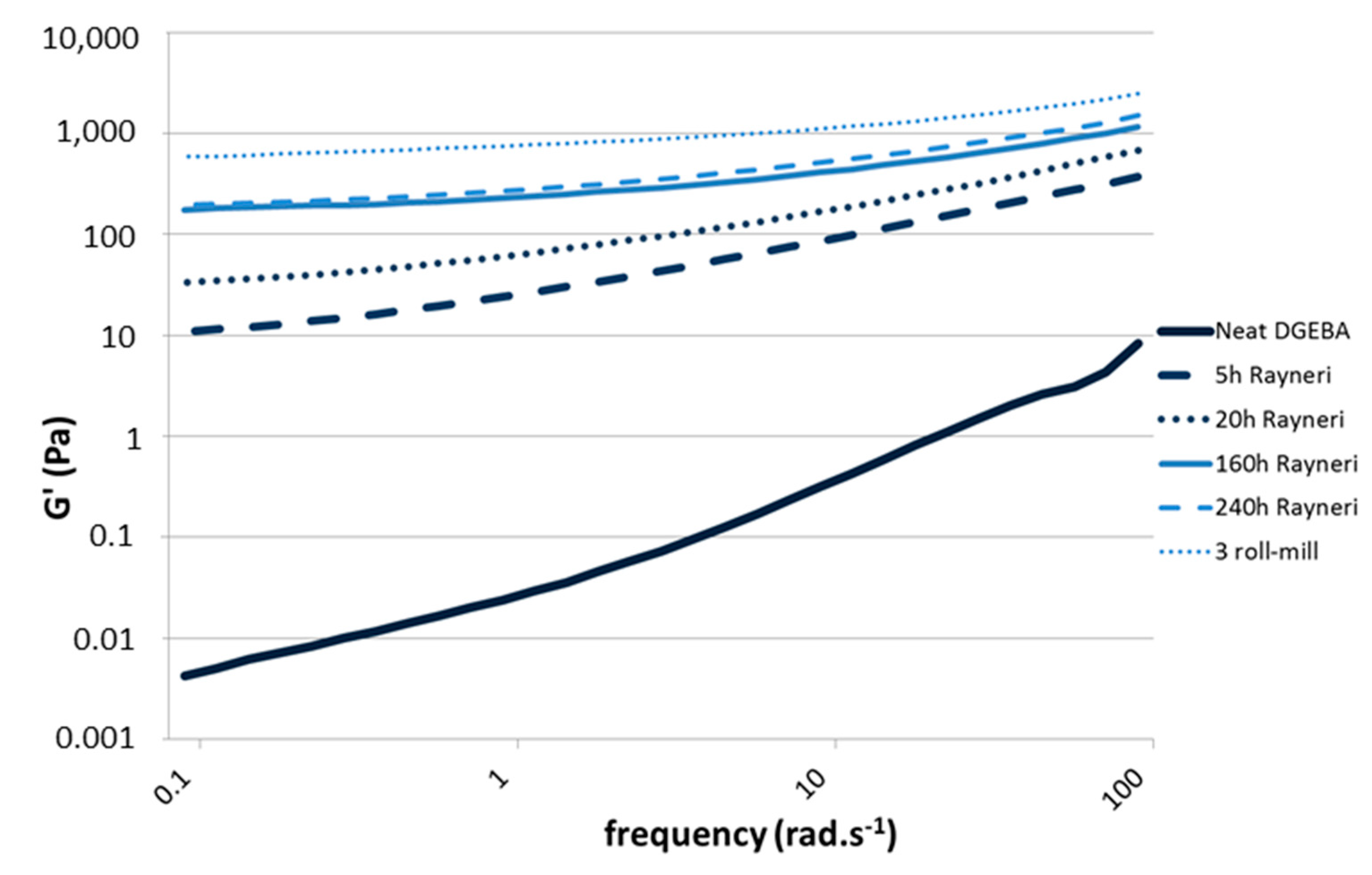
3.1.1. Structuration of CNT in the DGEBA–CNT Suspensions
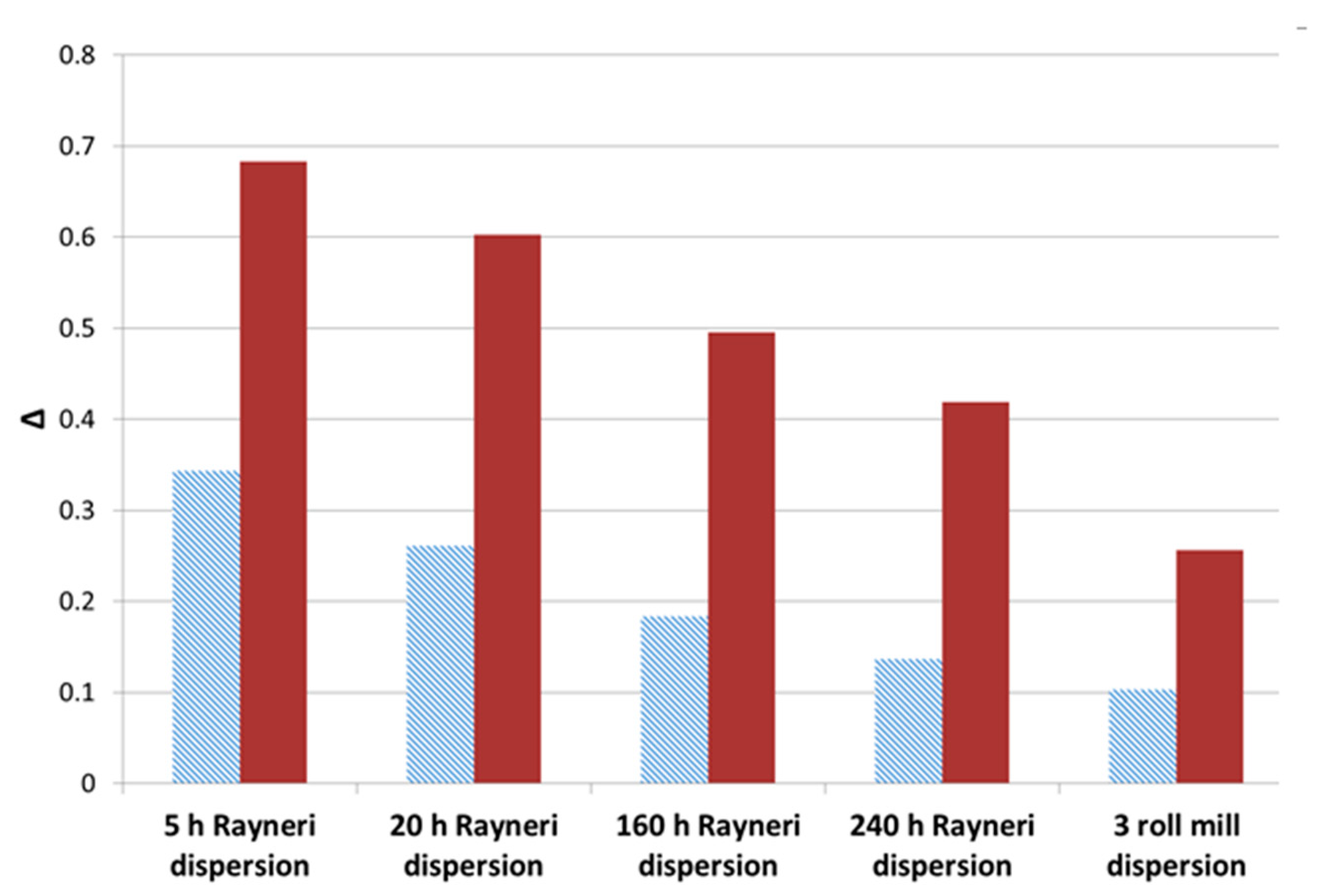
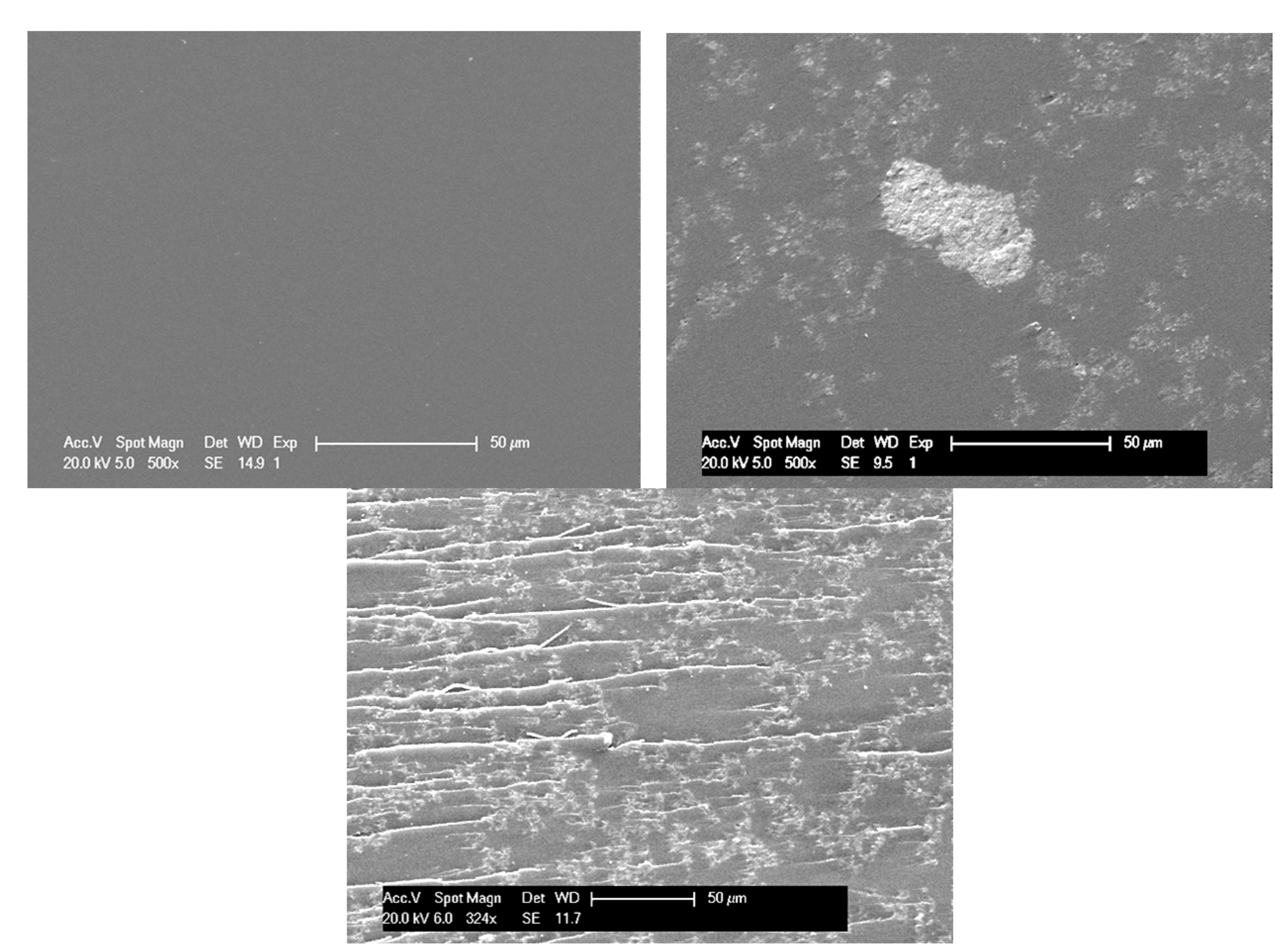
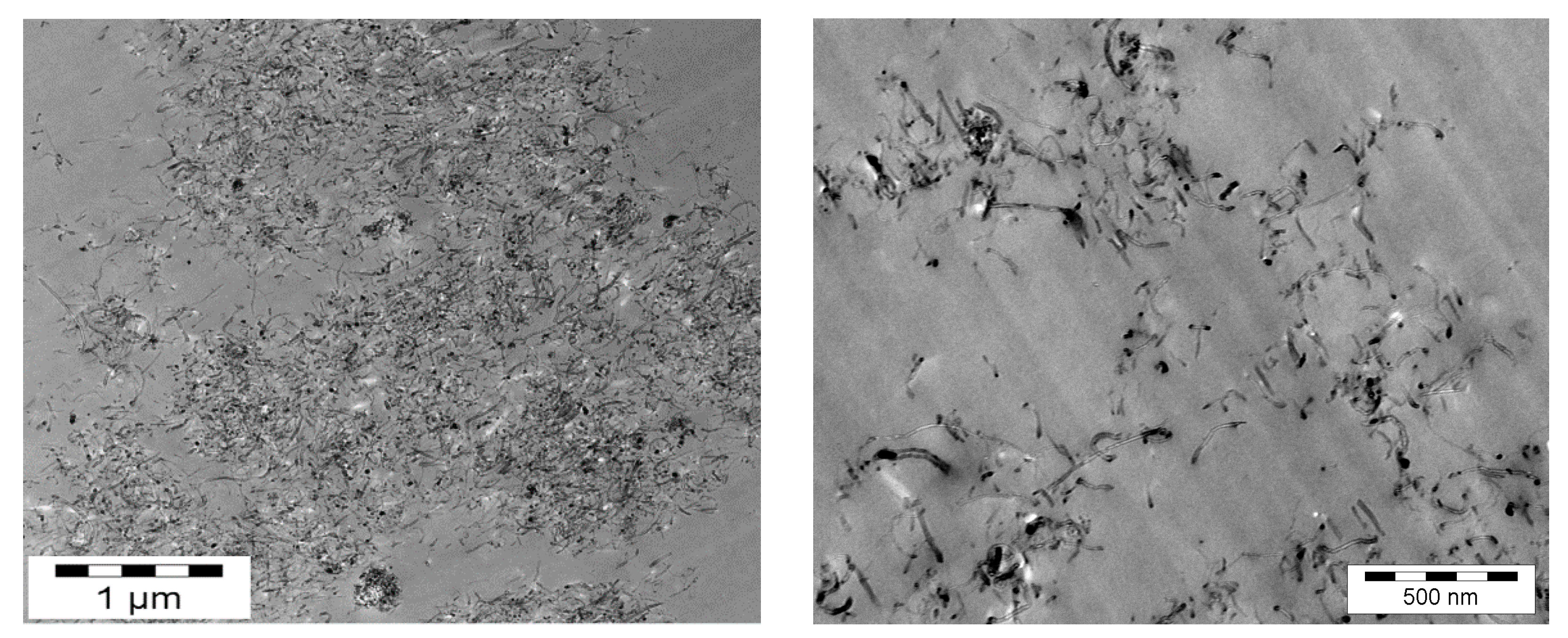
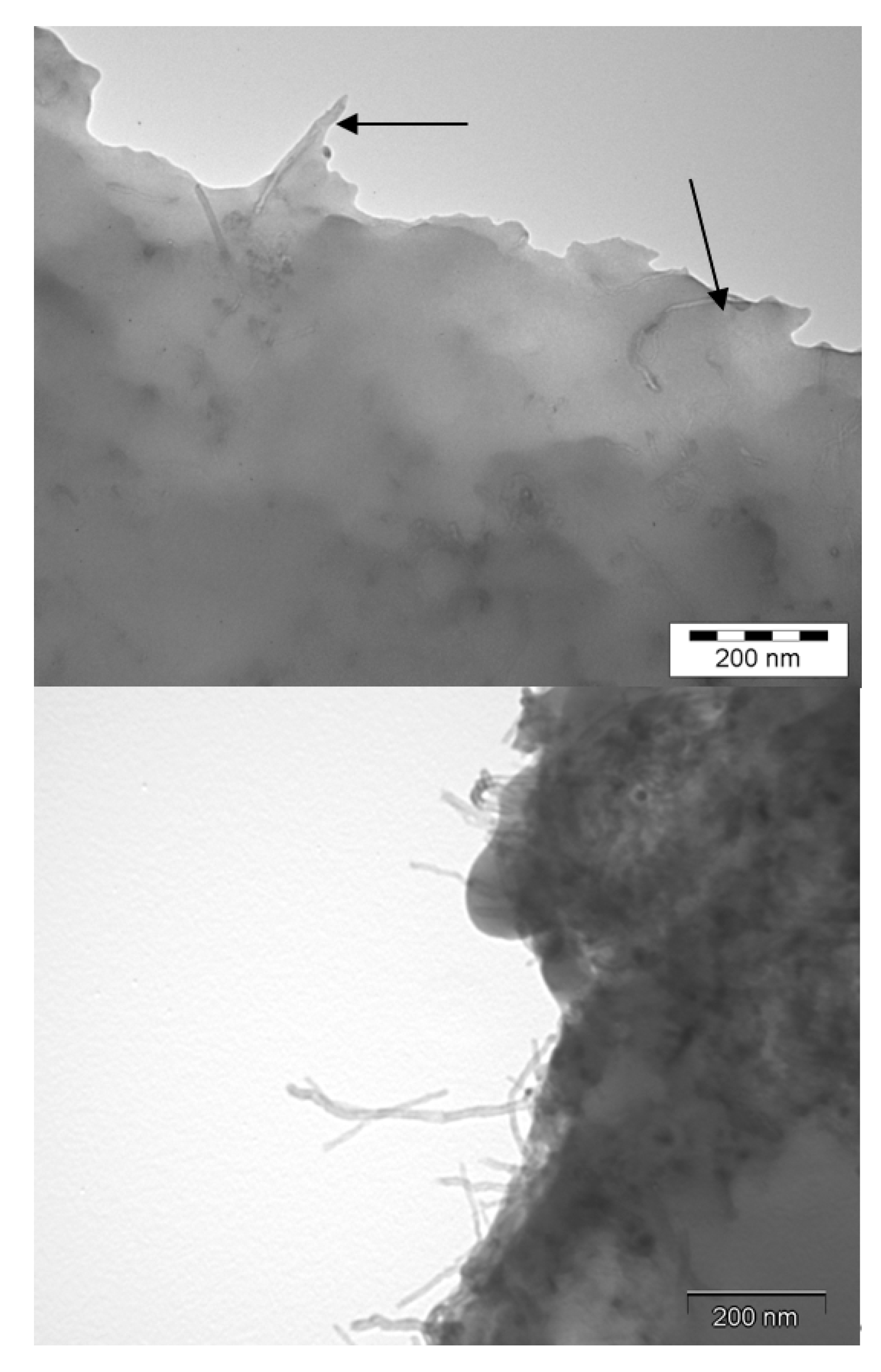
3.1.2. Dispersion State Characterization in the Final Nanocomposite
- Ptot: Sum of the projected perimeters of the whole particles seen on the micrograph.
- PCNT: Mean projected perimeter of a CNT (504 nm).
- NCNT: Theoretical number of CNTs on the micrographs from the particles’ projected area (NCNT = Atot/ACNT).
- Atot: Sum of the projected areas of the whole particles seen on the micrograph.
- ACNT: Mean projected area of a CNT (2880 nm2).
- Amicronic: Sum of the projected areas of the micronic agglomerates seen on the micrograph.
- Atheoretical: The theoretical area of the CNT on the micrograph from the volumic filling rate in the nanocomposite.
3.2. Impact of Carbon Nanotubes Dispersion State on the Crosslinking Kinetic
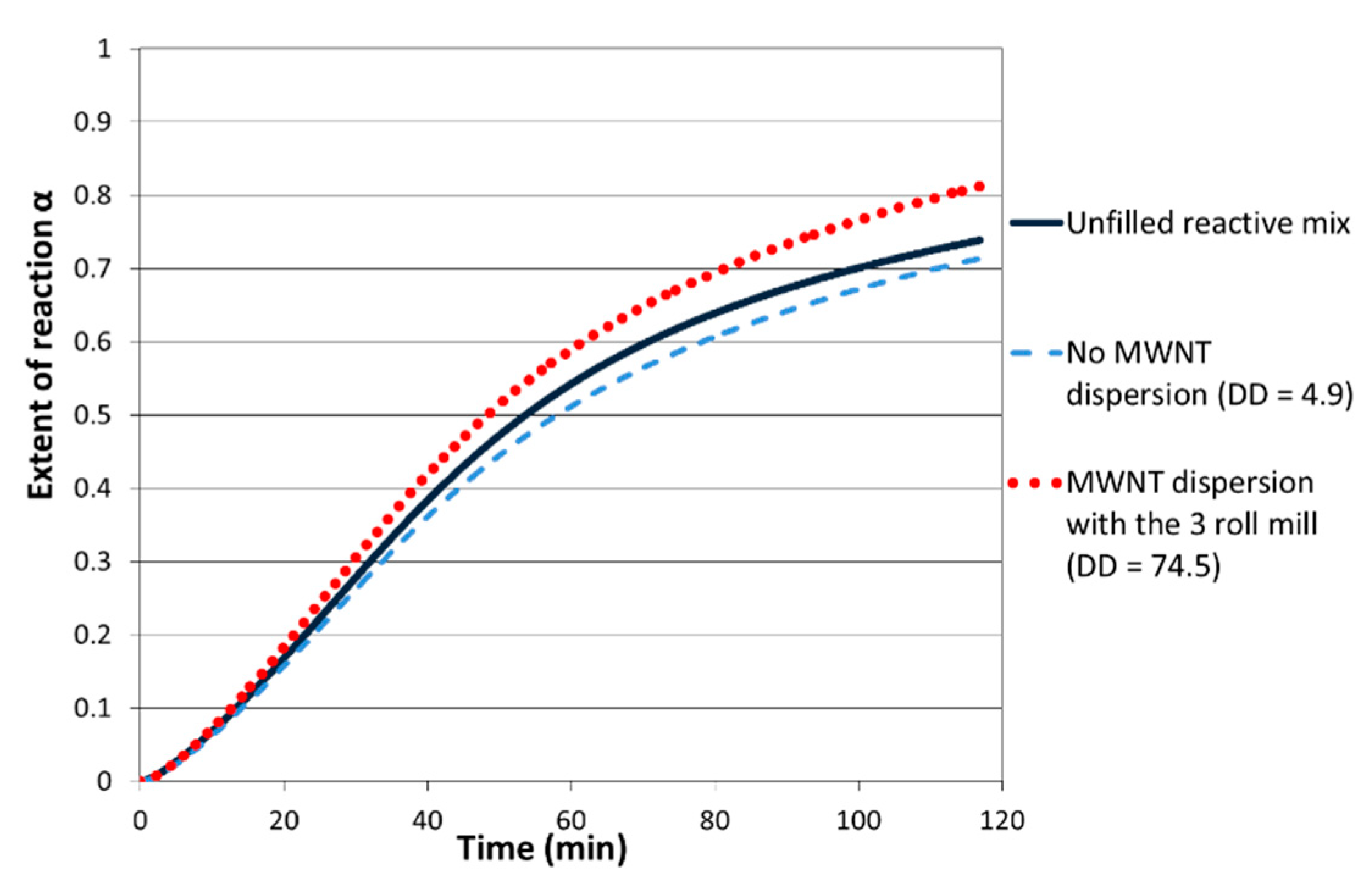
3.2.1. Epoxy Conversion Rate
- α is the advance of reaction (epoxy conversion).
- ∆Ht is the heat evolved up to a given time (J·g−1).
- ∆Ht + ∆Hr is the total heat of reaction obtained from the isothermal and dynamic scan (J·g−1).
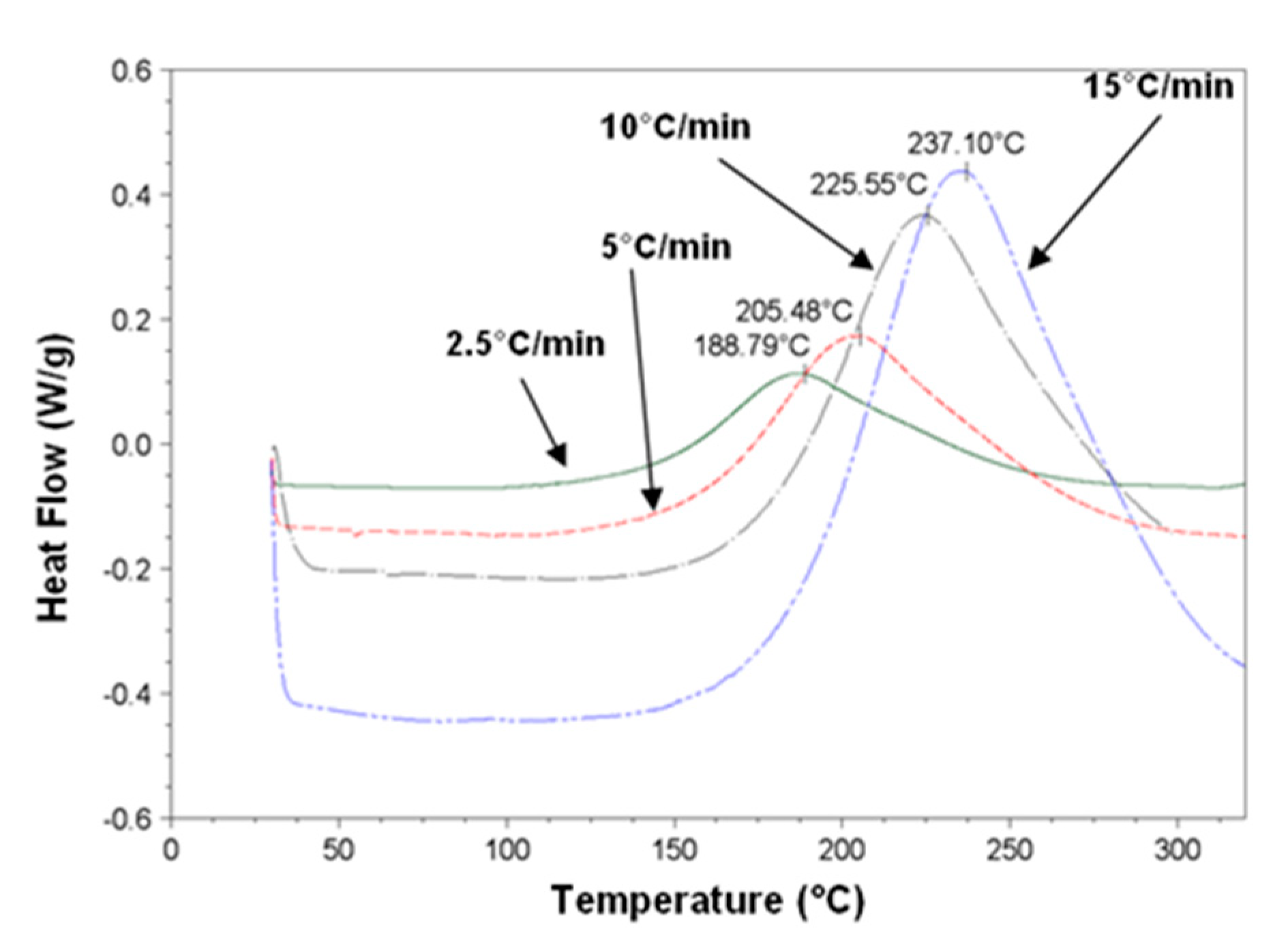
3.2.2. Activation Energy of Reaction in the Presence of CNT
- q is the heating rate (K·min−1).
- R is the constant of gases.
- Tp is the temperature at the maximum of the exothermic peak (K).
- Ea is the reaction activation energy (J·mol−1).
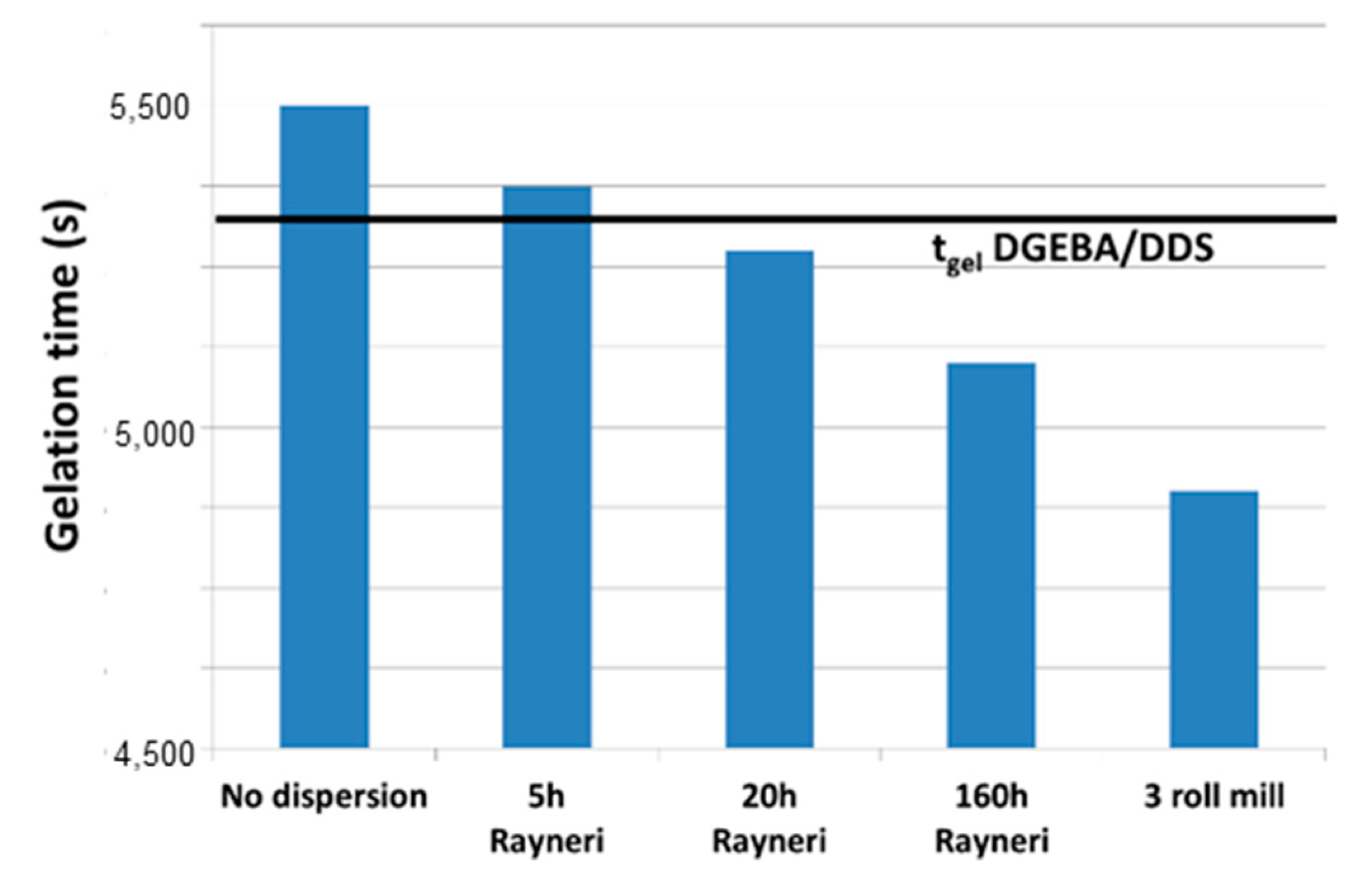
3.2.3. Gelation Time
3.3. Impact of CNT Dispersion on the Mechanical Behavior of Nanocomposites
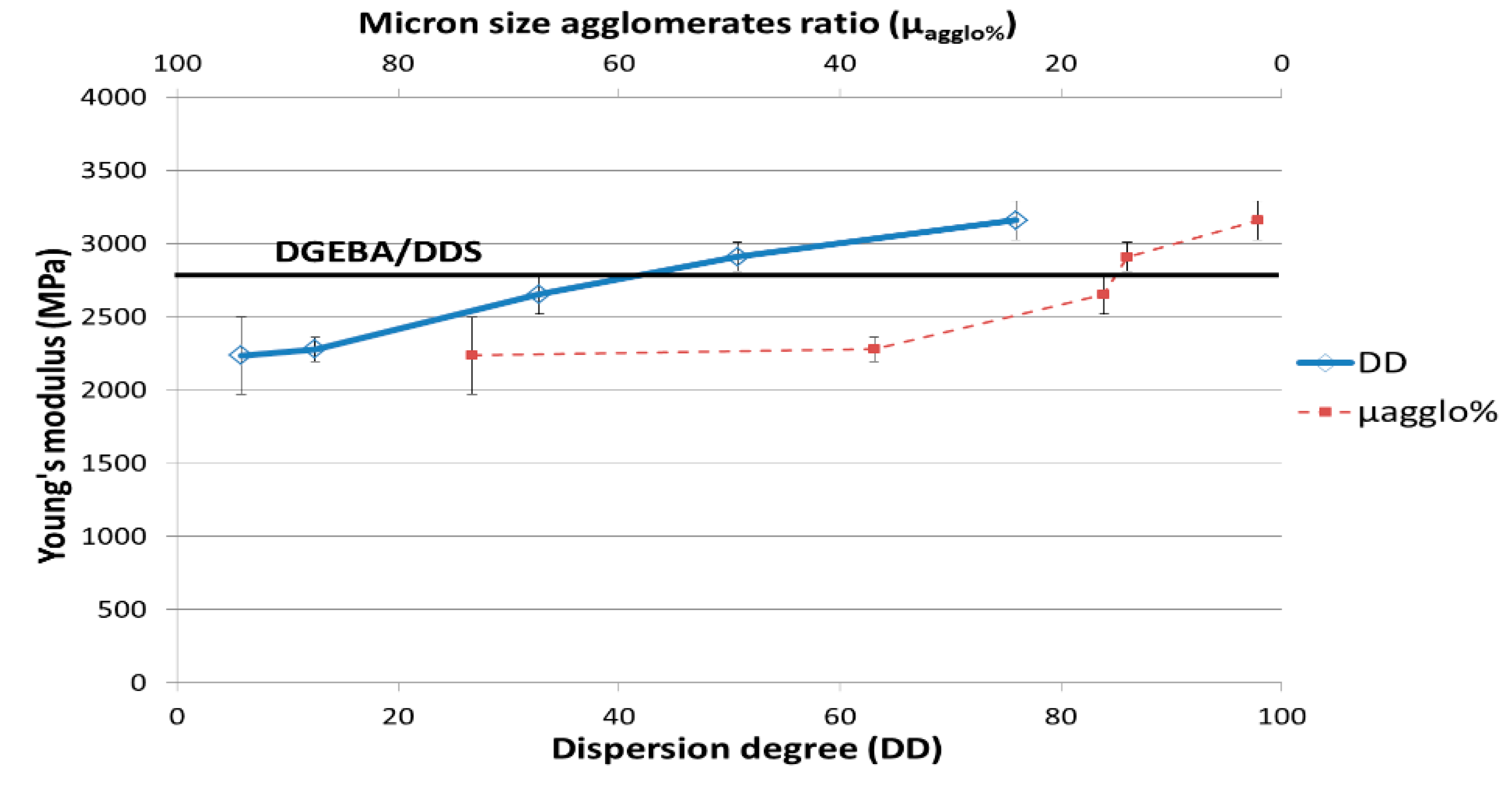
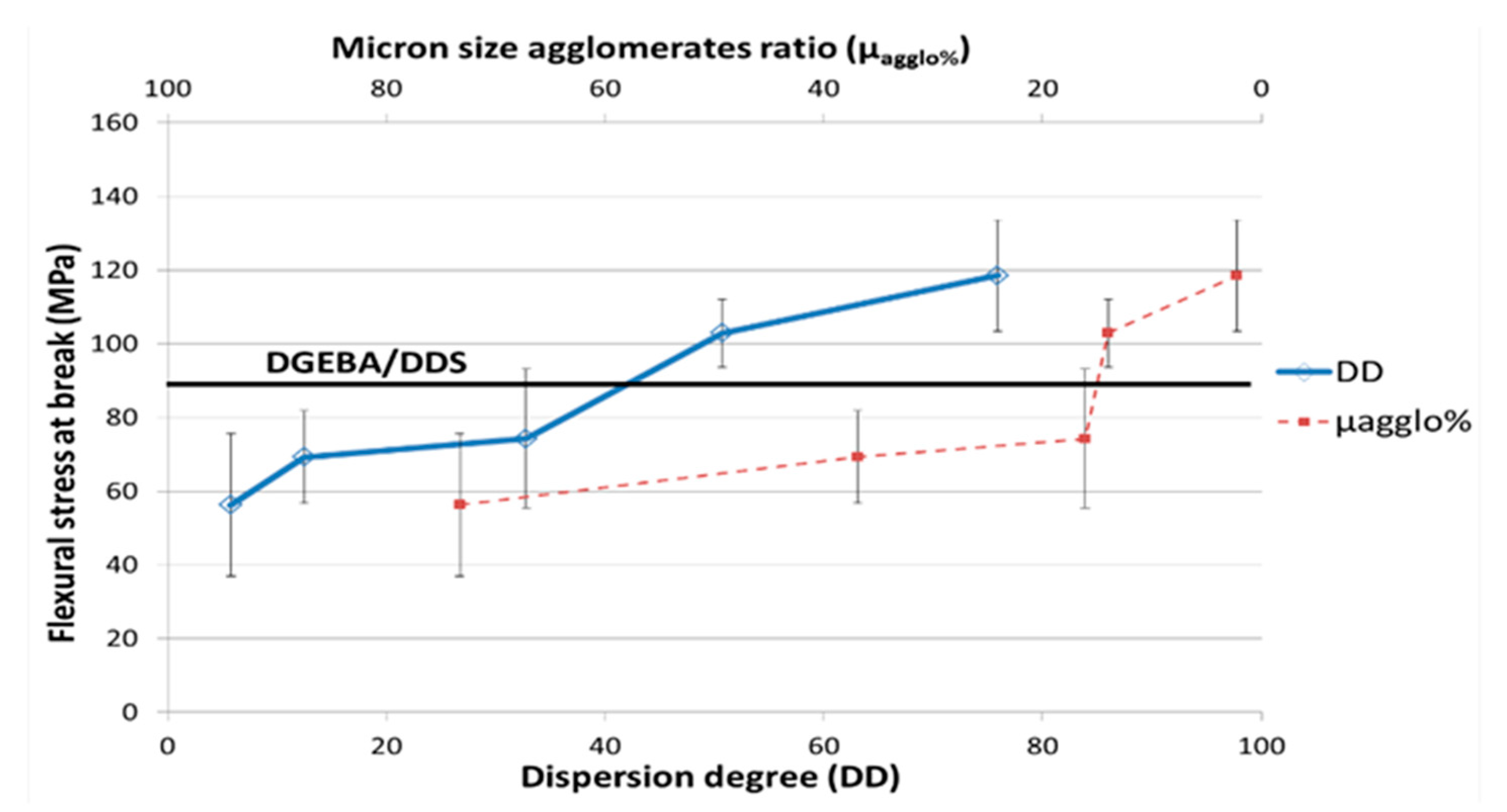
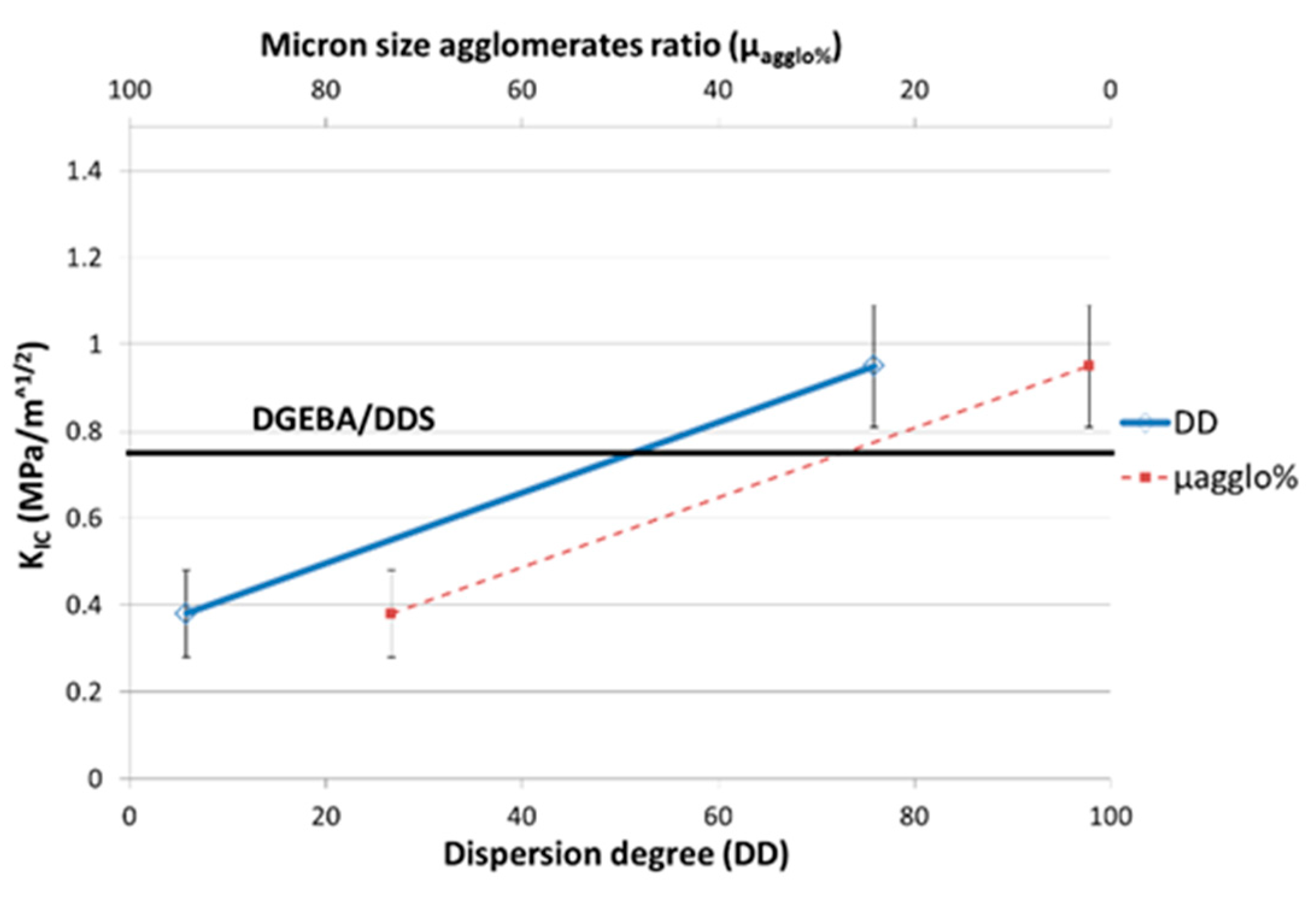
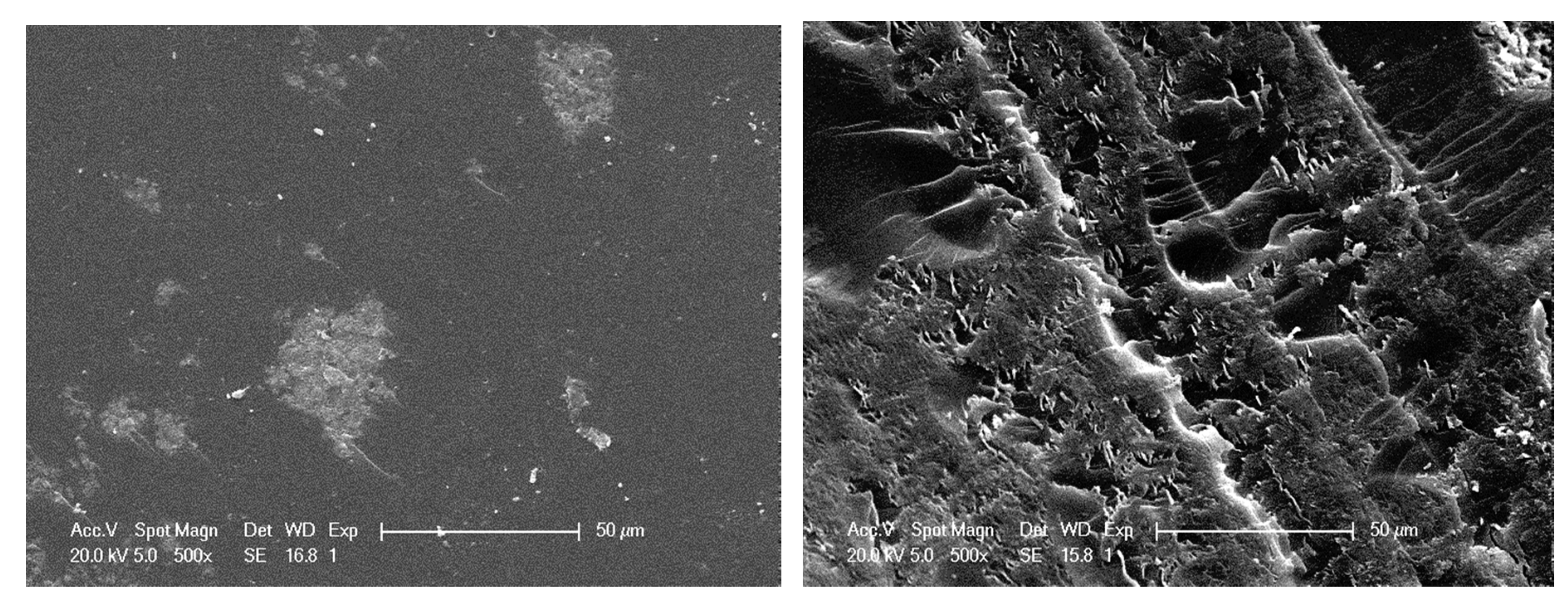
3.3.1. Macroscopic Analyses
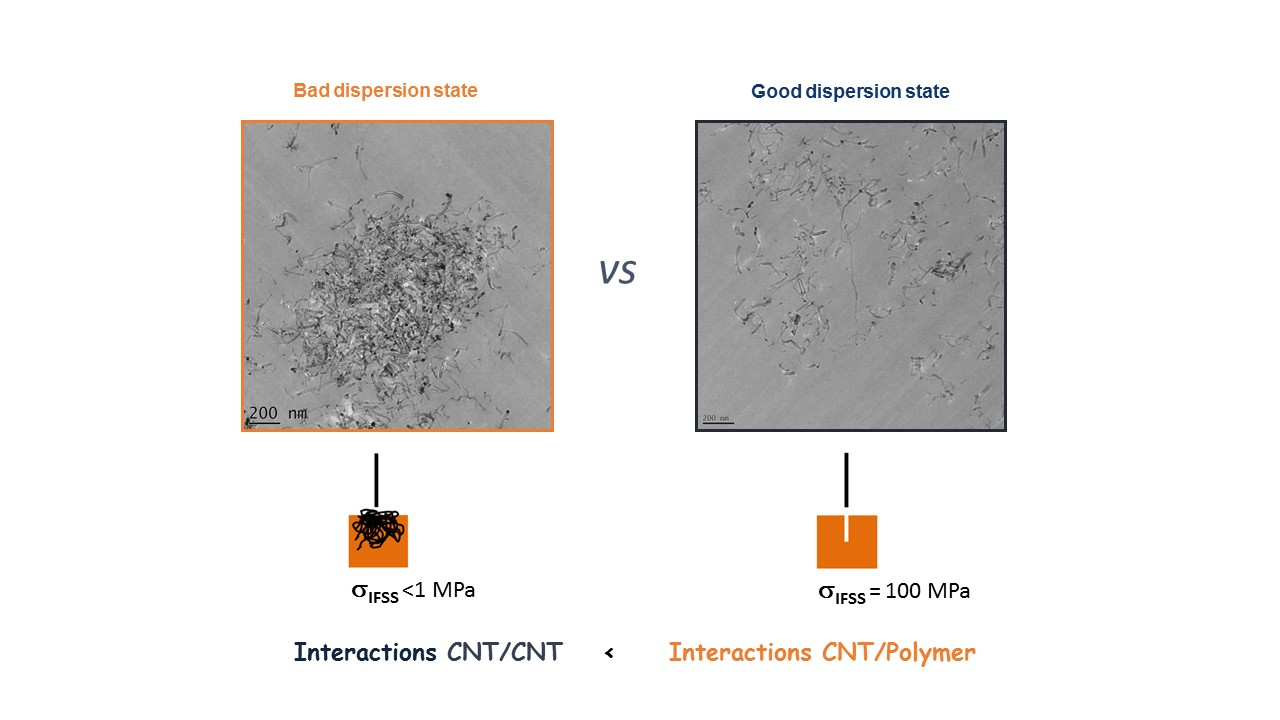
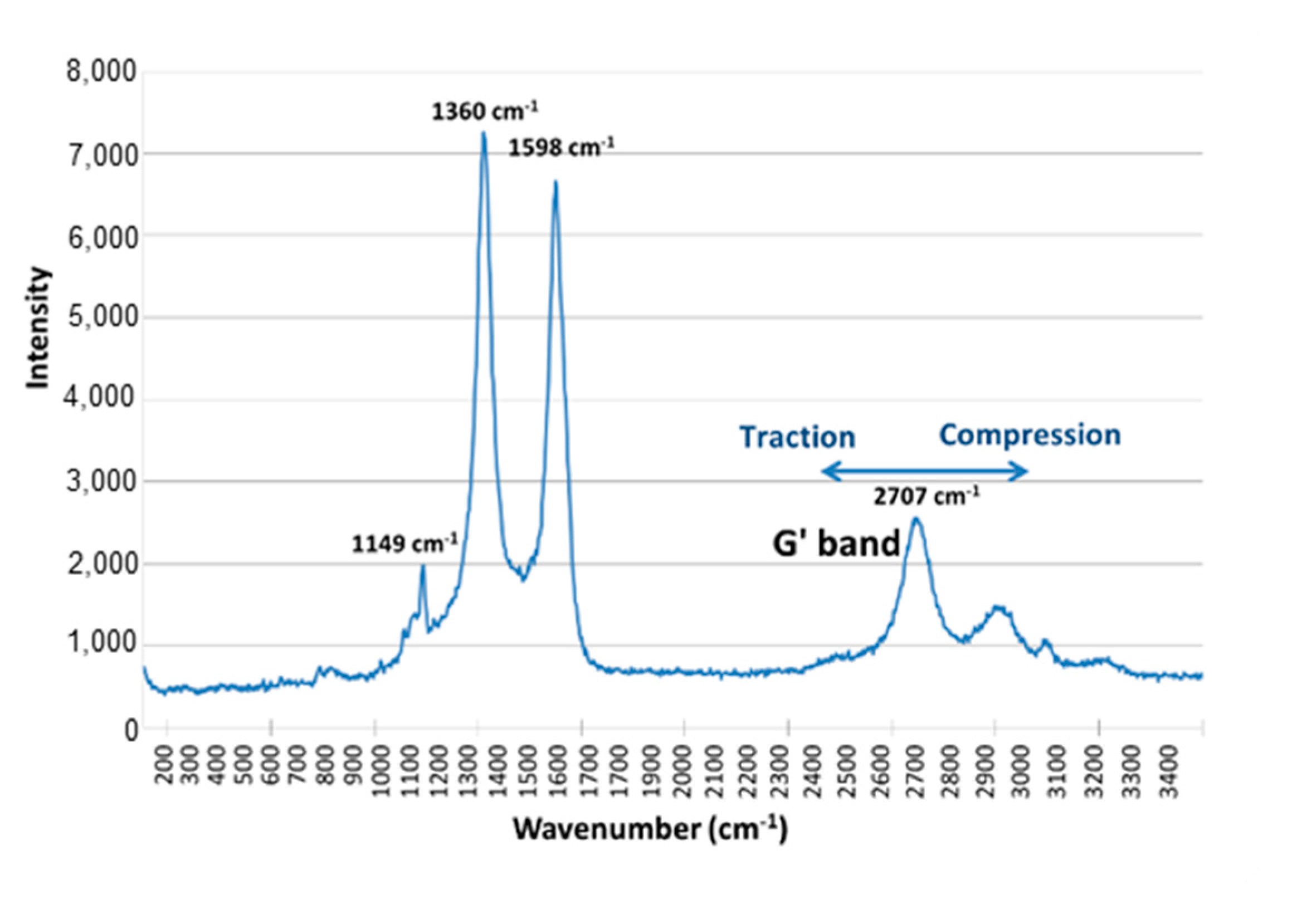
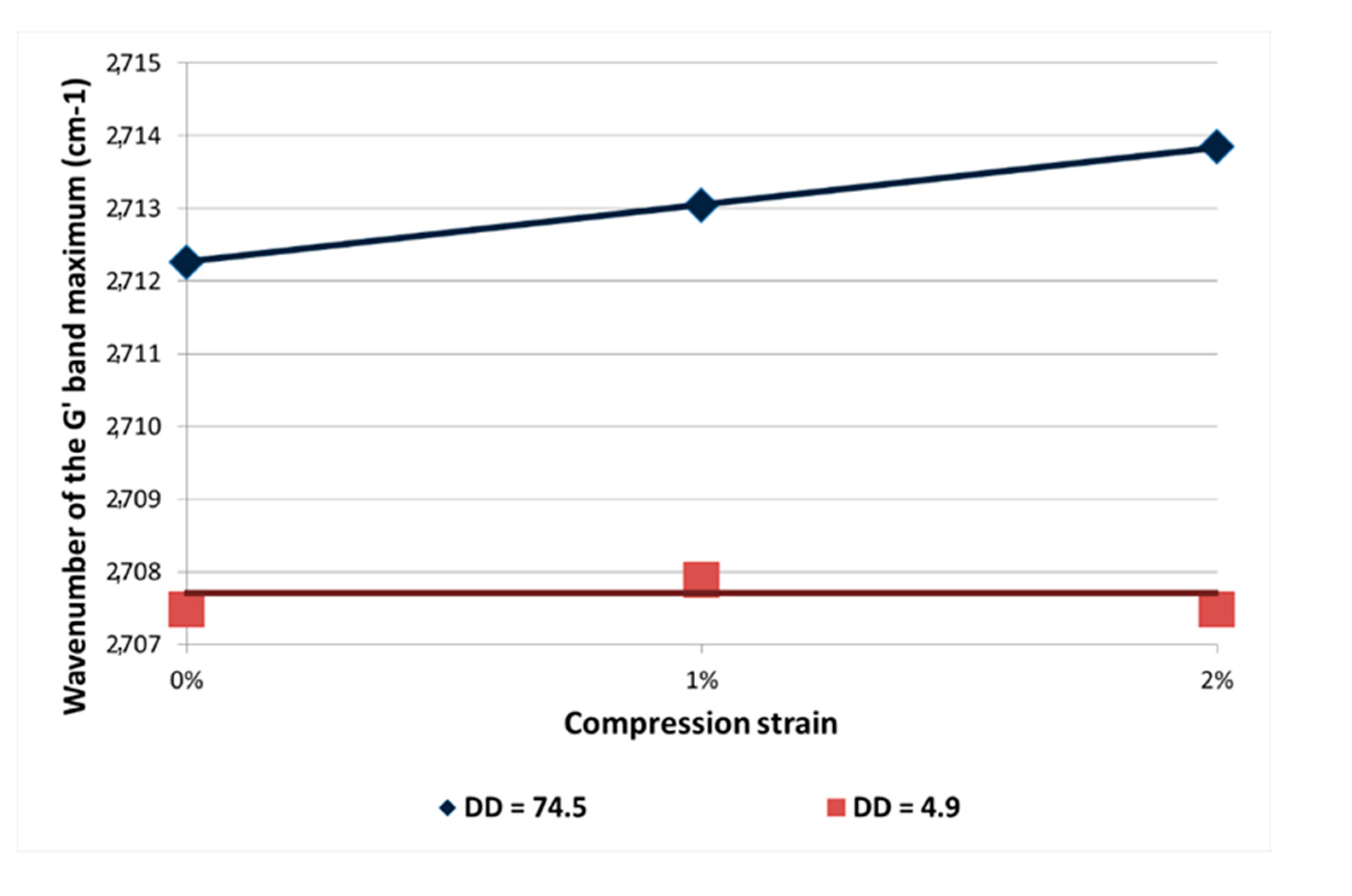
3.3.2. Analysis of Interfacial Interactions CNT/CNT vs. CNT/Matrix
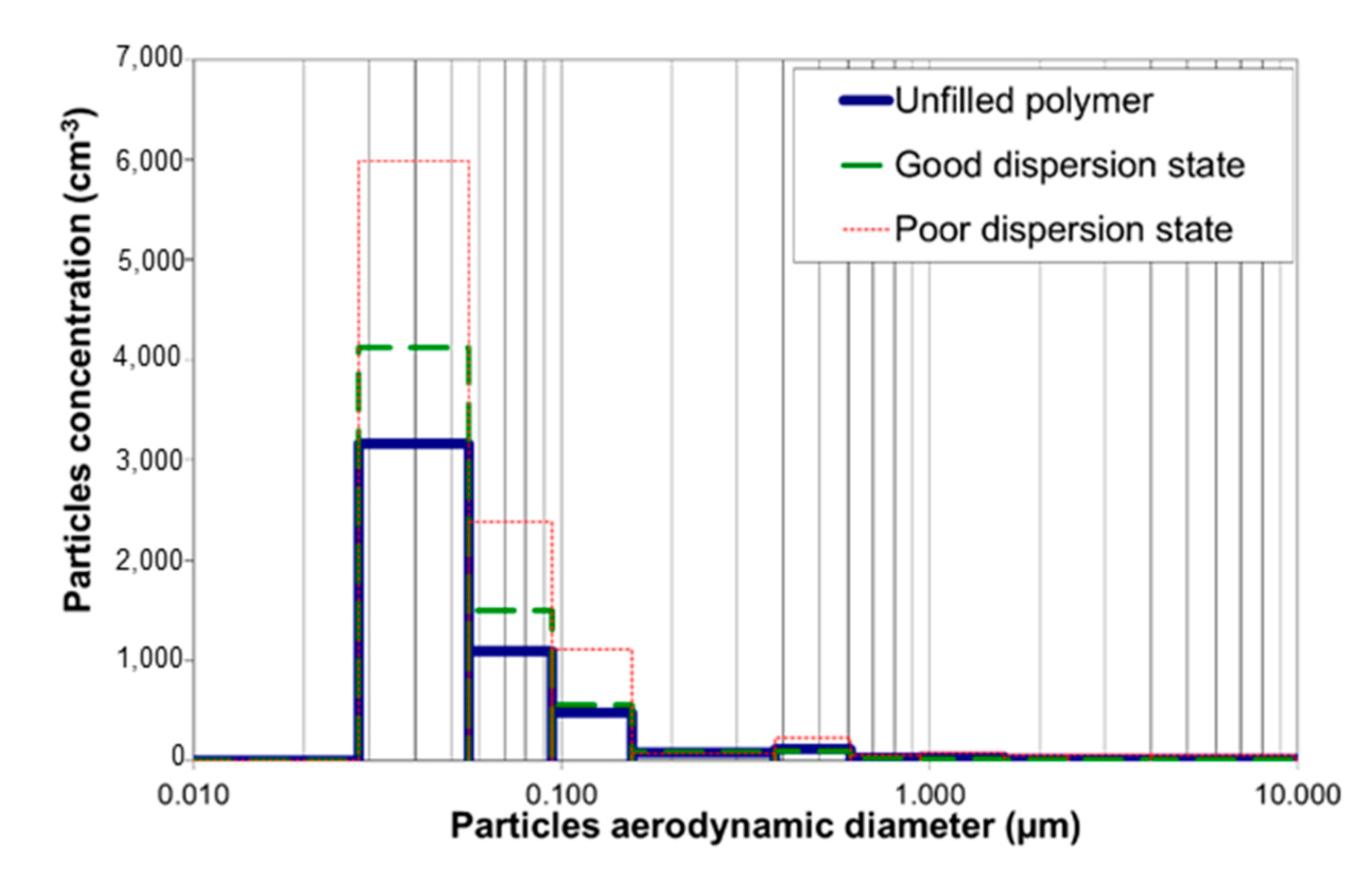
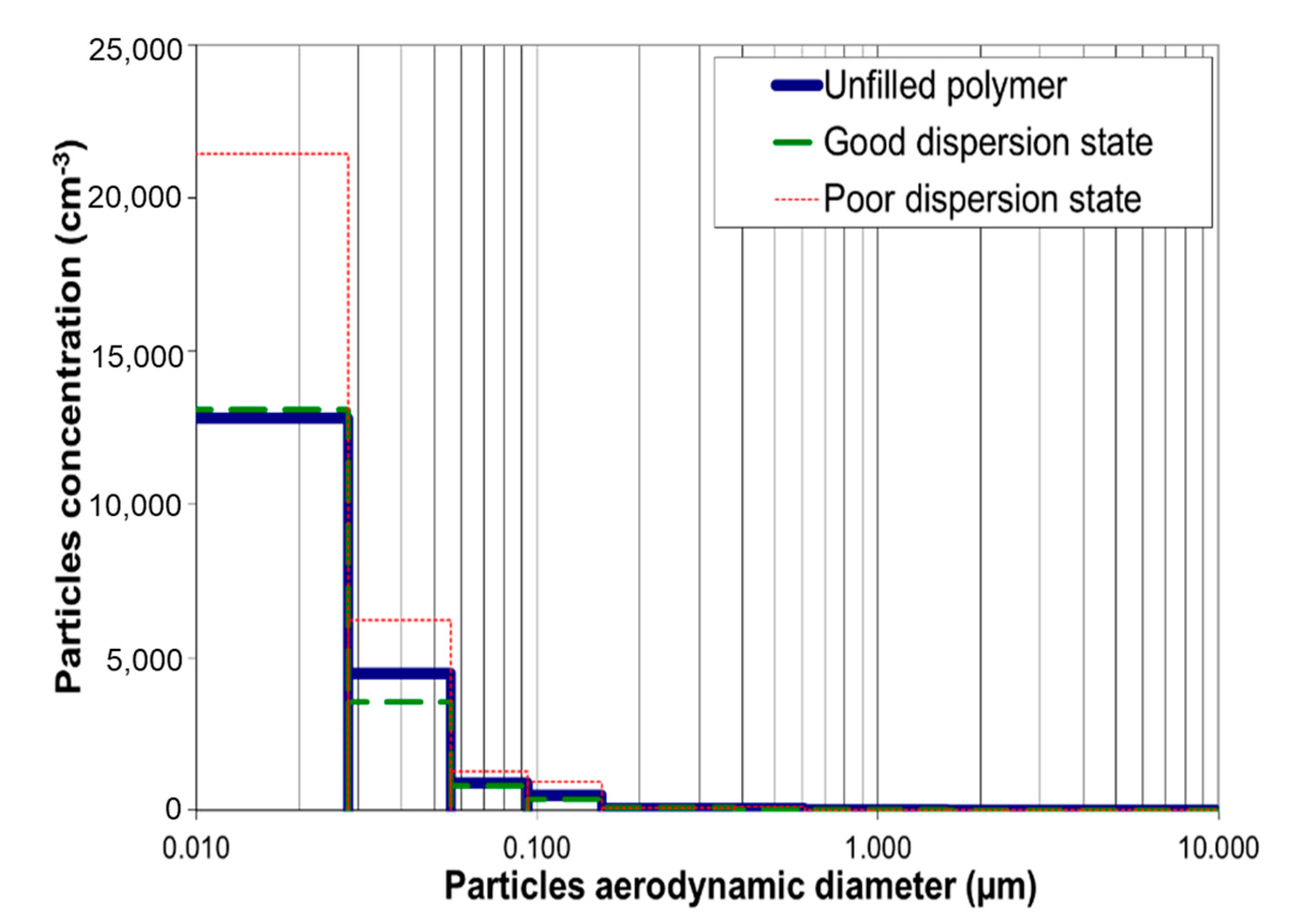
3.4. Impact of CNT Dispersion on the Potential Release Ability
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.G.; Fiedler, B.; Schulte, K. Influence of different carbon nanotubes on the mechanical properties of epoxy matrix composites—A comparative study. Compos. Sci. Technol. 2005, 65, 2300–2313. [Google Scholar] [CrossRef]
- Ma, P.C.; Siddiqui, N.A.; Marom, G.; Kim, J.K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Compos. Part A 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Song, Y.S.; Youn, J.R. Influence of dispersion states of carbon nanotubes on physical properties of epoxy nanocomposites. Carbon 2005, 43, 1378–1385. [Google Scholar] [CrossRef]
- Donaldson, K.; Aitken, R.; Tran, L.; Stone, V.; Duffin, R.; Forrest, G.; Alexander, A. Carbon nanotubes: A review of their properties in relation to pulmonary toxicology and workplace safety. Toxicol. Sci. 2006, 92, 5–22. [Google Scholar] [CrossRef] [Green Version]
- Cheng, C.; Müller, K.H.; Skepper, J.N.; Midgley, P.A.; Welland, M.E.; Porter, A.E. Toxicity and imaging of multi-walled carbon nanotubes in human macrophage cells. Biomaterials 2009, 30, 4152–4160. [Google Scholar] [CrossRef]
- Francis, A.P.; Devasena, T. Toxicity of carbon nanotubes: A review. Toxicol. Ind. Health 2018, 34, 200–210. [Google Scholar] [CrossRef]
- Bello, D.; Wardle, B.L.; Yamamoto, N.; deVilloria, R.G.; Garcia, E.J.; Hart, A.J. Exposure to nanoscale particles and fibers during machining of hybrid advanced composites containing carbon nanotubes. J. Nanopart. Res. 2009, 11, 231–249. [Google Scholar] [CrossRef]
- Nowack, B.; Davidb, R.M.; Fissanc, H.; Morrisd, H.; Shatkine, J.A.; Stintzf, M.; Zeppg, R.; Brouwerh, D. Potential release scenarios for carbon nanotubes used in composites. Environ. Int. 2013, 59, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Petersen, E.J.; Liwen, Z.; Mattison, N.T.; O’Carroll, D.M.; Whelton, A.J.; Tinh Nguyen, N.U.; Huang, Q.; Henry, T.B.; Holbrook, D.; Chen, K.L. Potential Release Pathways, Environmental Fate, and Ecological Risks of Carbon Nanotubes. Environ. Sci. Technol. 2011, 45, 9837–9856. [Google Scholar] [CrossRef]
- Petersen, E.J.; Lam, T.J.M.; Scott, K.C.; Long, B.D.; Stanley, D.; Sharma, R.; Liddle, J.A.; Pellegrin, B.; Nguyen, T. Methods to assess the impact of UV irradiation on the surface chemistry and structure of multiwall carbon nanotube epoxy nanocomposites. Carbon 2014, 69, 194–205. [Google Scholar] [CrossRef]
- Kovochich, M.; Fung, C.C.D.; Avanasi, R.; Madl, A.K. Review of techniques and studies characterizing the release of carbon nanotubes from nanocomposites: Implications for exposure and human health risk assessment. J. Expo. Sci. Environ. Epidemiol. 2018, 28, 203–215. [Google Scholar] [CrossRef]
- Golanski, L.; Guiot, A.; Pras, M.; Malarde, M.; Tardif, F. Release-ability of nanofillers from different nanomaterials (toward the acceptability of nanoproduct). J. Nanoparticules Res. 2012, 14, 1–9. [Google Scholar]
- Ogura, I.; Kotake, M.; Shigeta, M.; Uejima, M.; Saito, K.; Hashimoto, N. Kishimoto Potential release of carbon nanotubes from their composites during grinding. J. Phys. Conf. Ser. 2013, 429, 012049. [Google Scholar] [CrossRef] [Green Version]
- Schlagenhauf, L.; Chu, B.T.T.; Buha, J.; Nüesch, F.; Wang, J. Release of carbon nanotubes from an epoxy-based nanocomposite during an abrasion process. Environ. Sci. Technol. 2012, 46, 7366–7372. [Google Scholar] [CrossRef] [PubMed]
- Köhler, A.R.; Som, C.; Helland, A.; Gottschalk, F. Studying the potential release of carbon nanotubes throughout the application life cycle. J. Clean. Prod. 2008, 16, 927–937. [Google Scholar]
- Barber, A.H.; Cohen, S.R.; Wagner, H.D. Measurement of carbon nanotube–polymer interfacial strength. Appl. Phys. Lett. 2003, 82, 4140–4142. [Google Scholar] [CrossRef] [Green Version]
- Frankland, S.J.V.; Caglar, A.; Brenner, D.W.; Griebel, M. Molecular simulation of the influence of chemical cross-links on the shear strength of carbon nanotube-polymer interfaces. J. Phys. Chem. B 2002, 106, 3046–3048. [Google Scholar] [CrossRef]
- Xu, X.; Thwe, M.M.; Shearwood, C.; Liao, K. Mechanical properties and interfacial characteristics of carbon-nanotube-reinforced epoxy thin films. Appl. Phys. Lett. 2002, 81, 2833–2835. [Google Scholar]
- Wagner, H.D. Nanotube-polymer adhesion: A mechanics approach. Chem. Phys. Lett. 2002, 361, 57–61. [Google Scholar] [CrossRef]
- Duncan, R.K.; Chen, X.G.; Bult, J.B.; Brinson, L.C.; Schadler, L.S. Measurement of the critical aspect ratio and interfacial shear strength in MWNT/polymer composites. Compos. Sci. Technol. 2010, 70, 599–605. [Google Scholar] [CrossRef]
- Kelly, B.T. Physics of Graphite; Applied Science Publishers: London, UK, 1981; Volume 114. [Google Scholar]
- Suhr, J.; Korathar, N.; Keblinski, P.; Ajayan, P. Viscoelasticity in carbon nanotube composites. Nat. Mater. 2005, 4, 134–137. [Google Scholar] [CrossRef]
- Yu, M.F.; Yakobson, B.I.; Ruoff, R.S. Controlled Sliding and Pullout of Nested Shells in Individual Multiwalled Carbon Nanotubes. J. Phys. Chem. B 2000, 104, 8764–8767. [Google Scholar] [CrossRef]
- Fan, Z.; Advani, S.G. Rheology of multiwall carbon nanotube suspensions. J. Rheol. 2007, 51, 585–604. [Google Scholar] [CrossRef]
- Ma, A.; Chinesta, F.; Mackley, M.; Ammar, A. The rheological modelling of carbon nanotube (CNT) suspensions in steady shear flows. Int. J. Mater. Form. 2008, 1, 83–88. [Google Scholar] [CrossRef]
- Li, J.; Ma, P.C.; Chow, W.S.; To, C.K.; Tang, B.Z. Correlations between Percolation Threshold, Dispersion State, and Aspect Ratio of Carbon Nanotubes. Adv. Funct. Mater. 2007, 17, 3207–3215. [Google Scholar] [CrossRef]
- Le Pluart, L.; Duchet, J.; Sautereau, H.; Halley, P.; Gérard, J.F. Rheological properties of organoclay suspensions in epoxy network precursors. Appl. Clay Sci. 2004, 25, 207–219. [Google Scholar] [CrossRef]
- Vermogen, A.; Masenelli-Varlot, K.; Seguela, R.; Boucard, S.; Prele, P.; Duchet-Rumeau, J. Evaluation of the structure and dispersion in polymer-layered silicate nanocomposites. Macromolecules 2005, 38, 9661–9669. [Google Scholar] [CrossRef] [Green Version]
- Le Pluart, L.; Duchet, J.; Sautereau, H. Epoxy/Montmorillonite nanocomposites: Influence of organophilic treatment on reactivity, morphology and fracture properties. Polymer 2005, 46, 12267–12278. [Google Scholar] [CrossRef]
- Wang, M.; Pinnavaia, T.J. Clay-Polymer Nanocomposites Formed from Acidic Derivatives of Montmorillonite and an Epoxy Resin. Chem. Mater. 1994, 6, 468–474. [Google Scholar] [CrossRef]
- Altmann, N.; Halley, P.J.; Cooper-White, J.; Lange, J. The effects of silica fillers on the gelation and vitrification of highly filled epoxy-amine thermosets. Macromol. Symp. 2001, 169, 171–177. [Google Scholar] [CrossRef]
- Wu, J.; Chung, D. Calorimetric study of the effect of carbon fillers on the curing of epoxy. Carbon 2004, 42, 3039–3042. [Google Scholar] [CrossRef]
- Tao, K.; Yang, S.; Grunlan, J.C.; Kim, Y.S.; Dang, B.; Deng, Y.; Thomas, R.L.; Wilson, B.L.; Wei, X. Effects of carbon nanotube fillers on the curing processes of epoxy resin-based composites. J. Appl. Polym. Sci. 2006, 102, 5248–5254. [Google Scholar] [CrossRef]
- Xie, H.; Liu, B.; Yuan, Z.; Shen, J.; Cheng, R. Cure kinetics of carbon nanotube/tetrafunctional epoxy nanocomposites by isothermal differential scanning calorimetry. J. Polym. Sci. Part B 2004, 42, 3701–3712. [Google Scholar] [CrossRef]
- Kissinger, H.E. Reaction Kinetics in Differential Thermal Analysis. Anal. Chem. 1957, 29, 1702–1706. [Google Scholar] [CrossRef]
- Hayaty, M.; Hosain Beheshty, M.; Esfandeh, M. Cure kinetics of a glass/epoxy prepreg by dynamic differential scanning calorimetry. J. Appl. Polym. Sci. 2011, 120, 62–69. [Google Scholar] [CrossRef]
- Paiva, M.C.; Zhou, B.; Fernando, K.A.S.; Lin, Y. Mechanical and morphological characterization of polymer-carbon nanocomposites from functionalized carbon nanotubes. Carbon 2004, 42, 2849–2854. [Google Scholar] [CrossRef]
- Galiotis, C.; Batchelder, D.N. Strain dependences of the first- and second-order Raman spectra of carbon fibres. J. Mater. Sci. Lett. 1988, 7, 545–547. [Google Scholar] [CrossRef]
- Lachman, N.; Bartholome, C.; Miaudet, P.; Maugey, M.; Poulin, P.; Wagner, H.D. Raman Response of Carbon Nanotube/PVA Fibers under Strain. J. Phys. Chem. C 2009, 113, 4751–4754. [Google Scholar] [CrossRef]
- Wohlleben, W.; Mertler, M.; Brill, S.; Meier, M. On the Lifecycle of Nanocomposites: Comparing Released Fragments and their In-Vivo Hazards from Three Release Mechanisms and Four Nanocomposites. Small 2011, 7, 2384–2395. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No Pre-Dispersion | 5 h Rayneri | 20 h Rayneri | 160 h Rayneri | 240 h Rayneri | 3 Roll-Mill | |
|---|---|---|---|---|---|---|
| DD | 4.9 (1.4) | 10.6 (3) | 28 (10.3) | 42 (18.7) | 44.9 (13.1) | 74.5 (15.8) |
| µagglo% | 73.3 (32.3) | 36.9 (20.8) | 16.1 (11.5) | 14 (16.9) | 13.4 (2.3) | 2.2 (3.6) |
| DD | Ea (kJ·mol−1) |
|---|---|
| Neat | 71.9 |
| 4.9 | 71.1 |
| 10.3 | 70.7 |
| 28.35 | 69.4 |
| 47.6 | 69.4 |
| 74 | 65.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pras, M.; Gérard, J.-F.; Golanski, L.; Quintard, G.; Duchet-Rumeau, J. Key Role of the Dispersion of Carbon Nanotubes (CNTs) within Epoxy Networks on their Ability to Release. Polymers 2020, 12, 2530. https://doi.org/10.3390/polym12112530
Pras M, Gérard J-F, Golanski L, Quintard G, Duchet-Rumeau J. Key Role of the Dispersion of Carbon Nanotubes (CNTs) within Epoxy Networks on their Ability to Release. Polymers. 2020; 12(11):2530. https://doi.org/10.3390/polym12112530
Chicago/Turabian StylePras, Maxime, Jean-François Gérard, Luana Golanski, Guilhem Quintard, and Jannick Duchet-Rumeau. 2020. "Key Role of the Dispersion of Carbon Nanotubes (CNTs) within Epoxy Networks on their Ability to Release" Polymers 12, no. 11: 2530. https://doi.org/10.3390/polym12112530