Comprehensive Study of Intermediate and Critical Quality Attributes for Process Control of High-Shear Wet Granulation Using Multivariate Analysis and the Quality by Design Approach


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Risk Assessment
2.3. Experimental Design to Investigate High-Shear Wet Granulation in Lab Scale
2.4. Measurement of Quality Attributes
2.4.1. Measurement of Granule Hardness and Tablet Tensile Strength
2.4.2. Measurement of Granule Density and Carr’s Index
2.4.3. Measurement of Particle Size
2.4.4. Powder Property Analysis Using a Rheometer
2.4.5. In Vitro Dissolution Test
2.5. Multivariate Analysis between IQAs, CQAs, and CPPs
3. Results and Discussion
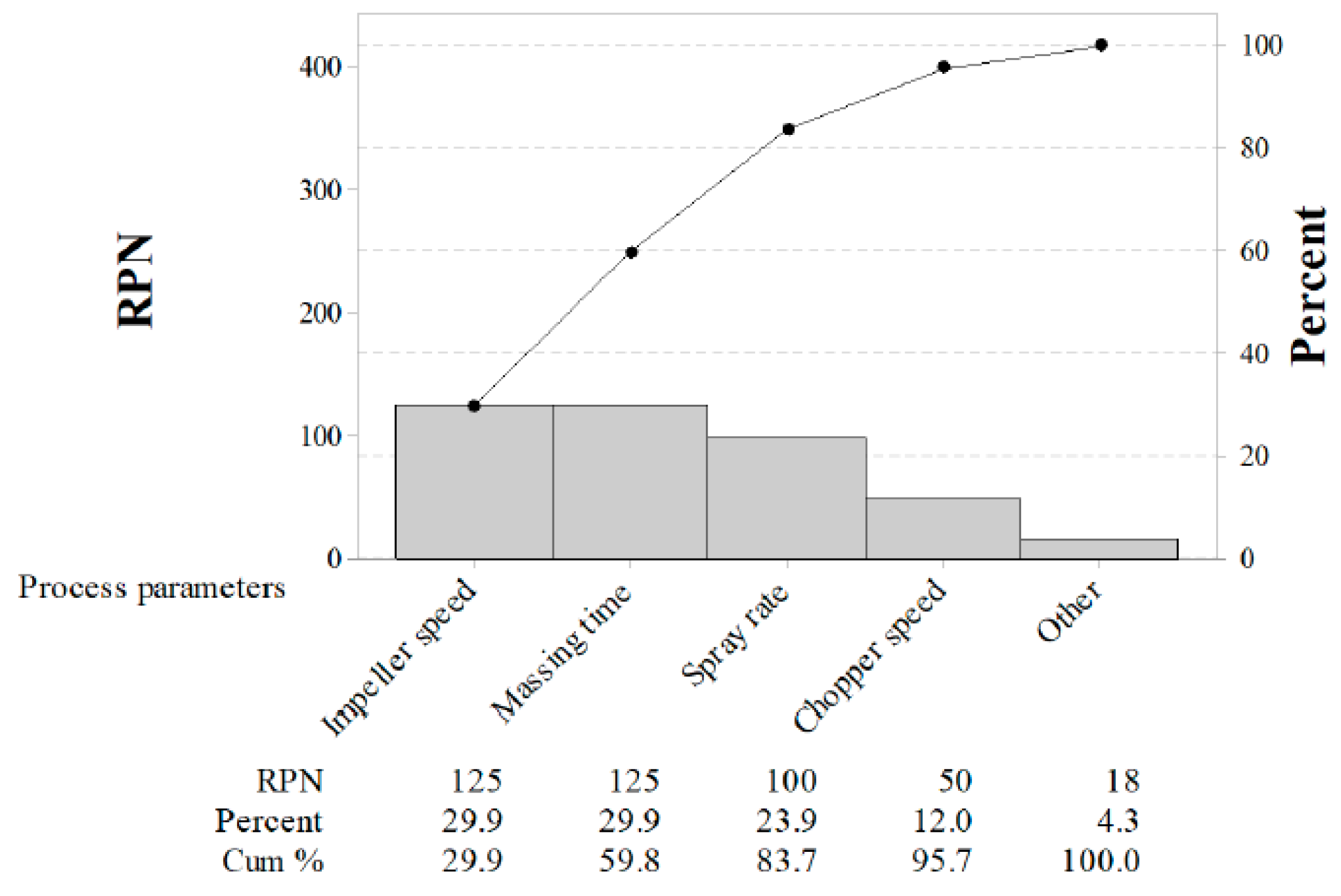
3.1. Risk Assessment
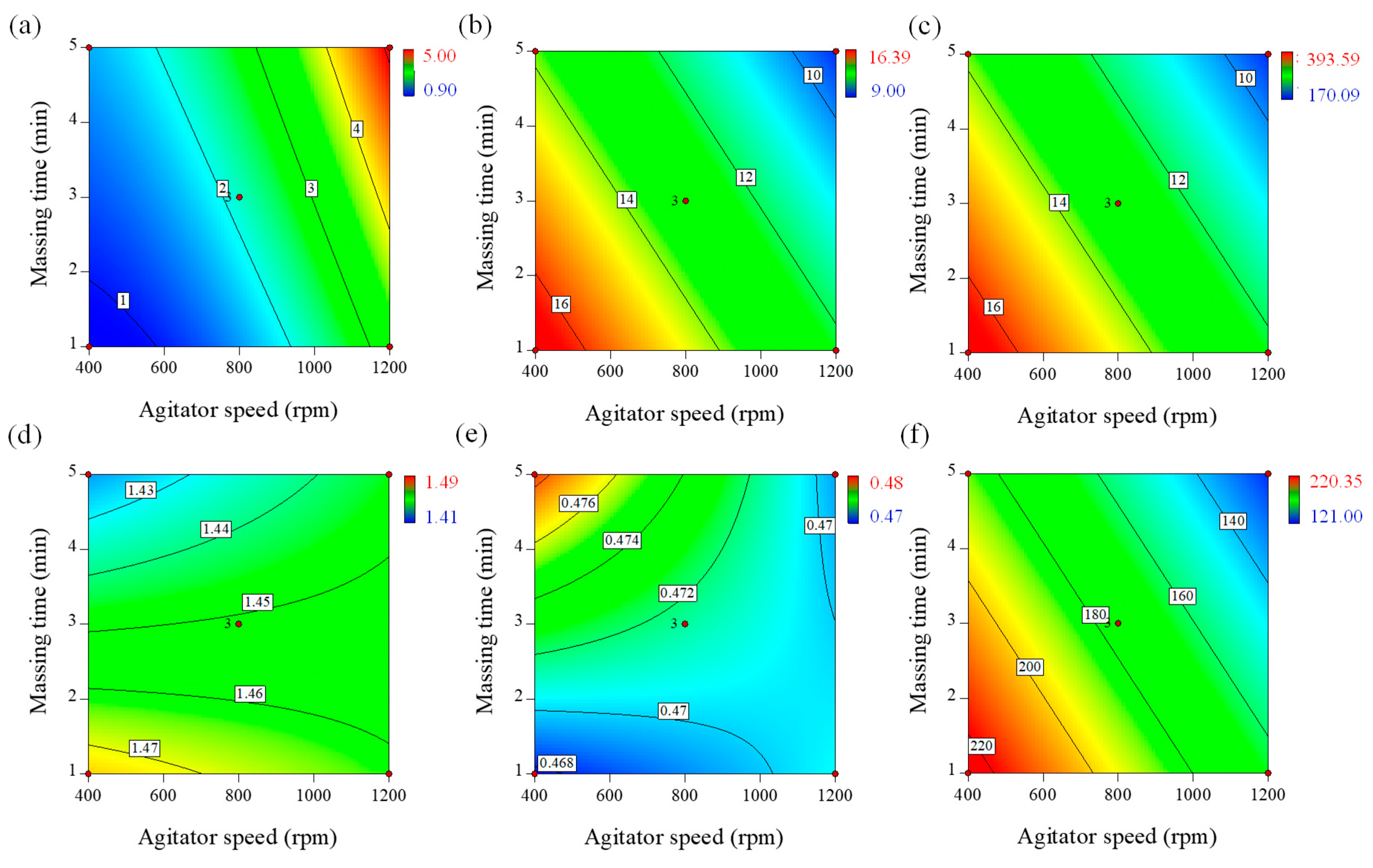
3.2. Effect of High-Shear Wet Granulation Process Parameters on IQAs and CQAs
3.2.1. Significant Factors for Granules Hardness (q1)
3.2.2. Significant Factors for Carr’s Index (q2)
3.2.3. Significant Factors for Granule Size (q3)
3.2.4. Significant Factors for Granule True Density (q4) and Bulk Density (q5)
3.2.5. Significant Factors for Granule FE (q6)
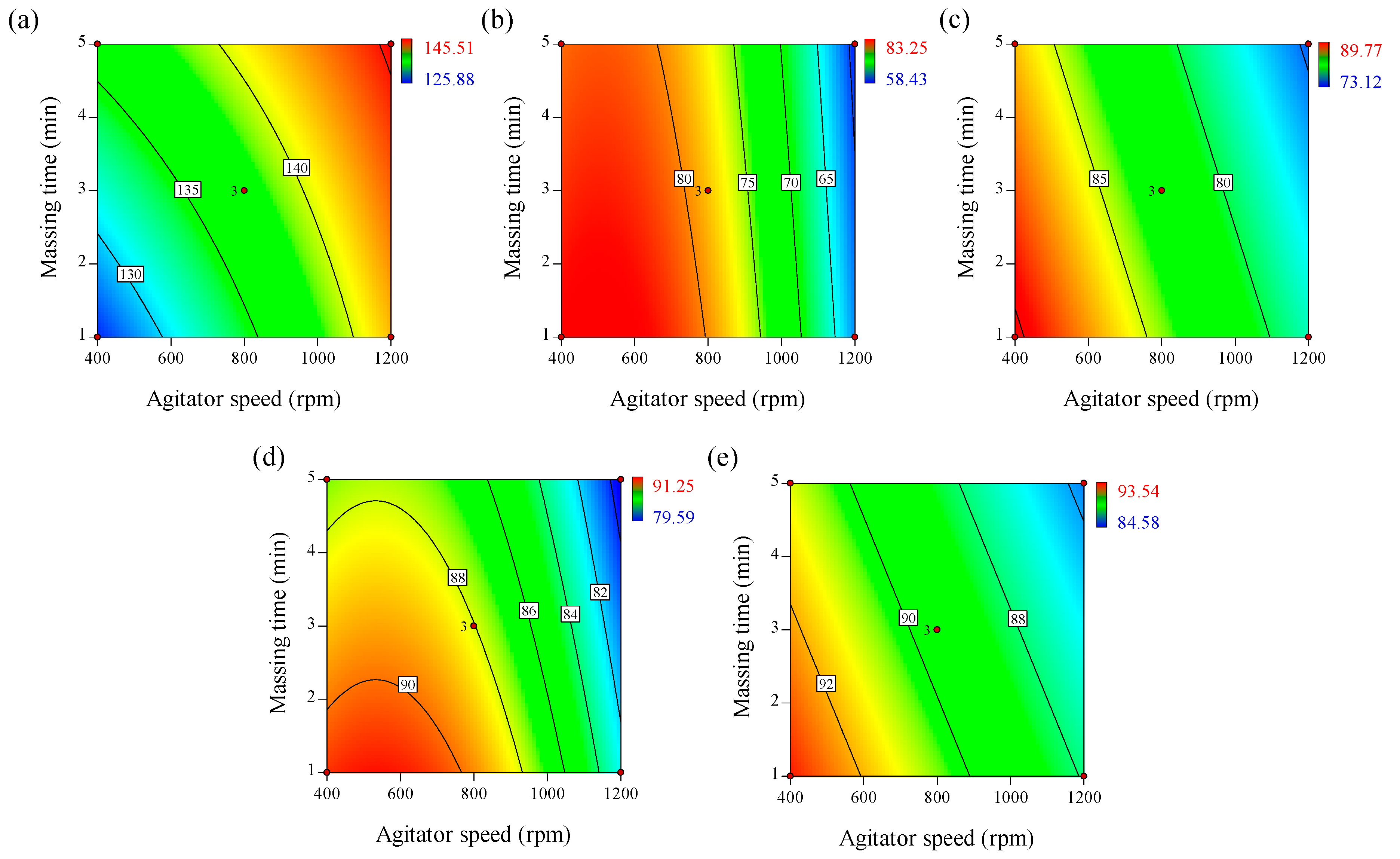
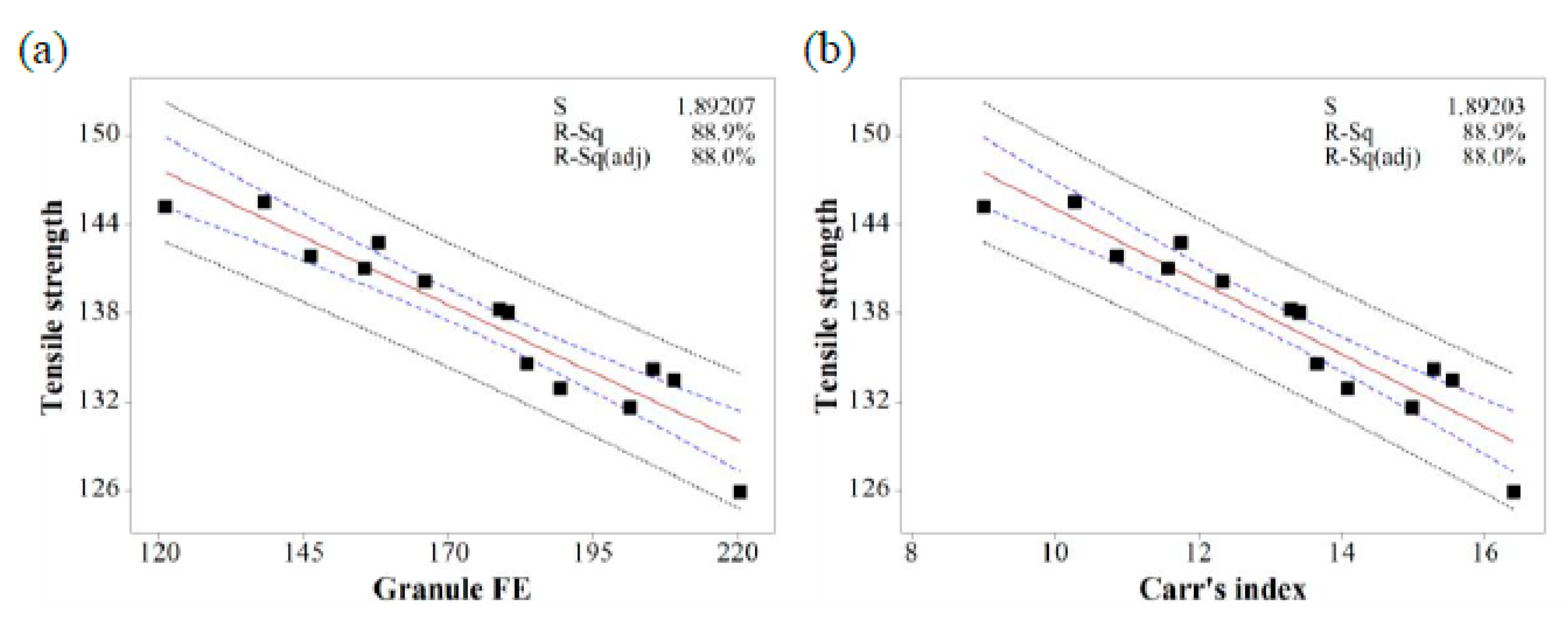
3.2.6. Significant Factors for Tablet Tensile Strength (q7)
3.2.7. Significant Factors for Dissolution (q8–q11)
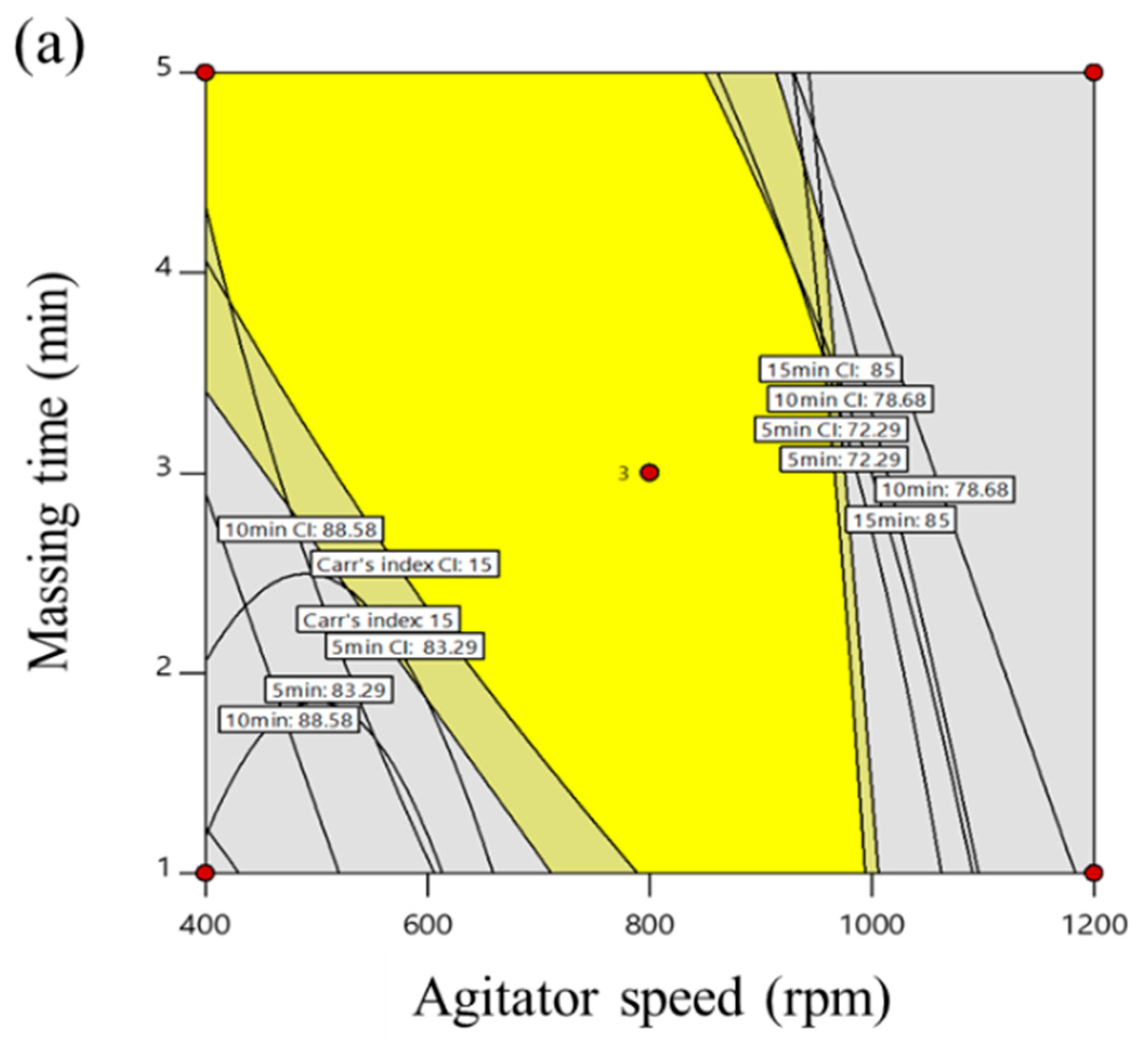
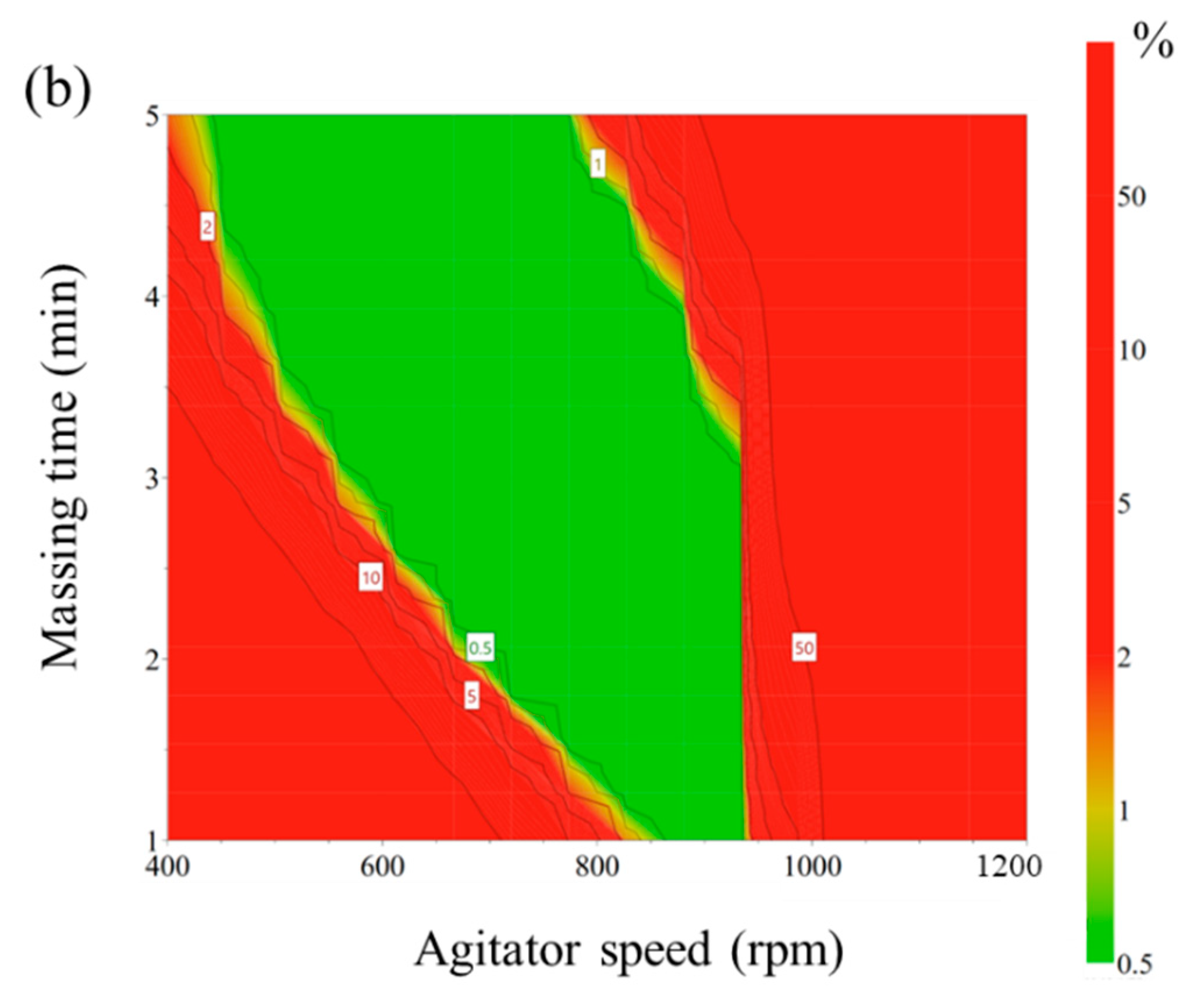
3.3. Optimal Process Parameters and Monte Carlo Simulations
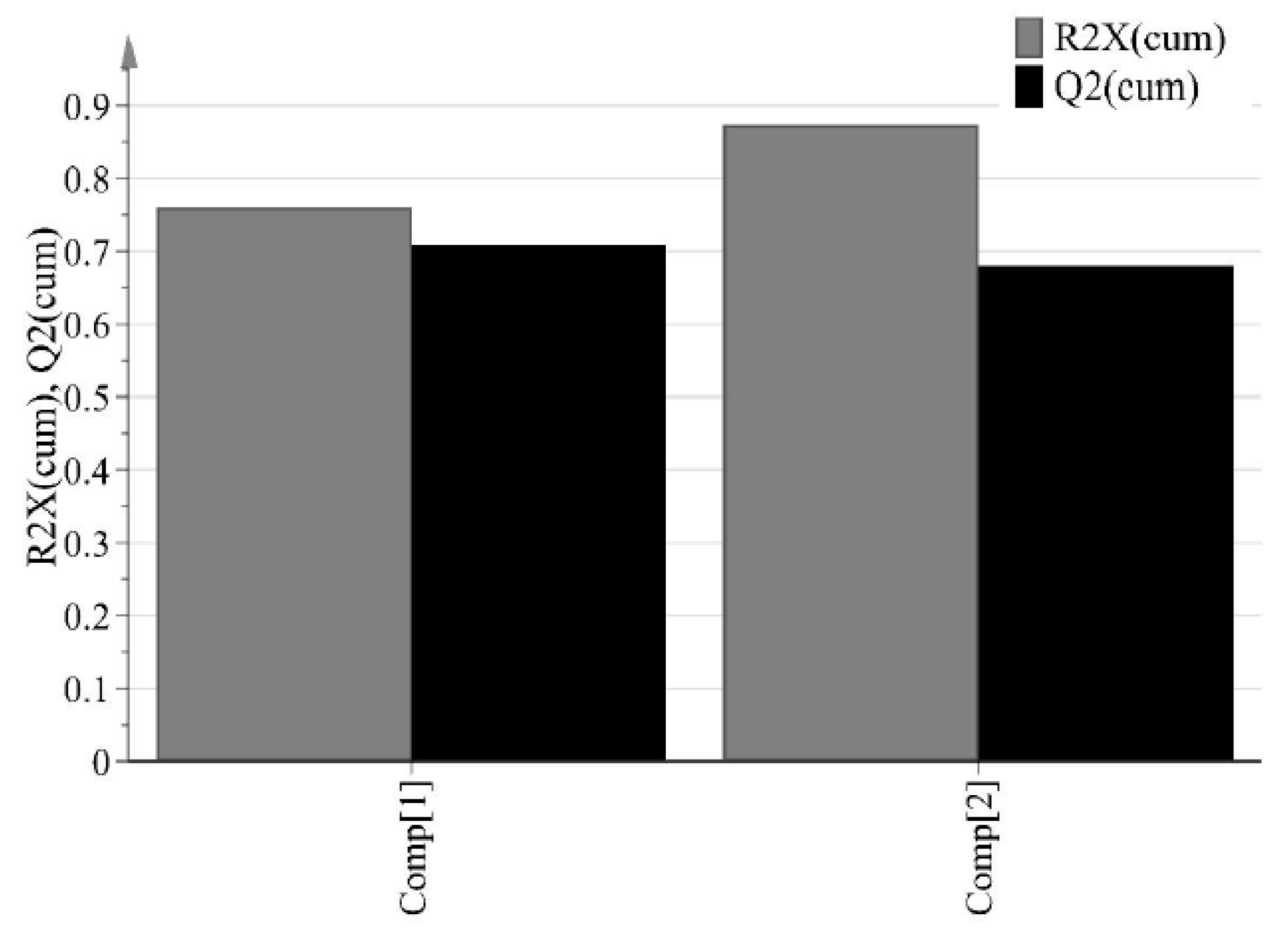
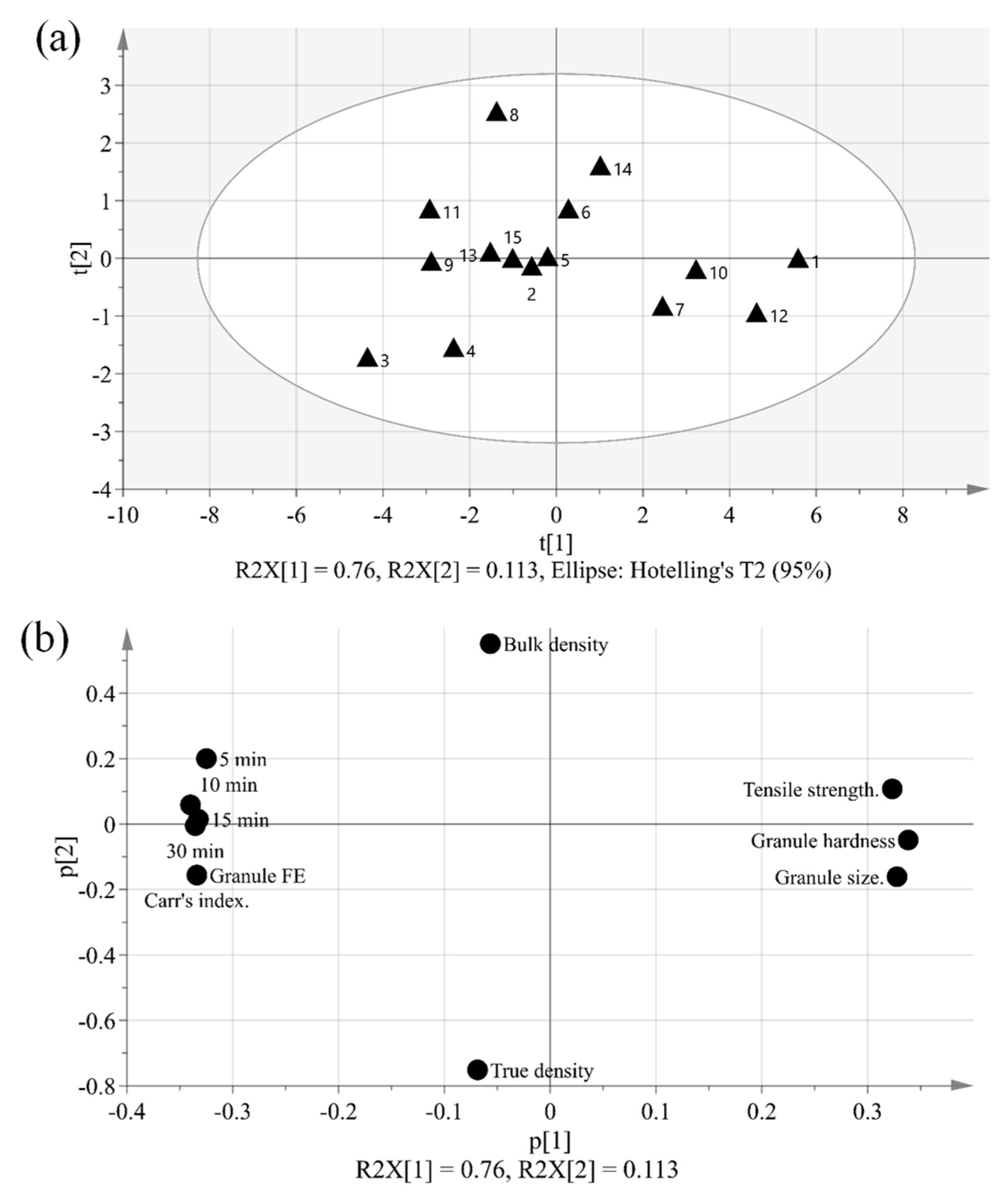
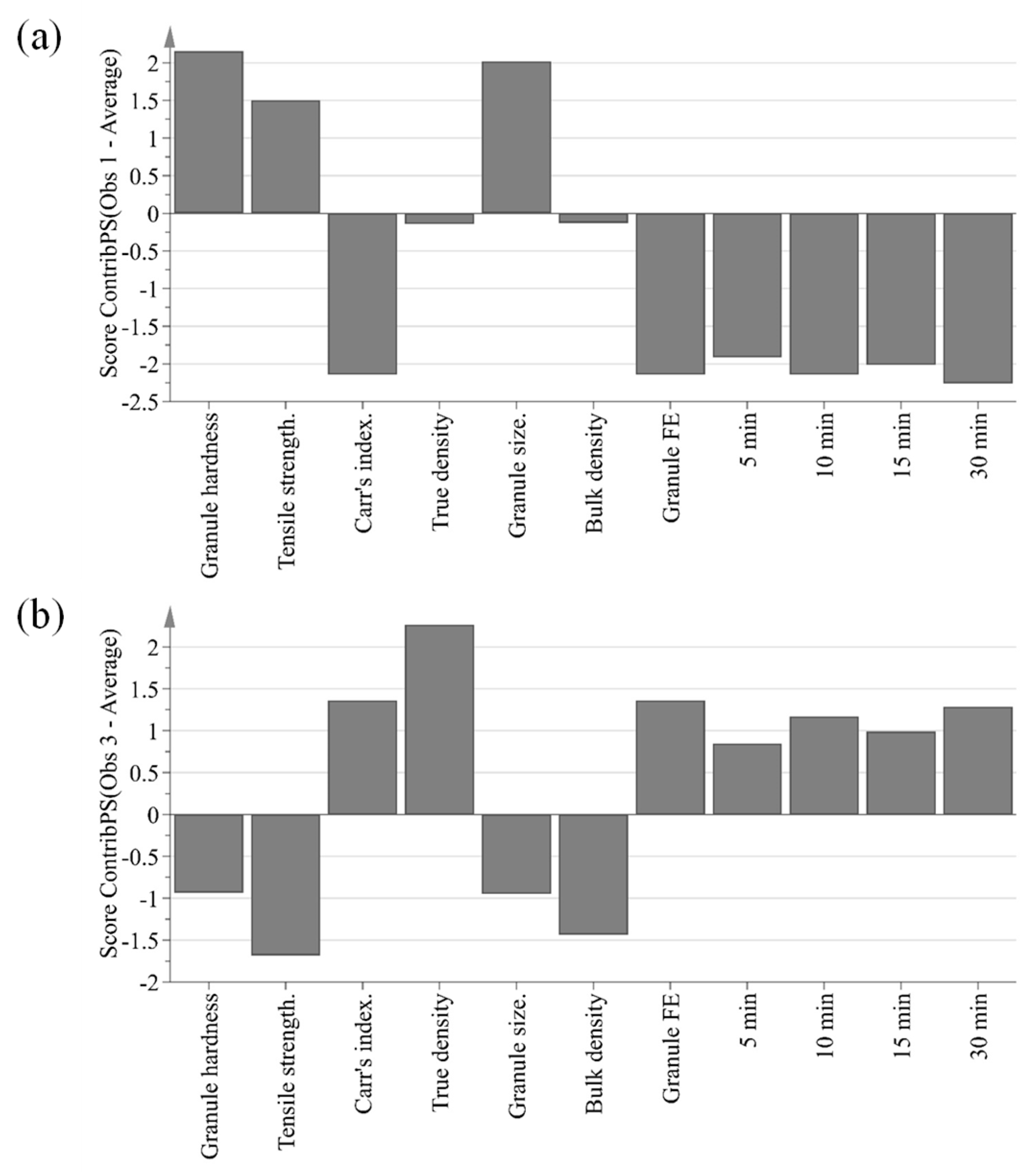
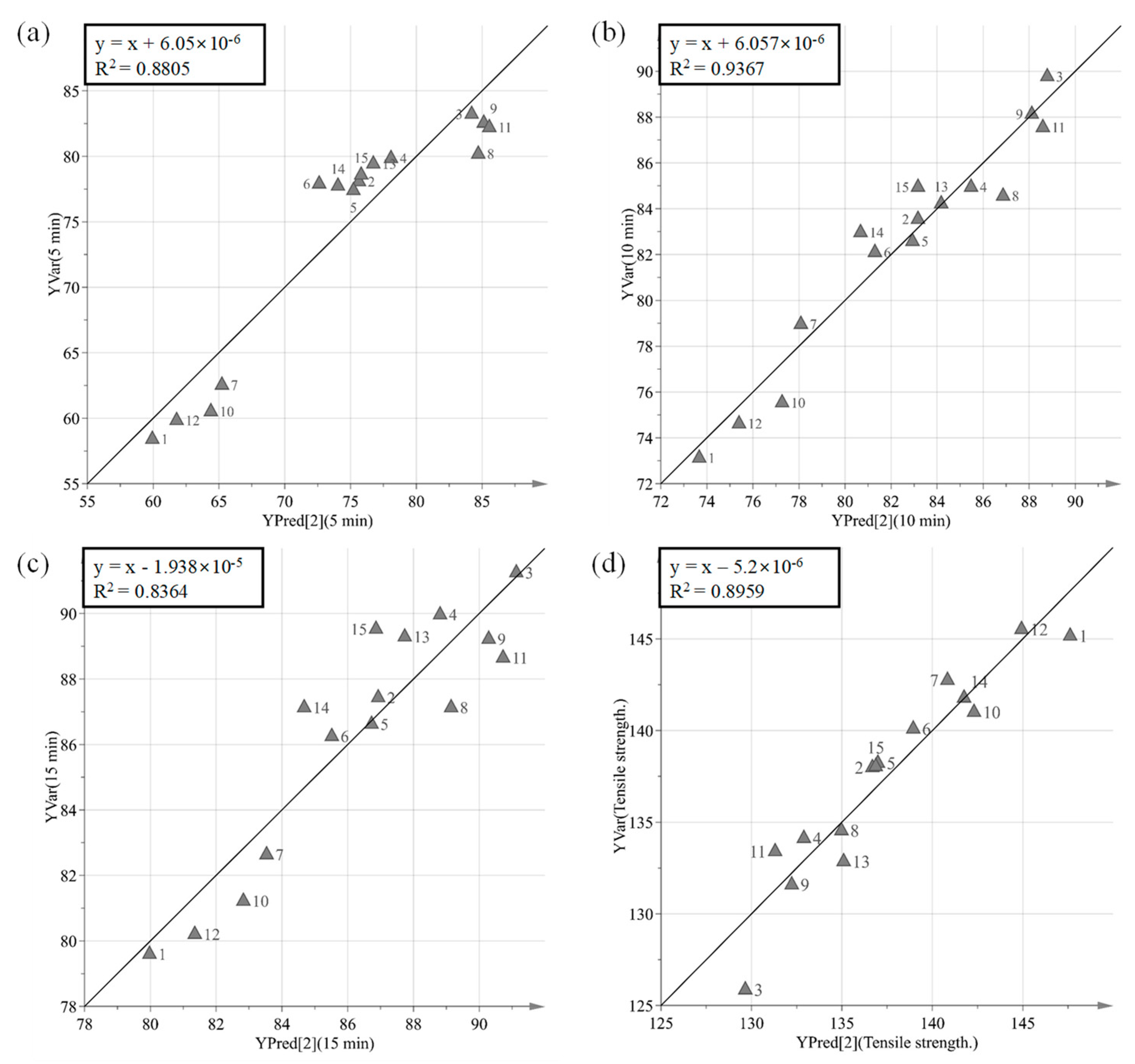
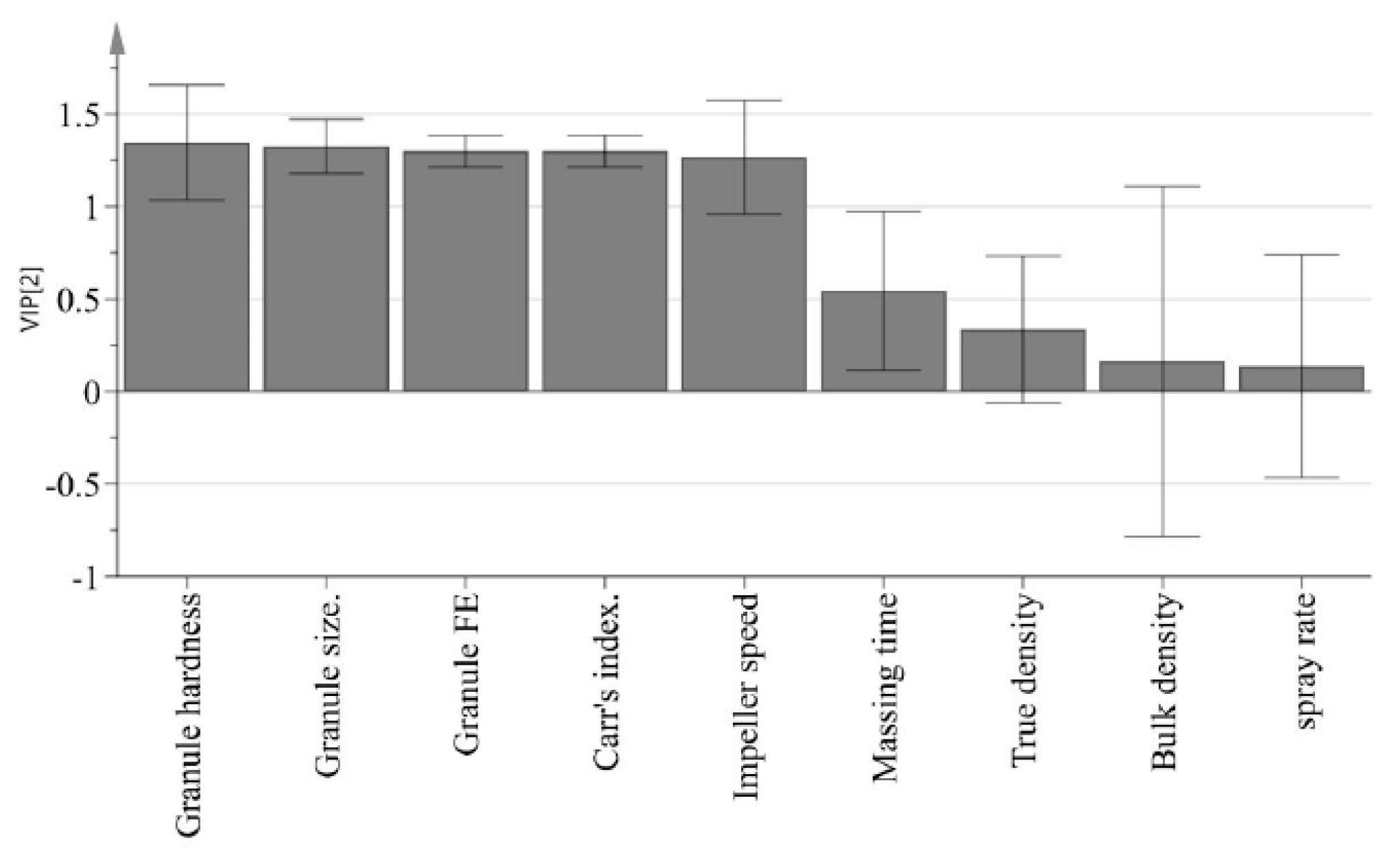
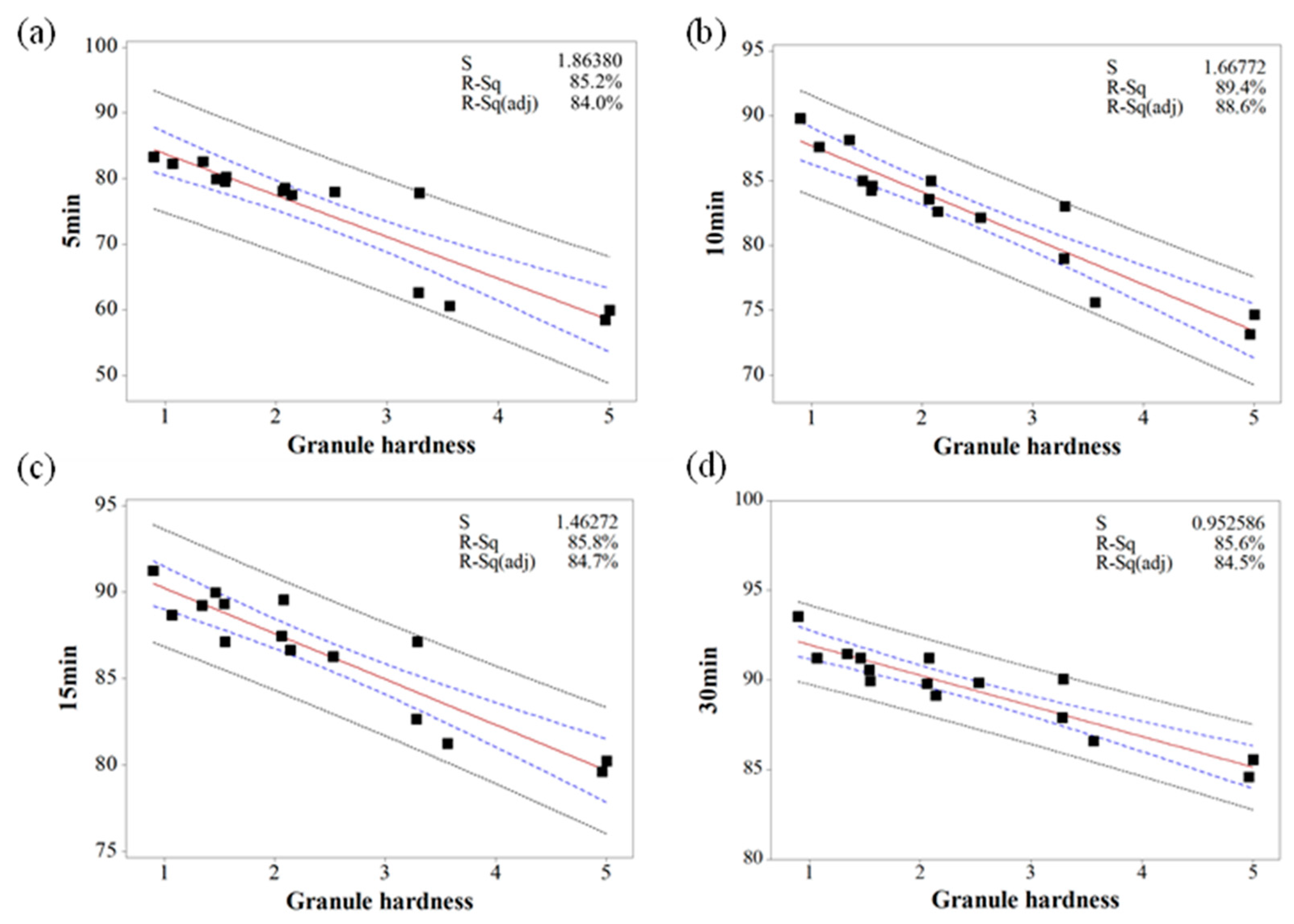
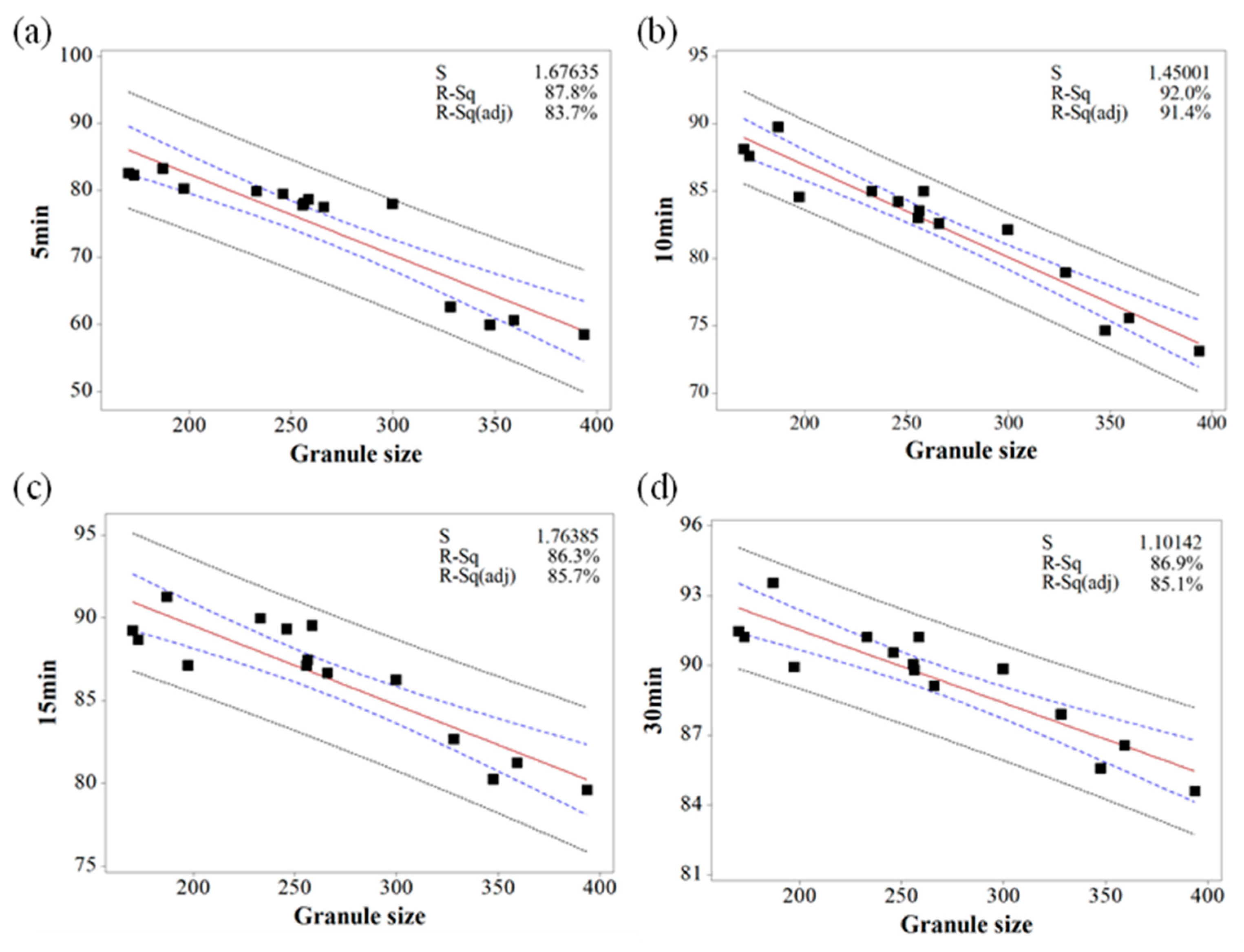
3.4. Multivariate Analysis between CQAs of Drug Product and IQAs of Process
3.5. Scale-Up to Validate the Mutual Effects between CPPs, IQAs, and CQAs
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Huang, J.; Kaul, G.; Cai, C.; Chatlapalli, R.; Hernandez-Abad, P.; Ghosh, K.; Nagi, A. Quality by design case study: An integrated multivariate approach to drug product and process development. Int. J. Pharm. 2009, 382, 23–32. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Tawakkul, M.; White, M.; Khan, M.A. Quality-by-Design (QbD): An integrated multivariate approach for the component quantification in powder blends. Int. J. Pharm. 2009, 372, 39–48. [Google Scholar] [CrossRef] [PubMed]
- Rajalahti, T.; Kvalheim, O.M. Multivariate data analysis in pharmaceutics: A tutorial review. Int. J. Pharm. 2011, 417, 280–290. [Google Scholar] [CrossRef] [PubMed]
- Gabrielsson, J.; Lindberg, N.O.; Lundstedt, T. Multivariate methods in pharmaceutical applications. J. Chemom. 2002, 16, 141–160. [Google Scholar] [CrossRef]
- Naelapää, K.; Allesø, M.; Kristensen, H.G.; Bro, R.; Rantanen, J.; Bertelsen, P. Increasing process understanding by analyzing complex interactions in experimental data. J. Pharm. Sci. 2009, 98, 1852–1861. [Google Scholar] [CrossRef] [PubMed]
- Choi, D.H.; Shin, S.; Viet Truong, N.K.; Jeong, S.H. A new experimental design method to optimize formulations focusing on a lubricant for hydrophilic matrix tablets. Drug Dev. Ind. Pharm. 2012, 38, 1117–1127. [Google Scholar] [CrossRef] [PubMed]
- Hansuld, E.M.; Briens, L. A review of monitoring methods for pharmaceutical wet granulation. Int. J. Pharm. 2014, 472, 192–201. [Google Scholar] [CrossRef]
- Badawy, S.I.F.; Menning, M.M.; Gorko, M.A.; Gilbert, D.L. Effect of process parameters on compressibility of granulation manufactured in a high-shear mixer. Int. J. Pharm. 2000, 198, 51–61. [Google Scholar] [CrossRef]
- Benali, M.; Gerbaud, V.; Hemati, M. Effect of operating conditions and physico–chemical properties on the wet granulation kinetics in high shear mixer. Powder Technol. 2009, 190, 160–169. [Google Scholar] [CrossRef]
- Butensky, M.; Hyman, D. Rotary Drum Granulation. An Experimental Study of the Factors Affecting Granule Size. Ind. Eng. Chem. Fundam. 1971, 10, 212–219. [Google Scholar] [CrossRef]
- Liu, H.; Wang, K.; Schlindwein, W.; Li, M. Using the Box-Behnken experimental design to optimise operating parameters in pulsed spray fluidised bed granulation. Int. J. Pharm. 2013, 448, 329–338. [Google Scholar] [CrossRef] [PubMed]
- Mangwandi, C.; Albadarin, A.B.; Al-Muhtaseb, A.a.H.; Allen, S.J.; Walker, G.M. Optimisation of high shear granulation of multicomponent fertiliser using response surface methodology. Powder Technol. 2013, 238, 142–150. [Google Scholar] [CrossRef]
- Rahmanian, N.; Ghadiri, M.; Jia, X.; Stepanek, F. Characterisation of granule structure and strength made in a high shear granulator. Powder Technol. 2009, 192, 184–194. [Google Scholar] [CrossRef]
- Cavinato, M.; Bresciani, M.; Machin, M.; Bellazzi, G.; Canu, P.; Santomaso, A. The development of a novel formulation map for the optimization of high shear wet granulation. Chem. Eng. J. 2010, 164, 350–358. [Google Scholar] [CrossRef]
- Hegedűs, Á.; Pintye-Hódi, K. Influence of the type of the high-shear granulator on the physico-chemical properties of granules. Chem. Eng. Process. 2007, 46, 1012–1019. [Google Scholar] [CrossRef]
- Pathare, P.B.; Baş, N.; Fitzpatrick, J.J.; Cronin, K.; Byrne, E.P. Effect of high shear granulation process parameters on the production of granola cereal aggregates. Biosyst. Eng. 2011, 110, 473–481. [Google Scholar] [CrossRef]
- Kumar, A.; Gernaey, K.V.; Beer, T.D.; Nopens, I. Model-based analysis of high shear wet granulation from batch to continuous processes in pharmaceutical production—A critical review. Eur. J. Pharm. Biopharm. 2013, 85, 814–832. [Google Scholar] [CrossRef]
- Kumaresan, T.; Joshi, J.B. Effect of impeller design on the flow pattern and mixing in stirred tanks. Chem. Eng. J. 2006, 115, 173–193. [Google Scholar] [CrossRef]
- Badawy, S.I.F.; Narang, A.S.; LaMarche, K.; Subramanian, G.; Varia, S.A. Mechanistic basis for the effects of process parameters on quality attributes in high shear wet granulation. Int. J. Pharm. 2012, 439, 324–333. [Google Scholar] [CrossRef]
- Shi, L.; Feng, Y.; Sun, C.C. Massing in high shear wet granulation can simultaneously improve powder flow and deteriorate powder compaction: A double-edged sword. Eur. J. Pharm. Sci. 2011, 43, 50–56. [Google Scholar] [CrossRef]
- Mangwandi, C.; Adams, M.; Hounslow, M.; Salman, A. Effect of impeller speed on mechanical and dissolution properties of high-shear granules. Chem. Eng. J. 2010, 164, 305–315. [Google Scholar] [CrossRef]
- Mirza, Z.; Liu, J.; Glocheux, Y.; Albadarin, A.B.; Walker, G.M.; Mangwandi, C. Effect of impeller design on homogeneity, size and strength of pharmaceutical granules produced by high-shear wet granulation. Particuology 2015, 23, 31–39. [Google Scholar] [CrossRef] [Green Version]
- Bouwman, A.; Henstra, M.; Westerman, D.; Chung, J.; Zhang, Z.; Ingram, A.; Seville, J.; Frijlink, H. The effect of the amount of binder liquid on the granulation mechanisms and structure of microcrystalline cellulose granules prepared by high shear granulation. Int. J. Pharm. 2005, 290, 129–136. [Google Scholar] [CrossRef] [PubMed]
- Chitu, T.M.; Oulahna, D.; Hemati, M. Wet granulation in laboratory-scale high shear mixers: Effect of chopper presence, design and impeller speed. Powder Technol. 2011, 206, 34–43. [Google Scholar] [CrossRef]
- Iveson, S.M.; Litster, J.D.; Hapgood, K.; Ennis, B.J. Nucleation, growth and breakage phenomena in agitated wet granulation processes: A review. Powder Technol. 2001, 117, 3–39. [Google Scholar] [CrossRef]
- Iveson, S.M.; Wauters, P.A.; Forrest, S.; Litster, J.D.; Meesters, G.M.; Scarlett, B. Growth regime map for liquid-bound granules: Further development and experimental validation. Powder Technol. 2001, 117, 83–97. [Google Scholar] [CrossRef]
- Faure, A.; York, P.; Rowe, R. Process control and scale-up of pharmaceutical wet granulation processes: A review. Eur. J. Pharm. Biopharm. 2001, 52, 269–277. [Google Scholar] [CrossRef]
- Levin, M. How to Scale-Up a Wet Granulation End Point Scientifically; Academic Press: Cambridge, MA, USA, 2015; ISBN 978-0-12-803522-1. [Google Scholar]
- Landin, M.; York, P.; Cliff, M.; Rowe, R.; Wigmore, A. Scale-up of a pharmaceutical granulation in fixed bowl mixer-granulators. Int. J. Pharm. 1996, 133, 127–131. [Google Scholar] [CrossRef]
- Leuenberger, H. New trends in the production of pharmaceutical granules: The classical batch concept and the problem of scale-up. Eur. J. Pharm. Biopharm. 2001, 52, 279–288. [Google Scholar] [CrossRef]
- Parikh, D.M. Handbook of Pharmaceutical Granulation Technology, 2nd ed.; Taylor and Francis Group: Oxfordshire, UK, 2005; pp. 7–77. ISBN 978-0-8247-2647-8. [Google Scholar]
- Parikh, D.M. Handbook of Pharmaceutical Granulation Technology, 3rd ed.; informa: London, UK, 2016; ISBN 978-1-4398-0789-7. [Google Scholar]
- Lee, A.R.; Kwon, S.Y.; Choi, D.H.; Park, E.S. Quality by Design (QbD) approach to optimize the formulation of a bilayer combination tablet (Telmiduo®) manufactured via high shear wet granulation. Int. J. Pharm. 2017, 534, 144–158. [Google Scholar] [CrossRef]
- Aksu, B.; Paradkar, A.; de Matas, M.; Özer, Ö.; Güneri, T.; York, P. A quality by design approach using artificial intelligence techniques to control the critical quality attributes of ramipril tablets manufactured by wet granulation. Pharm. Dev. Technol. 2013, 18, 236–245. [Google Scholar] [CrossRef] [PubMed]
- Basalious, E.B.; El-Sebaie, W.; El-Gazayerly, O. Application of pharmaceutical QbD for enhancement of the solubility and dissolution of a class II BCS drug using polymeric surfactants and crystallization inhibitors: Development of controlled-release tablets. AAPS PharmSciTech 2011, 12, 799–810. [Google Scholar] [CrossRef] [PubMed]
- Charoo, N.A.; Ali, A.A. Quality risk management in pharmaceutical development. Drug Dev. Ind. Pharm. 2013, 39, 947–960. [Google Scholar] [CrossRef] [PubMed]
- Cogdill, R.P.; Drennen, J.K. Risk-based quality by design (QbD): A Taguchi perspective on the assessment of product quality, and the quantitative linkage of drug product parameters and clinical performance. J. Pharm. Innov. 2008, 3, 23–29. [Google Scholar] [CrossRef]
- Xie, L.; Wu, H.; Shen, M.; Augsburger, L.L.; Lyon, R.C.; Khan, M.A.; Hussain, A.S.; Hoag, S.W. Quality-by-design (QbD): Effects of testing parameters and formulation variables on the segregation tendency of pharmaceutical powder measured by the ASTM D 6940-04 segregation tester. J. Pharm. Sci. 2008, 97, 4485–4497. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Khan, M.A.; Burgess, D.J. A quality by design (QbD) case study on liposomes containing hydrophilic API: I. Formulation, processing design and risk assessment. Int. J. Pharm. 2011, 419, 52–59. [Google Scholar] [CrossRef] [PubMed]
- Cavinato, M.; Bresciani, M.; Machin, M.; Bellazzi, G.; Canu, P.; Santomaso, A.C. Formulation design for optimal high-shear wet granulation using on-line torque measurements. Int. J. Pharm. 2010, 387, 48–55. [Google Scholar] [CrossRef]
- Staniforth, J.N.; Baichwal, A.R.; Hart, J.P. Interpretation of creep behaviour of microcrystalline cellulose powders and granules during compaction. Int. J. Pharm. 1987, 40, 267–269. [Google Scholar] [CrossRef]
- Andersson, M.; Ringberg, A.; Gustafsson, C. Multivariate methods in tablet formulation suitable for early drug development: Predictive models from a screening design of several linked responses. Chemom. Intell. Lab. Syst. 2007, 87, 125–130. [Google Scholar] [CrossRef]
- Dumarey, M.; Goodwin, D.J.; Davison, C. Multivariate modelling to study the effect of the manufacturing process on the complete tablet dissolution profile. Int. J. Pharm. 2015, 486, 112–120. [Google Scholar] [CrossRef]
- Choi, D.H.; Kim, N.A.; Chu, K.R.; Jung, Y.J.; Yoon, J.H.; Jeong, S.H. Material properties and compressibility using Heckel and Kawakita equation with commonly used pharmaceutical excipients. J. Pharm. Investig. 2010, 40, 237–244. [Google Scholar] [CrossRef]
- Thapa, P.; Choi, D.H.; Kim, M.S.; Jeong, S.H. Effects of granulation process variables on the physical properties of dosage forms by combination of experimental design and principal component analysis. Asian J. Pharm. Sci. 2018. [Google Scholar] [CrossRef]
- Oka, S.; Kašpar, O.; Tokárová, V.; Sowrirajan, K.; Wu, H.; Khan, M.; Muzzio, F.; Štěpánek, F.; Ramachandran, R. A quantitative study of the effect of process parameters on key granule characteristics in a high shear wet granulation process involving a two component pharmaceutical blend. Adv. Powder Technol. 2015, 26, 315–322. [Google Scholar] [CrossRef]
- Rahmanian, N.; Naji, A.; Ghadiri, M. Effects of process parameters on granules properties produced in a high shear granulator. Chem. Eng. Res. Des. 2011, 89, 512–518. [Google Scholar] [CrossRef]
- Cavinato, M.; Andreato, E.; Bresciani, M.; Pignatone, I.; Bellazzi, G.; Franceschinis, E.; Realdon, N.; Canu, P.; Santomaso, A.C. Combining formulation and process aspects for optimizing the high-shear wet granulation of common drugs. Int. J. Pharm. 2011, 416, 229–241. [Google Scholar] [CrossRef]
- Huang, Y.B.; Tsai, Y.H.; Yang, W.C.; Chang, J.S.; Wu, P.C.; Takayama, K. Once-daily propranolol extended-release tablet dosage form: Formulation design and in vitro/in vivo investigation. Eur. J. Pharm. Biopharm. 2004, 58, 607–614. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.B.; Tsai, Y.H.; Lee, S.H.; Chang, J.S.; Wu, P.C. Optimization of pH-independent release of nicardipine hydrochloride extended-release matrix tablets using response surface methodology. Int. J. Pharm. 2005, 289, 87–95. [Google Scholar] [CrossRef]
- Fouad, S.A.; Basalious, E.B.; El-Nabarawi, M.A.; Tayel, S.A. Microemulsion and poloxamer microemulsion-based gel for sustained transdermal delivery of diclofenac epolamine using in-skin drug depot: In vitro/in vivo evaluation. Int. J. Pharm. 2013, 453, 569–578. [Google Scholar] [CrossRef]
- Rahmanian, N.; Ghadiri, M.; Ding, Y. Effect of scale of operation on granule strength in high shear granulators. Chem. Eng. Sci. 2008, 63, 915–923. [Google Scholar] [CrossRef]
- Javaheri, H.; Carter, P.; Elkordy, A. Wet granulation to overcome liquisolid technique issues of poor flowability and compactibility: A study to enhance glibenclamide dissolution. J. Pharm. Drug Dev. 2014, 1, 501–512. [Google Scholar] [CrossRef]
- Kumar, V.; de la Luz Reus-Medina, M.; Yang, D. Preparation, characterization, and tabletting properties of a new cellulose-based pharmaceutical aid. Int. J. Pharm. 2002, 235, 129–140. [Google Scholar] [CrossRef]
- Knight, P.C.; Johansen, A.; Kristensen, H.G.; Schæfer, T.; Seville, J.P.K. An investigation of the effects on agglomeration of changing the speed of a mechanical mixer. Powder Technol. 2000, 110, 204–209. [Google Scholar] [CrossRef]
- Ohno, I.; Hasegawa, S.; Yada, S.; Kusai, A.; Moribe, K.; Yamamoto, K. Importance of evaluating the consolidation of granules manufactured by high shear mixer. Int. J. Pharm. 2007, 338, 79–86. [Google Scholar] [CrossRef] [PubMed]
- Chitu, T.M.; Oulahna, D.; Hemati, M. Rheology, granule growth and granule strength: Application to the wet granulation of lactose–MCC mixtures. Powder Technol. 2011, 208, 441–453. [Google Scholar] [CrossRef]
- Klausner, J.F.; Chen, D.; Mei, R. Experimental investigation of cohesive powder rheology. Powder Technol. 2000, 112, 94–101. [Google Scholar] [CrossRef]
- Bharadwaj, R.; Ketterhagen, W.R.; Hancock, B.C. Discrete element simulation study of a Freeman powder rheometer. Chem. Eng. Sci. 2010, 65, 5747–5756. [Google Scholar] [CrossRef]
- Freeman, R. Measuring the flow properties of consolidated, conditioned and aerated powders—A comparative study using a powder rheometer and a rotational shear cell. Powder Technol. 2007, 174, 25–33. [Google Scholar] [CrossRef]
- Hare, C.; Zafar, U.; Ghadiri, M.; Freeman, T.; Clayton, J.; Murtagh, M. Analysis of the dynamics of the FT4 powder rheometer. Powder Technol. 2015, 285, 123–127. [Google Scholar] [CrossRef] [Green Version]
- Liebermann, H.; Lachman, L.; Kanig, J. The Theory and Practice of Industrial Pharmacy, 4th ed.; CBS Publishers and Distributors: New Delhi, India, 2013; ISBN 978-81-239-2289-8. [Google Scholar]
- Knight, P. An investigation of the kinetics of granulation using a high shear mixer. Powder Technol. 1993, 77, 159–169. [Google Scholar] [CrossRef]
- Sunada, H.; Hasegawa, M.; Makino, T.; Sakamoto, H.; Fujita, K.; Tanino, T.; Kokubo, H.; Kawaguchi, T. Study of standard tablet formulation based on fluidized-bed granulation. Drug Dev. Ind. Pharm. 1998, 24, 225–233. [Google Scholar] [CrossRef]
- Koide, T.; Nagato, T.; Kanou, Y.; Matsui, K.; Natsuyama, S.; Kawanishi, T.; Hiyama, Y. Detection of component segregation in granules manufactured by high shear granulation with over-granulation conditions using near-infrared chemical imaging. Int. J. Pharm. 2013, 441, 135–145. [Google Scholar] [CrossRef] [PubMed]
- Bhargava, A.; Jelen, P. Lactose solubility and crystal growth as affected by mineral impurities. J. Food Sci. 1996, 61, 180–184. [Google Scholar] [CrossRef]
- Chitu, T.M.; Oulahna, D.; Hemati, M. Wet granulation in laboratory scale high shear mixers: Effect of binder properties. Powder Technol. 2011, 206, 25–33. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Purpose | Excipient | Amount (mg/tablet) |
|---|---|---|
| Active pharmaceutical ingredient | Telmisartan | 80 |
| Solubilizing agent | NaOH | 6.7 |
| Meglumine | 24 | |
| Binding agent | PVP K25 | 12 |
| Thicking agent | D-mannitol | 166 |
| MCC 101 | 39 | |
| Dicalcium phosphate | 9.3 | |
| Disintegrant agent | F-melt typeC | 20 |
| Crospovidone | 118 | |
| Lubricant agent | St-Mg | 5 |
| Total | 480 | |
| Unit Process | Failure Mode | S | P | D | RPN | Risk Degree | Related IQAs and CQAs |
|---|---|---|---|---|---|---|---|
| High shear granulation for test tablet | Agitator speed | 5 | 5 | 5 | 125 | High | dissolution, CU, tensile strength, Friability, granule size, granule hardness, Carr’s index, granule density, granule FE |
| Chopper speed | 5 | 2 | 5 | 50 | Moderate | dissolution, CU, tensile strength, Friability, granule size, granule hardness, Carr’s index, granule density, granule FE | |
| Solvent spray rate | 4 | 5 | 5 | 100 | High | dissolution, CU, tensile strength, Friability, granule size, granule hardness, Carr’s index, granule density, granule FE | |
| Massing time | 5 | 5 | 5 | 125 | High | dissolution, CU, tensile strength, Friability, granule size, granule hardness, Carr’s index, granule density, granule FE | |
| Drying temp. | 3 | 1 | 3 | 9 | Low | tensile strength, Friability, granule hardness, Carr’s index, granule density | |
| Drying time | 3 | 1 | 3 | 9 | Low | tensile strength, Friability, granule hardness, Carr’s index, granule density |
| Run Order | Control Factors | Response Factors | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CPP | Intermediate QAs | Drug Product CQAs | ||||||||||||
| Agitator Speed (rpm) | Massing Time (min) | Spray Rate (mL/min) | Granule Hardness (N) | Carr’s Index | Granule Size (μm) | Granule True Density (g/cm3) | Granule Bulk Density (g/mL) | Granule FE | Tensile Strength (N/cm2) | % Dissolution | ||||
| 5 min | 10 min | 15 min | 30 min | |||||||||||
| p1 | p2 | p3 | q1 | q2 | q3 | q4 | q5 | q6 | q9 | q10 | q11 | q12 | q13 | |
| 1 | 1200 | 5 | 5.2 | 4.96 | 9.00 | 393.59 | 1.438 | 0.469 | 121 | 145.19 | 83.25 | 89.77 | 91.25 | 93.54 |
| 2 | 800 | 3 | 5.2 | 2.06 | 13.40 | 256.00 | 1.457 | 0.471 | 180 | 138.00 | 80.21 | 84.56 | 87.12 | 89.94 |
| 3 | 400 | 1 | 5.2 | 0.90 | 16.39 | 186.94 | 1.478 | 0.468 | 220 | 125.88 | 82.56 | 88.12 | 89.22 | 91.45 |
| 4 | 800 | 1 | 3.7 | 1.46 | 15.27 | 232.85 | 1.492 | 0.471 | 205 | 134.15 | 82.25 | 87.58 | 88.67 | 91.21 |
| 5 | 800 | 3 | 5.2 | 2.14 | 13.29 | 265.95 | 1.455 | 0.472 | 179 | 138.25 | 78.11 | 83.55 | 87.45 | 89.79 |
| 6 | 800 | 5 | 6.7 | 2.53 | 12.33 | 299.63 | 1.465 | 0.479 | 166 | 140.12 | 79.87 | 84.97 | 89.97 | 91.22 |
| 7 | 1200 | 1 | 5.2 | 3.28 | 11.74 | 328.04 | 1.463 | 0.470 | 158 | 142.74 | 77.45 | 82.58 | 86.64 | 89.12 |
| 8 | 400 | 5 | 5.2 | 1.55 | 13.65 | 197.12 | 1.416 | 0.479 | 184 | 134.55 | 77.95 | 82.12 | 86.25 | 89.84 |
| 9 | 400 | 3 | 3.7 | 1.34 | 14.97 | 170.09 | 1.456 | 0.471 | 201 | 131.58 | 79.45 | 84.21 | 89.31 | 90.55 |
| 10 | 1200 | 3 | 6.7 | 3.56 | 11.56 | 359.09 | 1.454 | 0.473 | 155 | 141.00 | 77.75 | 82.98 | 87.12 | 90.05 |
| 11 | 400 | 3 | 6.7 | 1.07 | 15.54 | 172.72 | 1.443 | 0.475 | 209 | 133.42 | 78.58 | 84.97 | 89.54 | 91.21 |
| 12 | 1200 | 3 | 3.7 | 5.00 | 10.27 | 347.43 | 1.458 | 0.468 | 138 | 145.51 | 58.43 | 73.12 | 79.59 | 84.58 |
| 13 | 800 | 1 | 6.7 | 1.54 | 14.07 | 245.79 | 1.434 | 0.468 | 189 | 132.87 | 62.55 | 78.95 | 82.65 | 87.89 |
| 14 | 800 | 5 | 3.7 | 3.29 | 10.86 | 141.80 | 1.409 | 0.469 | 146 | 255.66 | 60.54 | 75.55 | 81.23 | 86.57 |
| 15 | 800 | 3 | 5.2 | 2.08 | 13.40 | 138.07 | 1.449 | 0.471 | 180 | 258.23 | 59.87 | 74.62 | 80.22 | 85.56 |
| Optimal Process Parameters | Response Factors | |||||||
|---|---|---|---|---|---|---|---|---|
| x1 | x2 | x3 | q1 | q2 | q7 | q8 | q9 | q10 |
| Agitator Speed (rpm) | Massing Time (min) | Spray RRate (mL/min) | Carr’s index | Tensile Strength (N/cm2) | Dissolution at 5 min (%) | Dissolution at 10 min (%) | Dissolution at 15 min (%) | Dissolution at 30 min (%) |
| 700 | 2.5 | 5.20 | 13.87 | 133.1 | 79.5 | 82.39 | 88.55 | 90.26 |
| Target values | 13.97 | 135.1 | 81.05 | 84.47 | 89.27 | 91.45 | ||
| Absolute viases | 0.10 | 2.00 | 1.55 | 2.08 | 0.72 | 1.19 | ||
| Relative biases (%) | 4.50 | 1.47 | 2.07 | 2.54 | 0.82 | 1.33 | ||
| 700 | 3.5 | 5.20 | 13.12 | 134.72 | 79.25 | 82.23 | 87.13 | 87.9 |
| Target values | 13.24 | 136.92 | 80.37 | 83.53 | 88.45 | 89.89 | ||
| Absolute viases | 0.12 | 2.20 | 1.12 | 1.30 | 1.32 | 1.99 | ||
| Relative biases (%) | 5.08 | 1.61 | 1.50 | 1.62 | 1.54 | 2.29 | ||
| 900 | 2.5 | 5.20 | 12.79 | 137.71 | 75.46 | 80.72 | 86.16 | 87.78 |
| Target values | 12.85 | 138.35 | 75.62 | 81.48 | 87.24 | 89.10 | ||
| Absolute viases | 0.06 | 0.64 | 0.16 | 0.76 | 1.08 | 1.32 | ||
| Relative biases (%) | 2.33 | 0.46 | 0.22 | 0.95 | 1.26 | 1.51 | ||
| 900 | 3.5 | 5.20 | 12.08 | 139.66 | 74.18 | 79.61 | 85.93 | 87.64 |
| Target values | 12.12 | 139.79 | 74.94 | 80.54 | 86.42 | 88.55 | ||
| Absolute viases | 0.04 | 0.13 | 0.76 | 0.93 | 0.49 | 0.91 | ||
| Relative biases (%) | 1.43 | 0.09 | 1.04 | 1.16 | 0.57 | 1.03 | ||
| 800 | 3 | 5.20 | 13 | 137.41 | 77.69 | 81.58 | 87.55 | 88.59 |
| Target values | 13.04 | 137.54 | 78.45 | 82.51 | 88.04 | 89.50 | ||
| Absolute viases | 0.04 | 0.13 | 0.76 | 0.93 | 0.49 | 0.91 | ||
| Relative biases (%) | 1.43 | 0.09 | 1.04 | 1.16 | 0.57 | 1.03 | ||
| Process Parameters | Scale | |
|---|---|---|
| Lab | Pilot | |
| Used granulator | P1 | P6 |
| Granulator capacity (L) | 1.23 | 6.05 |
| Batch size (g) | 475 | 2375 |
| Fill level (%) | 38.6 | 39.2 |
| Agitator speed corresponding to agitator tip speed of 6.0 m/s | 800 rpm | 480 rpm |
| Massing time (min) | 3 | 3 |
| Spray rate (ml/min) | 5.2 | 5.2 |
| Quality Attributes | Scale | Absolute Biases | Relative Biases (%) | ||
| Lab | Pilot | ||||
| IQAs | Granule hardness (N) | 2.17 | 2.25 | 0.08 | 3.69 |
| Carr’s index | 13.12 | 13.45 | 0.33 | 2.52 | |
| Granule size (μm) | 264.23 | 275.45 | 11.22 | 4.25 | |
| Granule true density (g/cm3) | 1.453 | 1.457 | 0.004 | 0.28 | |
| Granule bulk density (g/mL) | 0.476 | 0.479 | 0.003 | 0.63 | |
| Granule FE | 175 | 173 | 2 | 1.16 | |
| CQAs | Tensile strength (N/cm2) | 137.55 | 138.25 | 0.70 | 0.51 |
| % dissolution at 5 min | 78.54 | 79.15 | 0.61 | 0.78 | |
| % dissolution at 10 min | 82.55 | 82.96 | 0.41 | 0.50 | |
| % dissolution at 15 min | 88.14 | 88.35 | 0.21 | 0.24 | |
| % dissolution at 30 min | 89.52 | 90.08 | 0.56 | 0.63 | |
| Friability (%) | 0.12 | 0.11 | 0.01 | 9.09 | |
| Content uniformity (%) | 0.78 | 0.74 | 0.04 | 5.41 | |
| Assay (%) | 101.43 | 100.78 | 0.65 | 0.64 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, J.K.; Shin, B.S.; Choi, D.H. Comprehensive Study of Intermediate and Critical Quality Attributes for Process Control of High-Shear Wet Granulation Using Multivariate Analysis and the Quality by Design Approach. Pharmaceutics 2019, 11, 252. https://doi.org/10.3390/pharmaceutics11060252
Han JK, Shin BS, Choi DH. Comprehensive Study of Intermediate and Critical Quality Attributes for Process Control of High-Shear Wet Granulation Using Multivariate Analysis and the Quality by Design Approach. Pharmaceutics. 2019; 11(6):252. https://doi.org/10.3390/pharmaceutics11060252
Chicago/Turabian StyleHan, Jong Kwon, Beom Soo Shin, and Du Hyung Choi. 2019. "Comprehensive Study of Intermediate and Critical Quality Attributes for Process Control of High-Shear Wet Granulation Using Multivariate Analysis and the Quality by Design Approach" Pharmaceutics 11, no. 6: 252. https://doi.org/10.3390/pharmaceutics11060252