Supercritical Synthesis of Biodiesel


Abstract
:1. Introduction

2. Supercritical Fluids Technology: Challenges and Limitations

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fluid | Tc (°C) | Pc (MPa) | Density (g/L) |
|---|---|---|---|
| Methane (CH4) | −82.6 | 4.60 | 162 |
| Fluoroform (CHF3) | 26.2 | 4.85 | 516 |
| Carbon dioxide (CO2) | 31.3 | 7.29 | 469 |
| Ethane (C2H6) | 32.3 | 4.88 | 203 |
| Sufur hexafluoride (SF6) | 45.5 | 3.77 | 755 |
| Propane (C3H8) | 96.7 | 4.25 | 217 |
| Butane (C4H10) | 152.0 | 3.75 | 230 |
| Methanol (CH4O) | 239.6 | 8.09 | 272 |
| Ethanol (C2H6O) | 240.9 | 6.14 | 276 |
| Acetone (C3H6O) | 235.1 | 4.70 | 278 |
| Water (H2O) | 374.3 | 22.12 | 348 |

3. Non-catalytic Biodiesel Synthesis by Supercritical Fluid Technology
3.1. General Considerations

3.2. Single Step SCFs Processes for Non-catalytic Biodiesel Synthesis
3.2.1. Supercritical Alcohol
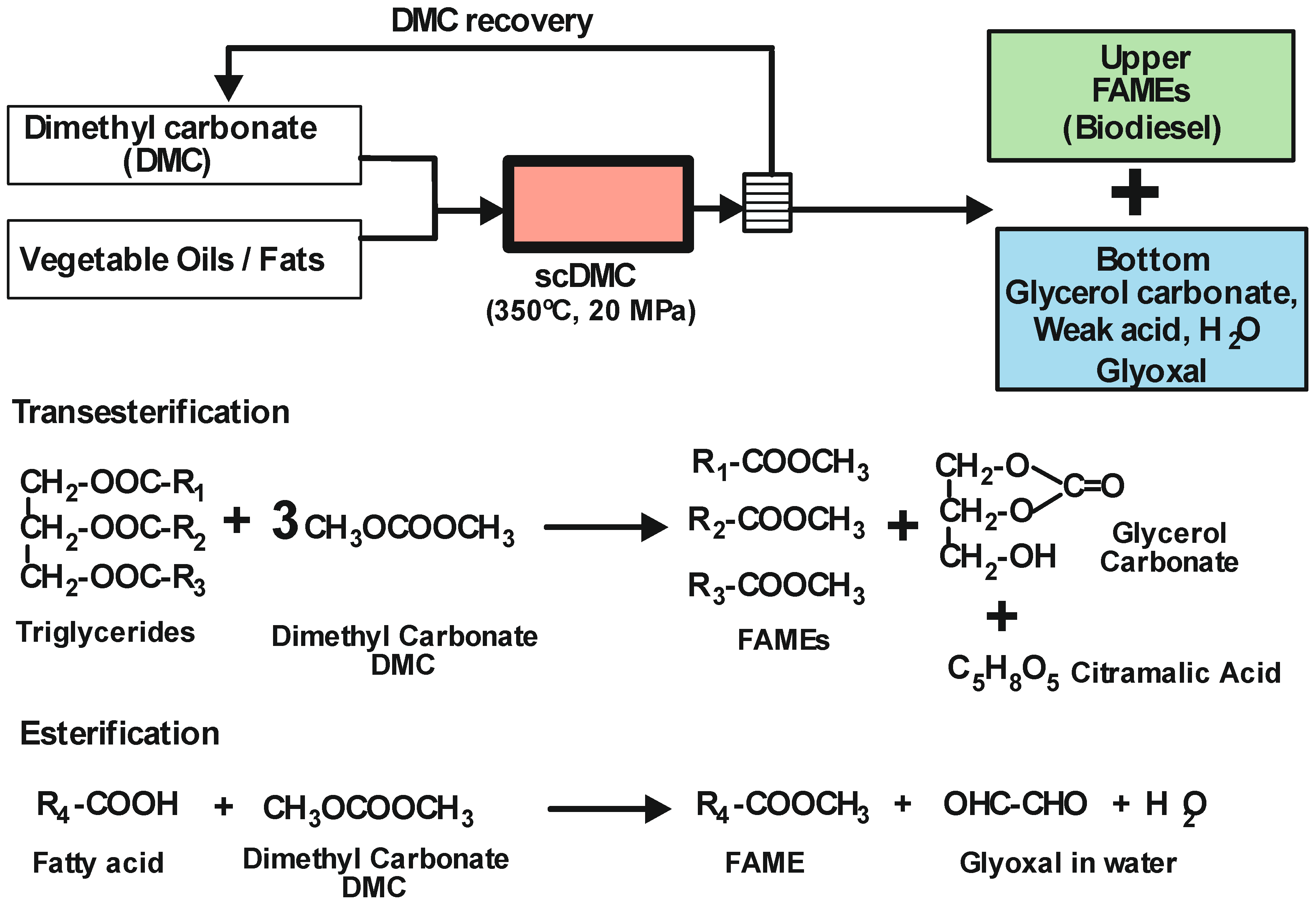
3.2.2. Supercritical Dimethyl Carbonate (scDMC)
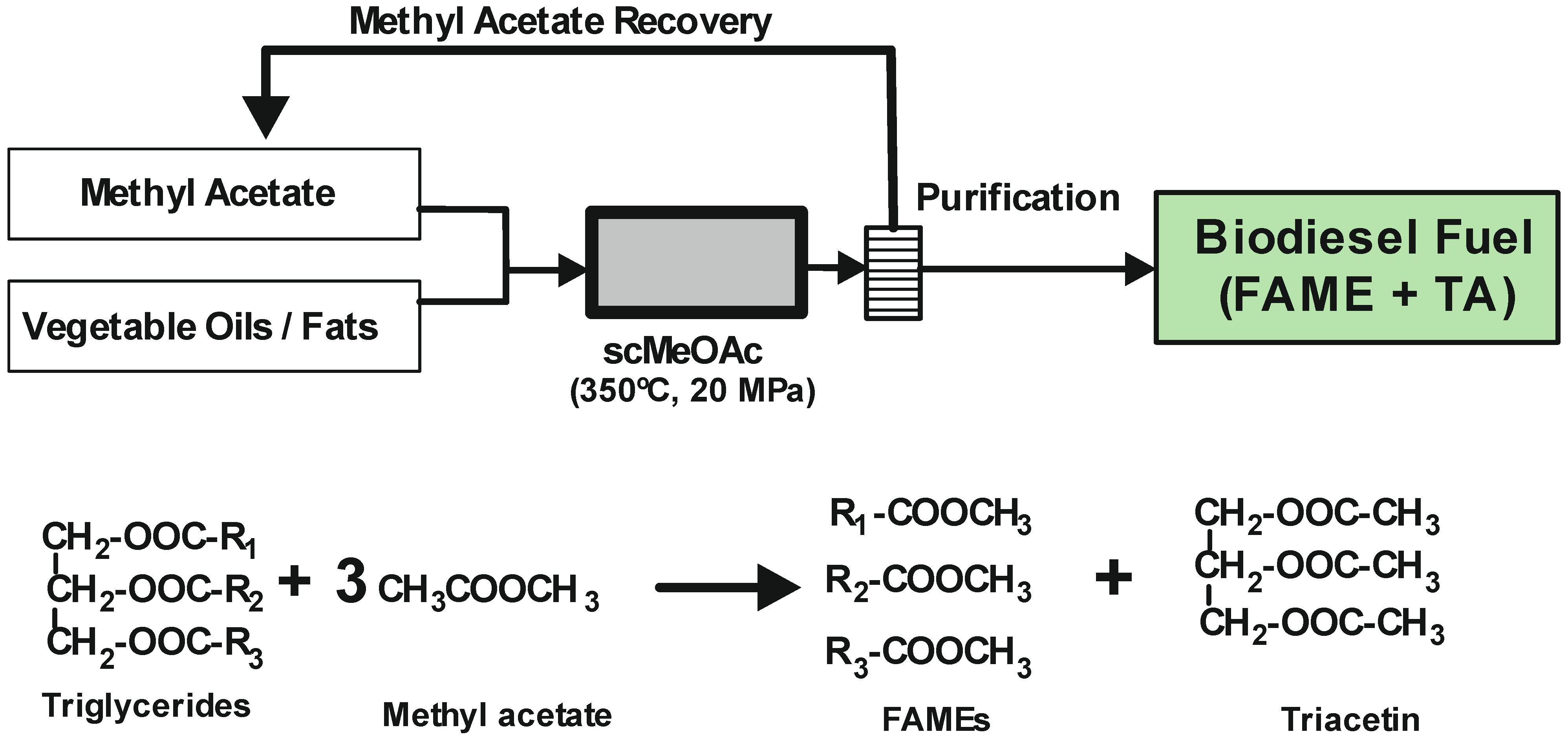
3.2.3. Supercritical Carboxylate Esters

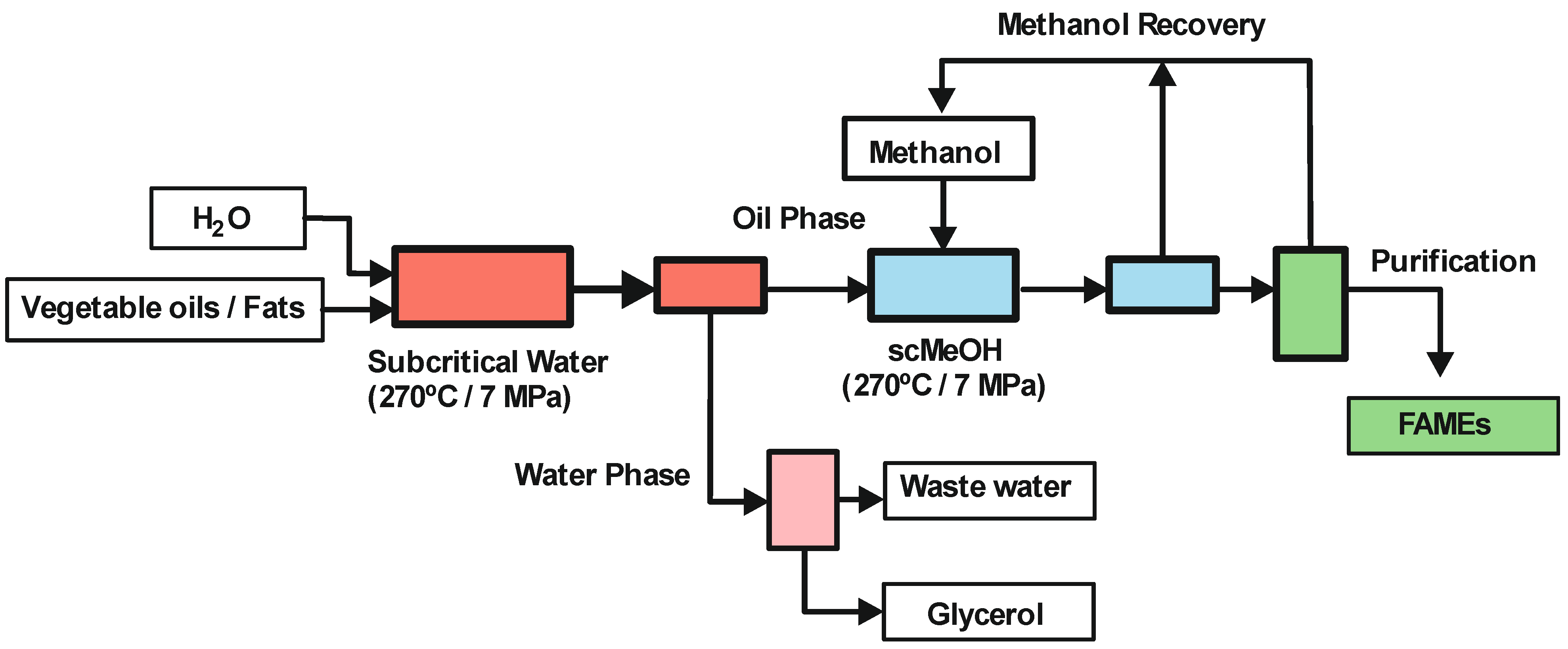
3.3. Two-step SCFs Process for Non-Catalytic Biodiesel Synthesis


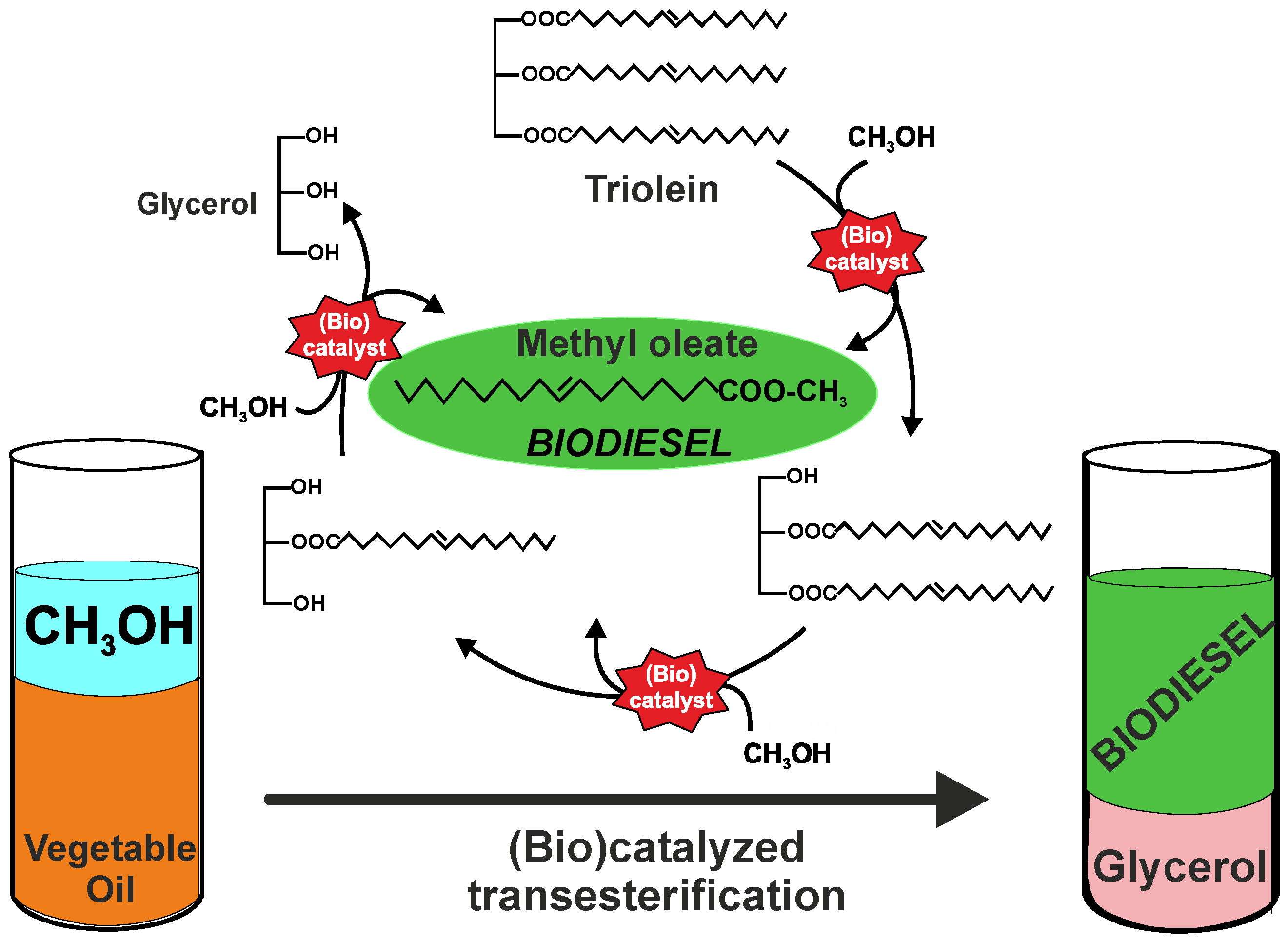
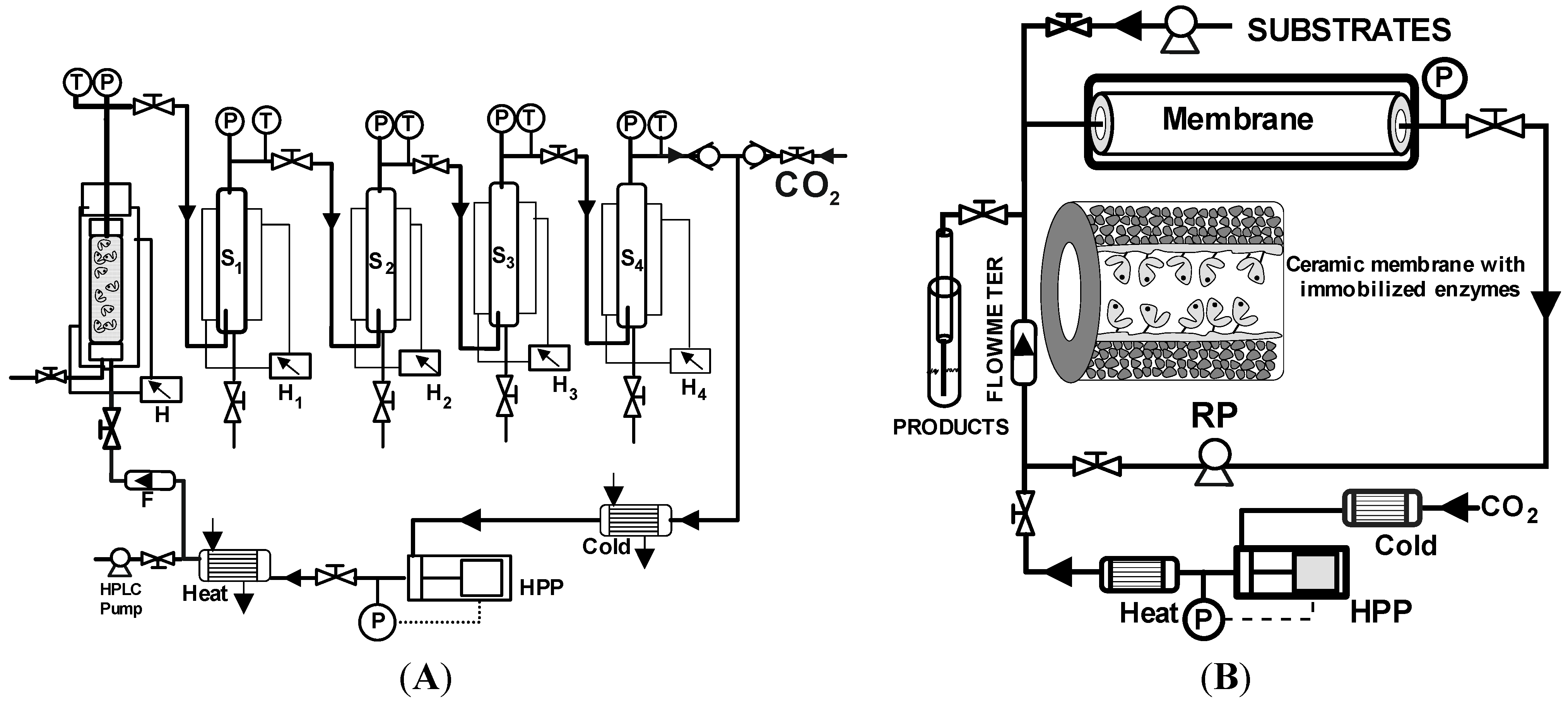
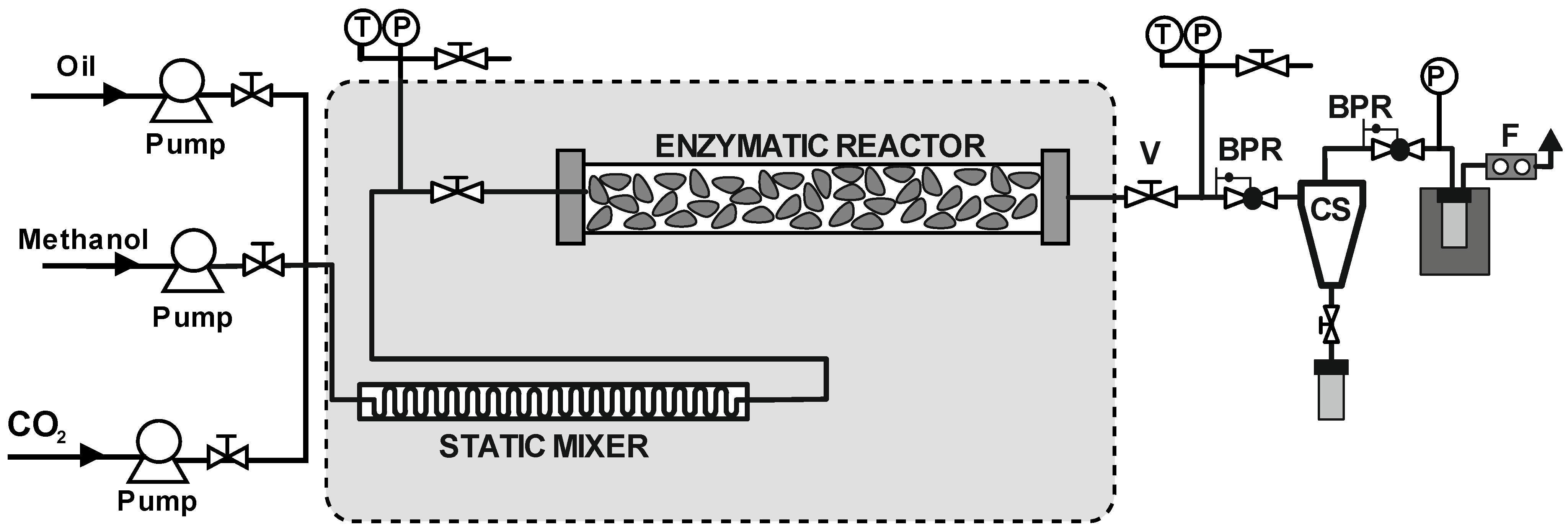
4. Biocatalytic Synthesis of Biodiesel in Supercritical Fluids


5. Future Trends
Acknowledgments
References
- Shahid, E.M.; Jamal, Y. Production of biodiesel: A technical review. Renew. Sust. Energ. Rev. 2011, 15, 4732–4745. [Google Scholar]
- Dupont, J.; Suarez, P.A.Z.; Meneghetti, M.R.; Meneghetti, S.M.P. Catalytic production of biodiesel and diesel-like hydrocarbons from triglycerides. Energ. Environ. Sci. 2009, 2, 1258–1265. [Google Scholar] [CrossRef]
- Melero, J.A.; Iglesias, J.; Morales, G. Heterogeneous acid catalysts for biodiesel production. Green Chem. 2009, 11, 1285–1308. [Google Scholar] [CrossRef]
- Leung, D.Y.C.; Wu, X.; Leung, M.K.H. A review on biodiesel production using catalyzed transesterification. Appl. Energ. 2010, 87, 1083–1095. [Google Scholar]
- Rodrigues, R.C.; Fernandez-Lafuente, R. Lipase from Rhizomucor miehei as a biocatalyst in fats and oils modification. J. Mol. Catal. B Enzym. 2010, 66, 15–32. [Google Scholar] [CrossRef]
- Gog, A.; Roman, M.; Tosa, M.; Paizs, C.; Irime, F. Biodiesel production using enzymatic transesterification. Renew. Energ. 2012, 39, 10–16. [Google Scholar]
- Wilson, P. Biotechnological production of biodiesel fuel using biocatalysed ransesterification: A review. Crit. Rev. Biotechnol. 2009, 29, 81–93. [Google Scholar]
- Shimada, Y.; Watanabe, Y.; Samukawa, T.; Sugihara, A.; Noda, H.; Fukuda, H.; Tominaga, Y. Conversion of vegetable oil to biodiesel using immobilized Candida antarctica lipase. J. Am. Oil Chem. Soc. 1999, 76, 789–793. [Google Scholar] [CrossRef]
- Soumanou, M.; Bornscheuer, U.T. Improvement in lipase-catalyzed synthesis of fatty acid methyl esters from sunflower oil. Enzym. Microb. Technol. 2003, 33, 97–103. [Google Scholar] [CrossRef]
- Macario, A.; Moliner, M.; Corma, A.; Giordano, G. Biodiesel production by immobilized lipase on zeolites and related materials. Microporous Mesoporous Mater. 2009, 118, 334–340. [Google Scholar] [CrossRef]
- Wang, X.; Dou, P.; Zhao, P.; Zhao, C.; Ding, Y.; Xu, P. Immobilization of lipases onto magnetic Fe(3)O(4) nanoparticles for application in biodiesel production. ChemSusChem 2009, 2, 947–950. [Google Scholar] [CrossRef]
- Royon, D.; Daz, M.; Ellenrieder, G.; Locatelli, S. Enzymatic production of biodiesel from cotton seed oil using t-butanol as a solvent. Bioresour. Technol. 2007, 98, 648–653. [Google Scholar] [CrossRef]
- Lozano, P.; García Verdugo, E.; Luis, S.V.; Pucheault, M.; Vaultier, M. Bio)catalytic continuous flow processes in scCO2 and/or ILs: Towards sustainable (Bio)catalytic synthetic platforms. Curr. Org. Synth. 2011, 8, 810–823. [Google Scholar]
- Jessop, P.; Leitner, W. Introduction. In Handbook of Green Chemistry-Supercritical Solvents; Anastas, P.T., Leitner, W., Jessop, P., Eds.; Wiley-VCH Verlag GmbH& Co: Weinheim, Germany, 2010; Volume 4, pp. 1–30. [Google Scholar]
- Beckmann, E.J. Supercritical and near-critical CO2 in green chemical synthesis and processing. J. Supercrit. Fluids 2004, 28, 121–191. [Google Scholar] [CrossRef]
- Kruse, A.; Vogel, H. Heterogeneous catalysis in supercritical media—I. Carbon dioxide. Chem. Eng. Technol. 2008, 31, 23–32. [Google Scholar] [CrossRef]
- Burguete, M.I.; García-Verdugo, E.; Luis, S.V. Efficient and selective chemical transformations under flow conditions: The combination of supported catalysts and supercritical fluids. Bilstein J. Org. Chem. 2011, 7, 1347–1359. [Google Scholar] [CrossRef]
- Hobbs, H.R.; Thomas, N.R. Biocatalysis in supercritical fluids, in fluorous solvents, and under solvent-free conditions. Chem. Rev. 2007, 107, 2786–2820. [Google Scholar] [CrossRef]
- Lozano, P. Enzymes in neoteric solvents: From one-phase to multiphase systems. Green Chem. 2010, 12, 555–569. [Google Scholar] [CrossRef]
- Couto, R.; Vidinha, P.; Peres, C.; Ribeiro, A.S.; Ferreira, O.; Oliveira, M.V.; Macedo, E.A.; Loureiro, J.M.; Barreiros, S. Geranyl acetate synthesis in a packed-bed reactor catalyzed by Novozym in supercritical carbon dioxide and in supercritical ethane. Ind. Eng. Chem. Res. 2011, 50, 1938–1946. [Google Scholar]
- Lin, T.J.; Chen, S.W. Enrichment of n-3 polyunsaturated fatty acids into acylglycerols of borage oil via lipase-catalyzed reactions under supercritical conditions. Chem. Eng. J. 2008, 141, 318–326. [Google Scholar]
- Lozano, P.; Diego, T.; Mira, C.; Montague, K.; Vaultier, M.; Iborra, J.L. Long term continuous chemoenzymatic dynamic kinetic resolution of rac-1-phenylethanol using ionic liquids and supercritical carbon dioxide. Green Chem. 2009, 11, 538–542. [Google Scholar] [CrossRef]
- Lozano, P.; Diego, T.; Carrié, D.; Vaultier, M.; Iborra, J.L. Synthesis of glycidyl esters catalyzed by lipases in ionic liquids and supercritical carbon dioxide. J. Mol. Catal. A Chem. 2004, 214, 113–119. [Google Scholar] [CrossRef]
- Kamat, S.; Critchley, G.; Beckman, E.C.; Russell, A.J. Biocatalytic synthesis of acrylates in organic solvents and supercritical fluids. III. Does carbon dioxide covalently modify enzymes? Biotechnol. Bioeng. 1995, 46, 610–620. [Google Scholar] [CrossRef]
- Lozano, P.; Avellaneda, A.; Pascual, R.; Iborra, J.L. Stability of immobilized alpha-chymotrypsin in supercritical carbon dioxide. Biotechnol. Lett. 1996, 18, 1345–1350. [Google Scholar]
- Marty, A.; Combes, D.; Condoret, J.S. Continuous reaction-separation process for enzymatic esterification in supercritical carbon dioxide. Biotechnol. Bioeng. 1994, 43, 497–504. [Google Scholar]
- Lozano, P.; Villora, M.G.; Gómez, D.; Gayo, A.B.; Sánchez-Conesa, J.A.; Rubio, M.; Iborra, J.L. Membrane reactor with immobilized Candida antarctica lipase B for ester synthesis in supercritical carbon dioxide. J. Supercrit. Fluids 2004, 29, 121–128. [Google Scholar] [CrossRef]
- Rios, G.M.; Belleville, M.P.; Paoulucci-Jeanjean, D. Membrane engineering in biotechnology: quo vamus? Trends Biotechnol. 2007, 25, 242–246. [Google Scholar] [CrossRef]
- Knez, Z. Enzymatic reactions in dense gases. J. Supercrit. Fluids 2009, 47, 357–372. [Google Scholar] [CrossRef]
- Rezaei, K.; Temelli, F.; Jenab, E. Effects of pressure and temperature on enzymatic reactions in supercritical fluids. Biotechnol. Adv. 2007, 25, 272–280. [Google Scholar] [CrossRef]
- Dhake, K.P.; Deshmukh, K.M.; Patil, Y.P.; Singhal, R.S.; Bhanage, B.M. Improved activity and stability of Rhizopus oryzae lipase via immobilization for citronellol ester synthesis in supercritical carbon dioxide. J. Biotechnol. 2011, 156, 46–51. [Google Scholar]
- Rezaei, K.; Jenab, E.; Temelli, F. Effects of water on enzyme performance with an emphasis on the reactions in supercritical fluids. Biotechnol. Adv. 2007, 27, 183–195. [Google Scholar]
- Tan, K.T.; Lee, K.T. A review on supercritical fluids technology in sustainable biodiesel production. Renew. Sust. Energ. Rev. 2011, 15, 2452–2456. [Google Scholar] [CrossRef]
- Johnson, D.T.; Taconi, K.A. The glycerin glut: Options for the value-added conversion of crude glycerol resulting from biodiesel production. Environ. Prog. 2007, 26, 338–348. [Google Scholar] [CrossRef]
- Imahara, H.; Minami, E.; Hari, S.; Saka, S. Thermal stability of biodiesel in supercritical methanol. Fuel 2008, 8, 1–6. [Google Scholar]
- Niza, N.M.; Tan, K.T.; Lee, K.T.; Ahmad, Z. Biodiesel production by non-catalytic supercritical methyl acetate: Thermal stability study. Appl. Energy. 2012. Available online: http://dx.doi.org/10.1016/j.apenergy.2012.03.033 (accessed on 26 April 2012).
- Diaz, M.S.; Espinosa, S.; Brignole, E.A. Model-based cost minimization in noncatalytic biodiesel production plants. Energ. Fuel 2009, 23, 5587–5595. [Google Scholar]
- Da Silva, C.; de Castilhos, F.; Oliveira, J.V.; Filho, L.C. Continuous production of soybean biodiesel with compressed ethanol in a microtube reactor. Fuel Process. Technol. 2010, 91, 1274–1281. [Google Scholar] [CrossRef]
- Trentin, C.M.; Lima, A.P.; Alkimim, I.P.; da Silva, C.; de Castilhos, F.; Mazutti, M.A.; Oliveira, J.V. Continuous catalyst-free production of fatty acid ethyl esters from soybean oil in microtube reactor using supercritical carbon dioxide as co-solvent. J. Supercrit. Fluids 2011, 56, 283–291. [Google Scholar] [CrossRef]
- Sawangkeaw, R.; Bunyakiat, K.; Ngamprasertsith, S. Continuous production of biodiesel with supercritical methanol: Optimization of a scale-up plug flow reactor by response surface methodology. Fuel Process. Technol. 2011, 92, 2285–2292. [Google Scholar] [CrossRef]
- Maaira, J.; Santana, A.; Recasens, F.; Angeles Larrayoz, M. Biodiesel production using supercritical methanol/carbon dioxide mixtures in a continuous reactor. Fuel 2011, 90, 2280–2288. [Google Scholar] [CrossRef]
- Anitescu, G.; Bruno, T.J. Fluid properties needed in supercritical transesterification of triglyceride feedstocks to biodiesel fuels for efficient and clean combustion: A review. J. Supercrit. Fluids 2012, 63, 133–149. [Google Scholar] [CrossRef]
- Wen, D.; Jiang, H.; Zhang, K. Supercritical fluids technology for clean biofuel production. Prog. Nat. Sci. 2009, 19, 273–284. [Google Scholar] [CrossRef]
- Lee, J.-S.; Saka, S. Biodiesel production by heterogeneous catalysts and supercritical technologies. Bioresour. Technol. 2010, 101, 7191–7200. [Google Scholar]
- Tan, K.T.; Lee, K.T. A review on supercritical fluids (SCF) technology in sustainable biodiesel production: Potential and challenges. Renew. Sust. Energy Rev. 2011, 15, 2452–2456. [Google Scholar] [CrossRef]
- Saka, S.; Kusdiana, D. Biodiesel fuel from rapeseed oil as prepared in supercritical methanol. Fuel 2001, 80, 225–231. [Google Scholar] [CrossRef]
- Hiejima, Y.; Kajihara, Y.; Kohno, H.; Yao, M. Dielectric relaxation measurements on methanol up to the supercritical region. J. Phys. Condens. Matter 2001, 13, 10307–10320. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Benmore, C.J.; Soper, A.K. The structure of subcritical and supercritical methanol by neutron diffraction, emperical potential structure refinement, and spherical harmonic analysis. J. Chem. Phys. 2000, 112, 8976–8987. [Google Scholar] [CrossRef]
- Wu, X.; Chen, Y.; Yamaguchi, T. Hydrogen bonding in methanol studied by infrared spectroscopy. J. Mol. Spec. 2007, 246, 187–191. [Google Scholar]
- Kusdiana, D.; Saka, S. Kinetics of transesterification in rapeseed oil to biodiesel fuel as treated in supercritical methanol. Fuel 2001, 80, 693–698. [Google Scholar]
- Dasari, M.A.; Goff, M.J.; Suppes, G.J. Noncatalytic alcoholysis kinetics of soybean oil. J. Am. Oil Chem. Soc. 2003, 80, 189–192. [Google Scholar] [CrossRef]
- Anitescu, G.; Deshpande, A.; Tavlarides, L.L. Integrated technology for supercritical biodiesel production and power cogeneration. Energy Fuel 2008, 22, 1391–1399. [Google Scholar]
- Pinnarat, T.; Savage, P.E. Assessment of noncatalytic biodiesel synthesis using supercritical reaction conditions. Ind. Eng. Chem. Res. 2008, 47, 6801–6808. [Google Scholar] [CrossRef]
- Marulanda, V.; Anitescu, G.; Tavlarides, L.L. Investigations on supercritical transesterification of chicken fat for biodiesel production from low-cost lipid feedstocks. J. Supercrit. Fluids 2010, 54, 53–60. [Google Scholar] [CrossRef]
- Hegel, P.; Mabe, G.; Pereda, S.; Brignole, E.A. Phase transitions in a biodiesel reactor using supercritical methanol. Ind. Eng. Chem. Res. 2007, 46, 6360–6365. [Google Scholar]
- Sawangkeaw, R.; Teeravitud, S.; Bunyakiat, K.; Ngamprasertsith, S. Biofuel production from palm oil with supercritical alcohols: Effects of the alcohol to oil molar ratios on the biofuel chemical composition and properties. Bioresour. Technol. 2011, 102, 10704–10710. [Google Scholar]
- Bunyakiat, K.; Makmee, S.; Sawangkeaw, R.; Ngamprasertsith, S. Continuous production of biodiesel via transesterification from vegetable oils in supercritical methanol. Energy Fuel 2006, 20, 812–817. [Google Scholar]
- Cao, W.; Han, H.; Zhang, J. Preparation of biodiesel from soybean oil using supercritical methanol and co-solvent. Fuel 2005, 84, 347–351. [Google Scholar] [CrossRef]
- Han, H.; Cao, W.; Zhang, J. Preparation of biodiesel from soybean oil using supercritical methanol and CO2 as co-solvent. Process Biochem. 2005, 40, 3148–3151. [Google Scholar] [CrossRef]
- Santana, A.; Maçaira, J.; Larrayoz, M.A. Continuous production of biodiesel from vegetable oil using supercritical ethanol/carbon dioxide mixtures. Fuel Process. Technol. 2012, 96, 214–219. [Google Scholar] [CrossRef]
- Jomtib, N.; Prommuak, C.; Goto, M.; Sasaki, M.; Shotipruk, A. Effect of co-solvents on transesterification of refined palm oil in supercritical methanol. Eng. J. 2011, 15, 49–58. [Google Scholar] [CrossRef]
- Kusdiana, D.; Saka, S. Effects of water on biodiesel production by supercritical methanol treatment. Bioresour. Technol. 2004, 91, 289–295. [Google Scholar] [CrossRef]
- Ilham, Z.; Saka, S. Dimethyl carbonate as potential reactant in non-catalytic biodiesel production by supercritical method. Bioresour. Technol. 2009, 100, 1793–1796. [Google Scholar] [CrossRef] [Green Version]
- Tan, K.T.; Lee, K.T.; Mohamed, A.R. Optimization of supercritical dimethyl carbonate (SCDMC) technology for the production of biodiesel and value-added glycerol carbonate. Fuel 2010, 89, 3833–3839. [Google Scholar]
- Ilham, Z.; Saka, S. Two-step supercritical dimethyl carbonate method for biodiesel production from Jatropha curcas oil. Bioresour. Technol. 2010, 101, 2735–2740. [Google Scholar] [CrossRef] [Green Version]
- Ochoa-Gómez, J.R.; Gómez-Jiménez-Aberasturi, O.; Ramírez-López, C.; Belsué, M. A brief review on industrial alternatives for the manufacturing of glycerol carbonate, a green chemical. Org. Process Res. Dev. 2012, 16, 389–399. [Google Scholar]
- Ilham, Z.; Saka, S. Optimization of supercritical dimethyl carbonate method for biodiesel production. Fuel 2012, 97, 670–677. [Google Scholar] [CrossRef] [Green Version]
- Ilham, Z.; Saka, S. Production of biodiesel with glycerol carbonate by non-catalytic supercritical dimethyl carbonate. Lipid Technol. 2011, 23, 10–13. [Google Scholar] [CrossRef]
- Saka, S. Manufacturing Method for Fatty Acid Methyl Esters. JPN Patent 4378534.
- Saka, S.; Isayama, Y. A new process for catalyst-free production of biodiesel using supercritical methyl acetate. Fuel 2009, 88, 1307–1313. [Google Scholar] [CrossRef] [Green Version]
- Goembira, F.; Matsuura, K.; Saka, S. Biodiesel production from rapeseed oil by various supercritical carboxylate esters. Fuel 2012, 97, 373–378. [Google Scholar] [Green Version]
- Campanelli, P.; Banchero, M.; Manna, L. Synthesis of biodiesel from edible, non-edible and waste cooking oils via supercritical methyl acetate transesterification. Fuel 2010, 89, 3675–3682. [Google Scholar] [CrossRef]
- Weingartner, H.; Franck, E.U. Supercritical water as a solvent. Angew. Chem. Int. Ed. 2005, 44, 2672–2692. [Google Scholar] [CrossRef]
- Minami, E.; Saka, S. Kinetics of hydrolysis and methyl esterification for biodiesel production in two-step supercritical methanol process. Fuel 2006, 85, 2479–2483. [Google Scholar]
- Ilham, Z.; Saka, S. Glycerol to Value-added Glycerol Carbonate in the Two-step Supercritical Dimethyl Carbonate. In Zero-Carbon Energy Kyoto Proceedings of the Second International Symposium of Global COE Program “Energy Science in the Age of Global Warming—Toward CO2 Zero-emission Energy System”; Yao, T., Ed.; Springer: Berlin, Germany, 2010; pp. 153–158, Series: Green Energy and Technology. [Google Scholar]
- Saka, S.; Isayama, Y.; Ilham, Z.; Jiayu, X. New process for catalyst-free biodiesel production using subcritical acetic acid and supercritical methanol. Fuel 2010, 89, 1442–1446. [Google Scholar] [CrossRef] [Green Version]
- Ciftci, O.N.; Temelli, F. Continuous production of fatty acid methyl esters from corn oil in a supercritical carbon dioxide bioreactor. J. Supercrit. Fluids 2011, 58, 79–87. [Google Scholar] [CrossRef]
- De Lucas, A.; Gracia, I.; Rincon, J.; Garcia, M.T. Solubility determination and model prediction of olive husk oil in supercritical carbon dioxide and cosolvents. Ind. Eng. Chem. Res. 2007, 46, 5061–5066. [Google Scholar]
- Pinto, L.F.; Silva, D.I.S.; Silva, F.R.; Ramos, L.P.; Ndiaye, P.P.; Corazza, M.L. Phase equilibrium data and thermodynamic modeling of the system (CO2+biodiesel+methanol) at high pressures. J. Chem. Thermodyn. 2012, 44, 57–65. [Google Scholar]
- Araujo, O.A.S.; Silva, F.R.; Ramos, L.P.; Lenzi, M.K.; Ndiaye, P.M.; Corazza, M.L. Phase behavior measurements for the system (carbon dioxide+biodiesel+ethanol) at high pressures. J. Chem. Thermodyn. 2012, 47, 412–419. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, S.B.; Kang, S.W.; Song, Y.S.; Park, C.; Han, S.O.; Kim, S.K. Biodiesel production by a mixture of Candida rugosa and Rhizopus oryzae lipases using a supercritical carbon dioxide process. Bioresour. Technol. 2011, 102, 2105–2108. [Google Scholar] [CrossRef]
- Lee, M.; Lee, D.; Cho, J.K.; Cho, J.; Han, J.; Park, C.; Kim, S. Improved high-pressure enzymatic biodiesel batch synthesis in near-critical carbon dioxide. Bioproc. Biosyst. Eng. 2012, 35, 105–113. [Google Scholar] [CrossRef]
- Jackson, M.A.; King, J.W. Methanolysis of seed oils in flowing supercritical carbon dioxide. J. Am. Oil Chem. Soc. 1996, 73, 353–356. [Google Scholar] [CrossRef]
- Rodrigues, A.R.; Pavia, A.; Gomes da Silva, M.; Simoes, P.; Barreiros, S. Continuous enzymatic production of biodiesel from virgin and waste sunflower oil in supercritical carbon dioxide. J. Supercrit. Fluids 2011, 56, 259–264. [Google Scholar] [CrossRef]
- Dalla Rosa, C.; Morandim, M.B.; Ninow, J.L.; Oliveira, D.; Treichel, H.; Vladimir Oliveira, J. Continuous lipase-catalyzed production of fatty acid ethyl esters from soybean oil in compressed fluids. Bioresour. Technol. 2009, 100, 5818–5826. [Google Scholar] [CrossRef]
- Dalla Rosa, C.; Morandim, M.B.; Ninow, J.L.; Oliveira, D.; Treichel, H.; Vladimir Oliveira, J. Lipase catalyzed production of fatty acid ethyl esters from soybean oil in compressed propane. J. Supercrit. Fluids 2008, 47, 49–53. [Google Scholar] [CrossRef]
- Lozano, P.; Bernal, J.M.; Vaultier, M. Towards continuous sustainable processes for enzymatic synthesis of biodiesel in hydrophobic ionic liquids/supercritical carbon dioxide biphasic systems. Fuel 2011, 90, 3461–3467. [Google Scholar] [CrossRef]
- Costa, A.E.; Santana, A.; Quadri, M.B.; Machado, R.A.F.; Recasens, F.; Larrayoz, M.A. Glycerol desorption from ion exchange and adsorbent resin using supercritical fluid technology: An optimization study. J. Supercrit. Fluids 2011, 58, 226–232. [Google Scholar] [CrossRef]
- Burguete, M.I.; Erythropel, H.; Garcia-Verdugo, E.; Luis, S.V.; Sans, V. Base supported ionic liquid-like phases as catalysts for the batch and continuous-flow Henry reaction. Green Chem. 2008, 10, 401–407. [Google Scholar]
- Sans, V.; Karbass, N.; Burguete, M.I.; Compañ, V.; Garcia-Verdugo, E.; Luis, S.V.; Pawlak, M. Polymer-supported ionic-liquid-like phases (SILLPs): Transferring ionic liquid properties to polymeric matrices. Chem. Eur. J. 2011, 17, 1894–1906. [Google Scholar]
- Lozano, P.; Garcia-Verdugo, E.; Piamtongkam, R.; Karbass, N.; de Diego, T.; Burguete, M.I.; Luis, S.V.; Iborra, J.L. Bioreactors based on monolith-supported ionic liquid phase for enzyme catalysis in supercritical carbon dioxide. Adv. Synth. Catal. 2007, 349, 1077–1084. [Google Scholar] [CrossRef]
- Lozano, P.; García-Verdugo, E.; Karbass, N.; Montague, K.; de Diego, T.; Burguete, M.I.; Luis, S.V. Supported Ionic Liquid-Like Phases (SILLPs) for enzymatic processes: Continuous KR and DKR in SILLP-scCO2 systems. Green Chem. 2010, 12, 1803–1810. [Google Scholar] [CrossRef]
- Lozano, P.; García-Verdugo, E.; Bernal, J.M.; Izquierdo, D.F.; Burguete, M.I.; Sanchez-Gomez, G.; Luis, S.V. Immobilized lipase onto structured supports containing covalently attached ionic liquids for continuous synthesis of biodiesel in scCO2. ChemSusChem 2012, 5, 790–798. [Google Scholar]
© 2012 by the authors; licensee MDPI, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Bernal, J.M.; Lozano, P.; García-Verdugo, E.; Burguete, M.I.; Sánchez-Gómez, G.; López-López, G.; Pucheault, M.; Vaultier, M.; Luis, S.V. Supercritical Synthesis of Biodiesel. Molecules 2012, 17, 8696-8719. https://doi.org/10.3390/molecules17078696
Bernal JM, Lozano P, García-Verdugo E, Burguete MI, Sánchez-Gómez G, López-López G, Pucheault M, Vaultier M, Luis SV. Supercritical Synthesis of Biodiesel. Molecules. 2012; 17(7):8696-8719. https://doi.org/10.3390/molecules17078696
Chicago/Turabian StyleBernal, Juana M., Pedro Lozano, Eduardo García-Verdugo, M. Isabel Burguete, Gregorio Sánchez-Gómez, Gregorio López-López, Mathieu Pucheault, Michel Vaultier, and Santiago V. Luis. 2012. "Supercritical Synthesis of Biodiesel" Molecules 17, no. 7: 8696-8719. https://doi.org/10.3390/molecules17078696