Beneficiation and Purification of Tungsten and Cassiterite Minerals Using Pb–BHA Complexes Flotation and Centrifugal Separation


 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Flotation Tests of Pure Minerals
2.3. Gravity Separation
2.4. Pilot Scale Tests
2.5. Analytical Techniques
3. Results and Discussions
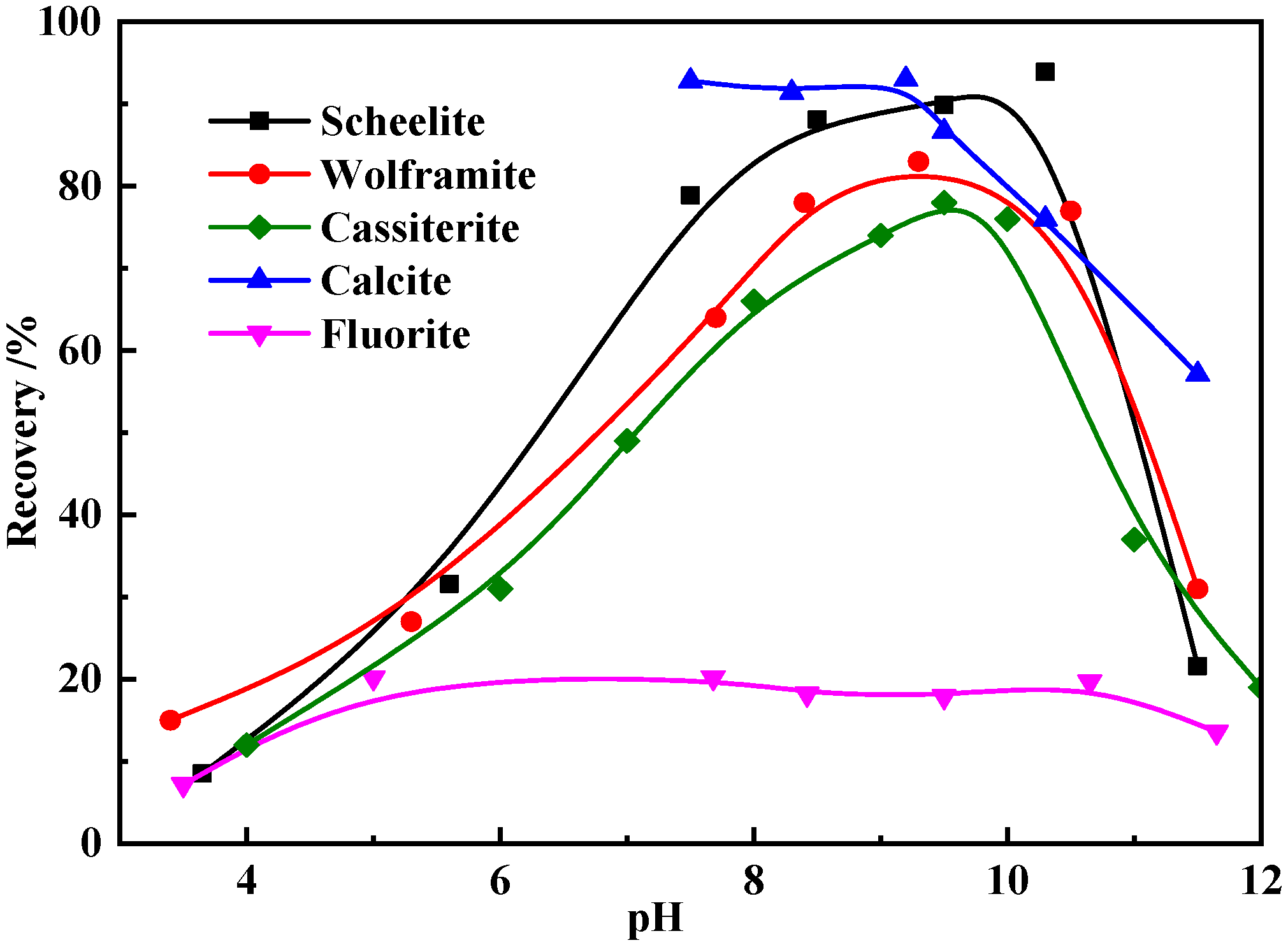
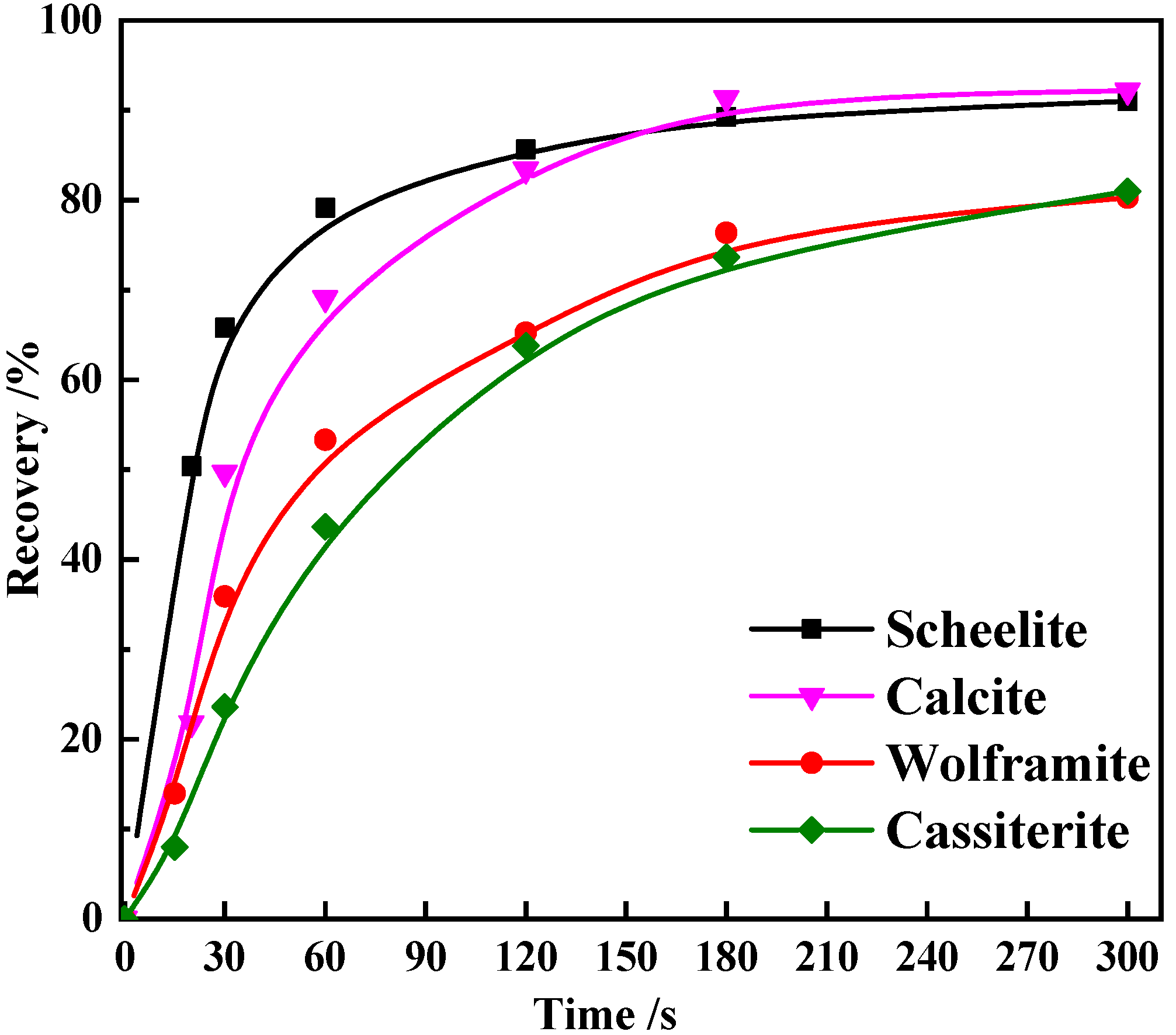
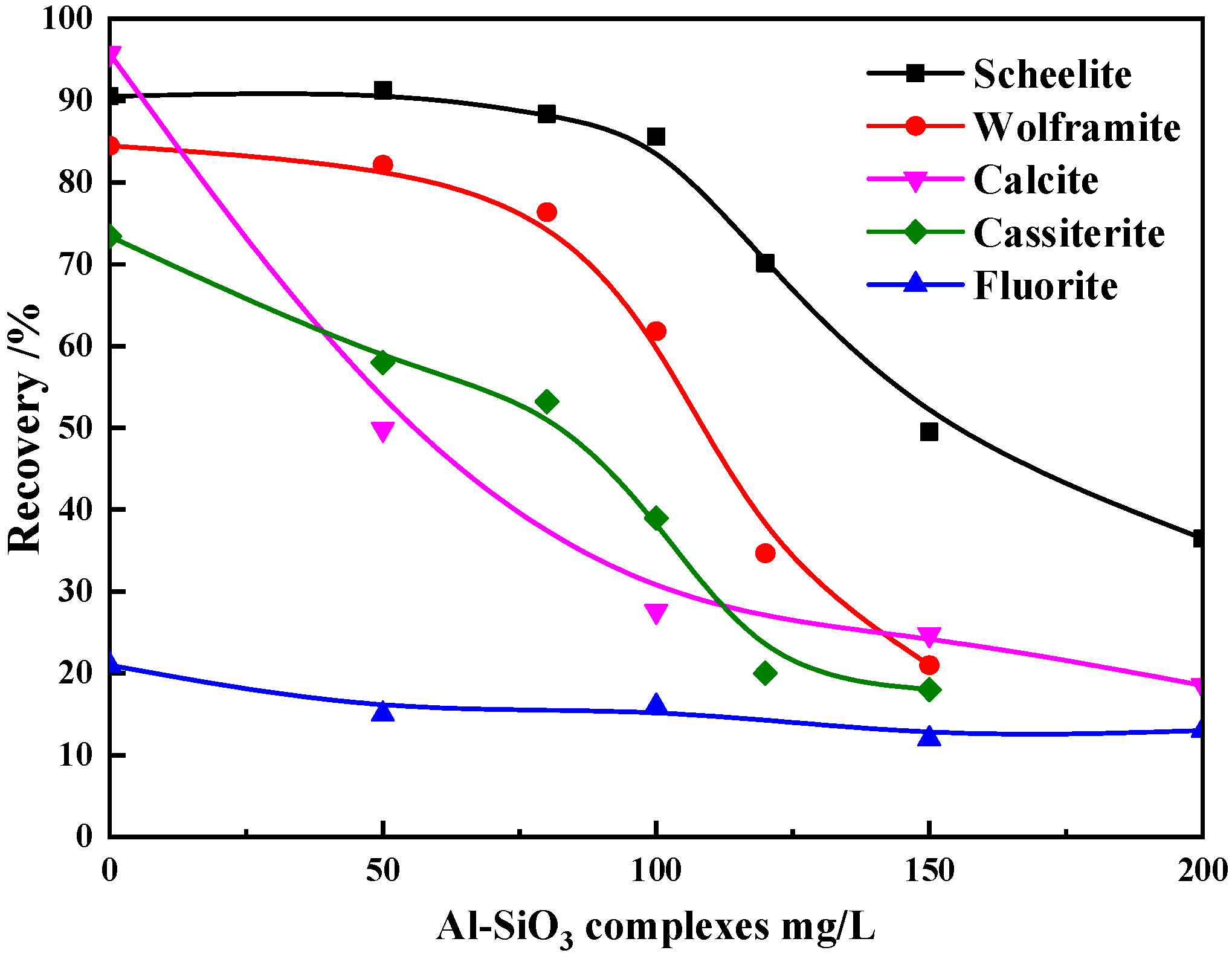
3.1. Flotation Tests in Lab
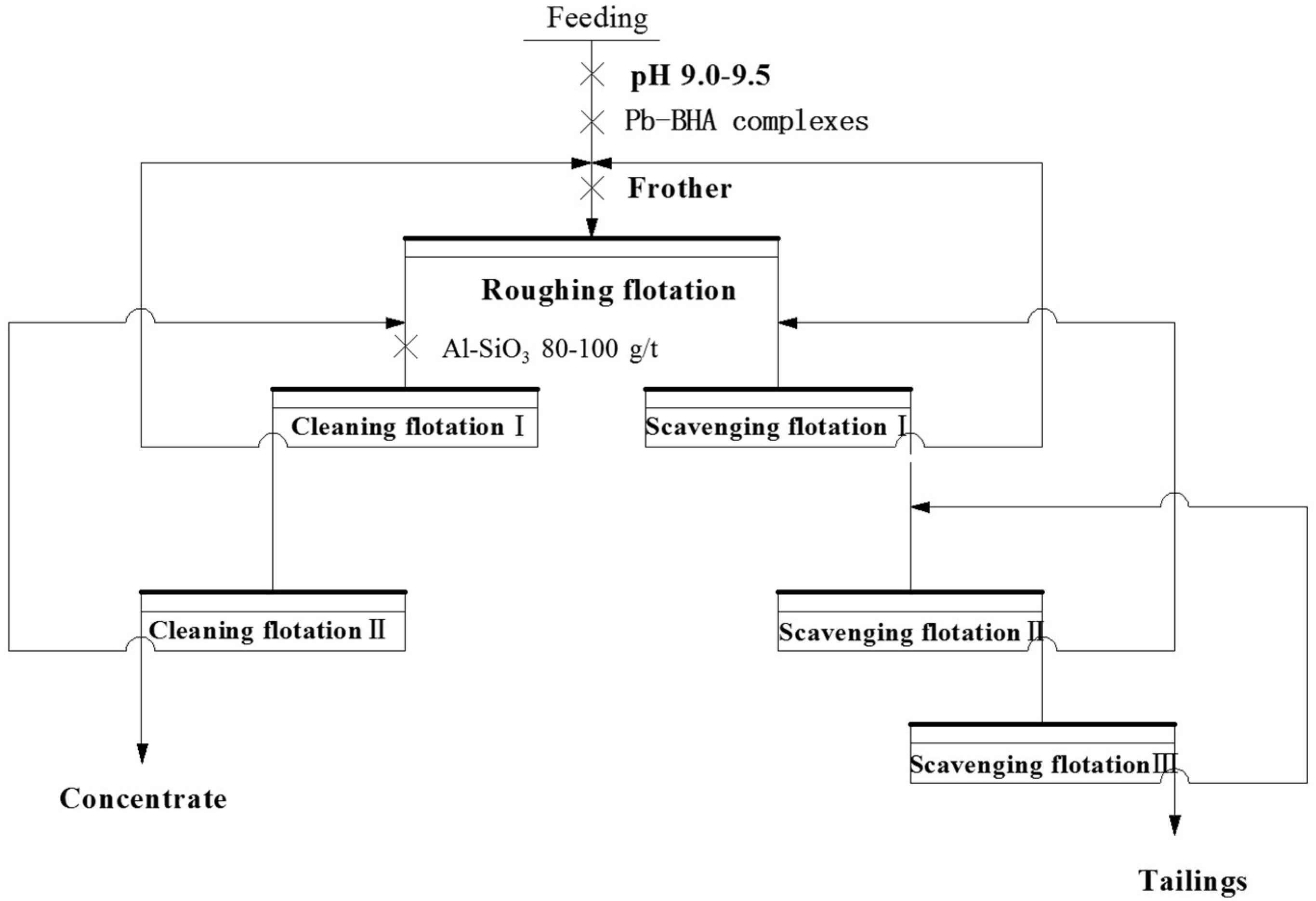
3.2. Flotation in Pilot Scale Tests
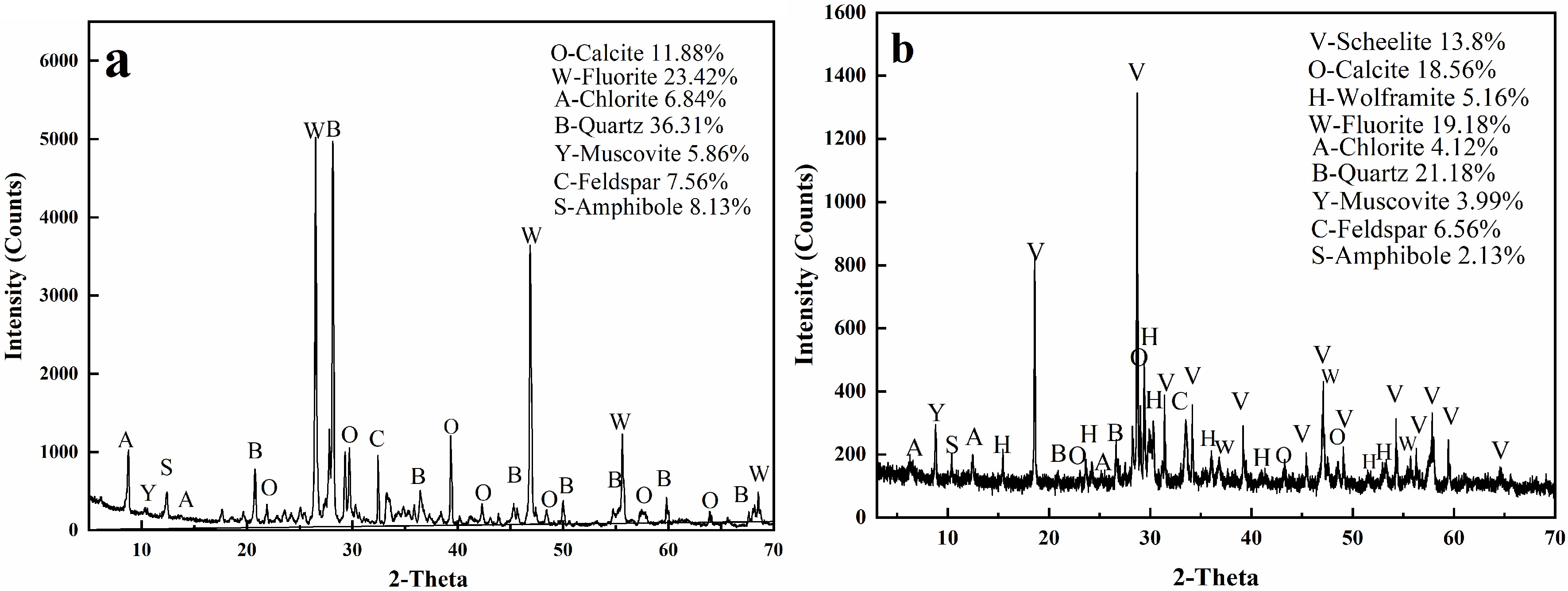
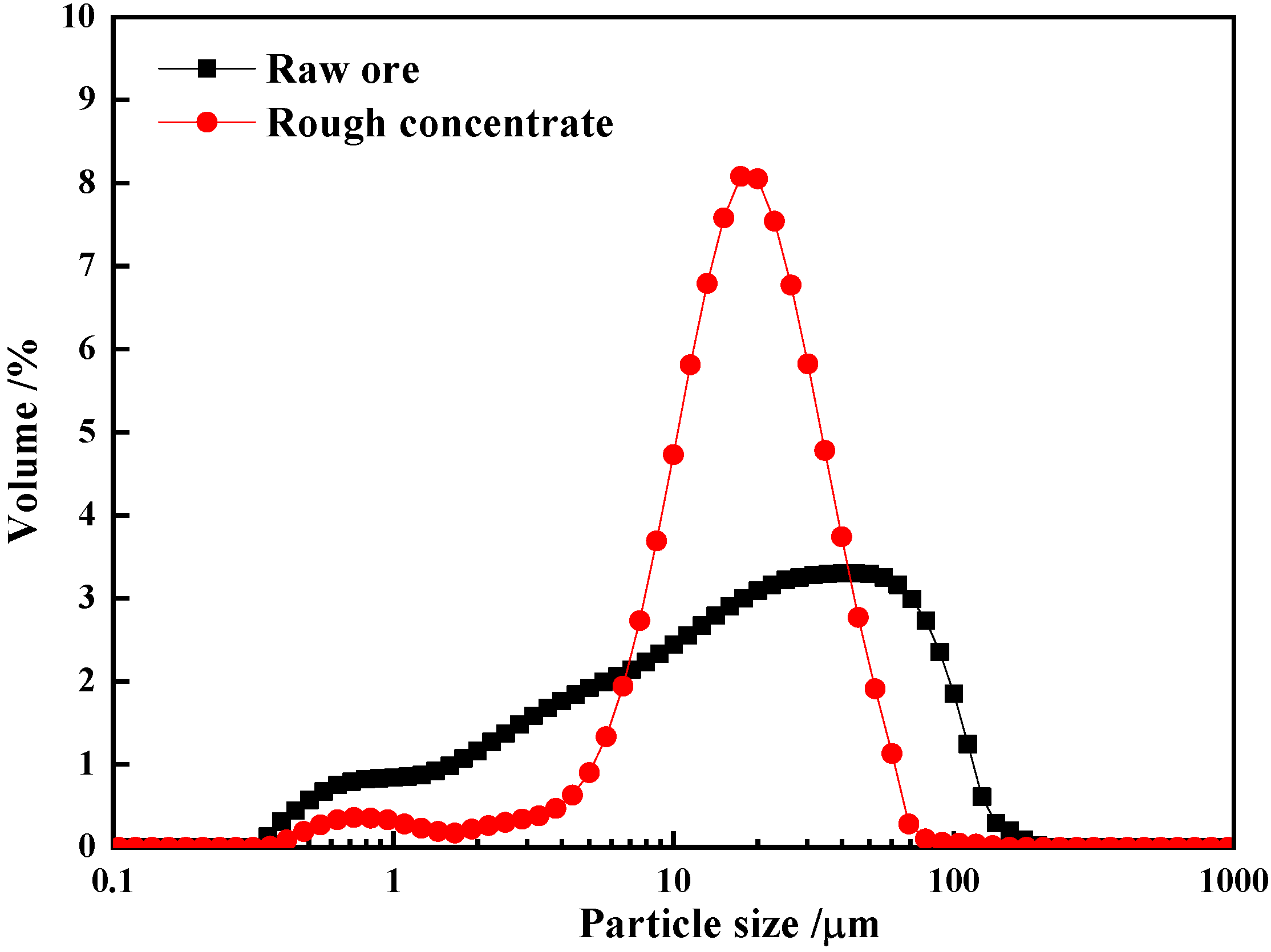
3.3. Mineral Composition and Characters of the Rougher Concentrate
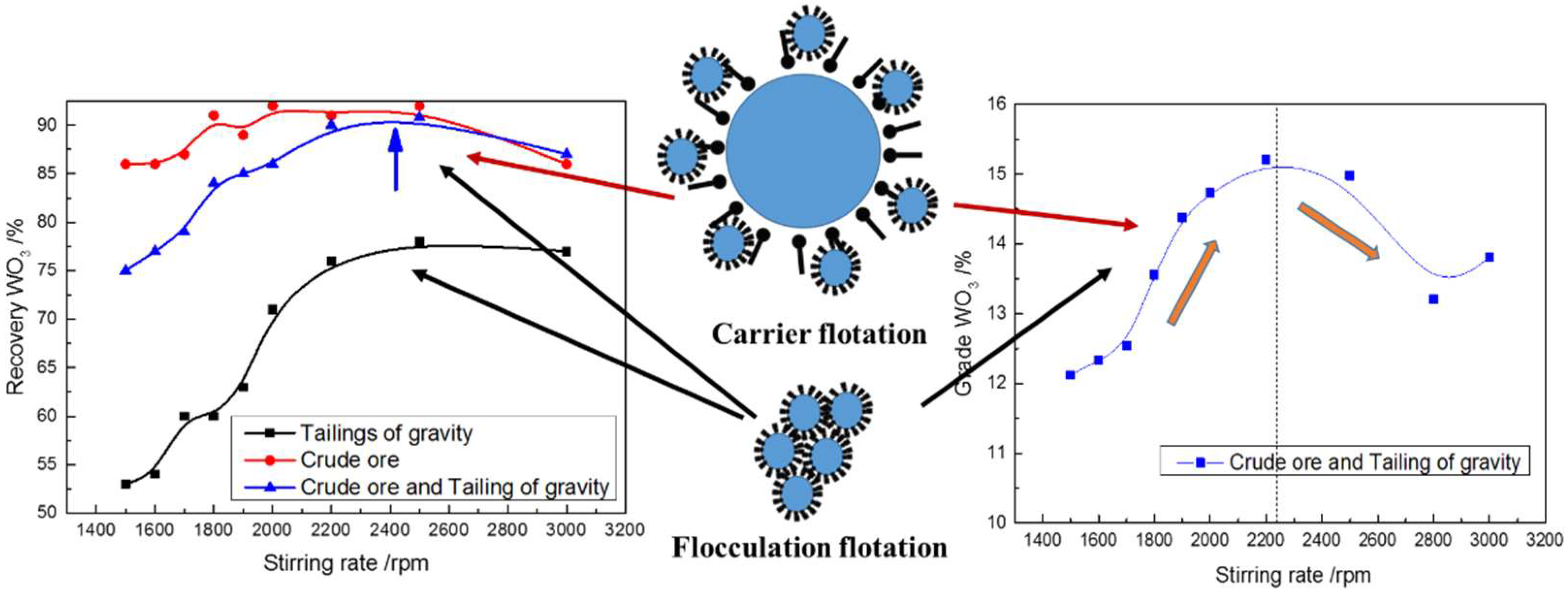
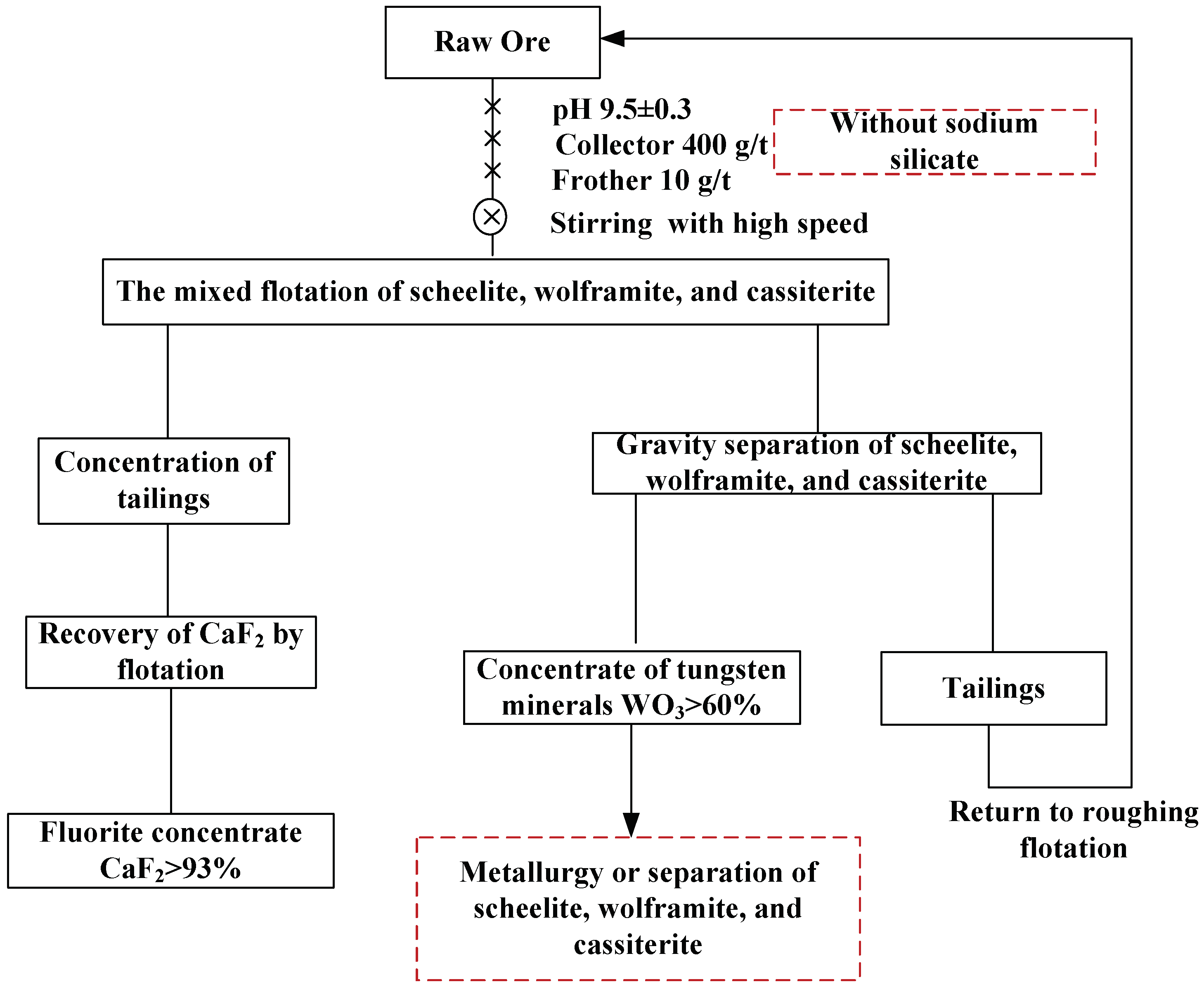
3.4. Flotation and Gravity Separation Combination in Pilot Scale Tests
4. Conclusions
Reference
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yin, W.-Z.; Wang, J.-Z. Effects of particle size and particle interactions on scheelite flotation. Trans. Nonferr. Met. Soc. China 2014, 24, 3682–3687. [Google Scholar] [CrossRef]
- Sun, W.; Ma, L.; Hu, Y.; Dong, Y.; Zhang, G. Hydrogen bubble flotation of fine minerals containing calcium. Min. Sci. Technol. China 2011, 21, 591–597. [Google Scholar] [CrossRef]
- Gao, Z.; Bai, D.; Sun, W.; Cao, X.; Hu, Y. Selective flotation of scheelite from calcite and fluorite using a collector mixture. Min. Eng. 2015, 72, 23–26. [Google Scholar] [CrossRef]
- Gao, Z.; Sun, W.; Hu, Y. New insights into the dodecylamine adsorption on scheelite and calcite: An adsorption model. Min. Eng. 2015, 79, 54–61. [Google Scholar] [CrossRef]
- Deng, L.; Zhong, H.; Wang, S.; Liu, G. A novel surfactant N-(6-(hydroxyamino)-6-oxohexyl) octanamide: Synthesis and flotation mechanisms to wolframite. Sep. Purif. Technol. 2015, 145, 8–16. [Google Scholar] [CrossRef]
- Deng, L.; Zhao, G.; Zhong, H.; Wang, S.; Liu, G. Investigation on the selectivity of N-((hydroxyamino)-alkyl) alkylamide surfactants for scheelite/calcite flotation separation. J. Ind. Eng. Chem. 2016, 33, 131–141. [Google Scholar] [CrossRef]
- Bo, F.; Luo, X.; Wang, J.; Wang, P. The flotation separation of scheelite from calcite using acidified sodium silicate as depressant. Miner. Eng. 2015, 80, 45–49. [Google Scholar] [CrossRef]
- Gao, Y.; Gao, Z.; Sun, W.; Yin, Z.; Wang, J.; Hu, Y. Adsorption of a novel reagent scheme on scheelite and calcite causing an effective flotation separation. J. Colloid Interface Sci. 2018, 512, 39–46. [Google Scholar] [CrossRef]
- Han, H.; Hu, Y.; Sun, W.; Li, X.; Cao, C.; Liu, R.; Yue, T.; Meng, X.; Guo, Y.; Wang, J. Fatty acid flotation versus BHA flotation of tungsten minerals and their performance in flotation practice. Int. J. Miner. Process. 2017, 159, 22–29. [Google Scholar] [CrossRef]
- Han, H.-S.; Liu, W.-L.; Hu, Y.-H.; Sun, W.; Li, X.-D. A novel flotation scheme: Selective flotation of tungsten minerals from calcium minerals using Pb–BHA complexes in Shizhuyuan. Rare Met. 2017, 36, 533–540. [Google Scholar] [CrossRef]
- Tian, M.; Hu, Y.; Sun, W.; Liu, R. Study on the mechanism and application of a novel collector-complexes in cassiterite flotation. Colloids Surf. A Physicochem. Eng. Asp. 2017, 522, 635–641. [Google Scholar] [CrossRef]
- Shi, Q.; Feng, Q.; Zhang, G.; Deng, H. A novel method to improve depressants actions on calcite flotation. Miner. Eng. 2014, 55, 186–189. [Google Scholar] [CrossRef]
- Veloso, C.; Filippov, L.; Filippova, I.; Ouvrard, S.; Araujo, A. Investigation of the interaction mechanism of depressants in the reverse cationic flotation of complex iron ores. Miner. Eng. 2018, 125, 133–139. [Google Scholar] [CrossRef]
- Yu, J.; Ge, Y.; Guo, X.; Guo, W. The depression effect and mechanism of NSFC on dolomite in the flotation of phosphate ore. Sep. Purif. Technol. 2016, 161, 88–95. [Google Scholar] [CrossRef]
- Falconer, A. Gravity Separation: Old Technique/New Methods. Phys. Sep. Sci. Eng. 2003, 12, 31–48. [Google Scholar] [CrossRef] [Green Version]
- Mukherjee, A.K. A new method for evaluation of gravity separation processes. Miner. Process. Extr. Metall. Rev. 2009, 30, 191–210. [Google Scholar] [CrossRef]
- Qin, G.-L.; Wang, C.-X.; Yang, B. Test research on fine slime tin tailing of changpo plant china tin group with using hang and vibrate of cone concentrator. Min. Metall. 2011, 2, 33–36. [Google Scholar]
- El-Midany, A.A.; Ibrahim, S.S. Does calcite content affect its separation from celestite by Falcon concentrator? Powder Technol. 2011, 213, 41–47. [Google Scholar] [CrossRef]
- Liu, C.; Feng, Q.; Zhang, G.; Chen, W.; Chen, Y. Effect of depressants in the selective flotation of scheelite and calcite using oxidized paraffin soap as collector. Int. J. Min. Process. 2016, 157, 210–215. [Google Scholar] [CrossRef]
- Khayar, M.; Bessière, J. Study of the adsorption of collectors and depressants onto calcite by high frequency dielectric measurements. Int. J. Min. Process. 2017, 166, 1–6. [Google Scholar] [CrossRef]
- Yue, T.; Han, H.; Hu, Y.; Sun, W.; Li, X.; Liu, R.; Gao, Z.; Wang, L.; Chen, P.; Zhang, C. New Insights into the Role of Pb–BHA Complexes in the Flotation of Tungsten Minerals. JOM 2017, 69, 2345–2351. [Google Scholar] [CrossRef]
- Wei, Z.; Hu, Y.; Han, H.; Sun, W.; Wang, R.; Wang, J. Selective flotation of scheelite from calcite using Al-Na2SiO3 polymer as depressant and Pb–BHA complexes as collector. Miner. Eng. 2018, 120, 29–34. [Google Scholar] [CrossRef]
- Gao, Z.; Hu, Y.; Sun, W.; Drelich, J.W. Surface-charge anisotropy of scheelite crystals. Langmuir 2016, 32, 6282–6288. [Google Scholar] [CrossRef] [PubMed]
- Gao, Z.; Li, C.; Sun, W.; Hu, Y. Anisotropic surface properties of calcite: A consideration of surface broken bonds. Colloids Surf. A Physicochem. Eng. Asp. 2017, 520, 53–61. [Google Scholar] [CrossRef]
- Gao, Z.-Y.; Wei, S.; Hu, Y.-H.; Liu, X.-W. Surface energies and appearances of commonly exposed surfaces of scheelite crystal. Trans. Nonferr. Met. Soc. China 2013, 23, 2147–2152. [Google Scholar] [CrossRef]
- Gao, Z.-Y.; Wei, S.; Hu, Y.-H.; Liu, X.-W. Anisotropic surface broken bond properties and wettability of calcite and fluorite crystals. Trans. Nonferr. Met. Soc. China 2012, 22, 1203–1208. [Google Scholar] [CrossRef]
- Rao, D.S.; VijayaKumar, T.V.; Rao, S.S.; Prabhakar, S.; Raju, G.B. Effectiveness of sodium silicate as gangue depressants in iron ore slimes flotation. Int. J. Miner. Metall. Mater. 2011, 18, 515. [Google Scholar] [CrossRef]
- Filippov, L.; Severov, V.; Filippova, I. An overview of the beneficiation of iron ores via reverse cationic flotation. Int. J. Miner. Process. 2014, 127, 62–69. [Google Scholar] [CrossRef]
- Fornasiero, D.; Ralston, J. Cu (II) and Ni (II) activation in the flotation of quartz, lizardite and chlorite. Int. J. Miner. Process. 2005, 76, 75–81. [Google Scholar] [CrossRef]
- Roy, S. Recovery improvement of fine iron ore particles by multi gravity separation. Open Miner. Process. J. 2009, 2, 17–30. [Google Scholar] [CrossRef]
- Laskowski, J.; Xu, Z.; Yoon, R. Energy barrier in particle-to-bubble attachment and its effect on flotation kinetics. Ind. Miner. Mines Et Carr. Les Tech. 1992, 95. [Google Scholar]
- Ralston, J. The influence of particle size and contact angle in flotation. In Developments in Mineral Processing; Elsevier: Amsterdam, The Netherlands, 1992; Volume 12, pp. 203–224. [Google Scholar]
- Sadowski, Z.; Polowczyk, I. Agglomerate flotation of fine oxide particles. Int. J. Miner. Process. 2004, 74, 85–90. [Google Scholar] [CrossRef]
- Subrahmanyam, T.; Forssberg, K.E. Fine particles processing: Shear-flocculation and carrier flotation—A review. Int. J. Miner. Process. 1990, 30, 265–286. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size/mm | Yield (%) | Grade (%) | Distribution (%) | ||||
|---|---|---|---|---|---|---|---|
| Individual | WO3 | Sn | CaCO3 | WO3 | Sn | CaCO3 | |
| +0.074 | 23.68 | 0.27 | 0.08 | 12.80 | 17.98 | 12.90 | 25.82 |
| −0.074~+0.037 | 18.54 | 0.31 | 0.11 | 13.41 | 16.17 | 13.89 | 21.18 |
| −0.037~+0.019 | 27.76 | 0.40 | 0.16 | 11.58 | 31.23 | 30.26 | 27.38 |
| −0.019 | 30.02 | 0.41 | 0.21 | 10.11 | 34.62 | 42.94 | 25.85 |
| Total | 100 | 0.36 | 0.15 | 11.74 | 100.00 | 100.00 | 100.00 |
| Gravity Separator | Parameters | ||
|---|---|---|---|
| Falcon centrifugal concentrator | Feeding slurry concentration (%) | Rotation bowl speed (rpm) | Fluidized water flow rate (L/min) |
| 32 | 800 | 5.0 | |
| Hang-vibrate of cone concentrator | Feeding slurry concentration (%) | Rotation speed of drum (rpm) | Vibrational frequency (HZ) |
| 32 | 2.0 | 32 | |
| Grade in each Flotation Unit/% | Recovery in Each Flotation Unit/% | |||||
|---|---|---|---|---|---|---|
| Scheelite | Wolframite | Cassiterite | Scheelite | Wolframite | Cassiterite | |
| Roughing flotation | 12.12 | 6.18 | 0.56 | 81.81 | 78.48 | 68.86 |
| Cleaning flotation I | 32.86 | 13.83 | 1.24 | 91.23 | 86.38 | 71.34 |
| Cleaning flotation II | 41.20 | 16.86 | 1.02 | 88.69 | 81.76 | 58.82 |
| Scavenging flotation I | 0.43 | 0.31 | 0.27 | 37.66 | 41,38 | 45.22 |
| Scavenging flotation II | 0.11 | 0.12 | 0.19 | 27.72 | 32.16 | 39.34 |
| Scavenging flotation III | 0.08 | 0.10 | 0.11 | 12.5 | 16.44 | 18.98 |
| Elements | WO3 | Sn | Fe | Mn | Ti | Zn | Zr | Pb |
| Content (%) | 10.58 | 0.54 | 7.94 | 0.99 | 0.39 | 0.18 | 0.02 | 0.17 |
| Elements | Mo | Ca(CaF2) | Ca(CaCO3) | SiO2 | Bi | As | Cr | Else |
| Content (%) | 0.13 | 14.68 | 18.54 | 29.27 | 0.09 | 0.05 | 0.04 | 16.39 |
| Product | Yield | WO3 | CaCO3 | CaF2 | Sn | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| Grade | Recovery | Grade | Recovery | Grade | Recovery | Grade | Recovery | |||
| Flotation | Concentrate | 16.18 | 55.64 | 87.83 | 1.98 | 1.79 | 6.99 | 8.63 | 1.01 | 29.18 |
| Tailing | 83.82 | 1.49 | 12.17 | 20.99 | 98.21 | 14.28 | 91.37 | 0.47 | 70.82 | |
| 100.00 | 10.25 | 100.00 | 17.91 | 100.00 | 13.10 | 100.00 | 0.56 | 100.00 | ||
| Falcon Concentrator | Concentrate | 12.86 | 60.88 | 76.38 | 0.91 | 0.65 | 5.82 | 5.71 | 2.62 | 60.17 |
| Tailing | 87.14 | 2.78 | 23.62 | 20.42 | 99.35 | 14.17 | 94.29 | 0.26 | 39.83 | |
| 100.00 | 10.25 | 100.00 | 17.91 | 100.00 | 13.10 | 100.00 | 0.56 | 100.00 | ||
| Hang-vibrate of cone concentrator | Concentrate | 13.92 | 61.35 | 83.15 | 0.87 | 0.68 | 4.81 | 5.13 | 2.89 | 74.50 |
| Tailing | 86.08 | 2.01 | 16.85 | 20.70 | 99.32 | 14.38 | 94.87 | 0.16 | 25.50 | |
| 100.00 | 10.27 | 100.00 | 17.94 | 100.00 | 13.05 | 100.00 | 0.54 | 100.00 | ||
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, T.; Han, H.; Hu, Y.; Wei, Z.; Wang, J.; Wang, L.; Sun, W.; Yang, Y.; Sun, L.; Liu, R.; et al. Beneficiation and Purification of Tungsten and Cassiterite Minerals Using Pb–BHA Complexes Flotation and Centrifugal Separation. Minerals 2018, 8, 566. https://doi.org/10.3390/min8120566
Yue T, Han H, Hu Y, Wei Z, Wang J, Wang L, Sun W, Yang Y, Sun L, Liu R, et al. Beneficiation and Purification of Tungsten and Cassiterite Minerals Using Pb–BHA Complexes Flotation and Centrifugal Separation. Minerals. 2018; 8(12):566. https://doi.org/10.3390/min8120566
Chicago/Turabian StyleYue, Tong, Haisheng Han, Yuehua Hu, Zhao Wei, Jianjun Wang, Li Wang, Wei Sun, Yue Yang, Lei Sun, Ruohua Liu, and et al. 2018. "Beneficiation and Purification of Tungsten and Cassiterite Minerals Using Pb–BHA Complexes Flotation and Centrifugal Separation" Minerals 8, no. 12: 566. https://doi.org/10.3390/min8120566