
An Alternative Source for Ceramics and Glass Raw Materials: Augen-Gneiss

Mineral Processing Engineering Department, Mining Faculty, Maslak, Istanbul Technical University, 34469 Istanbul, Turkey
*
Author to whom correspondence should be addressed.
Minerals 2017, 7(5), 70; https://doi.org/10.3390/min7050070
Submission received: 10 April 2017
/
Revised: 26 April 2017
/
Accepted: 4 May 2017
/
Published: 15 May 2017
Abstract
:Due to the depletion of well-known feldspar reserves in the forms of granite, trachyte and pegmatite, many investigations are focused on new and economic alternatives to these resources. Of these, gneiss is a metamorphic rock type, which is characterized by dark and light colored minerals including feldspar and quartz. In this study, Augen-Gneiss rock was subjected to flotation tests to produce alkali (Na + Ca) feldspar and quartz concentrates by adapting different flotation conditions with/without hydrofluoric acid (HF). During these tests, the effect of particle size and different reagent combinations were investigated. The results of these tests showed that, in the presence of HF, a saleable feldspar concentrate with 0.04% Fe2O3 content and a saleable quartz concentrate with 98.45% SiO2 content were obtained. Products with similar qualities to a feldspar concentrate with 0.13% Fe2O3 and a quartz concentrate with 92.53% SiO2 content were produced without HF. The results of these tests clearly showed that, compared to other types of origin, saleable quality feldspar and quartz could well be enriched with/without HF from Augen-Gneiss rock.
1. Introduction
Gneiss is a widely distributed type of metamorphic rock originating by either igneous or sedimentary formations. Layered forms as planar structures in gneiss rock are generally formed by alternating dark and light colored silicates. The most common minerals of gneiss rock are quartz, potassium and sodium feldspar, as well as mica and other dark colored minerals such as tourmaline and hornblende. Thus, the majority of the aforementioned components are classified as gneiss rocks. Of these, “Augen-Gneiss” is a coarse-grained gneiss rock, which contains feldspar and microcline within the layering of the quartz and biotite. Many investigations have been devoted to the geology of gneiss rock, however, the enrichment characteristics of its content as feldspar has been given little attention [1,2]. Therefore, the processing of feldspar of gneiss rock origin will provide an alternative and economically beneficial new source of feldspar production.
Apart from its origin, feldspar minerals are classified based on their Na, K or Ca ratios as albite (NaAlSi3O8) known as Na-feldspar, orthoclase/microcline (KAlSi3O8), or anorthite (CaAl2Si2O8). Albite mineral is generally used in glass production, while microcline and orthoclase are used in ceramic and porcelain production [3]. Thus, the alkaline and alumina contents of these minerals are very important for usage in these industries. Therefore, in order to ensure these qualifications, the removal of iron and titanium-bearing minerals (mica, iron oxides, titanium oxides, tourmaline) and also the removal of quartz from feldspar is required. In the literature, numerous papers have been devoted to investigating the effect of different parameters such as methods, reagent type, pH adjusters, different flowsheets with/without the usage of hydrofluoric acid (HF) and other flotation-related parameters, in order to obtain higher quality feldspar and quartz products [4,5,6].
In previous studies, the removal of iron and titanium-bearing minerals (tourmaline, hornblende, ilmenite or mica, etc.) was reported with either magnetic separation or flotation depending on the characteristics of the mixture [4]. These colored impurities are found as iron-bearing silicate minerals, which can be removed by sulfonate type collectors at acidic pH values (3–4). However, based on their similar crystalline structures and physicochemical properties, flotation becomes the only option for separating, in particular, quartz and feldspar [4,6,7,8,9,10,11]. Apart from other flotation-related parameters such as reagent type or electrolyte concentration, material-based characteristics also play an important role in selecting the pH range, collector and frother dosage, among other parameters. When considered, due to the close values of the iso-electric point for both quartz and feldspar mineral within the pH range of 1.5–2, the difference in charge between these materials can well explain the electrostatic interactions during the adsorption of different reagents such as amine and sulfonate-based collectors on feldspar and quartz. Thus, at that pH range, when using an anionic collector, feldspar is not floatable in the absence of activating cations [11,12].
Therefore, in most industrial plants, the separation of feldspar from quartz is obtained by using a long-chain primary cationic amine collector (12, 14 or 16 carbons) in acidic pH conditions. In general, the pH adjustment is carried out with sulfuric acid (H2SO4), while the usage of HF is due to its important role as a fluoride source in the separation of feldspar and quartz. This is because the effect of HF on pH values is negligible compared to other acids, according to the acid ionization constant in dilute solutions. In other words, the lower interaction of fluorine ions with hydrogen is due to its covalent structure. In contrast to its low solubility, the usage of HF causes environmental and health problems. For that reason, research has leaned toward new schemes without the usage of HF for feldspar/quartz separation [10,13,14,15]. Besides other types of collectors such as anionic, cationic or non-ionic collectors, the efficiency of mixed systems such as tallow propylene di-amine-dioleate (Duomeen T series), polyethylene glycol hexadecyl ether, and sodium dodecyl sulfate (Brij 58 + SDS) was found to be higher compared to single systems [13,14,16].
Considering these findings in the literature, this study aimed to investigate the applicability of different flowsheets including different flotation conditions with/without the usage of HF in order to obtain a feldspar concentrate with higher alkali and a quartz concentrate with high silica content from Augen-Gneiss rock.
2. Experimental
2.1. Material
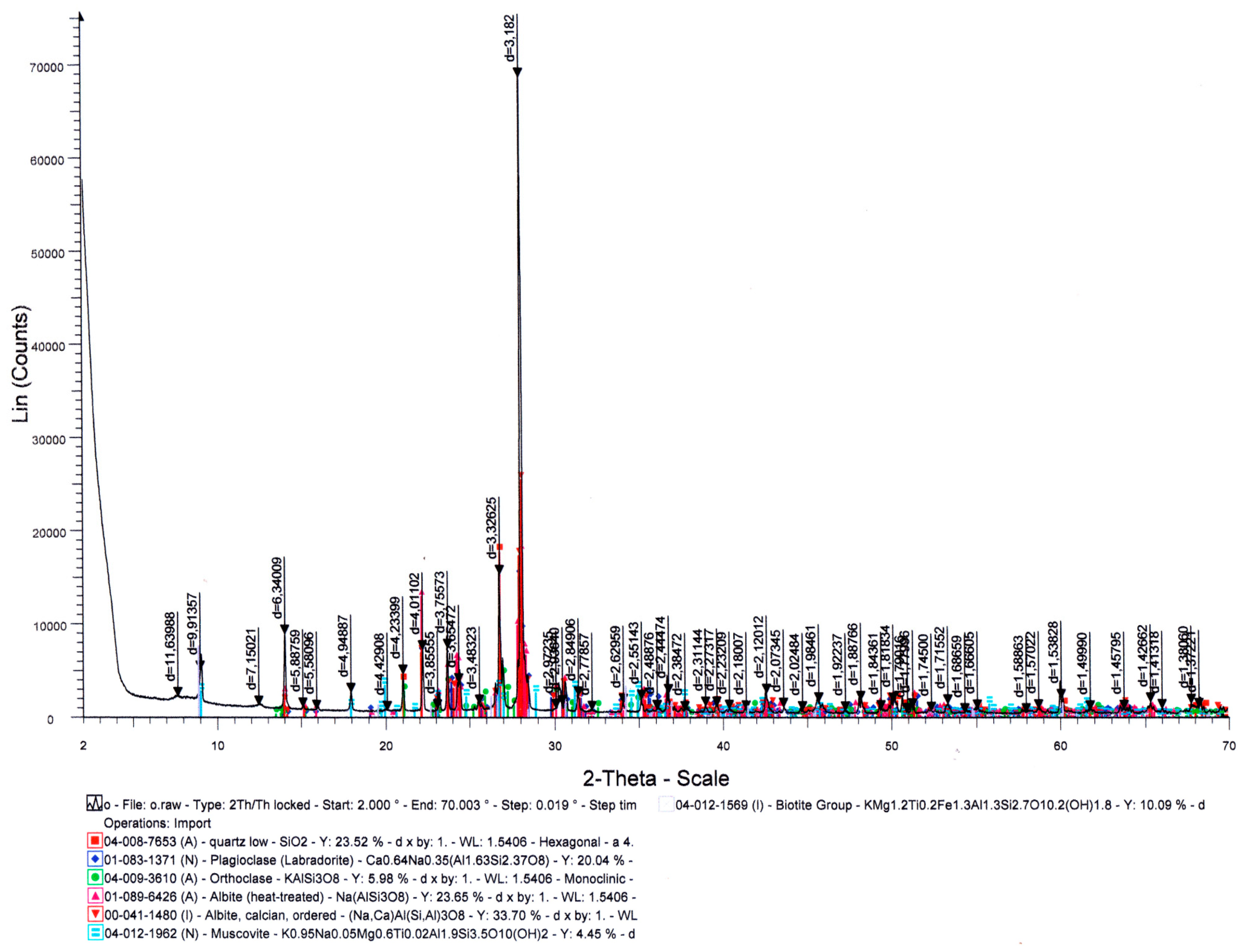
The representative gneiss sample used in the experimental studies was obtained from Muğla-Milas region, Turkey. According to the chemical analysis results with the XRF (X-ray Fluorescence) method, the sample contained 79.48% SiO2, 13.52% Al2O3, 0.21% Fe2O3, 0.18% TiO2, 2.70% CaO, 4.54% Na2O, and 0.47% K2O.
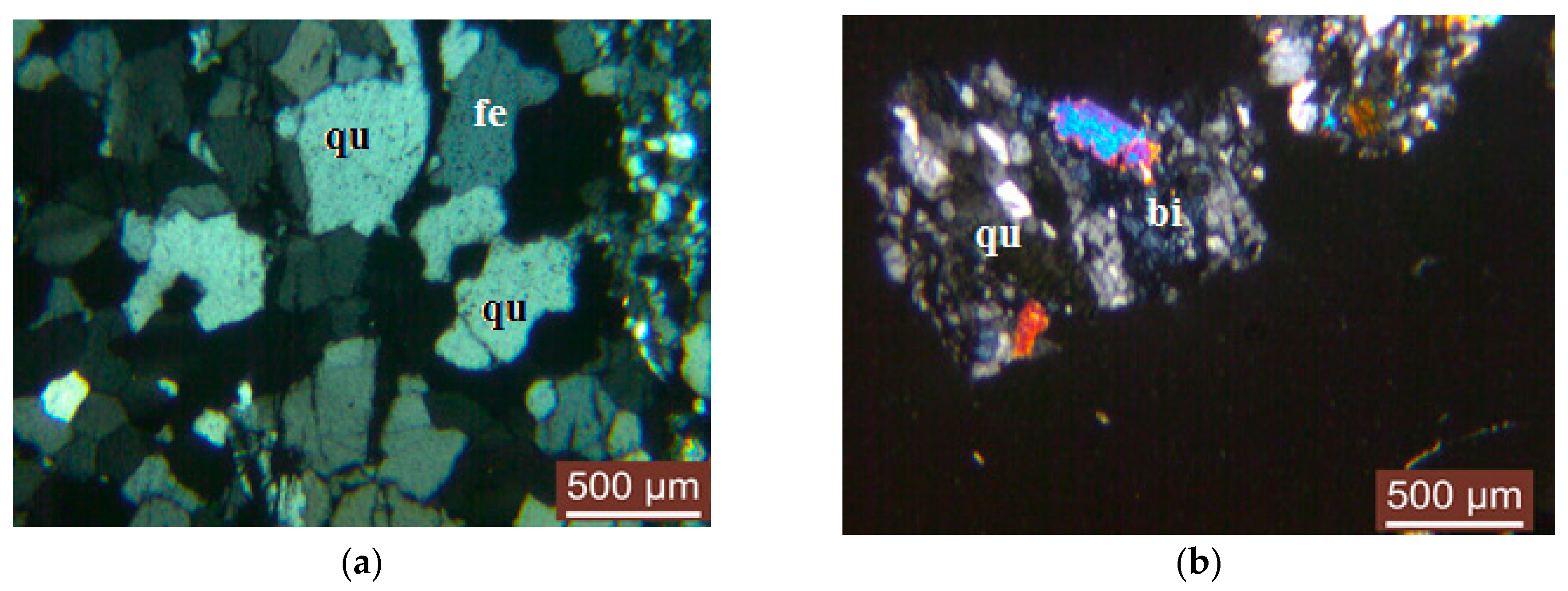
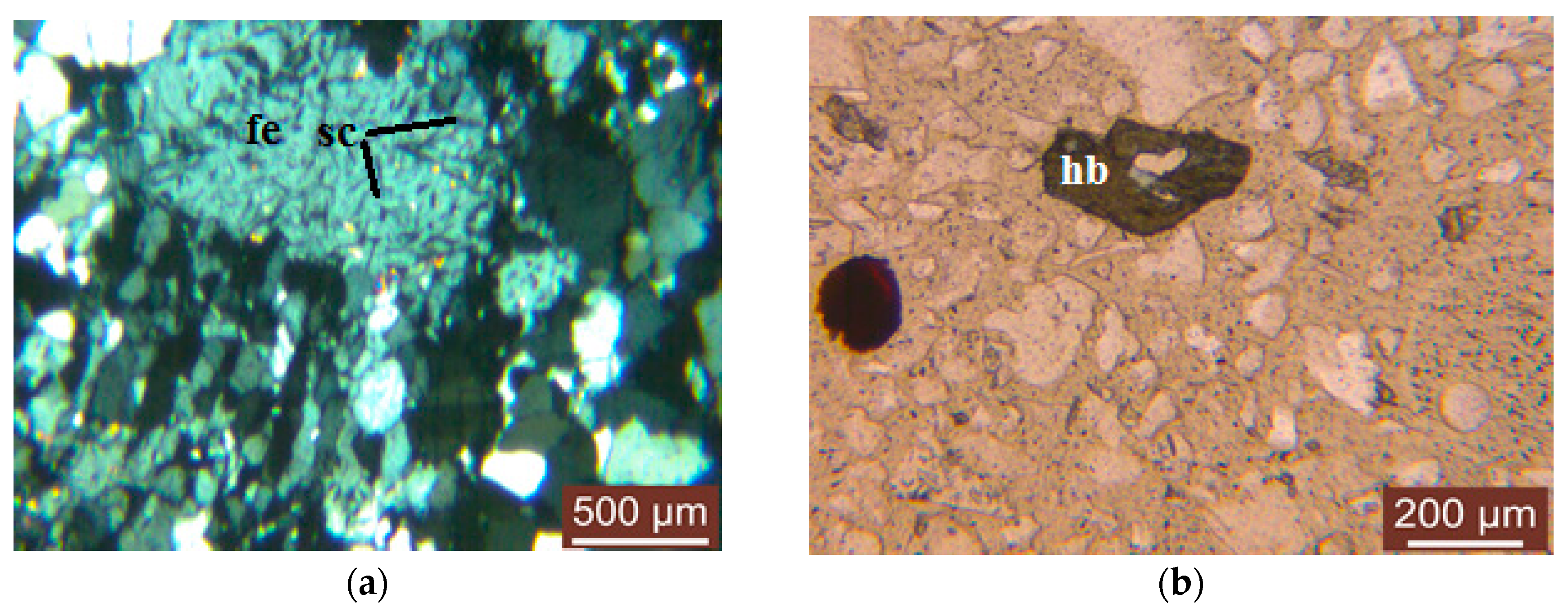
The microscopic and XRD analyses employing a Rigaku X-ray diffractometer (model 2028, Cu KR, Tokyo, Japan) (Figure 1) revealed that the ore mainly contained feldspar and quartz with minor amounts of biotite, muscovite, hornblende, tourmaline, apatite, zircon and mica minerals. Feldspar minerals were albite (Na-feldspar) and anorthite (Ca-feldspar), and the product quality was investigated in terms of alkali content (Na2O + CaO). In addition, because of decomposition, schorlite type minerals in tourmalines were found to color the quartz minerals. The microscopic images of the Augen-Gneiss sample are illustrated in Figure 2 and Figure 3.
2.2. Reagents
Dodecylamine hydrochloride (DAHC) from Acros Organics (Geel, Belgium), as well as derivatives of petroleum sulfonates, namely R801-R825 from Cytec (Woodland Park, NJ, USA), Flotigam 4343, a derivative of alkyl di-amine from Clariant (Muttenz, Switzerland), sodium dodecyl sulfate (SDS), tallow propylene di-amine-dioleate namely Duomeen TDO (Akzo Nobel), were used as flotation collectors. MIBC, namely, methyl isobutyl carbinol (DOW Chemical Company, Midland, MI, USA) was used as a frother. To depress the quartz particles, sodium silicate (Na2SiO3·9H2O) was added to the pulp at the conditioning stage. Hydrofluoric acid (HF) was used as a depressant regulator to prevent quartz flotation. Sulfuric acid (H2SO4) and sodium hydroxide (NaOH) were used as pH adjusters.
2.3. Flotation Experiments
A mixture of ceramic balls with diameters of 35, 25, 20 and 18 mm, which weighed about 2600 g, was adapted for the grinding process in a ceramic mill under wet grinding conditions. To prevent the negative effect of slime materials [6,9,17], material under 0.063 mm was removed and the feed size was selected as 0.063 < r < 0.300 mm. The results of the sieve analysis showed that d80 size of the ground material was 0.250 mm. In addition, to investigate the effect of particle size, series of tests were adapted with the material under −0.212 mm where the d80 size was found to be 0.150 mm.
Flotation experiments were conducted in a self-aerated Denver flotation machine, equipped with a 1.5-L cell. A sample weighing about 300 g was mixed with 300 mL tap water at a constant impeller speed of 1250 rpm. The percentage of the solids at the conditioning stage was selected as 50 wt % in order to provide better interaction of reagents with material, while it decreased to 20 wt % by the addition of water during flotation. As it is well known that in feldspar flotation the gangue minerals associated with feldspar such as mica and other iron-bearing minerals were initially floated by the addition of a suitable amine at an acidic pH range of 2.5–3.5. After the flotation of mica, other iron-bearing oxide minerals were floated using sulfonate type collectors at an acidic pH range of 3–4. Following these stages, the flotation of feldspar was performed in an acidic circuit with/without the addition of HF.
In the experimental studies, the initial pH of the mixture was around 8.0, while it was decreased to 2.5 for mica flotation, 3.5 for oxide flotation and 2.4 for feldspar flotation by the addition of H2SO4 to the medium. Thus, based on the results of previous studies on the flotation of similar materials, DAHC for mica flotation, R801 and R825 for oxide flotation and Flotigam 4343 and SDS were used as collectors for colored impurities in feldspar flotation. Additionally, series of tests were also performed without HF, using Duomeen TDO as a collector and MIBC as a frother. Following the aforementioned stages and conditions for each type of mineral, the effects of different parameters on the flotation process such as particle size and reagent type on the separation of quartz and feldspar from gneiss origin ore were investigated. In addition, the dosage of sodium silicate on the separation of feldspar and quartz was examined. The chemical analysis of raw material and flotation products were performed by X-ray florescence (XRF-1700, Kyoto, Japan).
3. Results and Discussion
3.1. Determination of the Optimum Particle Size
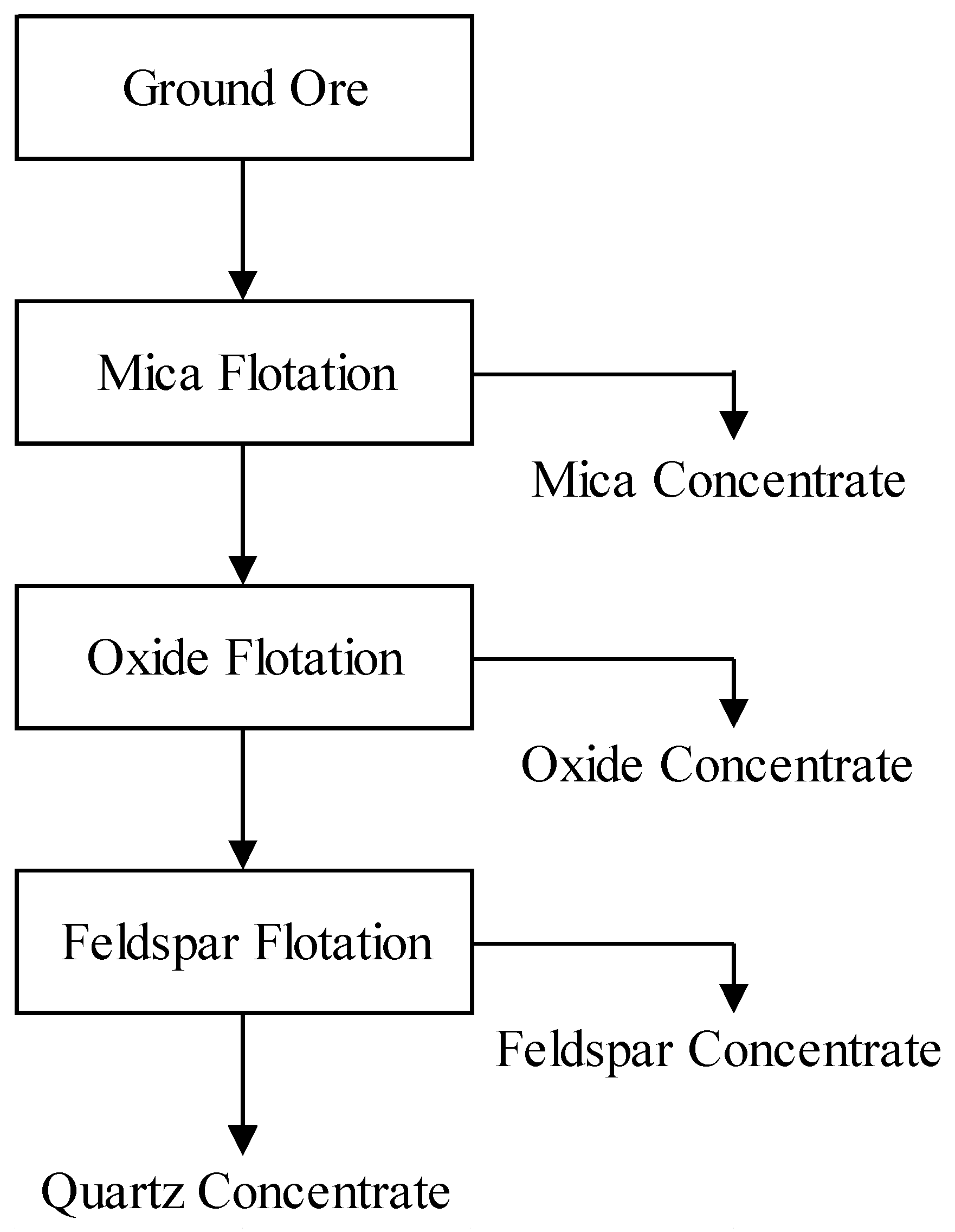
As is well known, particle liberation plays an important role in flotation processes, as demonstrated by many flotation studies of various types of ores [4,5,6,7,8,9]. This issue in turn is of significant importance for determining the grinding cost for an industrial-scale process. On the other hand, the removal of fine material, so-called slime, is another important process due to its adverse effect of coating the surfaces by electrostatic interaction and hence reducing the flotation recovery [18,19]. In addition, very fine particles will both increase the collector consumption and HF amount. Thus, prior to flotation tests, material under 63 µm was removed in order to enhance the flotation recovery by preventing the negative effects of very fine particles. The effect of particle size was evaluated by considering two sizes of fraction ranges; 0.063 < r < 0.300 mm and 0.063 < r < 0.212 mm, for determining the optimum liberation size and thus acquiring the maximum yields during flotation tests. The flowsheet for these series of experiments is shown in Figure 4. The conditions of the experiment are given in Table 1 as Test No. 1, and the results are shown in Table 2.
The results and observations during these series of tests clearly indicated that, due to the long grinding times needed to obtain a size range below 0.212 mm, the over-grinding of feldspar (moreso than quartz) leads to a significant amount of feldspar loss in the oxide flotation stage. A comparison of the flotation results with the two size fractions showed that the 0.063 < r < 0.300 mm size range showed better performance than the 0.063 < r < 0.212 mm range, especially for feldspar yield, as 45.2% of the total feed was concentrated.
3.2. Determination of the Optimum Depressant Concentration
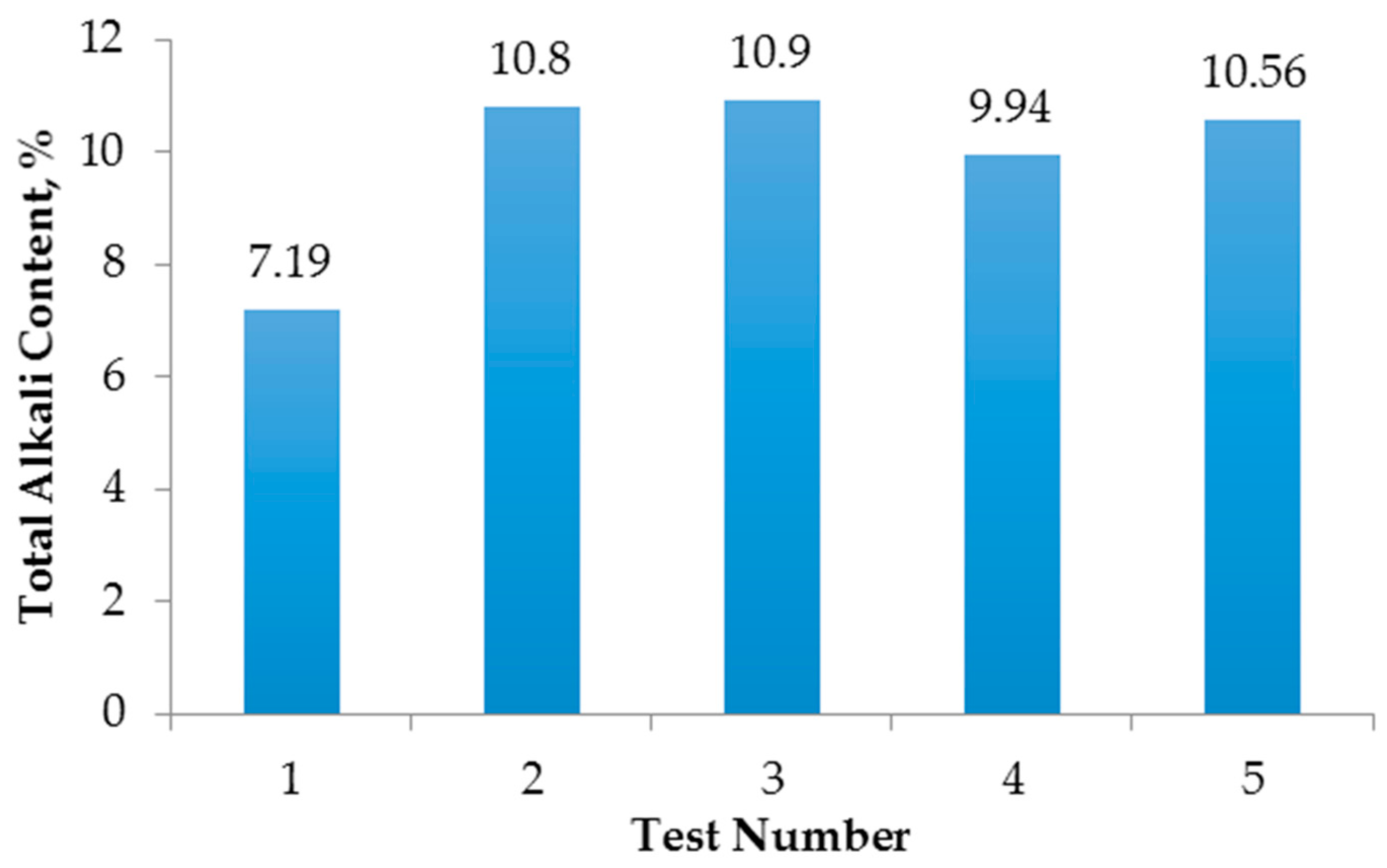
Additional series of tests were adapted with different amounts of Na2SiO3 addition in order to show the influence of quartz depression on the yield of oxide products with the conditions shown in Table 1 (Test No. 2 and No. 3), while the results of these tests are shown in Table 3. As seen in Table 3, the addition of sodium silicate did not make any significant change to the quartz content. With the addition of Na2SiO3, the total alkali content of the feldspar concentrate was increased from 7.21% to 10.8%, having similar yields, which was favorable in terms of sale conditions. Doubling the depressant concentration to 2000 g/t did not show any improvements, therefore, 1000 g/t Na2SiO3 addition was noted as the optimal concentration.
3.3. Effect of Different Collectors on the Efficiency of Flotation
The effect of different reagents and reagent combinations were tested to obtain products with lower impurities for feldspar and quartz concentrates. In the oxide flotation stage, the efficiency of SDS over sulfonates in the last step of feldspar flotation, and Duomeen TDO efficiency over HF and amine combinations were investigated.
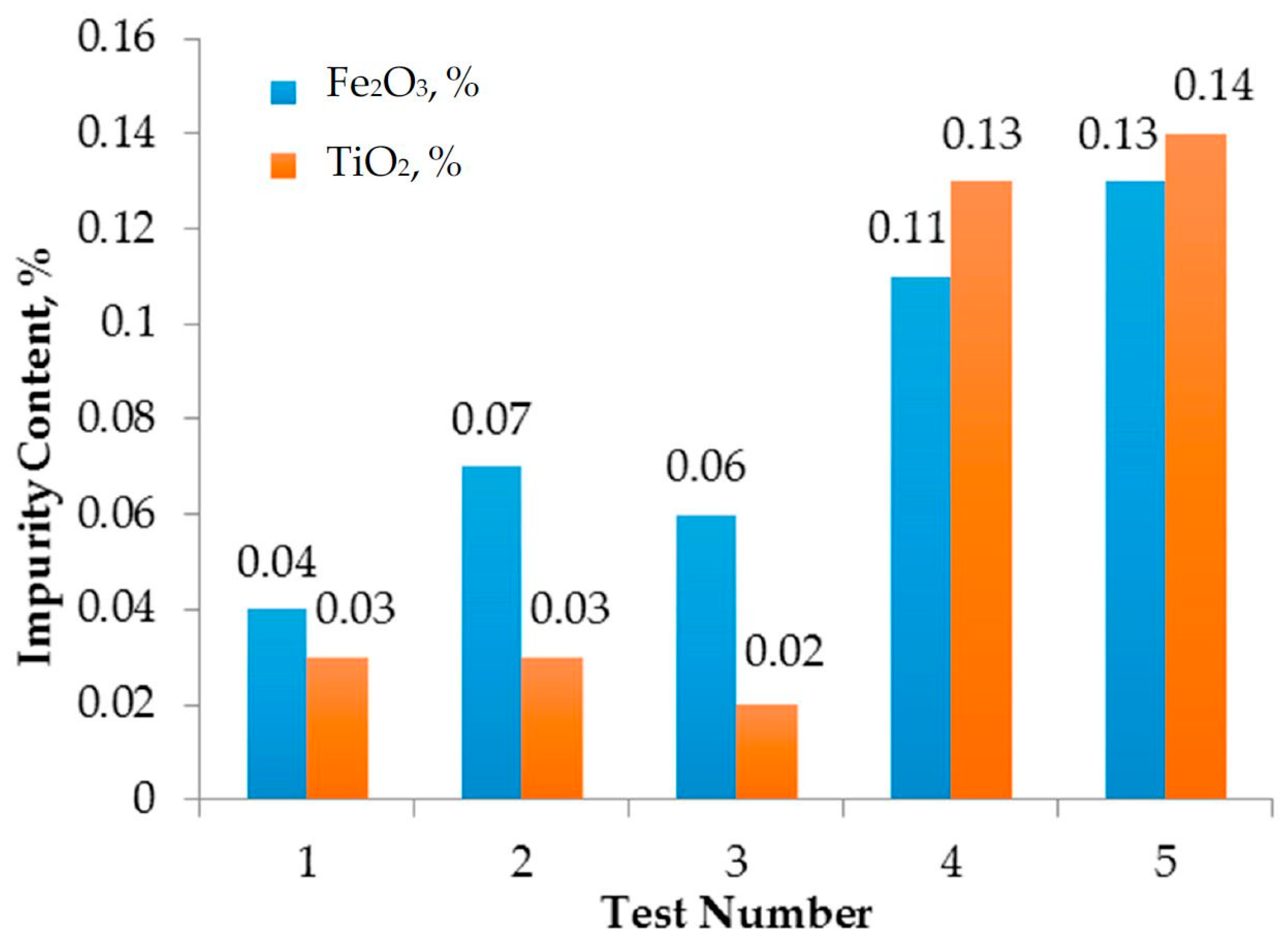
To this aim, following the mica flotation with DAHC in acidic pH conditions, 250 g/t sodium dodecyl sulfate (SDS) instead of R-825 was adapted along with R-801 for the flotation of oxide minerals under the same conditions as our previous series of tests. It is worth to note that conditions such as the dosage of HF and Flotigam 4343 for feldspar flotation were kept the same as the previous tests. The conditions and results of these tests are shown in Table 1 (Test No. 4) and Figure 5, Figure 6, Figure 7 and Figure 8, respectively. According to the test results for separating oxide minerals using SDS, a feldspar concentrate with 0.11% Fe2O3 content and a quartz concentrate with 96.43% SiO2 content were obtained, as seen in Figure 6 and Figure 7. Very similar values were obtained for oxide concentrates in terms of both the contents and yields of different components by the substitution of R-825 with SDS, however, the Fe2O3 content of feldspar was found to be almost double compared to previous series of tests performed with the combination of sulfonates (R801 + R825). Thus, the results and our observations during the experiments also proved that most of the iron-bearing colored minerals remained in the feldspar product, due to the ineffectiveness of SDS usage in the oxide stages. Considering the overall results of these series of tests, besides the efficiency of the separation stages for mica and oxide products, DAHC was found to give better results in mica flotation and the usage of petroleum sulfonates, so-called “R-801 + R-825” was found to be effective for oxide flotation.
The effect of different reagents during feldspar-quartz separation were also investigated. For decades, many investigations have been adapted to find an alternative reagent or reagent combinations in order to separate quartz and feldspar without HF, due to the hazardous environmental and health problems caused by HF over long periods of time. To this aim, mixtures of cationic and anionic reagents were used. Katayanagi et al. reported that the mixture of cationic alkyltrimethylene diamine and anionic petroleum sulphonate can be used for this separation [20]. Likewise, Vidyadhar et al. also suggested a similar mixture composed of N-Tallow-1.3 propylene diamine/dioleate for feldspar ore [16]. Thus, in our experimental studies, the effect of the same reagent, namely “Duomeen TDO” N-tallow 1,3-propane diamine dioleate was used in order to float feldspar with gneiss origin instead of relying on activation by HF. The experimental conditions and the results are shown in Table 1 (Test No. 5) and Figure 5, Figure 6, Figure 7 and Figure 8, respectively.
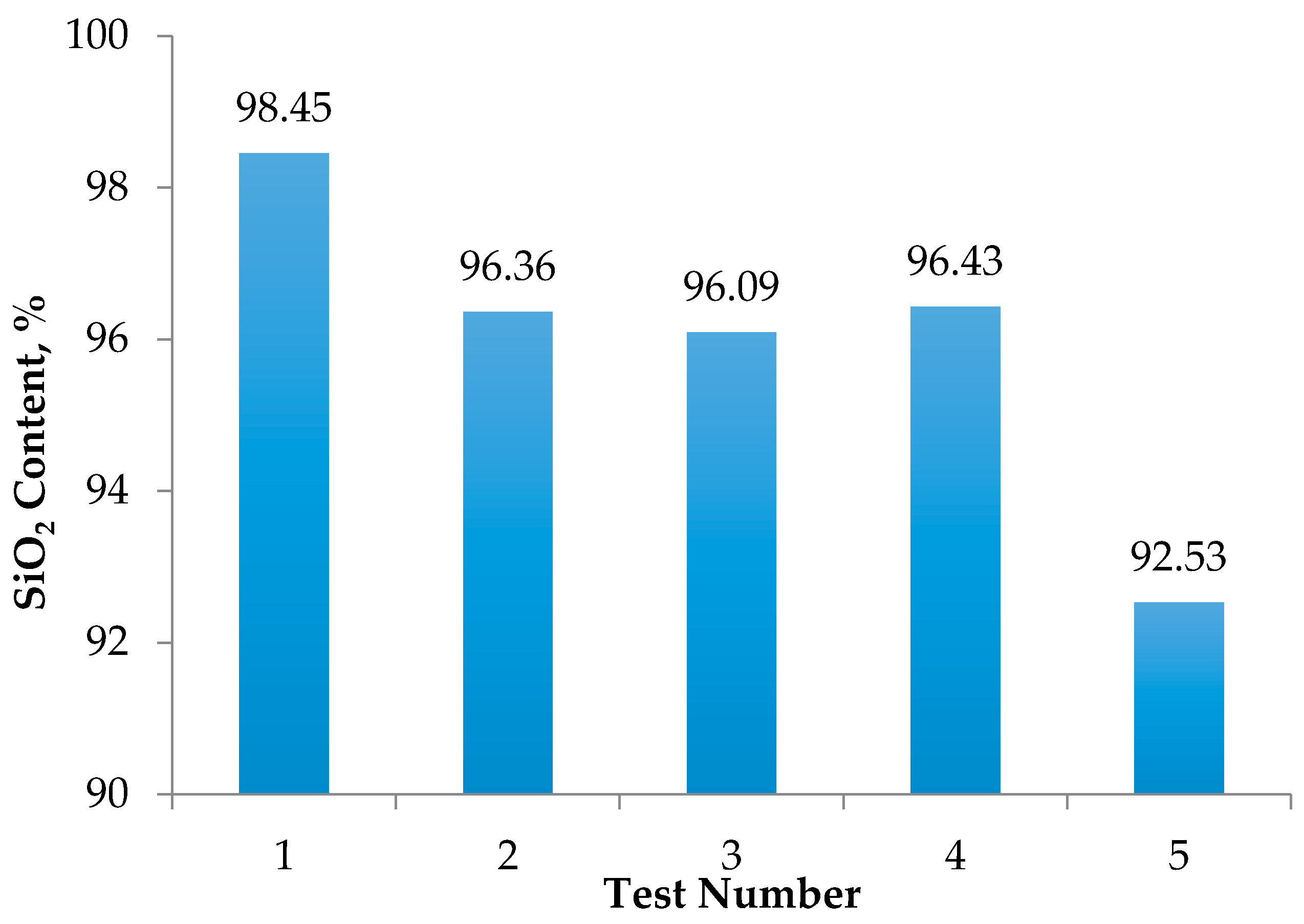
According to the results of these tests, a feldspar concentrate with 0.13% Fe2O3 content was obtained with 38.8 wt %, while a quartz concentrate with 92.53% SiO2 content was obtained with 51.1 wt %. If a comparison is made between the optimum results with HF, it is clear that the usage of HF is advantageous for the Fe2O3 and total alkali content of feldspar as well as for the quality of the quartz concentrate. The results are shown in Table 4 and Table 5.
Therefore, based on the yield of products, the results of the tests with the addition of HF were found to be more effective than the tests without HF for acquiring feldspar and quartz from gneiss origin. Thus, in future studies, the effect of different reagent combinations and different collectors should be evaluated without the usage of HF in order to obtain feldspar and quartz products with a saleable degree.
4. Conclusions
Based on the mineralogical investigations on selected Augen-Gneiss samples, primary minerals consisted of quartz and feldspar, while secondary minerals were identified as biotite, muscovite, hornblende, tourmaline (schorlite type), apatite, and zircon, which indicates that Augen-Gneiss rock can be an alternative source for glass and ceramic raw materials. Flotation tests were conducted in order to obtain high quality quartz and feldspar concentrates from the samples.
In the series of tests to identify the effect of particle size on flotation, it was found that the usage of either 0.063 < r < 0.300 mm or 0.063 < r < 0.212 mm size ranges did not produce significant differences in terms of metal content or yield. Therefore, all the tests were adapted with the coarse size range, taking into consideration the economic concerns of industrial-scale plants.
The results of tests to identify the effect of reagent type on flotation suggested that the optimum values were obtained for all products in terms of content and yield in the case of usage of DAHC for mica flotation, R-801 and R-825 for oxide flotation and Flotigam 4343 for feldspar flotation at a 0.063 < r < 0.300 mm size range.
Sodium silicate addition did not make any significant difference on the SiO2 content of the quartz concentrate, but it increased the total alkali content of the feldspar concentrate up to 11%.
The usage of a cationic fatty amine Duomeen TDO (Tallow Di-Oleat) was investigated in order to eliminate HF usage, but it is clear that the usage of HF is more advantageous for the Fe2O3 and total alkali content of the feldspar as well as for the quality of the quartz concentrate obtained from Augen-Gneiss rocks.
Acknowledgments
This work was funded by Straton Mining Company of Turkey.
Author Contributions
M.O.K., G.B. and F.B. conceived and designed the experiments; all researchers performed the experiments; O.G. and Z.Y. analyzed the data, M.O.K. and F.B. wrote the paper.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Yoshihide, O. On the formation of augen structure. Lithos 1969, 2, 109–132. [Google Scholar]
- Burianek, D.; Hrdlickova, K.; Hanzl, P. Geological position and origin of augen gneisses from the Policka Unit, Eastern Bohemian Massif. J. Geosci. 2009, 54, 201–219. [Google Scholar] [CrossRef]
- Potters, M. Feldspars. In Industrial Minerals and Rocks-Commodities, Markets, and Uses, 7th ed.; Kogel, J.E., Trivedi, N.C., Barker, J.M., Krukowski, S.T., Eds.; SME Press: Englewood, CO, USA, 2006; pp. 451–460. [Google Scholar]
- Celik, M.S.; Can, I.; Eren, R.H. Removal of titanium impurities from feldspar ores by new flotation collectors. Min. Eng. 1998, 11, 1201–1208. [Google Scholar] [CrossRef]
- Karaguzel, C.; Çobanoğlu, G. Stagewise flotation for the removal of colored minerals from feldspathic slimes using laboratory scale Jameson cell. Sep. Purif. Technol. 2010, 74, 100–107. [Google Scholar] [CrossRef]
- Burat, F.; Kokkilic, O.; Kangal, O.; Gurkan, V.; Celik, M.S. Quartz-feldspar separation for the glass and ceramic industries. Min. Metall. Process. 2007, 24, 75–80. [Google Scholar]
- Kangal, O.; Guney, A. Beneficiation of low-grade feldspars using free jet flotation. Min. Process. Extr. Metall. Rev. 2002, 23, 129–140. [Google Scholar] [CrossRef]
- Sekulic, Z.; Canic, N.; Bartulovic, Z.; Dakovic, A. Application of different collectors in the flotation Addition of feldspar, mica and quartz sand. Min. Eng. 2004, 17, 77–80. [Google Scholar] [CrossRef]
- Gülsoy, Ö.Y.; Can, N.M.; Bayraktar, I. Production of potassium feldspar concentrate from a low-grade pegmatitic ore in Turkey. Min. Process. Extr. Metall. 2005, 114, 80–86. [Google Scholar] [CrossRef]
- Vidyadhar, A.; Hanumanta, R. Adsorption mechanism of mixed cationic/anionic collectors in feldspar-quartz flotation system. J. Colloid Interface Sci. 2007, 306, 195–204. [Google Scholar] [CrossRef] [PubMed]
- Demir, C.; Bentli, I.; Gulgonul, I.; Çelik, M.S. Differential separation of albite from microcline by monovalent salts in HF medium. Min. Metall. Process. 2003, 20, 120–124. [Google Scholar]
- Bayat, O.; Arslan, V.; Cebeci, Y. Combined application of different collectors in the flotation Addition of Turkish feldspars. Min. Eng. 2006, 19, 98–101. [Google Scholar] [CrossRef]
- Klyachin, V.V. The selective flotation of quartz-feldspar sands by a new method. Glass Ceram. 1969, 26, 174–176. [Google Scholar] [CrossRef]
- Kalyon, D.; Gulsoy, Ö. The comparison of non-hydrofluoric acid flotation methods in feldspar quartz separation. Earth Sci. 2004, 26, 49–59. [Google Scholar]
- Ibrahim, I.; Hussin, H.; Azizli, K.; Alimon, M. A study on the interaction of feldspar and quartz with mixed anionic/cationic collector. J. Fundam. Sci. 2011, 7, 101–107. [Google Scholar]
- Vidyadhar, A.; Rao, H.; Forssberg, K.S.E. Separation of feldspar from quartz: Mechanism of mixed cationic/anionic collector adsorption on minerals and flotation selectivity. Min. Metall. Process. 2002, 19, 128–136. [Google Scholar]
- Gaied, M.E.; Gallala, W. Beneficiation of feldspar ore for application in the ceramic industry: Influence of composition on the physical characteristics. Arab. J. Chem. 2015, 8, 186–190. [Google Scholar] [CrossRef]
- Karaguzel, C. Selective separation of fine albite from feldspathic slime containing colored minerals (Fe-Min) by batch scale dissolved air flotation (DAF). Min. Eng. 2010, 23, 17–24. [Google Scholar] [CrossRef]
- Walker, G.F. Interactions of N-alkylammonium ions with mica-type layer lattices. Clay Miner. 1967, 7, 129. [Google Scholar] [CrossRef]
- Katayanagi, K. A new feldspar flotation process without hydrofluoric acid. Ceram. Jpn. 1973, 8, 58–61. [Google Scholar]
Figure 1.
XRD analysis of the representative Augen-Gneiss sample.

Figure 2.
Microscopic images of (a) feldspar (fe), quartz (qu) and (b) quartz (qu), biotite (bi) in the Augen-Gneiss sample.
Figure 2.
Microscopic images of (a) feldspar (fe), quartz (qu) and (b) quartz (qu), biotite (bi) in the Augen-Gneiss sample.

Figure 3.
Microscopic images of (a) feldspar (fe) and schorlite (sc) and (b) hornblende (hb) in the Augen-Gneiss sample.
Figure 3.
Microscopic images of (a) feldspar (fe) and schorlite (sc) and (b) hornblende (hb) in the Augen-Gneiss sample.

Figure 4.
The bench flotation flowsheet for the determination of the optimum particle size.

Figure 5.
Impurity content of feldspar concentrates for each test.

Figure 6.
Total alkali (Na2O + CaO) content of feldspar concentrates for each test.

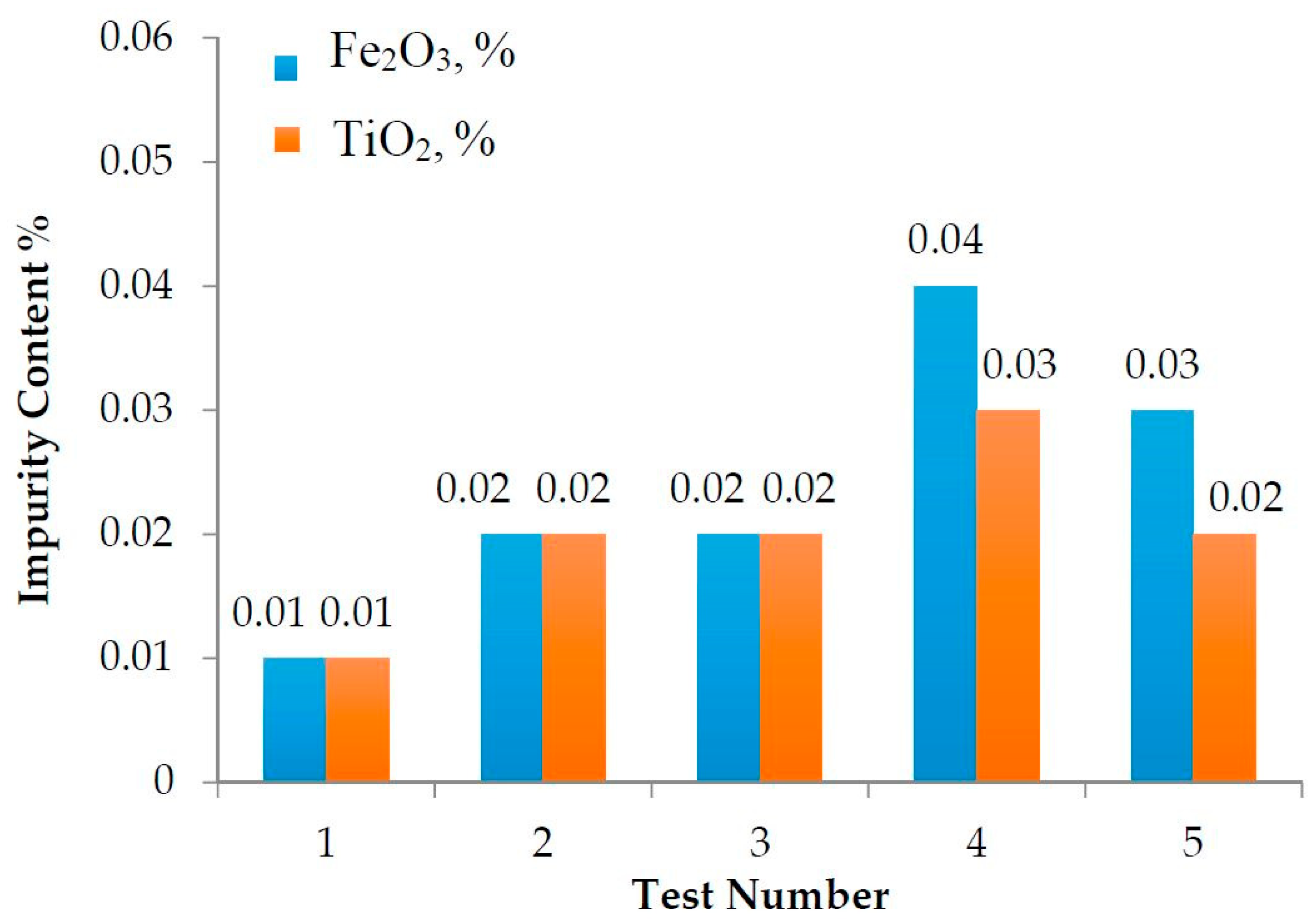
Figure 7.
Impurity content of quartz concentrates for each test.

Figure 8.
SiO2 content of quartz concentrates for each test.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Conditions for different flotation tests.
| Test No. | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Mica Flotation | |||||
| Collector | Amine (DAHC) | Amine (DAHC) | Amine (DAHC) | Amine (DAHC) | Amine (DAHC) |
| Concentration, g/t | 100 × 3 | 100 × 3 | 100 × 3 | 100 × 3 | 100 × 3 |
| Na2SiO3 concentration g/t | 0 | 1000 | 2000 | 1000 | 1000 |
| Conditioning Time, min | 5 × 3 | 5 × 3 | 5 × 3 | 5 × 3 | 5 × 3 |
| Flotation Time, min | 3 × 3 | 3 × 3 | 3 × 3 | 3 × 3 | 3 × 3 |
| Oxide Flotation | |||||
| Collector | Sulfonates (R801 + R825) | Sulfonates (R801 + R825) | Sulfonates (R801 + R825) | Sulfonates + SDS | Sulfonates (R801 + R825) |
| Concentration, g/t | 1600 × 3 | 1600 × 3 | 1600 × 3 | 800 × 3 + 100 × 3 | 1600 × 3 |
| Conditioning Time, min | 5 × 3 | 5 × 3 | 5 × 3 | 5 × 3 | 5 × 3 |
| Flotation Time, min | 3 × 3 | 3 × 3 | 3 × 3 | 3 × 3 | 3 × 3 |
| Feldspar Flotation | |||||
| Collector | Amine (Flotigam 4343) | Amine (Flotigam 4343) | Amine (Flotigam 4343) | Amine (Flotigam 4343) | Duomeen TDO |
| HF Concentration, g/t | 1000 | 1000 | 1000 | 0 | 0 |
| Collector Concentration, g/t | 200 × 5 | 200 × 5 | 200 × 5 | 200 × 5 | 500 × 5 |
| Conditioning Time, min | 5 × 5 | 5 × 5 | 5 × 5 | 5 × 5 | 4 × 5 |
| Flotation Time, min | 3 × 5 | 3 × 5 | 3 × 5 | 3 × 5 | 4 × 5 |
(“×” indicates the number of stagewise additions).
Table 2.
The effect of particle size on flotation (Ct: concentrate).
| Size Range, mm | Products | Weight, % | Content | ||
|---|---|---|---|---|---|
| Fe2O3, % | SiO2, % | Total Alkali, % | |||
| 0.063 < r < 0.300 | Feldspar Ct. | 45.2 | 0.04 | 80.01 | 7.21 |
| Quartz Ct. | 22.1 | 0.01 | 98.45 | 0.16 | |
| 0.063 < r < 0.212 | Feldspar Ct. | 29.2 | 0.04 | 79.45 | 7.52 |
| Quartz Ct. | 24.4 | 0.01 | 97.25 | 0.11 | |
Table 3.
The results of flotation tests for evaluating the influence of sodium silicate addition (Ct: concentrate).
Table 3.
The results of flotation tests for evaluating the influence of sodium silicate addition (Ct: concentrate).
| Na2SiO3, g/t | Products | Weight,% | Content | ||
|---|---|---|---|---|---|
| Fe2O3, % | SiO2, % | Total Alkali, % | |||
| 0 | Feldspar Ct. | 45.2 | 0.04 | 80.01 | 7.21 |
| Quartz Ct. | 22.1 | 0.01 | 98.45 | 0.16 | |
| 1000 | Feldspar Ct. | 29.9 | 0.07 | 68.75 | 10.8 |
| Quartz Ct. | 42.7 | 0.02 | 96.36 | 0.33 | |
| 2000 | Feldspar Ct. | 30.7 | 0.07 | 68.76 | 10.9 |
| Quartz Ct. | 43.9 | 0.02 | 96.09 | 0.37 | |
Table 4.
The results of the optimized flotation test using hydrofluoric acid + sulfonates + 1000 g/t Na2SiO3.
Table 4.
The results of the optimized flotation test using hydrofluoric acid + sulfonates + 1000 g/t Na2SiO3.
| Products | Weight, % | Fe2O3, % | TiO2, % | SiO2, % | Al2O3, % | Na2O, % | CaO, % | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | R | C | R | C | R | C | R | C | R | C | R | ||
| Feldspar Ct. 1 | 29.86 | 0.07 | 7.2 | 0.03 | 5.5 | 66.75 | 25.3 | 20.33 | 47.5 | 7.31 | 59.4 | 3.46 | 44.3 |
| Feldspar Ct. 2 | 3.01 | 0.08 | 0.9 | 0.05 | 0.9 | 76.60 | 2.9 | 13.89 | 3.3 | 5.67 | 4.6 | 2.45 | 3.2 |
| Quartz Ct. | 42.69 | 0.02 | 2.3 | 0.02 | 5.6 | 96.36 | 51.0 | 4.33 | 14.4 | 0.01 | 0.1 | 0.32 | 5.9 |
| Oxide Ct. | 21.84 | 0.65 | 52.6 | 0.55 | 72.1 | 68.38 | 18.9 | 17.64 | 30.1 | 5.83 | 34.6 | 4.36 | 40.9 |
| Mica Ct. | 2.61 | 3.85 | 37.0 | 1.02 | 15.9 | 56.56 | 1.9 | 22.90 | 4.7 | 1.78 | 1.3 | 5.13 | 5.7 |
| Total | 100.0 | 0.27 | 100.0 | 0.17 | 100.0 | 78.92 | 100.0 | 12.79 | 100.0 | 3.68 | 100.0 | 2.33 | 100.0 |
(C: content, R: recovery, Ct: concentrate).
Table 5.
The results of the flotation test using Duomeen TDO (without using hydrofluoric acid).
| Products | Weight, % | Fe2O3, % | TiO2, % | SiO2, % | Al2O3, % | Na2O, % | CaO, % | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | R | C | R | C | R | C | R | C | R | C | R | ||
| Feldspar Ct. | 38.8 | 0.13 | 20.4 | 0.14 | 33.1 | 69.37 | 33.7 | 17.96 | 58.0 | 7.09 | 70.3 | 3.47 | 58.4 |
| Quartz Ct. | 51.1 | 0.03 | 6.5 | 0.02 | 6.9 | 92.53 | 57.9 | 6.33 | 26.9 | 1.30 | 17.0 | 0.75 | 16.6 |
| Oxide Ct. | 5.7 | 0.74 | 17.4 | 0.44 | 15.2 | 70.95 | 5.1 | 15.87 | 7.6 | 5.96 | 8.7 | 4.33 | 10.7 |
| Mica Ct. | 4.4 | 3.03 | 55.7 | 1.65 | 44.8 | 58.85 | 3.3 | 20.20 | 7.5 | 3.52 | 4.0 | 7.39 | 14.3 |
| Total | 100.0 | 0.24 | 100.0 | 0.16 | 100.0 | 79.80 | 100.0 | 12.00 | 100.0 | 3.91 | 100.0 | 2.30 | 100.0 |
(C: content, R: recovery, Ct: concentrate).
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kangal, M.O.; Bulut, G.; Yeşilyurt, Z.; Güven, O.; Burat, F. An Alternative Source for Ceramics and Glass Raw Materials: Augen-Gneiss. Minerals 2017, 7, 70. https://doi.org/10.3390/min7050070
AMA Style
Kangal MO, Bulut G, Yeşilyurt Z, Güven O, Burat F. An Alternative Source for Ceramics and Glass Raw Materials: Augen-Gneiss. Minerals. 2017; 7(5):70. https://doi.org/10.3390/min7050070
Chicago/Turabian StyleKangal, Murat Olgaç, Gülay Bulut, Zeynep Yeşilyurt, Onur Güven, and Fırat Burat. 2017. "An Alternative Source for Ceramics and Glass Raw Materials: Augen-Gneiss" Minerals 7, no. 5: 70. https://doi.org/10.3390/min7050070
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.