
Researching the Aluminum Nitride Etching Process for Application in MEMS Resonators

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
3.1. Etching Rate and Selectivity
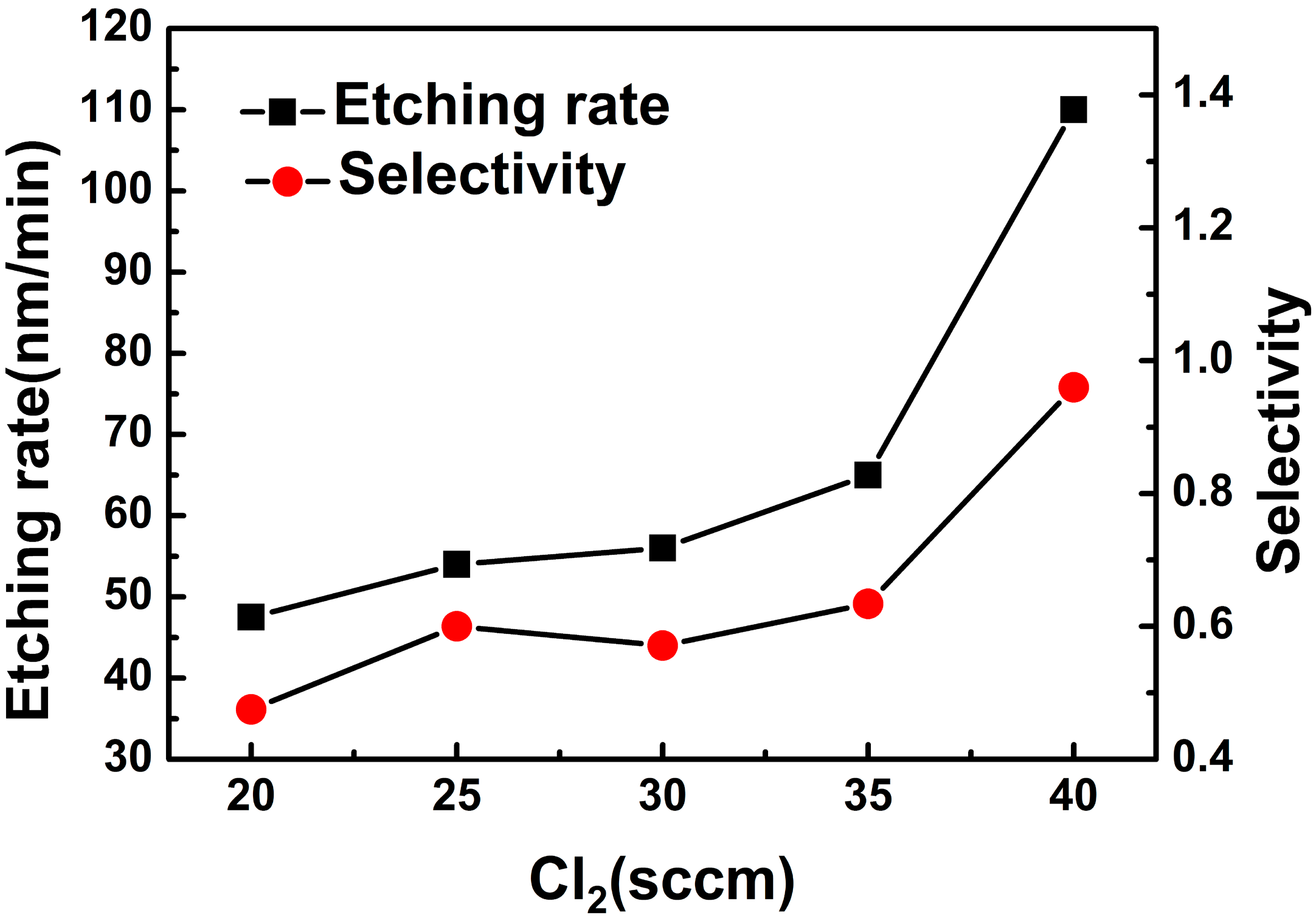
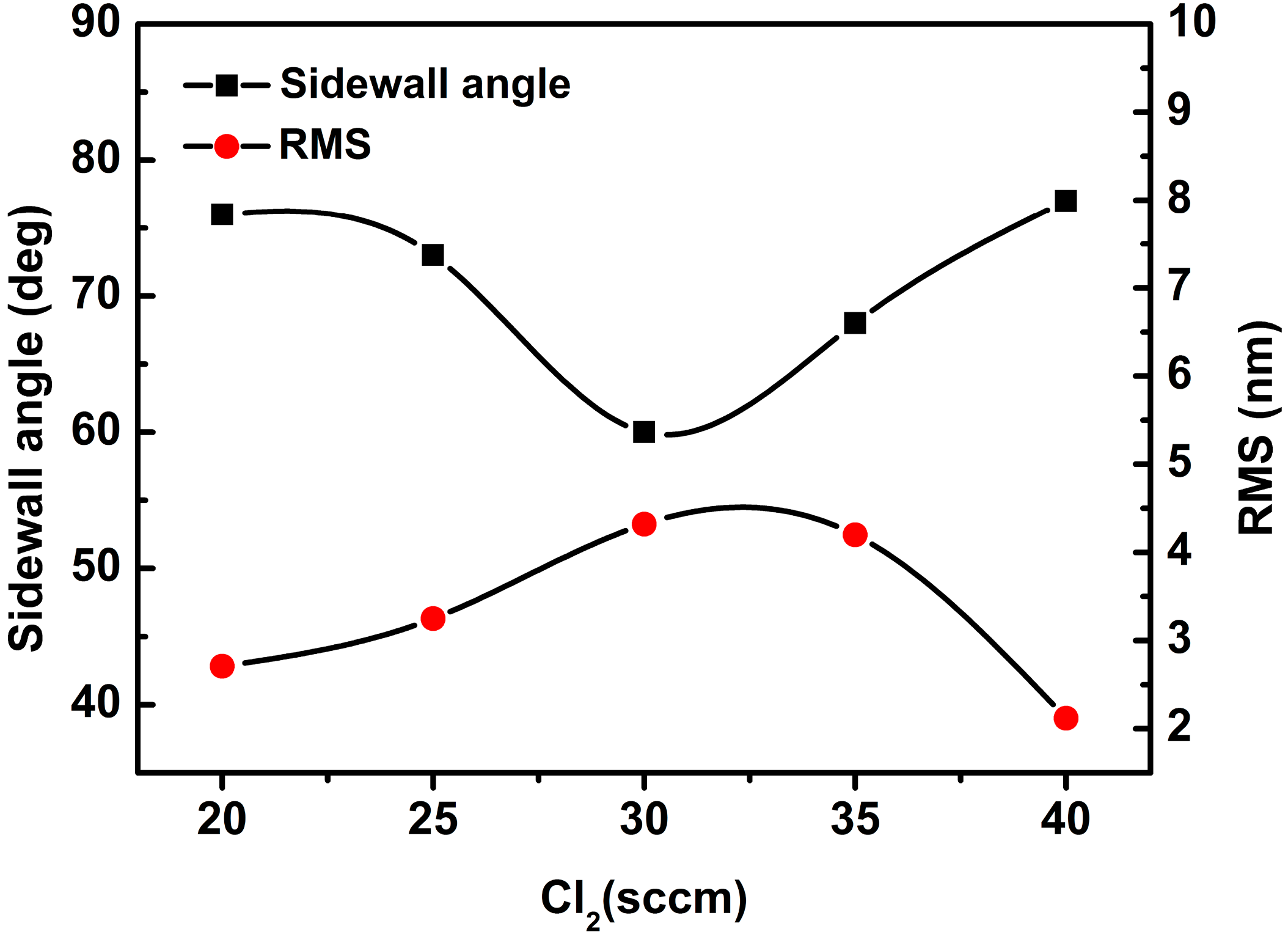
3.1.1. Cl2 Flow Rate

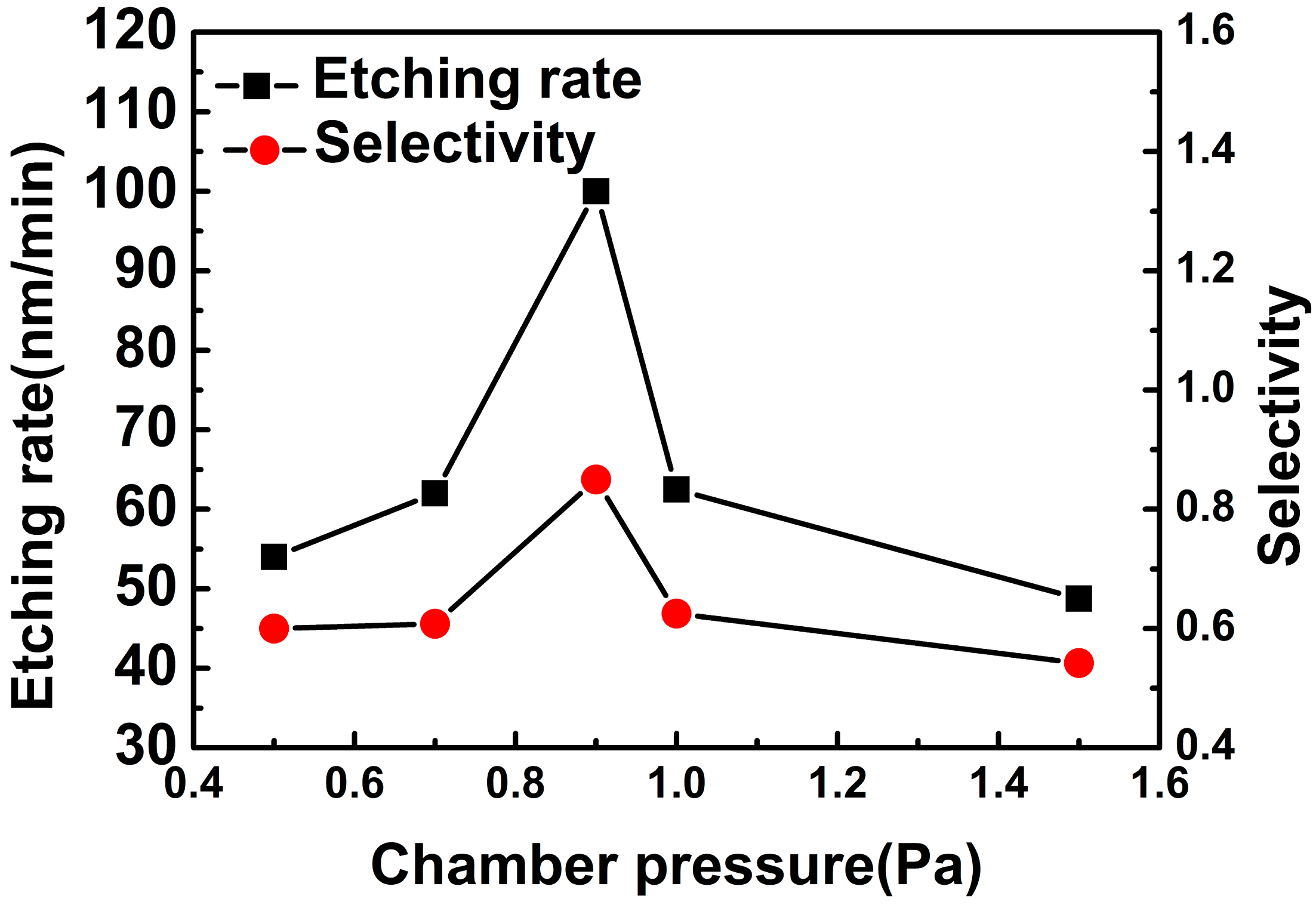
3.1.2. Chamber Pressure

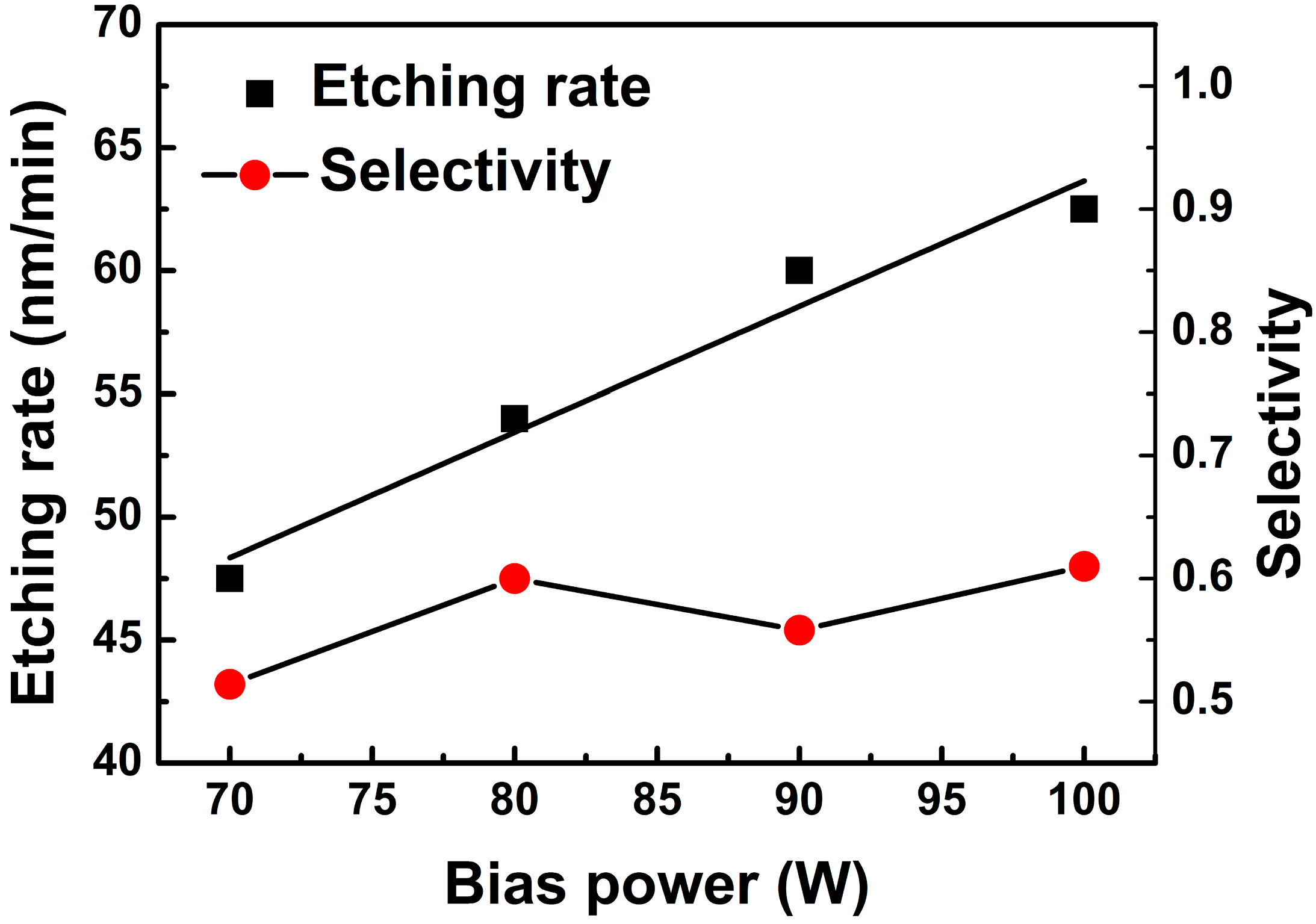
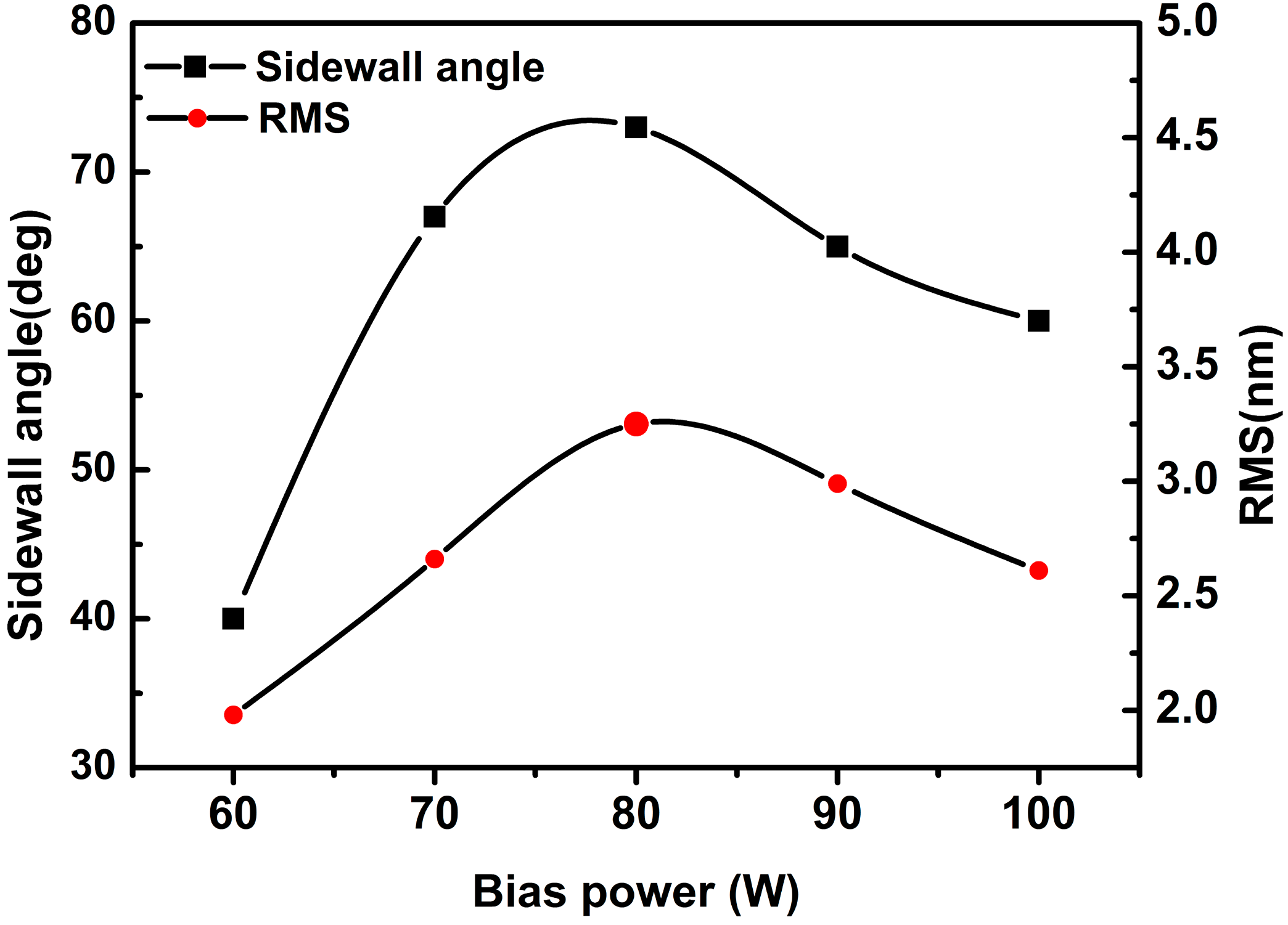
3.1.3. Bias Power

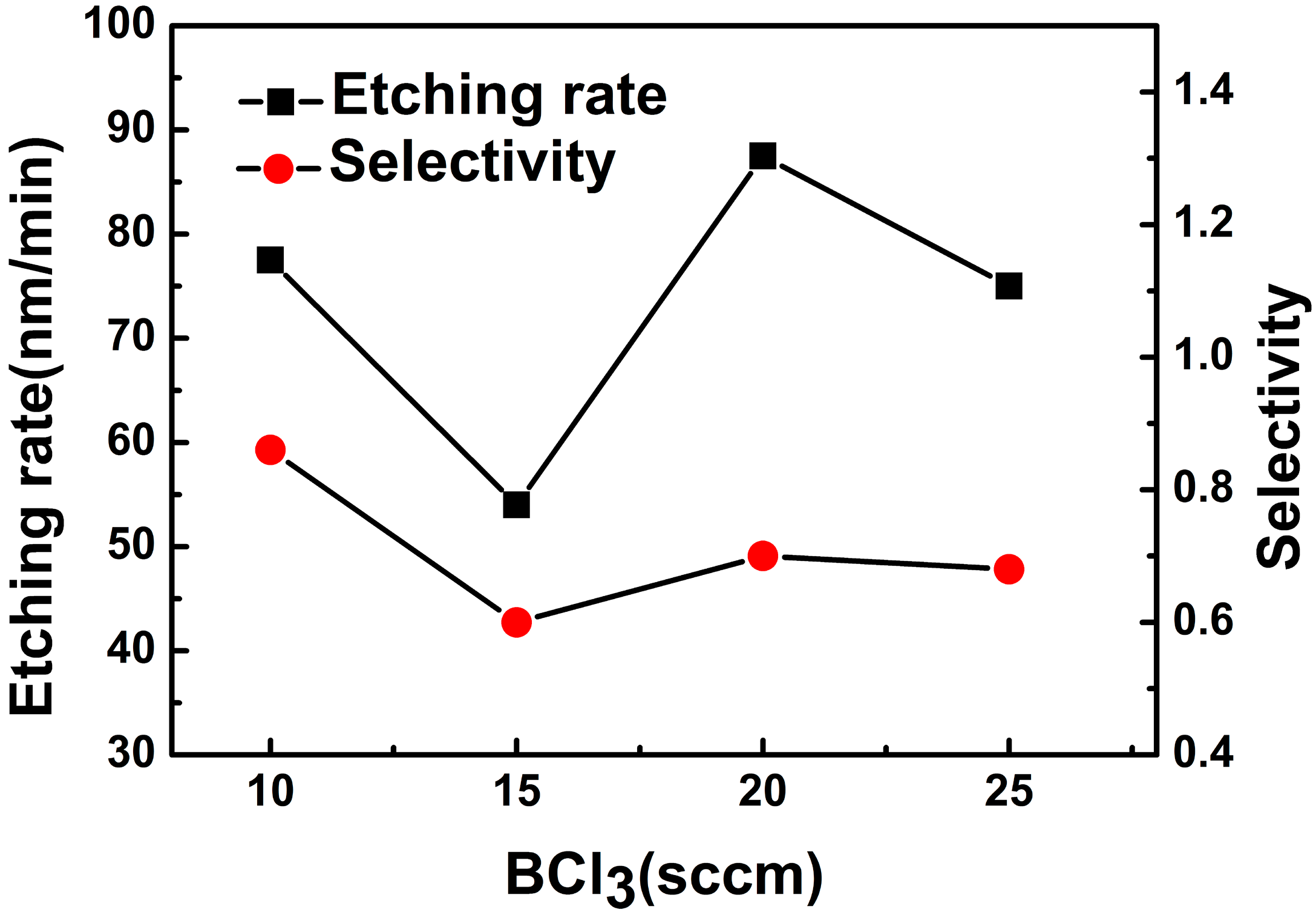
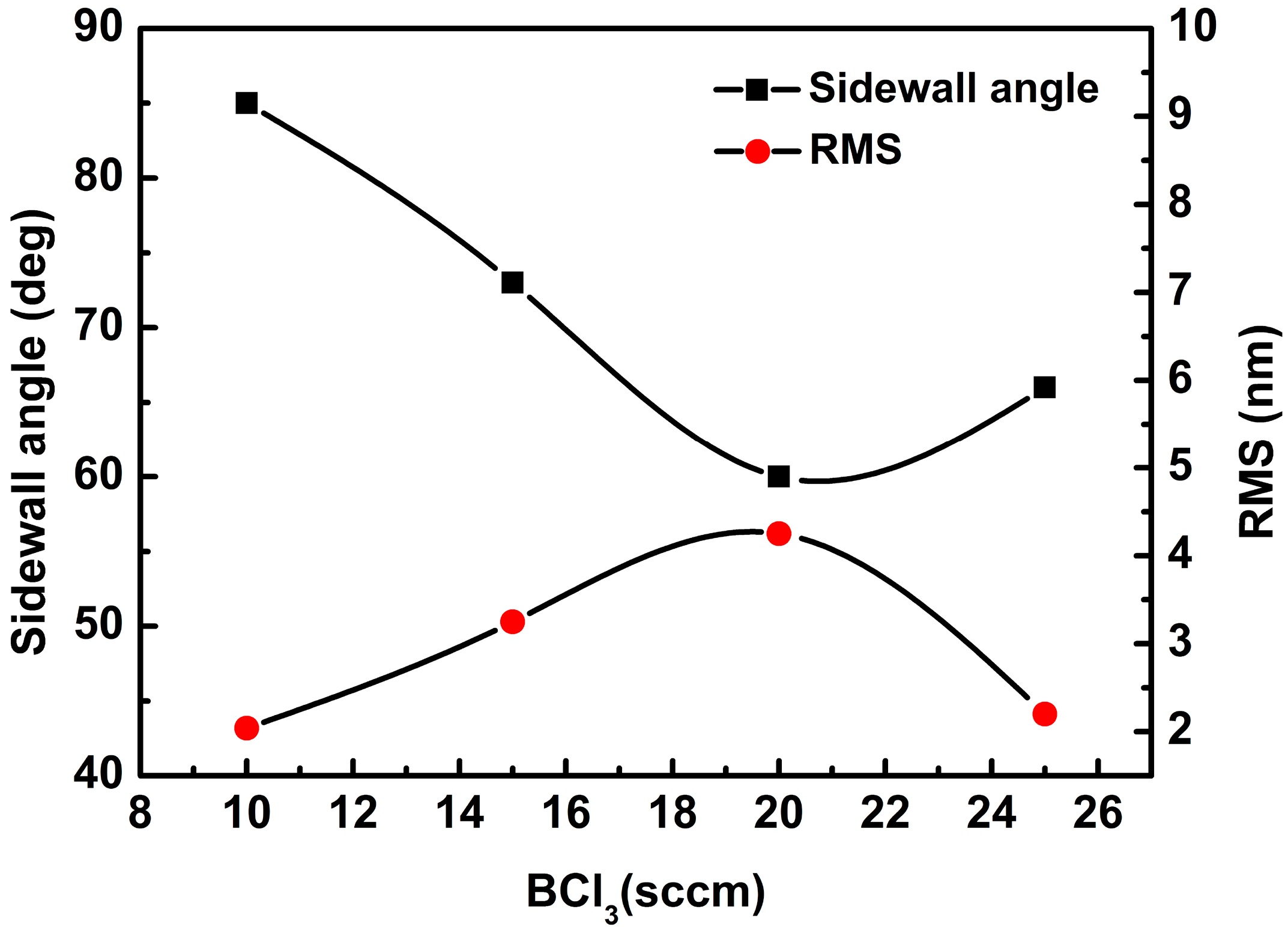
3.1.4. BCl3 Flow Rate

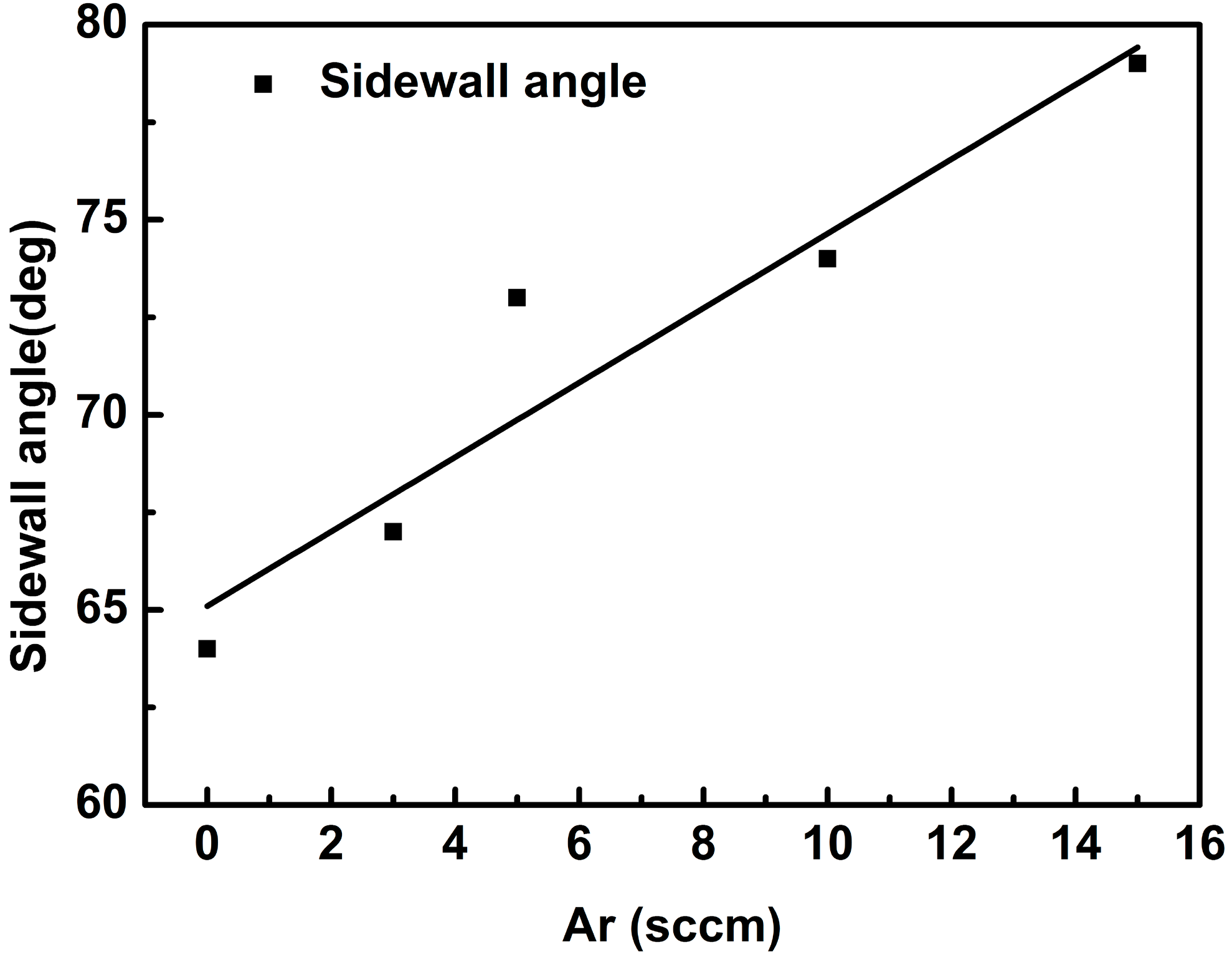
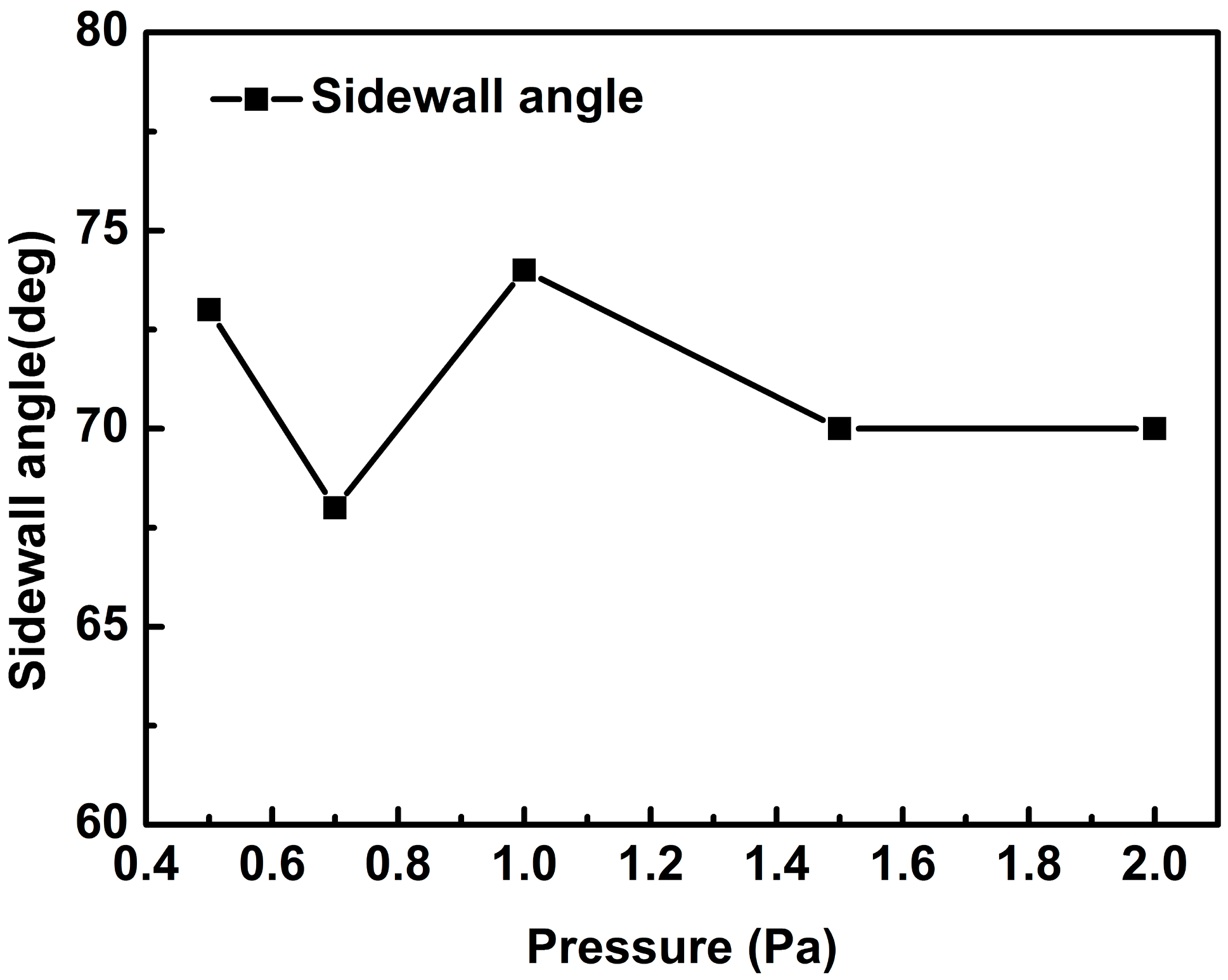
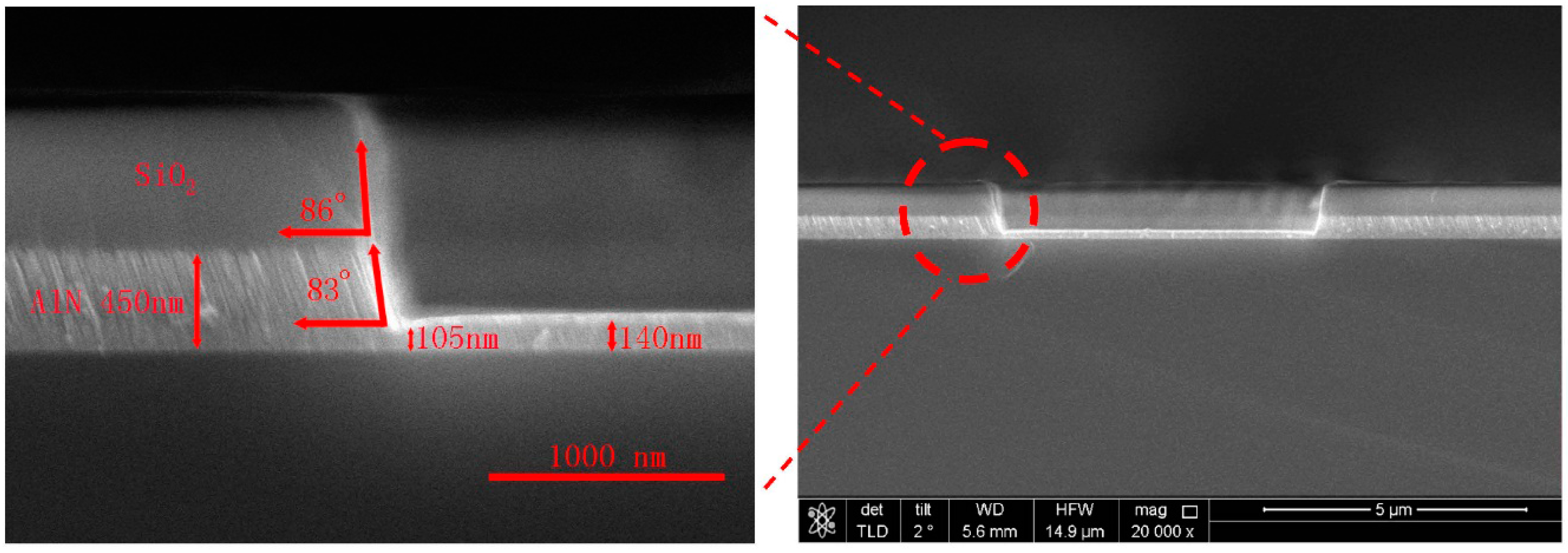
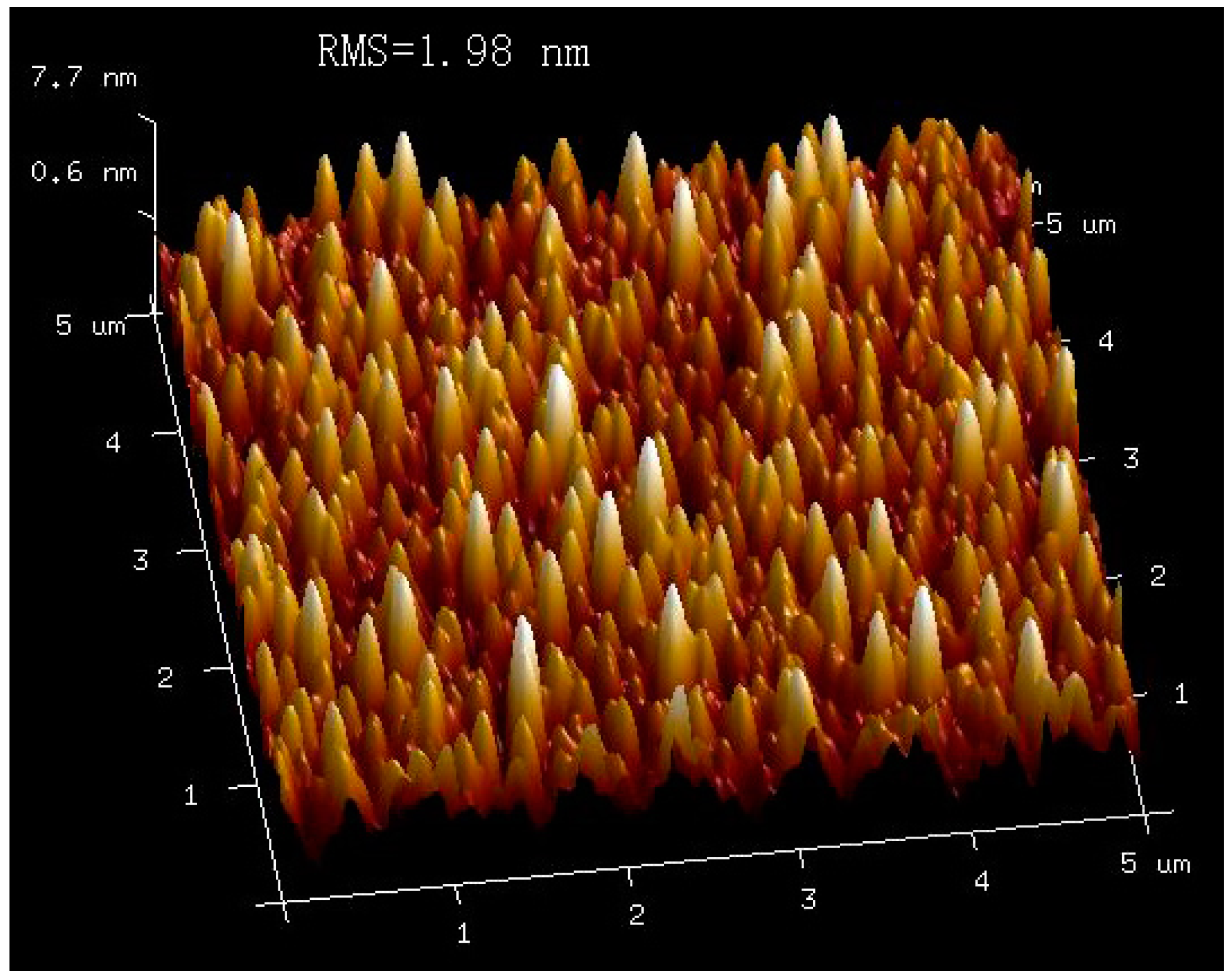
3.2. Sidewall Angle and Roughness





3.3. Microtrenching Effect and the Bottom Electrode


4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sanchez-Rojas, J.-L.; Hernando, J.; Ababneh, A.; Schmid, U.; Olivares, J.; Clement, M.; Iborra, E. Advanced determination of piezoelectric properties of AlN thin films on silicon substrates. In Proceedings of IEEE Ultrasonics Symposium, Beijing, China, 2–5 November 2008; pp. 903–906.
- Wang, S.; Xu, Y.; Zheng, S.; Han, D. Development of 1.8 GHz film bulk acoustic resonator based on AlN. J. Artic. Semiconduct. Technol. 2012, 37, 146–149. [Google Scholar]
- Rinaldi, M.; Zuniga, C.; Piazza, G. 5–10 GHz AlN contour-mode nanoelectromechanical resonators. In Proceedings of IEEE 22nd International Conference on Micro Electro Mechanical Systems, Sorrento, Italy, 25–29 January 2009; pp. 916–919.
- Lin, C.M.; Chen, Y.Y.; Felmetsger, V.V.; Senesky, D.G.; Pisano, A.P. AlN/3C-SiC composite plate enabling high-frequency and high-Q micromechanical resonators. Adv. Mater. 2012, 24, 2722–2727. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.M.; Yantchev, V.; Zou, J.; Chen, Y.Y.; Pisano, A.P. Micromachined one-port aluminum nitride lamb wave resonators utilizing the lowest-order symmetric mode. J. Microelectromech. Syst. 2014, 23, 78–91. [Google Scholar] [CrossRef]
- Lin, C.M.; Yen, T.T.; Lai, Y.J.; Felmetsger, V.V.; Hopcroft, M.A.; Kuypers, J.H.; Pisano, A.P. Temperature-compensated aluminum nitride lamb wave resonators. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2010, 57, 524–532. [Google Scholar] [CrossRef] [PubMed]
- Bliznetsov, V.; Bin Johari, B.H.; Chentir, M.T.; Li, W.H.; Wong, L.Y.; Merugu, S.; Zhang, X.L.; Singh, N. Improving aluminum nitride plasma etch process for MEMS applications. J. Micromech. Microeng. 2013, 23, 117001. [Google Scholar] [CrossRef]
- Hahn, Y.; Hays, D.; Donovan, S.; Abernathy, C.; Han, J.; Shul, R.; Cho, H.; Jung, K.; Pearton, S. Effect of additive noble gases in chlorine-based inductively coupled plasma etching of GaN, InN, and AlN. J. Vac. Sci. Technol. A 1999, 17, 768–773. [Google Scholar] [CrossRef]
- Khan, F.; Zhou, L.; Kumar, V.; Adesida, I.; Okojie, R. High rate etching of AlN using BCl3/Cl2/Ar inductively coupled plasma. Mater. Sci. Eng. B 2002, 95, 51–54. [Google Scholar] [CrossRef]
- Shah, A.P.; Laskar, M.R.; Rahman, A.A.; Gokhale, M.R.; Bhattacharya, A. Inductively coupled plasma reactive ion etching of III-nitride semiconductors. Solid State Phys. 2013, 1512, 494–495. [Google Scholar]
- Shah, A.P.; Laskar, M.R.; Rahman, A.A.; Gokhale, M.R.; Bhattacharya, A. Inductively coupled plasma-reactive ion etching of c-and a-plane AlGaN over the entire Al composition range: Effect of BCl3 pretreatment in Cl2/Ar plasma chemistry. J. Vac. Sci. Technol. A 2013, 31, 061305. [Google Scholar] [CrossRef]
- Shul, R.; Willison, C.; Bridges, M.; Han, J.; Lee, J.; Pearton, S.; Abernathy, C.; MacKenzie, J.; Donovan, S.; Zhang, L. Selective inductively coupled plasma etching of group-III nitrides in Cl2 and BCl3 based plasmas. J. Vac. Sci. Technol. A 1998, 16, 1621–1626. [Google Scholar] [CrossRef]
- Xiong, J.; Gu, H.-S.; Hu, K.; Hu, M.-Z. Influence of substrate metals on the crystal growth of AlN films. Int. J. Miner. Metall. Mater. 2010, 17, 98–103. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Si, C.; Han, G.; Zhang, M.; Ma, L.; Zhao, Y.; Ning, J. Researching the Aluminum Nitride Etching Process for Application in MEMS Resonators. Micromachines 2015, 6, 281-290. https://doi.org/10.3390/mi6020281
Yang J, Si C, Han G, Zhang M, Ma L, Zhao Y, Ning J. Researching the Aluminum Nitride Etching Process for Application in MEMS Resonators. Micromachines. 2015; 6(2):281-290. https://doi.org/10.3390/mi6020281
Chicago/Turabian StyleYang, Jian, Chaowei Si, Guowei Han, Meng Zhang, Liuhong Ma, Yongmei Zhao, and Jin Ning. 2015. "Researching the Aluminum Nitride Etching Process for Application in MEMS Resonators" Micromachines 6, no. 2: 281-290. https://doi.org/10.3390/mi6020281