
Gradient-Pattern Micro-Grooved Wicks Fabricated by the Ultraviolet Nanosecond Laser Method and Their Enhanced Capillary Performance
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of Copper CSMWs by Ultraviolet Nanosecond Laser
2.2. Surface Characterization
2.3. Capillary Rise Test by IR Camera
3. Capillary Theory and Data Reduction in Capillary Performance Parameter
4. Uncertainties
5. Results and Discussion
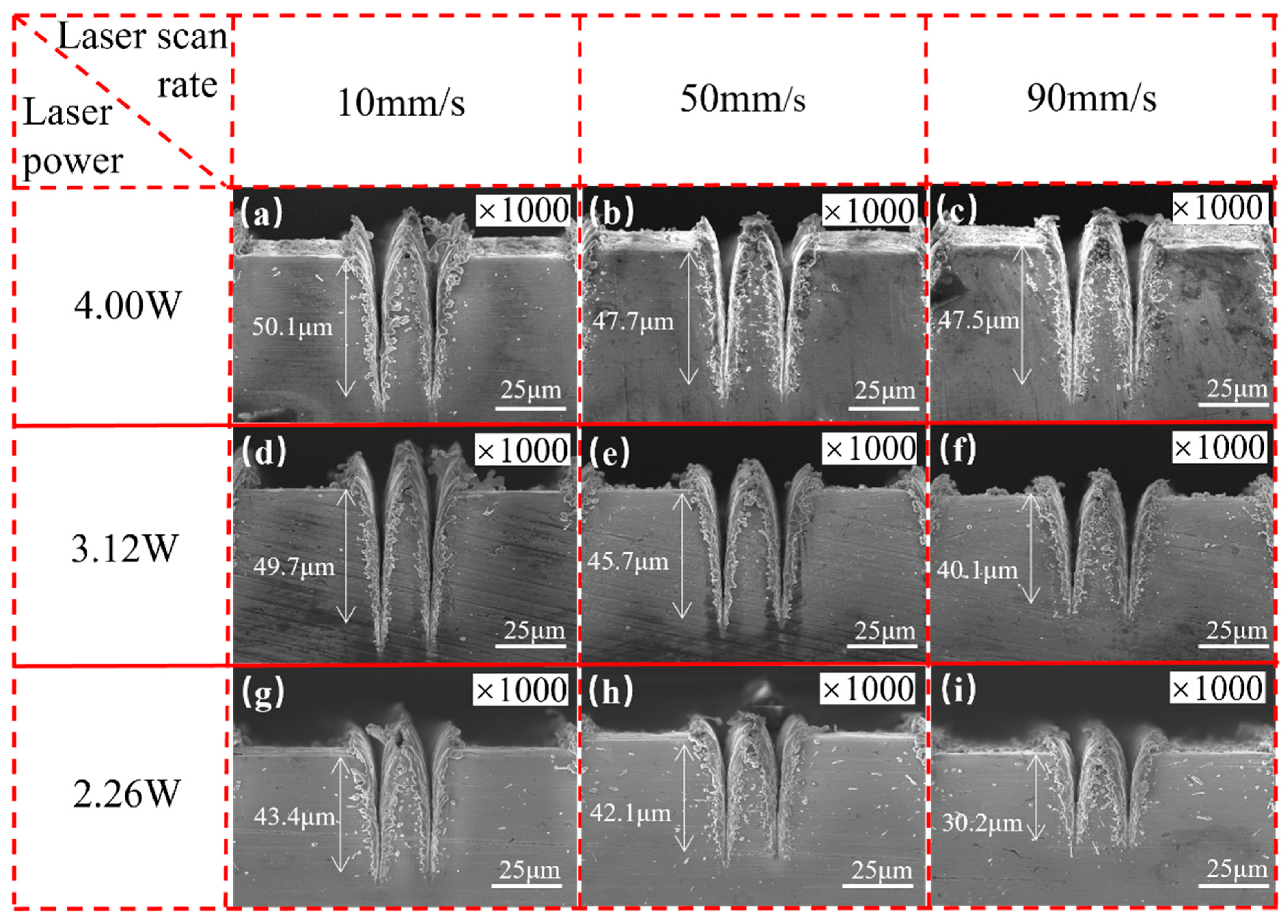
5.1. Influences of Laser Parameters on Micro-Groove Morphology
5.2. Influences of Laser Parameters on Contact Angle
5.3. Enhanced Capillary Performance of the CSMW Compared to the Non-Gradient Parallel Wick
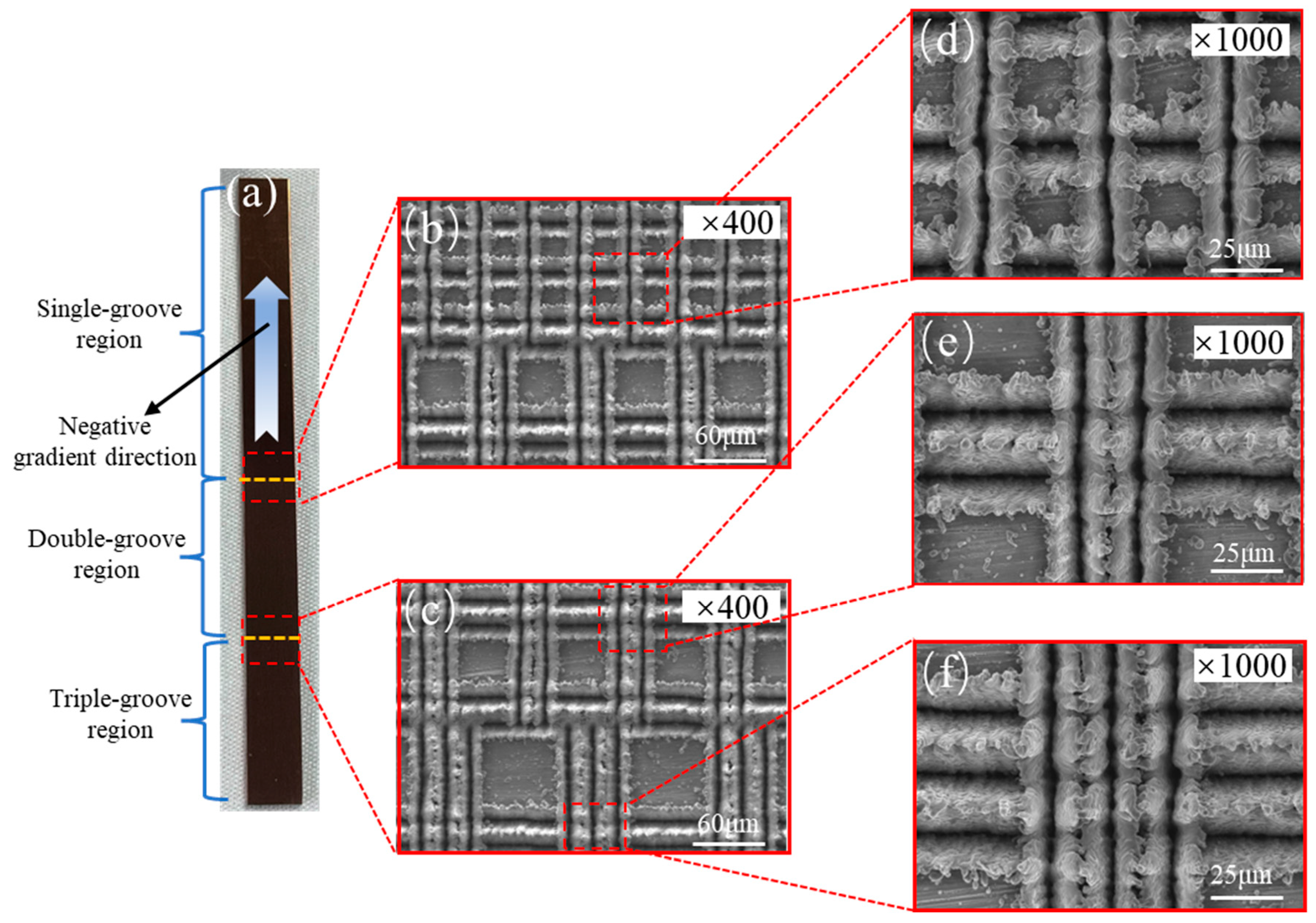
5.4. Influences of Capillary-Gradient Direction on Capillary Performance of the CSMWs
5.5. Influences of Laser Parameters on Capillary Performance of the CSMWs
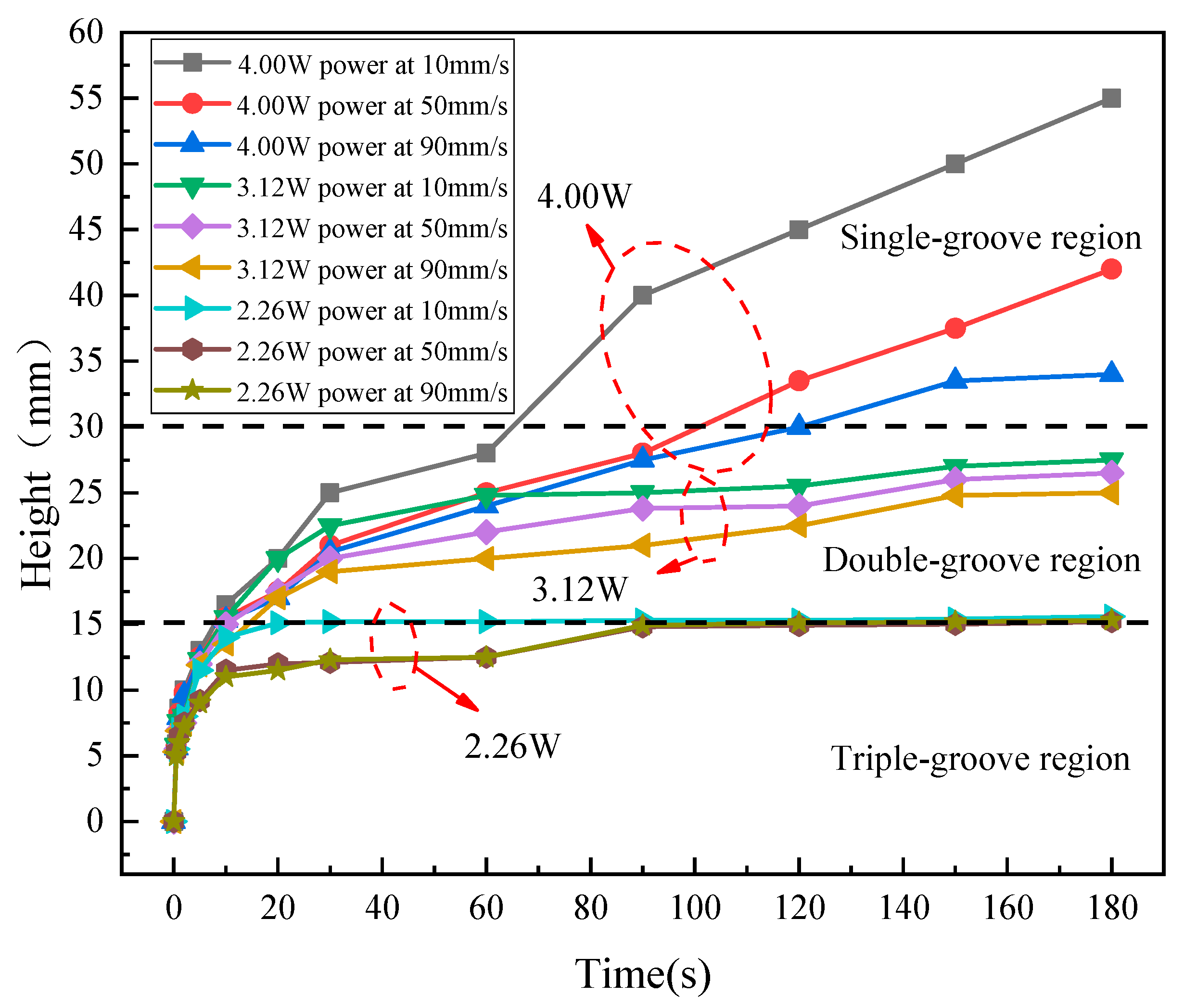
5.5.1. Influence of Laser Parameters on Capillary Rise Height
5.5.2. Coupled Effect of Laser Parameters on Capillary Performance Parameters of the CSMWs
6. Conclusions
- (1)
- The increase in laser power and the decrease in scanning speed can deepen V-shaped grooves and increase the surface roughness of CSMWs, resulting in more intricate surface morphology and a smaller contact angle. Besides, the equilibrium capillary rising height of the CSMW was greatly enhanced by 124% compared to the non-gradient grooved wick.
- (2)
- The capillary gradient direction of the CSMWs has substantial influences on the capillary performance. In the positive gradient direction, the meniscus experiences capillary blocking at the boundary of neighboring regions. In contrast, for the negative gradient direction, there is a secondary acceleration phenomenon at the region boundary. This can be attributed to the sudden increase in capillary force induced by the decrease in capillary radius, resulting in a unique capillary rise curve that is significantly different from the classical Lucas–Washburn model for uniform capillary wicks.
- (3)
- The laser parameters significantly affect the capillary performance of the CSMWs. The equilibrium capillary rise height increases with the increase in laser power and the decrease in scanning speed. The CSMW sample fabricated with a laser power of 4 W at a scanning speed of 10 mm/s has the highest capillary performance parameter of 9.18 ± 0.15 × 10−9 N, which is 293% higher than that of the 2 W-90 V sample. Therefore, it is very important to select appropriate laser parameters for the enhancement of the capillary performance of the CSMWs.
- (4)
- The enhancement mechanisms of lase processing for the capillary performance of the CSMWs involve improved hydrophilicity and reduced capillary radius. The laser-processed surfaces exhibit increased roughness and abundant protrusion morphology with a recast layer, which can increase the surface area and thereby lower the contact angle, resulting in improved hydrophilicity. The high-energy density and Gaussian distribution of laser energy produce V-shaped grooves, which have elongated the regions at the groove ends, resulting in a large depth-to-width ratio and a reduced capillary radius. To sum up, the increased hydrophilicity and decreased capillary radius result in increased Laplace pressure, thereby enhancing the capillary performance of the CSMWs.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| a | centerline distance of the adjacent groove (mm) |
| dh/dt | capillary rise velocity (mm/s) |
| g | gravitational acceleration (m/s2) |
| h | capillary rise height (mm) |
| K | permeability of wick (mm2) |
| P | pressure (Pa) |
| LP | laser power (W) |
| ΔPcap·K | capillary performance parameter (N) |
| ΔPcap | capillary pressure (Pa) |
| rp | capillary radius of pore (mm) |
| reff | effective capillary radius (mm) |
| S1 | spacing between single grooves (mm) |
| S2 | spacing between double grooves (mm) |
| S3 | spacing between triple grooves (mm) |
| V | laser scanning speed (mm/s) |
| Greek symbols | |
| μ | dynamic viscosity (Pa·s) |
| θ | contact angle (°) |
| ε | porosity, dimensionless |
| ρ | density (kg/m3) |
| σ | surface tension (N/m) |
| Subscripts | |
| cap | capillary |
| eff | effective |
| p | pore |
| Abbreviations | |
| PG | positive gradient |
| CSMW | capillary step-gradient micro-grooved wick |
| IC | integrated circuit |
References
- Wang, J.; Li, Y.; Liu, X.; Shen, C.; Zhang, H.; Xiong, K. Recent Active thermal Management Technologies for the Development of Energy-Optimized Aerospace Vehicles in China. Chin. J. Aeronaut. 2021, 34, 1–27. [Google Scholar] [CrossRef]
- He, W.; Zhang, J.; Li, H.; Liu, S.; Wang, Y.; Lv, B.; Wei, J. Optimal thermal Management of Server Cooling System Based Cooling Tower Under Different Ambient Temperatures. Appl. Therm. Eng. 2022, 207, 118176. [Google Scholar] [CrossRef]
- Sohel Murshed, S.M.; Nieto De Castro, C.A. A Critical Review of Traditional and Emerging Techniques and Fluids for Electronics Cooling. Renew. Sustain. Energy Rev. 2017, 78, 821–833. [Google Scholar] [CrossRef]
- Lu, N.; Li, J.; Sun, Y. Research Progress and Prospect of Heat Pipe Capillary Wicks. Front. Heat Mass Transf. 2022, 18, 24. [Google Scholar] [CrossRef]
- Chen, S.-W.; Hsieh, J.-C.; Chou, C.-T.; Lin, H.-H.; Shen, S.-C.; Tsai, M.-J. Experimental investigation and Visualization on Capillary and Boiling Limits of Micro-Grooves Made by Different Processes. Sens. Actuators A 2007, 139, 78–87. [Google Scholar] [CrossRef]
- Zhong, G.; Tang, Y.; Ding, X.; Chen, G.; Li, Z. Experimental investigation on Wettability and Capillary Performance of Ultrasonic Modified Grooved Aluminum Wicks. Int. J. Heat Mass Transf. 2021, 179, 121642. [Google Scholar] [CrossRef]
- Singh, T.; Dvivedi, A. Developments in Electrochemical Discharge Machining: A Review on Electrochemical Discharge Machining, Process Variants and their Hybrid Methods. Int. J. Mach. Tools Manuf. 2016, 105, 1–13. [Google Scholar] [CrossRef]
- Tang, H.; Tang, Y.; Wan, Z.; Li, J.; Yuan, W.; Lu, L.; Li, Y.; Tang, K. Review of Applications and Developments of Ultra-Thin Micro Heat Pipes for Electronic Cooling. Appl. Energy 2018, 223, 383–400. [Google Scholar] [CrossRef]
- Tang, H.; Xie, Y.; Xia, L.; Tang, Y.; Sun, Y. Review on the Fabrication of Surface Functional Structures for Enhancing Heat Transfer of Heat Pipes. Appl. Therm. Eng. 2023, 226, 120337. [Google Scholar] [CrossRef]
- Huang, G.; Wei, X.; Gu, Y.; Kang, Z.; Lao, L.; Li, L.; Fan, J.; Shou, D. Heterogeneously Engineered Porous Media for Directional and asymmetric Liquid Transport. Cell Rep. Phys. Sci. 2022, 3, 100710. [Google Scholar] [CrossRef]
- Huang, G.; Yuan, W.; Tang, Y.; Zhang, B.; Zhang, S.; Lu, L. Enhanced Capillary Performance in Axially Grooved Aluminium Wicks by Alkaline Corrosion Treatment. Exp. Therm. Fluid Sci. 2017, 82, 212–221. [Google Scholar] [CrossRef]
- Ling, W.; Zhou, W.; Yu, W.; Chu, X. Capillary Pumping Performance of Porous Copper Fiber Sintered Wicks for Loop Heat Pipes. Appl. Therm. Eng. 2018, 129, 1582–1594. [Google Scholar] [CrossRef]
- Zhang, S.; Lin, L.; Chen, G.; Tang, H.; Zeng, J.; Yuan, W.; Tang, Y. Experimental Study on the Capillary Performance of Aluminum Micro-Grooved Wicks with Reentrant Cavity Array. Int. J. Heat Mass Transf. 2019, 139, 917–927. [Google Scholar] [CrossRef]
- Li, P.; Xie, J.; Cheng, J.; Wu, K.K. Anisotropic Wetting Properties on A Precision-Ground Micro-V-Grooved Si Surface Related To their Micro-Characterized Variables. J. Micromech. Microeng. 2014, 24, 75004–75014. [Google Scholar] [CrossRef]
- Huang, S.; Wan, Z.; Zhang, X.; Yang, X.; Tang, Y. Evaluation of Capillary Performance of A Stainless Steel Fiber–Powder Composite Wick for Stainless Steel Heat Pipe. Appl. Therm. Eng. 2019, 148, 1224–1232. [Google Scholar] [CrossRef]
- Lee, S.; Yang, D.; Nikumb, S. Femtosecond Laser Micromilling of Si Wafers. Appl. Surf. Sci. 2008, 254, 2996–3005. [Google Scholar] [CrossRef]
- Katahira, K.; Ogawa, Y.; Morita, S.; Yamazaki, K. Experimental investigation for Optimizing the Fabrication of A Sapphire Capillary Using Femtosecond Laser Machining and Diamond Tool Micromilling. CIRP Ann. 2020, 69, 229–232. [Google Scholar] [CrossRef]
- Ruffino, F.; Grimaldi, M.G. Nanostructuration of Thin Metal Films by Pulsed Laser Irradiations: A Review. Nanomaterials 2019, 9, 1133. [Google Scholar] [CrossRef]
- Li, J.; Zhang, M. Enhanced Capillary Performance of Grooved Nanocarbon Foams as Wicks for Heat Pipes. Int. Commun. Heat Mass Transf. 2022, 130, 105763. [Google Scholar] [CrossRef]
- Jiang, G.; Tian, Z.; Luo, X.; Chen, C.; Hu, X.; Wang, L.; Peng, R.; Zhang, H.; Zhong, M. Ultrathin Aluminum Wick with Dual-Scale Microgrooves for Enhanced Capillary Performance. Int. J. Heat Mass Transf. 2022, 190, 122762. [Google Scholar] [CrossRef]
- Xie, F.; Yang, J.; Ngo, C.-V. The Effect of Femtosecond Laser Fluence and Pitches between V-Shaped Microgrooves on the Dynamics of Capillary Flow. Results Phys. 2020, 19, 103606. [Google Scholar] [CrossRef] [PubMed]
- Jiang, H.; Li, M.; Xie, H. Process Research on the Microgroove Depth Uniformity of Bursting Discs Using Femtosecond Lasers. Coatings 2022, 12, 567. [Google Scholar] [CrossRef]
- Wang, H.; Tang, Y.; Bai, P.; Guo, W.; Luo, Y.; Li, S.; Zhang, X.; Zhou, G. A Multiscale Composite Silicon Carbide Wick with Excellent Capillary Performance. Int. Commun. Heat Mass Transf. 2022, 139, 106478. [Google Scholar] [CrossRef]
- Long, J.; Chu, P.; Li, Y.; Lin, J.; Cao, Z.; Xu, M.; Ren, Q.; Xie, X. Dual-Scale Porous/Grooved Microstructures Prepared by Nanosecond Laser Surface Texturing for High-Performance Vapor Chambers. J. Manuf. Process. 2022, 73, 914–923. [Google Scholar] [CrossRef]
- Lewis, R.; Liew, L.-A.; Xu, S.; Lee, Y.-C.; Yang, R. Microfabricated Ultra-Thin All-Polymer thermal Ground Planes. Sci. Bull. 2015, 60, 701–706. [Google Scholar] [CrossRef]
- Ahmadi, M.; Bigham, S. Gradient Wick Channels for Enhanced Flow Boiling Htc and Delayed Chf. Int. J. Heat Mass Transf. 2021, 167, 120764. [Google Scholar] [CrossRef]
- Zhou, F.; Zhou, G.; Zhou, J.; Huai, X.; Jiang, Y. A Novel Ultra-Thin Vapor Chamber with Radial-Gradient Hierarchical Wick for High-Power Electronics Cooling. Int. J. Therm. Sci. 2023, 183, 107896. [Google Scholar] [CrossRef]
- Zhang, S.; Jiang, X.; Li, Y.; Chen, G.; Sun, Y.; Tang, Y.; Pan, C. Extraordinary Boiling Enhancement Through Micro-Chimney Effects in Gradient Porous Micromeshes for High-Power Applications. Energy Convers. Manag. 2020, 209, 112665. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, X.; Li, X.; Xu, J.; Qi, H.; Shan, D.; Guo, B. Enhanced Evaporation Performance on A Novel Microstructured Surface with Vertical Dimension Gradient. Int. J. Heat Mass Transf. 2022, 199, 123478. [Google Scholar] [CrossRef]
- Liu, C.; Chen, H.; Li, Q. Experimental Study in thermal Expansion Devices of Phase-Change Material Coupled To Vapor Chamber with Gradient Wettability Wick. J. Energy Storage 2022, 55, 105429. [Google Scholar] [CrossRef]
- Xie, X.; Weng, Q.; Luo, Z.; Long, J.; Wei, X. thermal Performance of the Flat Micro-Heat Pipe with the Wettability Gradient Surface by Laser Fabrication. Int. J. Heat Mass Transf. 2018, 125, 658–669. [Google Scholar] [CrossRef]
- Tang, Y.; Deng, D.; Lu, L.; Pan, M.; Wang, Q. Experimental investigation on Capillary force of Composite Wick Structure by Ir thermal Imaging Camera. Exp. Therm. Fluid Sci. 2010, 34, 190–196. [Google Scholar] [CrossRef]
- Leone, C.; Papa, I.; Tagliaferri, F.; Lopresto, V. Investigation of Cfrp Laser Milling Using A 30w Q-Switched Yb:Yag Fiber Laser: Effect of Process Parameters on Removal Mechanisms and Haz formation. Compos. Part A Appl. Sci. Manuf. 2013, 55, 129–142. [Google Scholar] [CrossRef]
- Deng, D.; Wan, W.; Huang, Q.; Huang, X.; Zhou, W. Investigations on Laser Micromilling of Circular Micro Pin Fins for Heat Sink Cooling Systems. Int. J. Adv. Manuf. Technol. 2016, 87, 151–164. [Google Scholar] [CrossRef]
- Tang, J.; Hu, X. Evaluation of Capillary Wetting Performance of Micro-Nano Hybrid Structures for Open Microgrooves Heat Sink. Exp. Therm. Fluid Sci. 2020, 112, 109948. [Google Scholar] [CrossRef]
- Holley, B.; Faghri, A. Permeability and Effective Pore Radius Measurements for Heat Pipe and Fuel Cell Applications. Appl. Therm. Eng. 2006, 26, 448–462. [Google Scholar] [CrossRef]
- Tang, Y.; Deng, D.; Huang, G.; Wan, Z.; Lu, L. Effect of Fabrication Parameters on Capillary Performance of Composite Wicks for Two-Phase Heat Transfer Devices. Energy Convers. Manag. 2013, 66, 66–76. [Google Scholar] [CrossRef]
- Tang, Y.; Tang, H.; Li, J.; Zhang, S.; Zhuang, B.; Sun, Y. Experimental investigation of Capillary force in A Novel Sintered Copper Mesh Wick for Ultra-Thin Heat Pipes. Appl. Therm. Eng. 2017, 115, 1020–1030. [Google Scholar] [CrossRef]
- Deng, D.; Liang, D.; Tang, Y.; Peng, J.; Han, X.; Pan, M. Evaluation of Capillary Performance of Sintered Porous Wicks for Loop Heat Pipe. Exp. Therm. Fluid Sci. 2013, 50, 1–9. [Google Scholar] [CrossRef]
- Hao, X.; Xu, W.; Chen, M.; Wang, C.; Han, J.; Li, L.; He, N. Laser Hybridizing with Micro-Milling for Fabrication of High aspect Ratio Micro-Groove on Oxygen-Free Copper. Precis. Eng. 2021, 70, 15–25. [Google Scholar] [CrossRef]
- Huang, G.; Tang, Y.; Wang, P.; Lu, L.; Yuan, W. thermal Characterisation of Micro Flat Aluminium Heat Pipe Arrays by Varying Working Fluid and inclination Angle. Appl. Sci. 2018, 8, 1052. [Google Scholar] [CrossRef]
- Huang, G.; Li, W.; Zhong, G.; Abdulshaheed, A.A.; Li, C. Optimizing L-Shaped Heat Pipes with Partially-Hybrid Mesh-Groove Wicking Structures. Int. J. Heat Mass Transf. 2021, 170, 120926. [Google Scholar] [CrossRef]
- Zhu, H.; Zhang, M.; Ren, W.; Saetang, V.; Lu, J.; Wu, Y.; Xu, K.; Liu, Y.; Zhang, Z. Laser-induced Localized and Maskless Electrodeposition of Micro-Copper Structure on Silicon Surface: Simulation and Experimental Study. Opt. Laser Technol. 2024, 170, 110315. [Google Scholar] [CrossRef]
- Zhou, W.; Ling, W.; Liu, W.; Peng, Y.; Peng, J. Laser Direct Micromilling of Copper-Based Bioelectrode with Surface Microstructure Array. Opt. Lasers Eng. 2015, 73, 7–15. [Google Scholar] [CrossRef]
- Zhou, W.; Deng, W.; Lu, L.; Zhang, J.; Qin, L.; Ma, S.; Tang, Y. Laser Micro-Milling of Microchannel on Copper Sheet as Catalyst Support Used in Microreactor for Hydrogen Production. Int. J. Hydrogen Energy 2014, 39, 4884–4894. [Google Scholar] [CrossRef]
- Cai, J.; Jin, T.; Kou, J.; Zou, S.; Xiao, J.; Meng, Q. Lucas–Washburn Equation-Based Modeling of Capillary-Driven Flow in Porous Systems. Langmuir 2021, 37, 1623–1636. [Google Scholar] [CrossRef]
- Staples, T.L.; Shaffer, D.G. Wicking Flow in Irregular Capillaries. Colloids Surf. A Physicochem. Eng. Asp. 2002, 204, 239–250. [Google Scholar] [CrossRef]
- Deng, D.; Tang, Y.; Zeng, J.; Yang, S.; Shao, H. Characterization of Capillary Rise Dynamics in Parallel Micro V-Grooves. Int. J. Heat Mass Transf. 2014, 77, 311–320. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermophysical Properties | Copper | Ethanol |
|---|---|---|
| Density (g/cm3) | 8.93 | 0.79 |
| Surface tension coefficient (N/m) | - | 0.022 |
| Viscosity (10−3 Pa·s) | - | 1.10 |
| Thermal conductivity (W/(m·K)) | 386 | 0.1800 |
| Boiling point(K) | - | 351.15 |
| Heat capacity (J/(g·K)) | 0.386 | 2.44 |
| Thermal expansion coefficient (10−6/K) | 17.5 | 250 |
| Thermal diffusivity (mm2/s) | 111 | 8.71679 × 10−8 |
| Parameters | Value | Units |
|---|---|---|
| Wavelength | 335 | nm |
| Averaged laser power | 2.26~4 | W |
| Pulse width | 12 | ns |
| Laser frequency | 50 | kHz |
| Spot diameter | 20 | μm |
| Single pulse energy | 80 | μJ |
| Wick Sample Code | Laser Power, P (W) | Laser Scan Rate, V (mm/s) | Scanning Times, n |
|---|---|---|---|
| 4 W-90 V | 4.00 | 90 | 5 |
| 4 W-50 V | 4.00 | 50 | 5 |
| 4 W-10 V | 4.00 | 10 | 5 |
| 4 W-90 V-PG | 4.00 | 90 | 5 |
| 4 W-50 V-PG | 4.00 | 50 | 5 |
| 4 W-10 V-PG | 4.00 | 10 | 5 |
| 3 W-90 V | 3.12 | 90 | 5 |
| 3 W-50 V | 3.12 | 50 | 5 |
| 3 W-10 V | 3.12 | 10 | 5 |
| 2 W-90 V | 2.26 | 90 | 5 |
| 2 W-50 V | 2.26 | 50 | 5 |
| 2 W-10 V | 2.26 | 10 | 5 |
| Wick Samples | Capillary Performance Parameter, ΔPcap·K (10−9) | Standard Deviation of ΔPcap·K (10−10) | Relative Standard Deviation of ΔPcap·K |
|---|---|---|---|
| 4 W-90 V | 7.63 | 1.21 | 1.59% |
| 4 W-50 V | 7.97 | 1.23 | 1.54% |
| 4 W-10 V | 9.81 | 1.48 | 1.51% |
| 4 W-90 V-PG | 6.31 | 1.13 | 1.79% |
| 4 W-50 V-PG | 6.56 | 1.15 | 1.75% |
| 4 W-10 V-PG | 8.32 | 1.46 | 1.75% |
| 3 W-90 V | 5.21 | 0.97 | 1.86% |
| 3 W-50 V | 6.06 | 1.10 | 1.81% |
| 3 W-10 V | 7.10 | 1.24 | 1.74% |
| 2 W-90 V | 2.49 | 0.53 | 2.12% |
| 2 W-50 V | 2.91 | 0.62 | 2.13% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, G.; Liao, J.; Fan, C.; Liu, S.; Miao, W.; Zhang, Y.; Ta, S.; Yang, G.; Cui, C. Gradient-Pattern Micro-Grooved Wicks Fabricated by the Ultraviolet Nanosecond Laser Method and Their Enhanced Capillary Performance. Micromachines 2024, 15, 165. https://doi.org/10.3390/mi15010165
Huang G, Liao J, Fan C, Liu S, Miao W, Zhang Y, Ta S, Yang G, Cui C. Gradient-Pattern Micro-Grooved Wicks Fabricated by the Ultraviolet Nanosecond Laser Method and Their Enhanced Capillary Performance. Micromachines. 2024; 15(1):165. https://doi.org/10.3390/mi15010165
Chicago/Turabian StyleHuang, Guanghan, Jiawei Liao, Chao Fan, Shuang Liu, Wenjie Miao, Yu Zhang, Shiwo Ta, Guannan Yang, and Chengqiang Cui. 2024. "Gradient-Pattern Micro-Grooved Wicks Fabricated by the Ultraviolet Nanosecond Laser Method and Their Enhanced Capillary Performance" Micromachines 15, no. 1: 165. https://doi.org/10.3390/mi15010165