
A Layer-Dependent Analytical Model for Printability Assessment of Additive Manufacturing Copper/Steel Multi-Material Components by Directed Energy Deposition

Abstract
:1. Introduction
2. Theoretical Modeling
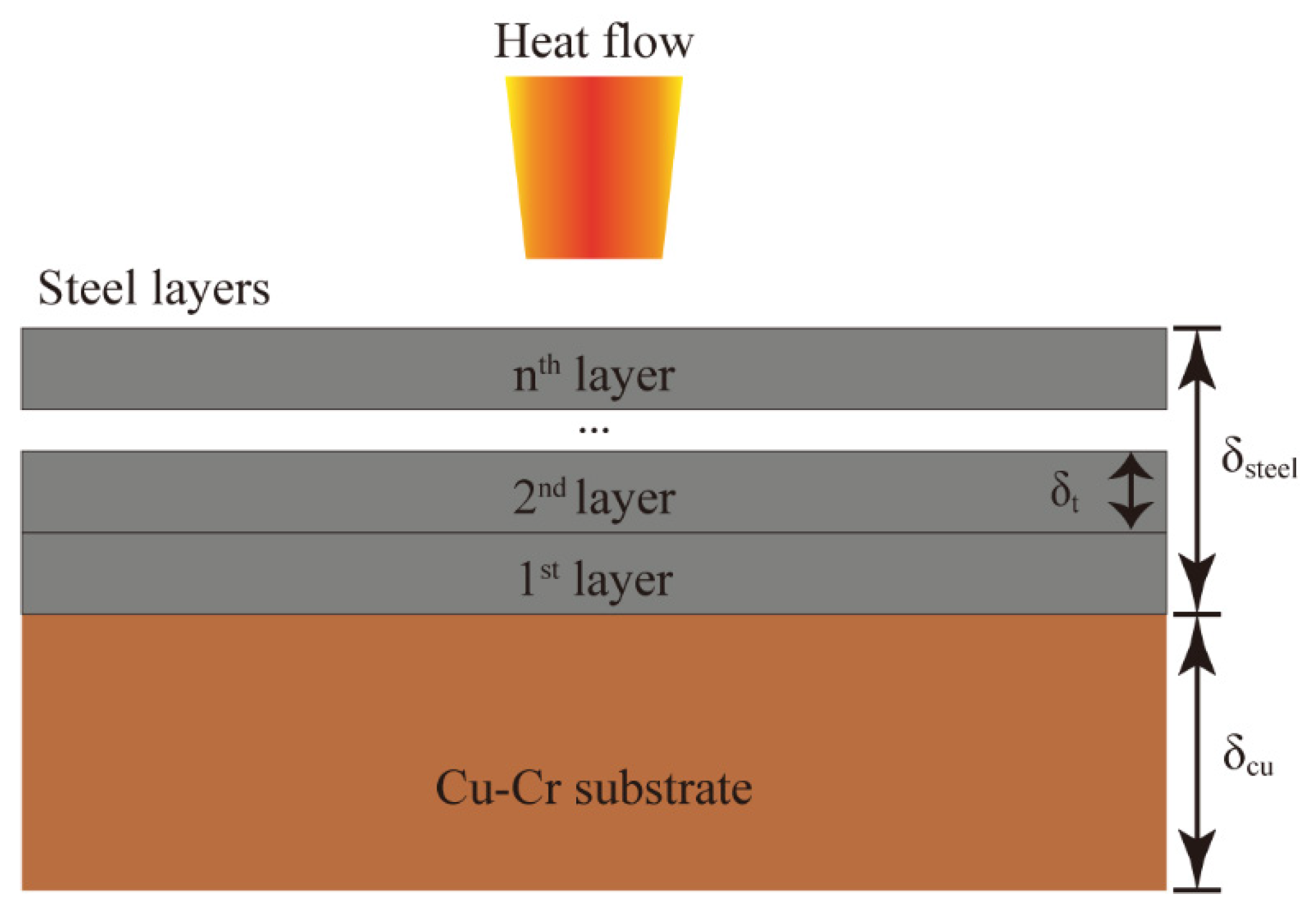
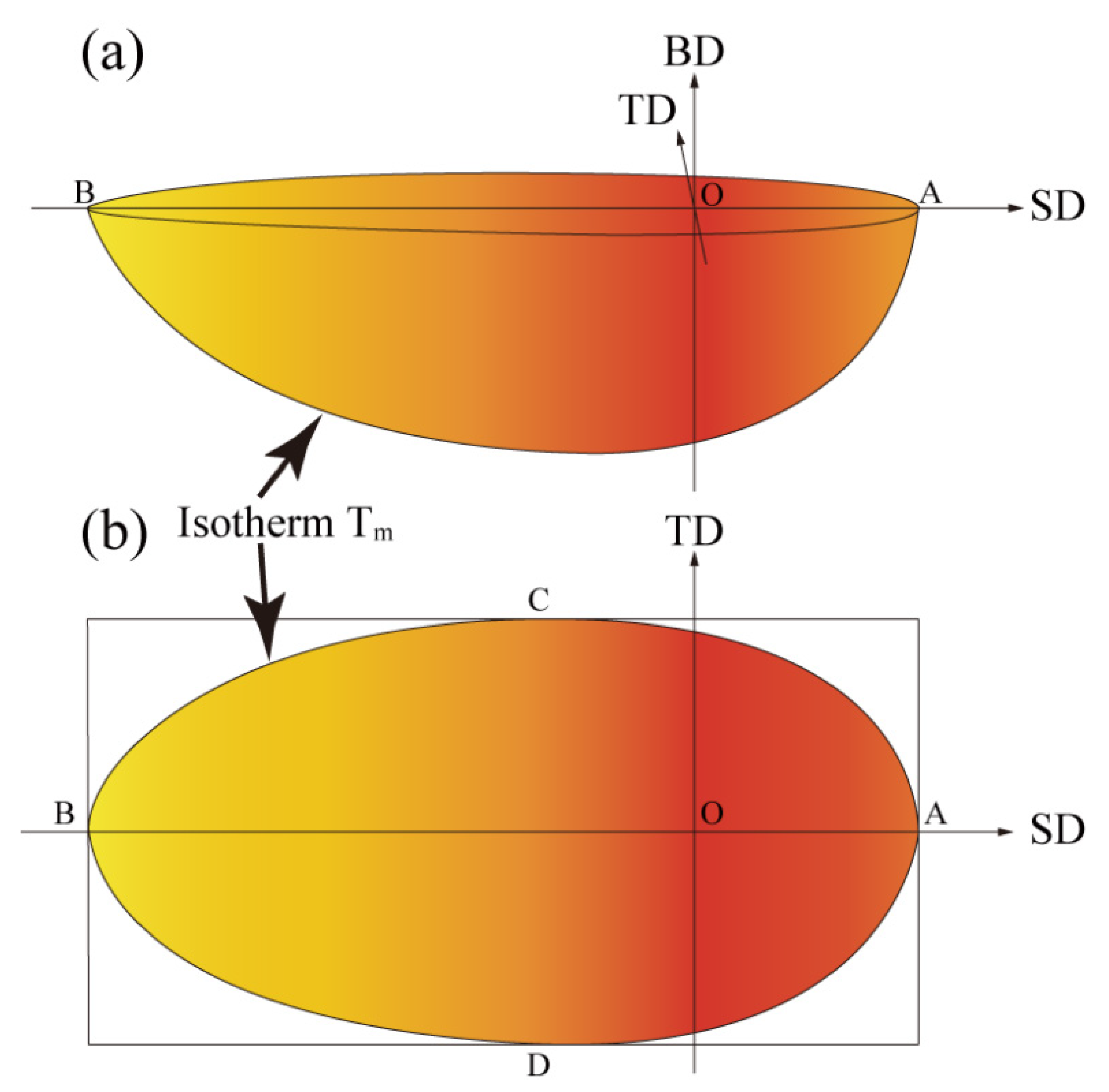
2.1. Thermal Model
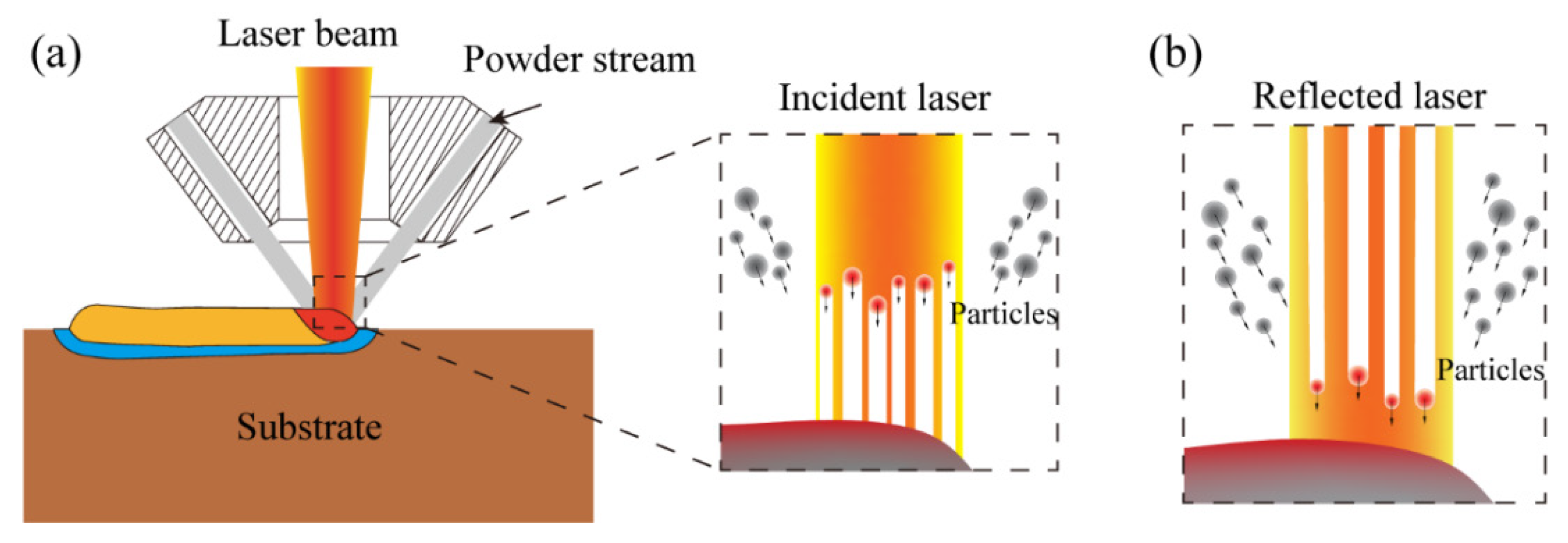
2.2. The Laser–Materials Interaction during the DED Process
- (1)
- The laser energy attenuation is proportional to the projected area of the powder particles in the laser beam. Since the powder concentration is much smaller compared with the gas flow volume, it is reasonable to neglect the shadow between particles.
- (2)
- The powder particles are considered homogeneous and spherical. The average diameter is used to represent the particle size. The argon gas atomized powder is used in this work, and the morphology of the powders is almost spherical from the scanning electron microscope (SEM) observation [3].
- (3)
- The thermophysical properties of materials are regarded as constant and invariable with the temperature.
- (4)
- The laser beam reaching the substrate is perfectly reflected upwards in the same shape as the initial beam.
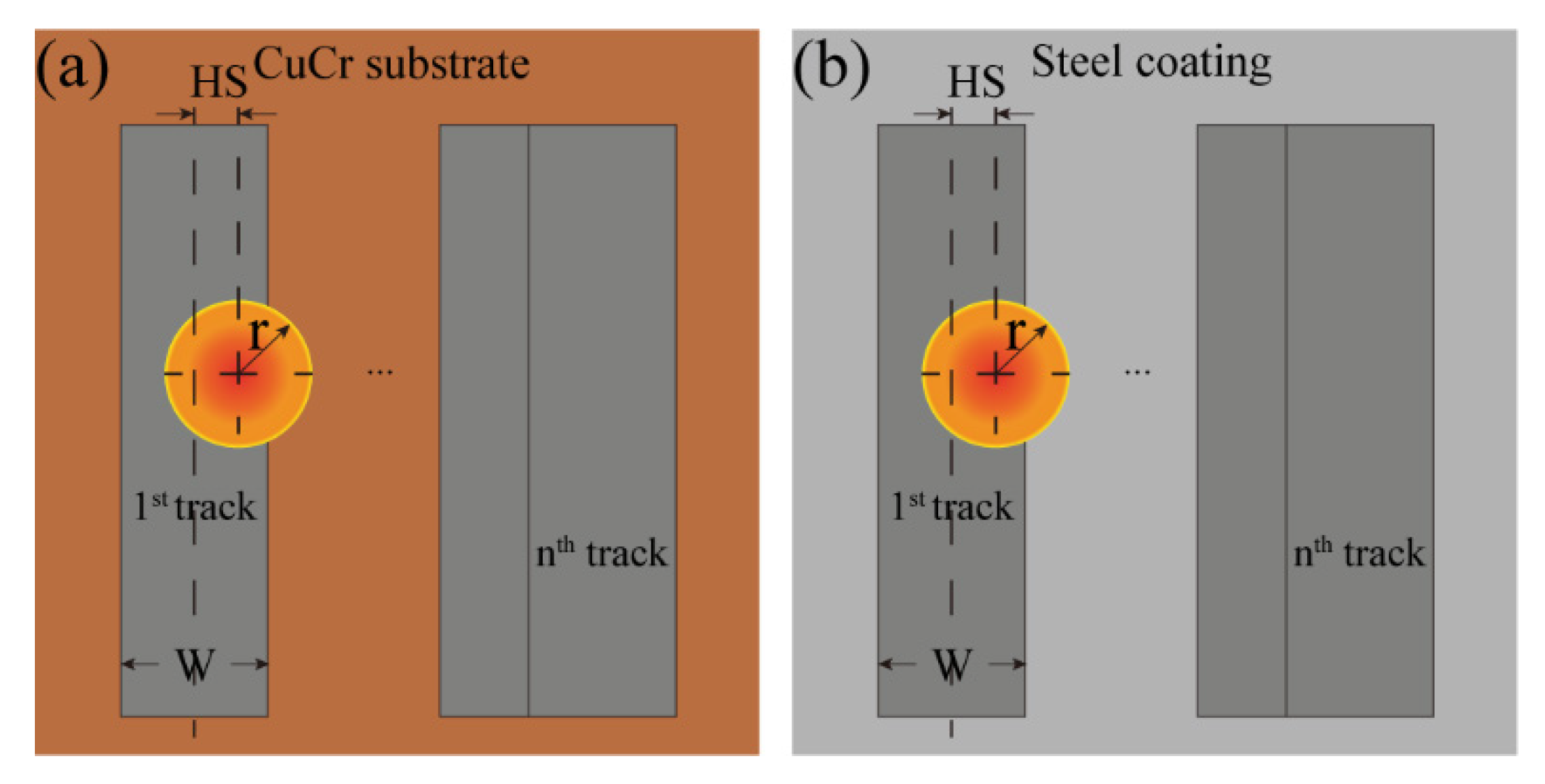
2.3. The Catchment Efficiency
2.4. Evolution of the Substrate Laser Absorption
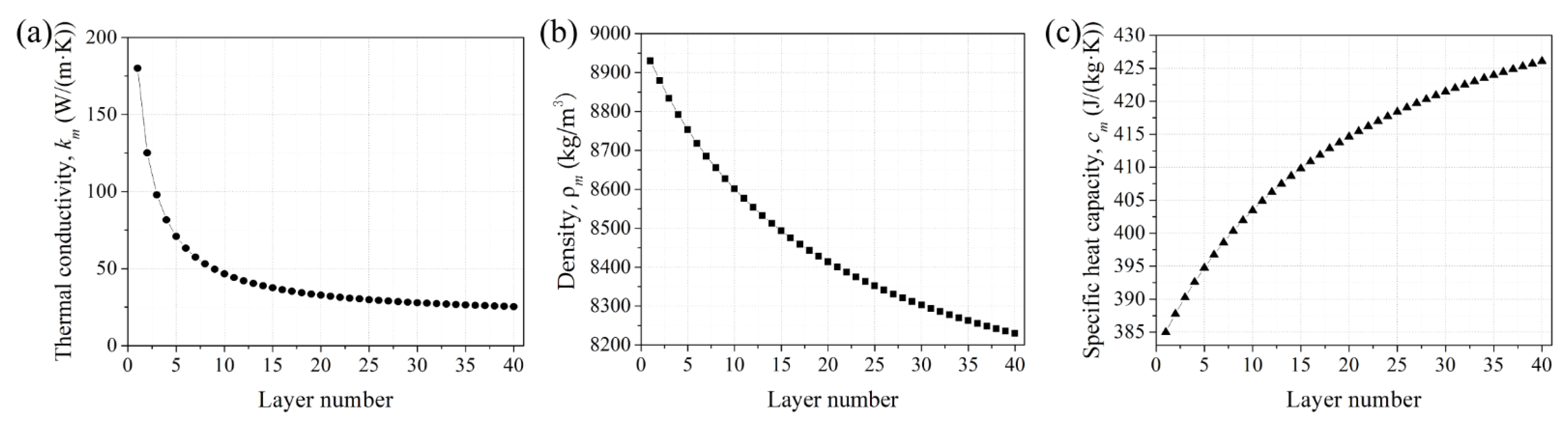
2.5. Evolution of the Effective Thermophysical Properties
3. Printability Predictions
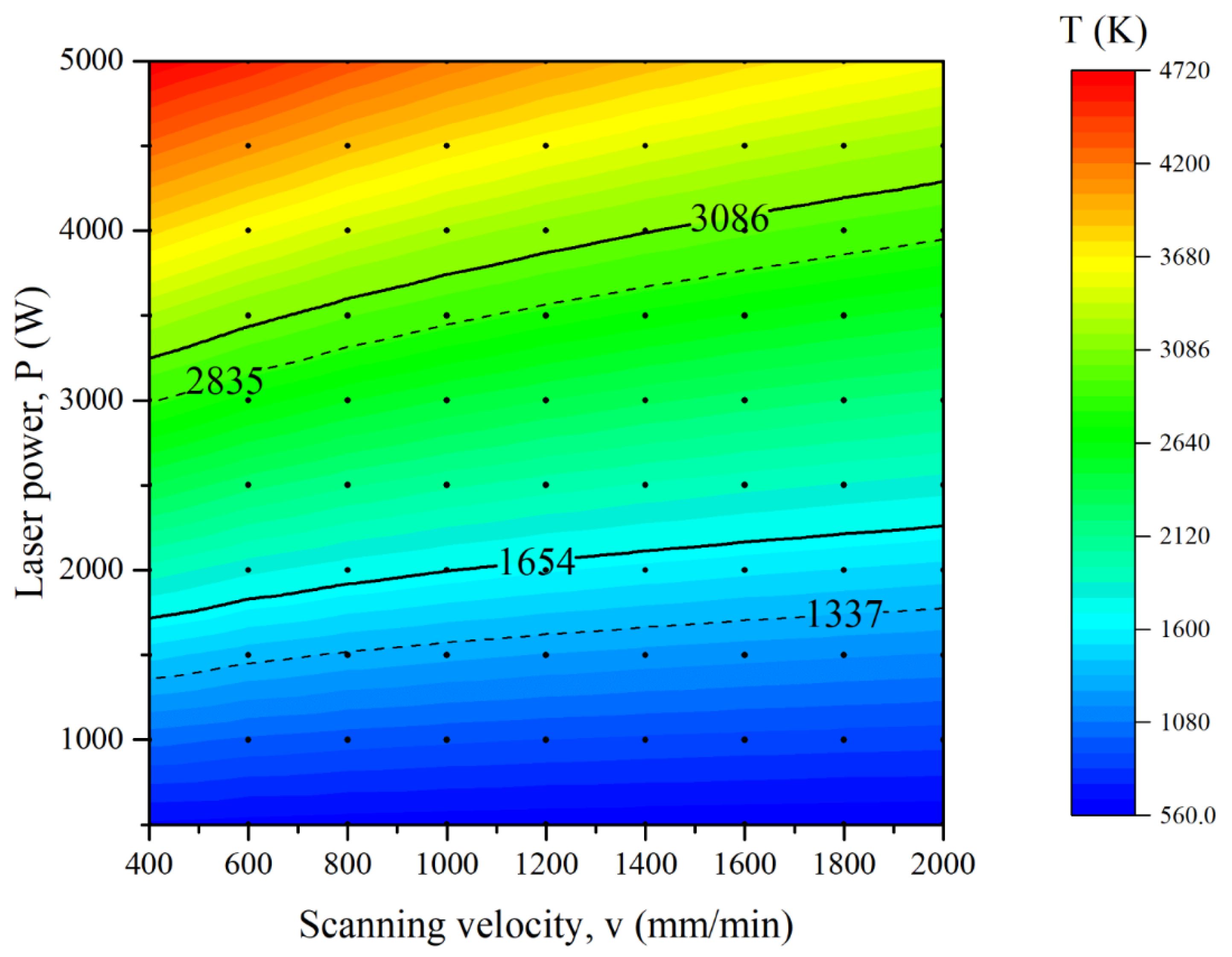
3.1. Printability Maps for the First Layer
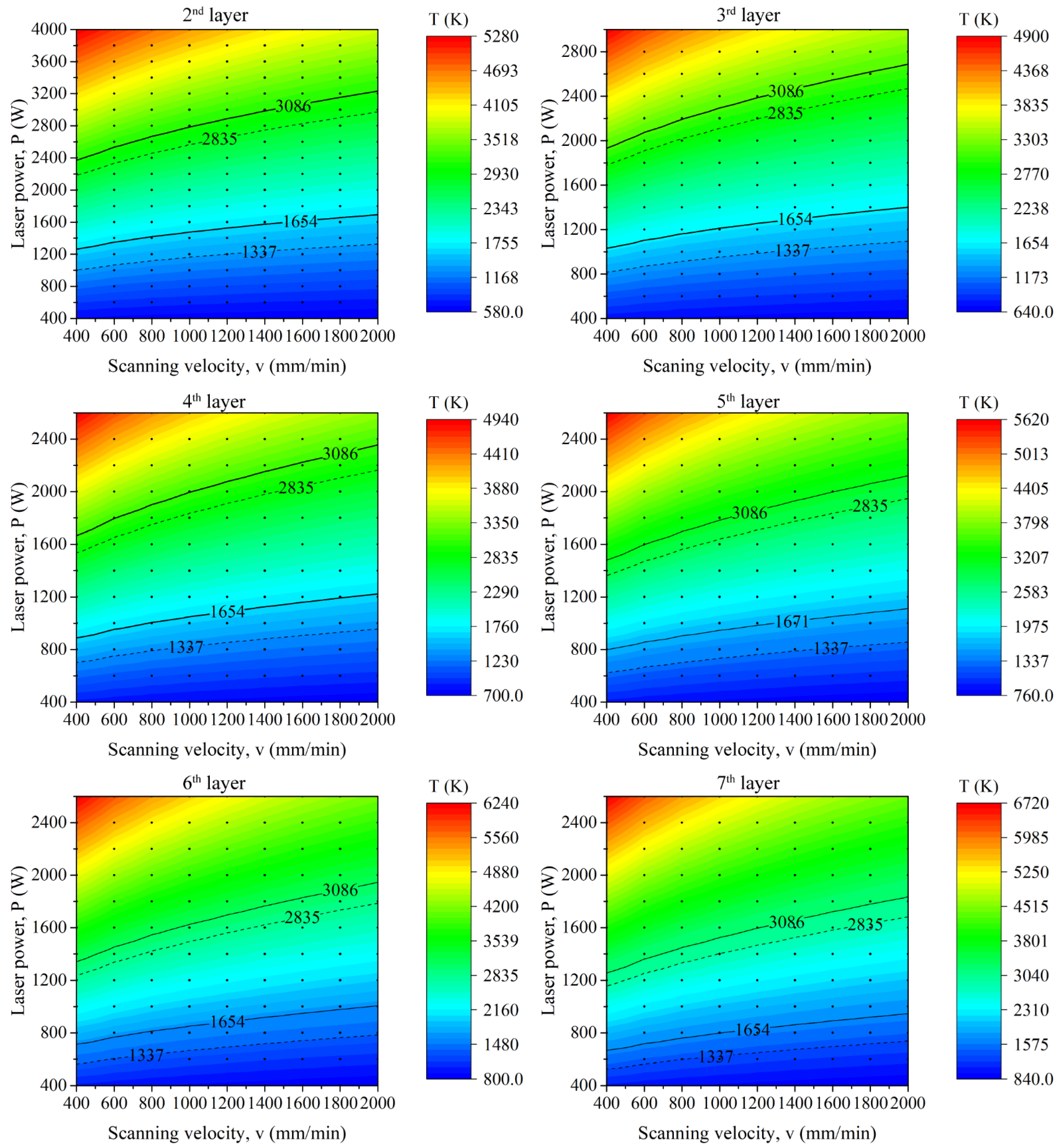
3.2. Printability Maps for Multi-Layer
4. Verifications
4.1. Experiments
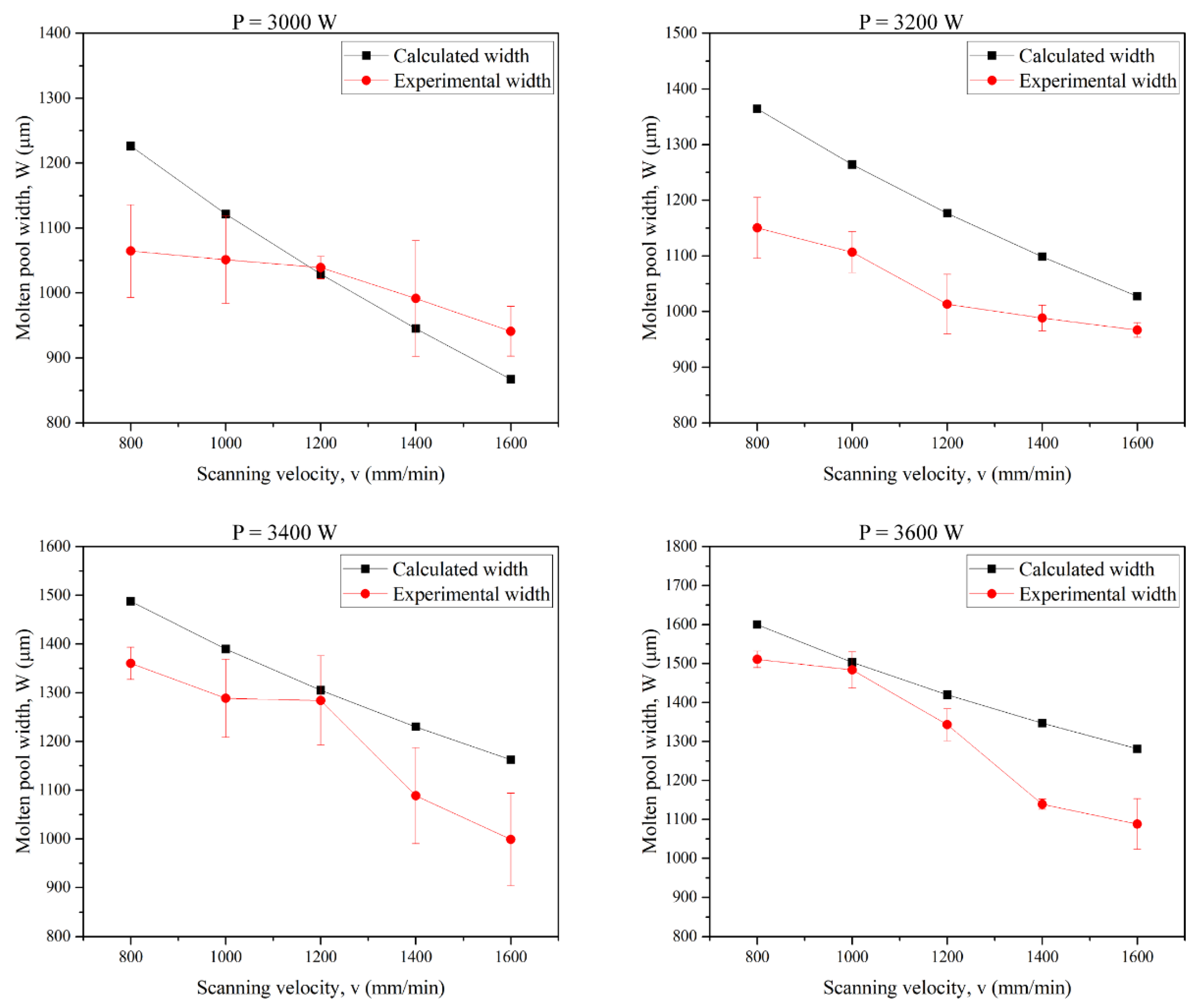
4.2. Verification of the Single-Track Molten Pool Width
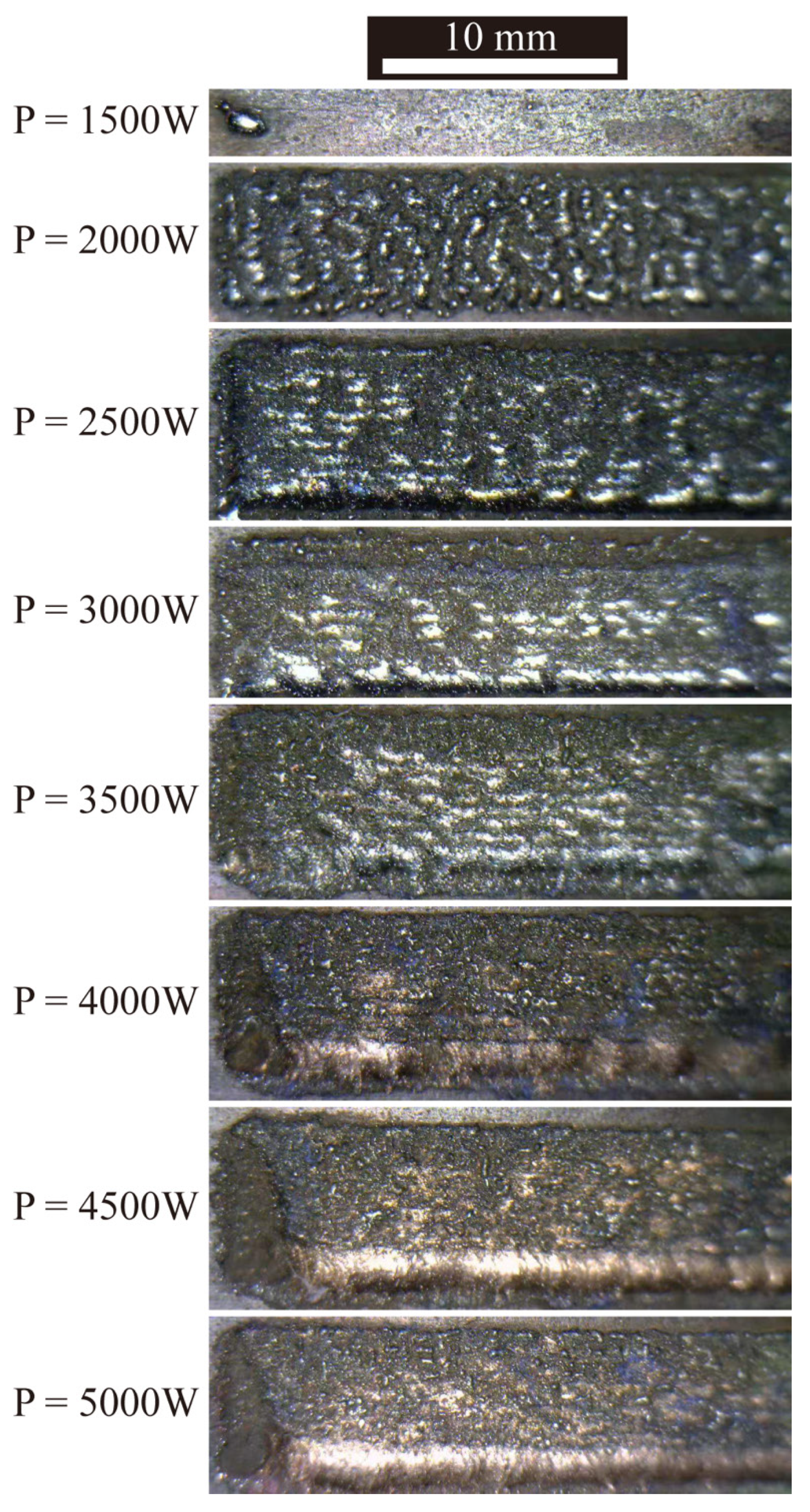
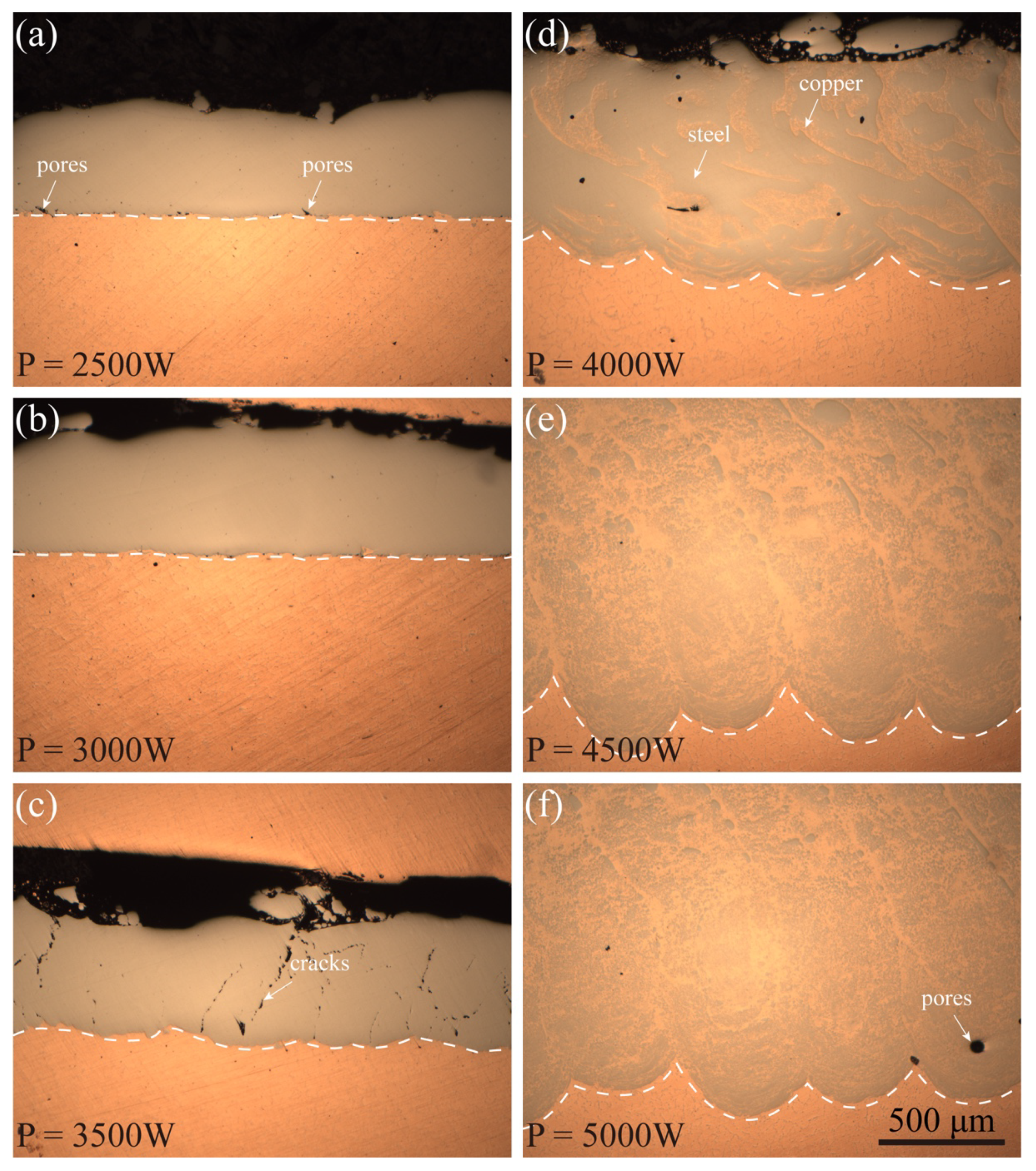
4.3. Verification of Printability Maps for the First Layer
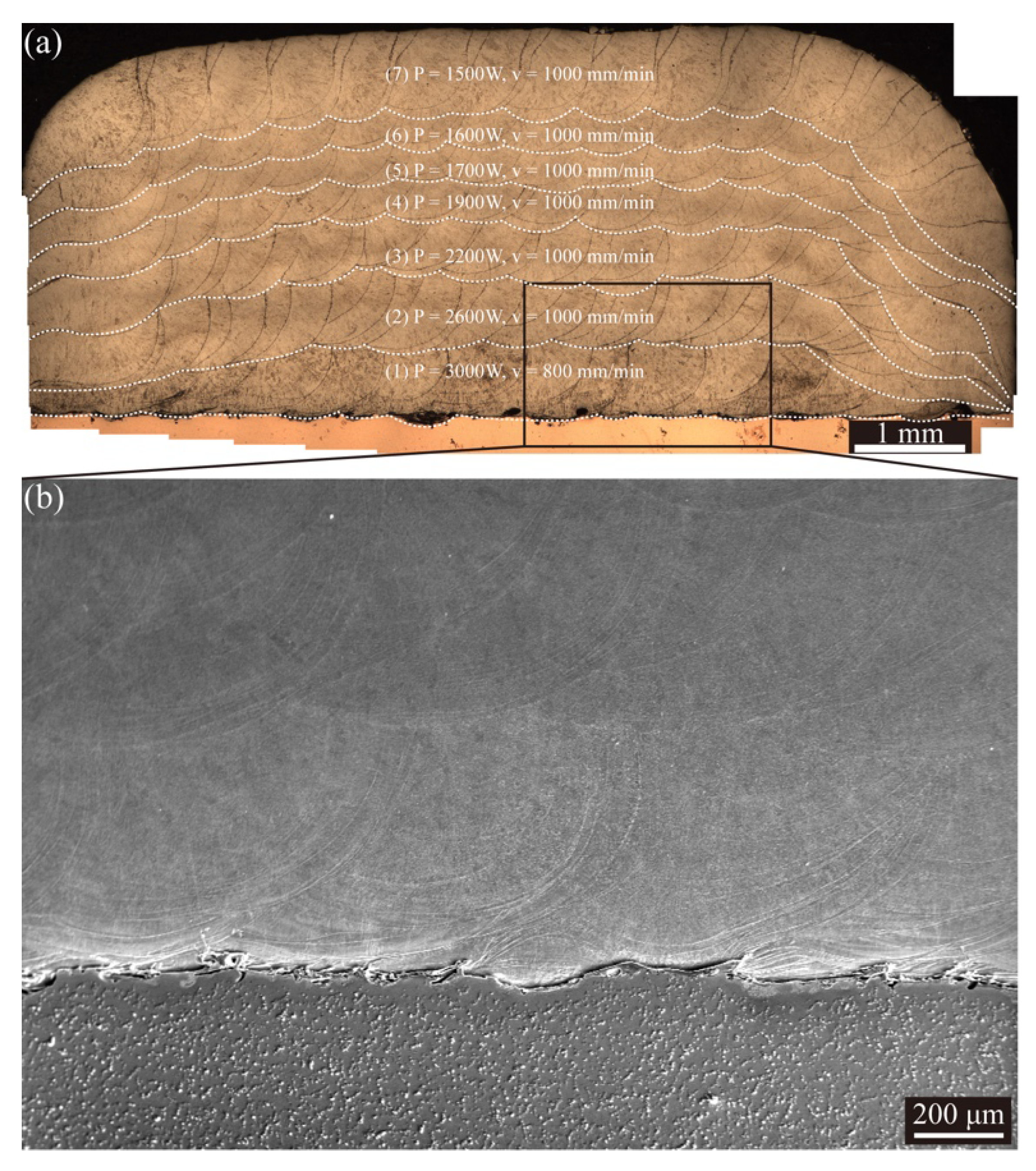
4.4. Verification of Printability Maps for Multi-Layer
5. Conclusions
- (1)
- Considering both the great difference in thermophysical properties between copper and steel and the layer-based fabrication character of the AM process, the evolution of the effective thermophysical properties, including the effective thermal conductivity, effective density, and effective specific heat capacity with layer number are calculated. Meanwhile, the changes in absorption rate and catchment efficiency with the processing parameters are also taken into account. Then the layer-dependent effective material properties and processing parameters are provided to the Cline–Anthony thermal model. Thus, the layer-dependent analytical model is established.
- (2)
- The model is applied to predict the printability maps as the deposition layer increases. The laser power decreases drastically for the first ten layers as the layer number increases and decreases slowly from the 10th to the 40th layer when other processing parameters are fixed. The decline rate of the maximum and minimum laser power for the printability range is as high as 77 and 88% from the first layer to the 40th layer at the scanning velocity of 800 mm/min. In addition, the ΔP is 1395 W for the first layer and 389 W for the 40th layer with a decline rate of 72%. The significant narrowing of the printability maps with the layer number is due to the decreases in effective thermal conductivity and effective specific heat capacity as well as the increase in effective density.
- (3)
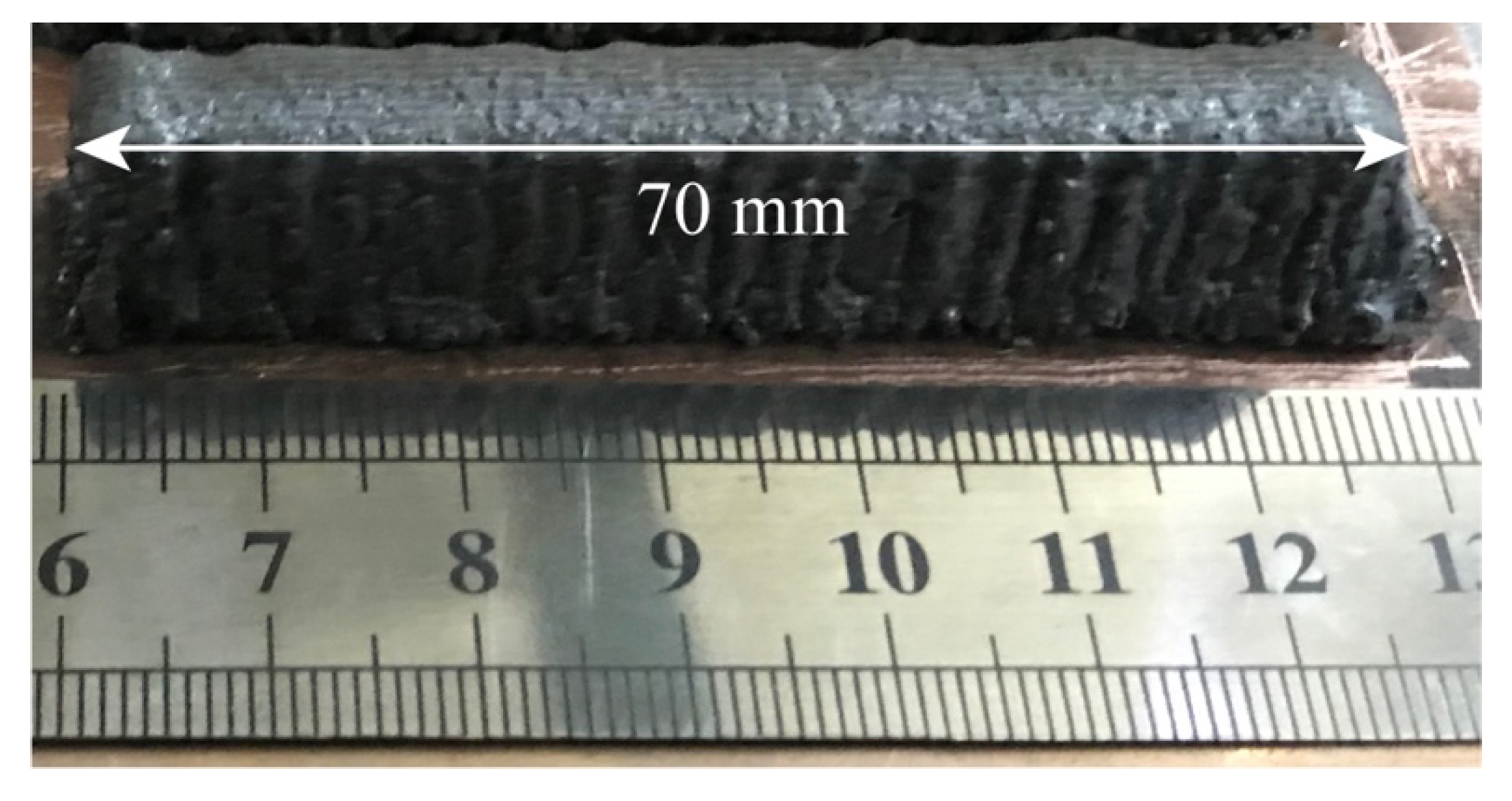
- The calculated results based on the proposed analytical model agree well with the experiments. The maximum relative error for the single-track molten pool width between the calculated and experimental results is 18.59%. Furthermore, the calculated formability of the first layer and multi-layer is in agreement with the experiment. The defects-free bulk specimen with dimensions of about 70 × 8 × 12 mm3 is successfully fabricated according to the predicted printability maps.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Gu, D.; Shi, X.; Poprawe, R.; Bourell, D.L.; Setchi, R.; Zhu, J. Material-structure-performance integrated laser-metal additive manufacturing. Science 2021, 372, 6545. [Google Scholar] [CrossRef]
- Zhang, W.; Liao, H.; Hu, Z.; Zhang, S.; Chen, B.; Yang, H.; Wang, Y.; Zhu, H. Interfacial characteristics and mechanical properties of additive manufacturing martensite stainless steel on the Cu-Cr alloy substrate by directed energy deposition. J. Mater. Sci. Technol. 2021, 90, 121–132. [Google Scholar] [CrossRef]
- Kar, J.; Roy, S.K.; Roy, G.G. Effect of beam oscillation on electron beam welding of copper with AISI-304 stainless steel. J. Mater. Process. Technol. 2016, 233, 174–185. [Google Scholar] [CrossRef]
- Liao, H.L.; Zhu, H.H.; Xue, G.; Zeng, X.Y. Alumina loss mechanism of Al2O3-AlSi10 Mg composites during selective laser melting. J. Alloys Compd. 2019, 785, 286–295. [Google Scholar] [CrossRef]
- Zhang, X.C.; Pan, T.; Flood, A.; Chen, Y.T.; Zhang, Y.L.; Liou, F. Investigation of copper/stainless steel multi-metallic materials fabricated by laser metal deposition. Mater. Sci. Eng. A 2021, 811, 141071. [Google Scholar] [CrossRef]
- Zhu, H.H.; Fuh, J.Y.H.; Lu, L. Microstructural evolution in direct laser sintering of Cu-based metal powder. Rapid Prototyp. J. 2005, 11, 74–81. [Google Scholar] [CrossRef]
- Dávila, J.L.; Neto, P.I.; Noritomi, P.Y.; Coelho, R.T.; da Silva, J.V.L. Hybrid manufacturing: A review of the synergy between directed energy deposition and subtractive processes. Int. J. Adv. Manuf. Technol. 2020, 110, 3377–3390. [Google Scholar] [CrossRef]
- Wang, X.; Lei, L.; Yu, H. A Review on Microstructural Features and Mechanical Properties of Wheels/Rails Cladded by Laser Cladding. Micromachines 2021, 12, 152. [Google Scholar] [CrossRef]
- Xue, L.; Atli, K.C.; Picak, S.; Zhang, C.; Zhang, B.; Elwany, A.; Arroyave, R.; Karaman, I. Controlling Martensitic Transformation Characteristics in Defect-Free NiTi Shape Memory Alloys Fabricated Using Laser Powder Bed Fusion and a Process Optimization Framework. Acta Mater. 2021, 5, 117017. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.Z.; Wei, H.L.; Yang, L.L.; Ke, L.D.; Hu, M.Y.; Xiong, W.; Wang, G.Q.; Zhu, H.H.; Zeng, X.Y. Dual-beam laser-matter interaction at overlap region during multi-laser powder bed fusion manufacturing. Addit. Manuf. 2021, 46, 102178. [Google Scholar] [CrossRef]
- Yin, J.; Zhang, W.Q.; Ke, L.D.; Wei, H.L.; Wang, D.Z.; Yang, L.L.; Zhu, H.H.; Dong, P.; Wang, G.Q.; Zeng, X.Y. Vaporization of alloying elements and explosion behavior during laser powder bed fusion of Cu-10Zn alloy. Int. J. Mach. Tools Manuf. 2021, 161, 103686. [Google Scholar] [CrossRef]
- Zhang, S.S.; Zhu, H.H.; Zhang, L.; Zhang, W.Q.; Yang, H.Q.; Zeng, X.Y. Microstructure and properties of high strength and high conductivity Cu-Cr alloy components fabricated by high power selective laser melting. Mater. Lett. 2019, 237, 306–309. [Google Scholar] [CrossRef]
- Zhu, H.H.; Lu, L.; Fuh, J.Y.H.; Wu, C.C. Effect of braze flux on direct laser sintering Cu-based metal powder. Mater. Des. 2006, 27, 166–170. [Google Scholar] [CrossRef]
- Seede, R.; Shoukr, D.; Zhang, B.; Whitt, A.; Gibbons, S.; Flater, P.; Elwany, A.; Arroyave, R.; Karaman, I. An ultra-high strength martensitic steel fabricated using selective laser melting additive manufacturing: Densification, microstructure, and mechanical properties. Acta Mater. 2020, 186, 199–214. [Google Scholar] [CrossRef]
- Craig, O.; Bois-Brochu, A.; Plucknett, K. Geometry and surface characteristics of H13 hot-work tool steel manufactured using laser-directed energy deposition. Int. J. Adv. Manuf. Technol. 2021, 116, 699–718. [Google Scholar] [CrossRef]
- Goll, D.; Trauter, F.; Loeffler, R.; Gross, T.; Schneider, G. Additive Manufacturing of Textured FePrCuB Permanent Magnets. Micromachines 2021, 12, 1056. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J. The Influence of Printing Orientation on Surface Texture Parameters in Powder Bed Fusion Technology with 316L Steel. Micromachines 2020, 11, 639. [Google Scholar] [CrossRef]
- Keist, J.S.; Nayir, S.; Palmer, T.A. Impact of hot isostatic pressing on the mechanical and microstructural properties of additively manufactured Ti-6Al-4V fabricated using directed energy deposition. Mater. Sci. Eng. A 2020, 787, 139454. [Google Scholar] [CrossRef]
- Xue, A.T.; Lin, X.; Wang, L.L.; Wang, J.; Huang, W.D. Influence of trace boron addition on microstructure, tensile properties and their anisotropy of Ti6Al4V fabricated by laser directed energy deposition. Mater. Des. 2019, 181, 107943. [Google Scholar] [CrossRef]
- Tan, H.; Guo, M.L.; Clare, A.T.; Lin, X.; Chen, J.; Huang, W.D. Microstructure and properties of Ti-6Al-4V fabricated by low-power pulsed laser directed energy deposition. J. Mater. Sci. Technol. 2019, 35, 2027–2037. [Google Scholar] [CrossRef]
- Hu, Z.H.; Zhu, H.H.; Zhang, C.C.; Zhang, H.; Qi, T.; Zeng, X.Y. Contact angle evolution during selective laser melting. Mater. Des. 2018, 139, 304–313. [Google Scholar] [CrossRef]
- Zhang, W.Q.; Zhu, H.H.; Hu, Z.H.; Zeng, X.Y. Study on the Selective Laser Melting of AlSi10Mg. Acta Metall. Sin. 2017, 53, 918–926. [Google Scholar]
- Caiazzo, F.; Alfieri, V.; Bolelli, G. Residual stress in laser-based directed energy deposition of aluminum alloy 2024: Simulation and validation. Int. J. Adv. Manuf. Technol. 2021, 1–15. [Google Scholar] [CrossRef]
- Karg, M.C.H.; Ahuja, B.; Wiesenmayer, S.; Kuryntsev, S.V.; Schmidt, M. Effects of Process Conditions on the Mechanical Behavior of Aluminium Wrought Alloy EN AW-2219 (AlCu6Mn) Additively Manufactured by Laser Beam Melting in Powder Bed. Micromachines 2017, 8, 23. [Google Scholar] [CrossRef] [Green Version]
- Yin, J.; Yang, L.L.; Yang, X.; Zhu, H.H.; Wang, D.Z.; Ke, L.D.; Wang, Z.M.; Wang, G.Q.; Zeng, X.Y. High-power laser-matter interaction during laser powder bed fusion. Addit. Manuf. 2019, 29, 100778. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Ishimoto, T.; Hibino, S.; Yasutomi, J.; Narushima, T.; Nakano, T. Unique crystallographic texture formation in Inconel 718 by laser powder bed fusion and its effect on mechanical anisotropy. Acta Mater. 2021, 212, 116876. [Google Scholar] [CrossRef]
- Bai, Y.C.; Zhang, J.Y.; Zhao, C.L.; Li, C.J.; Wang, H. Dual interfacial characterization and property in multi-material selective laser melting of 316L stainless steel and C52400 copper alloy. Mater. Charact. 2020, 167, 110489. [Google Scholar] [CrossRef]
- Liu, Z.H.; Zhang, D.Q.; Sing, S.L.; Chua, C.K.; Loh, L.E. Interfacial characterization of SLM parts in multi-material processing: Metallurgical diffusion between 316L stainless steel and C18400 copper alloy. Mater. Charact. 2014, 94, 116–125. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.Q.; Song, C.H.; Zhang, M.K.; Wu, S.B.; Wang, D. Interfacial microstructure and mechanical. properties of 316L /CuSn10 multi-material bimetallic structure fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 752, 75–85. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.Q.; Song, C.H.; Wang, D.; Wu, S.B.; Zhang, M.K. Influence mechanism of process parameters on the interfacial characterization of selective laser melting 316L/CuSn10. Mater. Sci. Eng. A 2020, 792, 139316. [Google Scholar] [CrossRef]
- Tan, C.L.; Zhou, K.S.; Ma, W.Y.; Min, L. Interfacial characteristic and mechanical performance of maraging steel-copper functional bimetal produced by selective laser melting based hybrid manufacture. Mater. Des. 2018, 155, 77–85. [Google Scholar] [CrossRef]
- Wei, H.L.; Mukherjee, T.; Zhang, W.; Zuback, J.S.; Knapp, G.L.; De, A.; DebRoy, T. Mechanistic models for additive manufacturing of metallic components. Prog. Mater. Sci. 2021, 116, 100703. [Google Scholar] [CrossRef]
- Zeng, K.; Pal, D.; Teng, C.; Stucker, B.E. Evaluations of effective thermal conductivity of support structures in selective laser melting. Addit. Manuf. 2015, 6, 67–73. [Google Scholar] [CrossRef]
- Knapp, G.L.; Mukherjee, T.; Zuback, J.S.; Wei, H.L.; Palmer, T.A.; De, A.; DebRoy, T. Building blocks for a digital twin of additive manufacturing. Acta Mater. 2017, 135, 390–399. [Google Scholar] [CrossRef]
- Tran, H.C.; Lo, Y.L. Systematic approach for determining optimal processing parameters to produce parts with high density in selective laser melting process. Int. J. Adv. Manuf. Technol. 2019, 105, 4443–4460. [Google Scholar] [CrossRef]
- Cline, H.E.; Anthony, T.R. Heat treating and melting material with a scanning laser or electron beam. J. Appl. Phys. 1977, 48, 3895–3900. [Google Scholar] [CrossRef]
- Picasso, M.; Marsden, C.F.; Wagniere, J.D.; Frenk, A.; Rappaz, M. A simple but realistic model for laser cladding. Metall. Mater. Trans. B 1994, 25, 281–291. [Google Scholar] [CrossRef]
- Ahsan, M.N.; Pinkerton, A.J.; Moat, R.J.; Shackleton, J. A comparative study of laser direct metal deposition characteristics using gas and plasma-atomized Ti-6Al-4V powders. Mater. Sci. Eng. A 2011, 528, 7648–7657. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martinez, S.; Ukar, E.; de Lacalle, L.N.L. Modelling of energy attenuation due to powder flow-laser beam interaction during laser cladding process. J. Mater. Process. Technol. 2012, 212, 516–522. [Google Scholar] [CrossRef]
- Zhang, X.C.; Pan, T.; Chen, Y.T.; Li, L.; Zhang, Y.L.; Liou, F. Additive manufacturing of copper-stainless steel hybrid components using laser-aided directed energy deposition. J. Mater. Sci. Technol. 2021, 80, 100–116. [Google Scholar] [CrossRef]
- Onuike, B.; Heer, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718-Copper alloy bimetallic structure using laser engineered net shaping (LENS (TM)). Addit. Manuf. 2018, 21, 133–140. [Google Scholar]
- Velu, M.; Bhat, S. Metallurgical and mechanical examinations of steel-copper joints arc welded using bronze and nickel-base superalloy filler materials. Mater. Des. 2013, 47, 793–809. [Google Scholar] [CrossRef]
- Ready, J.F.; Farson, D.F.; Feeley, T. LIA Handbook of Laser Materials Processing; Springer: Berlin/Heidelberg, Germany, 2001; p. 715. [Google Scholar]
- Jadhav, S.D.; Goossens, L.R.; Kinds, Y.; Hooreweder, B.V.; Vanmeensel, K. Laser-based powder bed fusion additive manufacturing of pure copper. Addit. Manuf. 2021, 42, 101990. [Google Scholar] [CrossRef]
- Wei, C.; Gu, H.; Li, Q.; Sun, Z.; Chueh, Y.-H.; Liu, Z.; Li, L. Understanding of process and material behaviours in additive manufacturing of Invar36/Cu10Sn multiple material components via laser-based powder bed fusion. Addit. Manuf. 2020, 37, 101683. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Guo, C.; Xu, Z.; Zhou, Y.; Shi, S.; Li, G.; Lu, H.; Zhu, Q.; Ward, R.M. Single-track investigation of IN738LC superalloy fabricated by laser powder bed fusion: Track morphology, bead characteristics and part quality. J. Mater. Process. Technol. 2021, 290, 117000. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.Z.; Yang, L.L.; Wei, H.L.; Dong, P.; Ke, L.D.; Wang, G.Q.; Zhu, H.H.; Zeng, X.Y. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2020, 31, 100958. [Google Scholar] [CrossRef]
- Shao, J.; Yu, G.; He, X.; Li, S.; Li, Z.; Wang, X. Process maps and optimal processing windows based on three-dimensional morphological characteristics in laser directed energy deposition of Ni-based alloy. Opt. Laser Technol. 2021, 142, 107162. [Google Scholar] [CrossRef]
- Tran, H.C.; Lo, Y.L.; Le, T.N.; Lau, A.K.T.; Lin, H.Y. Multi-scale simulation approach for identifying optimal parameters for fabrication of high-density Inconel 718 parts using selective laser melting. Rapid Prototyp. J. 2021. ahead-of-print. [Google Scholar] [CrossRef]
- Wang, D.Z.; Hu, Q.W.; Zeng, X.Y. Residual stress and cracking behaviors of Cr13Ni5Si2 based composite coatings prepared by laser-induction hybrid cladding. Surf. Coat. Technol. 2015, 274, 51–59. [Google Scholar] [CrossRef]
- Siao, Y.-H.; Wen, C.-D. Examination of molten pool with Marangoni flow and evaporation effect by simulation and experiment in selective laser melting. Int. Commun. Heat Mass Transf. 2021, 125, 105325. [Google Scholar] [CrossRef]
- Chen, C.P.; Yin, J.; Zhu, H.H.; Xiao, Z.X.; Zhang, L.; Zeng, X.Y. Effect of overlap rate and pattern on residual stress in selective laser melting. Int. J. Mach. Tools Manuf. 2019, 145, 103433. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | CuCr | Steel |
|---|---|---|
| Density, ρ (kg m−3) | 8.90 | 7.78 |
| Melting point, Tm (K) | 1358 | 1654 |
| Boiling point, Tb (K) | 2835 | 3086 |
| Thermal conductivity, k (W m−1 K−1) | 180 | 80 |
| Specific heat capacity, c (J kg−1 K−2) | 385 | 450 |
| Laser beam absorptivity, β | 0.2 | 0.5 |
| Parameters | Values |
|---|---|
| Laser power (P, W) | 500~5000 (500 increment) |
| Scanning velocity (V, mm/min) | 400~2000 (200 increment) |
| Hatching space (HS, mm) | 0.3 |
| Powder feeding rate (g/min) | 12 |
| Z-axis increment (mm) | 0.3 |
| Laser spot diameter (mm) | 1 |
| Parameters | Values |
|---|---|
| Laser power (P, W) | 3000~3600 (200 increment) |
| Scanning velocity (V, mm/min) | 800~1600 (200 increment) |
| Powder feeding rate (g/min) | 12 |
| Laser spot diameter (mm) | 1 |
| Layer Number | Laser Power (P, W) | Scanning Velocity (V, mm/min) |
|---|---|---|
| 1 | 3000 | 800 |
| 2 | 2600 | 1000 |
| 3 | 2200 | 1000 |
| 4 | 1900 | 1000 |
| 5 | 1700 | 1000 |
| 6 | 1600 | 1000 |
| 7 | 1500 | 1000 |
| 10 | 1300 | 1000 |
| 20 | 950 | 1000 |
| 30 | 900 | 1000 |
| 40 | 800 | 1000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Zhang, B.; Xiao, H.; Yang, H.; Wang, Y.; Zhu, H. A Layer-Dependent Analytical Model for Printability Assessment of Additive Manufacturing Copper/Steel Multi-Material Components by Directed Energy Deposition. Micromachines 2021, 12, 1394. https://doi.org/10.3390/mi12111394
Zhang W, Zhang B, Xiao H, Yang H, Wang Y, Zhu H. A Layer-Dependent Analytical Model for Printability Assessment of Additive Manufacturing Copper/Steel Multi-Material Components by Directed Energy Deposition. Micromachines. 2021; 12(11):1394. https://doi.org/10.3390/mi12111394
Chicago/Turabian StyleZhang, Wenqi, Baopeng Zhang, Haifeng Xiao, Huanqing Yang, Yun Wang, and Haihong Zhu. 2021. "A Layer-Dependent Analytical Model for Printability Assessment of Additive Manufacturing Copper/Steel Multi-Material Components by Directed Energy Deposition" Micromachines 12, no. 11: 1394. https://doi.org/10.3390/mi12111394