
Glass Substrate Dust Removal Using 233 fs Laser-Generated Shockwave


1
Department of Photonics and Sensors, Hanman University, Daejeon 34430, Korea
2
Department of Laser & Electron Beam Application, Korea Institute of Machinery & Materials, Daejeon 34103, Korea
*
Authors to whom correspondence should be addressed.
Micromachines 2021, 12(11), 1382; https://doi.org/10.3390/mi12111382
Submission received: 7 October 2021
/
Revised: 7 November 2021
/
Accepted: 8 November 2021
/
Published: 10 November 2021
(This article belongs to the Section E:Engineering and Technology)
Abstract
:Eliminating dust is gaining importance as a critical requirement in the display panel manufacturing process. The pixel resolution of display panels is increasing rapidly, which means that even small dust particles on the order of a few micrometers can affect them. Conventional surface cleaning methods such as ultrasonic cleaning (USC), CO2 cleaning, and wet cleaning may not be sufficiently efficient, economical, or environment friendly. In this study, a laser shockwave cleaning (LSC) method with a 233 fs pulsed laser was developed, which is different from the laser ablation cleaning method. To minimize thermal damage to the glass substrate, the effect of the number of pulses and the gap distance between the focused laser beam and the glass substrate were studied. The optimum number of pulses and gap distance to prevent damage to the glass substrate was inferred as 500 and 20 μm, respectively. With the optimal pulse number and gap distance, cleaning efficiency was tested at a 95% removal ratio regardless of the density of the particles. The effective cleaning area was measured using the removal ratio map and compared with the theoretical value.
1. Introduction
Dust cleaning methods in display panel manufacturing evolved from radio corporation of America (RCA) panel cleaning [1,2]. Physical cleaning methods utilizing the waterjet, ultrasonic, or megasonic cleaning, and brush methods, which involve the application of various physical forces to the glass panel, can detach dust from the panel [3,4,5,6]. Another cleaning method is the chemical cleaning method and it involves the application of a chemical solution mixed with Deionized water to the glass substrate, which melts the dust and surface of the glass substrate together [7]. This chemical method is quite effective but cannot be applied to certain manufacturing processes and is not an eco-friendly process.
Previously, the resolution of the display panel pixel was on the order of 10 μm, but newer organic light-emitting diode (OLED) or micro light-emitting diode (MicroLED) panel pixels are much smaller [8], and conventional physical cleaning methods cannot detach exceedingly small dust particles.
An alternative method for physical cleaning that has recently gained traction is the laser cleaning method. Laser cleaning methods include laser ablation cleaning, in which a laser focusses on the required spot on the glass panel and ablates dust particles [9,10,11,12]; steam laser cleaning (SLC), in which steam or water vapor along with a focused laser beam is utilized [13,14]; and laser shockwave cleaning (LSC) [15,16,17,18,19,20,21,22].
In the LSC mechanism, a focused laser beam causes a rapid increase in the local temperature, resulting in the dielectric breakdown in air. The high-pressure and high-temperature plasma decays rapidly, which induces the generation of shockwaves. A strong shockwave generates complex pressure wave fields, resulting in both a drag and lift effect on the dust particles [23,24,25].
Various types of LSC processes have been investigated. The pulse energy of nanosecond-pulsed lasers [18,22,23,26] is higher than that of the ultrashort-pulsed lasers, but the area subjected to the thermal effect broadens [27]. As a result, the gap distance from the laser focal point to the substrate needs to be maintained, and the shock wave stream may decrease.
The laser pulse energy, number of pulses, and gap distance were studied with Al particles on a silicon substrate. A high pulse energy and number of pulses, and a smaller gap distance were verified to increase the cleaning efficiency [16,17,18,19]. Additionally, with a smaller gap distances, the effective cleaning region broadened [18,22,23].
In the present study, a high-peak-power laser with a pulse width of 233 fs was utilized. The laser was magnified 20 times by the objective lens. The focused beam was irradiated in a direction parallel to the glass substrate. SiO2 particles mimicked dust material, and their densities were controlled for uniform initial conditions. The pulse number for which thermal damage to the glass substrate does not occur was investigated to increase the cleaning efficiency.
In previous research studies on the LSC process for micro-/nanoparticle elimination, many experimental works were performed to increase cleaning efficiency and they reached an efficiency of about 90% [23,28]. The gap distance within the laser beam propagation field caused thermal damage and the 95% cleaning efficiency was achieved with a 20 μm gap distance. The effective cleaning region was investigated experimentally and compared with the theoretical results.
2. System Set Up and Methods
2.1. Experimental Set Up
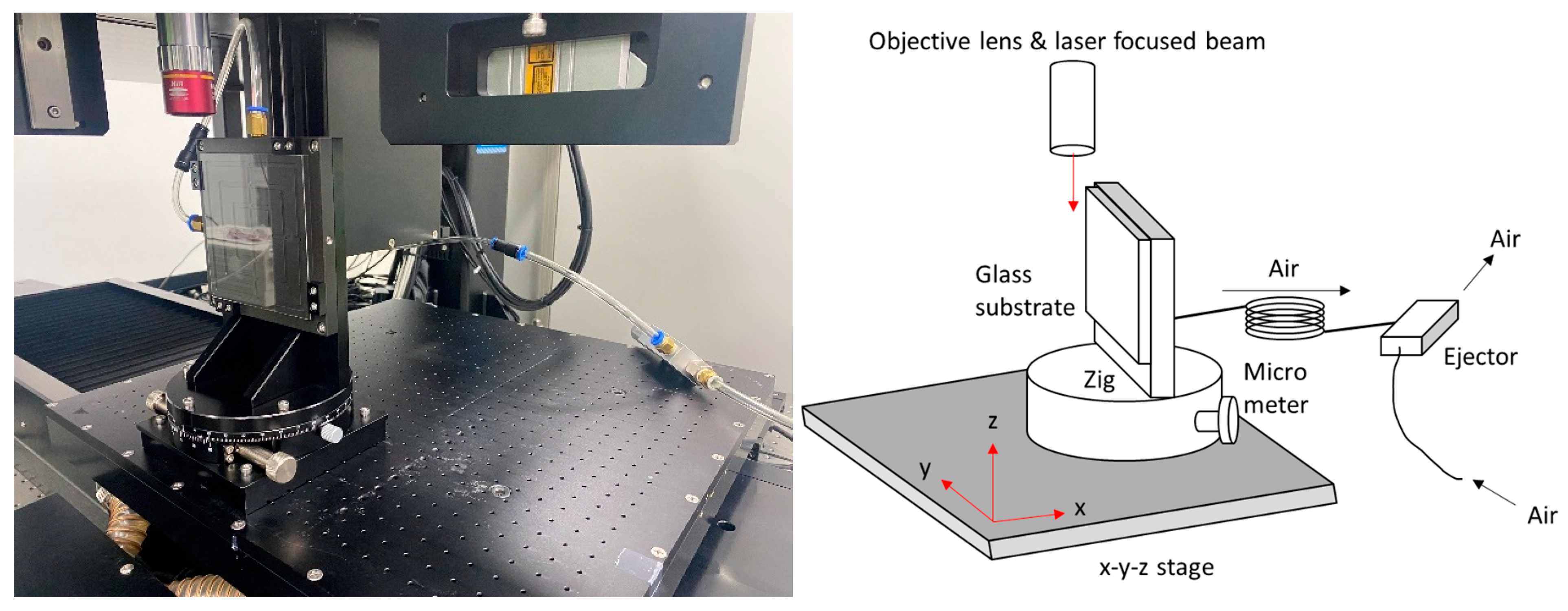
Figure 1 shows the experimental setup for cleaning the dust particles on the glass substrate. The pulse width of the laser system (Pharos, Light conversion, Vilnius, Lithuania) was 233 fs at a wavelength of 1030 nm, with a maximum power of 10 W. The pulse repetition rate was 50 kHz, and the pulse energy was 134 μJ. The laser beam was delivered by the reflecting mirrors, and, finally, it was focused with 20 times magnification by the objective lens. We measured the diameter of the focused beam to be 15.8 μm using a focused beam profiler (FM100-Focus Monitor 100, Metrolux, Berlin, Germany). The objective lens was moved using the x-y-z linear motors and controlled by PC programming. We prepared gorilla glass with a thickness of 400 μm, and the glass substrate was attached to the rotational stage, which was fine-tuned by a micrometer. The air ejector suctioned the glass substrate onto the rotational stage.
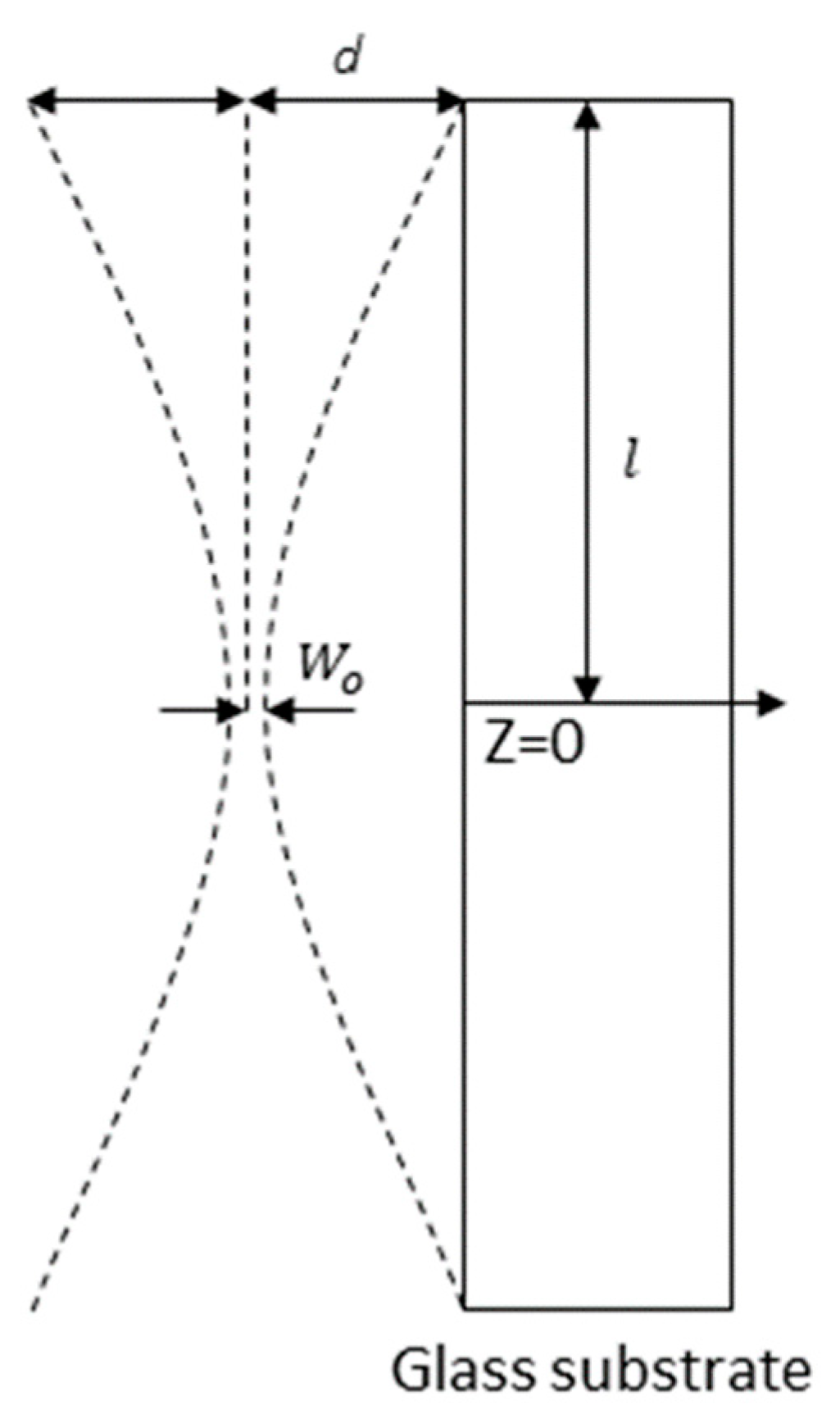
The focused laser beam was irradiated in a direction parallel to the surface of the glass substrate with a small gap between the focused beam and the surface of the glass substrate, as shown in Figure 2, where W0 is the radius of the focused laser beam, d is the gap distance, and l is the half length of the glass substrate.
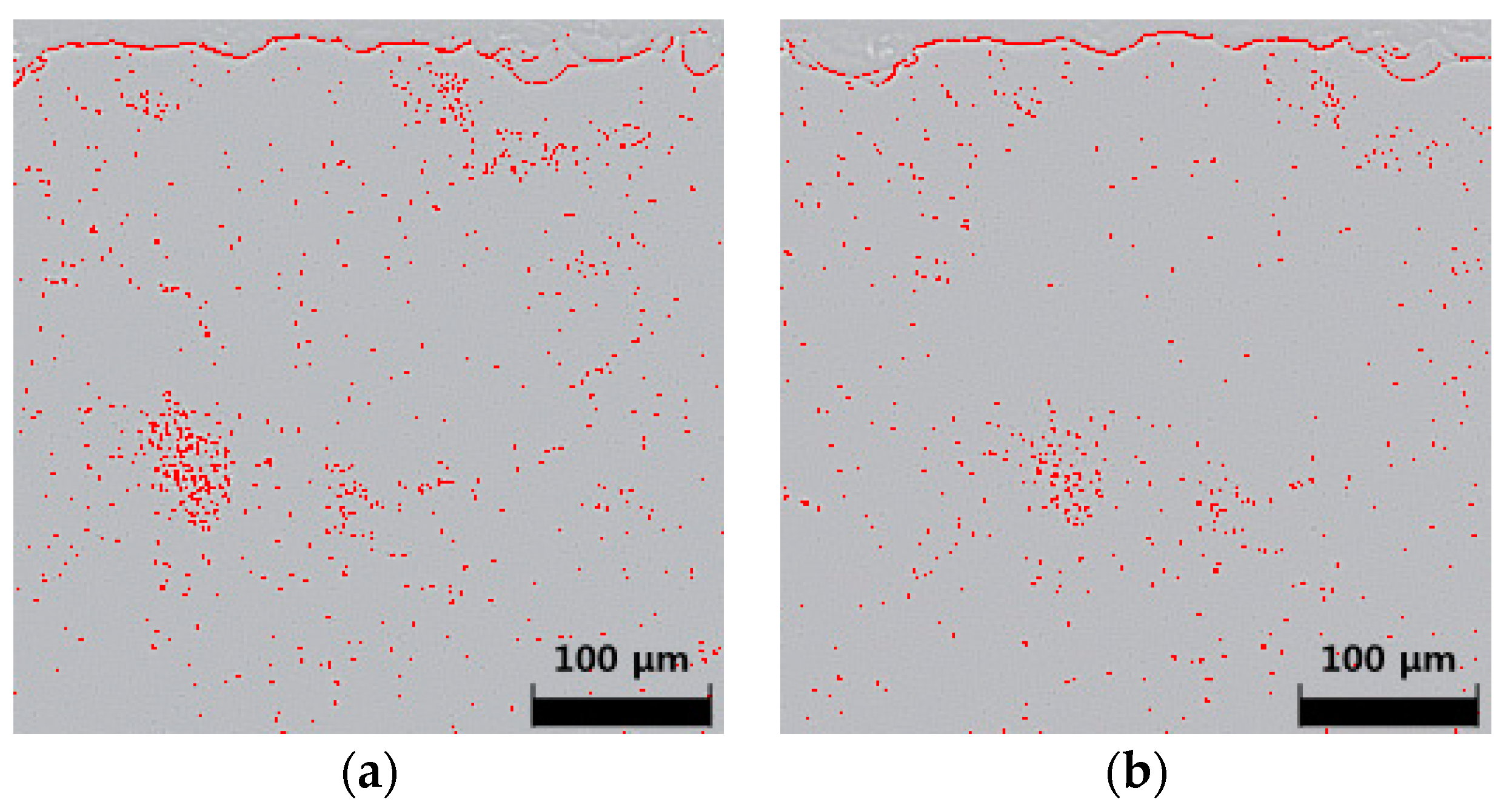
Before the LSC process, we wanted to homogenize the density of the particles using the air-spraying method. Initially, we sprayed the SiO2 particles manually on the glass substrate, as shown in Figure 3a, after which the air spray was applied to the particles at 0.05 MPa for 1 min. The remaining particles of SiO2 are shown in Figure 3b. Air-spray particle cleaning is not sufficient, but this process may help control the initial density of the particles. We prepared ten samples and measured the density and number of the particles. Two samples, having a particle ratio of more than 0.5%, were eliminated. The average particle ratio was 0.4%, and the standard deviation among the eight samples was 0.05%.
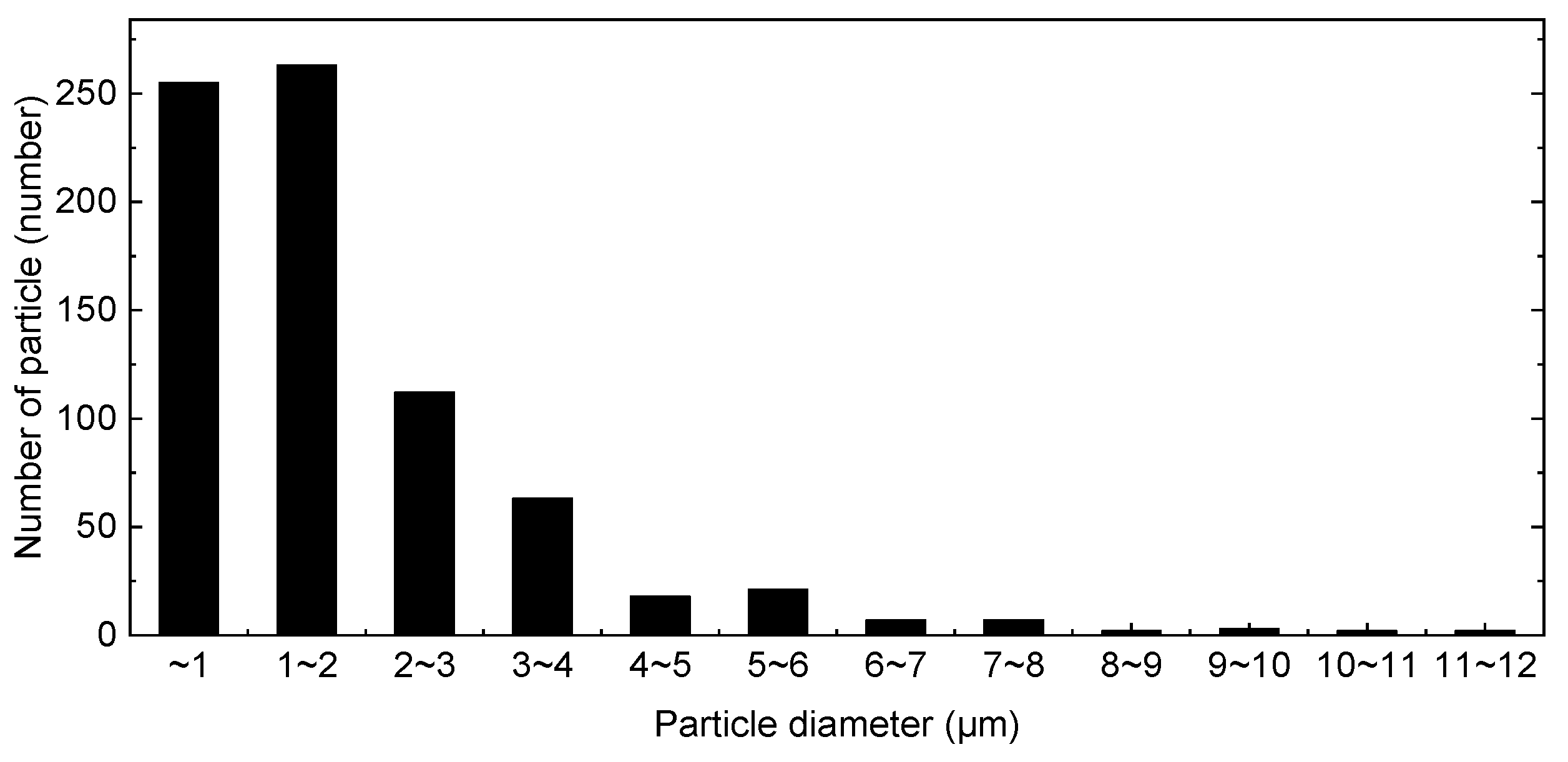
Particle analyzer software (InnerView 2.0, Innerview Co., Ltd., Seongnam, Korea) was used to analyze particle size and density. We analyzed the distribution of particles by size, as shown in Figure 4. Particles less than 3 μm in size occupied over 80% of the area. The sizes of the particles varied from 0.8 to 11.4 μm, and the average particle size was 1.7 μm. The ratio of particles occupying an area from a certain field of view was 0.4%, and the results are summarized in Table 1.
2.2. Observation of the Particle Removal Process Using High-Speed Camera
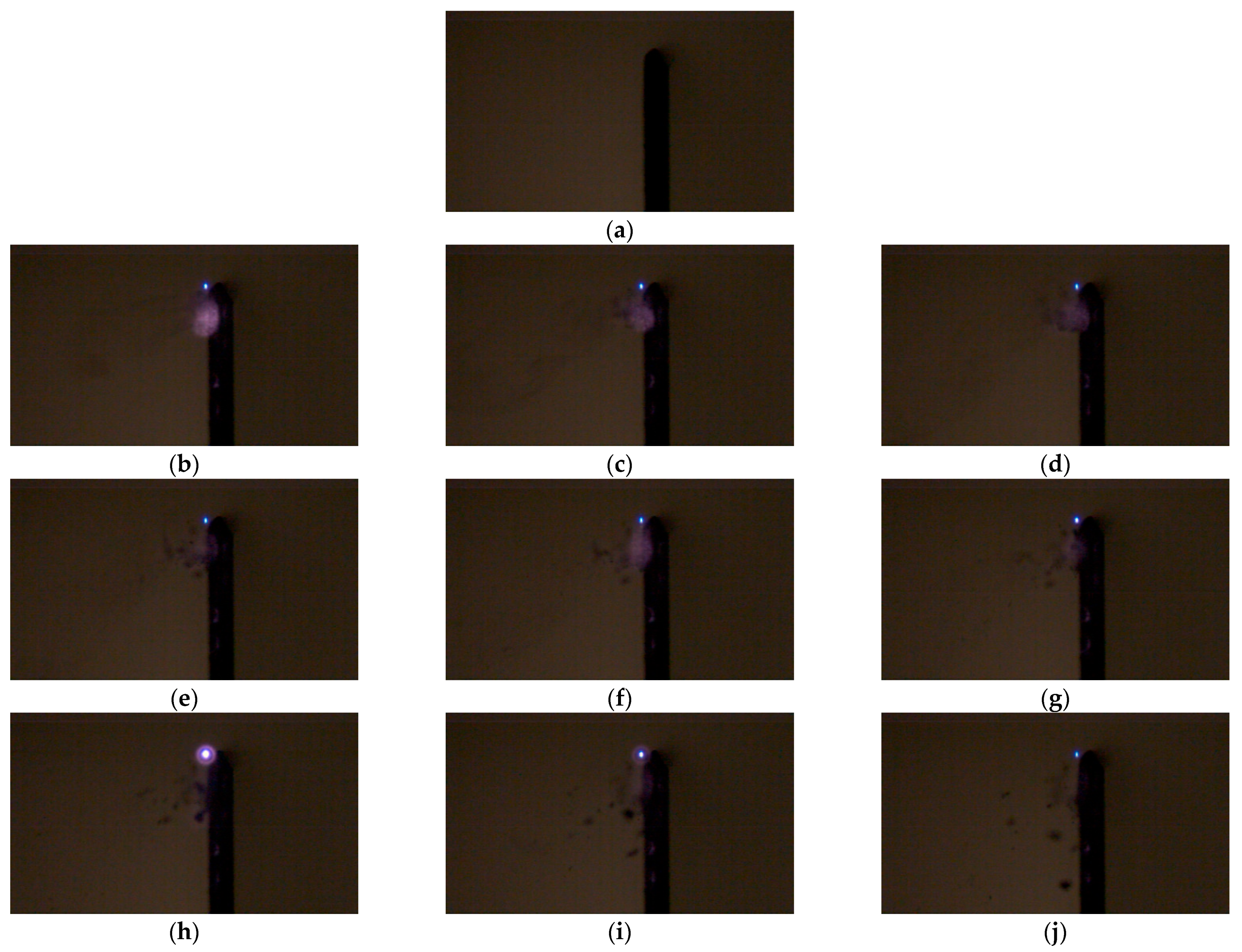
In Figure 5, the particle removal process is visualized using a high-speed Charge coupled device (CCD) camera (Chronos 1.4, Kron Technologies, San Diego, CA, USA). The frame rate of the camera was approximately 10,000 fps and the interval of the frame was 93.65 μs. The pulse-to-pulse interval was 20 ms. In our previous research works for wide area cleaning, thermal damage was not observed with a 70 μm gap during a 2 min laser deposition. The laser beam was focused at the top of the glass substrate with a 70 μm gap. To illustrate the removal process clearly, the quantity of particles introduced was nearly ten times the typical quantities observed in real-life situations. Figure 5a shows the moment before the laser irradiation and removal motions are shown at various time domains in Figure 5, which shows the focused beam shape and movement of the removed particles at different times. The plasma of the focused beam is shown in Figure 5b–h and it reaches the maximum density in Figure 5h. After the force of attachment between the particles and the glass substrate is weakened by the laser shock wave pressure, the particles may fall due to gravity.
Video S1 shows the animation of Figure 5.
3. Results and Discussion
3.1. Damage Observation in the LSC Process
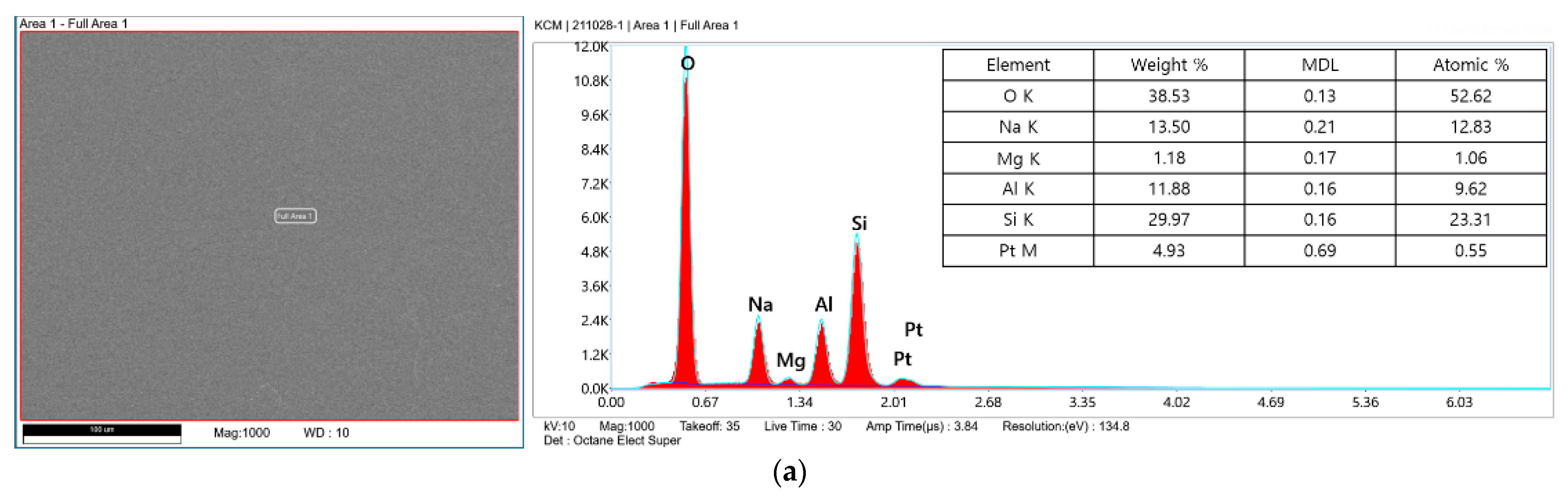
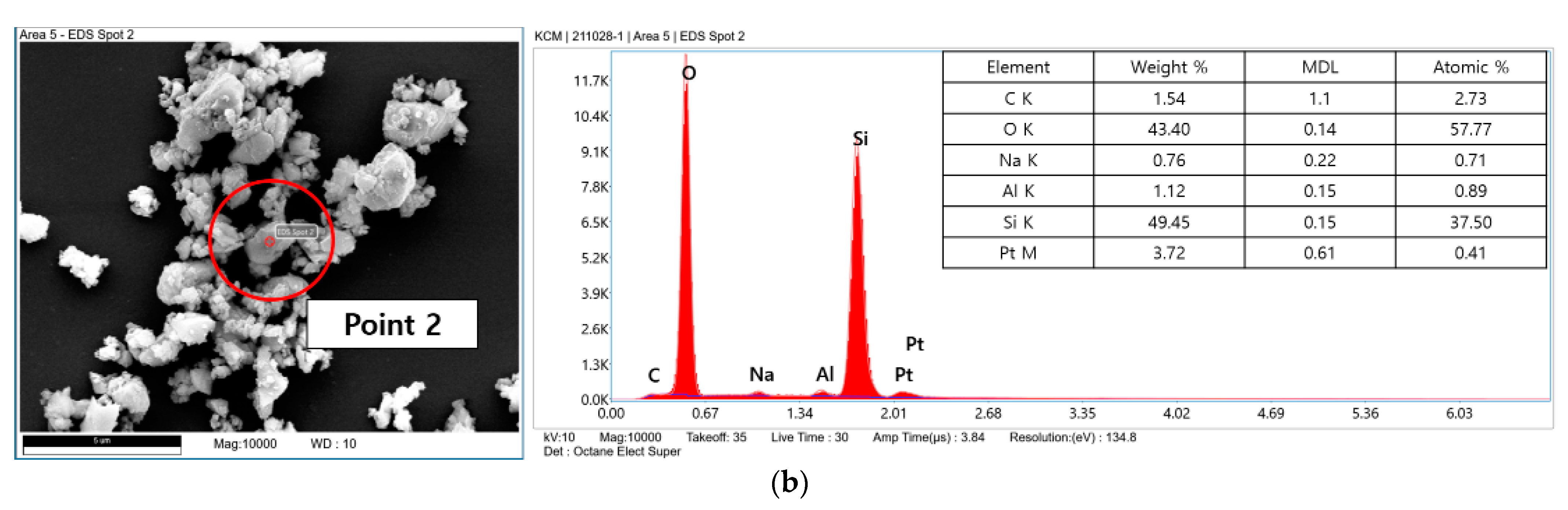
Before analyzing thermal damage in the LSC process, the glass substrate and SiO2 particles were observed by scanning electron microscope (SEM) images and energy dispersive spectroscopy (EDS) profiles, as shown in Figure 6. The glass substrate with a 300 × 300 μm area was scanned and the element compositions were averaged with the scanning area. The SiO2 particle was selected. The difference in the composition of the SiO2 particle with that of the glass substrate is that the carbon element appears in the SiO2 particle and the percentage of weight of silicon is higher in the SiO2 particle.
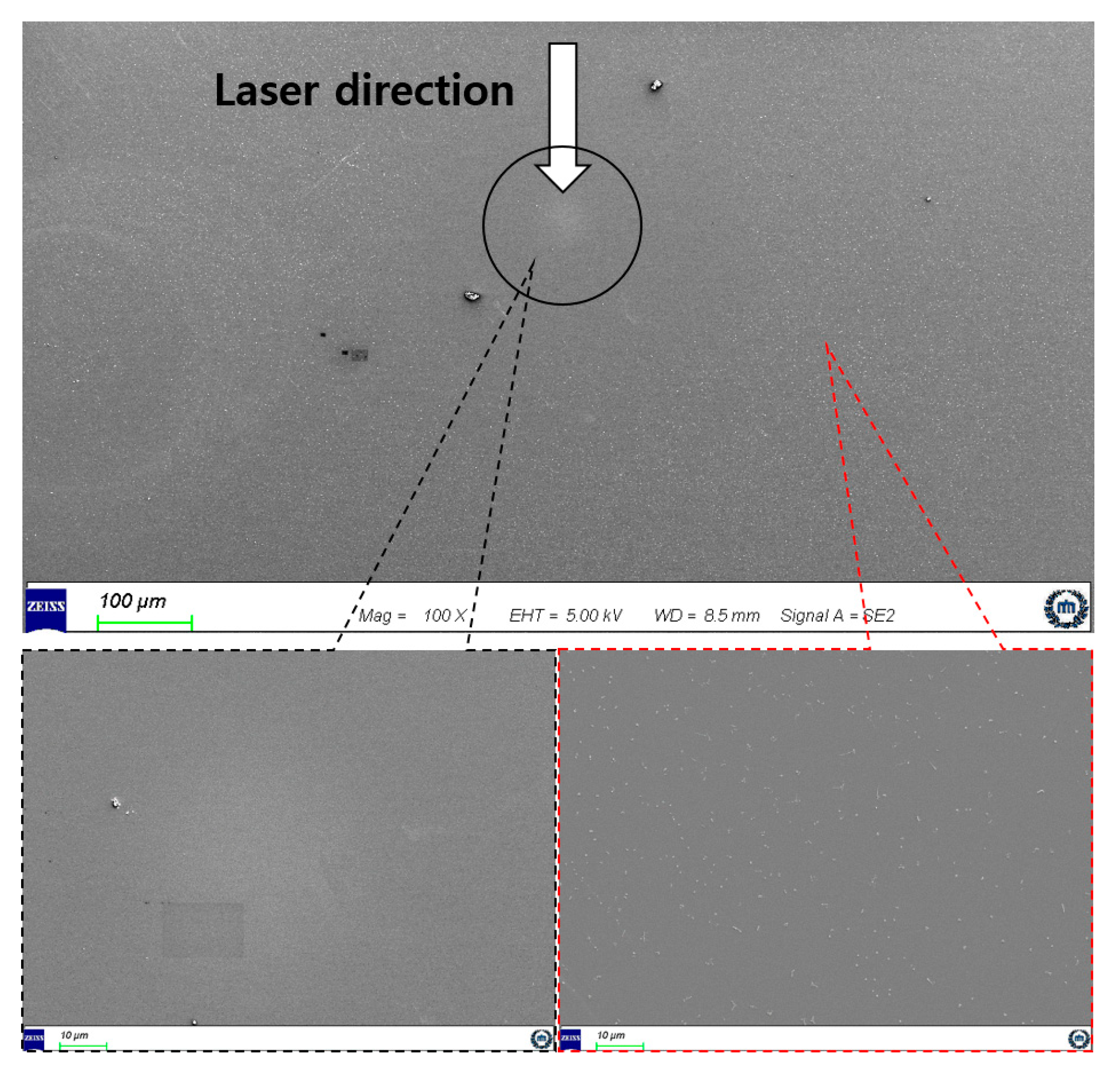
In the LSC process, the damage to the glass substrate needs to be minimized. Thermal damage with the femtosecond laser pulse is typically limited, but accumulated femtosecond pulses can cause thermal damage. We employed over 20,000 laser pulses with a repetition rate of 50 kHz, and the results are shown in Figure 7. Damage was observed in the focal region, and particles were removed from a donut-shaped region with a radius of approximately 300 μm. Small debris was also observed in the areas far from the focal region of the laser.
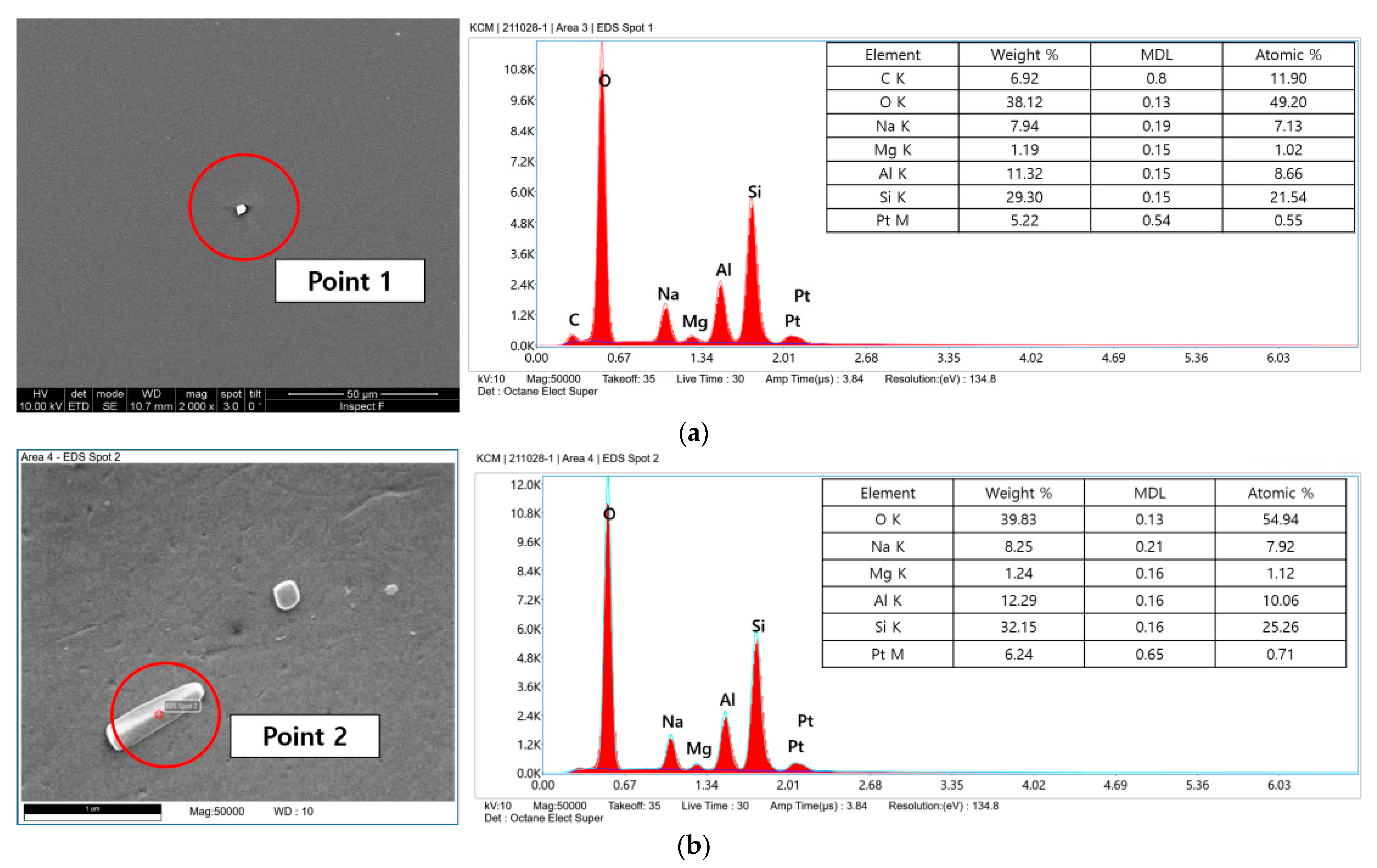
The thermally damaged area at one point of the focal region of the glass substrate surface and one point from the debris region was selected, and is shown in Figure 8a,b. The two points were analyzed using EDS profiles, and their compositions were different. The concentration of carbon was quite high in the focal region, as shown in Figure 8a, because it may be caused by the thermal damage induced by the accumulation of pulses. The debris, which was located far from the focal region of the glass substrate, was analyzed using the EDS profiles in Figure 8b. The elements of the debris were quite similar to those of the original glass substrate as shown in Figure 6a. The weight of the elements of both profiles showed similar results. As such, the debris can be assumed to be broken glass from the focal area.
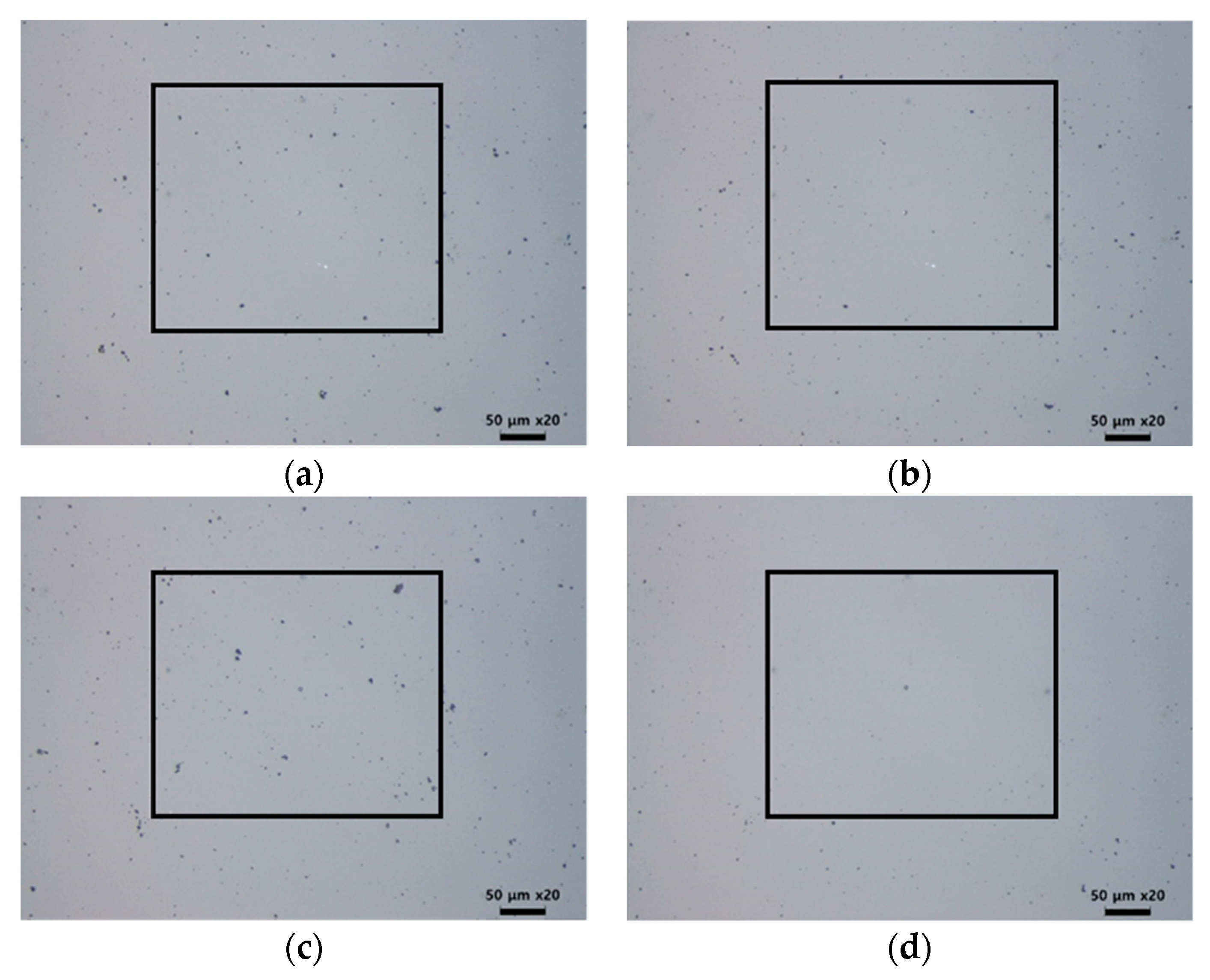
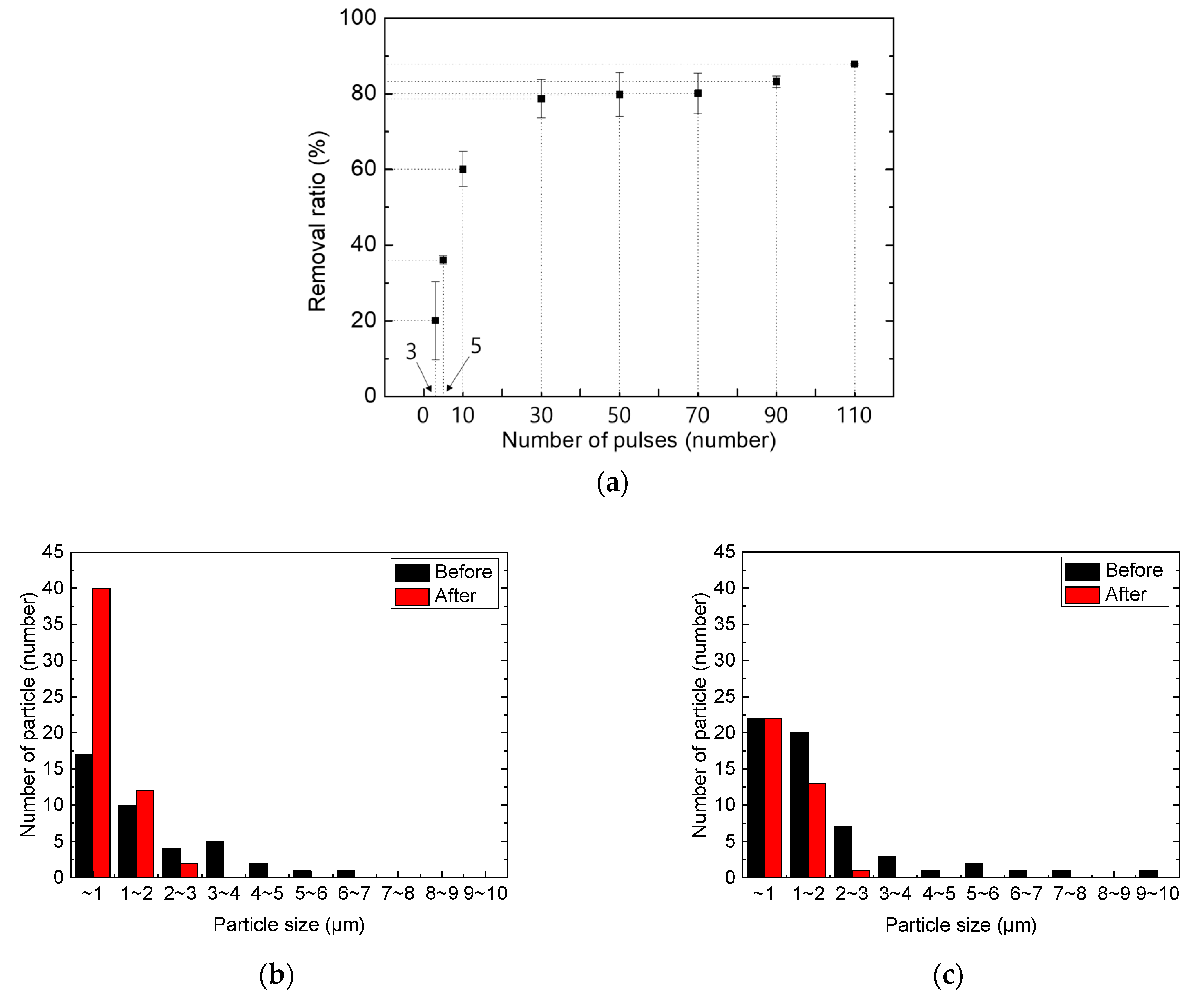
Therefore, it was necessary to minimize the number of pulses to reduce the thermal damage to the glass substrate. Figure 9 shows the results of the cleaning for different pulse numbers. The cleaning effect with 30 laser pulses is not obvious in Figure 9b, but after 110 pulses were employed, almost all the particles inside the rectangular region were removed. Thermal damage was not observed until 110 pulses were applied. As the pulse numbers varied, the particle removal ratio is plotted in Figure 10a. When the applied pulse numbers exceeded 30, the particle removal ratio became approximately 80%, almost reaching saturation. The remaining particles were classified by size after cleaning, as shown in Figure 10b,c. When the number of applied pulses was 30, particles larger than 2 μm were removed, but the number of particles smaller than this increased. This may be because of the shockwave-induced breakage of the larger particles, which in turn may have generated smaller particles. As the number of applied pulses increased to 110, particles larger than 1 μm in size were mostly removed, but particles smaller than 1 μm remained.
3.2. Damage Observation in LSC Process
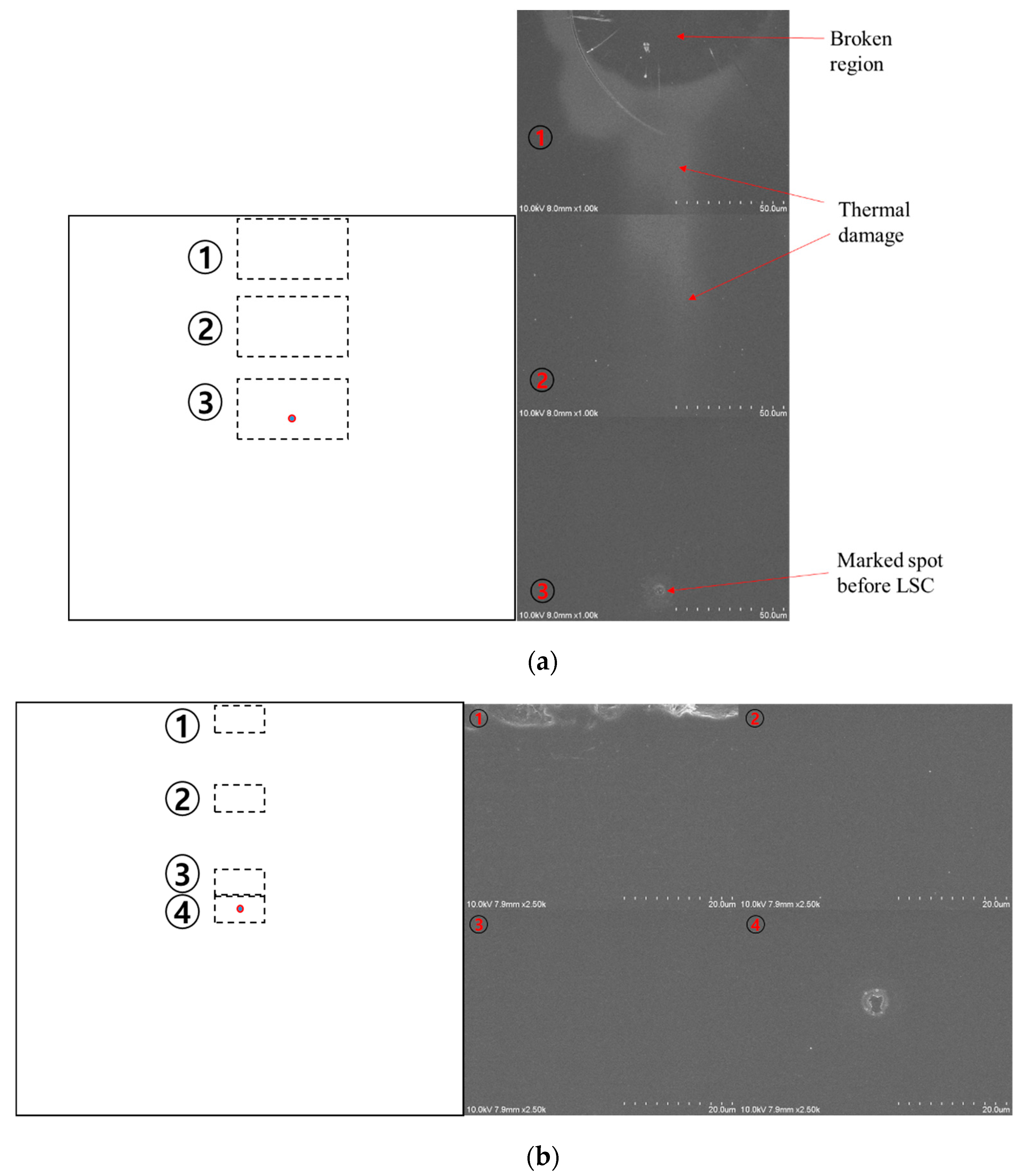
To remove particles smaller than 1 μm in size, the gap distance must be optimized. As shown in Figure 2, the gap distance required to avoid contact with the glass substrate was predicted assuming the theoretical Gaussian beam propagation. The radius of the focused beam, W0, was measured to be 7.9 μm using a focused beam profiler (FM100-focus Monitor 100, Metrolux, Berlin, Germany). Using this beam diameter, the gap distance required to avoid contact with the surface of the glass substrate (l = 300 μm) was predicted to be 14.4 μm. Subsequently, we investigated the damage to the glass substrate at d = 10 μm and 20 μm, as shown in Figure 11. Three selective positions on the glass substrate at d = 10 μm after 110 pulses were applied are shown in Figure 11a. The top of the glass substrate was broken, and the damaged area propagated above the laser beam path. However, no damage was observed in any of the four positions when the gap distance was 20 μm, as shown in Figure 11b.
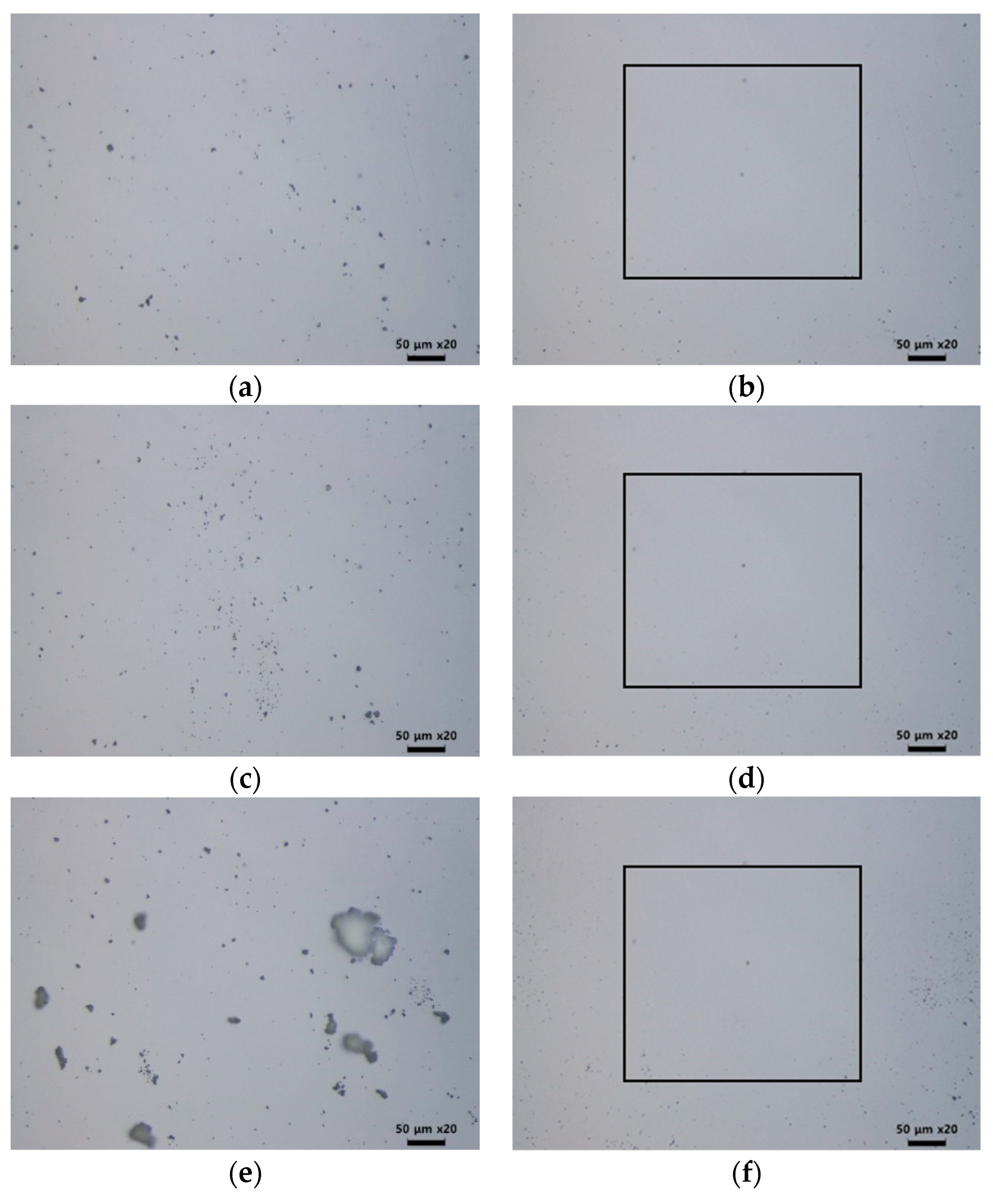
The density of particles was set at values of 0.4%, 0.8%, and 6%, as shown in Figure 12. Compared to the case of 0.4% density, the particles were more concentrated in the center in the case of 0.8%, as shown in Figure 12c. In the 6% density case, particle aggregation was observed. Regardless of the density and concentration of the particles, a laser cleaning efficiency of over 95% was achieved with the previously inferred LSC conditions, with a pulse number of 110 and a gap distance of 20 μm. These results show that the LSC process can be applied when the particle density is high and when there is a possibility of particle aggregation.
3.3. Effective Area Prediction of LSC Process
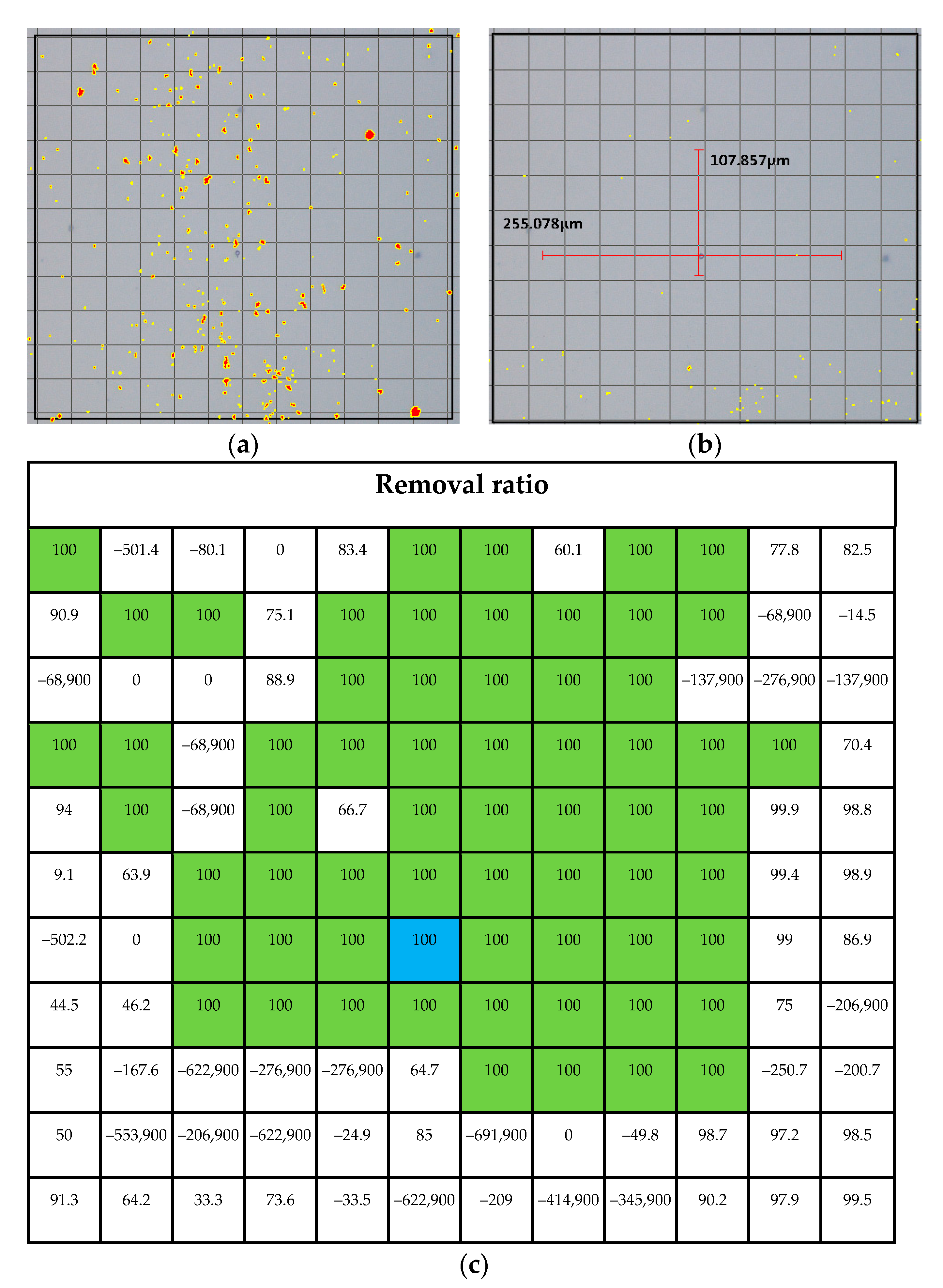
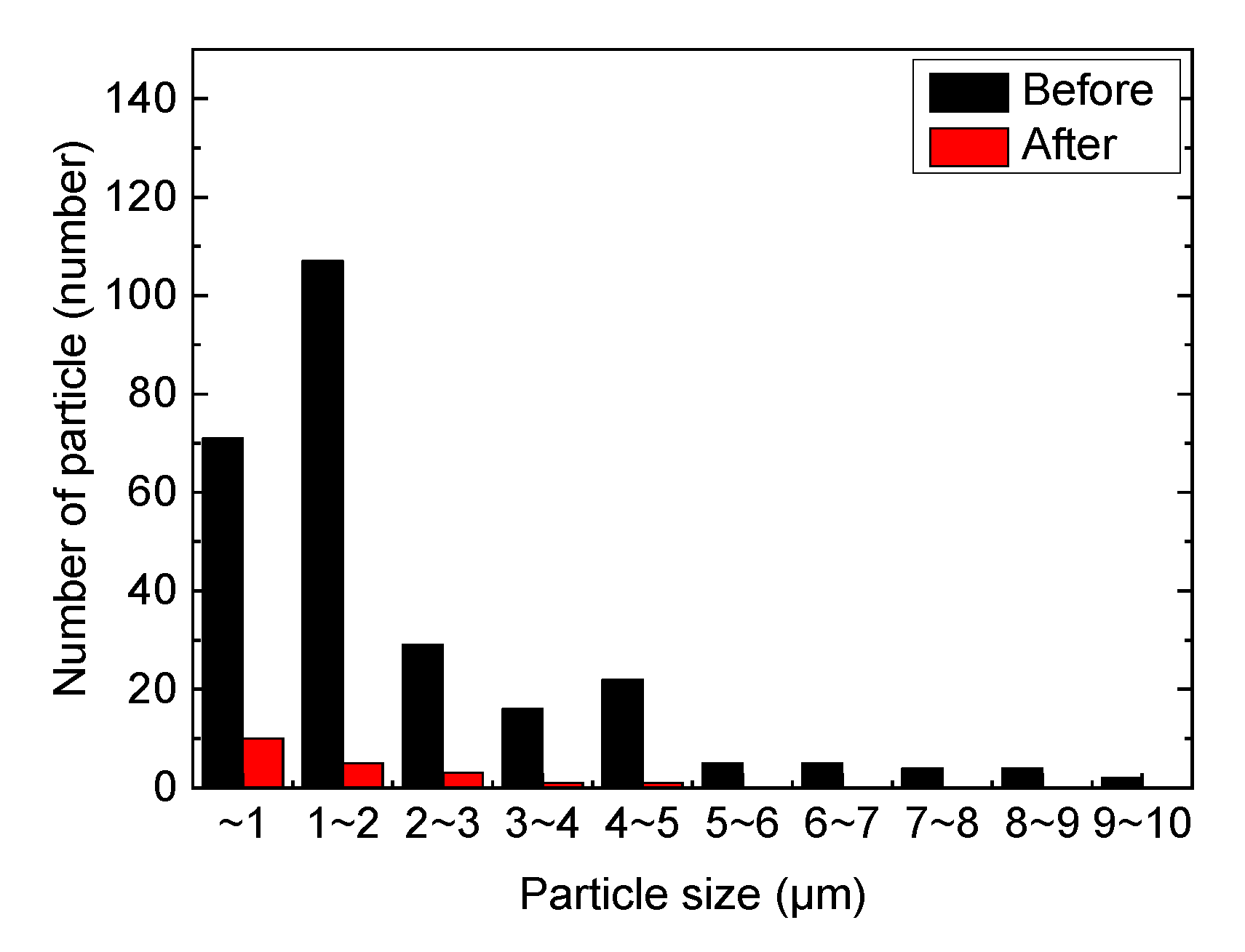
The particle removal ratio map is shown in Figure 13. The 30 × 30 μm2 grid was divided for mapping. The laser focal region is highlighted in blue. The area of removal ratio of over 95% can be predicted as the 255 and 107 μm rectangular area. The area with 100% particle removal is mapped in green. In addition, except for the green area, the glass substrate is shown in white, and the removal ratio is less than 100%. we The mapping area is important for predicting the effective region that can be influenced by the laser shock wave. The negative values inside the grids imply that the number of particles increase after the LSC process because the nearby particles have moved. In Figure 13, the particles remaining after the LSC process are counted where they may in a position farther from the laser focal point. The particle distribution by sizes of Figure 13 is plotted in Figure 14.
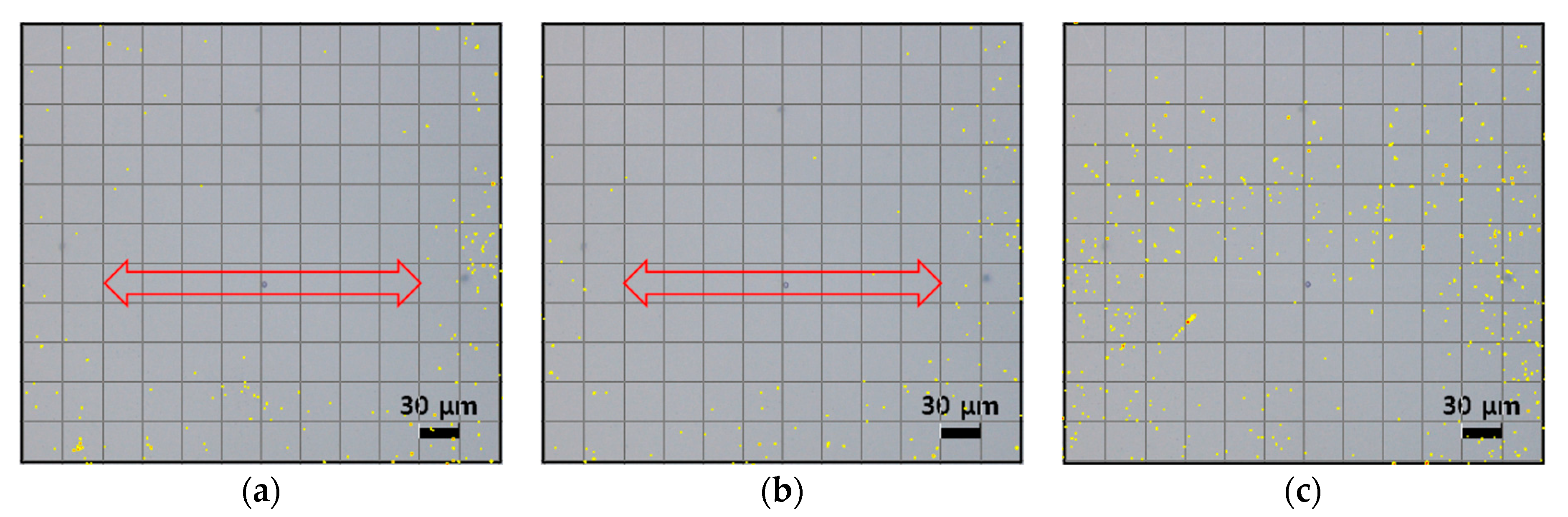
We increased the number of applied pulses to 1000 while maintaining a 20 μm gap distance, as shown in Figure 15. When the number of pulses was 500, the cleaning efficiency was similar to the case of 110 pulses. However, more particles appeared for the 1000 pulse case. As in the previous case when the pulse number was 20,000, accumulated heat resulted in thermal damage to the glass substrate, and broken glass particles were formed. Both the gap distance and the applied pulse number should be selected carefully to avoid damage to the glass substrate.
If the pressure of the laser shockwave induced by a high-intensity focused laser beam is larger than the adhesion force of the particles to the glass substrate, the particles may become detached. The shockwave velocity, pressure, and radius were calculated from Equations (1)–(3).
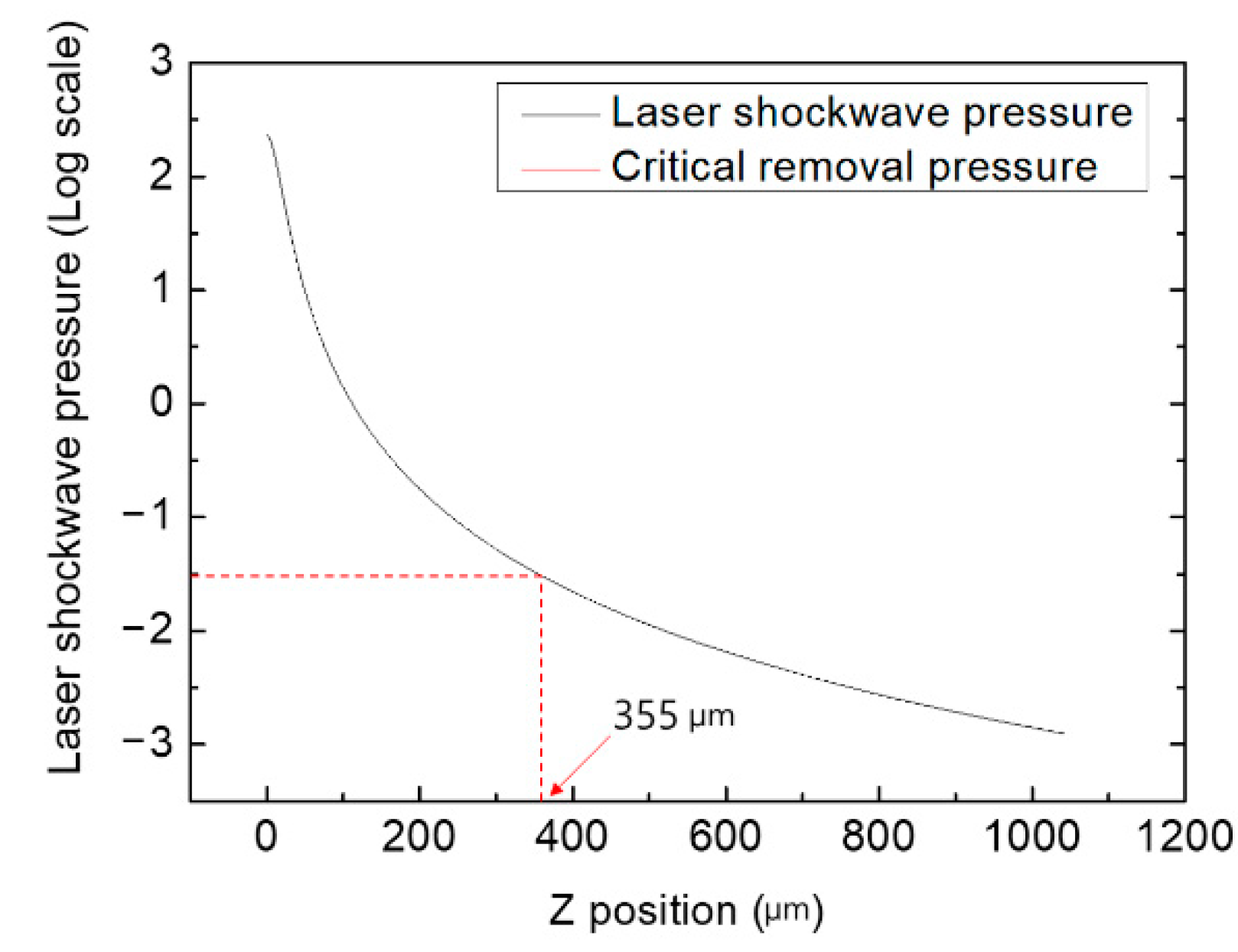
where v is the velocity of the shockwave; is a constant; is the specific heat ratio of ambient air (1.4); E is the laser pulse energy; is the air density at 24 °C, which is 1.18 kg/m3; P is the shockwave pressure; and R is its radius. The shockwave pressure versus radius of the particle is plotted at the same instant in Figure 16. The adhesion force of particles less than 50 μm is mainly governed by the van der Waals force [29,30].
where is the van der Waals force; h is the Lifshitz–van der Waals constant, which is calculated as ; A is the Hamaker constant, which is calculated as ; Z is the atomic separation 4 Å; r is the radius of the particle; and is the radius of the contact area of the particle. The diameter of the particle was assumed to be 1.7 μm, which was the average particle size in the experimental study. Using Equation (4), the distance at which the critical removal pressure and laser shock wave pressure is equal was calculated to be 355 μm, which means that a particle with a 1.7 μm diameter size can travel until this distance in the corresponding LSC process. This prediction is slightly greater than the experimental results. This theoretical approach assumes that a single particle travels, and the interaction between particles is neglected.
4. Conclusions
A high-peak-power 233 fs laser was employed for cleaning dust particles smaller than several micrometers from a glass substrate. The detaching motion of the SiO2 particles was monitored using a high-speed camera, where the plasma was observed to be intensified by the focused laser beam. When the number of applied pulses was excessive, damage to the glass substrate was observed even though the focused laser beam was not in contact with the glass substrate. Under these experimental conditions, a pulse number of 500 was chosen. Within the beam propagation field, the glass was broken and damage was observed. The gap distance between the field of beam propagation and the glass substrate was maintained at a distance of 20 μm, and it was confirmed that the LSC process did not damage the glass substrate. With the optimal pulse number and gap distance, the cleaning efficiency was tested at a removal ratio of 95% regardless of the density of particles. The effective cleaning area was measured using the removal ratio map and compared with the theoretical value.
In this study, the LSC process with a 233 fs pulsed laser was verified as a non-contact method that does not damage the substrate and can clean more efficiently than the air spray method. Using this method, it is possible to clean dust particles smaller than 1 μm in size in an extremely short time from an area that is ten times wider than the diameter of the focused laser beam.
Future studies can expand the LSC process to the wide area substrate for commercial application. The incident laser angle can be adjusted, and the laser beam can be scanned by the x-y linear motors. Additionally, the effective cleaning area can be a guide for scanning the speed and pitch of the laser beam.
Supplementary Materials
The following are available online at https://www.mdpi.com/article/10.3390/mi12111382/s1, Video S1: Animation of Figure 5.
Author Contributions
Conceptualization, M.K. and K.K.; methodology M.K. and K.K.; validation and investigation M.K. and P.C.; writing–original draft preparation M.K.; writing–review and editing, J.H.J. and K.K. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Principal Research of KIMM within the project “Design project of laser machine system”, “Optical system development with 380 mm laser line beam in manufacturing for LTPS, LLO, etc. (20006533)”, and “Development of pitch 33 μm, 20,000 pin interface probe and space transformer for intelligent semiconductor testing (20014122)”.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kern, W. The Evolution of Silicon Wafer Cleaning Technology. J. Electrochem. Soc. 1990, 137, 1887–1892. [Google Scholar] [CrossRef]
- Itano, M.; Kern, F.; Miyashita, M.; Ohmi, T. Particle removal from silicon wafer surface in wet cleaning process. IEEE Trans. Semicond. Manuf. 1993, 6, 258–267. [Google Scholar] [CrossRef]
- Kim, H.S.; Choi, G.S. Development of a megasonic cleaner for TFT LCD manufacturing. Int. J. Appl. Electromagn. Mech. 2003, 18, 41–51. [Google Scholar] [CrossRef]
- Lin, C.-S.; Shih, S.-J.; Lu, A.-T.; Hung, S.-S.; Chiu, C.-C. The quality improvement of PI coating process of TFT-LCD panels with Taguchi methods. Optik 2012, 123, 703–710. [Google Scholar] [CrossRef]
- Mitsumori, K.; Nobuaki, H.; Takahashi, N.; Imaoka, T.; Ohmi, T. Advanced wet cleaning using novel nozzle and functional ultrapure water in nest generation FPD/LSI manufacturing. In Proceedings of the ISSM2000, Ninth International Symposium on Semiconductor Manufacturing (IEEE Cat. No.00CH37130), Tokyo, Japan, 26–28 September 2000; IEEE: Piscataway, NJ, USA, 2002; pp. 31–34. [Google Scholar]
- Kim, H.S.; Lee, D.G. Design and manufacture of stainless steel/carbon epoxy hybrid shaft for cleaning large LCD glass panels. Compos. Struct. 2007, 80, 279–289. [Google Scholar] [CrossRef]
- Nelson, S. Ozonated water for wafer cleaning and photoresist removal. Solid State Technol. 1999, 42, 107–112. [Google Scholar]
- Kim, J.M.; Shim, H.J.; Yang, J.W.; Choi, M.K.; Kim, D.C.; Kim, J.H. Ultrathin quantum dot display integrated with wearable electronics. Adv. Mater. 2017, 29, 1700217. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, C.; Feng, M.; Tseng, W.T. A modified multi-chemical spray cleaning process for post-CMP cleaning application. Chem. Phys. 1998, 52, 23–30. [Google Scholar] [CrossRef]
- Chen, G.X.; Kwee, T.J.; Tan, K.P.; Choo, Y.S.; Hong, M.H. Laser cleaning of steel for paint removal. Appl. Phys. A 2010, 101, 249–253. [Google Scholar] [CrossRef]
- Kumar, A.; Bhatt, R.B.; Behere, P.G.; Afzal, M.; Kumar, A.; Nilaya, J.P.; Biswas, D.J. Laser-assisted surface cleaning of metallic components. Pramana 2014, 82, 237–242. [Google Scholar] [CrossRef]
- Ke, L.; Zhu, H.; Lei, W.; Cheng, Z. Laser cleaning of rust on ship steel using TEA CO 2 pulsed laser. In Proceedings of the Photonics and Optoelectronics Meetings 2009, Wuhan, China, 8–10 August 2009; Volume 7515, p. 75150G. [Google Scholar] [CrossRef]
- Frank, P.; Lang, F.; Mosbacher, M.; Boneberg, J.; Leiderer, P. Infrared steam laser cleaning. Appl. Phys. 2008, 93, 1–4. [Google Scholar] [CrossRef] [Green Version]
- Kruusing, A. Underwater and water-assisted laser processing: Part 1—General features, steam cleaning and shock processing. Opt. Lasers Eng. 2004, 41, 307–327. [Google Scholar] [CrossRef]
- Jiang, H.; Cheng, H.; He, Y.; Liu, L.; Liu, S.; Li, H. Propagation characteristics of nanosecond pulse laser-induced shock wave and the non-contact removal of particle. Appl. Phys. 2021, 127, 1–10. [Google Scholar] [CrossRef]
- Yu, H.; Li, H.; Wu, X.; Yang, J. Dynamic testing of nanosecond laser pulse induced plasma shock wave propulsion for mi-crosphere. App. Phys. 2020, 126, 63. [Google Scholar] [CrossRef]
- Lee, J.M.; Watkins, K.G. Removal of small particles on silicon wafer by laser-induced airborne plasma shock waves. J. Appl. Phys. 2001, 89, 6496–6500. [Google Scholar] [CrossRef]
- Ye, Y.; Yuan, X.; Xiang, X.; Cheng, X.; Miao, X. Laser cleaning of particle and grease contaminations on the surface of optics. Optik 2012, 123, 1056–1060. [Google Scholar] [CrossRef]
- Ye, Y.; Yuan, X.; Xiang, X.; Dai, W.; Chen, M.; Miao, X.; Lv, H.; Wang, H.; Zheng, W. Laser plasma shockwave cleaning of SiO2 particles on gold film. Opt. Lasers. Eng. 2011, 49, 536–541. [Google Scholar] [CrossRef]
- Kumar, A.; Prasad, M.; Bhatt, R.; Behere, P.; Afzal, M.; Kumar, A.; Nilaya, J.; Biswas, D. Laser shock cleaning of radioactive particulates from glass surface. Opt. Lasers. Eng. 2014, 57, 114–120. [Google Scholar] [CrossRef]
- Lim, H.; Kim, D. Optical diagnostics for particle-cleaning process utilizing laser-induced shockwave. Appl. Phys. A 2004, 79, 965–968. [Google Scholar] [CrossRef]
- Lim, H.; Jang, D.; Kim, D.; Lee, J.W.; Lee, J.-M. Correlation between particle removal and shock-wave dynamics in the laser shock cleaning process. J. Appl. Phys. 2005, 97, 054903. [Google Scholar] [CrossRef] [Green Version]
- Gu, Q.; Feng, G.; Zhou, G.; Han, J.H.; Luo, J.; Men, J. Regional effects and mechanisms of nanoparticle removal from Si sub-strate by laser plasma shock waves. App. Surf. Sci. 2018, 457, 604–615. [Google Scholar] [CrossRef]
- Song, W.D.; Hong, M.H.; Lukyanchuk, B.; Chong, T.C. Laser-induced cavitation bubbles for cleaning of solid surfaces. J. Appl. Phys. 2004, 95, 2952–2956. [Google Scholar] [CrossRef]
- Gao, Z.; Han, L.; Li, J. Investigation of laser induced air breakdown thresholds at 1064, 532, 355, 266 and 248nm. In Proceedings of the Pacific Rim Laser Damage 2019 and Thin Film Physics and Applications 2019, Qingdao, China, 19–22 May 2019; Volume 11063, p. 1106305. [Google Scholar] [CrossRef]
- Hamad, A.H. Effects of Different Laser Pulse Regimes (Nanosecond, Picosecond and Femtosecond) on the Ablation of Materials for Production of Nanoparticles in Liquid Solution; Intech: London, UK, 2016. [Google Scholar]
- Park, J.-K.; Yoon, J.-W.; Cho, S.-H. Removal of nanoparticles from a silicon wafer using plasma shockwaves excited with a femtosecond laser. Appl. Surf. Sci. 2012, 258, 6379–6383. [Google Scholar] [CrossRef]
- Kim, T.-H.; Busnaina, A.A.; Park, J.-G. Shockwave Induced Deformation of Organic Particle in Laser Shockwave Cleaning Process. J. Appl. Phys. 2009, 114, 063014. [Google Scholar] [CrossRef]
- Varghese, I.; Peri, M.D.M.; Dunbar, T.; Maynard, B.; Thomas, D.A.; Cetinkaya, C. Removal of Nanoparticles With Laser Induced Plasma. J. Adhes. Sci. Technol. 2008, 22, 651–674. [Google Scholar] [CrossRef]
- Han, J.; Luo, L.; Zhang, Y.; Hu, R.; Feng, G. Conditions for laser-induced plasma to effectively remove nano-particles on silicon surfaces. Chin. Phys. B 2016, 25, 095204. [Google Scholar] [CrossRef]
Figure 1.
System configuration.

Figure 2.
Focused laser beam propagation in the upper glass substrate.

Figure 3.
Photos of a glass substrate sprayed with SiO2 particles observed using a 10× magnification microscope (MM-800, Nikon, Tokyo, Japan) and particle analyzer software: (a) immediately after the application of particles and (b) at one minute of air spray cleaning.
Figure 3.
Photos of a glass substrate sprayed with SiO2 particles observed using a 10× magnification microscope (MM-800, Nikon, Tokyo, Japan) and particle analyzer software: (a) immediately after the application of particles and (b) at one minute of air spray cleaning.

Figure 4.
Sample particle distribution based on size.

Figure 5.
Observation of the particle removal process using a high-speed camera and black bar in glass substrate at (a) 0 (b) 1.5 (c) 3 (d) 4.5 (e) 6 (f) 7.5 (g) 9 (h) 10.5 (i) 12, and (j) 13.5 ms.
Figure 5.
Observation of the particle removal process using a high-speed camera and black bar in glass substrate at (a) 0 (b) 1.5 (c) 3 (d) 4.5 (e) 6 (f) 7.5 (g) 9 (h) 10.5 (i) 12, and (j) 13.5 ms.

Figure 6.
SEM image and particle EDS analysis: (a) glass substrate and (b) SiO2 particle.


Figure 7.
Photo of damage caused by thermal damage and laser ablation: black dotted line area magnification, EHT, WD, signal A is 500×, 5.00 kV, 8.5 mm, SE2, respectively; red dotted line area magnification, EHT, WD, signal A is 1.00k×, 5.00 kV, 8.9 mm, SE2, respectively.
Figure 7.
Photo of damage caused by thermal damage and laser ablation: black dotted line area magnification, EHT, WD, signal A is 500×, 5.00 kV, 8.5 mm, SE2, respectively; red dotted line area magnification, EHT, WD, signal A is 1.00k×, 5.00 kV, 8.9 mm, SE2, respectively.

Figure 8.
Particle EDS analysis of two points subjected to laser irradiation: (a) above focal position and (b) assumed broken particles.
Figure 8.
Particle EDS analysis of two points subjected to laser irradiation: (a) above focal position and (b) assumed broken particles.

Figure 9.
Result of laser cleaning with different pulse numbers: (a,c) is before cleaning, (b) pulse number = 30, and (d) pulse number = 110.
Figure 9.
Result of laser cleaning with different pulse numbers: (a,c) is before cleaning, (b) pulse number = 30, and (d) pulse number = 110.

Figure 10.
(a) Particle removal ratio with number of pulses. (b,c) Change in particle distribution after LSC process with different pulse numbers: (b) pulse number = 30; (c) pulse number = 110.
Figure 10.
(a) Particle removal ratio with number of pulses. (b,c) Change in particle distribution after LSC process with different pulse numbers: (b) pulse number = 30; (c) pulse number = 110.

Figure 11.
Damage to the glass substrate according to gap distance observed by SEM: (a) the gap distance = 10 μm; (b) the gap distance = 20 μm.
Figure 11.
Damage to the glass substrate according to gap distance observed by SEM: (a) the gap distance = 10 μm; (b) the gap distance = 20 μm.

Figure 12.
Comparison of laser cleaning efficiency with respect to particle density and distribution (a) before cleaning when the particle occupancy rate is 0.4%; (b) photo after cleaning of (a); (c) before cleaning when particle occupancy rate is 0.8%; (d) after cleaning of (c); (e) before cleaning when particle occupancy rate is 6%; (f) after cleaning of (e).
Figure 12.
Comparison of laser cleaning efficiency with respect to particle density and distribution (a) before cleaning when the particle occupancy rate is 0.4%; (b) photo after cleaning of (a); (c) before cleaning when particle occupancy rate is 0.8%; (d) after cleaning of (c); (e) before cleaning when particle occupancy rate is 6%; (f) after cleaning of (e).

Figure 13.
(a) Photo of before cleaning when pulse number is 110 number and gap distance is 20 μm, (b) photo after cleaning of (a), and (c) particle removal ratio map.
Figure 13.
(a) Photo of before cleaning when pulse number is 110 number and gap distance is 20 μm, (b) photo after cleaning of (a), and (c) particle removal ratio map.

Figure 14.
Particle distribution analysis of Figure 13.
Figure 14.
Particle distribution analysis of Figure 13.

Figure 15.
Particle observation caused by laser irradiation when pulse number is (a) 110, (b) 500, (c) and 1000.
Figure 15.
Particle observation caused by laser irradiation when pulse number is (a) 110, (b) 500, (c) and 1000.

Figure 16.
Effective laser cleaning maximum distance by theoretical prediction.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Details of the size and density of particles.
| List | Particle Parameters |
|---|---|
| Minimum size (μm) | 0.8 |
| Maximum size (μm) | 11.4 |
| Average of particle size (μm) | 1.7 |
| Analysis area (μm2) | 1,209,004 |
| Ratio of area occupied by the particles (%) | 0.4 |
| Total number of particles (number) | 725 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kim, M.; Choi, P.; Jo, J.H.; Kim, K. Glass Substrate Dust Removal Using 233 fs Laser-Generated Shockwave. Micromachines 2021, 12, 1382. https://doi.org/10.3390/mi12111382
AMA Style
Kim M, Choi P, Jo JH, Kim K. Glass Substrate Dust Removal Using 233 fs Laser-Generated Shockwave. Micromachines. 2021; 12(11):1382. https://doi.org/10.3390/mi12111382
Chicago/Turabian StyleKim, Myeongjun, Philgong Choi, Jae Heung Jo, and Kyunghan Kim. 2021. "Glass Substrate Dust Removal Using 233 fs Laser-Generated Shockwave" Micromachines 12, no. 11: 1382. https://doi.org/10.3390/mi12111382
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.