Effect of Contact Plug Deposition Conditions on Junction Leakage and Contact Resistance in Multilevel CMOS Logic Interconnection Device


Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
4. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ekström, M.; Hou, S.; Elahipanah, H.; Salemi, A.; Östling, M.; Zetterling, C.M. Low temperature Ni-Al ohmic contacts to p-TYPE 4H-SiC using semi-salicide processing. In Proceedings of the Materials Science Forum, Shanghai, China, 11–12 March 2018; pp. 389–392. [Google Scholar]
- Wu, J.; Li, C.; Wang, H.; Li, J.; Zheng, L. Modelling of initial fast charge loss mechanism for logic embedded non-volatile memories. Microelectron. Reliab. 2017, 76, 174–177. [Google Scholar] [CrossRef]
- Roos, M.M.; Huffert, T.; Puchinger, A.; Strehle, S. Rapid Micro-Nano-Integration of Single Silicon Nanowires in 2D-Sensor Arrays using Automated Software Tools. In Proceedings of the Micro-Nano-Integration; 7th GMM-Workshop, Dortmund, Germany, 22–23 October 2018; pp. 1–5. [Google Scholar]
- Ireland, P.J. High aspect ratio contacts: A review of the current tungsten plug process. Thin Solid Film 1997, 304, 1–12. [Google Scholar] [CrossRef]
- Fan, R.; Chen, H.; Wang, K.; Liu, Z.; Long, Y.; Ni, Q.; Gu, X. The detection and investigation of Tungsten-plug voids by electron-beam inspection. In Proceedings of the 2018 China Semiconductor Technology International Conference (CSTIC), Shanghai, China, 11–12 March 2018; pp. 1–3. [Google Scholar]
- Xiang, W.; Liu, Y.; Zhang, J. Influence of Microstructure on the Electrical Properties of Heteroepitaxial TiN Films. Electron. Mater. Lett. 2018, 14, 314–318. [Google Scholar] [CrossRef]
- Okada, M.; Terada, S.; Miura, T.; Iwai, Y.; Takazawa, T.; Kataoka, Y.; Kihara, T.; Otsu, M. Fundamental burnishing characteristics of Ni-based alloy using coated carbide tool. Procedia. Manuf. 2018, 15, 1278–1283. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L.; Su, C.; Xiao, H.; Lv, S.; Zhang, F.; Sui, Q.; Jia, L.; Jiang, M. Direct Observation of Monolayer MoS2 Prepared by CVD Using In-Situ Differential Reflectance Spectroscopy. Nanomaterials 2019, 9, 1640. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cun, H.; Macha, M.; Kim, H.; Liu, K.; Zhao, Y.; LaGrange, T.; Kis, A.; Radenovic, A. Wafer-scale MOCVD growth of monolayer MoS2 on sapphire and SiO2. Nano Res. 2019, 12, 2646–2652. [Google Scholar] [CrossRef]
- Schulze, S.; Wolansky, D.; Katzer, J.; Schubert, M.A.; Costina, I.; Mai, A. Impact of TiN Barrier Layer on Contact Resistance of Tungsten Filled Vias. IEEE Trans. Semicond. Manuf. 2018, 31, 528–534. [Google Scholar] [CrossRef]
- Liao, H.; Lee, P.S.; Goh, L.N.L.; Liu, H.; Sudijono, J.L.; Elgin, Q.; Sanford, C. The impact of etch-stop layer for borderless contacts on deep submicron CMOS device performance—A comparative study. Thin Solid Film. 2004, 462, 29–33. [Google Scholar] [CrossRef]
- Tripathi, K.P.; Durbach, S.; Coville, J.N. Synthesis of Multi-Walled Carbon Nanotubes from Plastic Waste Using a Stainless-Steel CVD Reactor as Catalyst. Nanomaterials 2017, 7, 284. [Google Scholar] [CrossRef]
- Liu, Y.; Song, Z.; Yuan, S.; Xu, L.; Xin, Y.; Duan, M.; Yao, S.; Yang, Y.; Xia, Z. Enhanced Ultra-violet Photodetection Based on a Heterojunction Consisted of ZnO Nanowires and Single-Layer Graphene on Silicon Substrate. Electron. Mater. Lett. 2020, 16, 81–88. [Google Scholar] [CrossRef]
- Yadav, A.B.; Parvathi, P.V.L.; Ramana, P.V.; Thabassum, R. Zero bias UV detection and precursor effect on properties of ZnO nanorods grown by hydrothermal method on SiO2/p-Si substrate. Thin Solid Film. 2019, 685, 343–352. [Google Scholar] [CrossRef]
- Choi, D.; Barmak, K. On the potential of tungsten as next-generation semiconductor interconnects. Electron. Mater. Lett. 2017, 13, 449–456. [Google Scholar] [CrossRef]
- Ieong, M.; Narayanan, V.; Singh, D.; Topol, A.; Chan, V.; Ren, Z. Transistor scaling with novel materials. Mater. Today 2006, 9, 26–31. [Google Scholar] [CrossRef]
- Kim, J.S.; Ahn, J. Mask Materials and Designs for Extreme Ultra Violet Lithography. Electron. Mater. Lett. 2018, 14, 533–547. [Google Scholar] [CrossRef]
- Cui, Y.; Jeong, J.Y.; Gao, Y.; Pyo, S.G. Process Optimization of Via Plug Multilevel Interconnections in CMOS Logic Devices. Micromachines 2019, 11, 32. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dixit, G.A.; Hsu, W.Y.; Konecni, A.J.; Krishnan, S.; Luttmer, J.D.; Havemann, R.H.; Forster, J.; Yao, G.D.; Narasimhan, M.; Xu, Z. Ion metal plasma (IMP) deposited titanium liners for 0.25/0.18/spl mu/m multilevel interconnections. In Proceedings of the International Electron Devices Meeting, San Francisco, CA, USA, 8–11 December 1996; pp. 357–360. [Google Scholar]
- Lee, S.-Y.; Chen, H.-W.; Shen, C.-H.; Kuo, P.-Y.; Chung, C.-C.; Huang, Y.-E.; Chen, H.-Y.; Chao, T.-S. Experimental Demonstration of Performance Enhancement of MFMIS and MFIS for 5-nm× 12.5-nm Poly-Si Nanowire Gate-All-Around Negative Capacitance FETs Featuring Seed-Layer and PMA-Free Process. In Proceedings of the 2019 Silicon Nanoelectronics Workshop (SNW), San Francisco, CA, USA, 8–11 December 1996; pp. 1–2. [Google Scholar]
- Riverola, M.; Torres, F.; Uranga, A.; Barniol, N. High Performance Seesaw Torsional CMOS-MEMS Relay Using Tungsten VIA Layer. Micromachines 2018, 9, 579. [Google Scholar] [CrossRef] [Green Version]
- Choy, K.L. CVD of superlattice films and their applications. In Chemical Vapour Deposition (CVD) Advances, Technology and Applications, 1st ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2019; pp. 273–277. [Google Scholar]
- Li, Y.; Jiang, C.; Wang, Z.; Luo, P. Experimental Study on Reaction Characteristics of PTFE/Ti/W Energetic Materials under Explosive Loading. Materials 2016, 9, 936. [Google Scholar] [CrossRef] [Green Version]
- Kojima, T.; Toko, S.; Tanaka, K.; Seo, H.; Itagaki, N.; Koga, K.; Shiratani, M. Effects of Gas Velocity on Deposition Rate and Amount of Cluster Incorporation into a-Si:H Films Fabricated by SiH4 Plasma Chemical Vapor Deposition. Plasma Fusion Res. 2018, 13, 1406082. [Google Scholar] [CrossRef]
- Liu, Z.; Fu, H.; Hunegnaw, S.; Wang, J.; Merschky, M.; Magaya, T.; Mieno, A.; Shorey, A.; Kuramochi, S.; Akazawa, M. Electroless and electrolytic copper plating of glass interposer combined with metal oxide adhesion layer for manufacturing 3D RF devices. In Proceedings of the 2016 IEEE 66th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 31 May–3 June 2016; pp. 62–67. [Google Scholar]
- Kim, H.; Yun, S.J.; Park, J.C.; Park, M.H.; Park, J.; Kim, K.K.; Lee, Y.H. Seed Growth of Tungsten Diselenide Nanotubes from Tungsten Oxides. Small 2015, 11, 2192–2199. [Google Scholar] [CrossRef]
- Weiqiang, L.I.; Wang, Y.; Wee, K.S.; Zhang, F. ILD Interlaminar Strength Evaluation for WLCSP. In Proceedings of the 2018 20th International Conference on Electronic Materials and Packaging (EMAP) Clear Water Bay, Hong Kong, China, 17–20 December 2018; pp. 1–3. [Google Scholar]
- Kang, S.; Kim, Y.; Moon, A.; Lee, S.; Kim, S.E.; Kim, S. Surface Planarization of Polymeric Interlayer Dielectrics for FOWLP Applications. In Proceedings of the 2018 IEEE 20th Electronics Packaging Technology Conference (EPTC), Singapore, 4–7 December 2018; pp. 882–885. [Google Scholar]
- Hao, M.; Wang, Q.; Jiang, L.; Feng, C.; Chen, C.; Wang, C.; Xiao, H.; Liu, F.; Xu, X.; Wang, X. Gate Leakage and Breakdown Characteristics of AlGaN/GaN High-Electron-Mobility Transistors with Fe Delta-Doped Buffer. Nanosci. Nanotechnol. Lett. 2018, 10, 185–189. [Google Scholar] [CrossRef]
- Brainard, W.A.; Wheeler, D.R. An XPS study of the adherence of refractory carbide silicide and boride rf-sputtered wear-resistant coatings. J. Vac. Sci. Technol. 1978, 15, 1800–1805. [Google Scholar] [CrossRef]
- Hartensveld, M.; Zhang, J. Monolithic Integration of GaN Nanowire Light-Emitting Diode With Field Effect Transistor. IEEE Electron. Device Lett. 2019, 40, 427–430. [Google Scholar] [CrossRef]
- Tomita, R. A Study on Formation of High Resistivity Phases of Nickel Silicide at Small Area and Its Solution for Scaled CMOS Devices. Ph.D. Thesis, Interdisciplinary Graduate School of Science and Engineering, Tokyo Institute of Technology, Tokyo, Japan, 26 March 2013. [Google Scholar]
- Mun, S.Y.; Shin, K.C.; Lee, S.S.; Kwak, J.S.; Jeong, J.Y.; Jeong, Y.H. Etch defect reduction using SF6/O2 plasma cleaning and optimizing etching recipe in photo resist masked gate poly silicon etch process. Jpn. J. Appl. Phys. 2005, 44, 4891. [Google Scholar] [CrossRef]
- Jang, J.-S.; Park, S.-J.; Seong, T.-Y. Formation of low resistance Pt ohmic contacts to p-type GaN using two-step surface treatment. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. Process. Meas. Phenom. 1999, 17, 2667–2670. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Li, J.; Xu, L. Method of Calculating the Inductance Value of MEMS Suspended Inductors with Silicon Substrates. Micromachines 2018, 9, 604. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Szutkowska, M.; Cygan, S.; Podsiadło, M.; Laszkiewicz-Łukasik, J.; Cyboroń, J.; Kalinka, A. Properties of TiC and TiN Reinforced Alumina–Zirconia Composites Sintered with Spark Plasma Technique. Metals 2019, 9, 1220. [Google Scholar] [CrossRef] [Green Version]
- Qiao, Y.; Xu, D.; Wang, S.; Ma, Y.; Chen, J.; Wang, Y.; Zhou, H. Corrosion and Tensile Behaviors of Ti-4Al-2V-1Mo-1Fe and Ti-6Al-4V Titanium Alloys. Metals 2019, 9, 1213. [Google Scholar] [CrossRef] [Green Version]
- Krishnamurthy, R.; Bharatiraja, C.; Adedayo, Y.; Tariq, M.; Azeem, A. Locating Wire Fault in Controller Area Network Based on Kelvin (Four-Wire) Resistance Approach BT—Applications of Computing, Automation and Wireless Systems in Electrical Engineering; Mishra, S., Sood, Y.R., Tomar, A., Eds.; Springer: Singapore, 2019; pp. 1129–1139. [Google Scholar]
- Kyoung, S.; Jung, E.-S.; Sung, M.Y. Investigation of the layout and optical proximity correction effects to control the trench etching process on 4H-SiC. Electron. Mater. Lett. 2017, 13, 368–372. [Google Scholar] [CrossRef]
- Park, G.-T.; Lee, B.-R.; Son, K.; Park, Y.-B. Ni Barrier Symmetry Effect on Electromigration Failure Mechanism of Cu/Sn–Ag Microbump. Electron. Mater. Lett. 2019, 15, 149–158. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IMP Ti | CVD TiN | IMP TiN | |
|---|---|---|---|
| Average Rs (Ω/cm2) | 39.9 | 302.05 | 29.06 |
| Unif. (%) | 4.99 | 3.55 | 9.05 |
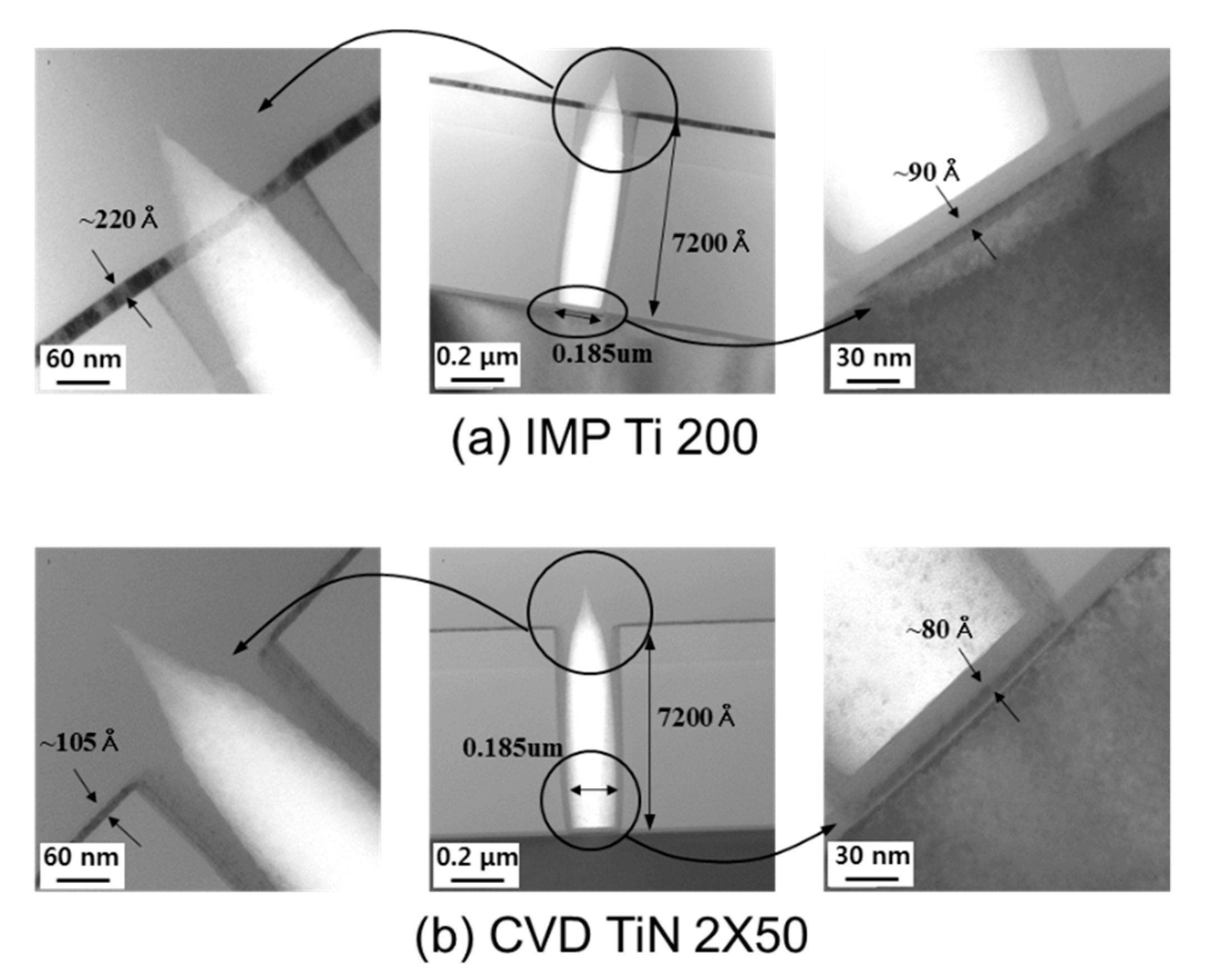
| TEM thickness (center, Å) | 195 | 100 | 345 |
| Rs (center, Ω/cm2) | 37.5 | 280.8 | 24.73 |
| Specific Resistance (μΩ·cm) | ~73 | ~280 | ~85 |
| Stress (dyne/cm2) | −2.142 × 109 | −4.788 × 109 | −6.762 × 109 |
| IMP Ti | DC power | RF power | AC bias | Ar | ||
| 2250 W | 2750 W | 0 W | 56 sccm | |||
| CVD TiN | DEP | Plasma Treat | ||||
| Pressure | TEMP | He carr | Pressure | RF power | TEMP | |
| 1.5 Torr | 450 °C | 225 sccm | 1.3 Torr | 750 W | 450 °C | |
| IMP TiN | DC power | RF power | AC bias | Ar | N2 | |
| 4000 W | 2500 W | 0 W | 25 sccm | 28 sccm | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Y.; Jeong, J.Y.; Gao, Y.; Pyo, S.G. Effect of Contact Plug Deposition Conditions on Junction Leakage and Contact Resistance in Multilevel CMOS Logic Interconnection Device. Micromachines 2020, 11, 170. https://doi.org/10.3390/mi11020170
Cui Y, Jeong JY, Gao Y, Pyo SG. Effect of Contact Plug Deposition Conditions on Junction Leakage and Contact Resistance in Multilevel CMOS Logic Interconnection Device. Micromachines. 2020; 11(2):170. https://doi.org/10.3390/mi11020170
Chicago/Turabian StyleCui, Yinhua, Jeong Yeul Jeong, Yuan Gao, and Sung Gyu Pyo. 2020. "Effect of Contact Plug Deposition Conditions on Junction Leakage and Contact Resistance in Multilevel CMOS Logic Interconnection Device" Micromachines 11, no. 2: 170. https://doi.org/10.3390/mi11020170