ODS EUROFER Steel Strengthened by Y-(Ce, Hf, La, Sc, and Zr) Complex Oxides
by
 , , ,
, , ,
Roman Husák
1,* ,
,
Hynek Hadraba
1,
Zdeněk Chlup
1,
Milan Heczko
1,2,
Tomáš Kruml
1,2 and
Viktor Puchý
3 1
Institute of Physics of Materials, Czech Academy of Sciences, 616 62 Brno, Czech Republic
2
CEITEC, Institute of Physics of Materials, Czech Academy of Sciences, 616 62 Brno, Czech Republic
3
Institute of Materials Research, Slovak Academy of Sciences, Watsonova 47, 040 01 Košice, Slovakia
*
Author to whom correspondence should be addressed.
Metals 2019, 9(11), 1148; https://doi.org/10.3390/met9111148
Submission received: 7 October 2019
/
Revised: 22 October 2019
/
Accepted: 24 October 2019
/
Published: 26 October 2019
Abstract
:Oxide dispersion-strengthened (ODS) materials contain homogeneous dispersions of temperature-stable nano-oxides serving as obstacles for dislocations and further pinning of grain boundaries. The strategy for dispersion strengthening based on complex oxides (Y-Hf, -Zr, -Ce, -La) was developed in order to refine oxide dispersion to enhance the dispersion strengthening effect. In this work, the strengthening of EUROFER steel by complex oxides based on Y and elements of the IIIB group (lanthanum, scandium) and IVB group (cerium, hafnium, zirconium) was explored. Interparticle spacing as a dispersoid characteristic appeared to be an important factor in controlling the dispersion strengthening contribution to the yield strength of ODS EUROFER steels. The dispersoid size and average grain size of ODS EUROFER steel were altered in the ranges of 5–13 nm and 0.6–1.7 µm, respectively. Using this strategy, the yield strength of the prepared alloys varied between 550 MPa and 950 MPa depending on the doping element.
1. Introduction
High chromium-tempered steel EUROFER is variant of reduced activation, ferritic–martensitic (RAFM) steel. The development of this class of steel is motivated by its application, which is to serve as a structural material in nuclear fusion reactors. The expected extremely high doses of neutron irradiation led to the choice of ferritic–martensitic steels for their superb high-dose irradiation swelling resistance [1]. Moreover, there are a number of chemical elements which cannot be present in the steel due to the fact of their activation under neutron fluxes [2], thus the choice of alloying elements was rather limited. Development of RAFM steels has been ongoing for the past thirty years in Europe (EUROFER steel [3]), Japan (F82H steel), the USA, Russia, Korea, and other countries, and these materials are ready to be used [1].
The main properties of EUROFER steel are satisfactory but not exceptional: 0.2% proof stress at RT (room temperature) results in a yield stress of 570 MPa, the maximum application temperature is 550 °C, and continuous softening in cyclic loading is observed [4]. Therefore, ways to strengthen the material while keeping its low (or reduced) activation have been researched. Strengthening by fine oxide dispersion seems to be a very promising possibility [5]. At first, yttria oxide was used for its expected high stability during the powder metallurgy route of material preparation. The experiments showed (e.g., [5]) that a small amount (approximately 0.3 wt. %) of a homogeneous dispersion of fine Y2O3 oxides increased the yield stress of the steel above 1000 MPa, increased maximum operating temperatures by more than 100 °C, improved creep characteristics, and stabilized the materials’ response to cyclic loading. This property improvement is related to the effective pinning of mobile dislocations as well as anchoring grain/subgrain boundaries [6,7,8,9].
The success of this strategy initiated further research in two main ways: i) exploring the possibility of oxide dispersion strengthening in other types of materials, such as various other types of steels, superalloys, γ-TiAl alloys or high-entropy alloys [10,11,12,13]; ii) experimentation with oxides of various chemical compositions in order to further improve their effects on mechanical properties or to reduce the price of the material (e.g., Al2O3) [14,15]. This study reports our experimental effort in the latter direction.
Originally, Y2O3 oxides or combinations of Y2O3 and TiO2 oxides were used. It was found that after thermomechanical treatment, complex Y–Ti–O particles were formed [16]. Furthermore, the complex oxides showed superior thermal stability compared to yttria and/or titanium [17,18,19]. Based on these findings, the strategy of dispersion strengthening based on complex oxides was tested and further extended. Hafnium and zirconium were proven to be effective substitutions of Ti. Compared to Y–Ti–O dispersions, the average size of particles in Y–Hf–O and Y–Zr–O dispersoids in 13–16% Cr steels was reduced by 20–30%, while the volume density of particles increased by 50–170% [6,7,8,15,20,21,22,23]. On the other hand, when Y was substituted by Ce and La in 14% Cr steel, the average size of dispersoids increased by 20–45%, and the dispersion density was reduced by 12–30% compared to Y–Ti–O dispersions [8].
The usability of the oxide dispersion-strengthened (ODS) alloying strategy using Y–Ti–O dispersions was also successfully proven for 9Cr–1W RAFM steels including EUROFER steel [24]. Although the engineering design of complex oxide dispersions could lead to a denser distribution of finer oxide particles and further improvement of the strengthening effect, such a study has not been performed in EUROFER steel until now.
The purpose of this work was to investigate the strengthening effects of different complex oxides based on Y and elements of IIIB (La, Sc) and IVB (Ce, Hf, Zr) groups on ODS EUROFER steel. By appropriate selection of the alloying elements, the average size of oxide particles in the dispersoid and the average grain size of the ODS EUROFER steel were altered, and the yield stress can be adjusted.
2. Experiments
Five types of ODS ferritic steels were prepared by a mechanical alloying process from elemental powders. The chemical purity, particle size, and quantity of powders in individual steels are summarized in Table 1. The 100 g blend of powders was mechanically alloyed using a planetary ball mill (Pulverisette P–6, Fritsch, Idar-Oberstein, Germany). Milling in a hardened steel vial using steel balls of 25.4 mm in diameter for 24 h under vacuum was carried out. The ball-to-powder ratio was kept to 15:1, and the rotational speed of the main disc was 350 rpm. Cylindrical-shaped samples with dimensions of 30 mm × 6 mm (diameter × height) were prepared by the spark plasma sintering process (SPS HP D10-SD, FCT Systeme GmbH, Frankenblick, Germany) at a temperature of 1150 °C and pressure of 50 MPa for 5 min using DC current with 25 ms/2 ms pulses. As-sintered samples were heat treated by two-step annealing. The specimens were heated to 1100 °C for 30 min (air cooling) and then heated to 750 °C for 2 h (air cooling). The sintering and annealing parameters were selected based on our previous experiments [15]. The sintering parameters ensured good density while the annealing temperature ensured good conditions for the precipitation of fine oxide dispersion.
The density of the sintered samples was determined using the double-weighing Archimedes method in deionized water according to EN ISO 6507 standards. The microstructure of the steels was observed using a Tescan Lyra3 XMU scanning electron microscope (SEM, Brno, Czech Republic) with a field emission gun (FEG). The microscope was equipped with an electron backscatter diffraction (EBSD) detector (Oxford Instruments, Abingdon, UK) operated with AZtec software (Oxford Instruments, Abingdon, UK).
The chemical composition, size, and distribution of dispersed particles were investigated using scanning transmission electron microscopy (STEM). Thin plates were cut from the specimens by electrical-discharge machining and 3 mm diameter electrolytically polished discs were prepared with a double jet device TenuPol2 (Struers, Willich, Germany). Bright-field (BF), high-angle annular dark-field (HAADF) STEM imaging, and high spatial resolution energy-dispersive X-ray spectroscopy (EDS) were conducted at 300 kV using an image-corrected FEI/ThermoFisher Scientific Titan Themis 60–300 kV with a Super-X EDS detector, utilizing the Velox software (ThermoFisher Scientific, Waltham, USA). Supplemental observations were also conducted using a JEOL JEM-2100F (Tokyo, Japan) scanning transmission electron microscope equipped with an X-Max80 EDS detector (Oxford Instruments, Abingdon, UK) and operated with AZtec software (version 3.1.). Micrographs were analyzed by the ImageJ software (version 1.52a, Bethesda, USA).
After heat treatment, the flat, tensile samples with cross-sections of 3 mm × 1 mm and gauge lengths of 14 mm were machined from sintered samples via electro-discharge machining. Tensile tests were conducted at room temperature (22 °C; according to ISO 6892-1:2016) and at 600 °C in a universal testing machine (Z50, Zwick/Roell, Ulm, Germany). The tensile tests were performed at a crosshead speed of 0.1 mm/s and strain rate of 7 × 10−3 s−1, respectively. Three tensile tests for each testing temperature and each material were performed to obtain statistical variation. The Vickers hardness of the sintered and annealed samples was determined according to the EN ISO 6507 standard by means of an instrumented hardness tester (ZHU0.2, Zwick/Roell, Ulm, Germany) under a load of 5 kg.
3. Results
The results of EDS chemical analysis and final densities of sintered steels are summarized in Table 2. The chemical composition of the sintered steels corresponded well to the composition of the initial powder batch (compare Table 1 and Table 2). The porosity in the steels was very low (2.17–2.78%) except for the 9-Zr steel which contained 3.66% of closed porosity.
3.1. Microstructural Observations
The influence of the different additional elements (i.e., Ce, Hf, La, Sc, Zr) on the microstructure and, in particular, on the final grain size, was studied using EBSD mapping. A distribution function of the grain sizes determined for five differently alloyed 9Cr ODS steels is shown in Figure 1. The smooth curves were made by using Gaussian fits of grain size histograms. The materials could be divided into two classes: the fine-grained steels marked as 9-Hf and 9-Sc and the coarse-grained steels marked as 9-Ce, 9-La, and 9-Zr. The 9-Hf and 9-Sc steels exhibited an average grain size of 671 nm and 834 nm, respectively. The rest of the steels contained much larger grains of average sizes over 1.5 µm (see Table 3). For all materials, the ultimate grain size was calculated as is described further in the text.
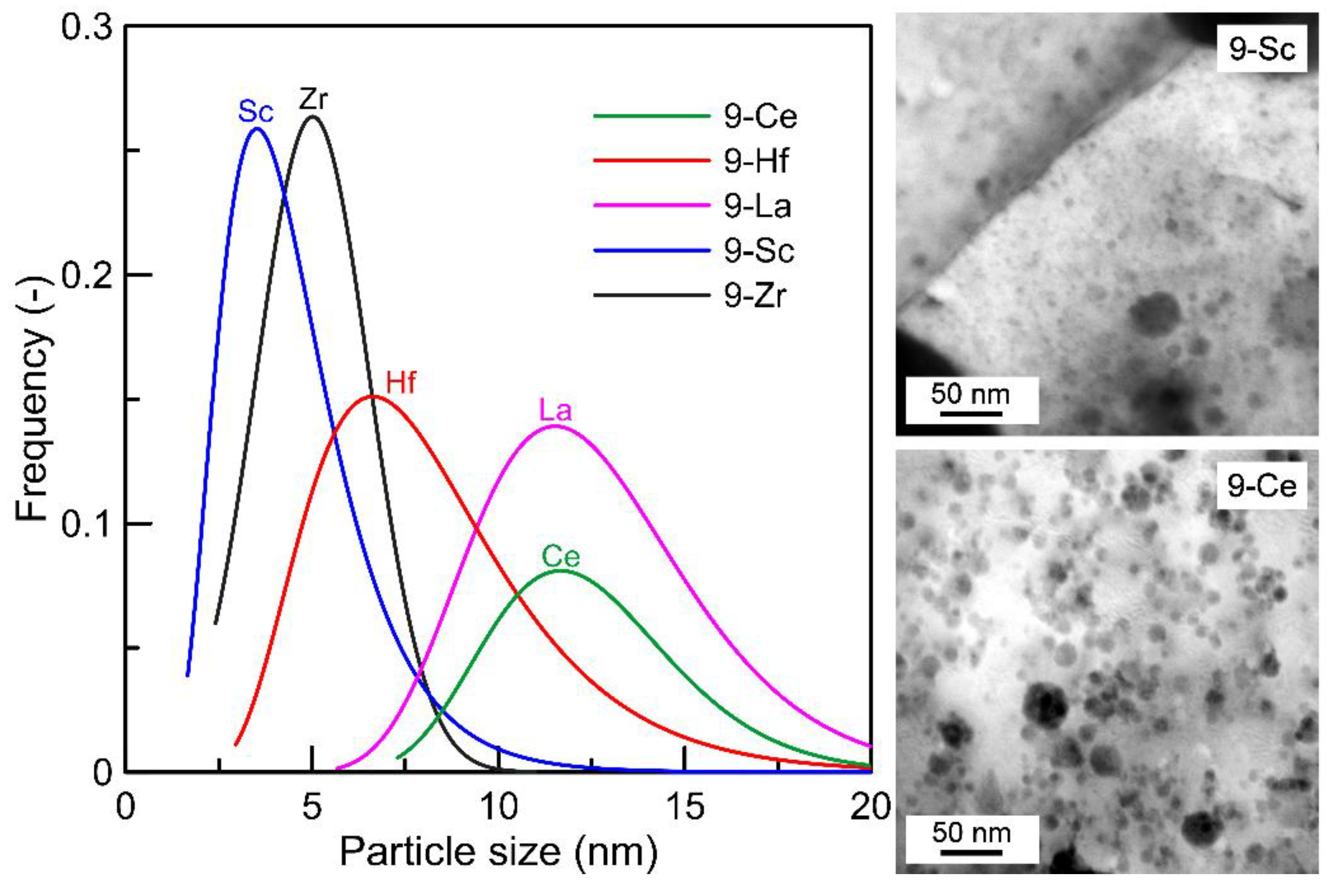
High spatial resolution STEM observations were conducted to analyze the internal microstructures of all specimens. All prepared alloys contained very fine dispersions of oxide particles. The size of the particles was measured in several grains to construct the size histograms. These were then fit using a Gaussian function, and the resulting smooth curves are plotted in Figure 2. The mean size of oxide particles in the dispersions was proportional to their volume number in the dispersion, i.e., the number of particles observed in unit volume. The more particles found in the microstructure, the smaller their mean size (compare the 9-La and 9-Sc steels in Table 3).
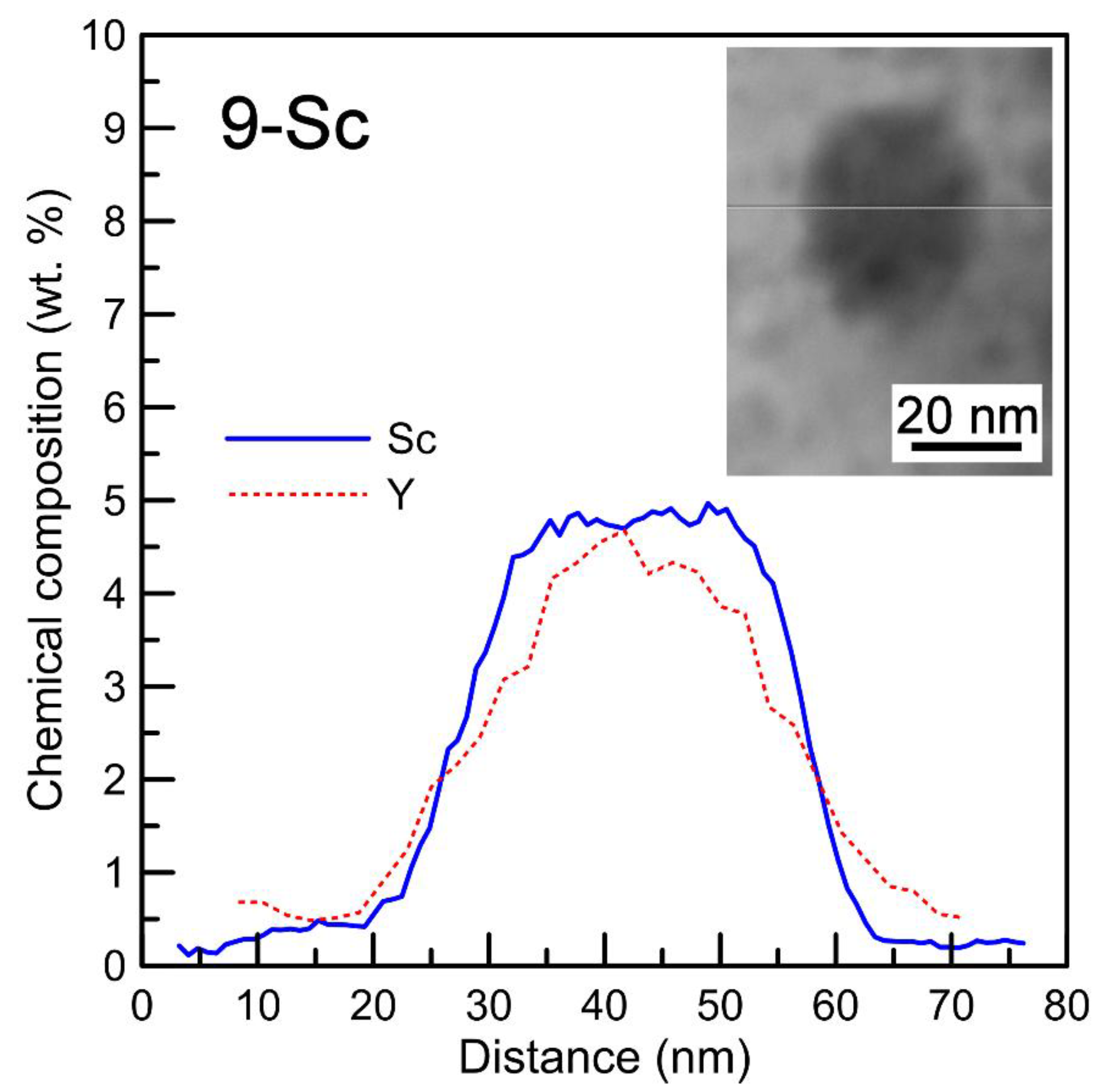
The STEM-EDS was used to analyze the chemical composition of the oxide particles in 9-Sc ODS steel. The EDS line scan was performed across a particle of approximately 40 nm in diameter. The raw data obtained from the spectral scans were quantified using Oxford AZtec software (Abingdon, UK) and is shown in Figure 3. This analysis demonstrates and proves the complex chemical nature of the dispersoids. The analyzed oxide particle was rich in Y and Sc in approximately equal portions.
It should be noted here that in addition to spatial and size distributions and chemical composition of the oxide particles, the shape, crystal structure, and matrix/particle orientation relationship and interface character should also be studied to deliver complete information about the structural characteristics of the alloy. However, considering the mainly nanoscale character of the particles, it was a very challenging task beyond the framework of the current publication. The structure and relationship of the oxide particles is further discussed related to other similar works later in the text.
3.2. Mechanical Properties
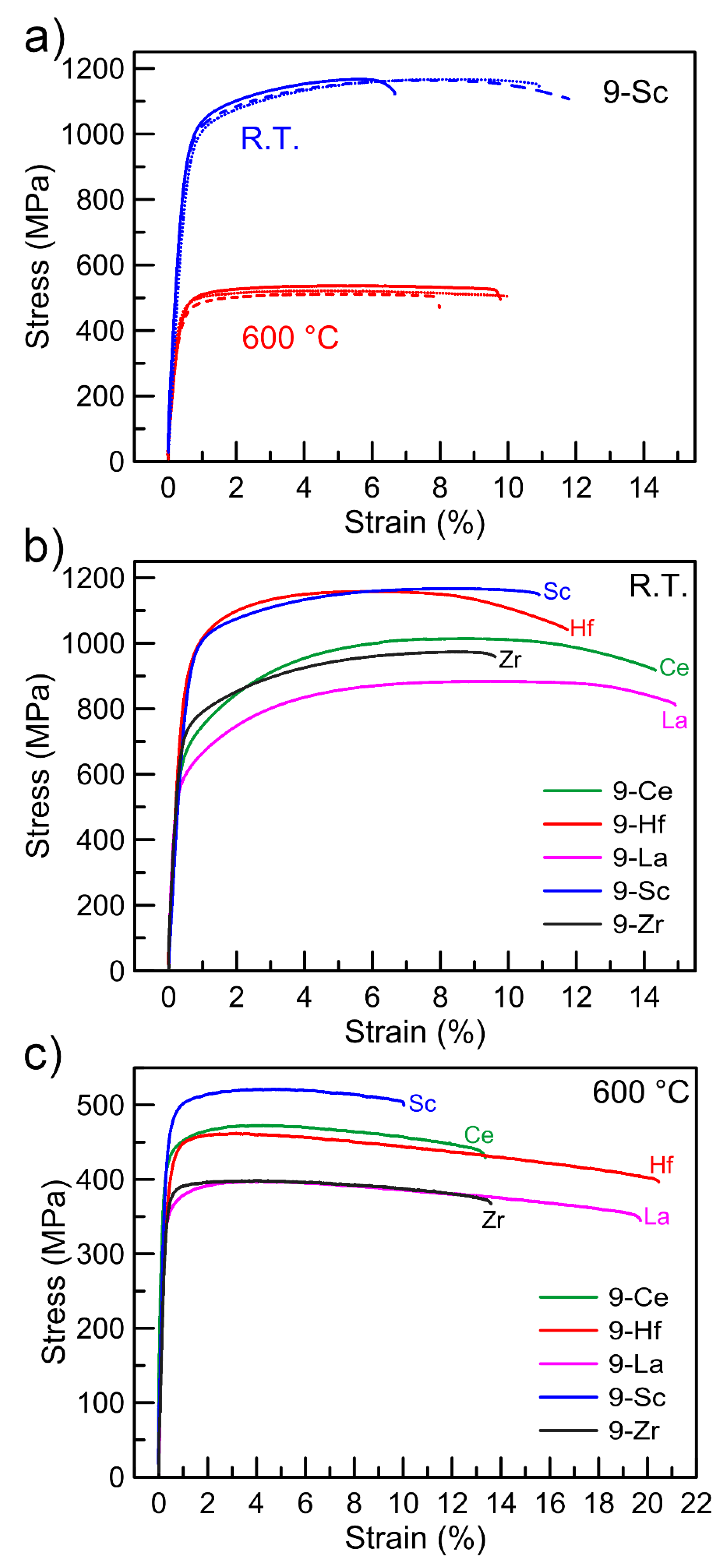
Tensile tests of the steels were conducted at room temperature and at 600 °C (see Figure 4). In Figure 4a, all tensile stress–strain curves for 9-Sc are shown. The differences in tensile curves were negligible. At room temperature, the yield strength (YS) depended on the grain size and followed the Hall–Petch relation, as shown in Table 3 and Table 4. The elongation to fracture was strongly connected to both YS and UTS (ultimate tensile strength). Higher YS and UTS imply lower strain to fracture. Strain hardening of the steels at room temperature in terms of the UTS/YS ratio was higher for steels that were composed of larger grains (see summary in Table 3 and Table 4).
All studied steels exhibited excellent tensile properties at elevated temperatures. The highest value of yield stress at 600 °C was observed in the case of 9-Sc where the yield stress of 461 MPa was reached. The differences in tensile properties at elevated temperatures were related particularly to dispersion interparticle spacing (see Table 3). Smaller interparticle spacing at higher YS and UTS was found. Hardness tests conducted at room temperature show similar behavior as tensile tests. The main contribution of grain size on hardness is evident from the results shown in Table 4.
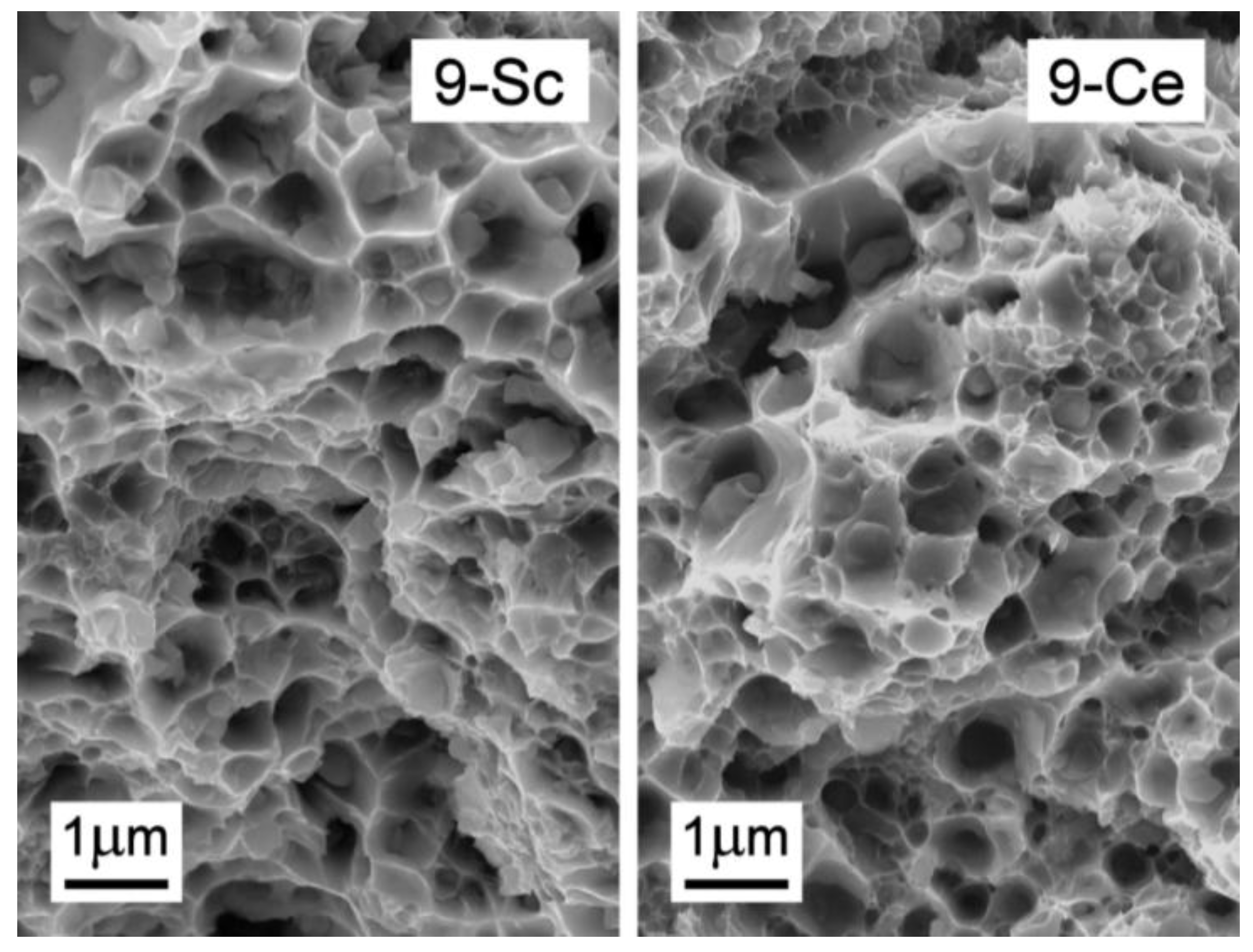
After the fracture of specimens, fractography observations were performed to study possible differences among each steel variant. However, the SEM micrographs of fracture surfaces showed no significant differences among steels containing different complex oxide particles (see Figure 5).
4. Discussion
The strategy of strengthening steel by fine oxide dispersion, which not only effectively increased the strength of the ferritic alloys but also enhanced their overall mechanical properties, was investigated. In the current work, five different 9Cr EUROFER steels strengthened by Y–Ce, Y–Hf, Y–La, Y–Sc, and Y–Zr complex oxides were produced using a powder metallurgy route. The initial powders were mechanically alloyed and sintered by the spark plasma sintering. The microstructure of the alloys was characterized. Along with the identification of key differences in the chemical composition and the grain size of each alloy, special emphasis was put on the characterization of oxide particles in the dispersions. The mutual correlations between microstructural aspects, oxide dispersion characteristics, strength, and overall mechanical response of all prepared alloys are discussed in following text.
4.1. Microstructure
The produced alloys can be divided into two groups according to the average grain size as is listed in Table 3 and graphically exemplified in Figure 1. The use of Hf and Sc as additional elements lead to fine-grained materials with grain sizes ranging from approximately 600 to 800 nm, while the addition of Ce, La, and Zr resulted in average grain sizes larger than 1 μm and up to 1.8 μm. In the case of ODS alloys, the grain size was not only affected by the change in the chemical composition but could also be controlled by the presence of the oxide dispersion and so-called Zener pinning [25,26]. The oxide particles in the dispersion can pin the grain boundaries thus stabilizing and preventing them from further movement and coarsening either during the alloy production or during service operation at high temperatures. The effect of oxide dispersion of given parameters on the grain size can be estimated using the ultimate grain size (or so-called Zener grain size) R (µm) at which the grain boundaries are fully anchored by the oxide dispersion [7,27]:
where rp (nm) is the average radius of particles in the dispersion and f (–) is the volume fraction of dispersed particles defined as [6]:
where n is a number of particles of average radius rp (nm) spread over the volume of area S (nm2) and thickness D (nm). The ultimate grain sizes were calculated for all five alloys and are in a good agreement with the maximum grain size which was experimentally observed in the microstructure of prepared steels (see Table 3).
To understand mechanical properties of the alloys related to the presence of oxide particle dispersions, knowledge of the spatial and size distributions (size distribution, number density, volume fraction and interspacing), shape, character (crystal structure and chemistry), and metal/oxide particle interface structure (coherency and orientation relationships between the oxides and the BCC matrix) of the nanoparticles is necessary [28]. Within the framework of the current study, STEM analysis was used to investigate the size and size distribution of the oxide particles in dispersions as well as the volume fraction of dispersions. The results are summarized in Table 3. Chemical composition of the oxide particles was confirmed by high spatial resolution STEM-EDS. The average size of oxide particles in dispersions (4.5–12.7 nm) and the volume fraction of oxide dispersion (7 × 10−4–21 × 10−4) in all five produced alloys were in a good accordance with previously published results for 9Cr and 14Cr steels [6,7,8,21,22,23].
In ODS steels, the crystal structure of oxide particles and the character of the interface they share with the matrix have been studied by several authors. Dou et al. [28] investigated cubic Y2Hf2O7 nanoparticles with an anion-deficient fluorite structure in 15Cr ferritic steel with Hf additions. Most of the Y–Hf–O precipitates had an average size of approximately 10 nm and were found to be coherent with the BCC matrix but with anisotropic coherency strains present in two directions. The orientation relationship of the precipitates and the matrix was reported to be , , and . Small amounts of oxides were reported to be fully incoherent with no specific orientation relationship with the matrix [28]. In contrast, Yan et al. [6] reported Y2Hf2O7 oxide particles to be semi-coherent with misfit dislocations accommodating lattice misfit at the interface with the matrix of 16Cr-ODS steel.
In a different work, Dou et al. [29] studied trigonal δ-phase Y4Zr3O12 and defect fluorite Y2Zr2O7 oxide nanoparticles in 15Cr ODS steel. They reported that 78.4% of particles were coherent, 20.3% of particles semi-coherent, and only 1.3% of particles were incoherent with the BCC matrix. While there are several characterization works describing the structure of Y–Hf–O and Y–Zr–O nanoparticles in detail, in the case of Y–Ce–O, Y–La–O, and Y–Sc–O oxide nanoparticles, there is lack of information. Since the alloy strengthened with Y–Sc–O particle dispersion exhibited very promising performance, structural characterization of these particular oxides should be of high interest for future research in the field of ODS steels.
The strength and the plasticity of alloys are directly connected to the ability of dislocations to move through the lattice in polycrystalline material. In particular, the effective mobility of the dislocations in the ferritic matrix with dispersed oxide particles is controlled mainly by two characteristics [27]: i) the grain size of the material and ii) the interparticle spacing in the oxide dispersion. The interparticle spacing λ (nm) as a parameter can be estimated as [9]:
where dp (nm) is the average diameter of dispersed oxide particles. A summary of all basic characteristics (i.e., average particles diameter dp, number of particles per m3, volume fraction of oxide particles f, and interparticle spacing λ) for all five studied materials are listed in Table 3.
4.2. Mechanical Properties
In general, the overall yield strength of the alloys can be attributed to several contributions: Peierls–Nabarro stress (also called as the lattice friction), grain boundary strengthening (Hall–Petch relationship), solid solution and precipitation strengthening, and Taylor forest dislocation hardening. While much more detailed quantitative descriptions based on modeling tools are usually needed, the approximate approach based on simplified analytical models can be used for estimation of the alloy strengthening behavior [30]. In the case of oxide dispersion-strengthened or nanocluster-strengthened materials, the role of each component can be estimated by the Hazzledine’s model of direct and indirect strengthening. [27,31]. The yield stress σy (MPa) of the alloy at room temperature may be estimated in its simplest form and is determined by several components. In particular, it is the yield stress of the matrix σm (MPa) (“friction stress” for an infinite grain size), the direct strengthening contribution due to the presence of dispersoids σd (MPa), and the indirect strengthening component due to the Hall–Petch effect (grain boundaries strengthening) σi (MPa). The equation can be written as follows [27]:
The direct strengthening contribution is based on the Taylor–Orowan equation describing macroscopic plastic deformation in terms of dislocation behavior [27]:
where M (-) is the Taylor factor, G (GPa) is shear modulus, and b (nm) is the Burgers vector for steel. The dispersion inside the steel is characterized by an average diameter of dispersed particles dp (nm) and volume fraction of dispersion f (-) [6]. Here, it is important to note that Hazzledine’s model does not consider coherency/semi-coherency/incoherency of the oxide particles in the dispersion; the assumed mechanism of dislocations overcoming dispersoids is Orowan bowing. However, based on the structure of the precipitates and the coherency and orientation relationship with the matrix, some other dislocation–particle interaction mechanisms can be in operation. Soft precipitates can be sheared, where the coherency due to the lattice misfit stresses has to be taken into account as well as the differences in stacking faults and shear moduli of two phases. Incoherent, hard, non-shearable precipitates in aggregated configurations can be overcome by dislocations when the climb bypass is active at high temperatures. Further, dislocation lines can be trapped at the “exit side” of the incoherent precipitates [30]. Arzt [32] and Rösler [33] developed a model based on the key idea that dislocations more commonly reside in attractive traps because the dislocation line reduces its energy by lying at the interface between the matrix and an incoherent dispersoid. The attractive interaction causes threshold stress which must be exceeded in order to detach the dislocation from the particle after the climb is completed [30,34]. For simplification of the analytical Hazzledine’s model, only the Orowan mechanism of interaction of dislocation with an array of oxide particles was considered.
The indirect strengthening contribution is given by the second part of the Hall–Petch relation describing the grain-boundary strengthening [27]:
where kHP (MPa.m1/2) is the Hall–Petch coefficient and d (µm) is the average diameter of grains.
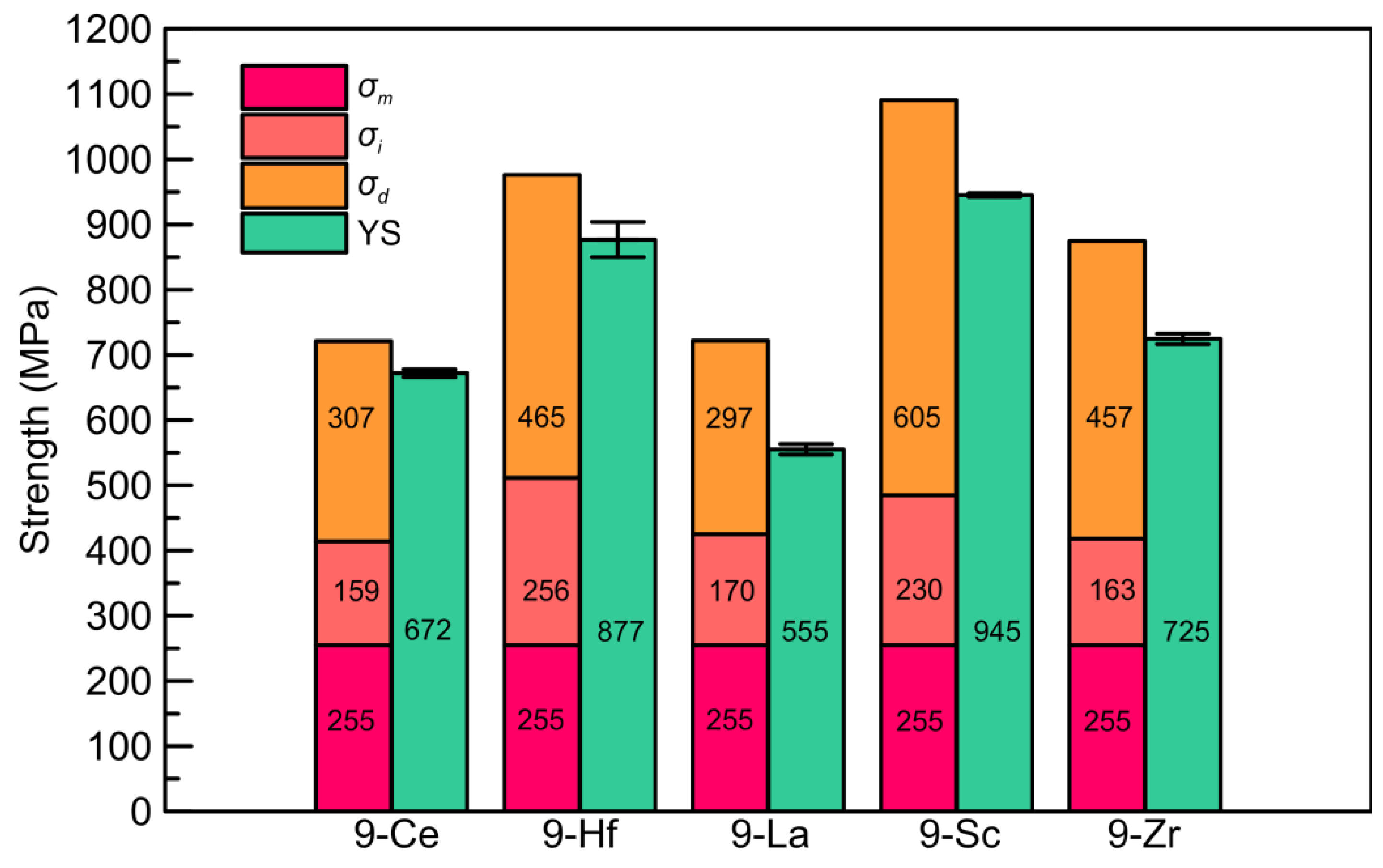
Assuming 9Cr steel with a yield strength of matrix σm = 255 MPa, Taylor factor M = 3.06, shear modulus G = 80 GPa, Burgers vector b = 0.248 nm, and Hall–Petch coefficient kHP = 210 MPa·m1/2 [9,27,35], the overall yield strength of all five prepared steels as well as the individual strengthening contributions can be calculated according to the Equations (4)–(6). The results are summarized in Table 5.
The calculated yield strength is in a good accordance with the results obtained from the tensile test performed at room temperature (see Figure 6). The experimental yield strengths were lower than the calculated ones. This behavior can be explained by the presence of residual porosity inside the alloys prepared via powder metallurgy (see Table 2) [8].
The direct strengthening contribution due to the oxide particle dispersions represented 41% (La) to 55% (Sc) of the overall alloy yield strength. The latter is even higher than the highest reported yield strength increase of 44% related to dispersion strengthening in 9Cr (EUROFER) steel strengthened by Y–Ti oxides [9]. In the case of 15Cr steel strengthened by zirconium oxides, a dispersion strengthening contribution of 49% was reported [22].
As seen in Figure 6, the steels strengthened by Sc- and Hf-based oxides achieved the highest yield strength and the highest dispersion-induced strengthening. For both the Sc- and Hf oxide-strengthened steels, half the average grain size and the shortest dispersoid interparticle spacing were observed compared to Ce, La, and Zr oxide-strengthened steels (see Table 3).
5. Conclusions
This experimental study of EUROFER class low activation 9Cr–1W steels strengthened by complex oxides based on Y, group IIIB elements (La, Sc) and group IVB elements (Ce, Hf, Zr), prepared by mechanical alloying and spark plasma sintering compaction led to the following conclusions:
- Depending on the dispersoid size and the amount of dispersoids in the microstructure, the average grain size of ODS steel was altered in the range 0.6–1.7 µm. The grain size was controlled by Zener pinning of grain boundaries during the preparation process;
- The dispersoid interparticle spacing appeared to be the decisive factor controlling the dispersion-strengthening contribution to the yield strength of ODS steel;
- The resulting yield strength of ODS steel varied between 550 MPa and 950 MPa at room temperature, maintaining a reasonable fracture strain of approximately 10%.
Author Contributions
Conceptualization, R.H. and H.H.; methodology, R.H.; software, R.H.; validation, R.H., H.H., Z.C., M.H., T.K.; formal analysis, R.H.; investigation, R.H., H.H., Z.C., M.H., T.K., V.P.; resources, V.P.; data curation, R.H.; writing—original draft preparation, R.H., H.H.; writing—review and editing, R.H., H.H., Z.C., M.H., T.K.; visualization, R.H., H.H.; supervision, R.H., H.H.; project administration, H.H.; funding acquisition, H.H.
Funding
This work was financially supported by Czech Science Foundation, project No. 17-23964S. The authors gratefully acknowledge the financial support provided by the ESIF, EU Operational Programme Research, Development and Education within the research project “Architectured materials designed for additive manufacturing”, Reg. No.: CZ.02.1.01/0.0/0.0/16_025/0007304. The support provided by the Ministry of Education, Youth and Sports of the Czech Republic under the project CEITEC 2020 (LQ1601) is acknowledged.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tavassoli, A.A.F.; Diegele, E.; Lindau, R.; Luzginova, N.; Tanigawa, H. Current status and recent research achievements in ferritic/martensitic steels. J. Nucl. Mater. 2014, 455, 269–276. [Google Scholar] [CrossRef]
- Lasser, R.; Baluc, N.; Boutard, J.L.; Diegele, E.; Dudarev, S.; Gasparotto, M.; Möslang, A.; Pippan, R.; Riccardi, B.; van der Schaaf, B. Structural materials for DEMO: The EU development, strategy, testing and modelling. Fusion Eng. Des. 2007, 82, 511–520. [Google Scholar] [CrossRef]
- van der Schaaf, B.; Tavassoli, F.; Fazio, C.; Rigal, E.; Diegele, E.; Lindau, R.; LeMarois, G. The development of EUROFER reduced activation steel. Fusion Eng. Des. 2003, 69, 197–203. [Google Scholar] [CrossRef]
- Marmy, P.; Kruml, T. Low cycle fatigue of Eurofer 97. J. Nucl. Mater. 2008, 377, 52–58. [Google Scholar] [CrossRef]
- Fournier, B.; Steckmeyer, A.; Rouffie, A.L.; Malaplate, J.; Garnier, J.; Ratti, M.; Wident, P.; Ziolek, L.; Tournie, I.; Rabeau, V.; et al. Mechanical behaviour of ferritic ODS steels—Temperature dependancy and anisotropy. J. Nucl. Mater. 2012, 430, 142–149. [Google Scholar] [CrossRef]
- Yan, P.; Yu, L.; Liu, Y.; Liu, C.; Li, H.; Wu, J. Effects of Hf addition on the thermal stability of 16Cr-ODS steels at elevated aging temperatures. J. Alloy. Compd. 2018, 739, 368–379. [Google Scholar] [CrossRef]
- Dong, H.; Yu, L.; Liu, Y.; Liu, C.; Li, H.; Wu, J. Effect of hafnium addition on the microstructure and tensile properties of aluminum added high-Cr ODS steels. J. Alloy. Compd. 2017, 702, 538–545. [Google Scholar] [CrossRef]
- Li, Z.; Lu, Z.; Xie, R.; Lu, C.; Shi, Y.; Liu, C. Effects of Y2O3, La2O3 and CeO2 additions on microstructure and mechanical properties of 14Cr-ODS ferrite alloys produced by spark plasma sintering. Fusion Eng. Des. 2017, 121, 159–166. [Google Scholar] [CrossRef]
- Xie, R.; Lu, Z.; Lu, C.; Li, Z.; Ding, X.; Liu, C. Microstructures and mechanical properties of 9Cr oxide dispersion strengthened steel produced by spark plasma sintering. Fusion Eng. Des. 2017, 115, 67–73. [Google Scholar] [CrossRef]
- Huang, L.; Liu, Z.; Guo, W.; Chen, S.; Duan, Q.; Zhou, C.; Soo, M.T. Microstructure and tensile properties of oxide strengthened ferritic steel fabricated using as-milled powders with dissolved oxygen. Fusion Eng. Des. 2015, 95, 1–6. [Google Scholar] [CrossRef]
- Hoelzer, D.T.; Unocic, K.A.; Sokolov, M.A.; Byun, T.S. Influence of processing on the microstructure and mechanical properties of 14YWT. J. Nucl. Mater. 2016, 471, 251–265. [Google Scholar] [CrossRef]
- Gräning, T.; Rieth, M.; Hoffmann, J.; Möslang, A. Production, microstructure and mechanical properties of two different austenitic ODS steels. J. Nucl. Mater. 2017, 487, 348–361. [Google Scholar] [CrossRef]
- Hadraba, H.; Chlup, Z.; Dlouhy, A.; Dobes, F.; Roupcova, P.; Vilemova, M.; Matejicek, J. Oxide dispersion strengthened CoCrFeNiMn high-entropy alloy. Mat. Sci. Eng. Struct. 2017, 689, 252–256. [Google Scholar] [CrossRef]
- Khalaj, O.; Jirkova, H.; Masek, B.; Svoboda, J. Microstructure Evaluation of New ODS Alloys with Fe–Al Matrix and Al2O3 Particles. In Proceedings of the 2017 International Conference on Industrial Design Engineering (Icide 2017), Dubai, UAE, 29–31 December 2017; pp. 11–15. [Google Scholar]
- Hadraba, H.; Husak, R.; Stratil, L.; Siska, F.; Chlup, Z.; Puchy, V.; Michalicka, J. Survey of oxide candidate for advanced 9%, 14% and 17%Cr ODS steels for fusion applications. Fusion Eng. Des. 2017, 124, 1028–1032. [Google Scholar] [CrossRef]
- Schaeublin, R.; Leguey, T.; Spatig, P.; Baluc, N.; Victoria, M. Microstructure and mechanical properties of two ODS ferritic/martensitic steels. J. Nucl. Mater. 2002, 307, 778–782. [Google Scholar] [CrossRef]
- Ukai, S.; Nishida, T.; Okada, H.; Okuda, T.; Fujiwara, M.; Asabe, K. Development of oxide dispersion strengthened ferritic steels for FBR core application, (I). J. Nucl. Sci. Technol. 1997, 34, 256–263. [Google Scholar] [CrossRef]
- Ukai, S.; Fujiwara, M. Perspective of ODS alloys application in nuclear environments. J. Nucl. Mater. 2002, 307, 749–757. [Google Scholar] [CrossRef]
- de Castro, V.; Leguey, T.; Muñoz, A.; Monge, M.A.; Fernández, P.; Lancha, A.M.; Pareja, R. Mechanical and microstructural behaviour of Y2O3 ODS EUROFER 97. J. Nucl. Mater. 2007, 367–370, 196–201. [Google Scholar] [CrossRef]
- Hoffmann, J.; Rieth, M.; Lindau, R.; Klimenkov, M.; Möslang, A.; Sandim, H.R.Z. Investigation on different oxides as candidates for nano-sized ODS particles in reduced-activation ferritic (RAF) steels. J. Nucl. Mater. 2013, 442, 444–448. [Google Scholar] [CrossRef] [Green Version]
- Dong, H.; Yu, L.; Liu, Y.; Liu, C.; Li, H.; Wu, J. Enhancement of tensile properties due to microstructure optimization in ODS steels by zirconium addition. Fusion Eng. Des. 2017, 125, 402–406. [Google Scholar] [CrossRef]
- Xu, H.; Lu, Z.; Wang, D.; Liu, C. Effect of zirconium addition on the microstructure and mechanical properties of 15Cr-ODS ferritic Steels consolidated by hot isostatic pressing. Fusion Eng. Des. 2017, 114, 33–39. [Google Scholar] [CrossRef]
- Gao, R.; Zhang, T.; Wang, X.P.; Fang, Q.F.; Liu, C.S. Effect of zirconium addition on the microstructure and mechanical properties of ODS ferritic steels containing aluminum. J. Nucl. Mater. 2014, 444, 462–468. [Google Scholar] [CrossRef]
- Kubena, I.; Fournier, B.; Kruml, T. Effect of microstructure on low cycle fatigue properties of ODS steels. J. Nucl. Mater. 2012, 424, 101–108. [Google Scholar] [CrossRef]
- Russell, K.C. Precipitate coarsening and grain growth in steels. Mass. Inst. Technol. 2003, 77, 437–456. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 1st ed.; Pergamon: Oxford, UK, 1995. [Google Scholar]
- Schneibel, J.H.; Heilmaier, M.; Blum, W.; Hasemann, G.; Shanmugasundaram, T. Temperature dependence of the strength of fine- and ultrafine-grained materials. Acta Mater. 2011, 59, 1300–1308. [Google Scholar] [CrossRef]
- Dou, P.; Kimura, A.; Kasada, R.; Okuda, T.; Inoue, M.; Ukai, S.; Ohnuki, S.; Fujisawa, T.; Abe, F.; Jiang, S.; et al. TEM and HRTEM study of oxide particles in an Al-alloyed high-Cr oxide dispersion strengthened ferritic steel with Hf addition. J. Nucl. Mater. 2017, 485, 189–201. [Google Scholar] [CrossRef]
- Dou, P.; Sang, W.; Kimura, A. Morphology, crystal and metal/oxide interface structures of nanoparticles in Fe–15Cr–2W–0.5Ti–7Al–0.4Zr–0.5Y2O3 ODS steel. J. Nucl. Mater. 2019, 523, 231–247. [Google Scholar] [CrossRef]
- Heczko, M.; Esser, B.D.; Smith, T.M.; Beran, P.; Mazánová, V.; McComb, D.W.; Kruml, T.; Polák, J.; Mills, M.J. Atomic resolution characterization of strengthening nanoparticles in a new high-temperature-capable 43Fe-25Ni-22.5Cr austenitic stainless steel. Mater. Sci. Eng. A 2018, 719, 49–60. [Google Scholar] [CrossRef]
- Hazzledine, P.M. Direct versus indirect dispersion hardening. Scripta Metall. Mater. 1992, 26, 57–58. [Google Scholar] [CrossRef]
- Arzt, E.; Wilkinson, D.S. Threshold stresses for dislocation climb over hard particles—The effect of an attractive interaction. Acta Metall. Mater. 1986, 34, 1893–1898. [Google Scholar] [CrossRef]
- Rosler, J.; Arzt, E. A new model-based creep equation for dispersion strengthened materials. Acta Metall. Mater. 1990, 38, 671–683. [Google Scholar] [CrossRef] [Green Version]
- Brandes, M.C.; Kovarik, L.; Miller, M.K.; Daehn, G.S.; Mills, M.J. Creep behavior and deformation mechanisms in a nanocluster strengthened ferritic steel. Acta Mater. 2012, 60, 1827–1839. [Google Scholar] [CrossRef]
- Xu, H.; Lu, Z.; Wang, D.; Liu, C. Microstructure refinement and strengthening mechanisms of a 9Cr oxide dispersion strengthened steel by zirconium addition. Nucl. Eng. Technol. 2017, 49, 178–188. [Google Scholar] [CrossRef]
Figure 1.
Gaussian fits of the grain size distribution functions of 9Cr oxide dispersion-strengthened (ODS) steels with different types of oxide dispersions. The EBSD maps show the overall microstructure of fine-grained (9-Sc) and coarse-grained (9-Ce) steels.
Figure 1.
Gaussian fits of the grain size distribution functions of 9Cr oxide dispersion-strengthened (ODS) steels with different types of oxide dispersions. The EBSD maps show the overall microstructure of fine-grained (9-Sc) and coarse-grained (9-Ce) steels.

Figure 2.
Gaussian fits of particle size distribution functions of 9Cr ODS steels with different types of oxide dispersoids. The BF-STEM micrographs of microstructures with fine dispersion (9-Sc) and coarse dispersion (9-Ce) of oxide particles.
Figure 2.
Gaussian fits of particle size distribution functions of 9Cr ODS steels with different types of oxide dispersoids. The BF-STEM micrographs of microstructures with fine dispersion (9-Sc) and coarse dispersion (9-Ce) of oxide particles.

Figure 3.
STEM-EDS analysis of an oxide particle from the dispersion in ODS 9-Sc steel. It was confirmed that the particle was rich in Y and Sc.
Figure 3.
STEM-EDS analysis of an oxide particle from the dispersion in ODS 9-Sc steel. It was confirmed that the particle was rich in Y and Sc.

Figure 4.
The overview of all tensile stress–strain curves of 9-Sc (a), tensile stress-strain curves of 9Cr ODS steels tested at RT (b), and at 600 °C (c).
Figure 4.
The overview of all tensile stress–strain curves of 9-Sc (a), tensile stress-strain curves of 9Cr ODS steels tested at RT (b), and at 600 °C (c).

Figure 5.
Detailed micrographs of the fracture surface of 9-Sc and 9-Ce ODS steel tested at room temperature, documented by SEM.
Figure 5.
Detailed micrographs of the fracture surface of 9-Sc and 9-Ce ODS steel tested at room temperature, documented by SEM.

Figure 6.
Comparison of measured tensile yield strength, YS, and calculated yield strength, σY, of 9Cr ODS steels (yield strength visually decomposed into strengthening contributions: σm—yield strength of matrix, σi—indirect grain strengthening, σd—direct dispersoid strengthening).
Figure 6.
Comparison of measured tensile yield strength, YS, and calculated yield strength, σY, of 9Cr ODS steels (yield strength visually decomposed into strengthening contributions: σm—yield strength of matrix, σi—indirect grain strengthening, σd—direct dispersoid strengthening).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Characteristics of the powders used for the steel preparation.
| Powder (Producer) | Purity (%) | Particle Size (µm) | Quantity of Powder in Batch (wt. %) | ||||
|---|---|---|---|---|---|---|---|
| 9-Ce | 9-Hf | 9-La | 9-Sc | 9-Zr | |||
| Fe (H.) | 99.8 | <200 | bal. | bal. | bal. | bal. | bal. |
| Cr (S.A.) | 99.8 | 45 | 9 | 9 | 9 | 9 | 9 |
| W (S.A.) | 99.9 | 12 | 1 | 1 | 1 | 1 | 1 |
| Mn (S.A.) | >99 | 45 | 0.5 | 0.5 | 0.5 | 0.5 | 0.5 |
| V (S.A.) | 99.5 | 45 | 0.2 | 0.2 | 0.2 | 0.2 | 0.2 |
| Ta (S.A.) | 99.9 | 45 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| Y2O3 (S.A.) | 99.99 | <10 | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 |
| Ce (S.A.) | 99.5 | <389 | 0.3 | - | - | - | - |
| Hf (S.A.) | 99.5 | 45 | - | 0.3 | - | - | - |
| La (S.A.) | 99.9 | <389 | - | - | 0.3 | - | - |
| Sc (S.A.) | 99.9 | n.a. | - | - | - | 0.3 | - |
| Zr (S.A.) | n.a. | 150 | - | - | - | - | 0.3 |
| Theoretical density | (g.cm−3) | - | 7.84 | 7.85 | 7.84 | 7.81 | 7.84 |
H.—Höganäs AB, Sweden; S.A.—Sigma Aldrich, United Kingdom; n.a.—not available; bal. —balance.
Table 2.
Chemical analysis and final densities of the sintered steels.
| Steel | Content of Element in Steel (wt. %) * | ||||
|---|---|---|---|---|---|
| 9-Ce | 9-Hf | 9-La | 9-Sc | 9-Zr | |
| Fe | 88.78 | 88.19 | 88.85 | 88.71 | 88.26 |
| Cr | 8.76 | 9.33 | 8.8 | 8.87 | 9.32 |
| W | 0.94 | 1.06 | 0.93 | 0.94 | 1.04 |
| Mn | 0.66 | 0.64 | 0.75 | 0.72 | 0.7 |
| V | 0.27 | 0.28 | 0.2 | 0.19 | 0.19 |
| Ta | 0.15 | 0.09 | 0.04 | 0.13 | 0.08 |
| Y | 0.15 | 0.11 | 0.13 | 0.16 | 0.15 |
| Ce | 0.28 | 0 | 0 | 0 | 0 |
| Hf | 0 | 0.3 | 0 | 0 | 0 |
| La | 0 | 0 | 0.31 | 0 | 0 |
| Sc | 0 | 0 | 0 | 0.28 | 0 |
| Zr | 0 | 0 | 0 | 0 | 0.25 |
| Density ** (g.cm−3/% t.d. ***) | 7.62/97.22 | 7.59/97.71 | 7.64/97.48 | 7.64/97.83 | 7.55/96.34 |
* Quantitative EDS analysis was conducted from an area of 175 µm × 125 µm; ** density was measured by Archimedes’ method and compared to the theoretical density; *** % t.d.—percentages of the theoretical density.
Table 3.
Microstructural characteristics of the prepared steels.
| Steel | Grains | Dispersoids | |||||
|---|---|---|---|---|---|---|---|
| Average Size d (µm) | Maximal Size (µm) | R (µm) | Average Size dp (nm) | Particles per m3 n (× 1021) | Volume Fraction f (× 10−4) | Interparticle Spacing λ (nm) | |
| 9-Ce | 1.742 | 6.2 | 4.639 | 12.5 | 4 | 21 | 74.93 |
| 9-Hf | 0.671 | 2.82 | 2.9 | 8.3 | 7.1 | 19 | 60.89 |
| 9-La | 1.525 | 4.35 | 4.438 | 12.7 | 3.9 | 19 | 77.25 |
| 9-Sc | 0.834 | 2.52 | 2.826 | 4.5 | 22 | 11 | 64.16 |
| 9-Zr | 1.657 | 6.13 | 4.487 | 5.1 | 11 | 7 | 81.34 |
R—ultimate grain size according to Equation (6); f—volume fraction of dispersion according to Equation (3); λ—mean interparticle spacing according to Equation (5).
Table 4.
Mechanical properties of the prepared steels.
| Steel | Hardness (HV5) | Tensile Tests | |||||||
|---|---|---|---|---|---|---|---|---|---|
| RT | 600 °C | ||||||||
| YS (MPa) | UTS (MPa) | UTS/YS (-) | A (%) | YS (MPa) | UTS (MPa) | UTS/YS (-) | A (%) | ||
| 9-Ce | 321 ± 2 | 672 ± 6 | 1014 ± 1 | 1.51 | 13 ± 2 | 421 ± 2 | 472 ± 1 | 1.12 | 12 ± 1 |
| 9-Hf | 364 ± 3 | 877 ± 27 | 1135 ± 16 | 1.29 | 9 ± 2 | 417 ± 10 | 467 ± 10 | 1.12 | 16 ± 3 |
| 9-La | 283 ± 4 | 555 ± 8 | 873 ± 8 | 1.57 | 14 ± 1 | 362 ± 8 | 402 ± 3 | 1.11 | 18 ± 1 |
| 9-Sc | 376 ± 3 | 945 ± 3 | 1166 ± 2 | 1.23 | 9 ± 2 | 461 ± 9 | 523 ± 10 | 1.13 | 9 ± 1 |
| 9-Zr | 287 ± 10 | 725 ± 8 | 967 ± 9 | 1.33 | 8 ± 1 | 370 ± 2 | 399 ± 1 | 1.08 | 10 ± 2 |
YS—tensile yield strength; UTS—ultimate tensile strength; A—strain to fracture.
Table 5.
Calculated yield strength of the prepared steels and their components.
| Steel | Total Yield Strength σy (MPa) | Components of Yield Strength | ||
|---|---|---|---|---|
| Matrix σm (MPa) | Grains σi (MPa) | Dispersoids σd (MPa) | ||
| 9-Ce | 721 | 255 | 159 | 307 |
| 9-Hf | 976 | 255 | 256 | 465 |
| 9-La | 722 | 255 | 170 | 297 |
| 9-Sc | 1091 | 255 | 230 | 606 |
| 9-Zr | 874 | 255 | 163 | 457 |
σy—net yield strength according to Equation (4); σm—yield strength of matrix; σd—direct dispersoid strengthening according to Equation (5); σi—indirect grain strengthening according to Equation (6).
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Husák, R.; Hadraba, H.; Chlup, Z.; Heczko, M.; Kruml, T.; Puchý, V. ODS EUROFER Steel Strengthened by Y-(Ce, Hf, La, Sc, and Zr) Complex Oxides. Metals 2019, 9, 1148. https://doi.org/10.3390/met9111148
AMA Style
Husák R, Hadraba H, Chlup Z, Heczko M, Kruml T, Puchý V. ODS EUROFER Steel Strengthened by Y-(Ce, Hf, La, Sc, and Zr) Complex Oxides. Metals. 2019; 9(11):1148. https://doi.org/10.3390/met9111148
Chicago/Turabian StyleHusák, Roman, Hynek Hadraba, Zdeněk Chlup, Milan Heczko, Tomáš Kruml, and Viktor Puchý. 2019. "ODS EUROFER Steel Strengthened by Y-(Ce, Hf, La, Sc, and Zr) Complex Oxides" Metals 9, no. 11: 1148. https://doi.org/10.3390/met9111148
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.