Fabrication of Magnesium–NiTip Composites via Friction Stir Processing: Effect of Tool Profile

 , ,
, ,
Abstract
:1. Introduction
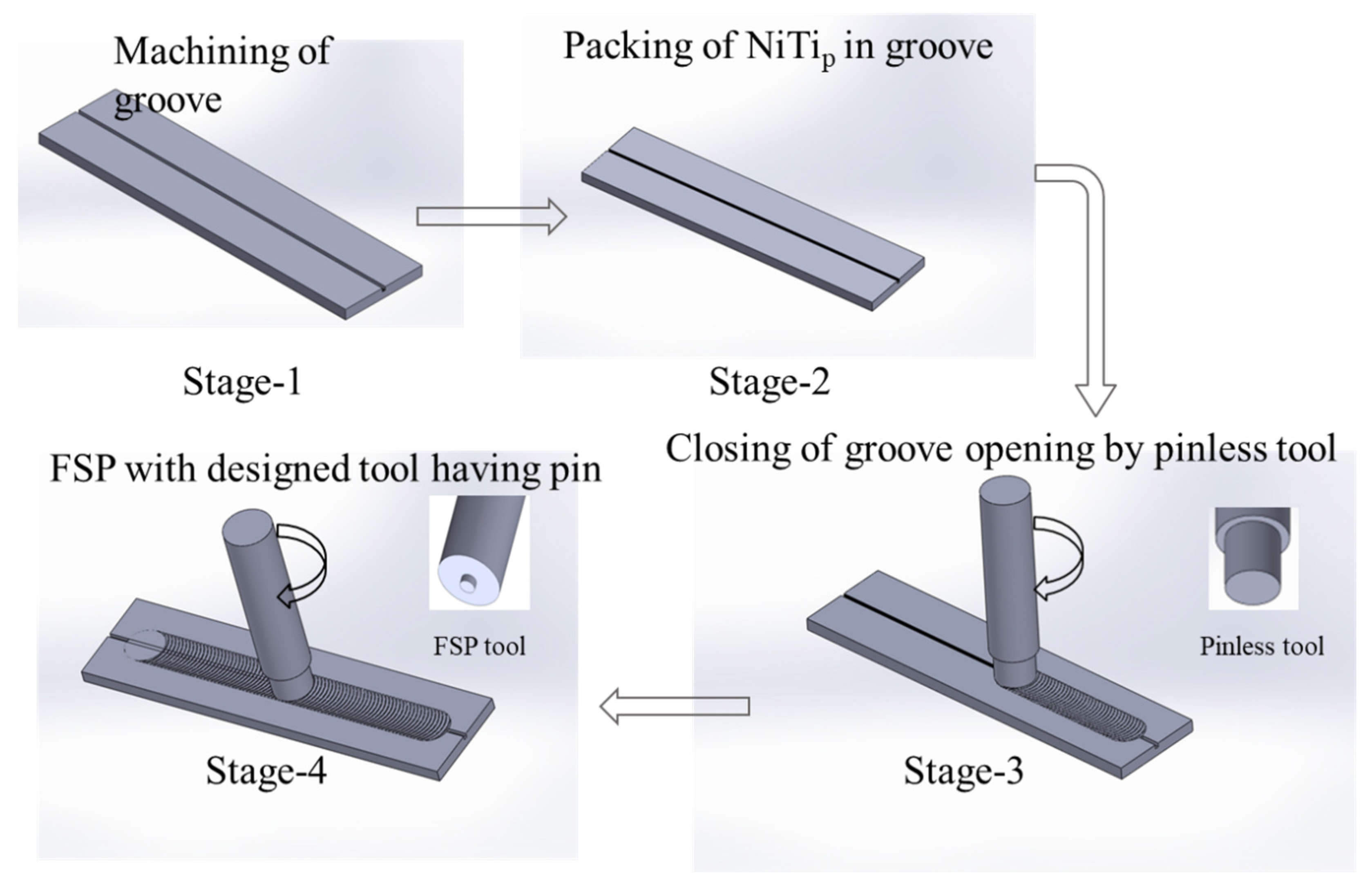
2. Materials and Methods
3. Results and Discussion
4. Conclusions
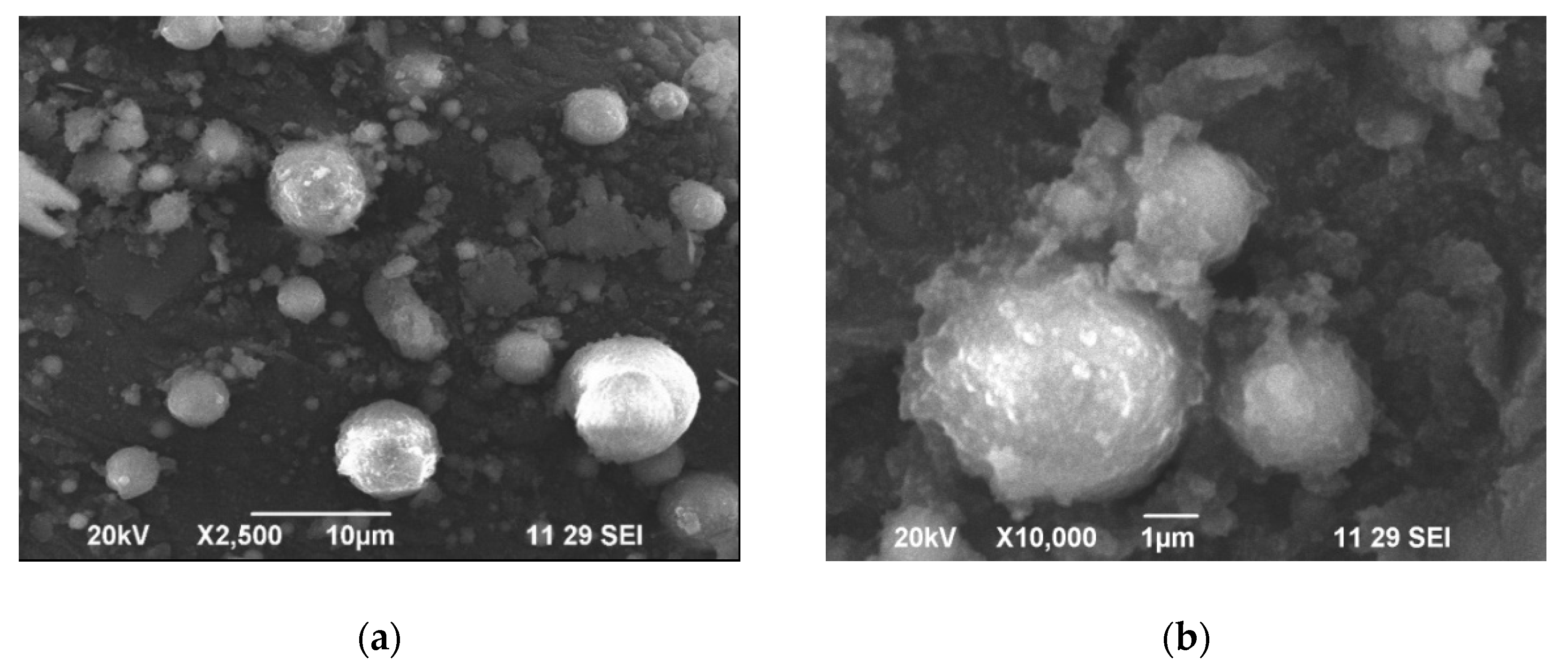
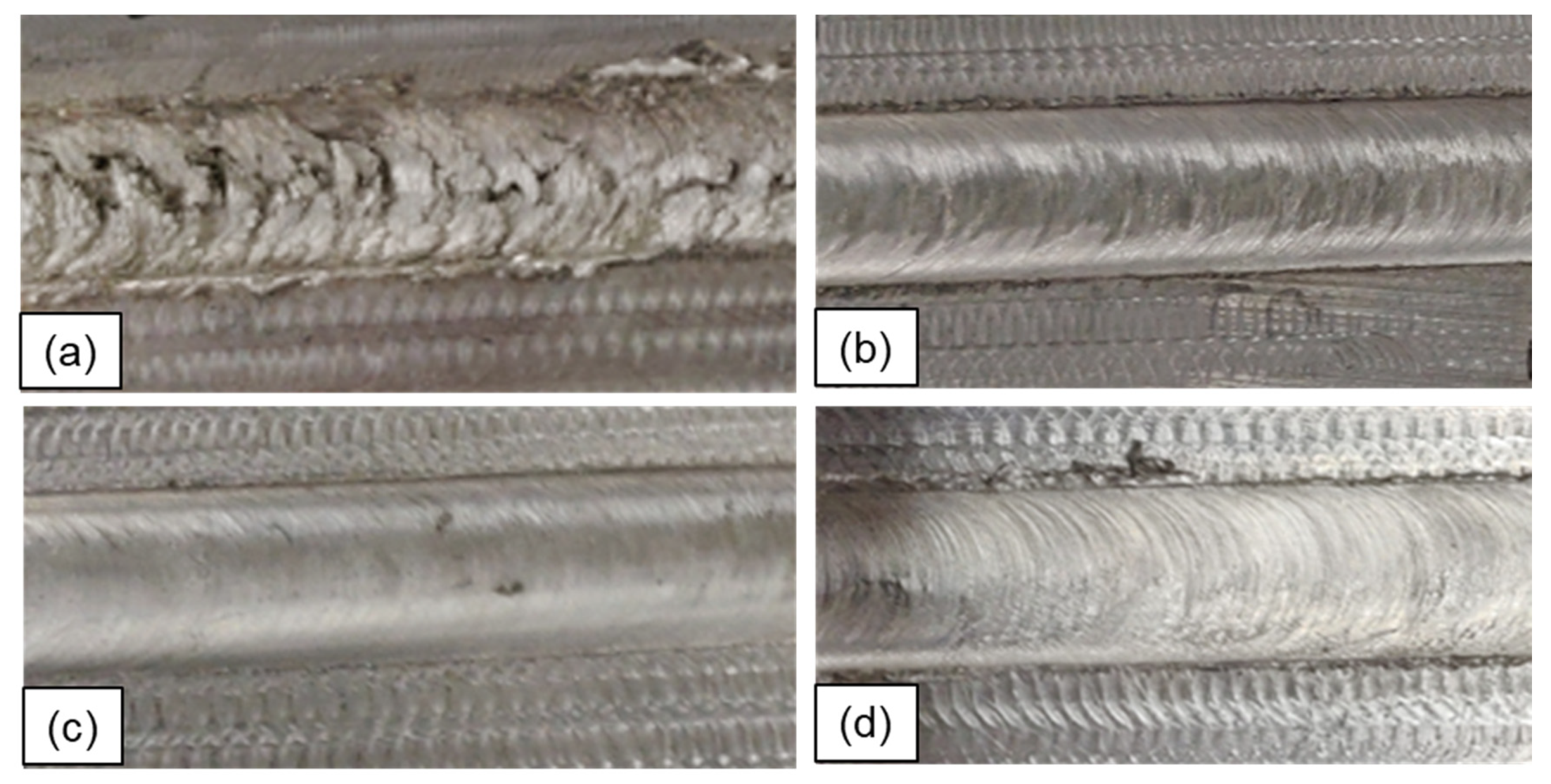
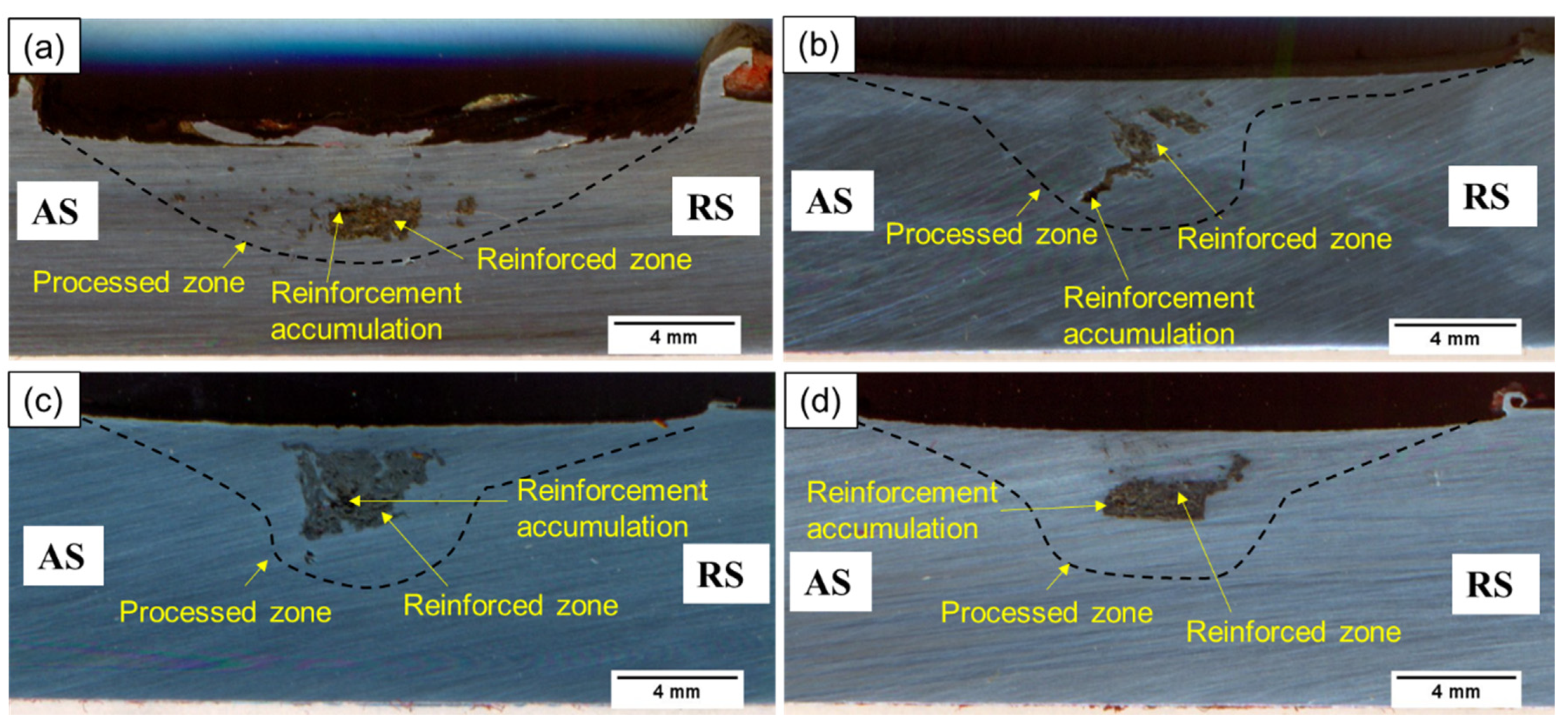
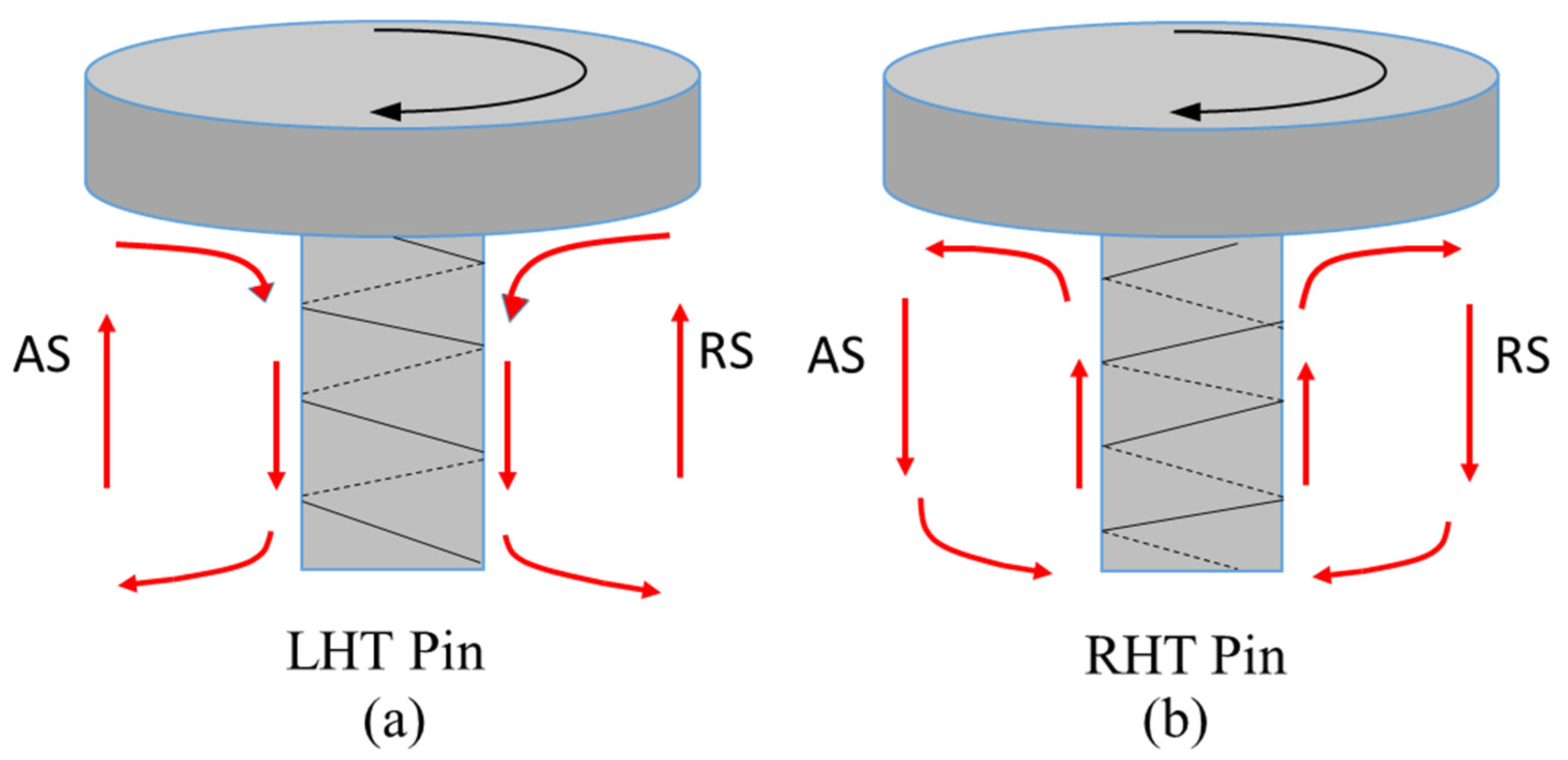
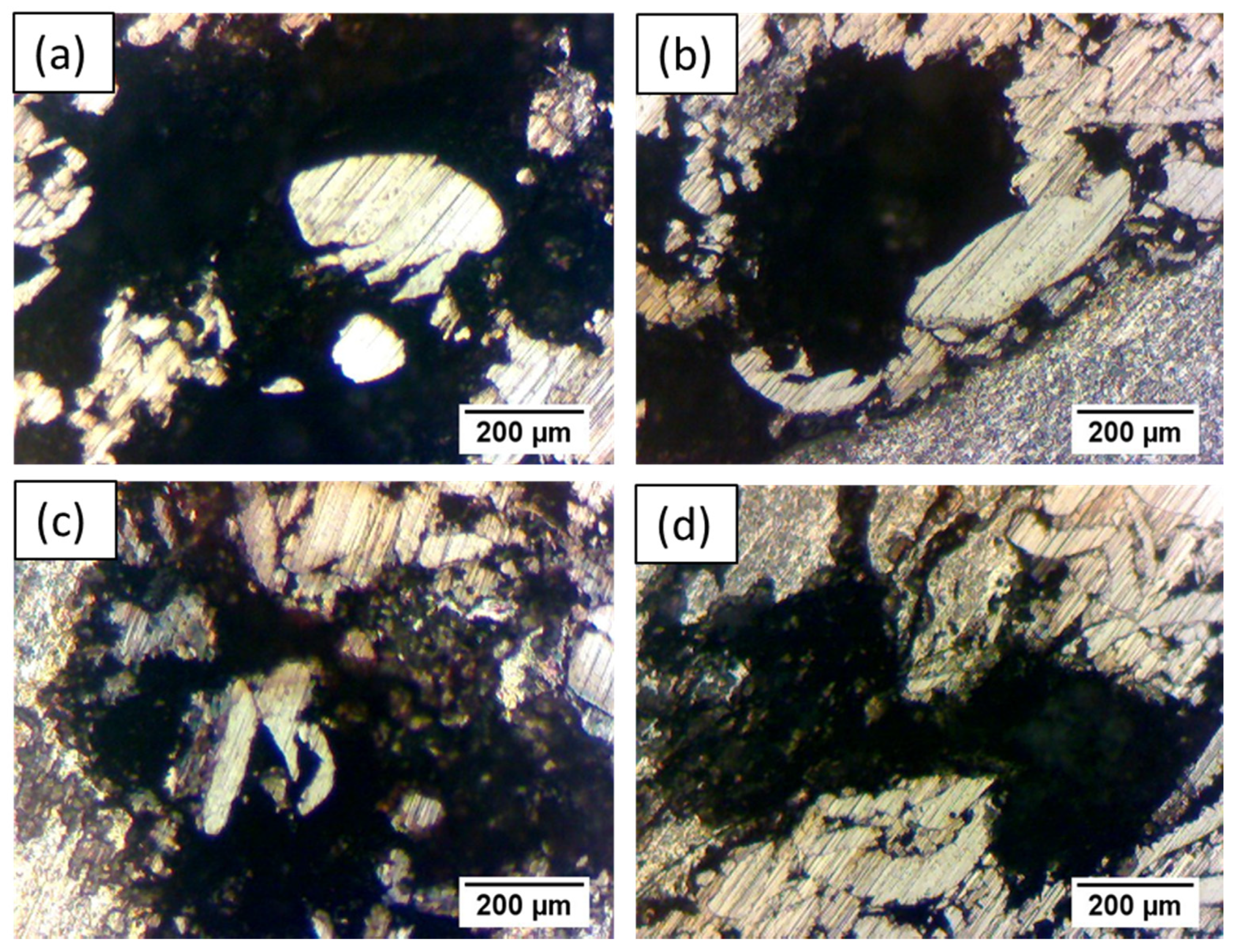
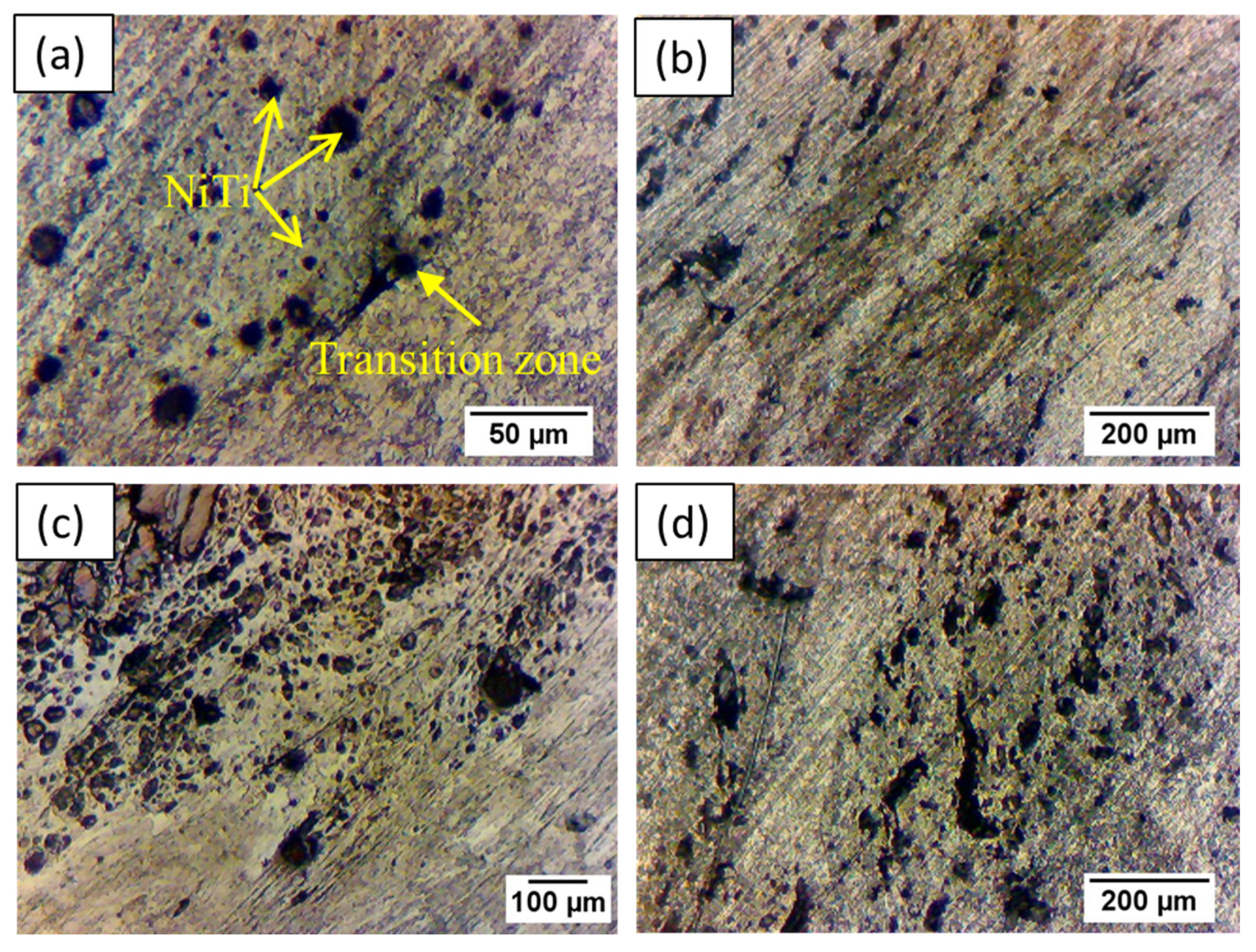
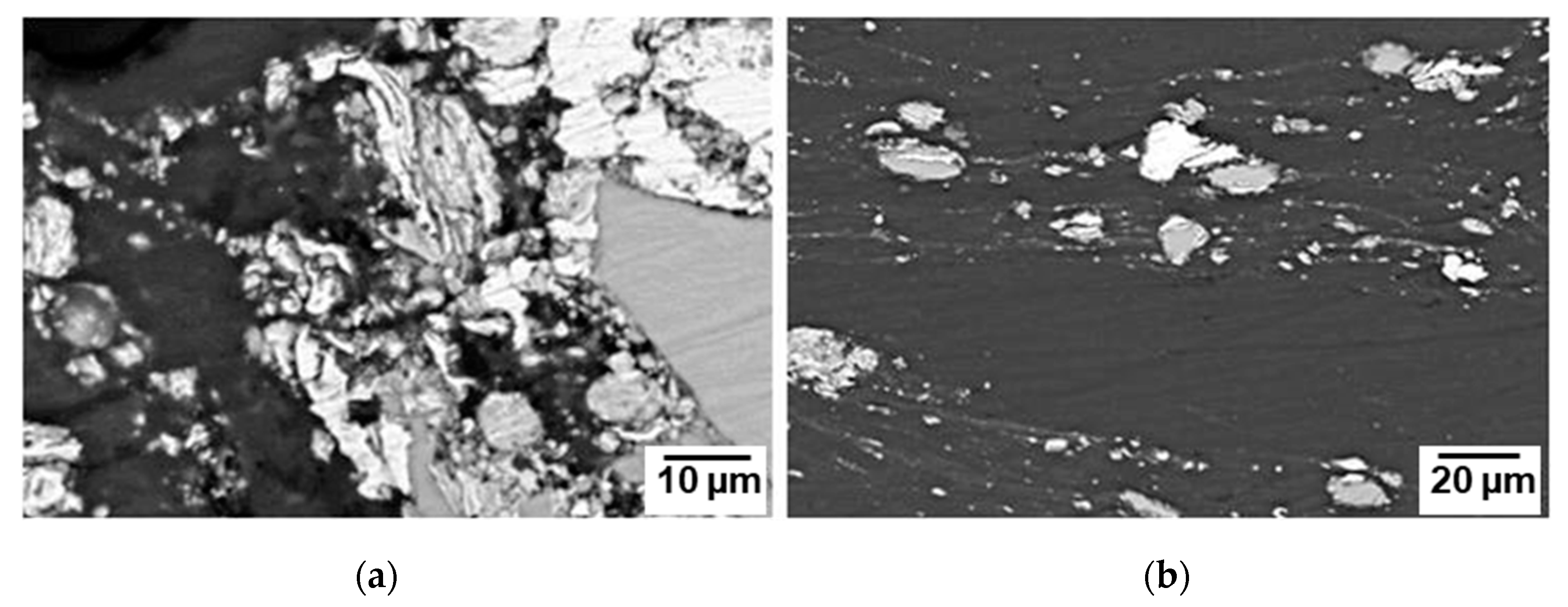
- A wider distribution of NiTip was attained with a left-hand threaded (LHT) cylindrical pin tool among the four tool profiles. SEM observations indicated good bonding of NiTip with the magnesium matrix.
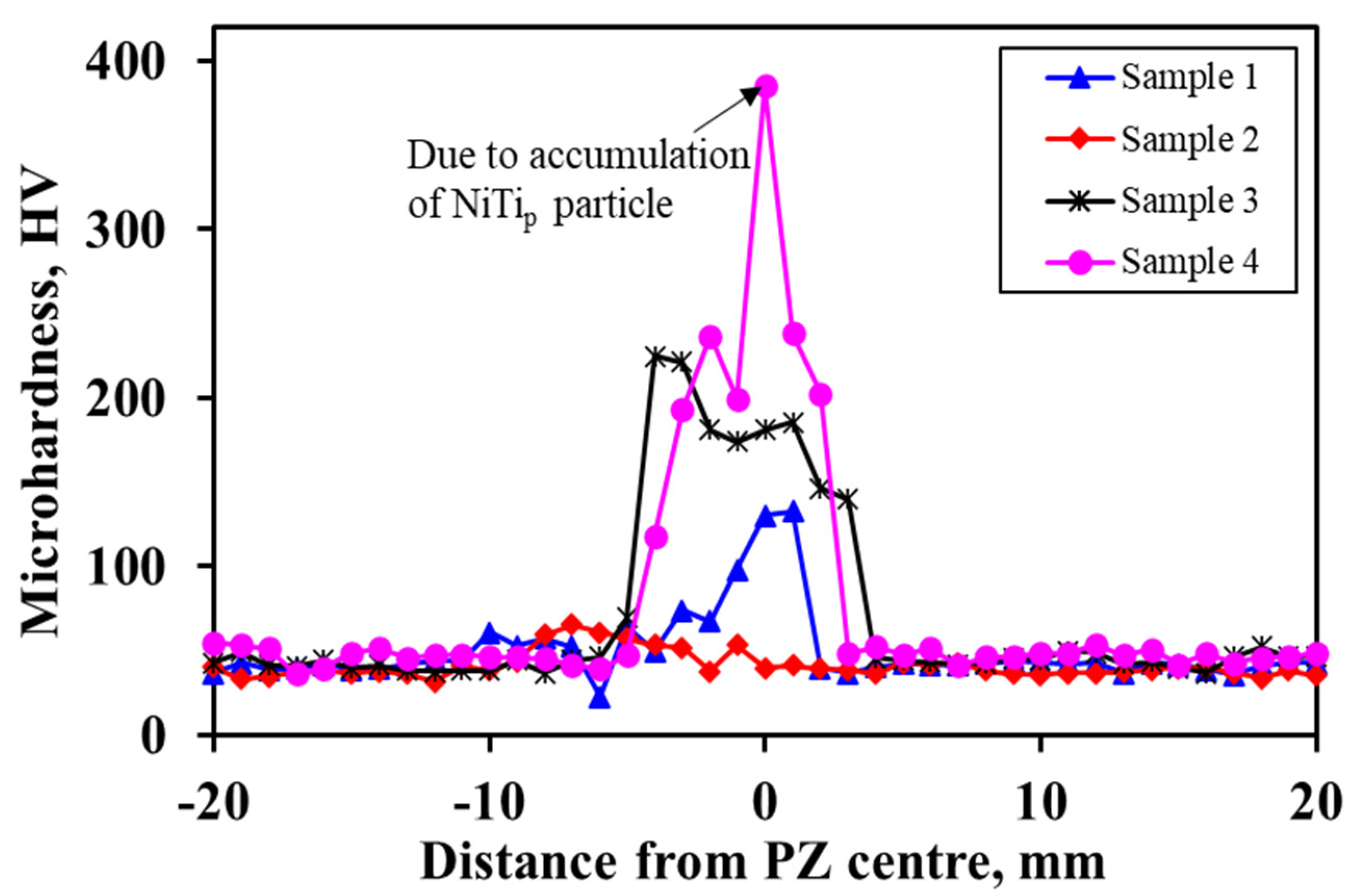
- The incorporation of NiTip resulted in a significant increase in the microhardness of the fabricated composites due to a variety of hardening mechanisms presented.
- The LHT pin tool processed composite showed a more uniform hardness profile across the processed zone, with an average microhardness value of 97 HV.
Author Contributions
Funding
Conflicts of Interest
References
- Mahmoudi, M.; Tapia, G.; Franco, B.; Ma, J.; Arroyave, R.; Karaman, I.; Elwany, A. On the printability and transformation behavior of nickel-titanium shape memory alloys fabricated using laser powder-bed fusion additive manufacturing. J. Manuf. Process. 2018, 35, 672–680. [Google Scholar] [CrossRef]
- Gangil, N.; Siddiquee, A.N.; Maheshwari, S. Towards applications, processing and advancements in shape memory alloy and its composites. J. Manuf. Process. 2020, 59, 205–222. [Google Scholar] [CrossRef]
- Chen, X.; Liu, K.; Guo, W.; Gangil, N.; Siddiquee, A.N.; Konovalov, S. The fabrication of NiTi shape memory alloy by selective laser melting: A review. Rapid Prototyp. J. 2019, 25, 1421–1432. [Google Scholar] [CrossRef]
- Vollmer, M.; Arold, T.; Kriegel, M.J.; Klemm, V.; Degener, S.; Freudenberger, J.; Niendorf, T. Promoting abnormal grain growth in Fe-based shape memory alloys through compositional adjustments. Nat. Commun. 2019, 10, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Ni, D.R.; Ma, Z.Y. Shape memory alloy-reinforced metal-matrix composites: A review. Acta Metall. Sin. Engl. Lett. 2014, 27, 739–761. [Google Scholar] [CrossRef]
- Wen, C.; Yu, X.; Zeng, W.; Zhao, S.; Wang, L.; Wan, G.; Huang, S.; Grover, H.; Chen, Z. Mechanical behaviors and biomedical applications of shape memory materials: A review. AIMS Mater. Sci. 2018, 5, 559–590. [Google Scholar] [CrossRef]
- Worch, J.C.; Andrew, C.W.; Jiayi, Y.; Maria, C.A.; Thomas, R.W.; Robert, T.R.H.; Rachel, K.O.; Matthew, L.B.; Andrew, P.D. Elastomeric polyamide biomaterials with stereochemically tuneable mechanical properties and shape memory. Nat. Commun. 2020, 11, 1–11. [Google Scholar] [CrossRef]
- Zhao, S.; Teng, J.; Wang, Z.; Sun, X.; Yang, B. Investigation on the mechanical properties of SMA/GF/epoxy hybrid composite laminates: Flexural, impact, and interfacial shear performance. Materials 2018, 11, 246. [Google Scholar] [CrossRef] [Green Version]
- Quade, D.J.; Jana, S.C.; Morscher, G.N.; Kanaan, M. The effect of thin film adhesives on mode I interlaminar fracture toughness in carbon fibre composites with shape memory alloy inserts. Eng. Fract. Mech. 2019, 206, 131–146. [Google Scholar] [CrossRef] [Green Version]
- Angioni, S.L.; Meo, M.; Foreman, A. Impact damage resistance and damage suppression properties of shape memory alloys in hybrid composites-A review. Smart Mater. Struct. 2010, 20, 013001. [Google Scholar] [CrossRef]
- Wei, Z.G.; Tang, C.Y.; Lee, W.B. Design and fabrication of intelligent composites based on shape memory alloys. J. Mater. Process. Technol. 1997, 69, 68–74. [Google Scholar] [CrossRef]
- Wakeel, S.; Manakari, V.; Parande, G.; Kujur, M.S.; Khan, A.A.; Gupta, M. Synthesis and mechanical response of NiTi SMA nanoparticle reinforced mg composites synthesized through microwave sintering process. Mater. Today Proc. 2018, 5, 28203–28210. [Google Scholar] [CrossRef]
- Liu, Y.; Al-Matar, B.; Newaz, G. An investigation on the interface in a NiTi short-fiber-reinforced 6061 aluminum composite by transmission electron microscope. Metall. Mater. Trans. A 2008, 39A, 2749–2759. [Google Scholar] [CrossRef]
- Hahnlen, R.; Dapino, M.J. NiTi-Al interface strength in ultrasonic additive manufacturing composites. Compos. Part B 2014, 59, 101–108. [Google Scholar] [CrossRef]
- Wang, Z.; Dong, P.; Wang, W.; Yan, Z.; Ding, M. Interface formation of TiNif/Al composites fabricated by spark plasma sintering. J. Alloys Compd. 2017, 726, 507–513. [Google Scholar] [CrossRef]
- Guo, W.; Kato, H.; Lu, S.; Wu, S. Porous NiTi particle dispersed Mg-Zn-Ca bulk metallic glass matrix composites. Materials 2018, 11, 1959. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Parande, G.; Manakari, V.; Wakeel, S.; Kujur, M.S.; Gupta, M. Enhancing mechanical response of monolithic magnesium using nano-NiTi (Nitinol) particles. Metals 2018, 8, 1014. [Google Scholar] [CrossRef] [Green Version]
- Hu, J.; Wu, G.; Zhang, Q.; Kang, P.; Liu, Y. Microstructure of multilayer interface in an Al matrix composite reinforced by TiNi fiber. Micron 2014, 64, 57–65. [Google Scholar] [CrossRef]
- Guo, W.; Wada, T.; Kato, H. Work-hardenable Mg-based bulk metallic glass matrix composites reinforced by ex-situ porous shape-memory-alloy particles. Mater. Lett. 2016, 183, 454–458. [Google Scholar] [CrossRef]
- Li, X.; Jiang, F.; Wang, Z.; Guo, C.; Wang, J.; Niu, Z.; Chang, Y. Interfacial characteristics and normal mechanical strength of a NiTi shape memory alloy fiber reinforced Mg3AlZn (SMAFR-AZ31) composite sheet. Mater. Sci. Eng. A 2019, 765, 138283. [Google Scholar] [CrossRef]
- Wang, E.; Tian, Y.; Wang, Z.; Jiao, F.; Guo, C.; Jiang, F. A study of shape memory alloy NiTi fiber/plate reinforced (SMAFR/SMAPR) Ti-Al laminated composites. J. Alloys Compd. 2017, 696, 1059–1066. [Google Scholar] [CrossRef]
- Tun, K.; Zhang, Y.; Parande, G.; Manakari, V.; Gupta, M. Enhancing the hardness and compressive response of magnesium using complex composition alloy reinforcement. Metals 2018, 8, 276. [Google Scholar] [CrossRef] [Green Version]
- Barta, N.E.; Karaman, I. Embedded magnetic shape memory sensory particles in lightweight composites for crack detection. Mater. Sci. Eng. A 2019, 751, 201–213. [Google Scholar] [CrossRef]
- Kong, C.Y.; Soar, R.C.; Dickens, P.M. Ultrasonic consolidation for embedding SMA fibres within aluminum matrices. Compos. Struct. 2004, 66, 421–427. [Google Scholar] [CrossRef]
- Dixit, M.; Newkirk, J.W.; Mishra, R.S. Properties of friction stir-processed Al 1100-NiTi composite. Scr. Mater. 2007, 56, 541–544. [Google Scholar] [CrossRef]
- Ni, D.R.; Wang, J.J.; Zhou, Z.N.; Ma, Z.Y. Fabrication and mechanical properties of bulk NiTip/Al composites prepared by friction stir processing. J. Alloys Compd. 2014, 586, 368–374. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Duarte, J.F.; Inacio, P.; Schell, N.; Miranda, R.M.; Santos, T.G. Production of Al/NiTi composites by friction stir welding assisted by electrical current. Mater. Des. 2017, 113, 311–318. [Google Scholar] [CrossRef] [Green Version]
- Huang, G.Q.; Yan, Y.F.; Wu, J.; Shen, Y.F.; Gerlich, A.P. Microstructure and mechanical properties of fine-grained aluminum matrix composite reinforced with Nitinol shape memory alloy particulates produced by underwater friction stir processing. J. Alloys Compd. 2019, 786, 257–271. [Google Scholar] [CrossRef]
- Zhao, L.; Ding, L.; Soete, J.; Idrissi, H.; Kerckhofs, G.; Simar, A. Fostering crack deviation via local internal stresses in Al/NiTi composites and its correlation with fracture toughness. Compos. Part A 2019, 126, 105617. [Google Scholar] [CrossRef]
- Gangil, N.; Nagar, H.; Kumar, R.; Singh, D. Shape memory alloy reinforced magnesium matrix composite fabricated via friction stir processing. Mater. Today Proc. 2020. [Google Scholar] [CrossRef]
- Schneider, J.A.; Nunes, A.C., Jr. Characterization of plastic flow and resulting microstructures in a friction stir weld. Metall. Mater. Trans. B 2004, 35B, 777–783. [Google Scholar] [CrossRef]
- Chowdhury, S.M.; Chen, D.L.; Bhole, S.D.; Cao, X. Effect of pin tool thread orientation on fatigue strength of friction stir welded AZ31B-H24 Mg butt joints. Procedia Eng. 2010, 2, 825–833. [Google Scholar] [CrossRef] [Green Version]
- Rai, R.; De, A.; Bhadeshia, H.K.D.H.; DebRoy, T. Review: Friction stir welding tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Mizuuchi, K.; Inoue, K.; Hamada, K.; Sugioka, M.; Itami, M.; Fukusumi, M.; Kawahara, M. Processing of TiNi SMA fiber reinforced AZ31 Mg alloy matrix composite by pulsed current hot pressing. Mater. Sci. Eng. A 2004, 367, 343–349. [Google Scholar] [CrossRef]
- Zheng, F.Y.; Wu, Y.J.; Peng, L.M.; Li, X.W.; Fu, P.H.; Ding, W.J. Microstructures and mechanical properties of friction stir processed Mg-2.0Nd-0.3Zn-1.0Zr magnesium alloy. J. Magnes. Alloys 2013, 1, 122–127. [Google Scholar] [CrossRef] [Green Version]
- Gangil, N.; Maheshwari, S.; Siddiquee, A.N. Influence of tool pin and shoulder geometries on microstructure of friction stir processed AA6063/SiC composites. Mech. Ind. 2018, 19, 211. [Google Scholar] [CrossRef]
- Gangil, N.; Maheshwari, S.; Nasr, E.A.; El-Tamimi, A.M.; El-Meligy, M.A.; Siddiquee, A.N. Another approach to characterize particle distribution during surface composite fabrication using friction stir processing. Metals 2018, 8, 568. [Google Scholar] [CrossRef] [Green Version]
- Gangil, N.; Siddiquee, A.N.; Maheshwari, S.; AL-Ahmari, A.M.; Abidi, M.H. State of the art of ex-situ aluminum matrix composite fabrication through friction stir processing. Arch. Metall. Mater. 2018, 63, 719–738. [Google Scholar]
- Qu, J.; Xu, H.; Feng, Z.; Frederick, D.A.; An, L.; Heinrich, H. Improving the tribological characteristics of aluminum 6061 alloy by surface compositing with sub-micro-size ceramic particles via friction stir processing. Wear 2011, 271, 1940–1945. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Consideration of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites: A model for predicting their yield strength. Scr. Mater. 2006, 54, 1321–1326. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 2008, 483, 148–152. [Google Scholar] [CrossRef]
- Kurt, A.; Uygur, A.; Cete, E. Surface modification of aluminum by friction stir processing. J. Mater. Process. Technol. 2011, 211, 313–317. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Pb | Fe | Al | Ni | Cd | Zn | Mn | Si | Mg |
|---|---|---|---|---|---|---|---|---|---|---|
| wt % | 0.025 | 0.002 | 0.004 | 0.056 | 0.002 | <0.001 | 0.005 | 0.001 | 0.005 | Remainder |
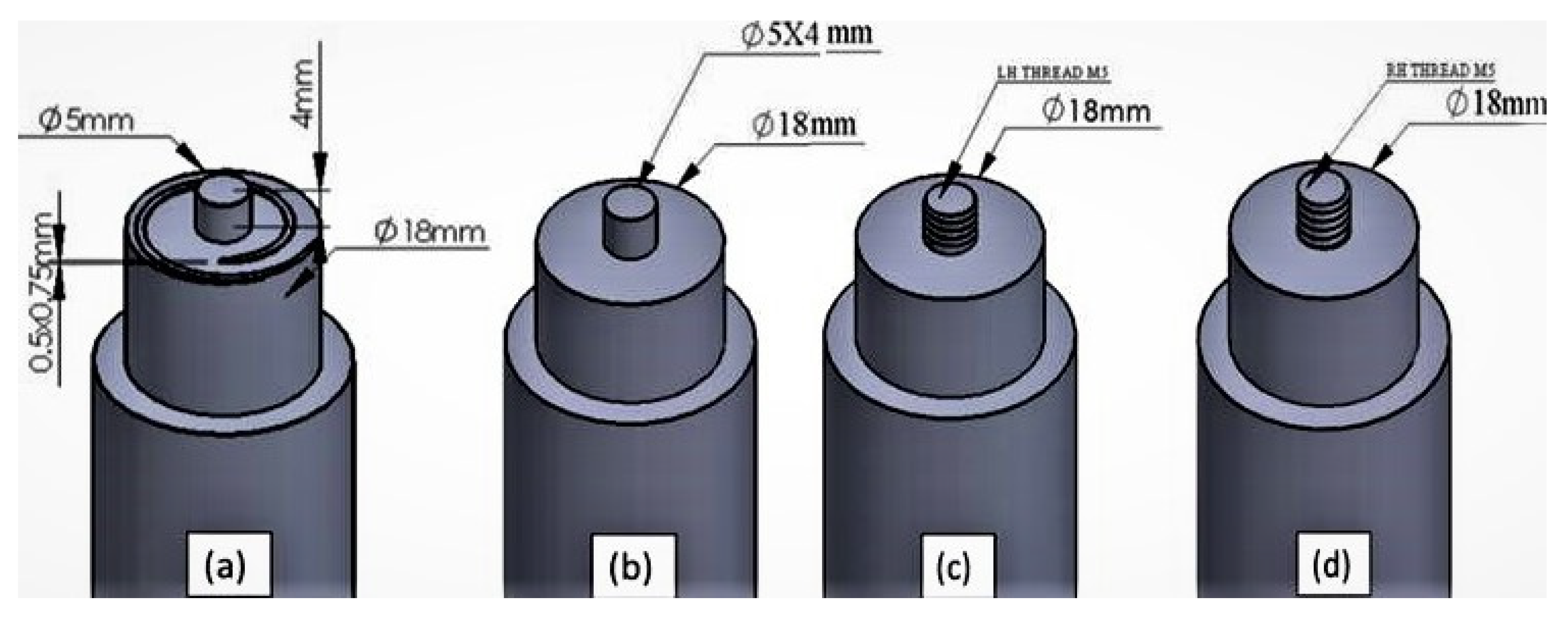
| Sample Number | Shoulder Profile | Pin Profile |
|---|---|---|
| 1 | ACW scroll | Plain cylindrical |
| 2 | Plain | Plain cylindrical |
| 3 | Plain | Left-hand threaded cylindrical (LHT) |
| 4 | Plain | Right-hand threaded cylindrical (RHT) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gangil, N.; Nagar, H.; Mohammed, S.M.A.K.; Singh, D.; Siddiquee, A.N.; Maheshwari, S.; Chen, D.L. Fabrication of Magnesium–NiTip Composites via Friction Stir Processing: Effect of Tool Profile. Metals 2020, 10, 1425. https://doi.org/10.3390/met10111425
Gangil N, Nagar H, Mohammed SMAK, Singh D, Siddiquee AN, Maheshwari S, Chen DL. Fabrication of Magnesium–NiTip Composites via Friction Stir Processing: Effect of Tool Profile. Metals. 2020; 10(11):1425. https://doi.org/10.3390/met10111425
Chicago/Turabian StyleGangil, N., H. Nagar, S.M.A.K. Mohammed, D. Singh, A.N. Siddiquee, S. Maheshwari, and D.L. Chen. 2020. "Fabrication of Magnesium–NiTip Composites via Friction Stir Processing: Effect of Tool Profile" Metals 10, no. 11: 1425. https://doi.org/10.3390/met10111425