1. Introduction
Resistance spot welding is widely used to join body-in-white parts made of steel sheets in the automotive industry. However, resistance spot welding of aluminum sheets likely produces unsatisfactory welds due to numerous voids and defects inside the nugget. Iwashita [
1] developed a new spot joining process, evolved from friction stir welding (FSW), to join aluminum sheets. This new process was denoted as friction stir spot welding (FSSW) and could make joints without melting the base metal (BM). Consequently, the voids and defects from rapid solidification of fused aluminum alloy can be easily avoided.
In order to widely apply the FSSW process to the automotive industry, a simple guideline or approach for tool design could be very helpful. In order to develop a tool design approach, the effects of tool size and shape on the mechanical properties of FSSWs should be determined. Tozaki et al. [
2] demonstrated how probe length affects FSSWs in aluminum 6061-T4 lap-shear specimens. Tozaki et al. [
3] showed how shoulder radius affects those welds. Their experimental results indicated that the mechanical properties of FSSWs depend mainly on probe length but also slightly on shoulder radius. Lin et al. [
4,
5] investigated how shoulder geometry affects FSSWs in aluminum 6111-T4 lap-shear specimens. Their experimental results confirmed that the fracture and fatigue behaviors of FSSWs made by flat and concave weld tools are determined by microstructures and weld geometries. Badarinarayan et al. [
6] investigated how probe geometry affects FSSWs in aluminum 5754-O lap-shear specimens. They found that, compared to welds made by circular probes, those made by triangular probes are of superior quality, possibly due to additional back-and-forth force. Notably, the “triangular” here indicates that the cross section of a probe has a triangular shape with rounded corners.
For a given weld radius, the shoulder radius and probe length of weld tools can be easily determined based on the results of Tozaki et al. [
2]. Notably, the size of FSSWs here is defined as the shoulder indentation radius. However, no rule or guideline is available for determining an appropriate probe radius. Tozaki et al. [
3] indicated that an inappropriate tool design can lead to unsatisfactory mechanical properties for FSSWs under most processing conditions. It should be noted that the rotating tool shoulder and probe in the FSSW process generate frictional heat to soften sheet metals adjacent to the weld tool. The probe then stirs the softened materials to make a solid-state bond between the upper and lower sheets. Therefore, tool dimensions significantly affect both heat generation and material flow during welding. Tozaki et al. [
2] indicated that tool dimensions also affect the microstructure and failure load of FSSWs. Therefore, a thermal-mechanical model for FSSW, which correlates frictional heat and material flow with tool dimensions, is needed to provide guidelines for tool design.
This work presents a simple thermal-mechanical model for FSSW that correlates tool dimensions with tool performance. The thermal-mechanical model associated with a combined approach enables design of weld tools for welds of various sizes but similar qualities. Three weld tools for weld radii of 4, 5, and 6 mm are made to join 6061-T6 aluminum sheets. Finally, performances of the three weld tools are then evaluated in terms of microstructure, failure load, micro-hardness, and welding temperature of welds in lap-shear specimens.
2. Thermal-Mechanical Model for FSSW
Chao and Qi [
7] indicated that FSW has two main heat sources, friction and plastic deformation. The friction generates heat from the interface between the tool surface and neighboring materials. The plastic deformation generates heat from the weld materials deformed and stirred by the rotating tool. They also indicated that the frictional heat is the main heat source of the FSW process. Therefore, only the frictional heat will be considered in the following. The thermal-mechanical model for FSW in Colegrove [
8] showed that frictional heat generation correlates with tool dimensions and processing parameters. Although FSW and FSSW have different material flow and transport characteristics, the two processes have similar mechanisms of frictional heat generation. Based on the approach of Colegrove [
8], the approximate heat generation rate of a weld tool
is given as
where
is the friction coefficient;
is the average pressure over the weld tool;
is the angular speed of the weld tool;
is a differential area of the weld tool;
is the shoulder radius;
is the probe radius; and
is the probe length (
Figure 1). The
is a geometric factor to account for the contact area along the probe circumference. In Equation (1), the first integral represents the frictional heat generation rate from the tool shoulder and the second and third integrals represent those from the probe. Note that without further information,
is assumed to be a constant. For a threaded probe with a thread angle of 60°,
is defined as 2.0 since the contact area is almost double that of a smooth probe.
Based on the similar approach, the approximate stirring power/capacity of a probe
is derived as
where
is the shear stress for stirring motion and
is a differential area of the probe (
Figure 1). Here,
is assumed to be a constant; the
is a geometric factor, which represents the stirring capacity from features on a probe; and for a threaded probe,
is defined as 1.0 since this is the simplest and most commonly used feature. If further evidence supports a different
value, this approach remains applicable. Welding performance can then be evaluated by defining parameters based on the geometric parameters of Equations (1) and (2), respectively. The two parameters,
and
, are given as
and
where
is the volume of the weld nugget and
is the sheet thickness (
Figure 1); Volume
must be considered when comparing welds/tools of various sizes; parameters
and
correlate with the heat generation rate density and stirring power/capacity density of a weld tool, respectively. For comparing welds/tools of various sizes, the welding performance here is defined as heat generation rate density and stirring power density instead of heat generation rate and stirring power. Therefore, these parameters can be used to estimate welding performance and to suggest appropriate tool dimensions.
3. Tool Design Process
Aluminum 6061-T6 sheets with a thickness of 1 mm were used for FSSW. Weld radii of 4, 5, and 6 mm were considered. Notably, the weld radius was taken as the shoulder radius
here (
Figure 1). The shoulder radii of the three weld tools were set to 4, 5, and 6 mm, respectively. Since total sheet thickness was 2 mm and maximum shoulder indentation depth was 0.3 mm, the probe length of the three weld tools should be
to avoid penetration during welding. The
was the maximum shoulder indentation depth. Therefore, the probe length was set to 1.6 mm in
Table 1. The thermal–mechanical model for FSSW was then used to determine the probe radii of the three weld tools.
To design weld tools for various sizes but similar qualities, identical
and
values were needed based on the thermal-mechanical model. These two parameters strongly correlated with welding performance. The initial tool, which had a shoulder radius of 5 mm, a probe radius of 2 mm, a probe length of 1.6 mm, and metric threads of M4, was used as a basis for designing the other two weld tools. This tool design apparently was not considered optimal. However, Lin et al. [
9] and Tozaki et al. [
2,
10] showed that the weld tools with similar designs provide satisfactory welds in sheets with thicknesses of 1.0 and 2.0 mm. Additionally, the power limitations of the FSSW machine precluded a probe radius exceeding 2.5 mm. Therefore, this tool design (T2 tool in
Table 1) was used as a reference tool for all analyses.
Table 1 shows that parameters
and
of the T2 tool, according to the thermal-mechanical model in Equations (3) and (4), are 2.50 and 0.29, respectively. Geometric factors
in Equation (3) and
in Equation (4) for the threaded probe are 2.0 and 1.0, respectively.
Table 1 shows that, given identical
values, the
values of T1a and T3a tools substantially differ from the reference value. In T1a and T3a tools, the relative deviations in
,
(
), are 49% and −43%, respectively. In contrast, given identical
values, the
values of T1b and T3b tools also differ from the reference value. The relative errors in
,
(
), in T1b and T3b tools are −15% and 15%, respectively.
Since identical
values and identical
values could not occur simultaneously, a compromise solution for this two-objective problem was needed. Based on the concept of optimization, both relative errors
and
could be minimized simultaneously by minimizing their Euclidean norm. The Euclidean norm of
and
was defined as
where
is a weighting factor of
to account for the sensitivity of the welding performance on
; without losing generality;
was set to 1 here. If additional evidences support another value of
, this approach could also be applied.
Figure 2 shows the Euclidean norms
as functions of probe radius
and shoulder radius
. Sheet thickness
is 1 mm and probe length
is 1.6 mm. As shown in
Figure 2, the general trends of
for different
’s are similar. Notably,
and
are both minimized when
is minimized. Therefore, T1 tool (
) and T3 tool (
) have probe radii of 1.65 and 2.35 mm, respectively.
Table 1 shows that
of T1 and T3 tools decreases slightly, while
of them decreases significantly. The
and
for T1 tool are −13% and 7%, respectively, and those for T3 tool are 14% and −5%, respectively. Therefore, T1 and T3 tools are the most similar designs compared to T2 tool in terms of
and
.
4. Experiments
Aluminum 6061-T6 sheets with a thickness of 1 mm were used for FSSW.
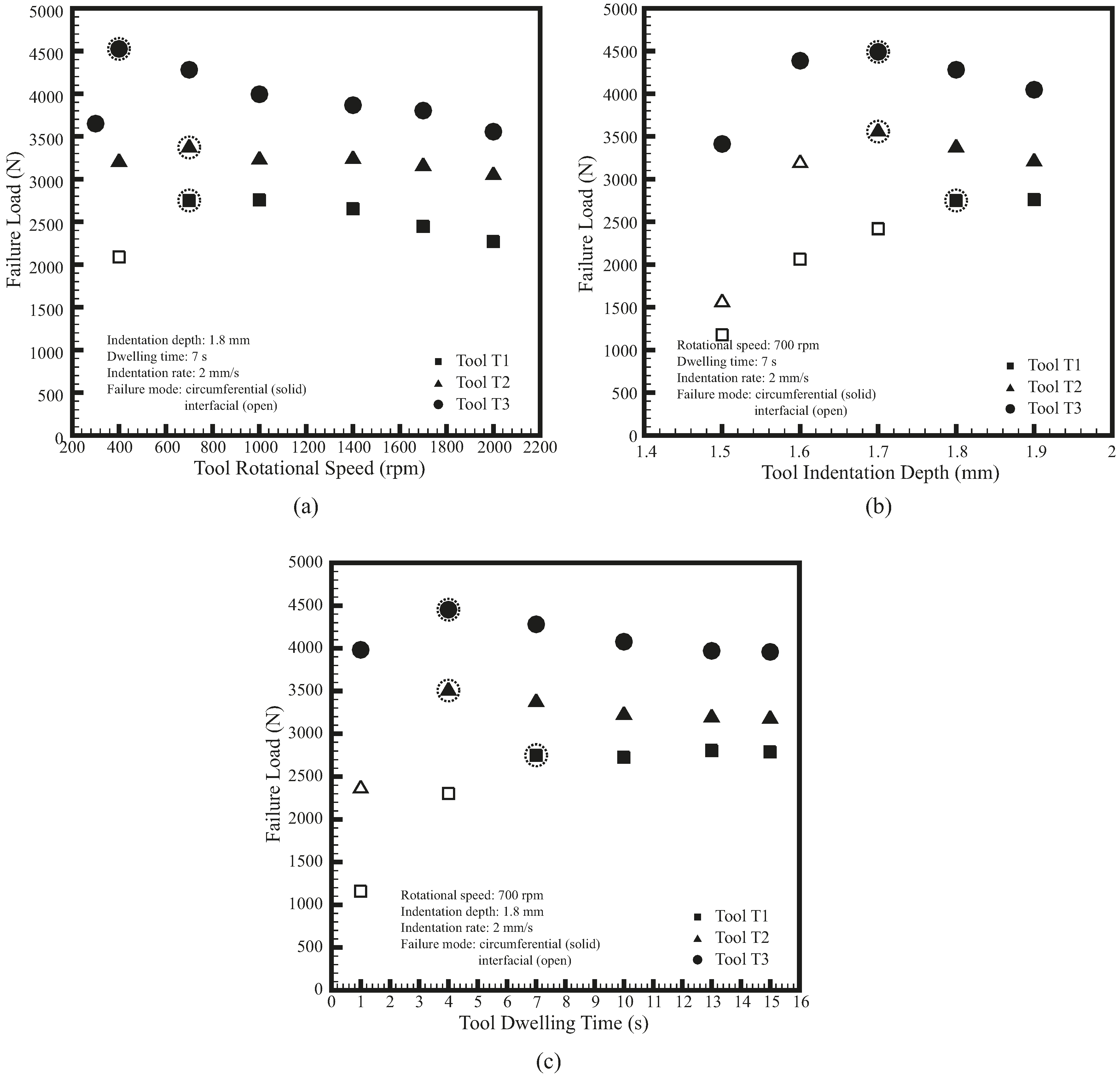
Table 2 lists the chemical compositions of the aluminum 6061-T6 sheets. Lap-shear specimens were made by using two 25.4 mm by 101.6 mm sheets with a 25.4 mm by 25.4 mm overlap area. The welds were made with a 5 hp numerically controlled milling machine under displacement-controlled conditions. A constant indentation rate of 2 mm/s was applied for all cases. The rotational speed ranged from 400 to 2000 rpm; the indentation depth ranged from 1.5 to 1.9 mm; the dwelling time ranged from 1 to 15 s.
Three weld tools T1, T2, and T3 for weld radii of 4, 5, and 6 mm were used (
Table 1).
Figure 3 illustrates that the three weld tools have flat shoulders and threaded probes. Metric threads (M3, M4, and M5) with 60° thread angle were applied to the probes of the three weld tools. Notably, these threads were slightly modified to conform to their probe radii. The welding temperatures were measured by 0.08 mm diameter K-type thermocouples at locations A, B, C, and D in the fixture (
Figure 4). The thermocouple has measurement accuracy of 0.1 Celsius degree and response time of 0.1 s. The tips of the thermocouples were installed 0.4 mm below the lap-shear specimen.
Figure 4 shows location A is below the center of the nugget and locations B, C, and D are below the outer circumferences of T1, T2, and T3 tools, respectively. In
Figure 3 and
Figure 4, the three weld tools and fixture (anvil) were made of high speed steel SKD 11 and then heat treated.
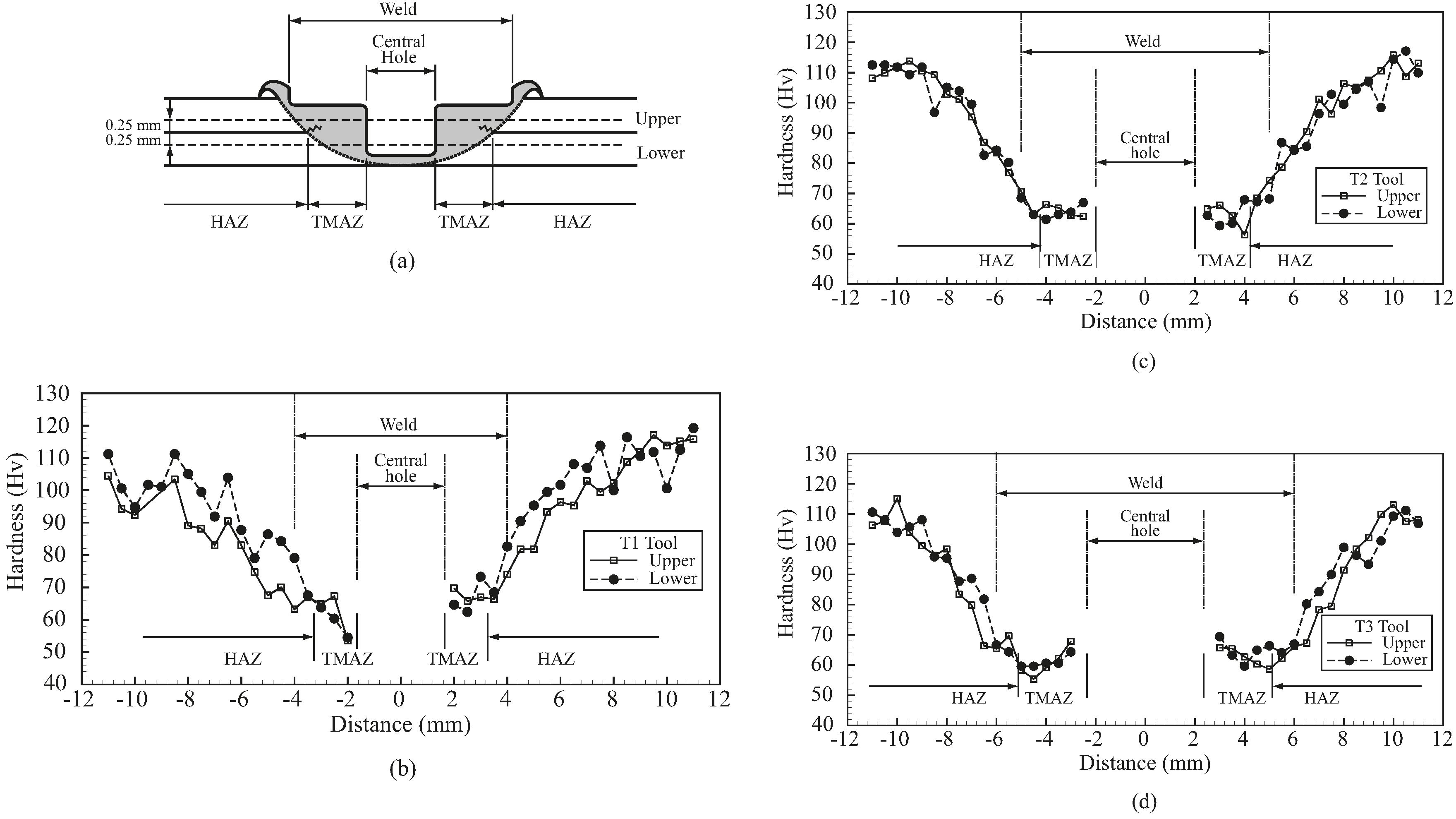
Figure 5a shows a lap-shear specimen with a 6061-T6 FSSW made by T2 tool. The welds made by T1, T2 and T3 tools (
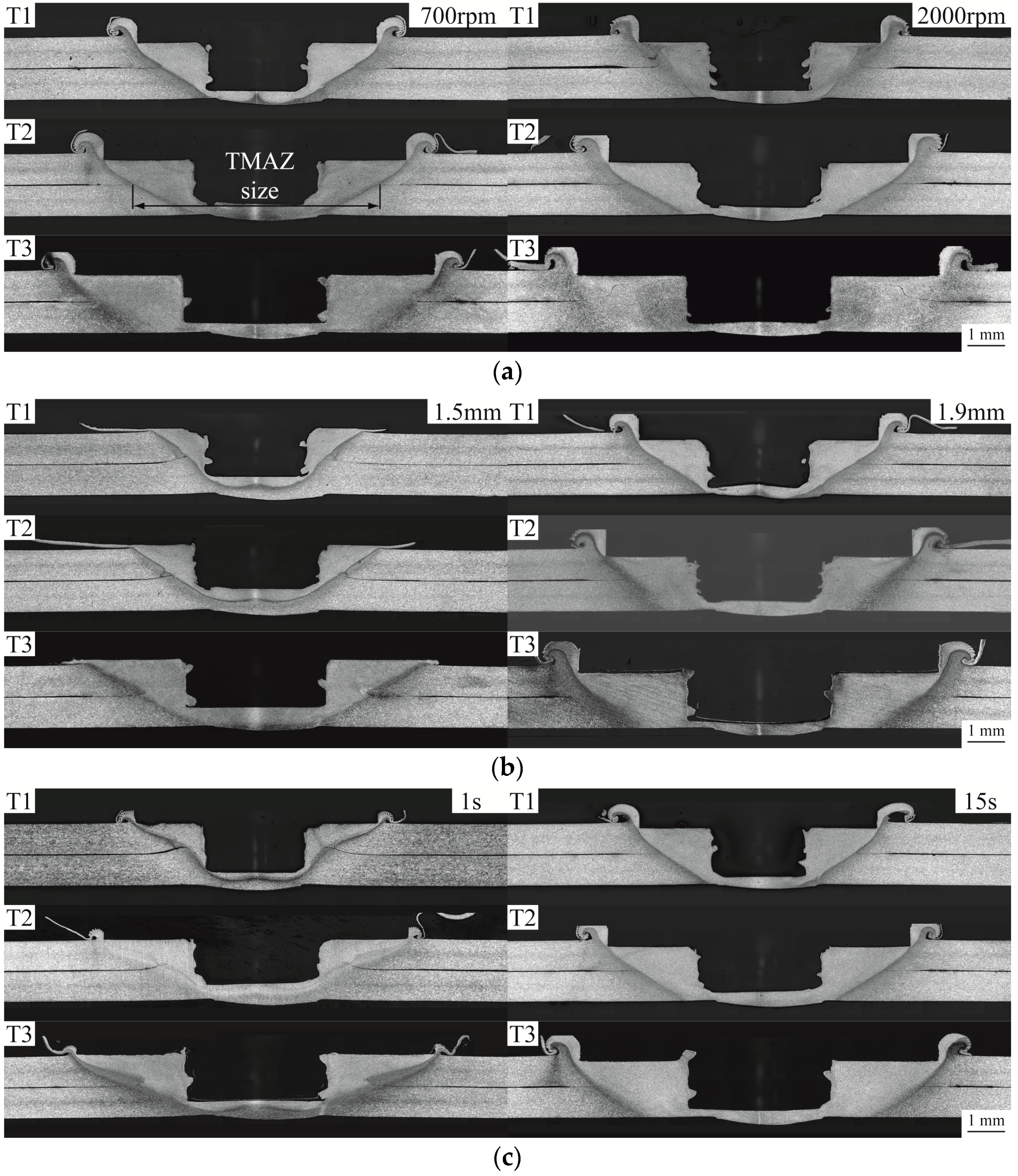
Figure 5b) have a similar appearance and are slightly larger than the corresponding shoulder radii. Next, the performances of the three weld tools were studied by closely examining their weld qualities, including microstructure, failure load, failure mode, and micro-hardness distribution of welds in lap-shear specimens, as well as their welding temperatures. Notably, for each selected process condition, five to six specimens were made. At least three specimens were tested to obtain the average failure load. Two specimens were cross-sectioned to obtain the micrographs and the average TMAZ sizes.
6. Discussion
For the welds made by the three weld tools, although their general trends of failure loads are similar, their maximum failure loads occur at slightly different processing conditions (
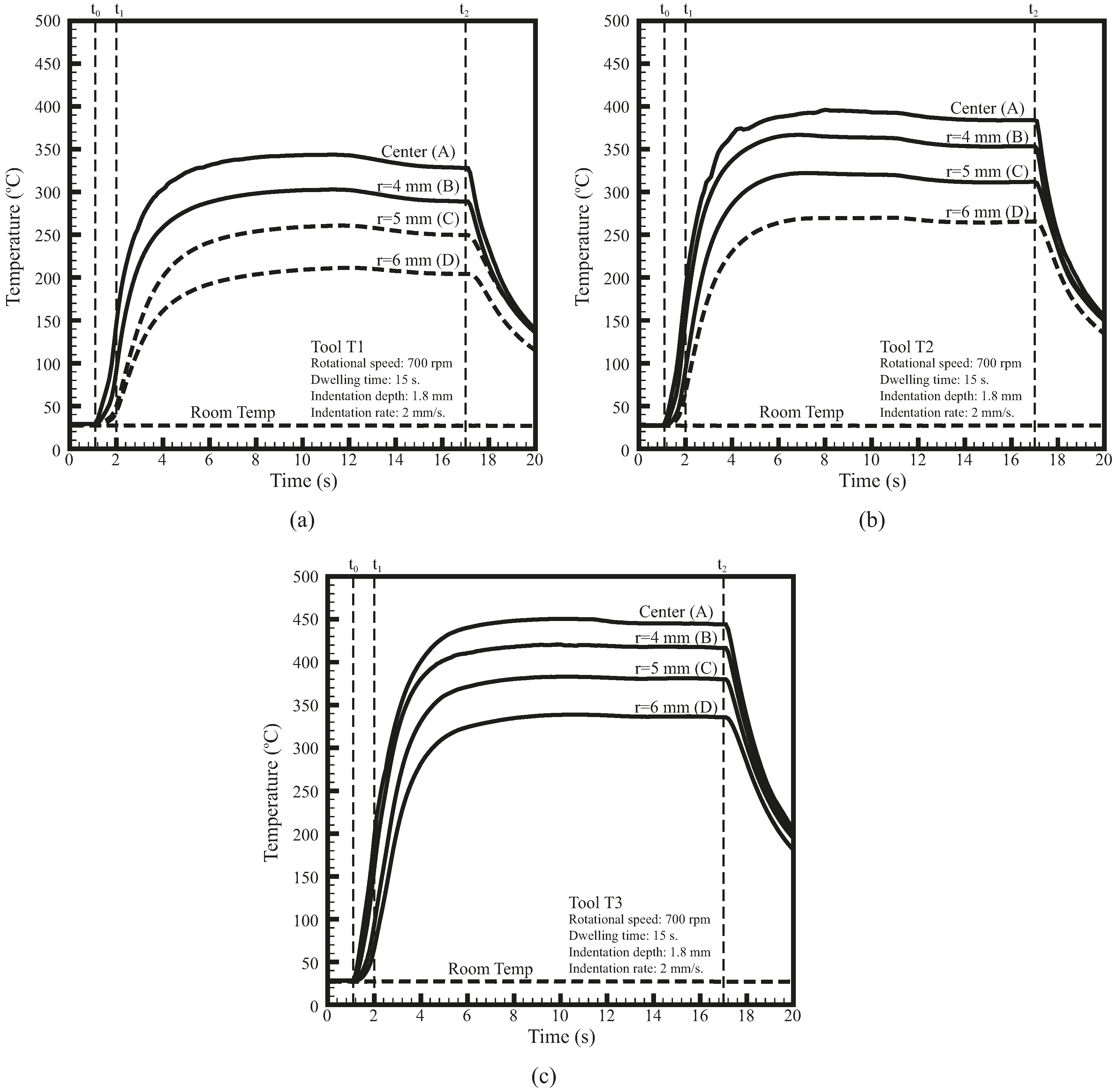
Figure 8). The maximum failure loads of T1 tool occur at relatively high rotational speed or long dwelling time, while those of T3 tool occur at relatively low rotational speed or short dwelling time. Similarly, the failure mode of T1 tool changes from circumferential failure to interfacial failure at relatively high processing parameters whereas that of T3 tool keeps in circumferential mode even at relatively low processing parameters. In addition, T1 tool has lower welding temperature but T3 tool has higher welding temperature compared to T2 tool (
Figure 12). The slight differences in failure load, failure mode, and welding temperature are possibly due to the differences in parameters
and
(
Table 1).
Although the combined approach intend to provide new weld tools with similar
and
values, the
and
values of T1 and T3 tools are still not identical to those of T2 tool (
Table 1). T1 tool has lower
value but slightly higher
value than T2 tool. According to the aforementioned results, its lower
value appears to suppress the effects of its higher
value and affects its failure load, failure mode, and welding temperature. This indicates that to provide sufficient welding temperature for obtaining satisfactory failure load and failure mode, T1 tool requires slightly higher processing parameters (
Figure 8). On the other hand, T3 tool has higher
value but slightly lower
value than T2 tool. Similarly, its higher
value appears to compensate for the effects of its lower
value. Therefore, T3 tool requires relatively low processing parameters obtain satisfactory failure load and failure mode (
Figure 8).
For the welds in lap-shear specimens, the annular bonding area in the TMAZ appears to be the main factor of their failure loads (
Figure 5). The annular bonding area is directly related to the radii of the shoulder and probe (
Figure 1). For the three weld tools in
Table 1, the annular areas of their shoulders are 13.28, 21.0, and 30.48 mm
2, respectively, which are directly proportional to their tool sizes. This result confirms the proportional relationships between tool size, annular bonding area, and failure load (
Figure 8).
For each weld tool, the TMAZ size of 15 s is very similar to that of 7 s (
Figure 6 and
Figure 7). The remaining processing parameters of these welds are identical. In general, the size and shape of TMAZ are strongly affected by both thermal and mechanical behaviors of the weld tool. In
Figure 12, the welding temperatures increase rapidly at the beginning and then become stable as the dwelling time is greater than 5 s. The stable of welding temperature is due to the balance of heat generation and heat transfer in the process. In addition, identical rotational speed and indentation depth may result in similar plastic deformation in the TMAZ. This indicates that the TMAZs of welds made under dwelling time of 7 s and 15 s may experience similar welding temperature and plastic deformation. Thus, they have similar TMAZ sizes and shapes.
It is interesting that not only the size and shape of TMAZ but also the microstructure of HAZ are strongly affected by the processing parameters.
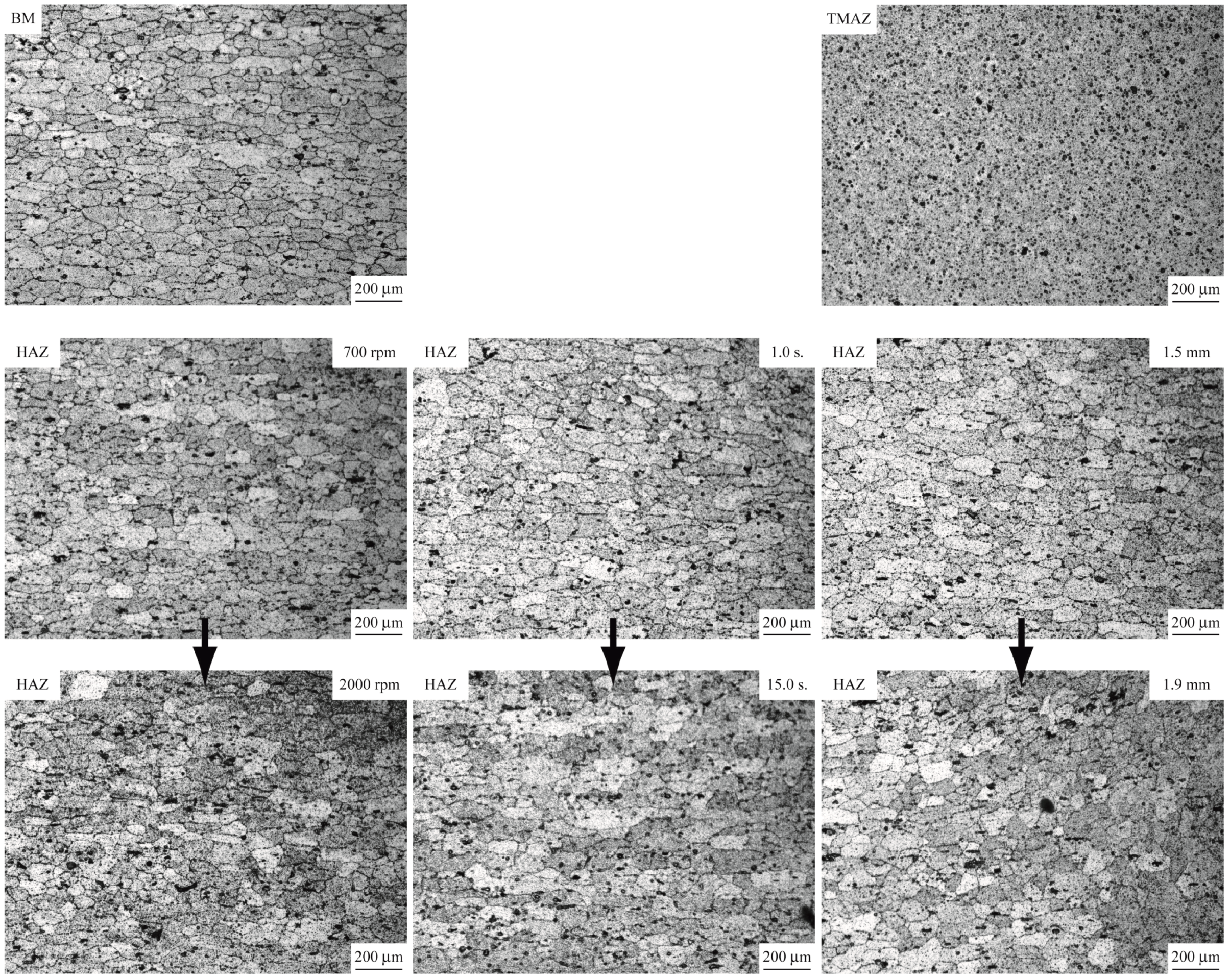
Figure 13 shows the micrographs of BM, TMAZ, and HAZ for welds made by T2 tool at the processing parameters listed in
Table 3. The BM with medium grain size and the TMAZ with fine grain size are taken as references. In
Figure 13, as the rotational speed and dwelling time increase to 2000 rpm and 15 s, respectively, the grain size in the HAZ increases probably due to more heat generation. The amount of large particles (dark spots) precipitated in the HAZ increases as well. Based on the Hall–Petch relationship, the grain size is inversely proportional to the material strength. Sato et al. [
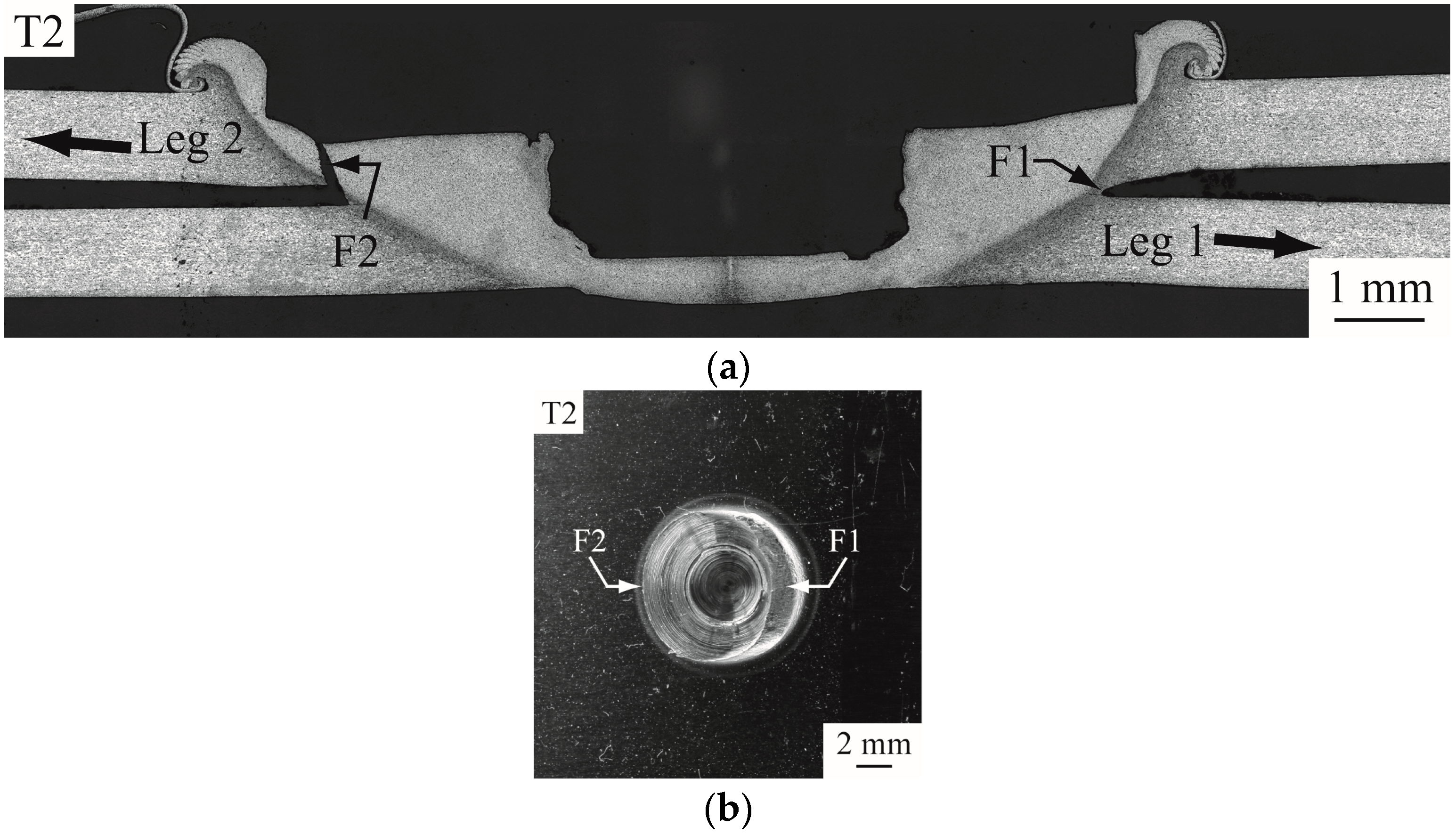
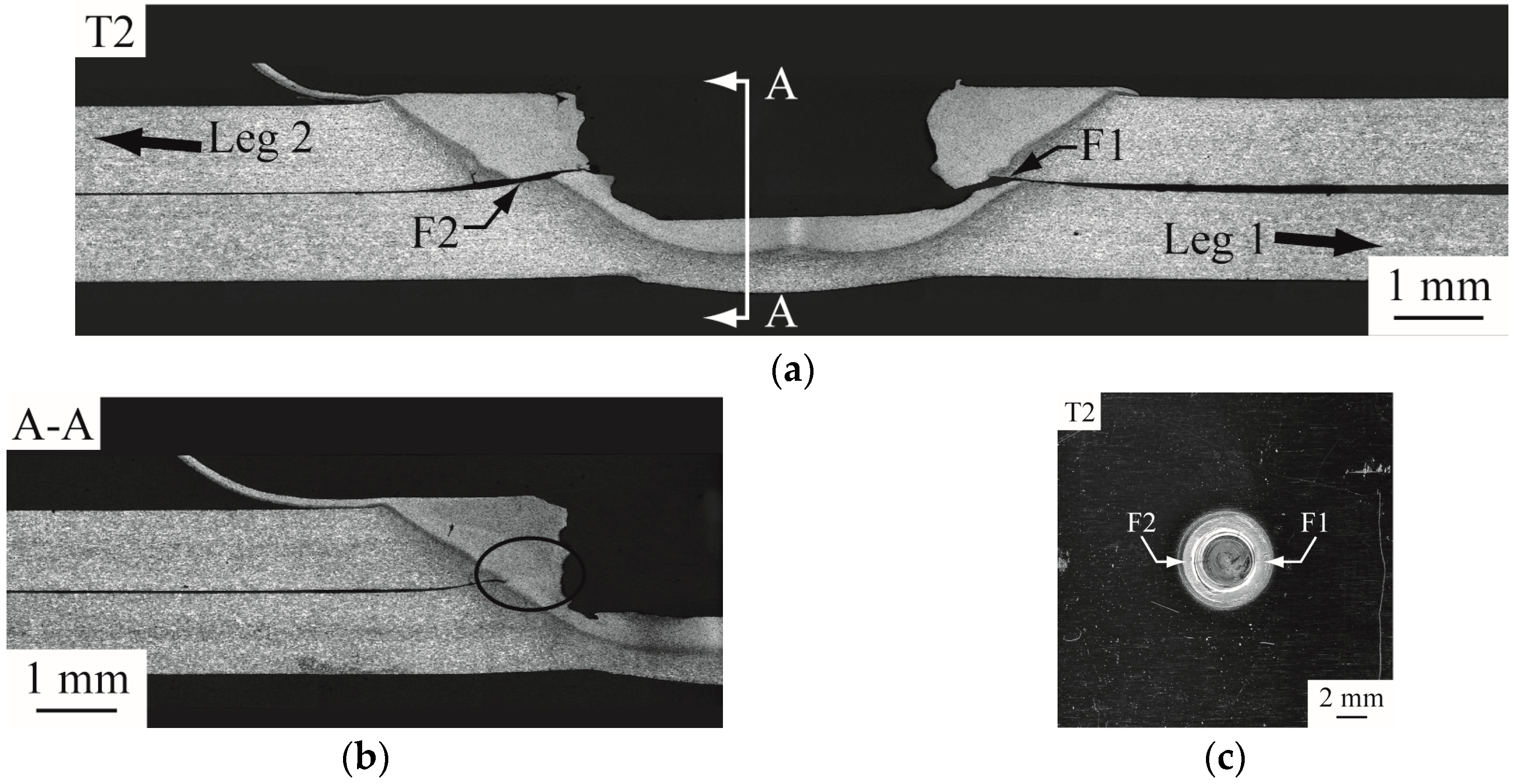
11] indicated that the reduction of small particles (<30 nm), caused by precipitation of large particles, softens the material in HAZ. Also, the circumferential failure in general occurs near the boundary between the HAZ and TMAZ (
Figure 9). Thus, the failure loads of the welds made at 2000 rpm and 15 s are relatively low (
Figure 7). On the other hand, as the indentation depth increases to 1.9 mm, the grain size in the HAZ slightly changes. This indicates that the indentation depth appears to contribute more on plastic deformation rather than heat generation.
Generally speaking, under identical processing conditions, the TMAZ and HAZ sizes of the welds made by T1, T2, and T3 tools are proportional to tool size (
Figure 7 and
Figure 11). Their TMAZ profiles are quite similar as well (
Figure 6). Their failure loads are approximately proportional to tool size and their failure modes are also similar (
Figure 8). The above results reveal that although the weld radii are different, the qualities of welds made by the three weld tools, including microstructure, micro-hardness distribution, failure load and failure mode, are quite similar under identical processing conditions. Notably, the three weld tools, designed based on the thermal-mechanical model and combined approach, have similar
and
values (
Table 1). As mentioned earlier, parameters
and
, which correlate with frictional heat generation rate density and stirring power density, respectively, substantially affect weld quality. This indicates that weld tools with similar
and
values can easily make welds of various sizes but similar qualities under identical processing conditions.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}