1. Introduction
Although the agroindustry in Malaysia has been the backbone of the country for a few decades, products from this industry generate a huge amount of waste that requires suitable disposal. Palm oil factories generate various types of waste, which include, oil palm fiber, oil palm shell (OPS), palm oil mill effluent (POME) and empty fruit bunches (EFB). Improper management of these wastes could lead to environmental pollution. Hence, introducing the 3R (Recycle, Reuse, Reduce) concept could help to save the environment from pollution besides supporting the sustainability of certain industries. Incorporation of these waste products would also help to sustain those natural resources that are rapidly depleting and support the global push towards “green” production. Al-Oqla and Sapuan [
1] reported that date palm fiber has the ability to produce higher specific modulus of elasticity to cost ratio, which are suitable for use in automotive industry. Utilization of dry composite electroplating sludge (CEPS) in the form of green pigment for the production of cement based decorative mortar showed almost identical compressive strength, tensile bond strength and flexural strength compared to reference concrete besides having lower heavy metal mortar leachates [
2]. Use of sugar filter mud (FM) lower than 20% as lime based raw material in cement depicted higher compressive strength behavior compared to reference concrete while further increase leads to a decrease in strength [
3]. Incorporation of 5% kenaf core in polyurethane composites leads to more porous and lower density composites. However, this material improves the thermal resistance properties of the composites [
4]. The utilization of waste byproducts can help to improve the waste management to reduce environmental pollution. Channeling these waste products to other industries to be used would be a creative and resourceful method to increase the productivity of the respective industries. Substitution of cement and fine aggregates with unprocessed lignite-coal fly ash and rice husk ash (RHA), respectively, could help to bring down the cost of the self-compacting concrete (SCC) [
5]. Akram
et al. [
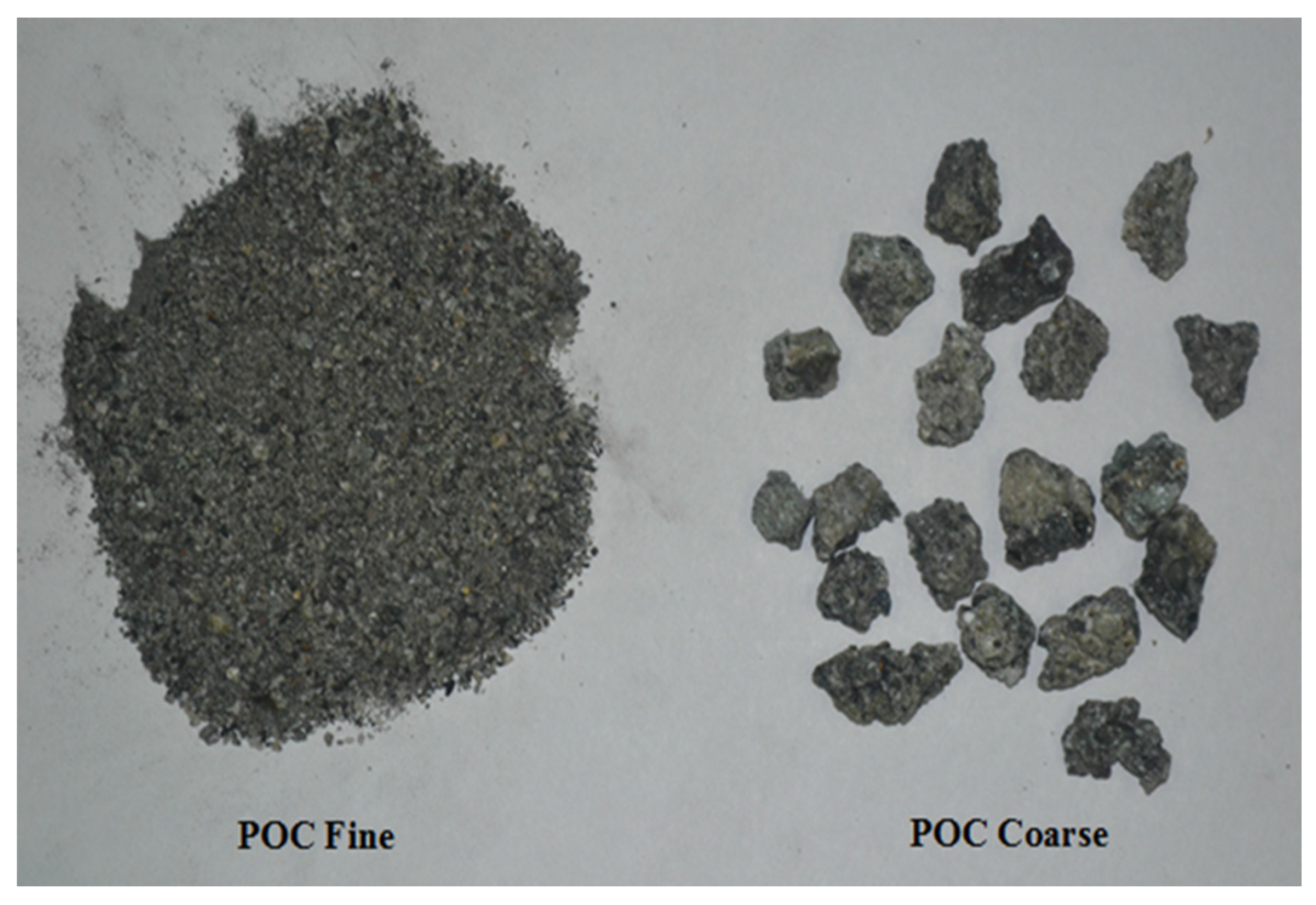
6] found that addition of baggase ash reduced the cost of SCC by 35.63% when compared to reference concrete. From an economic viewpoint, the agricultural industry can save cost through the appropriate disposal of these abundantly available byproducts. The burning process of OPS and oil palm fiber produces palm oil clinker (POC), which is obtained in large chunks ranging between 100 and 400 mm before being crushed into aggregates with the required sizes. Physically the inner portions of POC are highly porous, which significantly contributes towards the lightweight nature.
Utilization of POC in the construction industry could be a step in the right direction to substitute the depleting natural aggregates as well as providing proper waste management in the agricultural industry. In 2013, 5.23 million hectares of oil palm were planted, which was 3% higher than in 2012 [
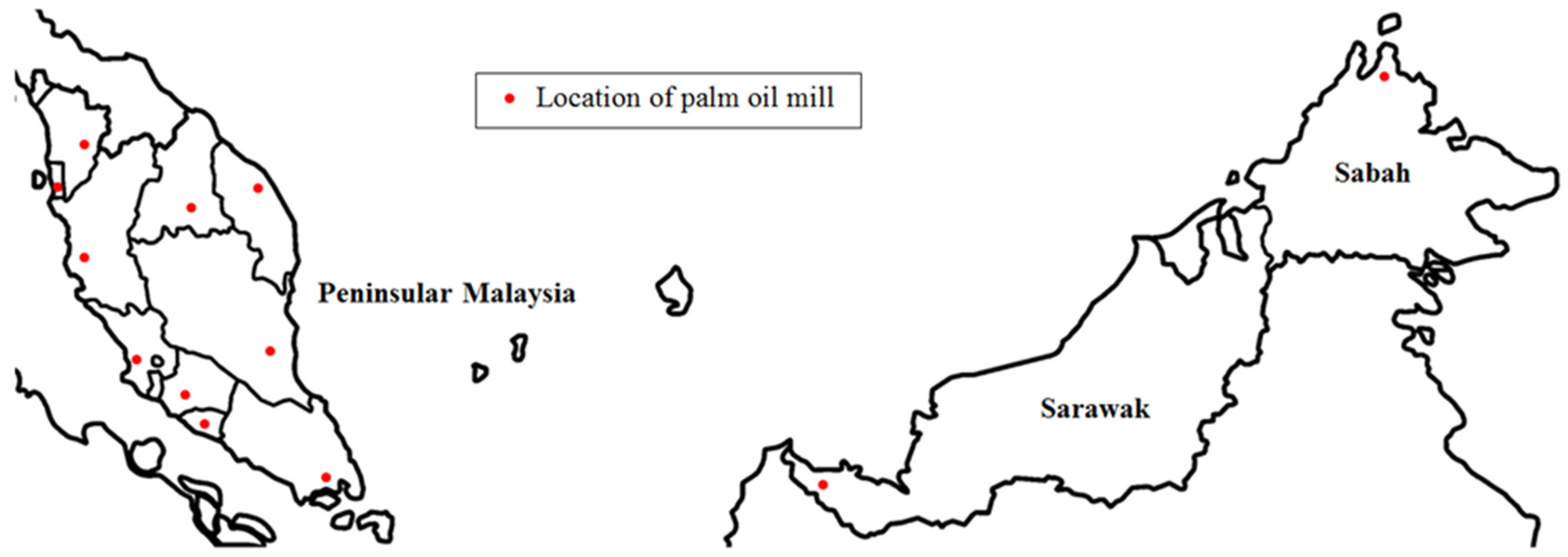
7]. In July 2014, there were 440 fresh fruit bunch (FFB) mills in Malaysia, of which 247 mills were located in Peninsular Malaysia and the rest in Sabah and Sarawak [
8]. From the different geographical conditions and locations in each state, there could be some variation in terms of the physical and chemical properties of the POC obtained, which needs to be determined. The variation could be due to the burning temperature, incineration ratio of shell and fiber or the type of soil. Notwithstanding, the variations in the daily operation between the mills, these feed materials have considerable calorific and economic value and have high potential to be utilized in other industries. Considering the numerous amount of contributing factors to varying POC characteristics it is vital that some of the key fresh and hardened properties undergo test evaluation.
The plantation crops in Malaysia have grown to become one of the country’s main contributors to the economy. Over the years, the agricultural industry has expanded with thousands of hectares of land being planted with oil palm, rubber, paddy, cocoa, coconut and others. Studies show that almost 57 million tons of palm oil was produced in total by Malaysia and Indonesia in 2012, which is 85% of the global production [
9,
10]. However, each phase of palm oil production generates an immense amount of waste, which needs proper disposal. POC is obtained as a waste byproduct at the final stages of burning in boilers. Usually mesocarp fiber and shell are burned in the boilers to produce steam to generate electricity [
11]. Currently POC is either landfilled or utilized as cover for the roads leading to the oil palm estates. A number of studies have been conducted on the incorporation of waste agricultural byproducts in the construction industry. Researchers reported that using granulated corn cob produced satisfactory material properties when mixed at 6:1:1 (corn cob granulate:Portland cement:water) ratio and may be suitable for non-structural applications [
12]. Sales and Lima [
13] found from their studies that using sugarcane bagasse ash as a replacement for sand at most of the levels exhibited strength values greater than the control specimens.
When Portland cement was substituted with 20% black rice husk ash (BRHA), the leaching of concrete reduced for HCl and H
2SO
4 attack [
14]. The utilization of 20% banana leaf ash (BLA) to replace cement with a water binder ratio of 0.5 was found to produce concrete with a strength of 48 ± 2 MPa at 28 days, which was 12% greater than the control specimens [
15]. When bagasse ash was used to replace cement, it was found to reduce the chloride penetration rate [
16]. Besides agricultural waste, industrial waste is also being converted into useful sources of aggregates. Senthamarai
et al. [
17] reported that the addition of ceramic electrical insulator waste as a substitute for coarse aggregate produced similar permeation characteristics to that of normal concrete. Researchers report that the utilization of superfine powder from granitic quarry sludge waste in mortar enhances the density of the matrix to elevate the performance of chloride resistance by 70% compared to the control mix [
18]. In their research, Tan and Du [
19] found that the incorporation of waste glass as a substitute for fine aggregate produced lower drying shrinkage of the mortar to enhance the dimensional stability. Use of wollastonite as cement replacement material between 10% and 15% enhanced the strength and durability properties of concrete [
20].
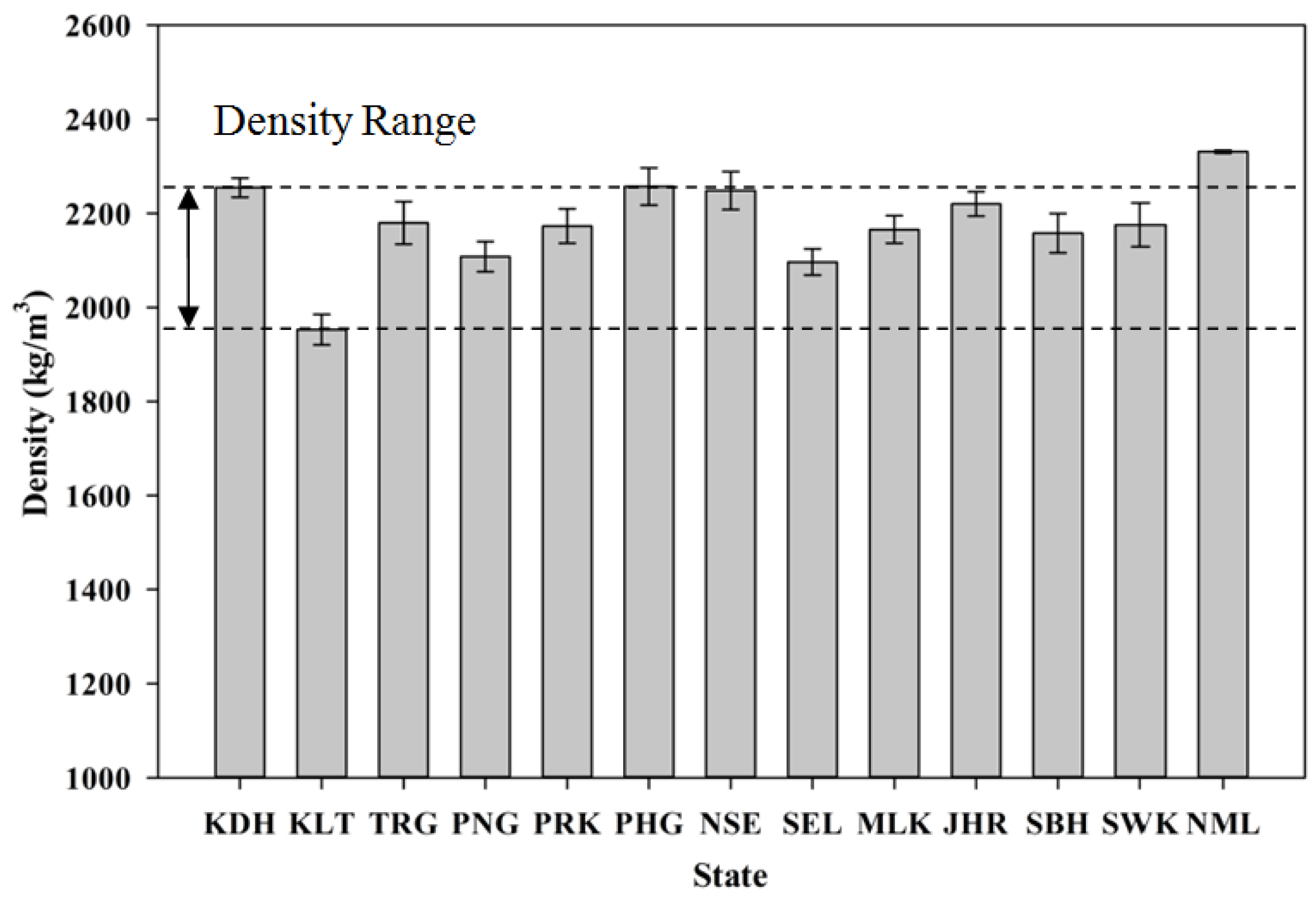
The focus on lightweight concrete has grown substantially over the years due to its many advantages. POC aggregate used for concrete production is also known to produce lightweight concrete with a density below 2000 kg/m
3 [
21]. Wang [
22] reported that at 91 days, each self-compacting lightweight aggregate concrete produced chloride penetration below 1000 Coulombs, thereby indicating good resistance against chloride intrusion. Chen
et al. [
23] observed that 70% substitution of recycled green building materials compared to that of the control ones resulted in a 1.8 times increase in the resistance of the concrete, which may be due to the insulating properties of recycled green building materials. The incorporation of sewage sludge as a lightweight aggregate has the ability to produce lightweight concrete with a density of 1400–1500 kg/m
3, compressive strength above 15 MPa and flexural strength above 3 MPa [
24]. Using water treatment sludge as lightweight aggregate has the ability to produce concrete with satisfactory compressive strength and splitting tensile strength properties [
25]. The utilization of municipal solid waste incineration fly ash and reaction ash with reservoir sediment produced lightweight concrete with a strength of 40 MPa with 63 MPa mortar strength despite having only 6 MPa aggregate crushing strength [
26]. Researchers have reported that the thermal conductivity and diffusivity are reduced when proportion of lightweight aggregate incorporated increased [
27]. Researchers have found that when fly ash cenospheres are replaced completely with iron ore tailings, the thermal conductivity of the green lightweight engineered cementitious composites produced was 21% lower on average [
28]. Self-compacting lightweight concrete mixes with 10% and 15% of metakaolin attained a “very low” category of chloride ions ingress compared to “low” category for 0% and 5% [
29]. A greater compressive strength and ultrasonic pulse velocity (UPV) value was observed when 20% of cathode ray tube (CRT) glass was utilized with 5% limestone powder (LS) [
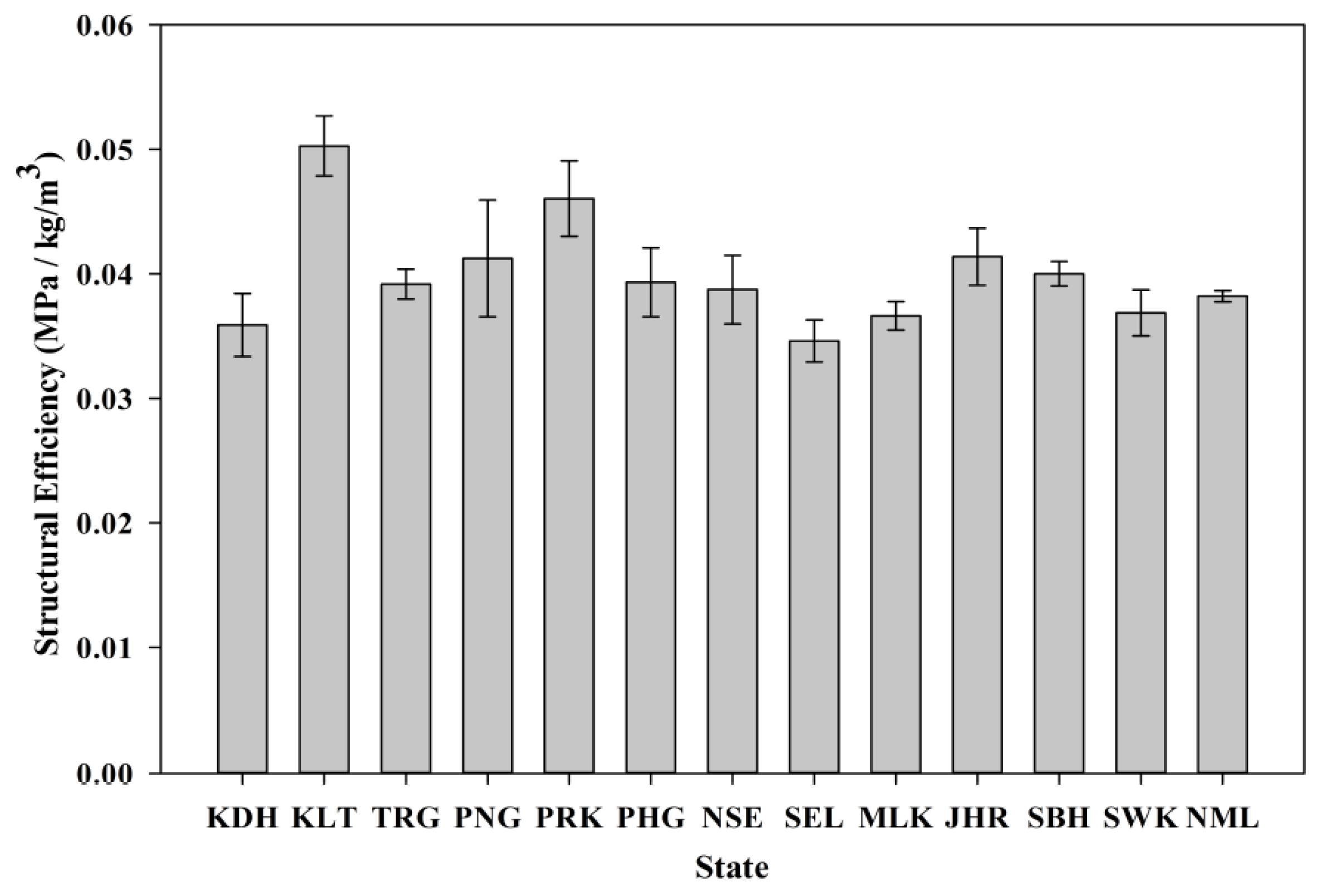
30]. According to Bogas
et al. [
31], addition of recycled lightweight concrete aggregates produced greater structural efficiency values, leading towards high sustainability concrete. From the environmental point of view, previous study carried out by Kanadasan and Abdul Razak [
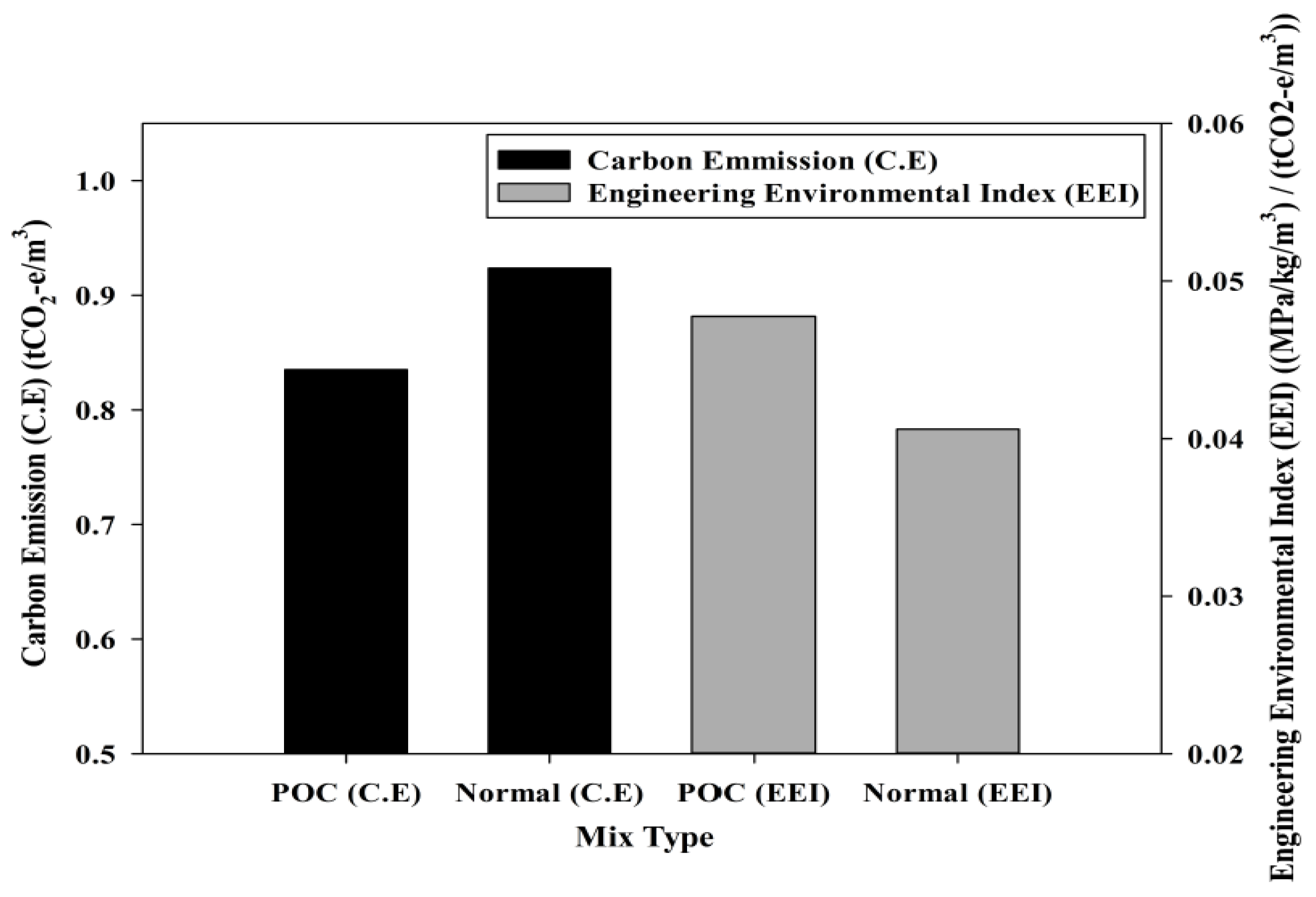
32] showed that utilization of POC in concrete reduces the carbon emission by almost 23% compared to normal concrete.
Table 1 tabulates the review on important findings of using waste materials in the construction industry.
Table 1.
Review on important findings of using waste materials in the construction industry.
Table 1.
Review on important findings of using waste materials in the construction industry.
| Reference | Type of Waste | Content | Findings |
|---|
| Pinto, Vieira, Pereira, Jacinto, Vilela, Paiva, Pereira, Cunha and Varum [12] | Agricultural waste | Granulated corn cob | Suitable for non-structural purposes |
| Sales and Lima [13] | Agricultural waste | Sugarcane bagasse ash | Strength values greater than the control specimens |
| Chatveera and Lertwattanaruk [14] | Agricultural waste | Black rice husk ash (BRHA) | Leaching of concrete reduced for HCl and H2SO4 attack |
| Kanning, Portella, Bragança, Bonato and dos Santos [15] | Agricultural waste | Banana leaf ash | Concrete with a strength of 48 ± 2 MPa at 28 days |
| Kanadasan and Abdul Razak [32] | Agricultural waste | Palm oil clinker (POC) | Reduces the carbon emission by almost 23% |
| Senthamarai,Manoharan and Gobinath [17] | Industrial waste | Ceramic electrical insulator waste | Similar permeation characteristics to that of normal concrete |
| Ramos, Matos, Schmidt, Rio and Sousa-Coutinho [18] | Industrial waste | Superfine powder from granitic quarry sludge waste | Elevate the performance of chloride resistance by 70% compared to the control mix |
| Kalla, Rana, Chad, Misra and Csetenyi [20] | Industrial waste | Wollastonite | Enhanced the strength and durability properties of concrete |
| Chen, Wang and Tang [26] | Industrial waste | Municipal solid waste incineration fly ash and reaction ash with reservoir sediment | Lightweight concrete with a strength of 40 MPa with 63 MPa mortar strength |
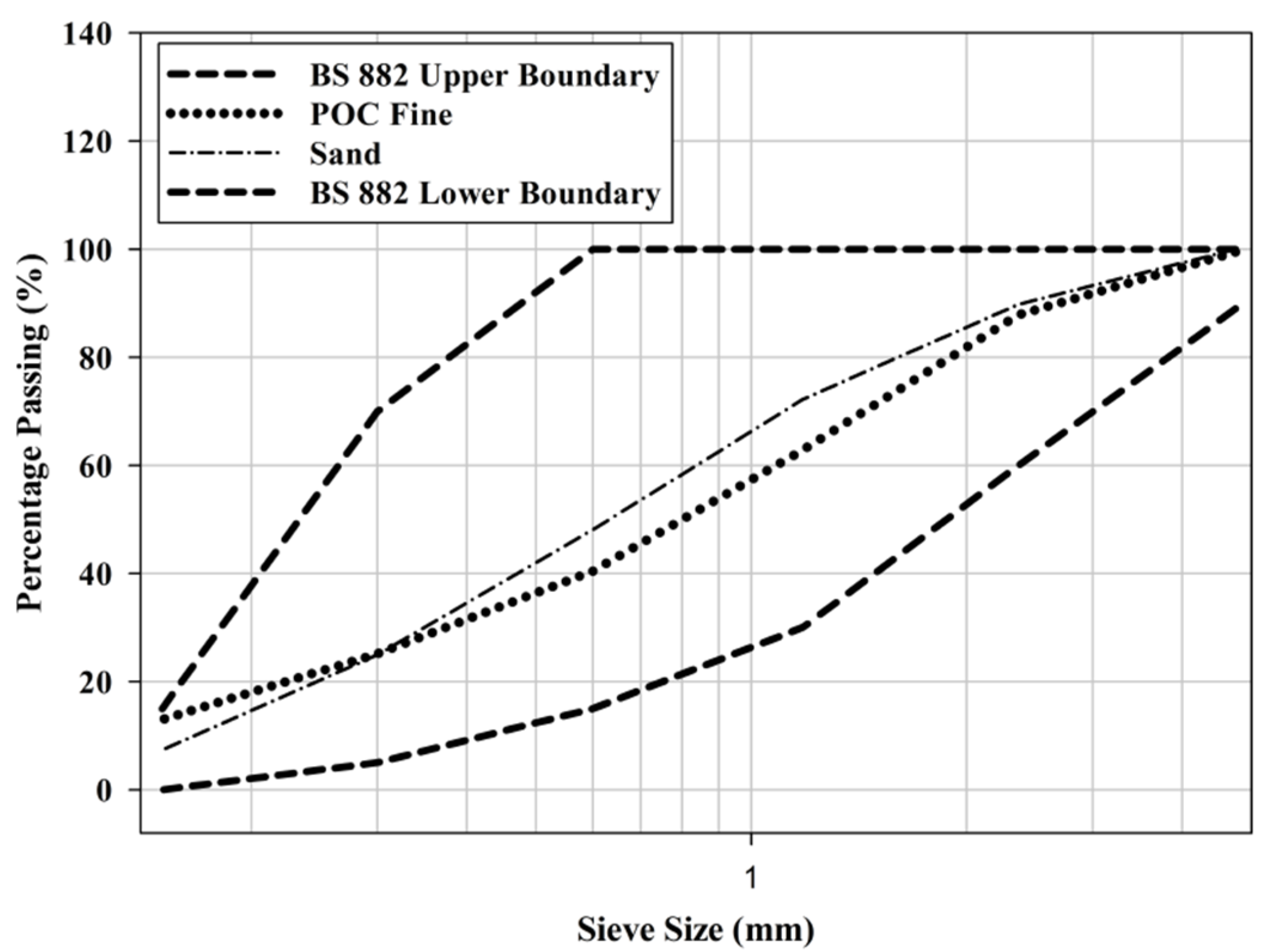
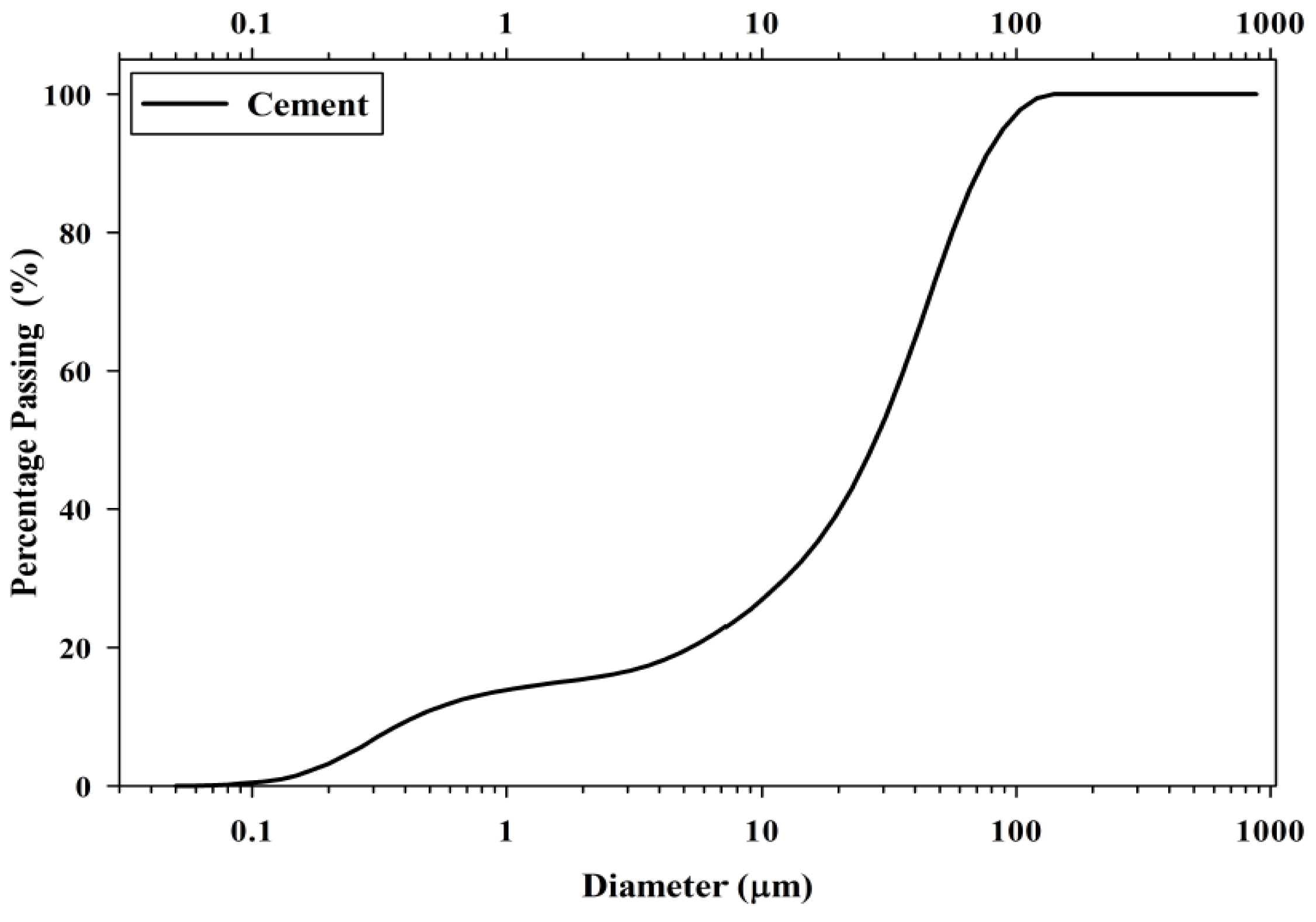
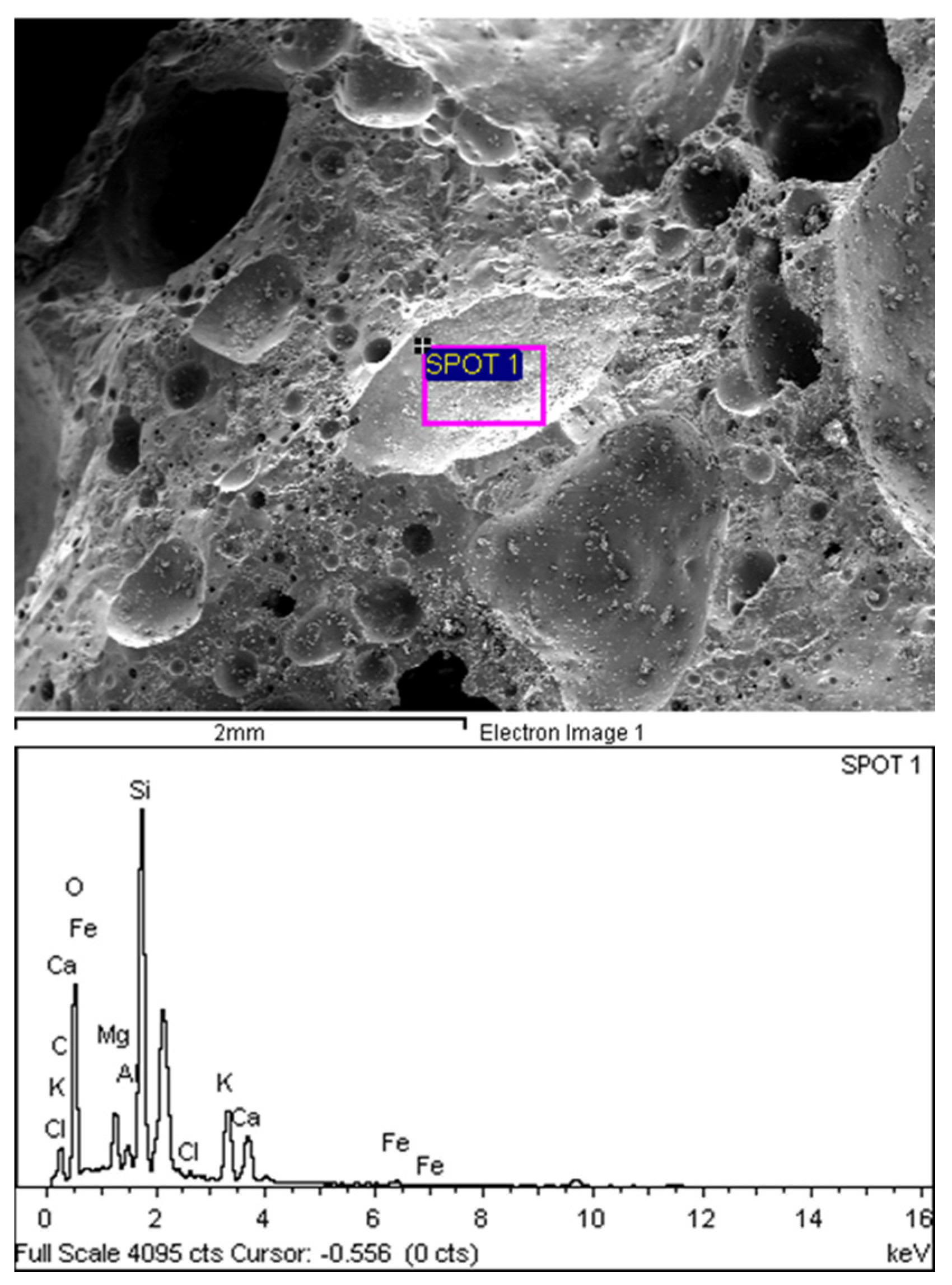
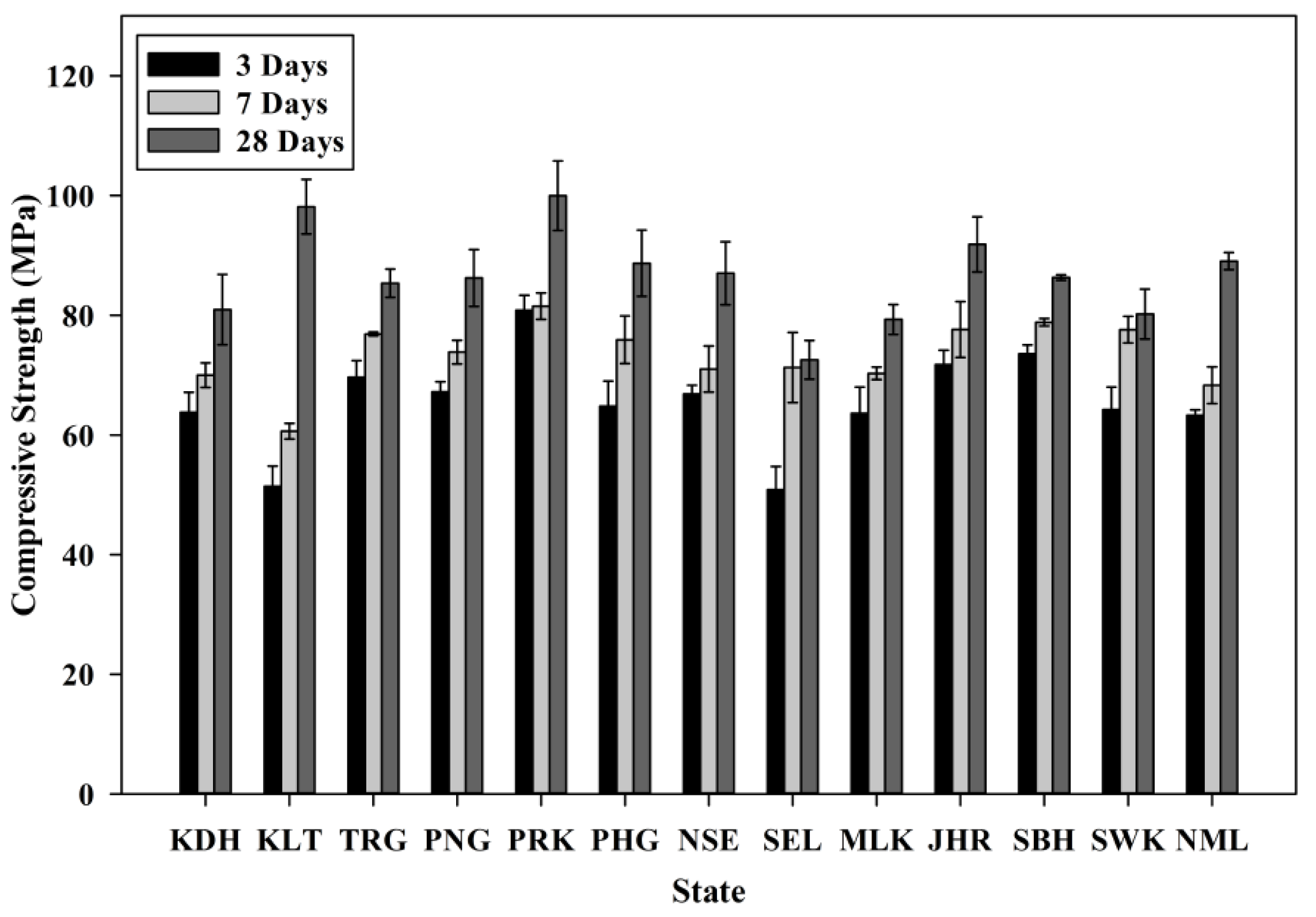
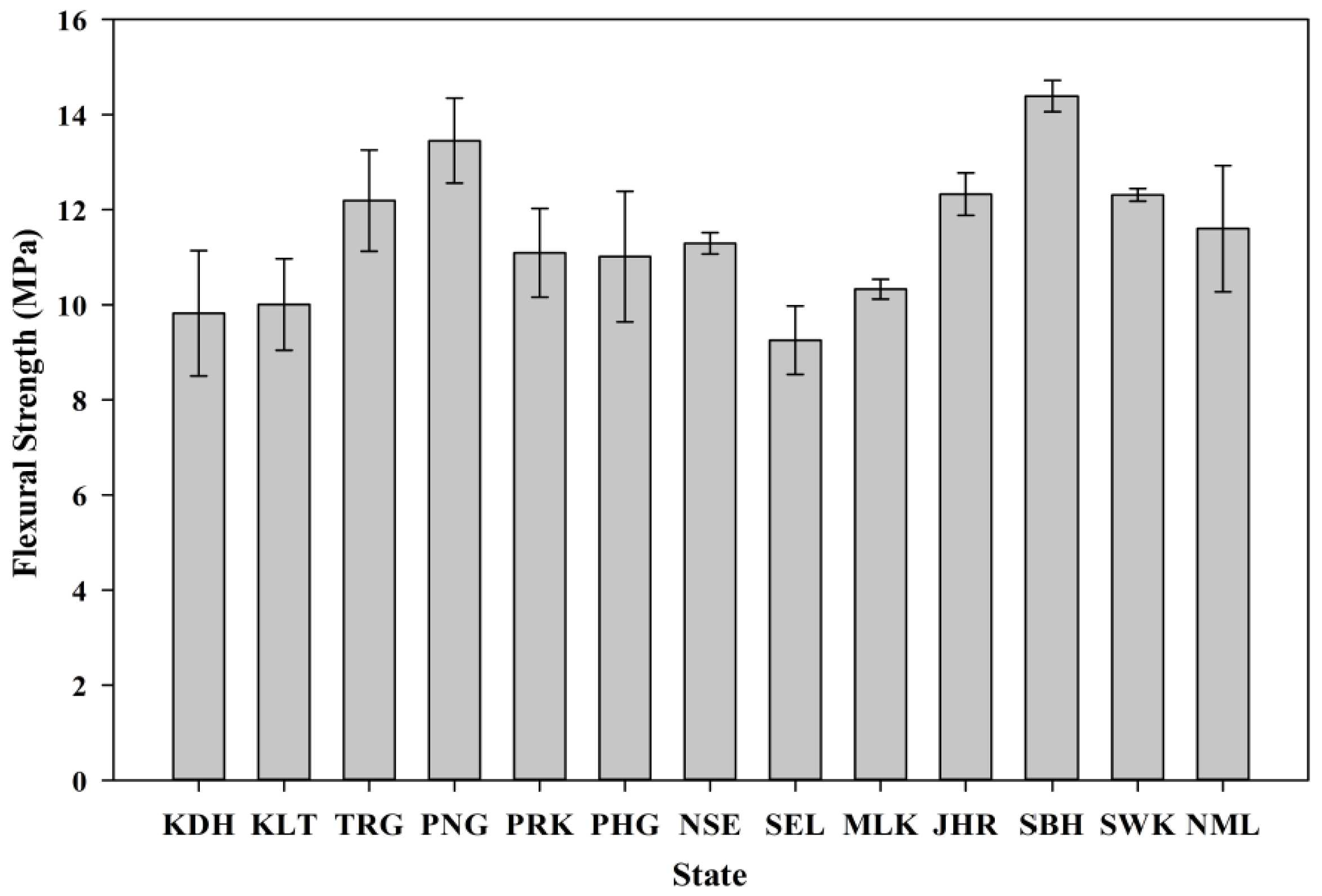
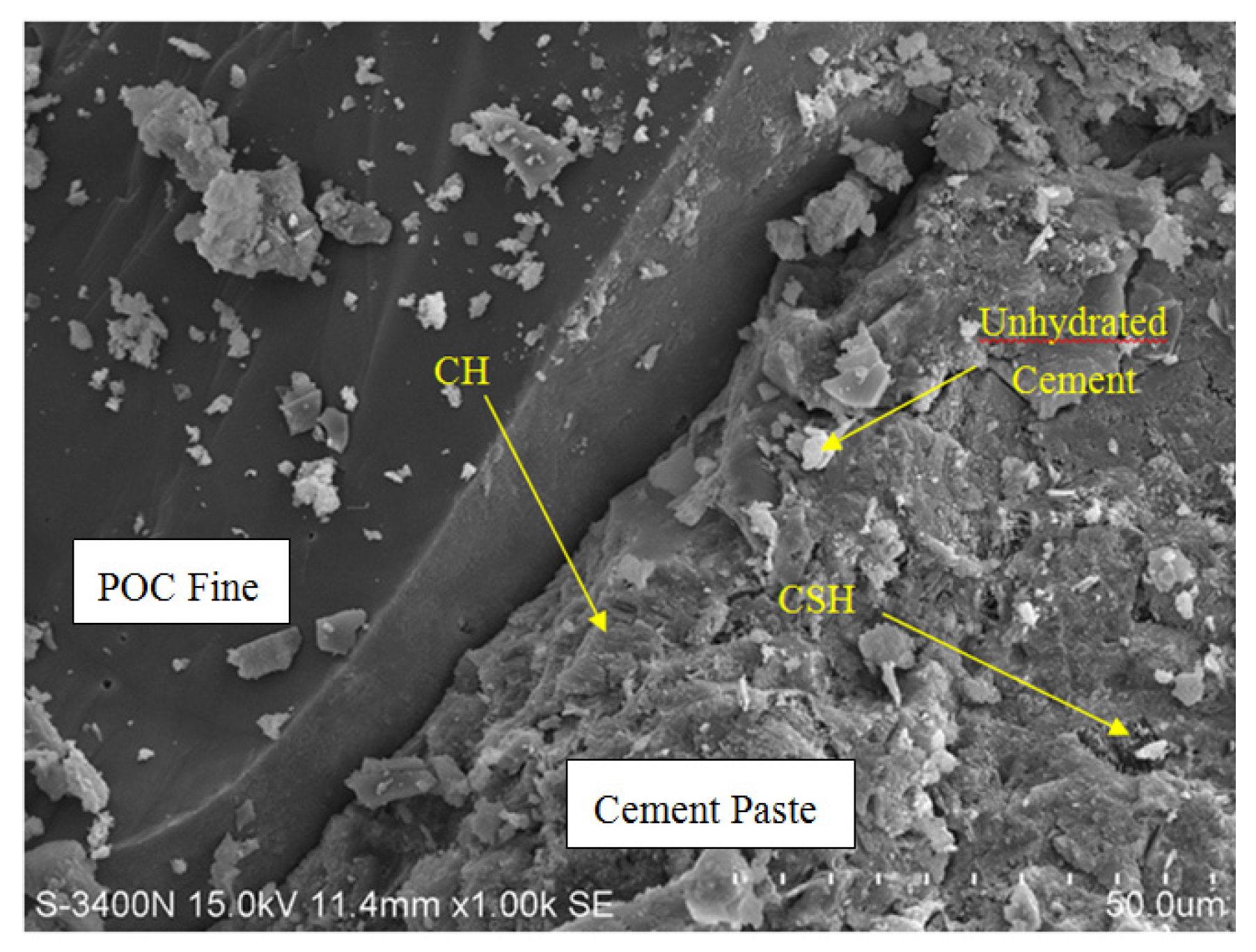
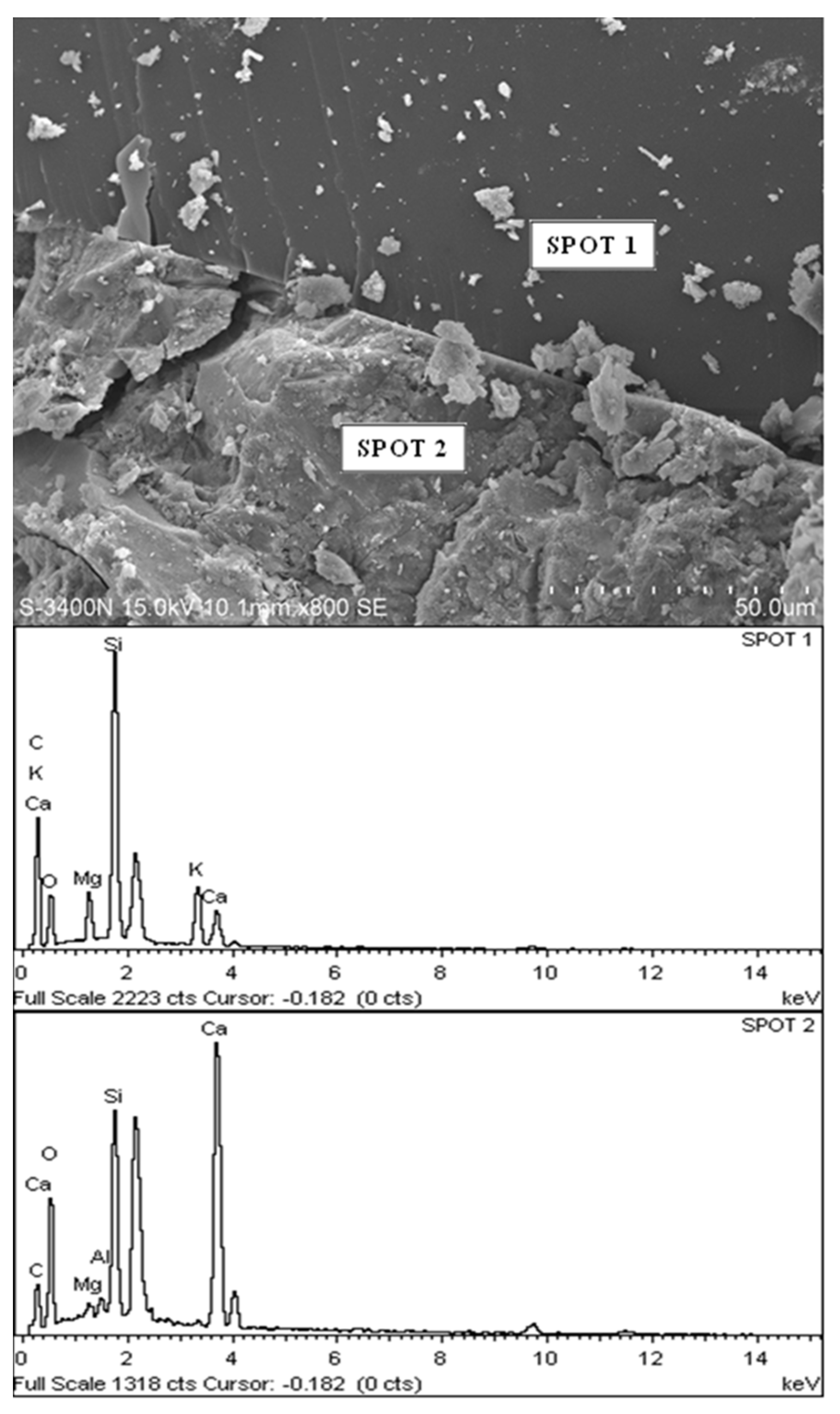
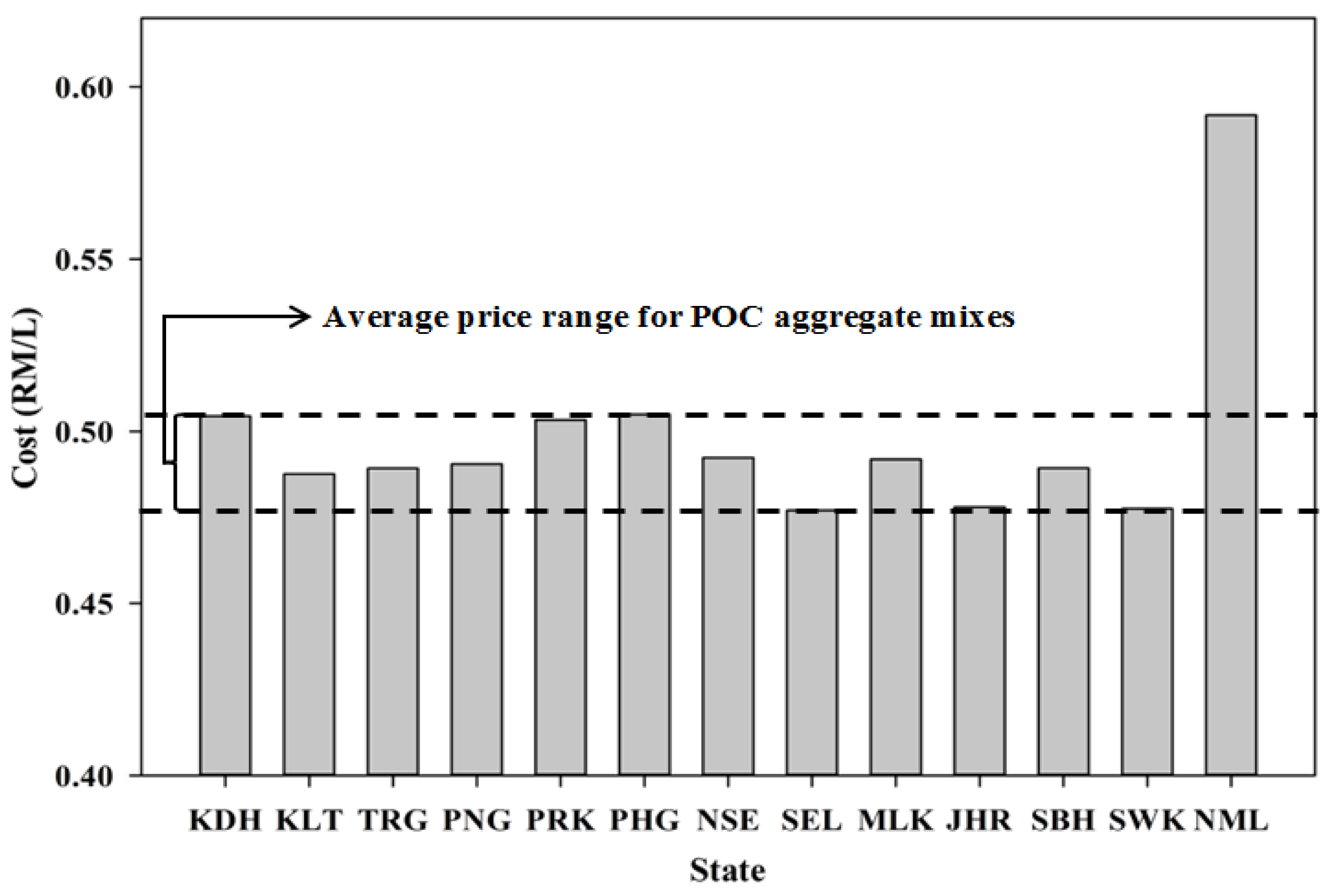
In this study, POC samples from all 12 states throughout Malaysia were investigated for their physical and chemical properties besides carrying out some engineering property tests to study the feasibility of utilizing POC in mortar. A palm oil mill was randomly selected to represent the respective state. Obtained POC was replaced as fine aggregates in mortar. A fresh property test was carried out to ensure they are within the high flowability mortar region to satisfy the properties for self-compacting mortar (SCM). Mechanical property tests were undertaken to investigate the compressive and flexural strength. Microstructure studies were also carried out on mortar specimens to further investigate the characteristics and interface of POC with the cement paste. Sustainability aspects were evaluated through energy requirement, cost factor and greenhouse gas emissions. This study will provide some insight and guide to upcoming research works to further enhance the understanding of the physical and chemical characteristics of POC.


 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}