



Optimization of Aging Temperature and Heat-Treatment Pathways in Additively Manufactured 17-4PH Stainless Steel
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Additive Manufacturing and Heat-Treatments
2.2. Material Characterization
3. Results and Discussion
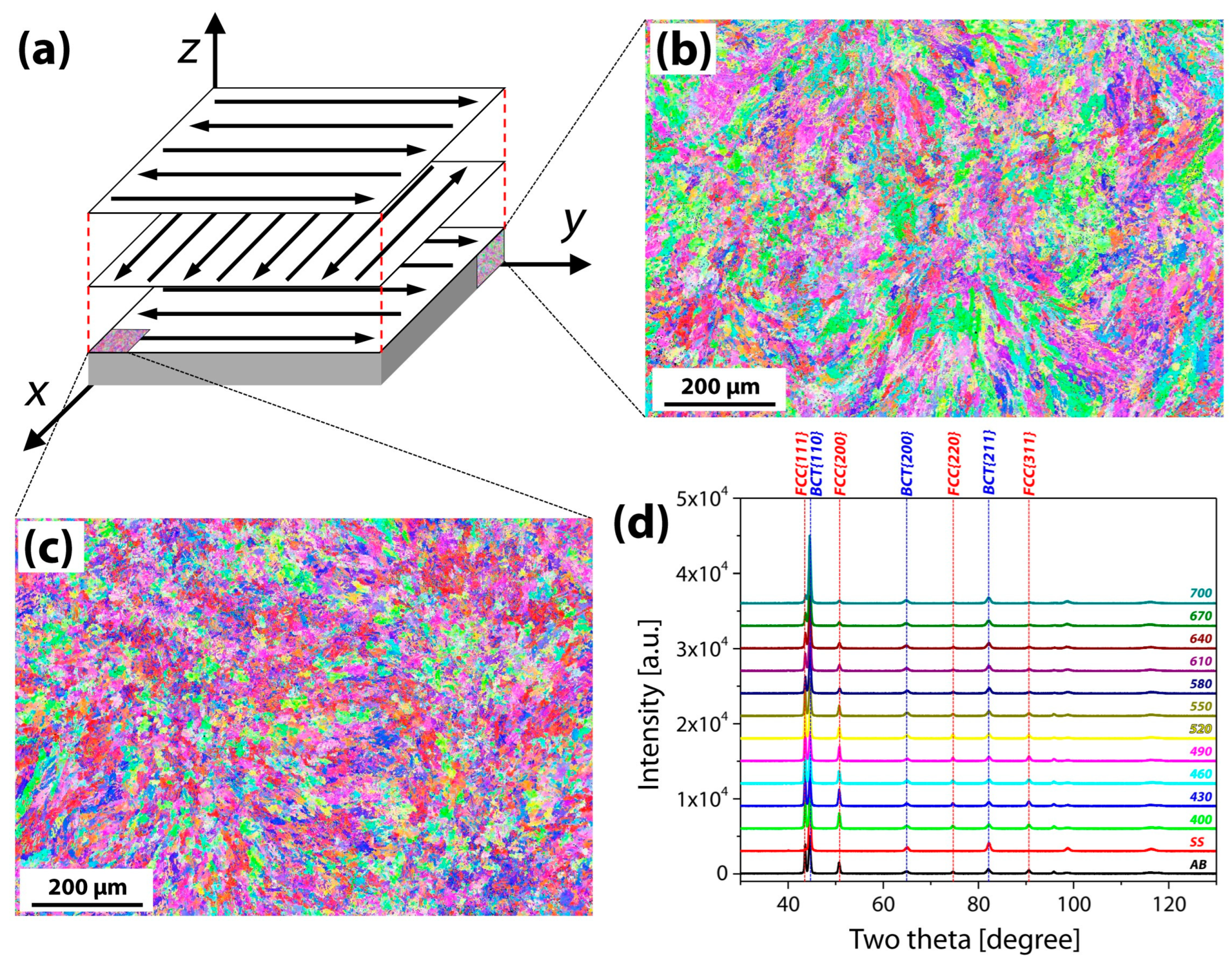
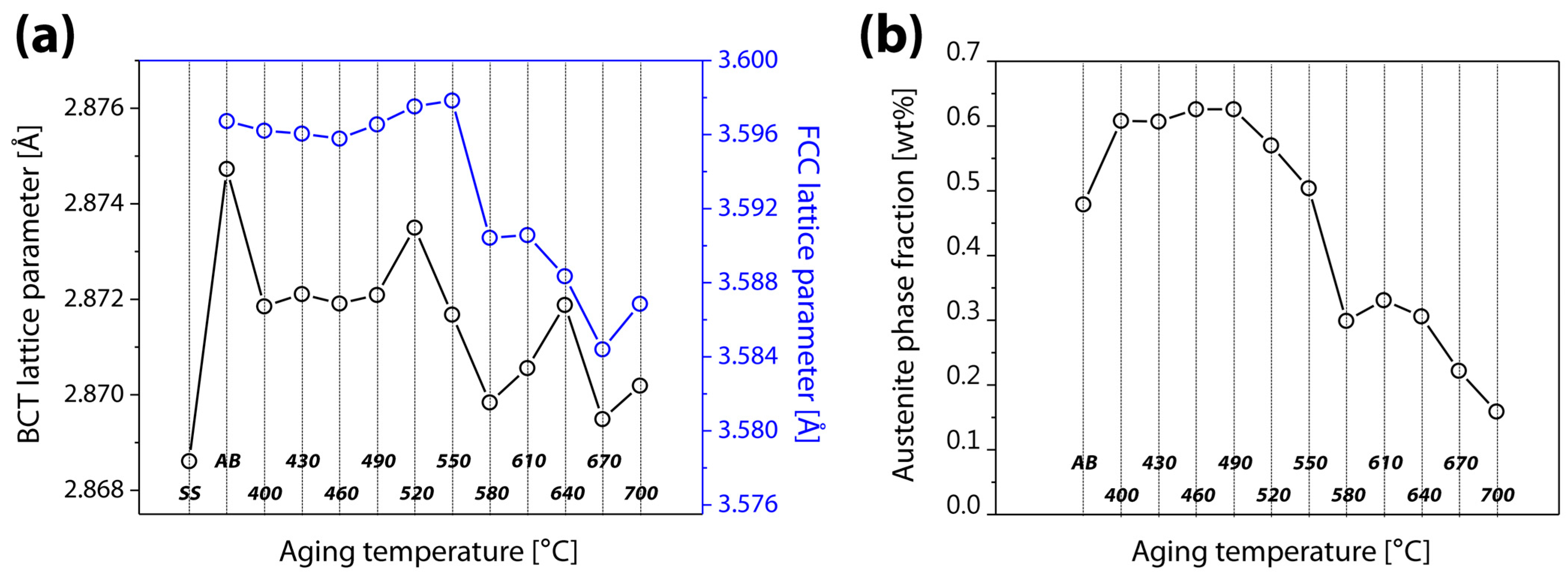
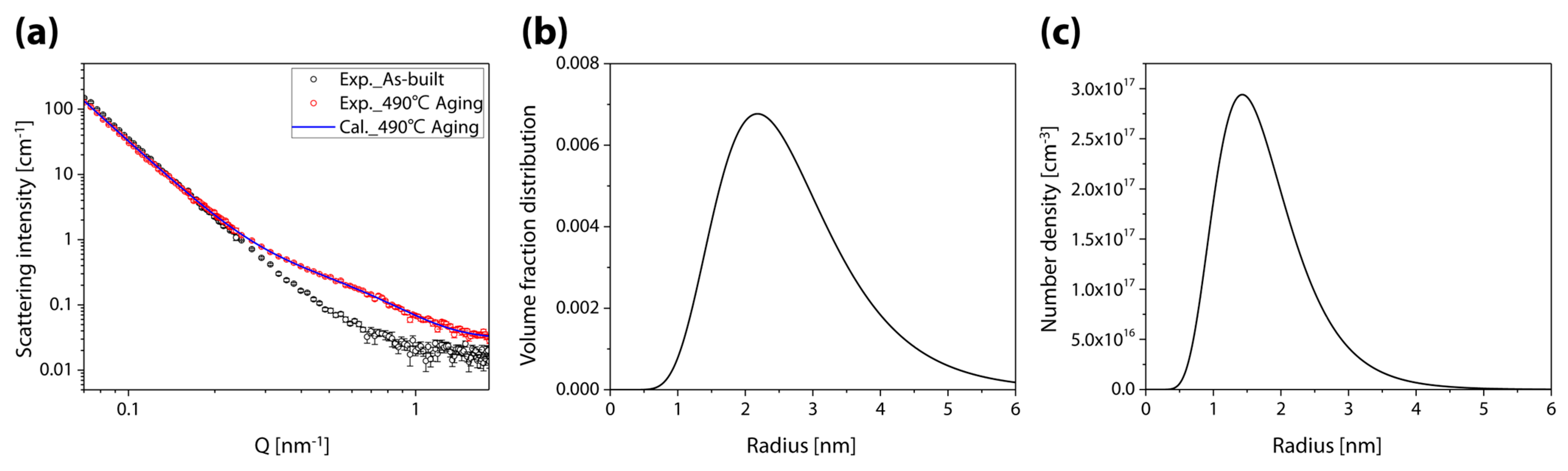
3.1. Microstructural Evolution
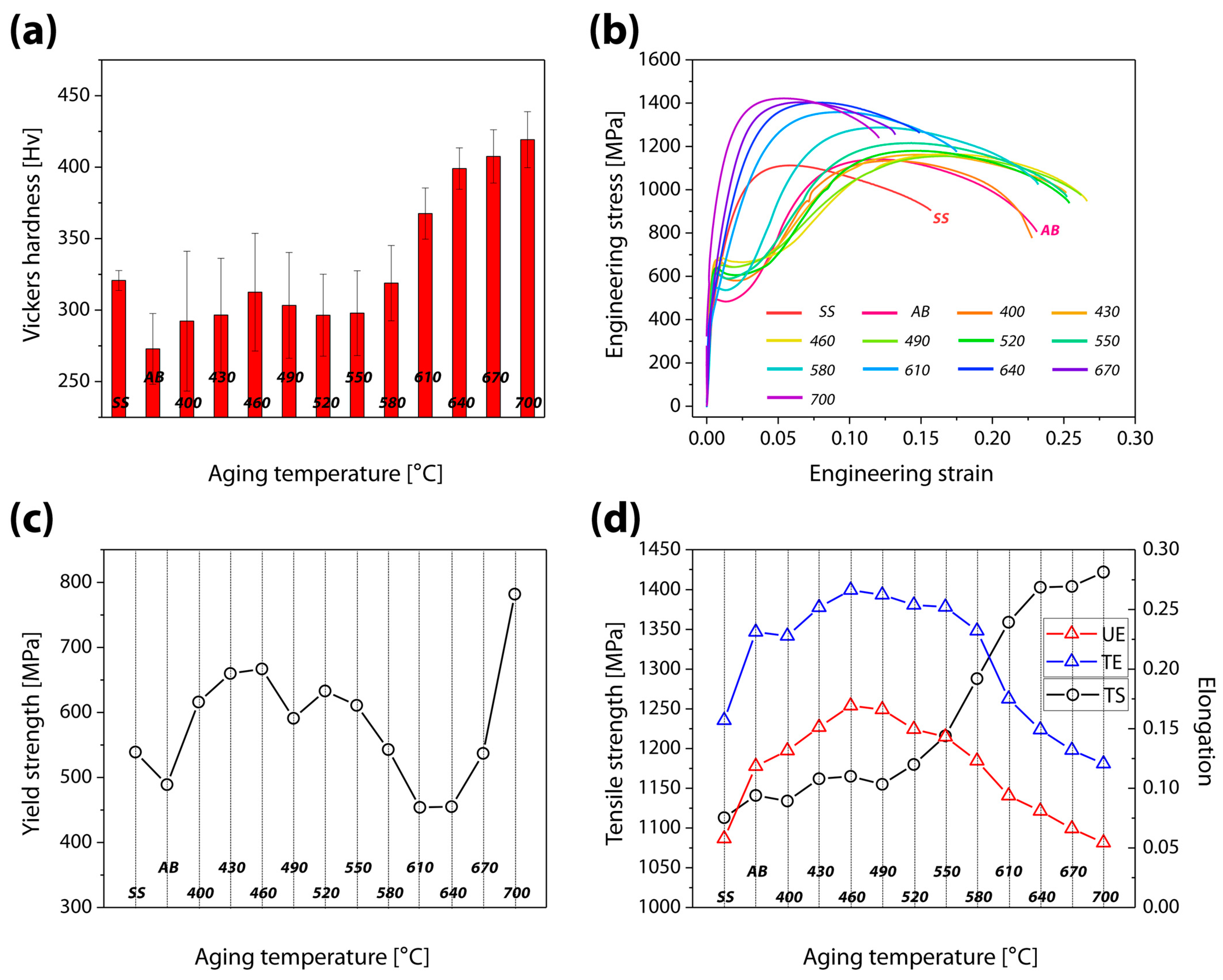
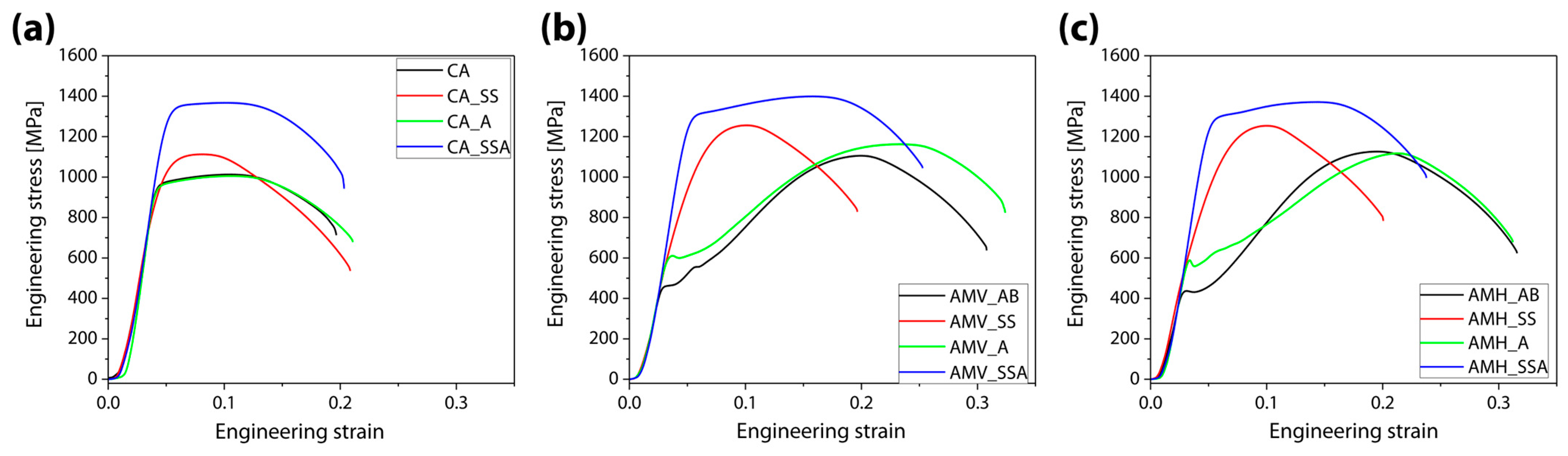
3.2. Evolution of Tensile Behavior
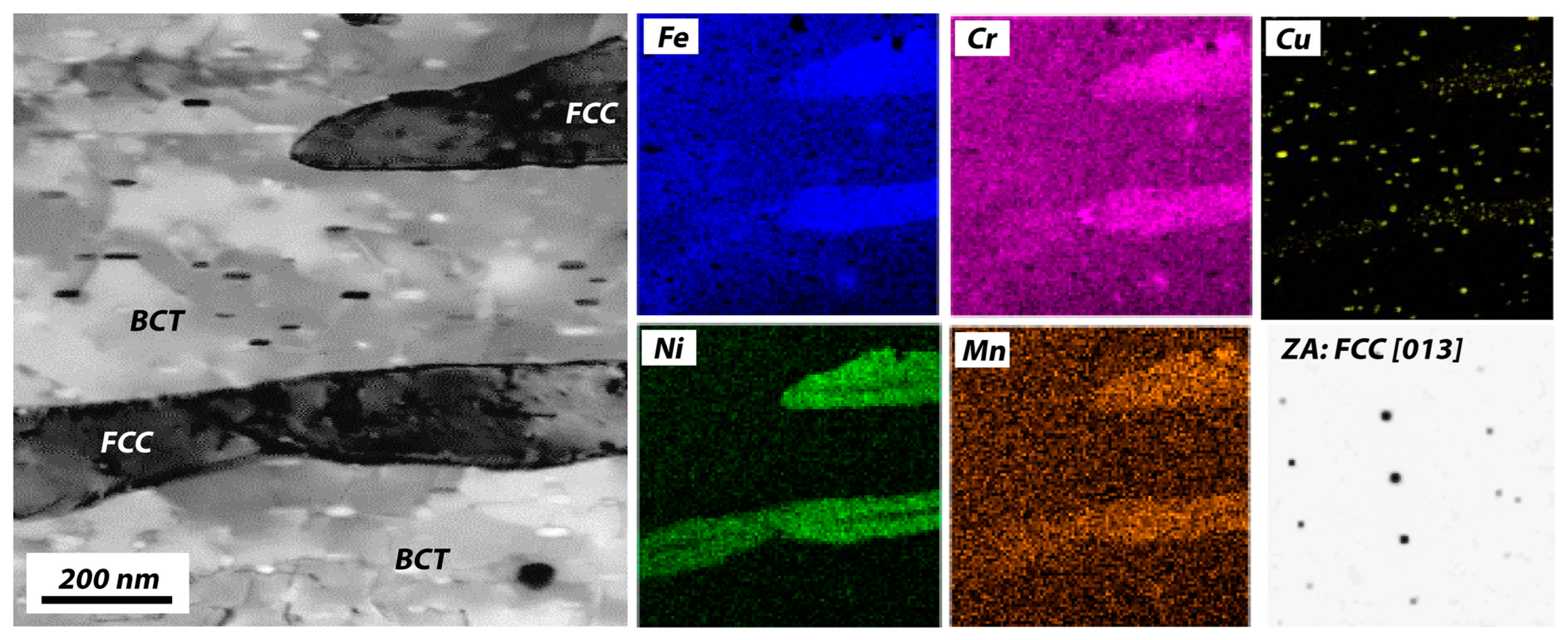
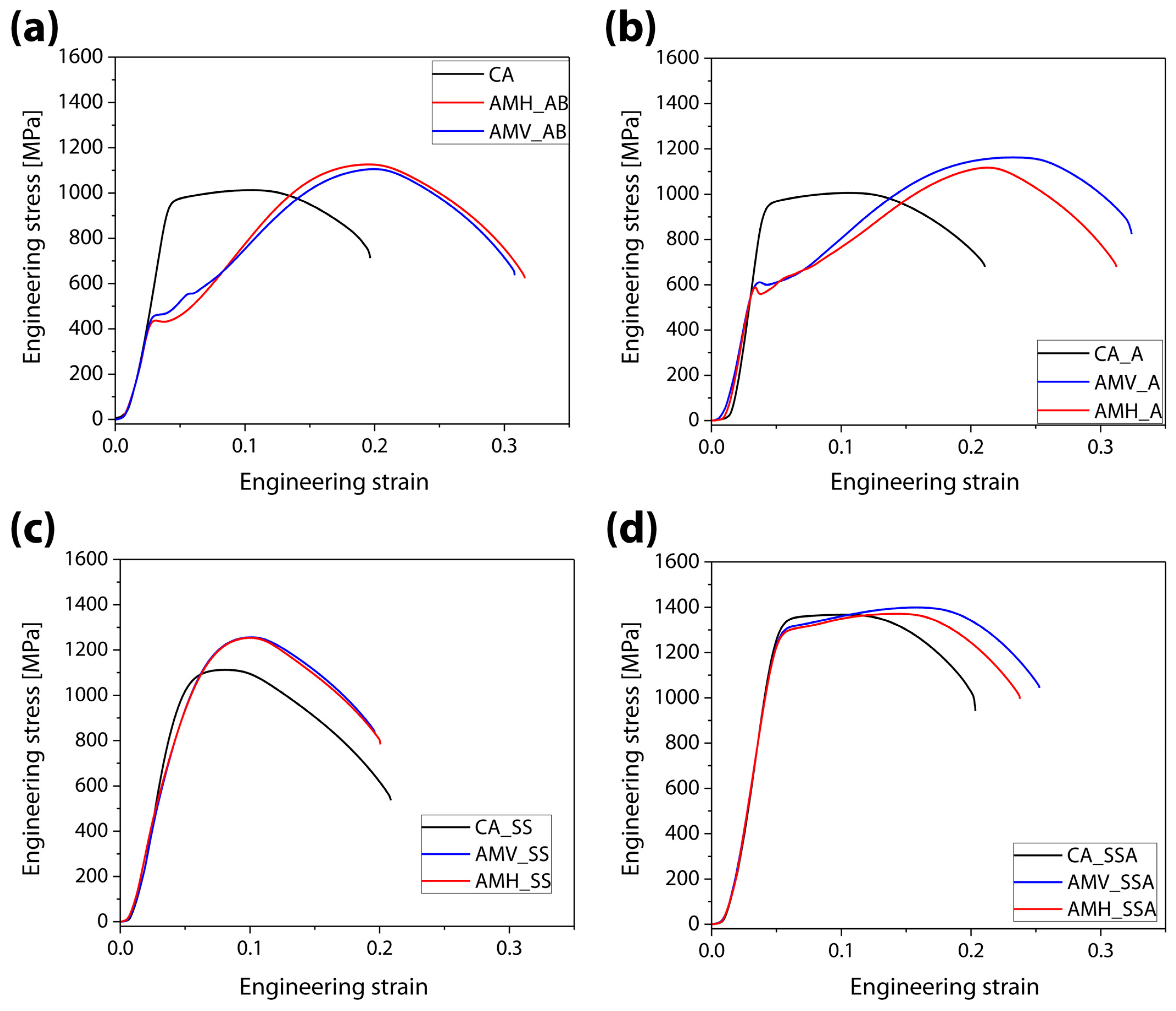
3.3. Solid-Solution and Heat-Treatment Path
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kang, S.H.; Suh, J.; Lim, S.Y.; Jung, S.; Jang, Y.W.; Jun, I.S. Additive Manufacture of 3 Inch Nuclear Safety Class 1 Valve by Laser Directed Energy Deposition. J. Nucl. Mater. 2021, 547, 152812. [Google Scholar] [CrossRef]
- Wang, Z.; Li, H.; Shen, Q.; Liu, W.; Wang, Z. Nano-Precipitates Evolution and Their Effects on Mechanical Properties of 17-4 Precipitation-Hardening Stainless Steel. Acta Mater. 2018, 156, 158–171. [Google Scholar] [CrossRef]
- Kudzal, A.; McWilliams, B.; Hofmeister, C.; Kellogg, F.; Yu, J.; Taggart-Scarff, J.; Liang, J. Effect of Scan Pattern on the Microstructure and Mechanical Properties of Powder Bed Fusion Additive Manufactured 17-4 Stainless Steel. Mater. Des. 2017, 133, 205–215. [Google Scholar] [CrossRef]
- Rafi, H.K.; Pal, D.; Patil, N.; Starr, T.L.; Stucker, B.E. Microstructure and Mechanical Behavior of 17-4 Precipitation Hardenable Steel Processed by Selective Laser Melting. J. Mater. Eng. Perform. 2014, 23, 4421–4428. [Google Scholar] [CrossRef]
- Chae, H.; Huang, E.-W.; Luo, M.Y.; Shin, E.; Do, C.; Hong, S.-K.; Woo, W.; Lee, S.Y.; Huang, E.-W.; Shin, E.; et al. Unearthing Principal Strengthening Factors Tuning the Additive Manufactured 15-5 PH Stainless Steel. Mater. Charact. 2022, 184, 111645. [Google Scholar] [CrossRef]
- Wang, Z.; Fang, X.; Li, H.; Liu, W. Atom Probe Tomographic Characterization of Nanoscale Cu-Rich Precipitates in 17-4 Precipitate Hardened Stainless Steel Tempered at Different Temperatures. Microsc. Microanal. 2017, 23, 340–349. [Google Scholar] [CrossRef]
- Cheruvathur, S.; Lass, E.A.; Campbell, C.E. Additive Manufacturing of 17-4 PH Stainless Steel: Post-Processing Heat Treatment to Achieve Uniform Reproducible Microstructure. JOM 2016, 68, 930–942. [Google Scholar] [CrossRef]
- Chae, H.; Huang, E.-W.; Woo, W.; Kang, S.H.; Jain, J.; An, K.; Lee, S.Y. Unravelling Thermal History during Additive Manufacturing of Martensitic Stainless Steel. J. Alloys Compd. 2020, 857, 157555. [Google Scholar] [CrossRef] [PubMed]
- Rack, H.J.; Kalish, D. The Strength, Fracture Toughness, and Low Cycle Fatigue Behavior of 17-4 PH Stainless Steel. Metall. Mater. Trans. B 1974, 5, 1595–1605. [Google Scholar] [CrossRef]
- Chae, H.; Huang, E.-W.; Jain, J.; Wang, H.; Woo, W.; Chen, S.W.; Harjo, S.; Kawasaki, T.; Lee, S.Y. Plastic Anisotropy and Deformation-Induced Phase Transformation of Additive Manufactured Stainless Steel. Mater. Sci. Eng. A 2019, 762, 138065. [Google Scholar] [CrossRef]
- Caballero, A.; Ding, J.; Ganguly, S.; Williams, S. Wire + Arc Additive Manufacture of 17-4 PH Stainless Steel: Effect of Different Processing Conditions on Microstructure, Hardness, and Tensile Strength. J. Mater. Process. Technol. 2019, 268, 54–62. [Google Scholar] [CrossRef]
- Alnajjar, M.; Christien, F.; Bosch, C.; Wolski, K. A Comparative Study of Microstructure and Hydrogen Embrittlement of Selective Laser Melted and Wrought 17–4 PH Stainless Steel. Mater. Sci. Eng. A 2020, 785, 139363. [Google Scholar] [CrossRef]
- ASTM A564/A564M-19A H900; Standard Specification for Hot-Rolled and Cold Finished Age-Hardening Stainless Steel Bars and Shapes. ASTM International: West Conshohocken, PA, USA, 2017.
- Toby, B.H.; Von Dreele, R.B. GSAS-II: The Genesis of a Modern Open-Source All Purpose Crystallography Software Package. J. Appl. Crystallogr. 2013, 46, 544–549. [Google Scholar] [CrossRef]
- Shin, E.; Choi, S.H.; Seong, B.S.; Lee, H.C.; Lee, K.H. Small-Angle Neutron Scattering Study on the Cold Rolled Steel Sheets. Appl. Phys. A Mater. Sci. Process. 2010, 99, 621–625. [Google Scholar] [CrossRef]
- Kohlbrecher, J.; Breßler, I. Updates in SASfit for Fitting Analytical Expressions and Numerical Models to Small-Angle Scattering Patterns. J. Appl. Crystallogr. 2022, 55, 1677–1688. [Google Scholar] [CrossRef] [PubMed]
- Hsu, T.H.; Chang, Y.J.; Huang, C.Y.; Yen, H.W.; Chen, C.P.; Jen, K.K.; Yeh, A.C. Microstructure and Property of a Selective Laser Melting Process Induced Oxide Dispersion Strengthened 17-4 PH Stainless Steel. J. Alloys Compd. 2019, 803, 30–41. [Google Scholar] [CrossRef]
- Wei, H.L.; Mazumder, J.; DebRoy, T. Evolution of Solidification Texture during Additive Manufacturing. Sci. Rep. 2015, 5, 16446. [Google Scholar] [CrossRef]
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in Additive Manufacturing: A Review of Their Microstructure and Properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Shaffer, D.J.; Wilson-Heid, A.E.; Keist, J.S.; Beese, A.M.; Palmer, T.A. Impact of Retained Austenite on the Aging Response of Additively Manufactured 17-4 PH Grade Stainless Steel. Mater. Sci. Eng. A 2021, 817, 141363. [Google Scholar] [CrossRef]
- Tomota, Y.; Wang, Y.X.; Ohmura, T.; Sekido, N.; Harjo, S.; Kawasaki, T.; Gong, W.; Taniyama, A. In Situ Neutron Diffraction Study on Ferrite and Pearlite Transformations for a 1.5Mn-1.5Si-0.2C Steel. ISIJ Int. 2018, 58, 2125–2132. [Google Scholar] [CrossRef]
- Tomota, Y.; Sekido, N.; Harjo, S.; Kawasaki, T.; Gong, W.; Taniyama, A. In Situ Observations of Transformation Behavior upon Heating for a 1.5Mn-1.5Si-0.2C Steel-Comparison between Neutron Diffraction, XRD, EBSD and Dilatometry-. ISIJ Int. 2017, 57, 2237–2244. [Google Scholar] [CrossRef]
- Tomota, Y.; Xu, P.G.; Kamiyama, T.; Oliver, E.C. In Situ TOF Neutron Diffraction during Phase Transformation in an Engineering Steel. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2009, 600, 313–315. [Google Scholar] [CrossRef]
- Koo, M.; Xu, P.; Tomota, Y.; Suzuki, H. Bainitic Transformation Behavior Studied by Simultaneous Neutron Diffraction and Dilatometric Measurement. Scr. Mater. 2009, 61, 797–800. [Google Scholar] [CrossRef]
- Stechauner, G.; Kozeschnik, E. Thermo-Kinetic Modeling of Cu Precipitation in α-Fe. Acta Mater. 2015, 100, 135–146. [Google Scholar] [CrossRef]
- Christien, F.; Telling, M.T.F.; Knight, K.S. Neutron Diffraction in Situ Monitoring of the Dislocation Density during Martensitic Transformation in a Stainless Steel. Scr. Mater. 2013, 68, 506–509. [Google Scholar] [CrossRef]
- Chae, H.; Huang, E.-W.; Jain, J.; Lee, D.-H.; Harjo, S.; Kawasaki, T.; Lee, S.Y. Mechanical Stability of Retained Austenite and Texture Evolution in Additively Manufactured Stainless Steel. Met. Mater. Int. 2023, in press. [Google Scholar]
- Wang, H.; Woo, W.; Kim, D.K.; Em, V.; Lee, S.Y. Effect of Chemical Dilution and the Number of Weld Layers on Residual Stresses in a Multi-Pass Low-Transformation-Temperature Weld. Mater. Des. 2018, 160, 384–394. [Google Scholar] [CrossRef]
- Zhou, T.; Prasath Babu, R.; Odqvist, J.; Yu, H.; Hedström, P. Quantitative Electron Microscopy and Physically Based Modelling of Cu Precipitation in Precipitation-Hardening Martensitic Stainless Steel 15-5 PH. Mater. Des. 2018, 143, 141–149. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Cr | Ni | Cu | Mn | Si | Nb | Mo | C | N | S | P |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 16.8 | 4.63 | 4.66 | 0.72 | 0.6 | 0.25 | 0.1 | 0.05 | 0.1 | 0.005 | 0.01 |
| Substrate | SM45C | Beam Power | 425 W |
|---|---|---|---|
| Beam width | 800 μm | Powder feeding | 3 g/min |
| Atmosphere | Ar | Strategy | Zigzag |
| Fe | Cr | Ni | Cu | Mn | C | N | O |
|---|---|---|---|---|---|---|---|
| 73.062 | 16.123 | 4.910 | 5.013 | 0.728 | 0.041 | 0.070 | 0.053 |
| Manufacturing | Loading Direction | Heat Treatment | Abbreviation | 0.2% Offset Yield Strength (MPa) | Tensile Strength (MPa) | Uniform Elongation | Total Elongation |
|---|---|---|---|---|---|---|---|
| Wrought | Extrusion | None | CA | 958 | 1012 | 0.111 | 0.197 |
| Extrusion | Direct aging | CA_A | 914 | 1006 | 0.108 | 0.211 | |
| Extrusion | Solid-solution | CA_SS | 893 | 1113 | 0.082 | 0.209 | |
| Extrusion | Solid-solution & aging | CA_SSA | 1243 | 1367 | 0.106 | 0.203 | |
| AM | Parallel to building direction (Vertical) | None (As-built) | AMV_AB | 457 | 1106 | 0.2 | 0.308 |
| Direct aging | AMV_A | 604 | 1162 | 0.24 | 0.324 | ||
| Solid-solution | AMV_SS | 919 | 1256 | 0.103 | 0.196 | ||
| Solid-solution & aging | AMV_SSA | 1234 | 1399 | 0.162 | 0.253 | ||
| Perpendicular to building direction (Horizontal) | None (As-built) | AMH_AB | 436 | 1127 | 0.196 | 0.316 | |
| Direct aging | AMH_A | 588 | 1117 | 0.215 | 0.312 | ||
| Solid-solution | AMH_SS | 841 | 1254 | 0.099 | 0.201 | ||
| Solid-solution & aging | AMH_SSA | 1215 | 1371 | 0.148 | 0.238 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chae, H.; Lim, S.; Lee, T.; Shin, E.; Suh, J.; Kang, S.H.; Lee, S.Y. Optimization of Aging Temperature and Heat-Treatment Pathways in Additively Manufactured 17-4PH Stainless Steel. Materials 2023, 16, 7557. https://doi.org/10.3390/ma16247557
Chae H, Lim S, Lee T, Shin E, Suh J, Kang SH, Lee SY. Optimization of Aging Temperature and Heat-Treatment Pathways in Additively Manufactured 17-4PH Stainless Steel. Materials. 2023; 16(24):7557. https://doi.org/10.3390/ma16247557
Chicago/Turabian StyleChae, Hobyung, Sangyeob Lim, Taeho Lee, Eunjoo Shin, Joowon Suh, Suk Hoon Kang, and Soo Yeol Lee. 2023. "Optimization of Aging Temperature and Heat-Treatment Pathways in Additively Manufactured 17-4PH Stainless Steel" Materials 16, no. 24: 7557. https://doi.org/10.3390/ma16247557