
Superior Mechanical Properties of Invar36 Alloy Lattices Structures Manufactured by Laser Powder Bed Fusion
 and
and
Abstract
:1. Introduction
2. Materials and Methods
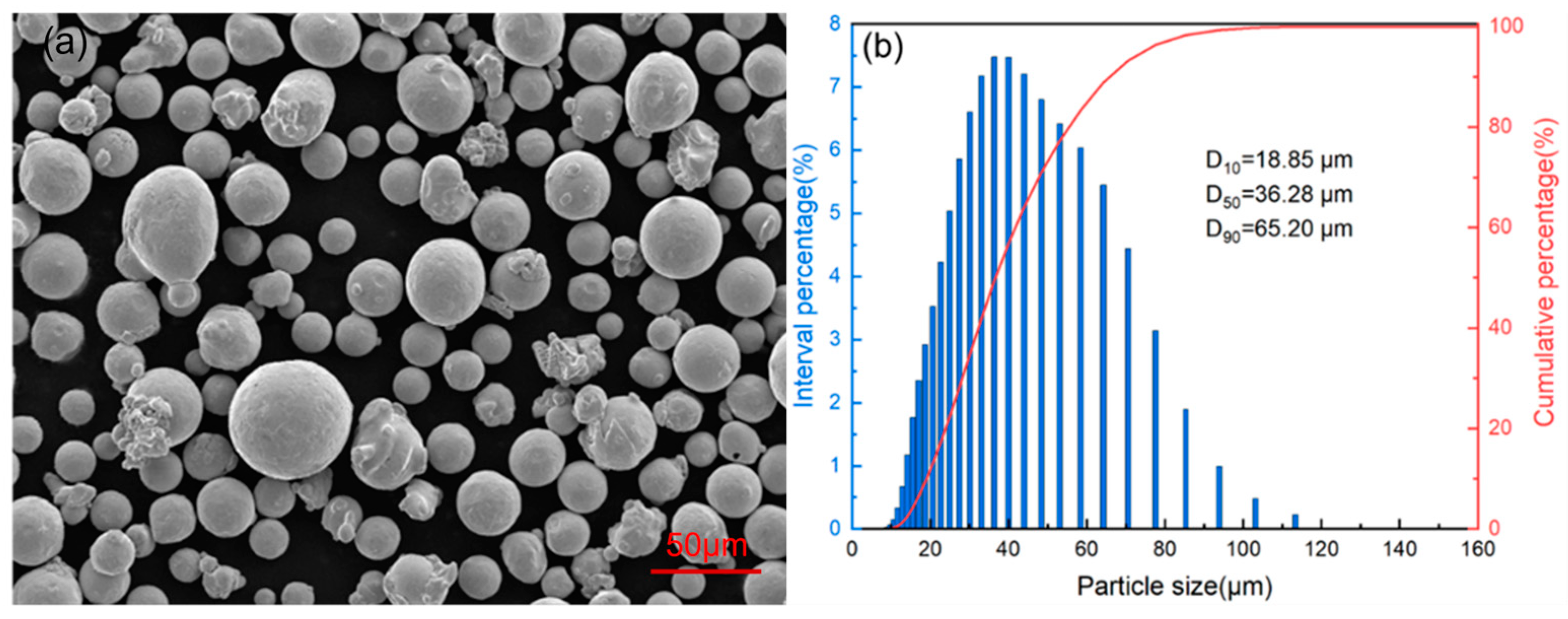
2.1. Invar36 Alloy Powder
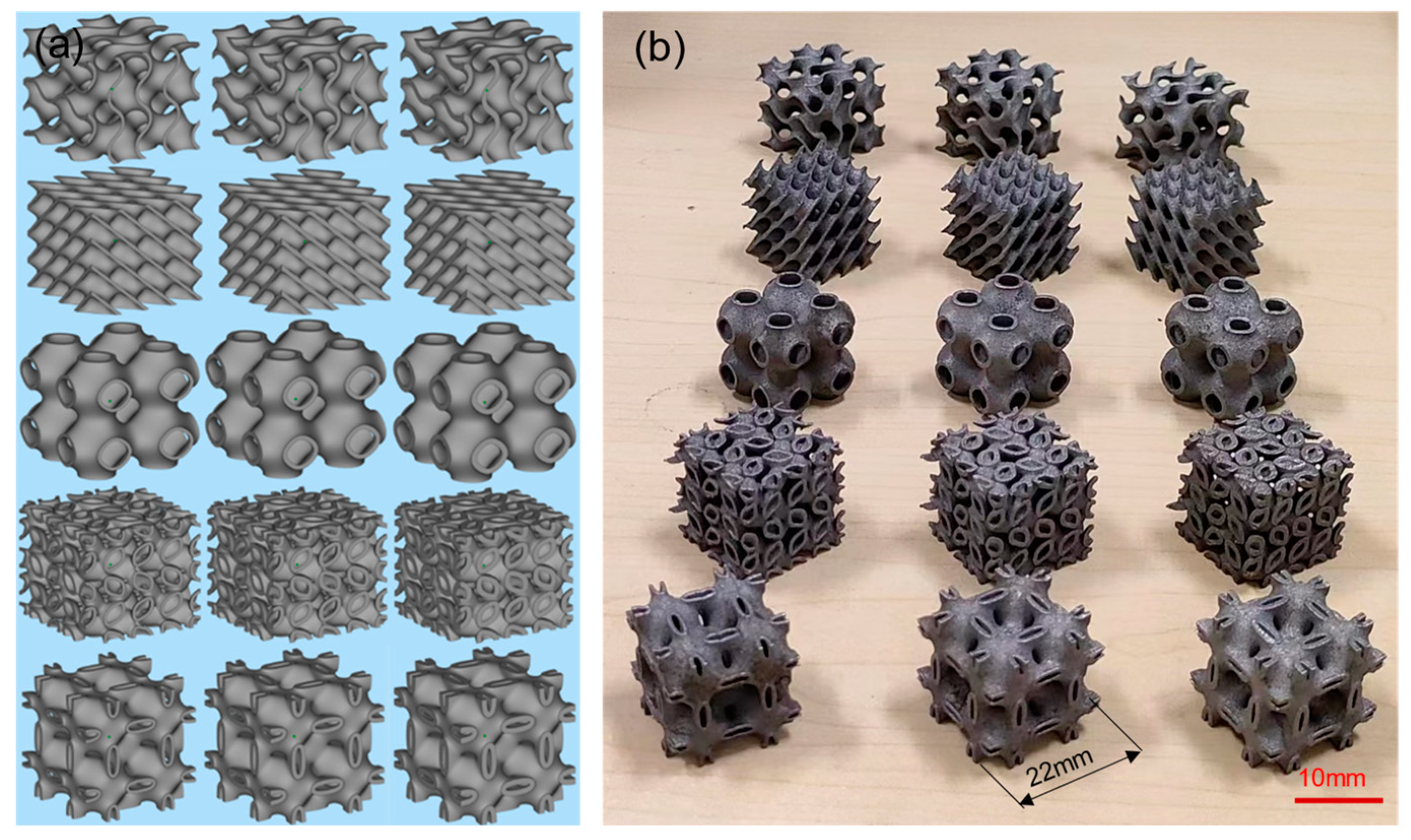
2.2. Design of TPMS
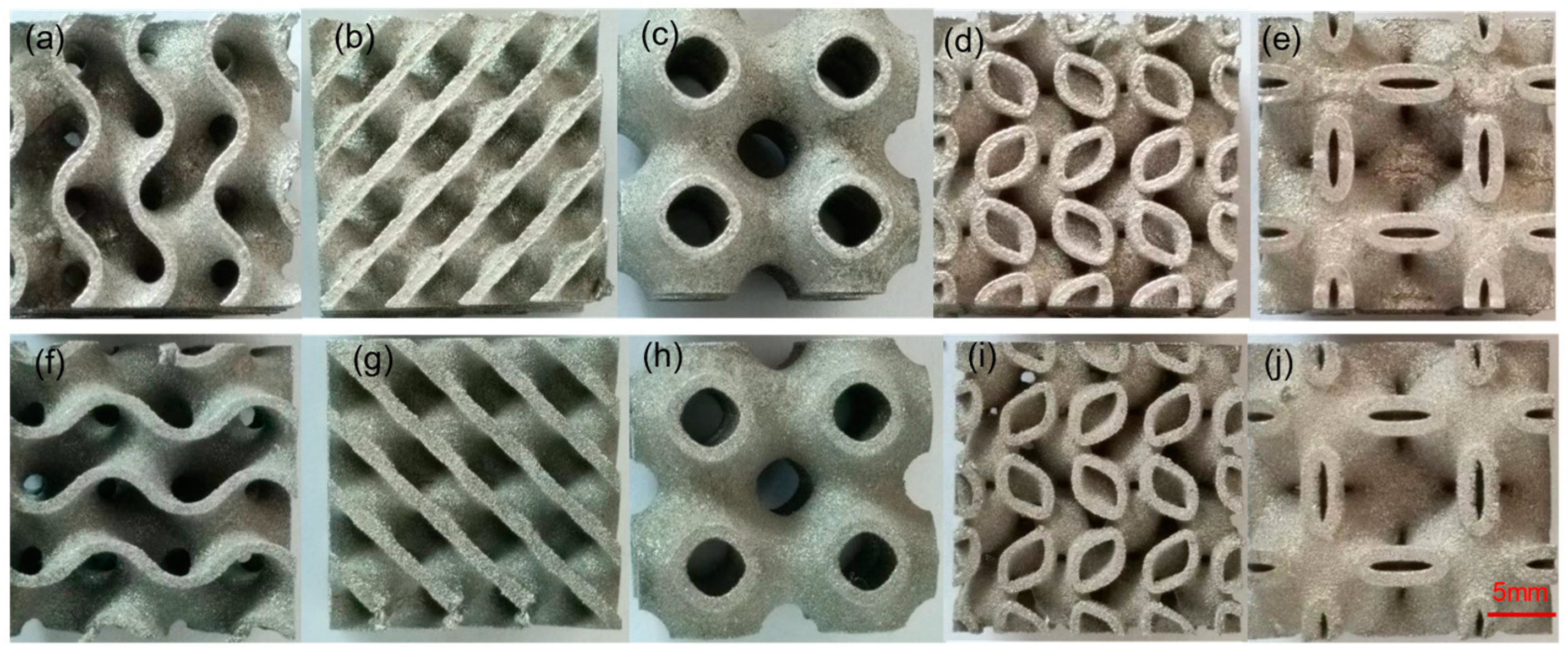
2.3. Preparation of TPMS
2.4. Testing and Characterization
3. Results
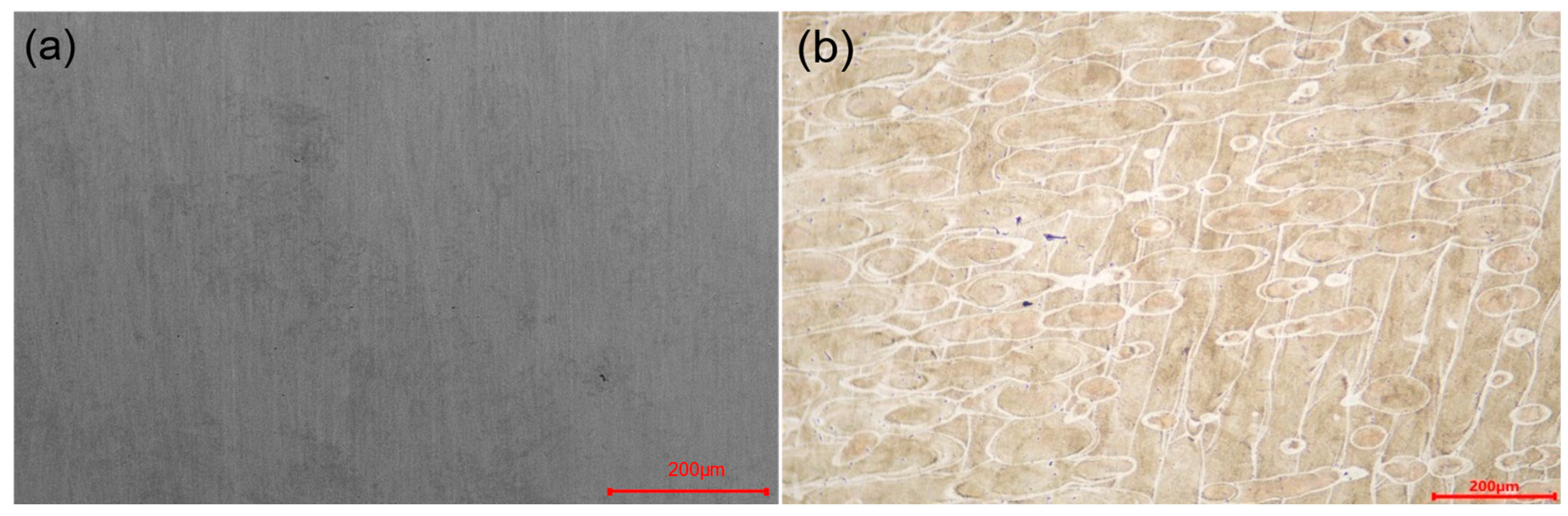
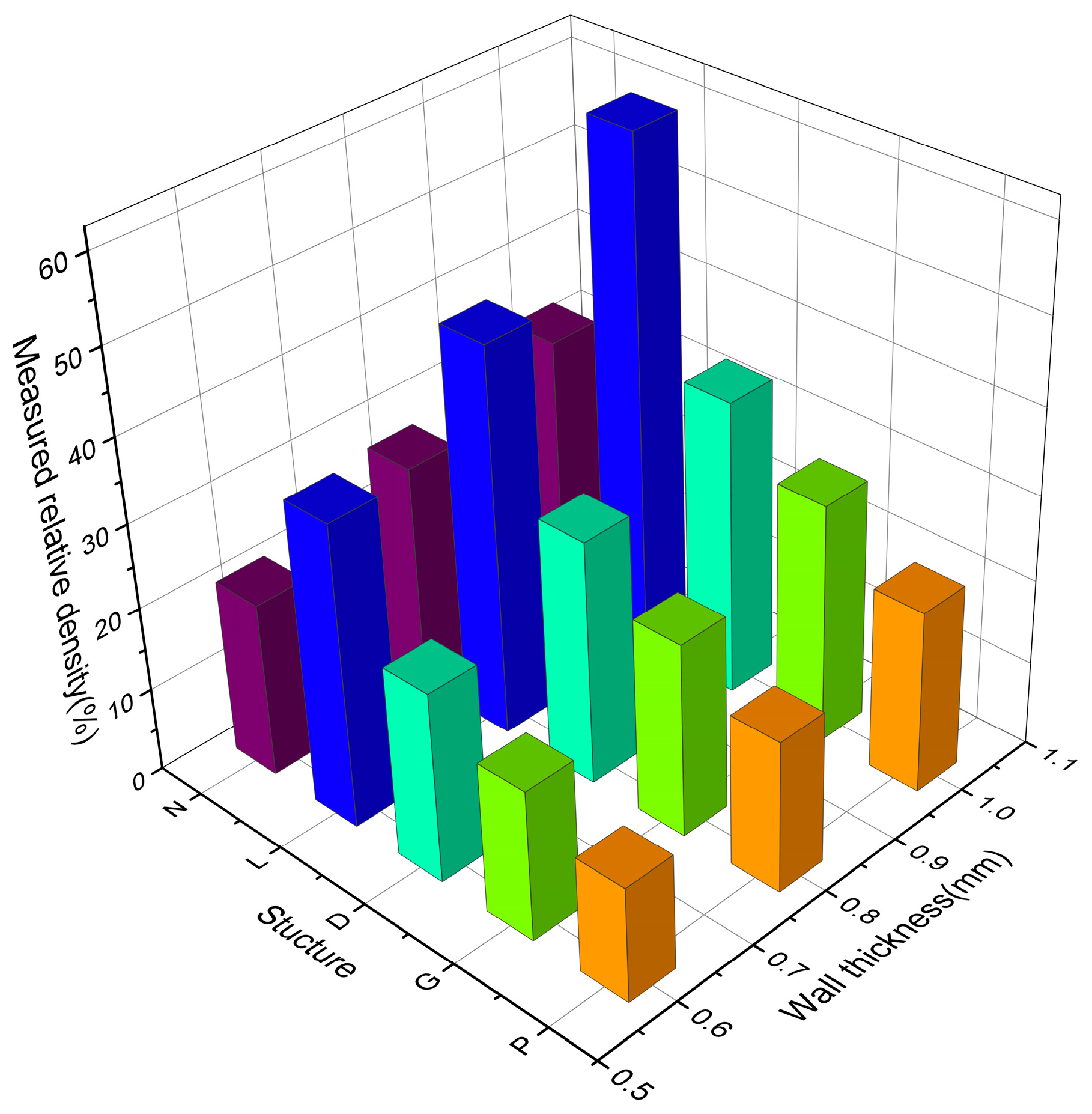
3.1. Analysis of Forming Quality
3.2. Mechanical Properties
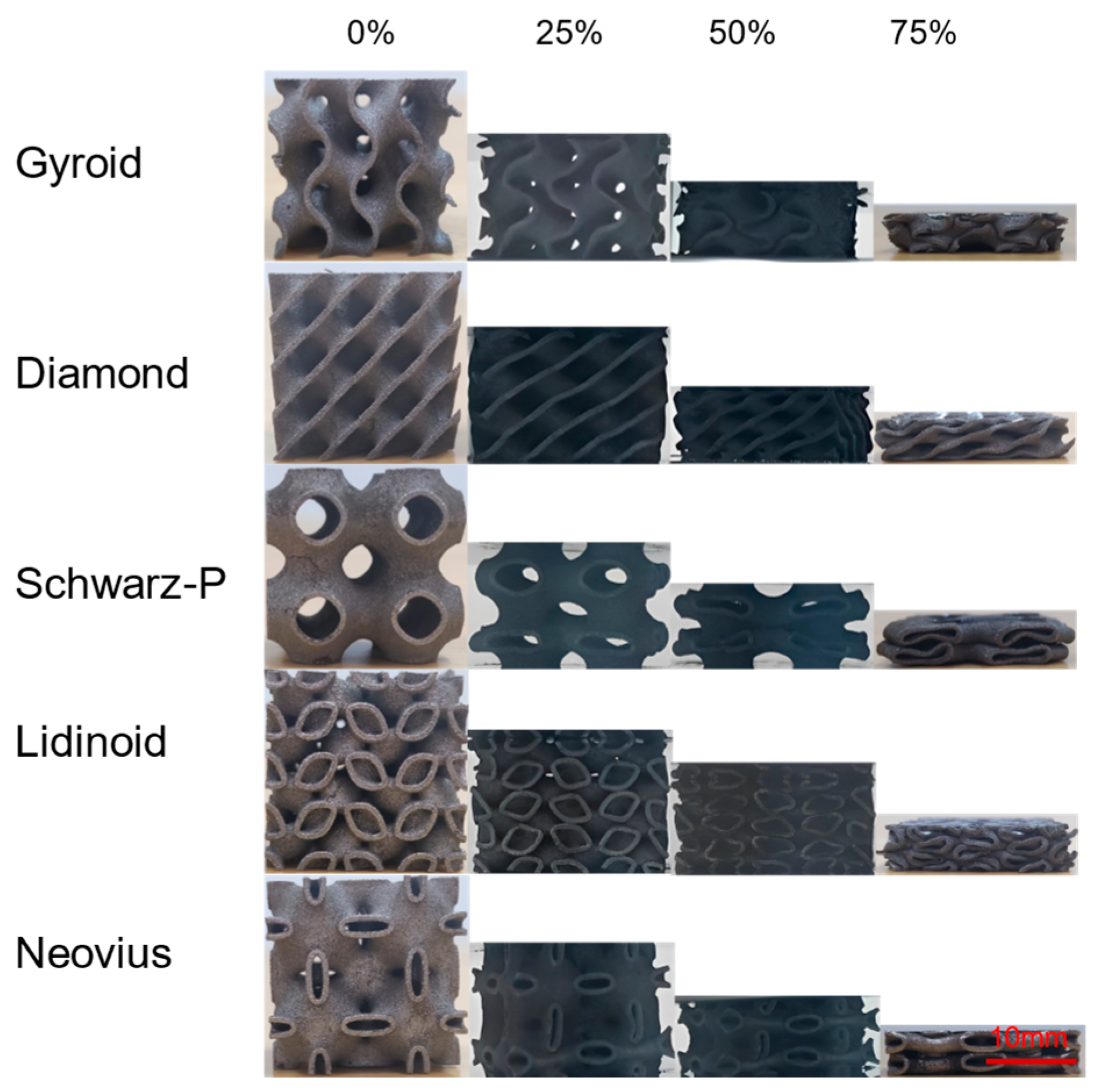
3.2.1. Compression Deformation Behavior
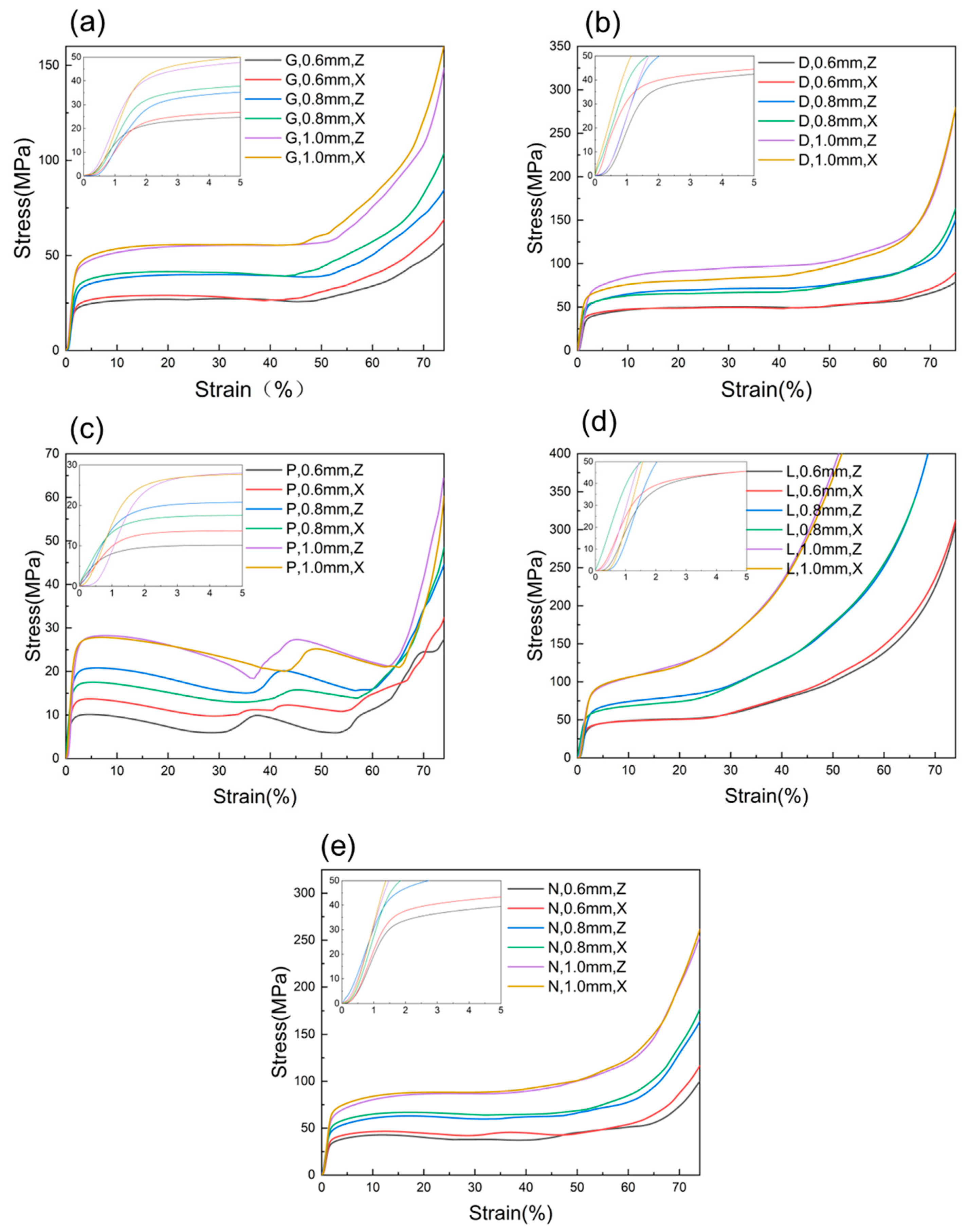
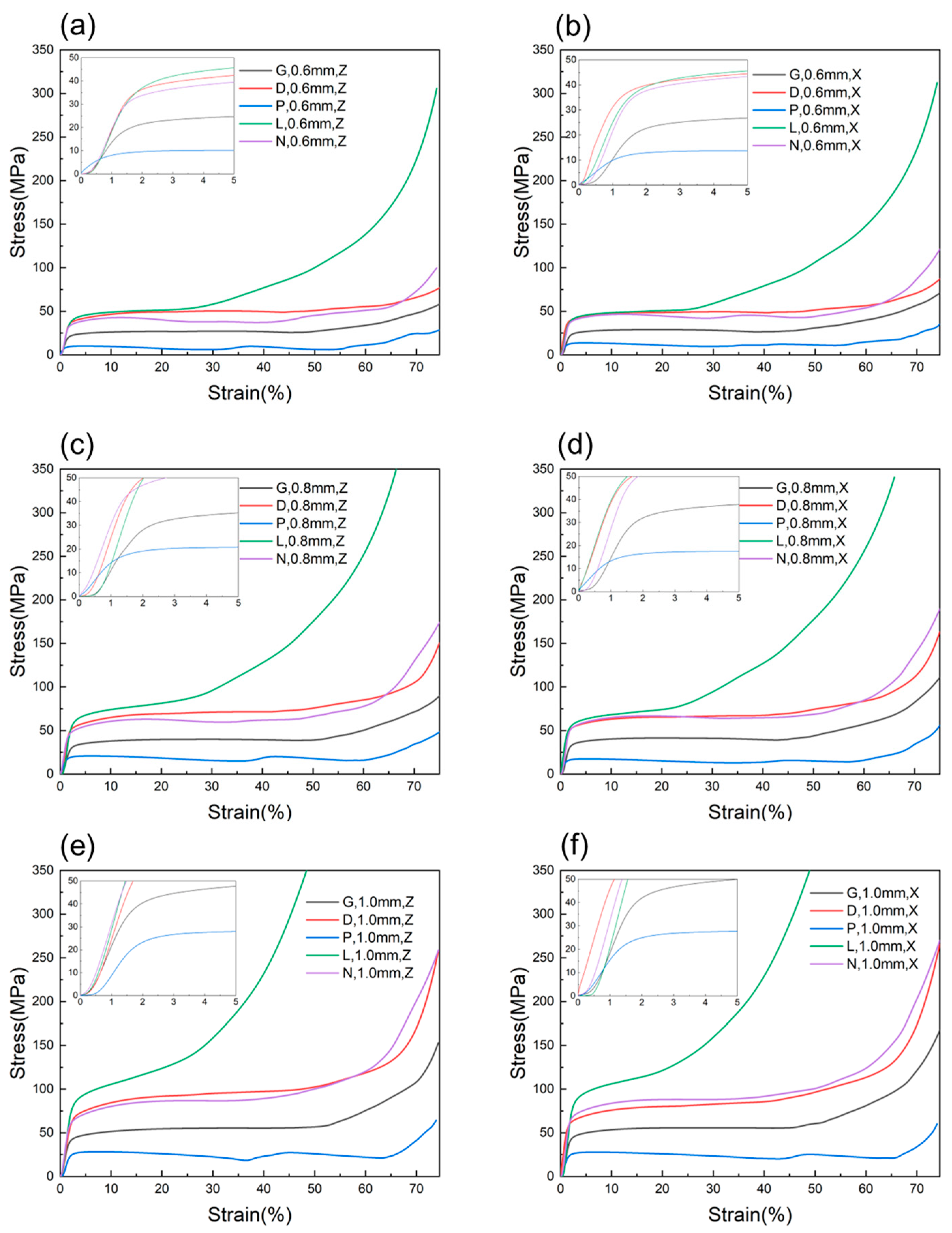
3.2.2. Stress–Strain Curve
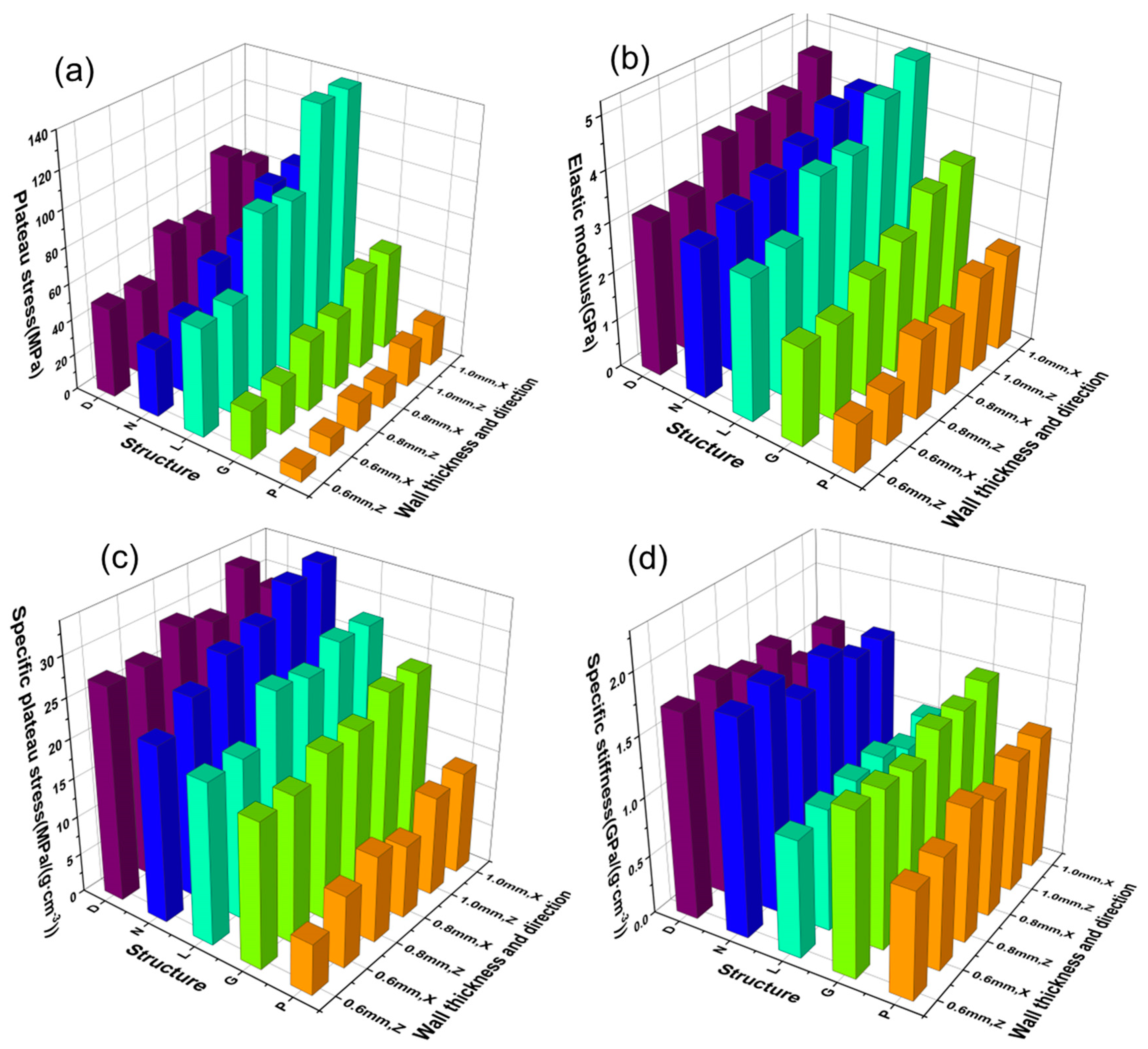
3.2.3. The Specific Plateau Stress and Specific Stiffness of Materials
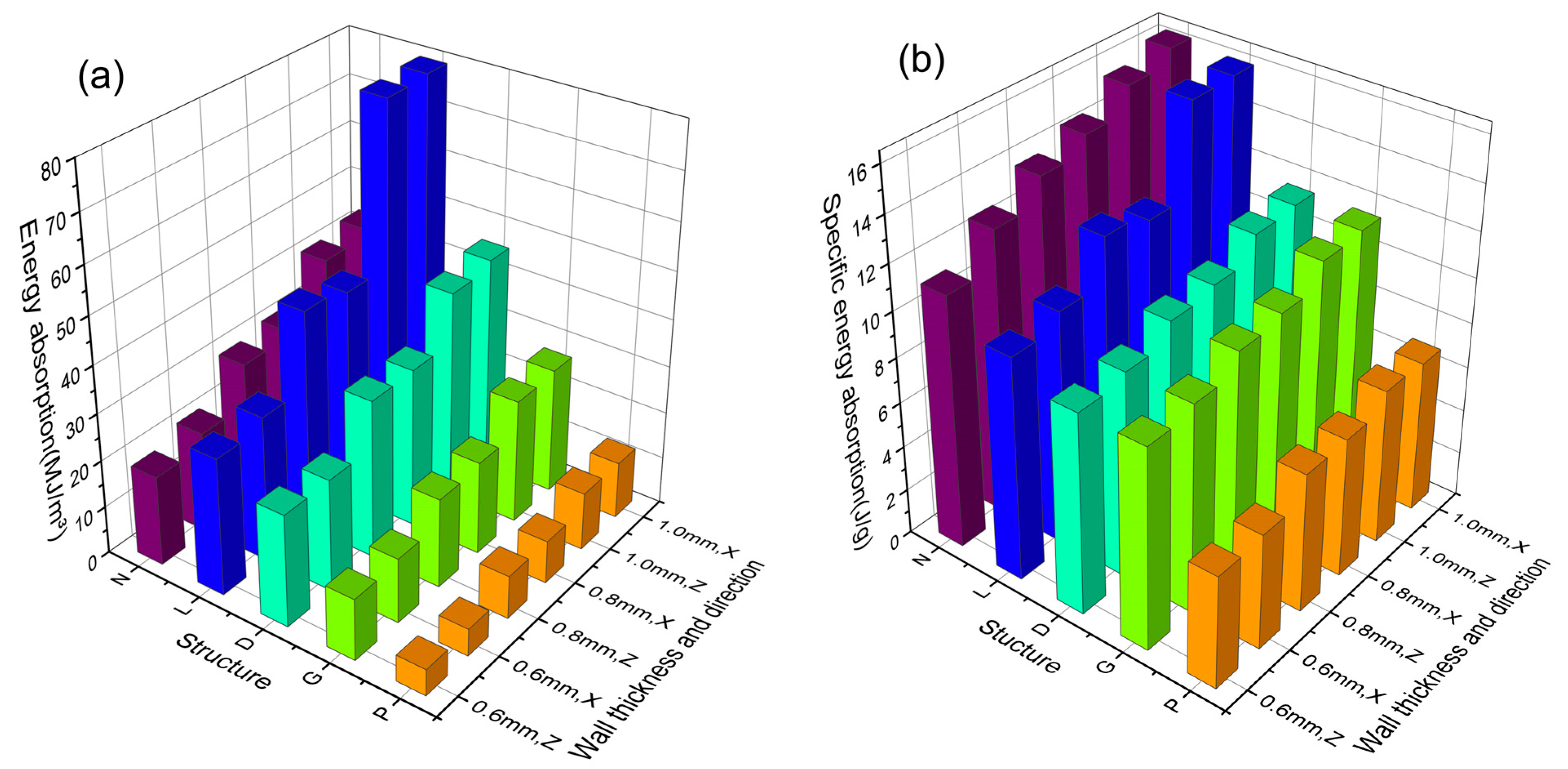
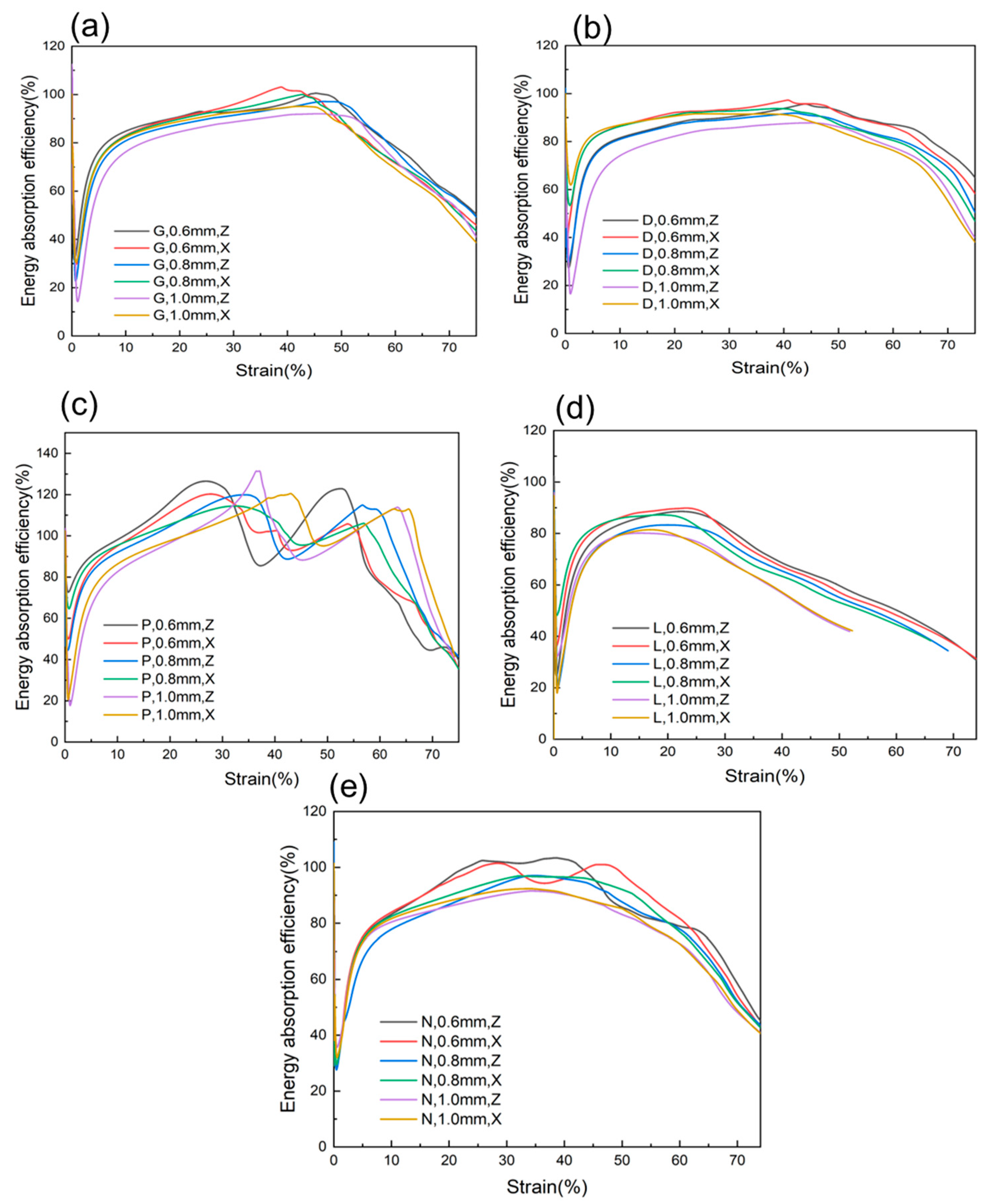
3.3. Energy Absorption Characteristics
4. Discussion
4.1. Effects of Lattice Structures
4.2. Effect of Wall Thickness
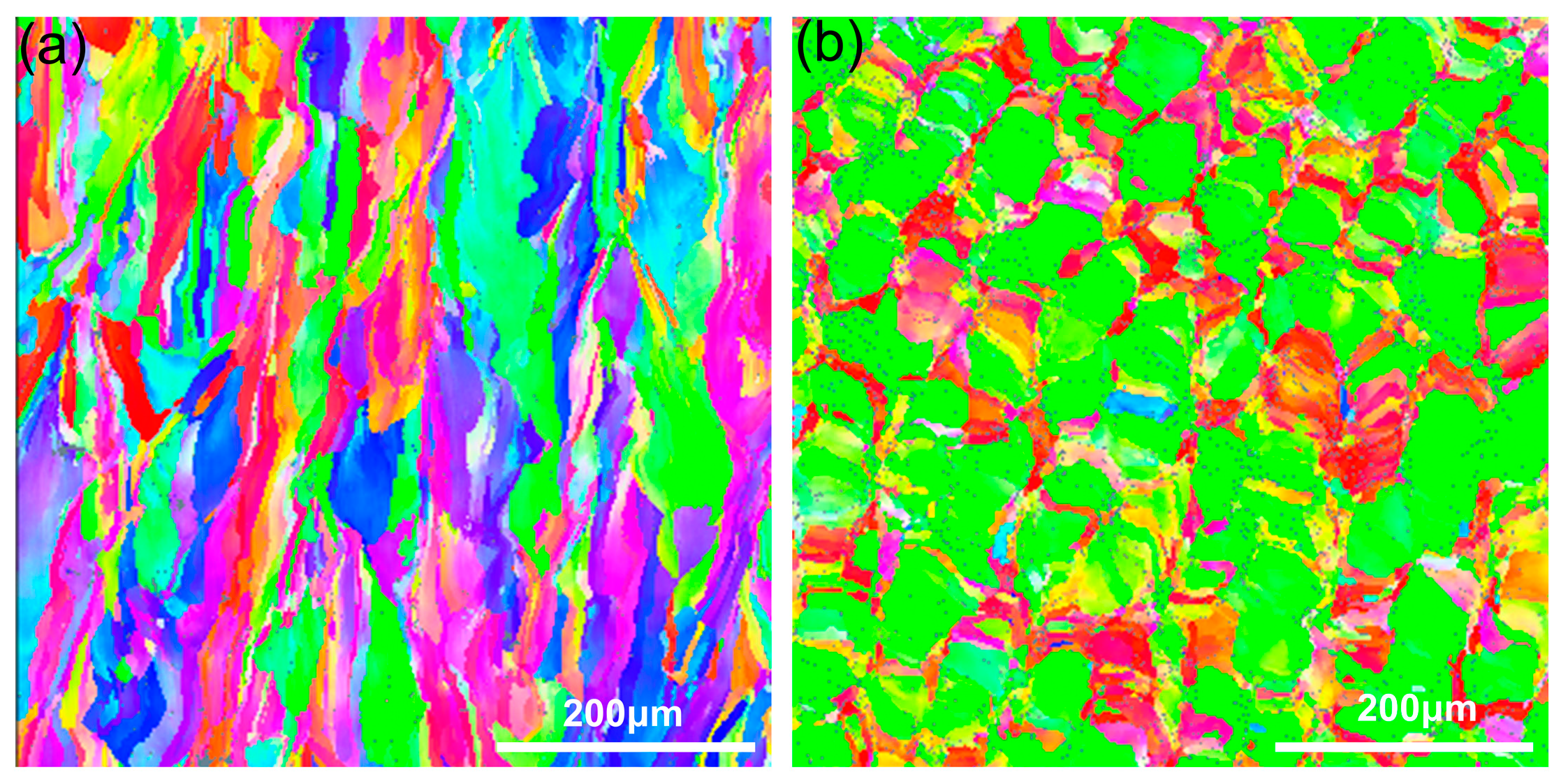
4.3. Anisotropy
4.4. Potential Applications of Different Structures
5. Conclusions
- The TPMS cell structures made of Invar36 alloy with high toughness and low coefficient of thermal expansion, coupled with the excellent characteristics of lattice structures, achieve a large range of uniform deformation and outstanding damping and energy absorption properties;
- The five structural designs exhibit unique mechanical properties. The D-cell structure has the best overall performance. If considering structure lightweighting, the G-cell structure is more suitable because it has a 20% lower mass compared to the D-cell structure with the same wall thickness. The P-cell structure shows non-uniform deformation characteristics and a lower stress plateau and relative density. The L-cell structure has a high relative density, high strength, and a short stress plateau period. The failure mode of the N-cell structure can be altered with a change in wall thickness;
- The wall thickness can adjust the apparent density, stress plateau ratio, specific stiffness, energy absorption, energy absorption efficiency, and deformation mechanism of the structure. When the wall thickness is increased from 0.6 mm to 1.0 mm, the stiffness and stress plateau of the D, G, P, L, and N-cell structures increase by 74.37%, 42.33%, 97.03%, 69.84%, and 33.86%, respectively, and the stress plateau ratio increases by 104.14%, 89.60%, 209.48%, 128.57%, and 128.87%, respectively. The failure mode of the N-cell structure changes from the stretching dominant mode at 0.6 mm to the bending dominant mode at 0.8 mm and 1.0 mm;
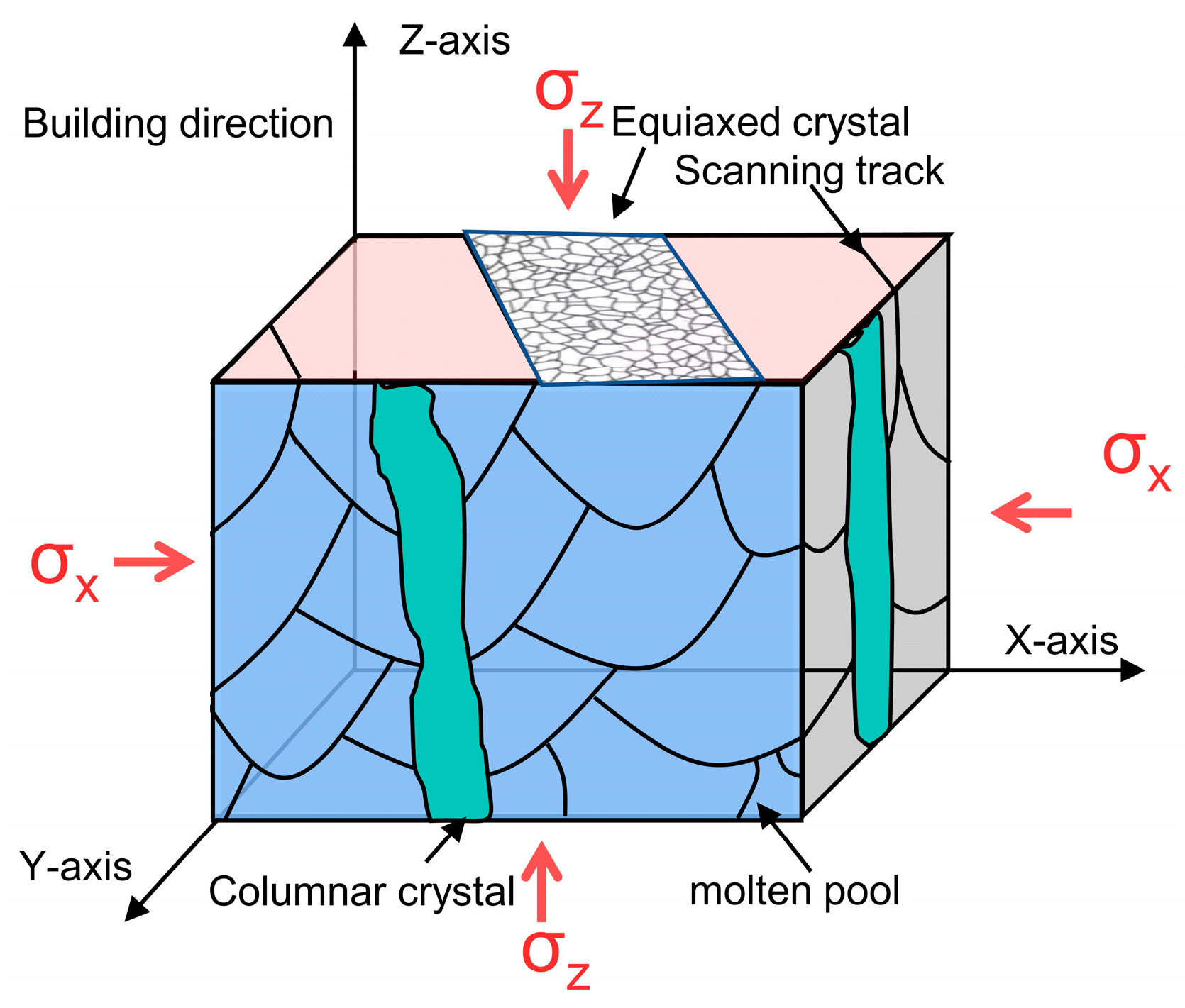
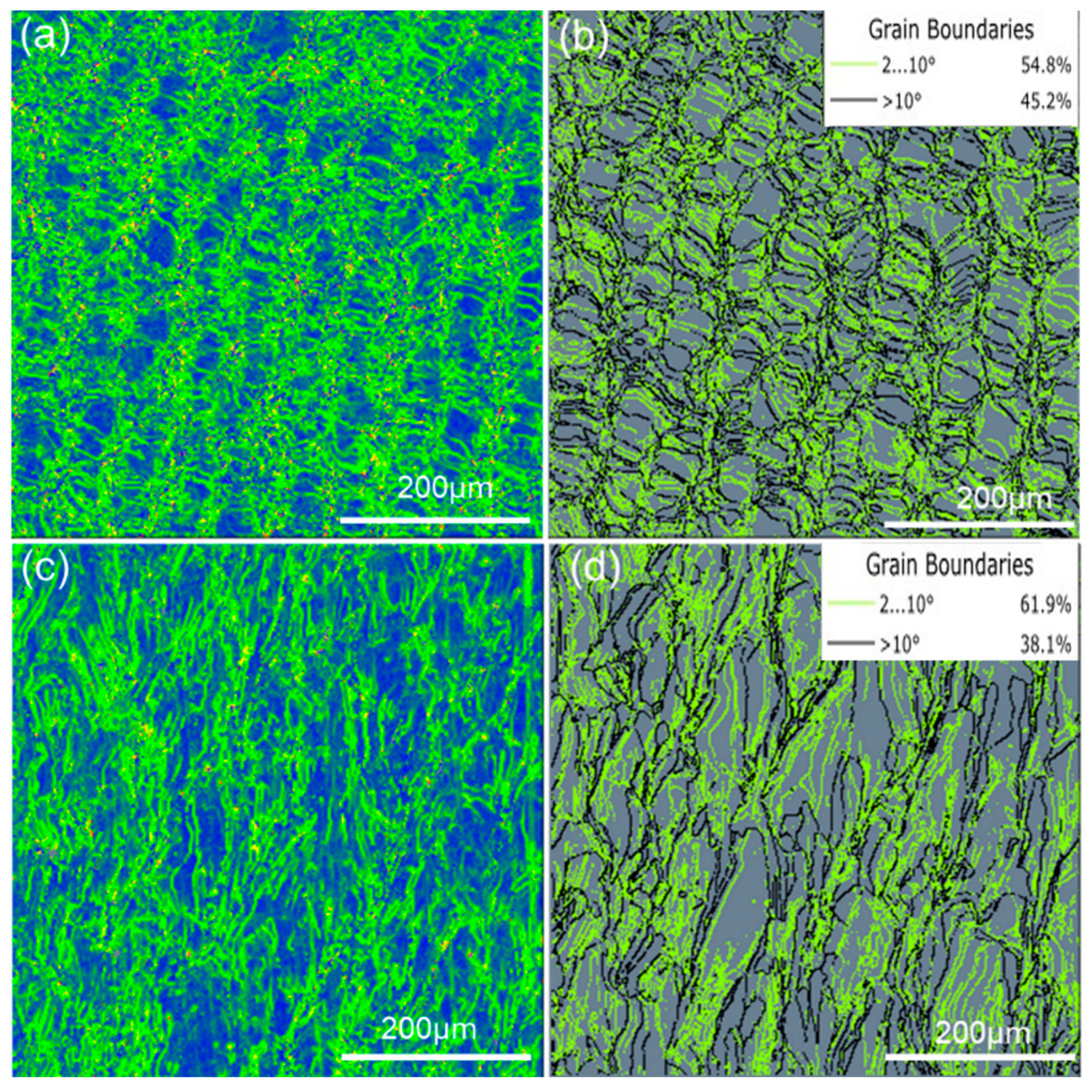
- The performance of the TPMS structure in the horizontal direction is better than that in the vertical direction, which may be related to the anisotropy of the texture obtained after LPBF processing of the samples. The deformation of grains is more uniform and the yield strength is higher in the horizontal direction.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guillaume, C.E. Invar and Its Applications. Nature 1904, 71, 134–139. [Google Scholar] [CrossRef] [Green Version]
- Harner, L.L. Invar at 100 years. Adv. Mater. Process. 1997, 151, 31–35. [Google Scholar]
- Sahoo, A.; Medicherla, V.R.R. Fe-Ni Invar alloys: A review. Mater. Today Proc. 2021, 43, 2242–2244. [Google Scholar] [CrossRef]
- Lagarec, K.; Rancourt, D.G.; Bose, S.K.; Dunlap, R.A. First Observation of a Composition-Controlled Low-Moment/High-Moment Transition in the Fcc Fe-Ni System: Implications Regarding Invar and Anti-Invar Behaviors. Phase Transit. 2002, 75, 211–219. [Google Scholar] [CrossRef]
- Lagarec, K.; Rancourt, D.G.; Bose, S.K.; Sanyal, B.; Dunlap, R.A. Observation of a composition-controlled high-moment/low-moment transition in the face centered cubic Fe–Ni system: Invar effect is an expansion, not a contraction. J. Magn. Magn. Mater. 2001, 236, 107–130. [Google Scholar] [CrossRef]
- Shaikh, A.; Chinchanikar, S. A Review on Machine Learning, Big Data Analytics, and Design for Additive Manufacturing for Aerospace Applications. J. Mater. Eng. Perform. 2022, 31, 6112–6130. [Google Scholar]
- Liu, J.; Xu, M.; Zhang, R.; Zhang, X.; Xi, W. Progress of Porous/Lattice Structures Applied in Thermal Management Technology of Aerospace Applications. Aerospace 2022, 9, 827. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Liang, S.-X.; Liu, Y.; Zhang, L.-C. Additive manufacturing of metallic lattice structures: Unconstrained design, accurate fabrication, fascinated performances, and challenges. Mater. Sci. Eng. R Rep. 2021, 146, 100648. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 108164. [Google Scholar] [CrossRef]
- Yin, H.; Zhang, W.; Zhu, L.; Meng, F.; Liu, J.; Wen, G. Review on lattice structures for energy absorption properties. Compos. Struct. 2023, 304, 116397. [Google Scholar] [CrossRef]
- Sing, S.L.; Wiria, F.E.; Yeong, W.Y. Selective laser melting of lattice structures: A statistical approach to manufacturability and mechanical behavior. Robot. Comput. Integr. Manuf. 2018, 49, 170–180. [Google Scholar] [CrossRef]
- Maspoch, D.; Ruiz-Molina, D.; Veciana, J. Old materials with new tricks: Multifunctional open-framework materials. Chem. Soc. Rev. 2007, 36, 770–818. [Google Scholar] [CrossRef] [PubMed]
- Chen, W.; Gu, D.; Yang, J.; Yang, Q.; Chen, J.; Shen, X. Compressive mechanical properties and shape memory effect of NiTi gradient lattice structures fabricated by laser powder bed fusion. Int. J. Extrem. Manuf. 2022, 4, 045002. [Google Scholar] [CrossRef]
- Yang, X.; Yang, Q.; Shi, Y.; Yang, L.; Wu, S.; Yan, C.; Shi, Y. Effect of volume fraction and unit cell size on manufacturability and compressive behaviors of Ni-Ti triply periodic minimal surface lattices. Addit. Manuf. 2022, 54, 102737. [Google Scholar] [CrossRef]
- Ravichander, B.B.; Jagdale, S.H.; Kumar, G. Surface Morphology, Compressive Behavior, and Energy Absorption of Graded Triply Periodic Minimal Surface 316L Steel Cellular Structures Fabricated by Laser Powder Bed Fusion. Materials 2022, 15, 8294. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Song, B.; Yang, L.; Liu, R.; Shi, Y. Microstructure evolution and mechanical properties of TiB/Ti6Al4V gradient-material lattice structure fabricated by laser powder bed fusion. Compos. Part B Eng. 2020, 202, 108417. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Mu, J.; Sun, T.; Leung, C.L.A.; Oliveira, J.P.; Wu, Y.; Wang, H.; Wang, H. Application of electrochemical polishing in surface treatment of additively manufactured structures: A review. Prog. Mater. Sci. 2023, 136, 101109. [Google Scholar] [CrossRef]
- Tosun, O.N.; Bilmenoglu, C.; Özdemir, A.K. Comparison of denture base adaptation between additive and conventional fabrication techniques. J. Prosthodont. 2023, 32, e64–e70. [Google Scholar] [CrossRef]
- Xiao, Z.; Yu, W.; Fu, H.; Deng, Y.; Wu, Y.; Zheng, H. Recent progress on microstructure manipulation of aluminium alloys manufactured via laser powder bed fusion. Virtual Phys. Prototyp. 2023, 18, e2125880. [Google Scholar] [CrossRef]
- Echeta, I.; Feng, X.; Dutton, B.; Piano, S.; Leach, R. Review of defects in lattice structures manufactured by powder bed fusion. Int. J. Adv. Manuf. Technol. 2020, 106, 2649–2668. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Yang, J.; Kong, H.; Helou, M.; Zhang, D.; Zhao, J.; Jia, W.; Liu, Q.; He, P.; Li, X. Fatigue behaviour and biocompatibility of additively manufactured bioactive tantalum graded lattice structures for load-bearing orthopaedic applications. Mater. Sci. Eng. C 2021, 130, 112461. [Google Scholar] [CrossRef] [PubMed]
- Fu, J.; Ding, J.; Qu, S.; Zhang, L.; Wang, M.Y.; Fu, M.W.; Song, X. Improved light-weighting potential of SS316L triply periodic minimal surface shell lattices by micro laser powder bed fusion. Mater. Des. 2022, 222, 111018. [Google Scholar] [CrossRef]
- Rishmawi, I.; Rogalsky, A.; Vlasea, M.; Salarian, M.; Bakhshivash, S. The Effects of Heat Treatment on Tensile and Thermal Expansion Behavior of Laser Powder-Bed Fusion Invar36. J. Mater. Eng. Perform. 2022, 31, 9727–9739. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.E.; Attallah, M.M. Selective laser melting of Invar36: Microstructure and properties. Acta Mater. 2016, 103, 382–395. [Google Scholar] [CrossRef] [Green Version]
- Lv, Y.; Wang, B.; Liu, G.; Tang, Y.; Liu, J.; Wei, G.; Wang, L. Design of bone-like continuous gradient porous scaffold based on triply periodic minimal surfaces. J. Mater. Res. Technol. 2022, 21, 3650–3665. [Google Scholar] [CrossRef]
- Kaur, I.; Singh, P. Flow and thermal transport characteristics of Triply-Periodic Minimal Surface (TPMS)-based gyroid and Schwarz-P cellular materials. Numer. Heat Transf. Part A Appl. 2021, 79, 553–569. [Google Scholar] [CrossRef]
- ISO 13314:2011; Mechanical Testing of Metals. Ductility Testing. Compression Test for Porous and Cellular Metals. ISO: Geneva, Switzerland, 2011.
- Yang, L.; Ferrucci, M.; Mertens, R.; Dewulf, W.; Yan, C.; Shi, Y.; Yang, S. An investigation into the effect of gradients on the manufacturing fidelity of triply periodic minimal surface structures with graded density fabricated by selective laser melting. J. Mater. Process. Technol. 2020, 275, 116367. [Google Scholar] [CrossRef]
- Senthilkumaran, K.; Pandey, P.M.; Rao, P.V.M. Influence of building strategies on the accuracy of parts in selective laser sintering. Mater. Des. 2009, 30, 2946–2954. [Google Scholar] [CrossRef]
- Yang, L.; Yan, C.; Han, C.; Chen, P.; Yang, S.; Shi, Y. Mechanical response of a triply periodic minimal surface cellular structures manufactured by selective laser melting. Int. J. Mech. Sci. 2018, 148, 149–157. [Google Scholar] [CrossRef]
- Zhang, C.; Zheng, H.; Yang, L.; Li, Y.; Jin, J.; Cao, W.; Yan, C.; Shi, Y. Mechanical responses of sheet-based gyroid-type triply periodic minimal surface lattice structures fabricated using selective laser melting. Mater. Des. 2022, 214, 110407. [Google Scholar] [CrossRef]
- Miltz, J.; Gruenbaum, G. Evaluation of cushioning properties of plastic foams from compressive measurements. Polym. Eng. Sci. 1981, 21, 1010–1014. [Google Scholar] [CrossRef]
- Chen, W.; Nardhi, D. Experimental study of crush behaviour of sheet aluminium foam-filled sections. Int. J. Crashworthiness 2000, 5, 447–468. [Google Scholar] [CrossRef]
- Chen, Z.; Xie, Y.M.; Wu, X.; Wang, Z.; Li, Q.; Zhou, S. On hybrid cellular materials based on triply periodic minimal surfaces with extreme mechanical properties. Mater. Des. 2019, 183, 108109. [Google Scholar] [CrossRef]
- Zhou, H.; Cao, X.; Li, C.; Zhang, X.; Fan, H.; Lei, H.; Fang, D. Design of self-supporting lattices for additive manufacturing. J. Mech. Phys. Solids 2021, 148, 104298. [Google Scholar] [CrossRef]
- Weißmann, V.; Bader, R.; Hansmann, H.; Laufer, N. Influence of the structural orientation on the mechanical properties of selective laser melted Ti6Al4V open-porous scaffolds. Mater. Des. 2016, 95, 188–197. [Google Scholar] [CrossRef]
- Choy, S.Y.; Sun, C.-N.; Leong, K.F.; Wei, J. Compressive properties of Ti-6Al-4V lattice structures fabricated by selective laser melting: Design, orientation and density. Addit. Manuf. 2017, 16, 213–224. [Google Scholar] [CrossRef]
- Jiang, W.; Guo, X.; Deng, Y. Anisotropic response in mechanical behavior of additively manufactured Al–Mn-Sc alloys by in-situ EBSD tensile tests. Mater. Sci. Eng. A 2022, 858, 144155. [Google Scholar] [CrossRef]
- Yao, D.; Zhou, W.; Ma, Y.; He, B. Numerical Prediction and Experimental Analysis of the Anisotropy of Laser Powder Bed Fusion Produced Ti-6Al-4V Body-Centered Cubic Lattice Structure. J. Mater. Eng. Perform. 2023, 32, 2963–2972. [Google Scholar]
- Viswanath, A.; Khan, K.A.; Barsoum, I. Design of novel isosurface strut-based lattice structures: Effective stiffness, strength, anisotropy and fatigue properties. Mater. Des. 2022, 224, 111293. [Google Scholar] [CrossRef]
- McKeown, J.T.; Kulovits, A.K.; Liu, C.; Zweiacker, K.; Reed, B.W.; LaGrange, T.; Wiezorek, J.M.K.; Campbell, G.H. In situ transmission electron microscopy of crystal growth-mode transitions during rapid solidification of a hypoeutectic Al–Cu alloy. Acta Mater. 2014, 65, 56–68. [Google Scholar] [CrossRef]
- Sun, S.-H.; Hagihara, K.; Nakano, T. Effect of scanning strategy on texture formation in Ni-25 at.% Mo alloys fabricated by selective laser melting. Mater. Des. 2018, 140, 307–316. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | Ni | S | Cr | Co | O |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 0.011 | 0.13 | 0.29 | 0.004 | 35.8 | 0.002 | 0.005 | 0.03 | 0.000284 |
| Type of Sample | Wall Thickness (mm) | Sample Mass (g) | Measured Relative Density (%) | Designed Relative Density (%) | Error (%) |
|---|---|---|---|---|---|
| Gyroid | 0.6 | 15.43 | 17.89 | 16.75 | 6.81 |
| 0.8 | 19.94 | 23.11 | 22.28 | 3.74 | |
| 1.0 | 24.66 | 28.59 | 27.72 | 3.14 | |
| Diamond | 0.6 | 19.55 | 22.66 | 20.75 | 9.21 |
| 0.8 | 25.15 | 29.16 | 27.54 | 5.87 | |
| 1.0 | 30.46 | 35.32 | 34.22 | 3.22 | |
| Schwarz-P | 0.6 | 11.79 | 13.67 | 12.77 | 7.01 |
| 0.8 | 15.58 | 18.07 | 16.99 | 6.35 | |
| 1.0 | 18.74 | 21.72 | 21.19 | 2.52 | |
| Lidinoid | 0.6 | 31.13 | 36.10 | 33.39 | 8.11 |
| 0.8 | 39.91 | 46.27 | 43.95 | 5.28 | |
| 1.0 | 52.64 | 61.04 | 55.66 | 9.66 | |
| Neovius | 0.6 | 18.00 | 20.87 | 19.05 | 9.58 |
| 0.8 | 23.20 | 26.90 | 25.28 | 6.40 | |
| 1.0 | 28.14 | 32.62 | 31.37 | 3.99 |
| G | D | P | L | N | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | |
| Plateau stress (MPa) | 27.04 | 39.84 | 55.20 | 50.00 | 70.72 | 94.80 | 7.28 | 16.3 | 22.53 | 60.38 | 99.19 | 138.01 | 38.03 | 62.40 | 87.04 |
| Specific plateau stress (MPa/(g·cm−3)) | 18.66 | 21.29 | 23.84 | 27.24 | 29.94 | 33.14 | 6.58 | 11.14 | 12.80 | 20.65 | 26.47 | 27.92 | 22.49 | 28.64 | 32.94 |
| Elastic Modulus (GPa) | 2.01 | 2.42 | 3.29 | 3.17 | 3.98 | 4.14 | 1.01 | 1.67 | 1.99 | 2.92 | 4.02 | 4.77 | 3.07 | 3.50 | 4.27 |
| Specific stiffness (GPa/(g·cm−3)) | 1.39 | 1.29 | 1.42 | 1.72 | 1.69 | 1.45 | 0.92 | 1.14 | 1.13 | 1.00 | 1.07 | 0.96 | 1.82 | 1.61 | 1.61 |
| G | D | P | L | N | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | |
| Plateau stress (MPa) | 27.96 | 40.87 | 55.2 | 49.17 | 66.44 | 82.74 | 10.41 | 13.65 | 23.38. | 61.03 | 96.19 | 137.96 | 43.76 | 64.95 | 88.82 |
| Specific plateau stress (MPa/(g·cm−3)) | 18.92 | 21.48 | 23.90 | 27.28 | 28.51 | 28.60 | 9.28 | 9.43 | 13.25 | 20.77 | 25.70 | 27.81 | 25.83 | 29.87 | 33.64 |
| Elastic Modulus (GPa) | 1.99 | 2.74 | 3.47 | 3.26 | 4.05 | 4.64 | 1.01 | 1.67 | 1.99 | 3.05 | 4.05 | 5.18 | 3.19 | 3.86 | 4.27 |
| Specific stiffness (GPa/(g·cm−3)) | 1.35 | 1.44 | 1.49 | 1.81 | 1.74 | 1.60 | 0.96 | 1.04 | 1.14 | 1.04 | 1.08 | 1.04 | 1.89 | 1.78 | 1.62 |
| G | D | P | L | N | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | |
| (MJ/m3) | 12.91 | 18.84 | 26.23 | 23.60 | 33.50 | 43.89 | 5.52 | 9.04 | 12.18 | 28.91 | 46.55 | 78.80 | 18.94 | 30.17 | 41.26 |
| SEA (J/g) | 8.91 | 10.06 | 11.33 | 12.86 | 14.18 | 15.34 | 4.99 | 6.18 | 6.92 | 9.89 | 12.42 | 15.94 | 11.20 | 13.85 | 15.61 |
| G | D | P | L | N | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | |
| (MJ/m3) | 13.64 | 19.67 | 26.70 | 23.74 | 33.67 | 45.40 | 5.74 | 8.99 | 11.99 | 30.84 | 44.79 | 79.31 | 21.59 | 31.59 | 42.89 |
| SEA (J/g) | 9.23 | 10.34 | 11.46 | 13.17 | 14.45 | 15.70 | 5.12 | 6.21 | 6.79 | 10.50 | 11.96 | 15.99 | 12.75 | 14.53 | 16.24 |
| G | D | P | L | N | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | 0.6 mm | 0.8 mm | 1.0 mm | ||
| Z direction | yield strength (MPa) | 19.41 | 25.28 | 38.29 | 35.84 | 50.31 | 66.18 | 7.59 | 16.36 | 22.43 | 33.89 | 51.59 | 69.90 | 31.54 | 43.20 | 61.08 |
| Plateau stress (MPa) | 27.04 | 39.84 | 55.20 | 50.00 | 70.72 | 94.80 | 7.28 | 16.3 | 22.53 | 60.38 | 99.19 | 138.01 | 38.03 | 62.40 | 87.04 | |
| X direction | yield strength (MPa) | 21.38 | 31.84 | 41.23 | 36.69 | 48.82 | 58.98 | 11.29 | 13.99 | 22.56 | 34.22 | 45.87 | 74.71 | 35.27 | 49.33 | 64.61 |
| Plateau stress (MPa) | 27.96 | 40.87 | 55.69 | 49.17 | 66.44 | 82.74 | 10.41 | 13.65 | 23.38 | 61.03 | 96.23 | 137.96 | 43.76 | 64.95 | 88.82 | |
| Type of Sample | Performance | Potential Applications |
|---|---|---|
| Gyroid | Relative low density, high ductility, high strength, excellent energy absorption capacity, and low expansion coefficient. | Lightweight structures, anti-collision energy absorption devices, precision instruments, vibration damping, and noise reduction. |
| Diamond | High ductility, high strength, excellent energy absorption capacity, and low expansion coefficient. | Lightweight structures, crash energy absorption devices, precision instruments, and vibration and noise reduction. |
| Schwarz-P | High ductility, low strength, relative low density, non-uniform deformation, and low coefficient of thermal expansion. | Lightweight structures, deformation warning components, crash energy absorption devices, and vibration and noise reduction. |
| Lidinoid | High ductility, high strength, high relative density, short stress plateau period, and low coefficient of thermal expansion. | Lightweight structures, crash energy absorption devices, and vibration and noise reduction. |
| Neovius | High ductility, excellent energy absorption capability, convertible failure mode, and low coefficient of thermal expansion. | Lightweight structures, crash energy absorption devices, precise instruments, and vibration and noise reduction. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, G.; Peng, X.; Zhou, H.; Huang, G.; Xie, Y.; He, Y.; Liu, H.; Huang, K. Superior Mechanical Properties of Invar36 Alloy Lattices Structures Manufactured by Laser Powder Bed Fusion. Materials 2023, 16, 4433. https://doi.org/10.3390/ma16124433
He G, Peng X, Zhou H, Huang G, Xie Y, He Y, Liu H, Huang K. Superior Mechanical Properties of Invar36 Alloy Lattices Structures Manufactured by Laser Powder Bed Fusion. Materials. 2023; 16(12):4433. https://doi.org/10.3390/ma16124433
Chicago/Turabian StyleHe, Gongming, Xiaoqiang Peng, Haotian Zhou, Guoliang Huang, Yanjun Xie, Yong He, Han Liu, and Ke Huang. 2023. "Superior Mechanical Properties of Invar36 Alloy Lattices Structures Manufactured by Laser Powder Bed Fusion" Materials 16, no. 12: 4433. https://doi.org/10.3390/ma16124433