
High-Temperature Mechanical Properties of Stress-Relieved AlSi10Mg Produced via Laser Powder Bed Fusion Additive Manufacturing
Abstract
:1. Introduction
2. Materials and Methods
3. Results
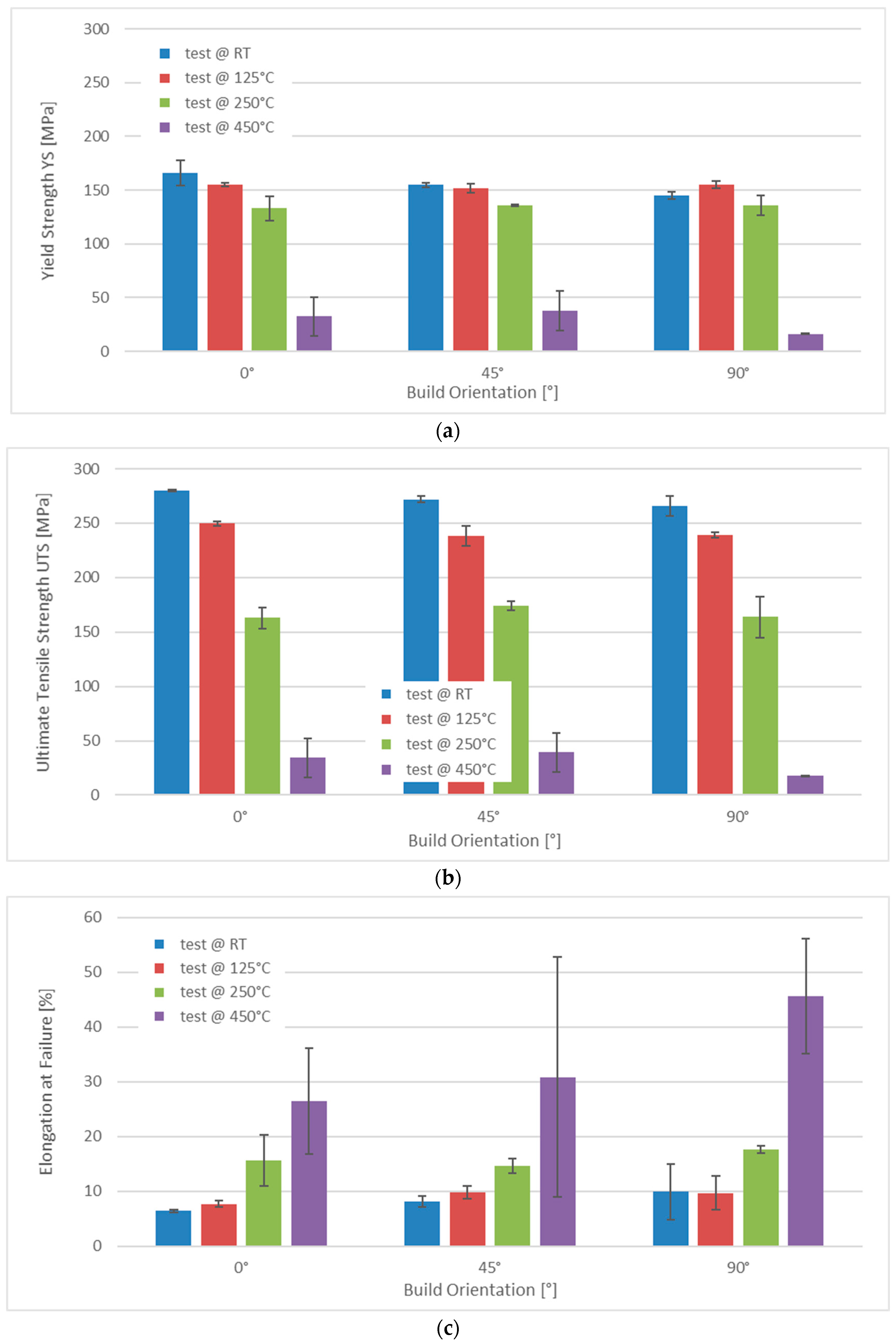
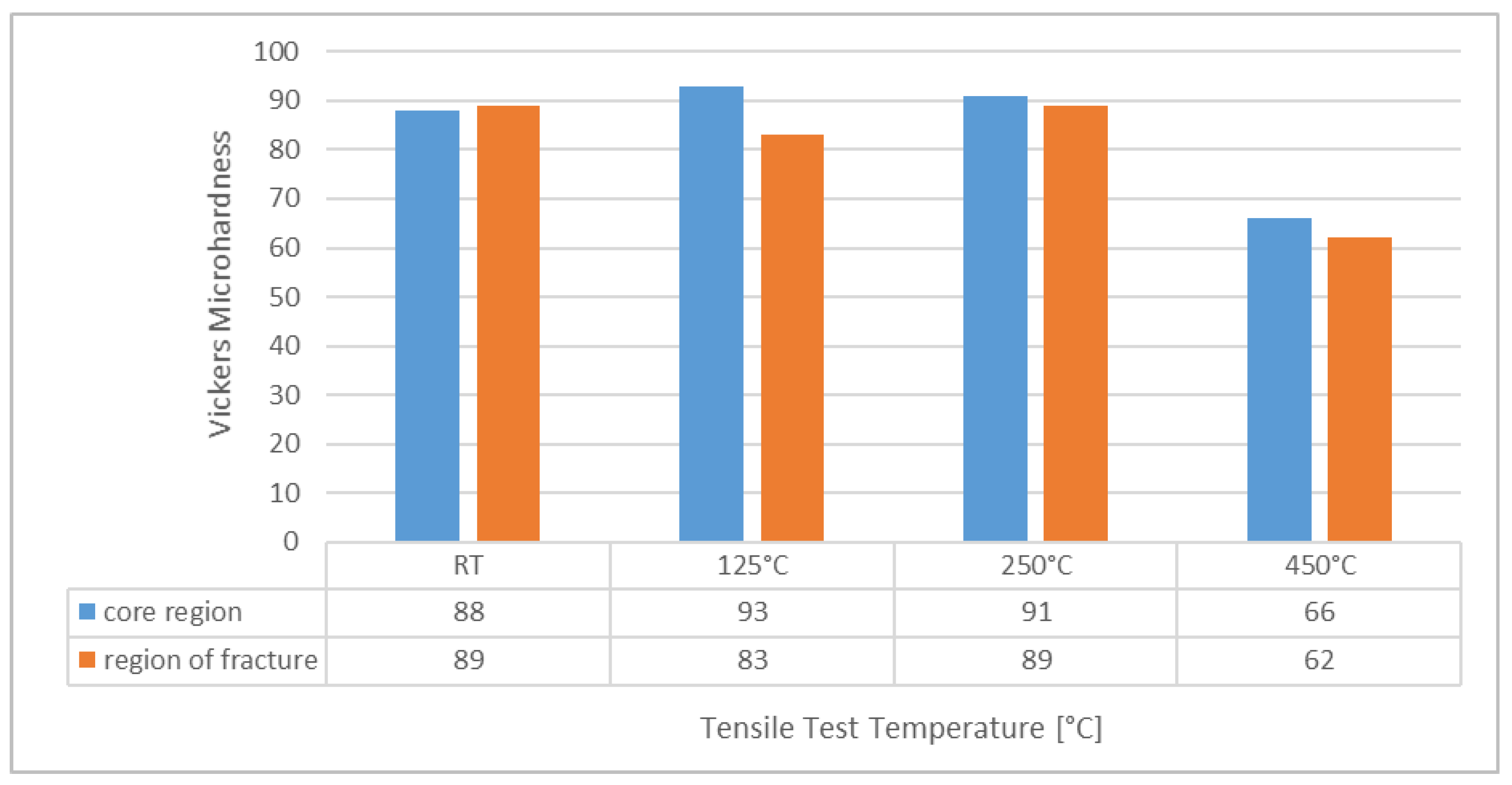
3.1. Mechanical Properties
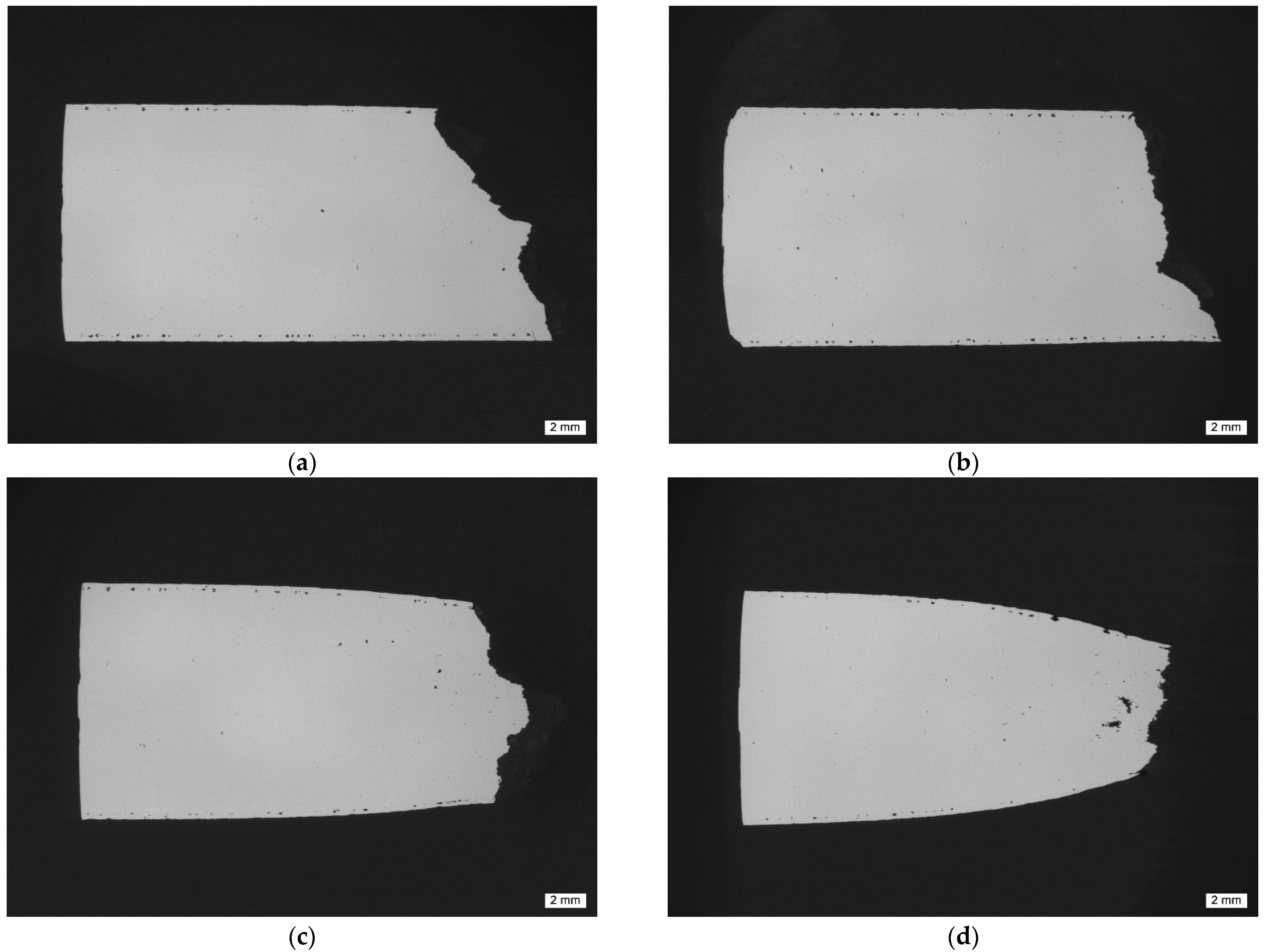
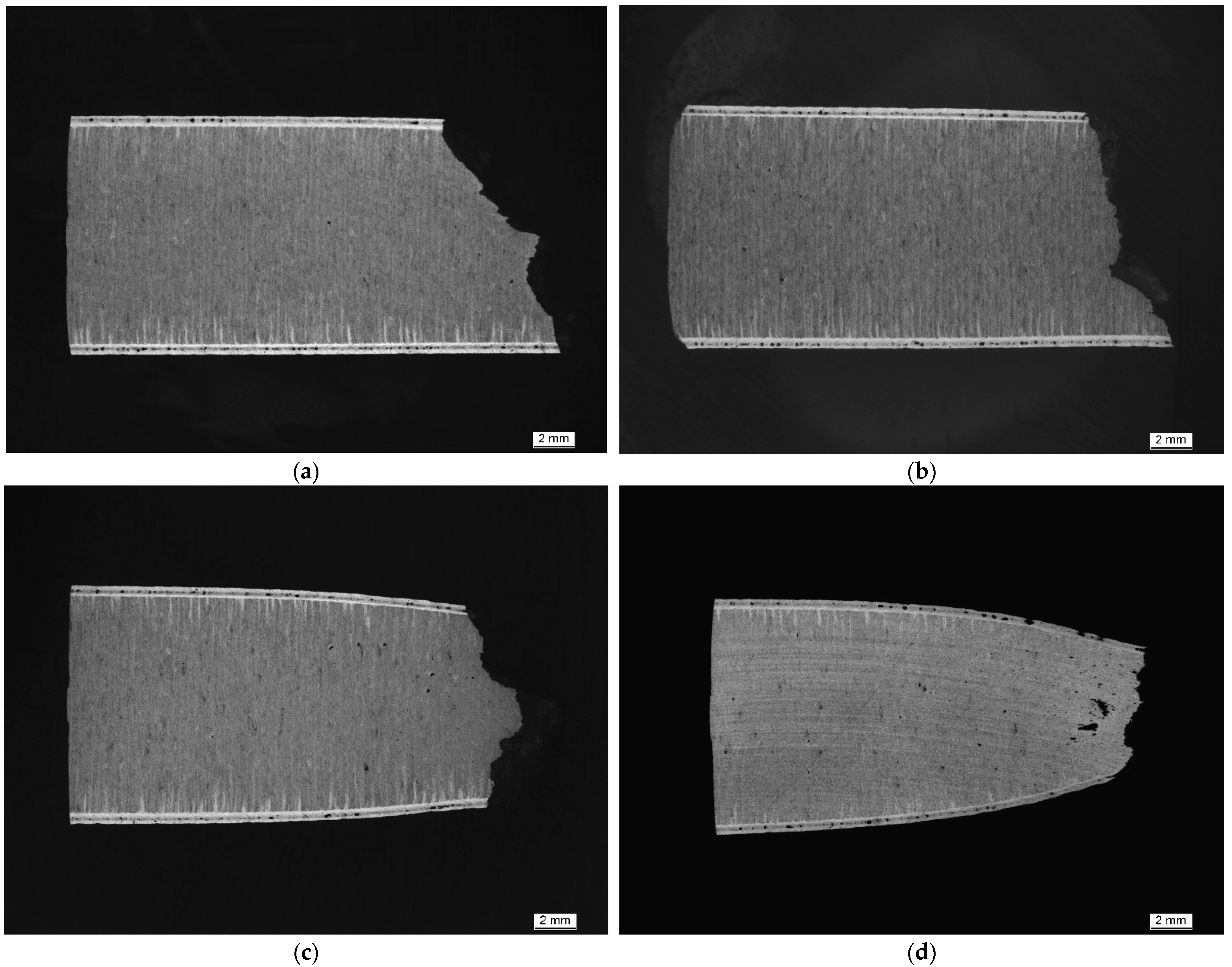
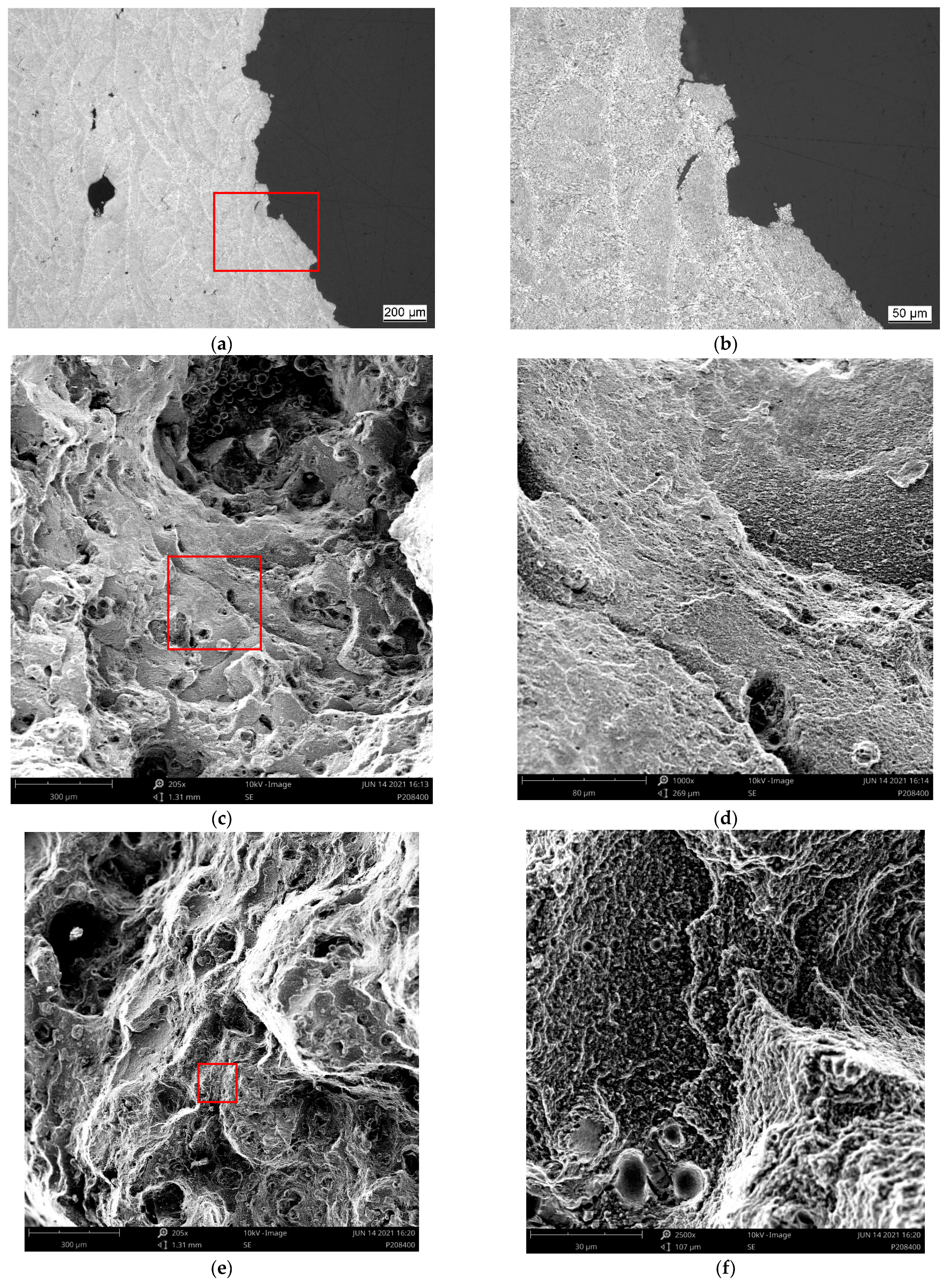
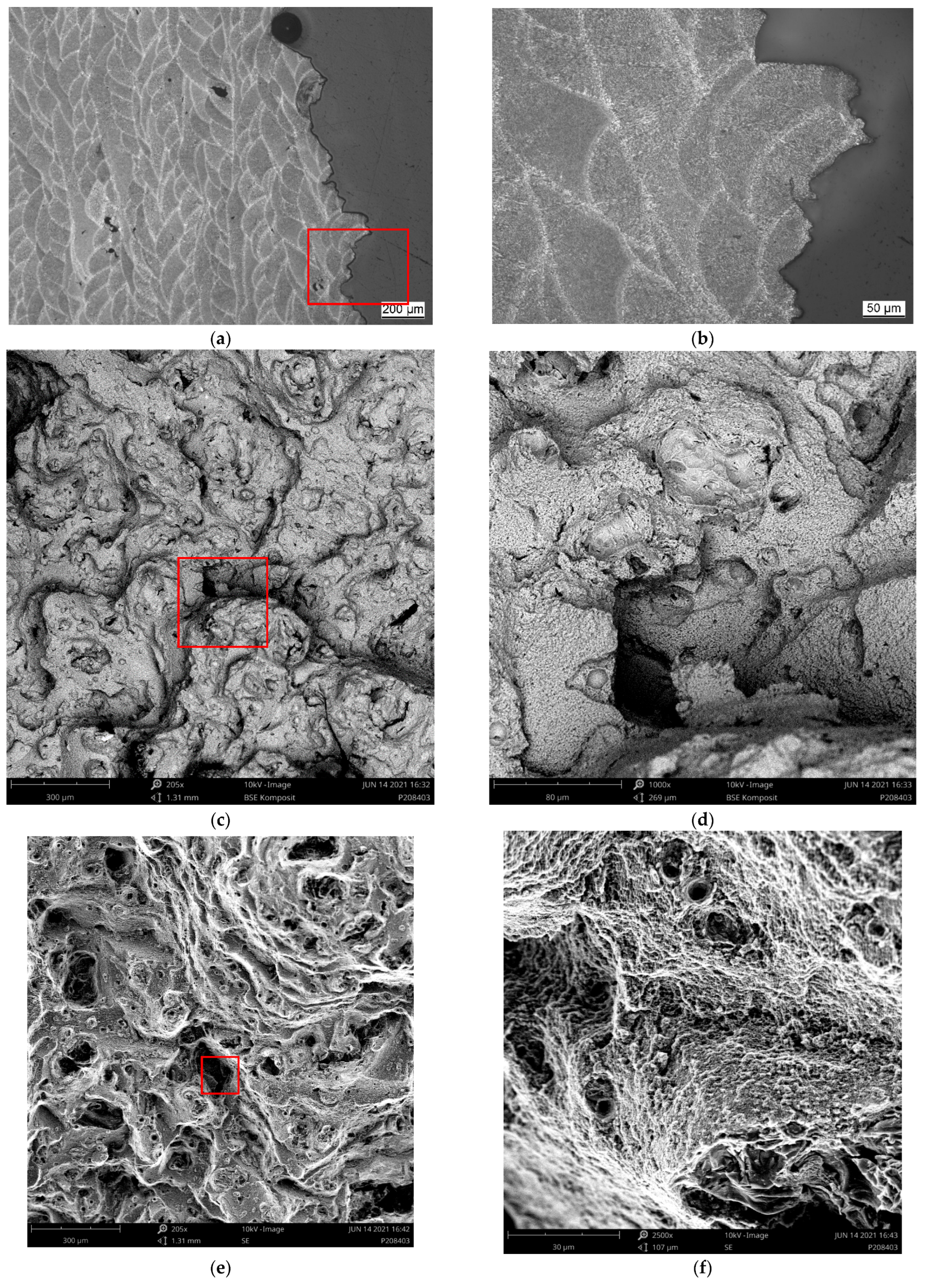
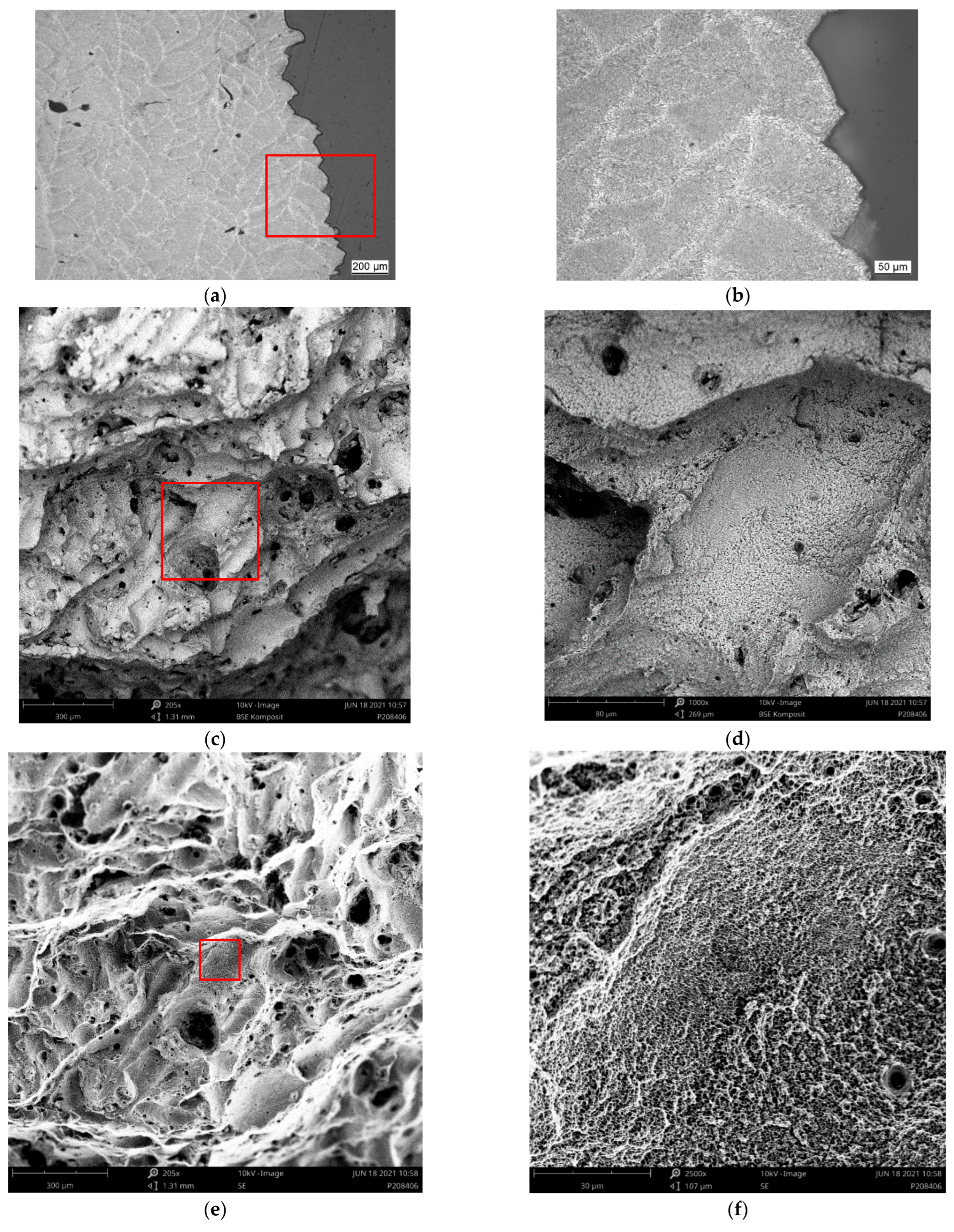
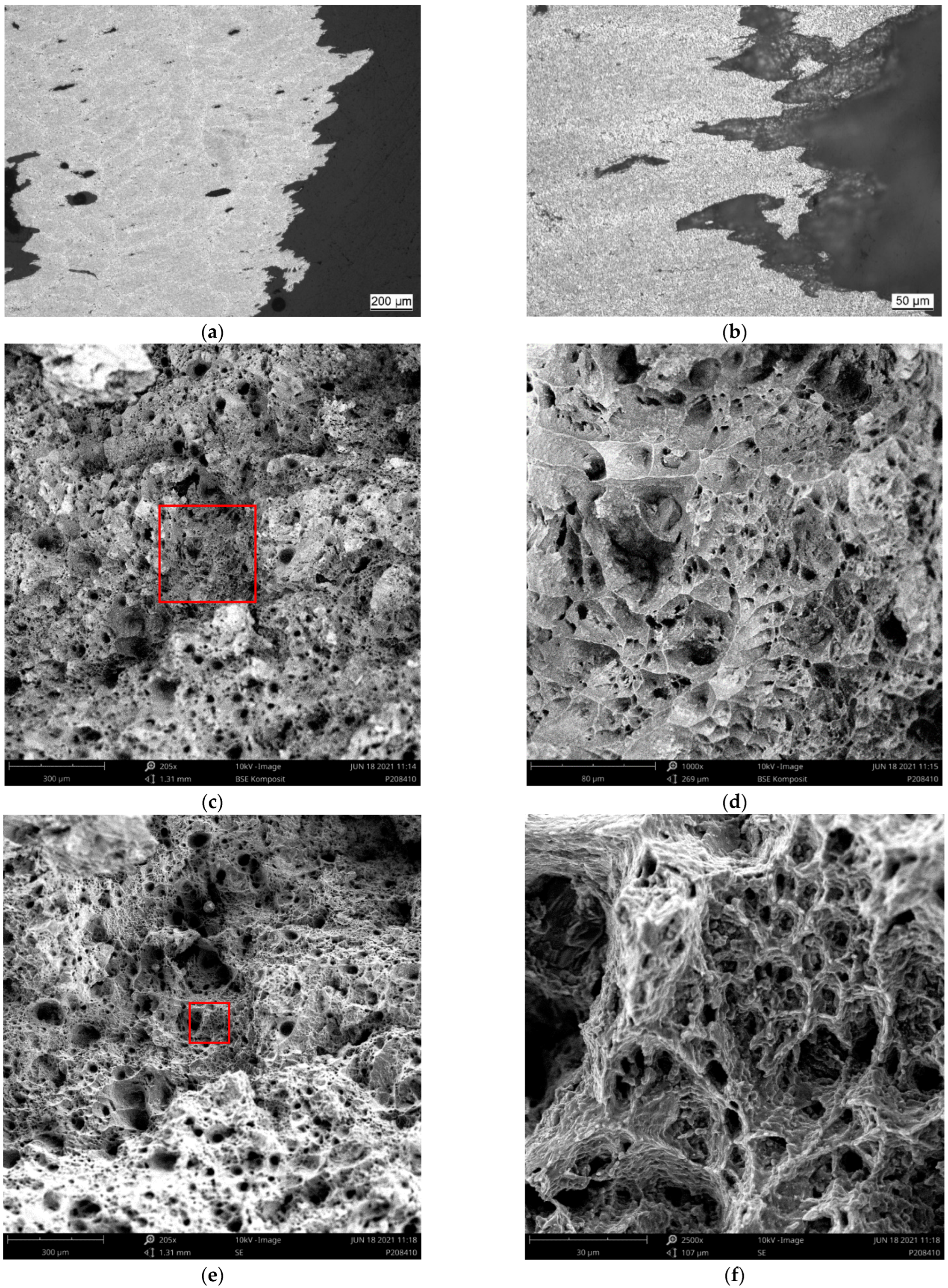
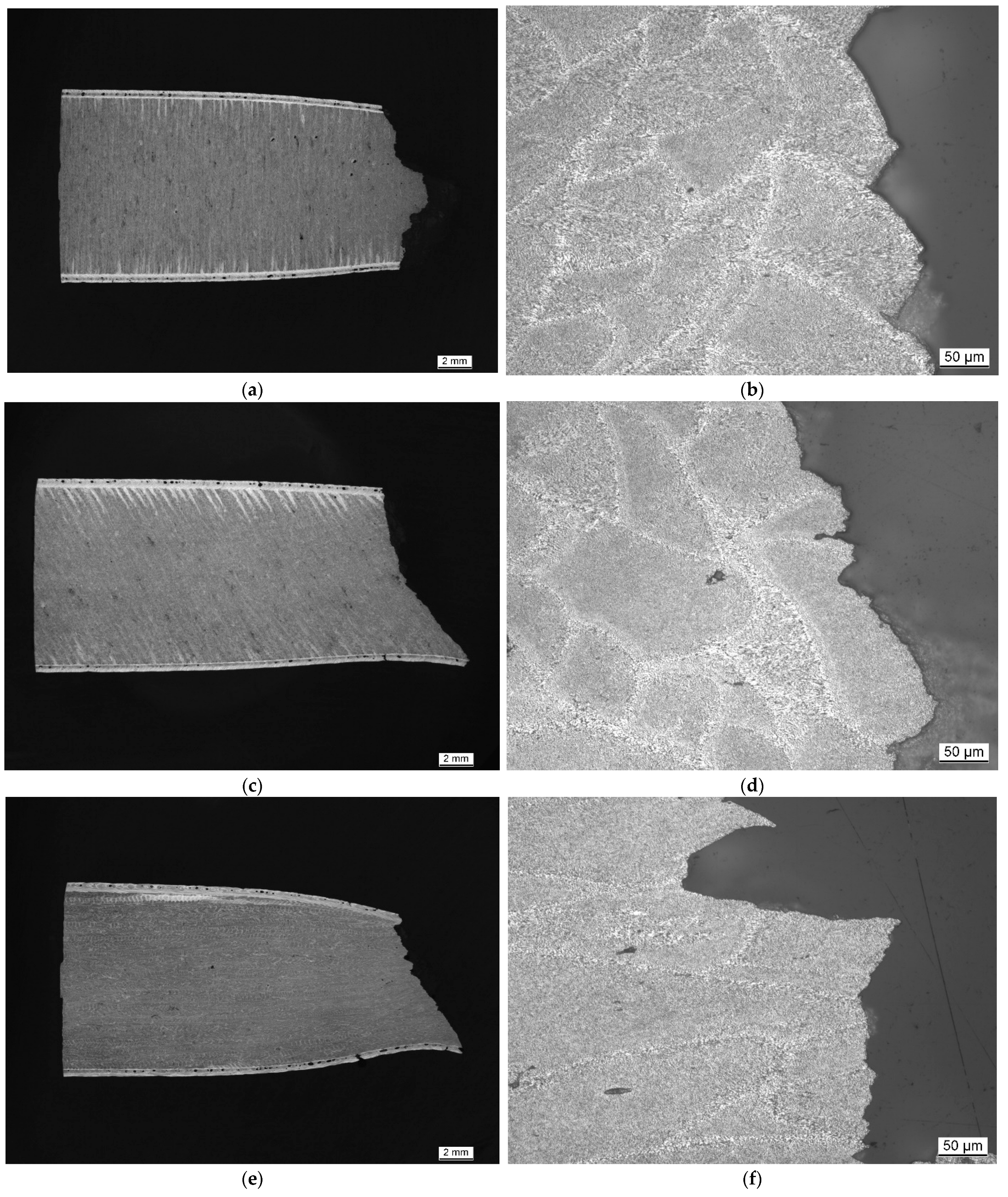
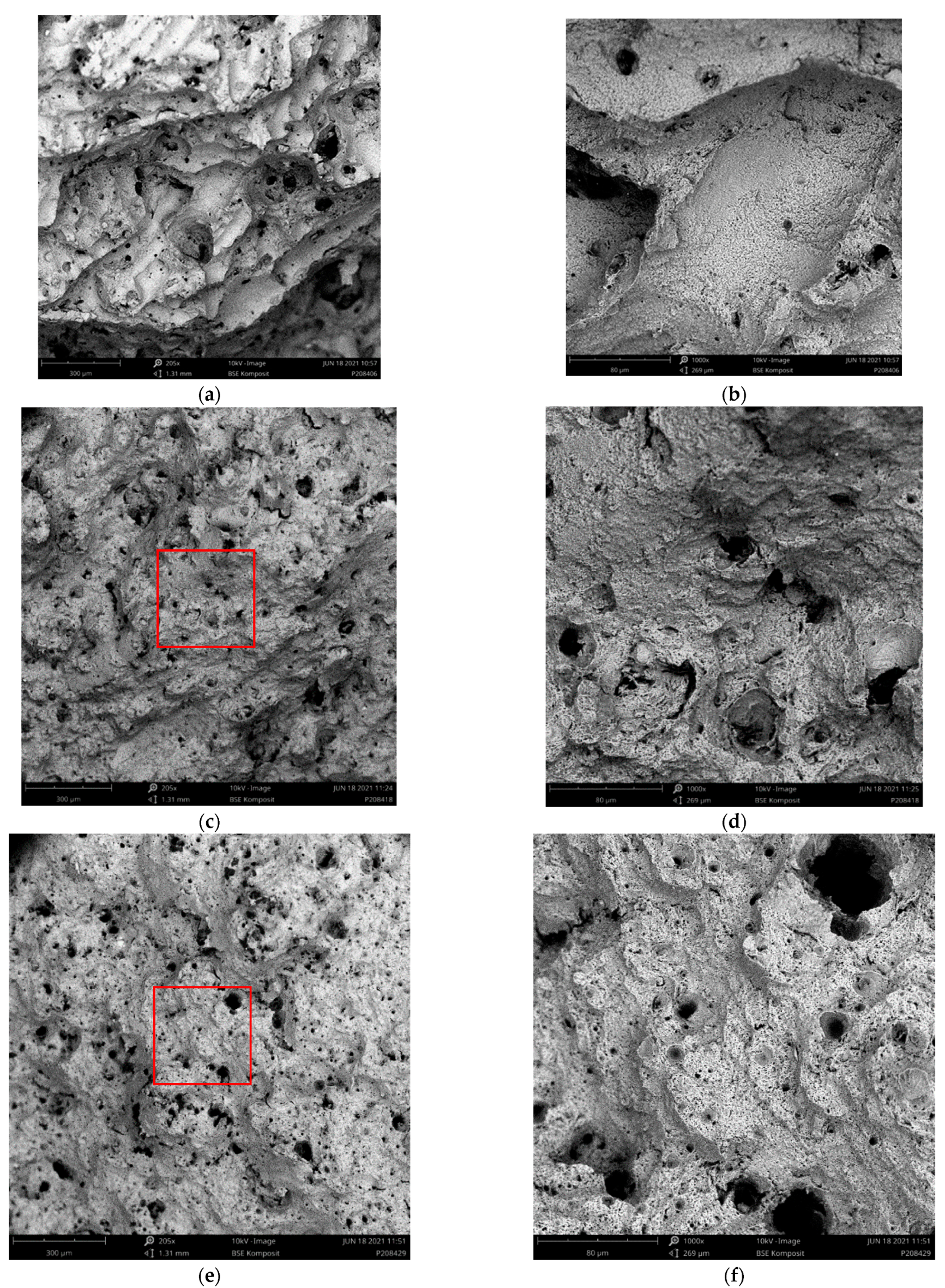
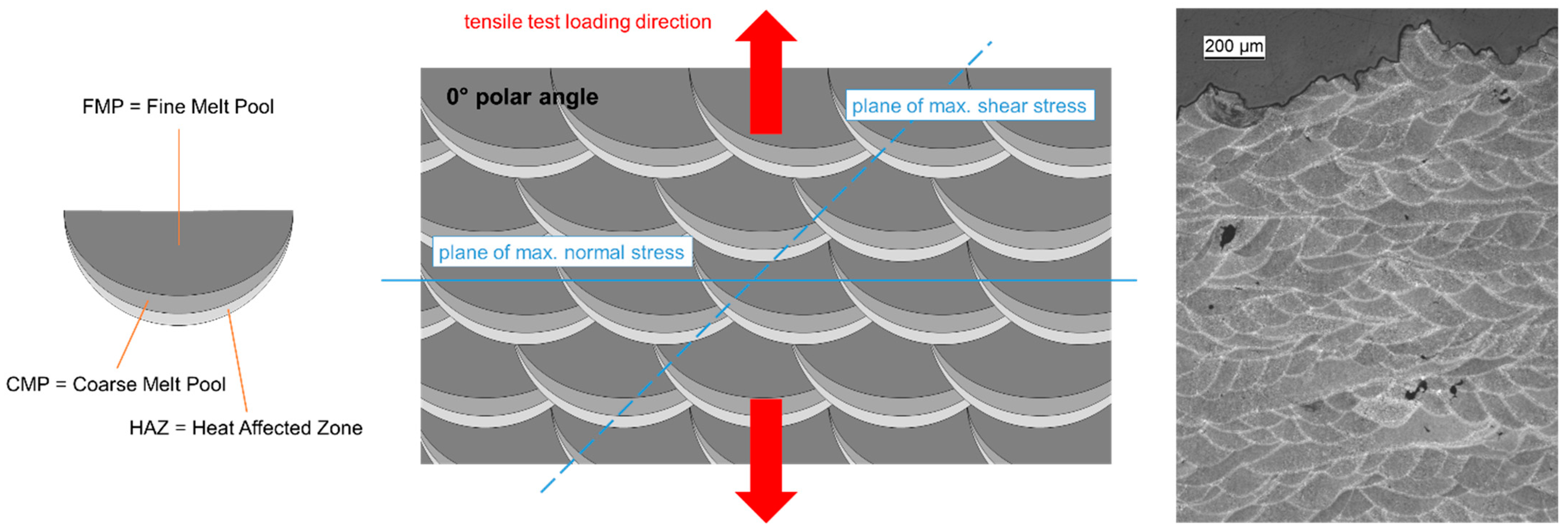
3.2. Microstructure and Fracture Surfaces
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| UTS (MPa) (SD (MPa)) | YS (MPa) (SD (MPa)) | Elongation 1 (%) (SD (%)) | Ref. | Comments, Processing Conditions (BP = Build Platform, PA = Polar Angle, AA = Azimuth Angle, SR = Stress-Relieved, SHT = Solution Heat-Treated, WA = Warm-Aged) |
|---|---|---|---|---|
| 184 (1) | 115 (5) | 20.2 (0.4) | [34] | BP @ 35 °C, PA 0°, HIP 2 2 h @ 500 °C, EOS M280, Ar atm. |
| 241 | 154 | 24.1 | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, WA 1000 h @ 177 °C, EOS M290. |
| 245 | 139 | 18.1 | [21] | BP @ RT, PA 0°, SHT 6 h @ 530 °C, EOS M280, Ar atm. |
| 245 | 155 | 14.8 | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, WA 1000 h @ 177 °C, EOS M290. |
| 246 | 154 | 21.6 | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, WA 10 h @ 177 °C, EOS M290. |
| 247 | 157 | 23.5 | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, EOS M290. |
| 249 | 153 | 21.3 | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, EOS M290. |
| 248 | 126 | 6.3 | [26] | BP @ 220 °C, PA 90°, PLaser 960 W, vS > 1 m/s, tested as-built. |
| 250 | 164 | 23.4 | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, WA 10 h @ 177 °C, EOS M290. |
| 267.7 | 152.7 | 16.18 | [32] | PA 0°, SR 2 h @ 300 °C, 3D Systems ProX® DMP 320. |
| 269 | 153 | 18.3 | [21] | BP @ RT, PA 90°, SHT 6 h @ 530 °C, EOS M280, Ar atm. |
| 271 | 174 | 16.5 | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, WA 100 h @ 177 °C, EOS M290. |
| 273 | 180 | 20.9 | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 285 °C, WA 100 h @ 177 °C, EOS M290. |
| 285 | 180 | 18.6 | [21] | BP @ RT, PA 90°, SHT 2 h @ 300 °C, EOS M280, Ar atm. |
| 286 (2) | 183 (5) | 7 (0.2) | [34] | BP @ 35 °C, PA 0°, WA 2 h @ 300 °C, EOS M280, Ar atm. |
| 290 | 175 | 14.2 | [21] | BP @ RT, PA 0°, SHT 2 h @ 300 °C, EOS M280, Ar atm. |
| 302 | 150 | 4.0 | [26] | BP @ 220 °C, PA 0°, PLaser 960 W, vS > 1 m/s, tested as-built. |
| 302 (1.4) | 223 (2.8) | 16.0 (2.5) | [35] | BP @ RT, PA 0°, SHT 1 h @ 540 °C, WA 4 h @ 160 °C. |
| 302.4 | 174.1 | 11.68 | [32] | PA 0°, SR 2 h @ 270 °C, 3D Systems ProX® DMP 320. |
| 308 | 221 | 11.8 | [28] | BP @ 150 °C, PA 0°, SHT 1 h @ 540 °C, WA 4 h @ 160 °C, SLM500, Ar atm. |
| 310 (3) | - | 9.2 | [14] | PA 90°, AA 0°, WA 2 h @ 300 °C, Concept Laser© M2, Ar atm. |
| 310.8 (1.3) | 198.0 (2.0) | 13.7 (0.6) | [36] | PLaser 370 W, vS = 1.454 m/s, SR 2 h @ 275 °C, Eplus3D EP-M250, Ar atm. |
| 314.32 (7.24) | 179.71 (8.31) | 3.97 (0.45) | [16] | BP @ 200 °C, PA 45°, AA 5°, tested as-built, SLM 280HL. |
| 319 | 251 | 12.6 | [28] | BP @ 150 °C, PA 0°, SHT 10 min. @ 510 °C, WA 6 h @ 160 °C, SLM500, Ar atm. |
| 323 (0.0) | 243 (0.0) | 15.3 (2.4) | [35] | BP @ RT, PA 90°, SHT 1 h @ 540 °C, WA 4 h @ 160 °C. |
| 330.11 (10.39) | 188.15 (7.04) | 4.47 (0.15) | [16] | BP @ 200 °C, PA 45°, AA 0°, tested as-built, SLM 280HL |
| 342 | 266 | - | [18] | PA 90°, tested as-built, Renishaw AM400. |
| 342 (5) | - | 6.5 | [14] | PA 0°, WA 2h @ 300 °C, Concept Laser© M2, Ar atm. |
| 344 | 192 | 5.9 | [31] | BP @ 200 °C, PA 45°, AA 90°, SLM 280HL. |
| 344.73 (20.56) | 198.13 (13.64) | 3.2 (0.19) | [16] | BP @ 200 °C, PA 0°, AA 45°, tested as-built, SLM 280HL. |
| 348 | 209 | 5.9 | [31] | BP @ 200 °C, PA 90°, AA 0°, SLM 280HL. |
| 349 | 210 | 4.4 | [31] | BP @ 200 °C, PA 60°, AA 90°, SLM 280HL. |
| 355 (5) | 234 (5) | 11 (2.2) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, WA 1000 h @ 177 °C, EOS M290. |
| 356 | 250 | - | [18] | PA 0°, tested as-built, Renishaw AM400. |
| 357 | 254 | - | [18] | PA 30°, tested as-built, SLM 280. |
| 357.49 (19.60) | 208.57 (16.94) | 3.15 (0.08) | [16] | BP @ 200 °C, PA 0°, AA 5°, tested as-built, SLM 280HL. |
| 360 | 239 | - | [18] | PA 90°, tested as-built, SLM 280. |
| 360.27 (10.44) | 222.83 (9.30) | 5.33 (0.46) | [16] | BP @ 200 °C, PA 90°, AA 85°, tested as-built, SLM 280HL |
| 362 | 270 | - | [18] | PA 30°, tested as-built, Renishaw AM400. |
| 364 | 225 | 6.5 | [31] | BP @ 200 °C, PA 90°, AA 90°, SLM 280HL. |
| 366 (5) | 245 (5) | 10.8 (1.2) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, WA 10 h @ 177 °C, EOS M290. |
| 366.43 (12.51) | 206.74 (4.42) | 6.12 (1.10) | [16] | BP @ 200 °C, PA 90°, AA 5°, tested as-built, SLM 280HL. |
| 370 | 280 | - | [18] | PA 90°, tested as-built, EOS M400. |
| 372 (4) | 248 (4) | 10.4 (1.1) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, WA 1000 h @ 177 °C, EOS M290. |
| 374 | 256 | - | [18] | PA 30°, tested as-built, EOS M400. |
| 376 (9) | 250 (6) | 10.1 (1.1) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, EOS M290. |
| 377 | 205 | 3.3 | [31] | BP @ 200 °C, PA 0°, AA 90°, SLM 280HL. |
| 377 (11) | 250 (5) | 10.2 (1.1) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, WA 100 h @ 177 °C, EOS M290. |
| 379 | 244 | - | [18] | PA 0°, tested as-built, EOS M400. |
| 379.67 | 226.63 | 8.18 | [39] | PA not specified, PLaser 200 W, Concept Laser M2, N2 atm. |
| 383.67 | 247.67 | 9.833 | [30] | PA 90°, PLaser 370 W, vS = 1.3 m/s, tested as-built, EOS M280. |
| 386 (2.6) | 248 (1.7) | 8.6 (1.4) | [35] | BP @ 160 °C, PA 90°, tested as-built. |
| 386 | 249 | - | [18] | PA 0°, tested as-built, SLM 280. |
| 387 (4) | 221 (6) | 5.3 (1.1) | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, WA 1000 h @ 177 °C, EOS M290. |
| 388 (7) | 256 (8) | 10.2 (0.9) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, WA 100 h @ 177 °C, EOS M290. |
| 389 (4) | 263 (3) | 9.4 (0.8) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, WA 10 h @ 177 °C, EOS M290. |
| 391 (6 3) | - | 5.55 (0.4 3) | [29] | PA 90°, AA 0°, tested as-built, Concept Laser M1. |
| 391 (5) | 231 (9) | 4.6 (0.7) | [22] | BP @ 80 °C, PA 0°, WA 1000 h @ 177 °C, EOS M290. |
| 396 (8 3) | - | 3.47 (0.6 3) | [29] | PA 0°, tested as-built, Concept Laser M1. |
| 399.1 7.330 | 241.15 5.697 | 6.47 0.361 | [16] | BP @ 200 °C, PA 90°, AA 5°, tested as-built, SLM 280HL. |
| 401 | 214 | 3.2 | [26] | BP @ RT, PA 0°, PLaser 240 W, vS = 0.5 m/s, tested as-built. |
| 403 (9) | 229 (12) | 4.2 (0.6) | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, WA 100 h @ 177 °C, EOS M290. |
| 407 (8) | 229 (7) | 5 (0.7) | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, WA 100 h @ 177 °C, EOS M290. |
| 411 (9) | 231 (7) | 5 (0.8) | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, WA 10 h @ 177 °C, EOS M290. |
| 412 (5.5) | 228 (4.1) | 7.0 (0.1) | [35] | BP @ 160 °C, PA 0°, tested as-built. |
| 415 | 231 | 10.5 | [26] | BP @ RT, PA 90°, PLaser 960 W, vS > 1 m/s, tested as-built. |
| 416 | 242 | 5.9 | [26] | BP @ RT, PA 90°, PLaser 240 W, vS = 0.5 m/s, tested as-built. |
| 418 (9) | 233 (12) | 5.1 (0.8) | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, WA 10 h @ 177 °C, EOS M290. |
| 421.67 | 239 | 5.176 | [30] | PA 0°, PLaser 370 W, vS = 1.3 m/s, tested as-built, EOS M280. |
| 436 | 203 | 5.5 | [26] | BP @ RT, PA 0°, PLaser 960 W, vS > 1 m/s, tested as-built. |
| 436.8 | 231.6 | 7.04 | [32] | PA 0°, tested as-built, 3D Systems ProX® DMP 320. |
| 436.8 | 264.3 | 4.19 | [32] | PA 0°, WA 6 h @ 170 °C, 3D Systems ProX® DMP 320. |
| 443 (16) | 258 (4) | 4.7 (1.2) | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, SR 2 h @ 190 °C, EOS M290. |
| 444.85 (8.73) | 341.49 (9.97) | 2.55 (0.27) | [33] | PLaser 220 W, vS = 1.1 m/s, tested as-built, DiMetal-100, Ar atm. |
| 447 | 250 | 4.1 | [28] | BP @ 150 °C, PA 0°, tested as-built, SLM500, Ar atm. |
| 452 | 256 | 4.3 | [28] | BP @ 150 °C, PA 0°, WA 4 h @ 160 °C, SLM500, Ar atm. |
| 455 (12) | 300 (3) | 5.2 (0.6) | [27] | PLaser 350 W, vS = 1.17 m/s, SLM 250 HL. |
| 457 (2) | 274 (10) | 12.4 (1.3) | [22] | BP @ 80 °C, PA 90°, PLaser 300 W, vS = 1 m/s, EOS M290. |
| 459 (3) | - | 6.8 | [14] | PA 90°, AA 0°, WA 2 h @ 200 °C, Concept Laser© M2, Ar atm. |
| 459.21 (13.77) | 346.18 (10.45) | 2.88 (0.29) | [33] | PLaser 220 W, vS = 1.1 m/s, tested as-built, DiMetal-100, N2 atm. |
| 463 (3) | 237 (4) | 7.6 (1.0) | [22] | BP @ 80 °C, PA 0°, PLaser 300 W, vS = 1 m/s, EOS M290. |
| 464 (2) | - | 7.1 | [14] | PA 90°, AA 0°, tested as-built, Concept Laser© M2, Ar atm. |
| 468 (1) | - | 5.4 | [14] | PA 0°, tested as-built, Concept Laser© M2, Ar atm. |
| 471 (0.8) | 321 (1.8) | 8.6 (0.5) | [35] | BP @ RT, PA 90°, WA 4 h @ 160 °C. |
| 473 (1) | 263 (5) | 7.7 (0.1) | [34] | BP @ 35 °C, PA 0°, tested as-built, EOS M280, Ar atm. |
| 475 | 279 | 7.5 | [21] | BP @ RT, PA 90°, EOS M280, Ar atm. |
| 476 | 220 | 5.5 | [21] | BP @ RT, PA 0°, EOS M280, Ar atm. |
| 478 (1) | - | 3.0 | [14] | PA 0°, WA 2 h @ 200 °C, Concept Laser© M2, Ar atm. |
| 479 (2) | 298 (5) | 5.6 (0.1) | [34] | BP @ 35 °C, PA 0°, WA 2 h @ 200 °C, EOS M280, Ar atm. |
| 483.3 (3.1) | 289.3 (2.1) | 7.2 (1.0) | [36] | PLaser 370 W, vS = 1.293 m/s, tested as-built, Eplus3D EP-M250, Ar atm. |
| 489.45 (3.20) | 323.75 (2.28) | 4.51 (0.22) | [33] | PLaser 220 W, vS = 1.1 m/s, remelting step w. PLaser 200 W, vS = 1.2 m/s, tested as-built, DiMetal-100, Ar atm. |
| 492 | 292 | 5.6 | [38] | BP @ 150 °C, tested as-built. |
| 493 (0.6) | 292 (0.6) | 6.0 (0.6) | [35] | BP @ RT, PA 0°, WA 4 h @ 160 °C. |
| 493 | 296 | 5.0 | [37] | BP @ 50 °C, WA 6 h @ 160 °C. |
| 494.3 (1.2) | 294.7 (2.5) | 7.0 (1.3) | [36] | PLaser 370 W, vS = 1.344 m/s, tested as-built, Eplus3D EP-M250, Ar atm. |
| 496.0 (2.6) | 297.0 (1.0) | 6.3 (0.3) | [36] | PLaser 370 W, vS = 1.511 m/s, tested as-built, Eplus3D EP-M250, Ar atm. |
| 500.14 (5.15) | 324.91 (4.82) | 5.13 (0.27) | [33] | PLaser 220 W, vS = 1.1 m/s, remelting step w. PLaser 200 W, vS = 1.2 m/s, tested as-built, DiMetal-100, N2 atm. |
| 500.7 (0.8) | 311.5 (5.9) | 7.7 (0.5) | [36] | PLaser 370 W, vS = 1.454 m/s, tested as-built, Eplus3D EP-M250, Ar atm. |
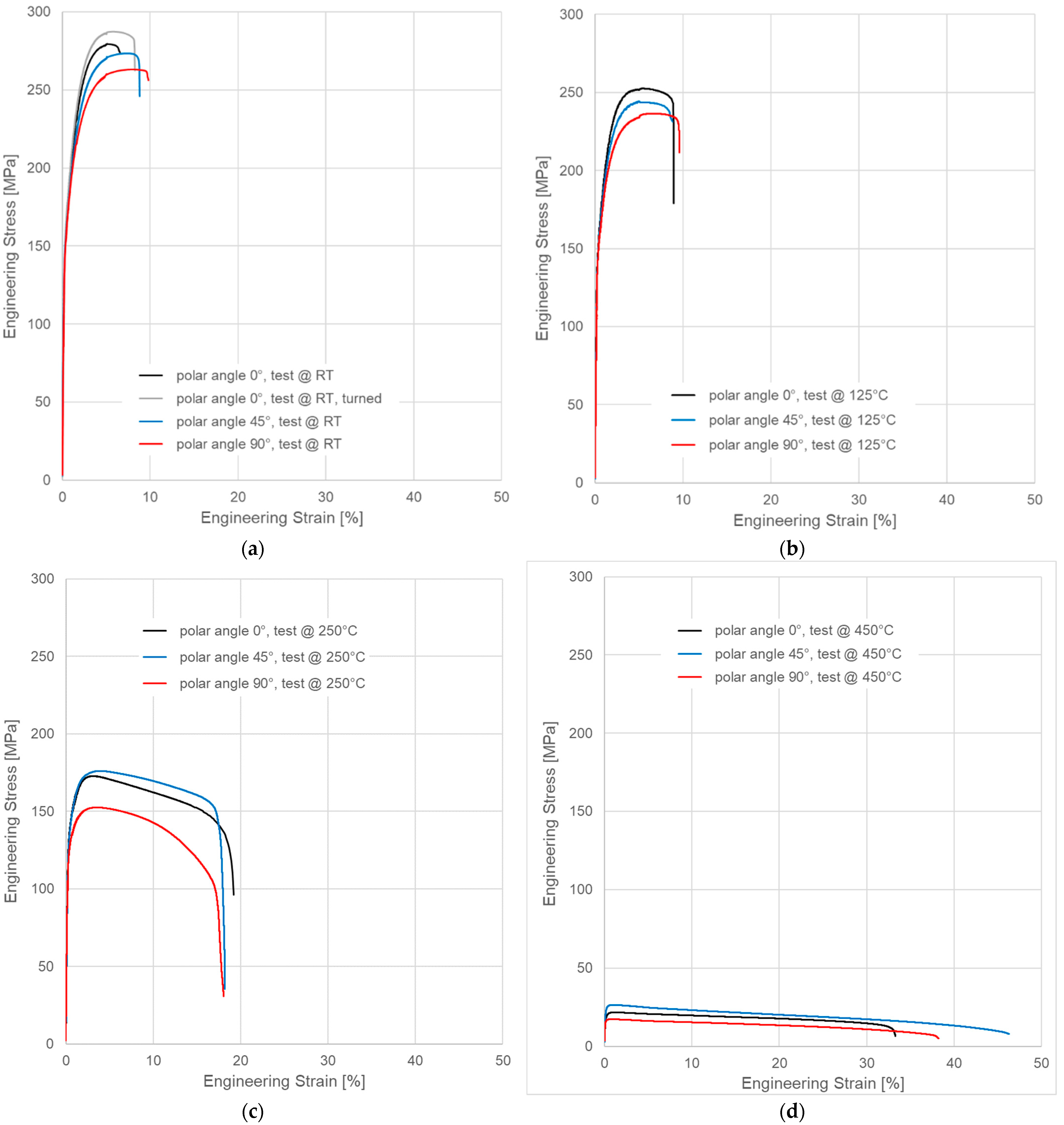
| Temperature (°C) | Polar Angle (°) | UTS (MPa) SD (MPa) | YS (MPa) SD (MPa) | Elongation 1 (%) SD (%) | E (GPa) SD (GPa) | Comments |
|---|---|---|---|---|---|---|
| RT | 0 | 289.02 0.931 | 169.25 1.16 | 8.40 0.908 | 72.00 1.18 | 3 samples, surface turned. |
| 0 | 280.20 0.691 | 165.94 11.40 | 6.37 0.193 | 71.86 1.32 | 3 samples, surface as-built. | |
| 45 | 272,02 1.85 | 154,94 1.74 | 8.06 0.573 | 78.40 4.59 | 3 samples, surface as-built. | |
| 90 | 265.92 9.43 | 145.24 11.15 | 9.88 4.65 | 69.63 2 1.07 | 5 samples, surface as-built. | |
| 125 | 0 | 249.68 3.00 | 154.98 2.20 | 7.66 1.02 | 70.41 3.14 | 3 samples, surface as-built. |
| 45 | 238.26 9.23 | 151.70 4.11 | 9.73 1.15 | 67.48 7.66 | 3 samples, surface as-built. | |
| 90 | 239.37 3.94 | 155.39 0.94 | 9.63 1.27 | 63.03 1.62 | 3 samples, surface as-built. | |
| 250 | 0 | 162.82 9.08 | 132.95 3.33 | 15.64 5.05 | 55.74 3 1.39 | 5 samples, surface as-built. |
| 45 | 174.11 2.42 | 135.75 3.26 | 14.60 3.07 | 50.74 1.20 | 3 samples, surface as-built. | |
| 90 | 163.56 18.79 | 135.72 9.08 | 17.61 2 0.62 | 46.91 2 1.63 | 3 samples, surface as-built. | |
| 450 | 0 | 34.42 17.94 | 32.51 17.85 | 26.49 9.67 | - 4 | 2 samples, surface as-built. |
| 45 | 39.30 18.19 | 37.96 18.21 | 30.79 21.91 | - 4 | 2 samples, surface as-built. | |
| 90 | 17.52 0.28 | 16.40 0.78 | 45.63 10.47 | - 4 | 2 samples, surface as-built. |
References
- Papis, K.J.M.; Loeffler, J.F.; Uggowitzer, P.J. Light Metal Compound Casting. Sci. China Ser. E Technol. Sci. 2009, 52, 46–51. [Google Scholar] [CrossRef]
- Lehmhus, D.; von Hehl, A.; Hausmann, J.; Kayvantash, K.; Alderliesten, R.; Hohe, J. New Materials and Processes for Transport Applications: Going Hybrid and Beyond. Adv. Eng. Mater. 2019, 21, 1900056. [Google Scholar] [CrossRef] [Green Version]
- Hajjari, E.; Divandari, M.; Razavi, S.H.; Emami, S.M.; Homma, T.; Kamado, S. Dissimilar joining of Al/Mg light metals by compound casting process. J. Mater. Sci. 2011, 46, 6491–6499. [Google Scholar] [CrossRef]
- Zare, G.R.; Divandari, M.; Arabi, H. Investigation on interface of Al/Cu couples in compound casting. Mater. Sci. Technol. 2013, 29, 190–196. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Sui, Y.; Wang, Q.; Ding, W. An investigation into interface formation and mechanical properties of aluminum–copper bimetal by squeeze casting. Mater. Des. 2016, 89, 1137–1146. [Google Scholar] [CrossRef]
- Fang, X. Evaluation of Coating Systems for Steel Aluminum Hybrid Casting. J. Mater. Sci. Eng. A 2017, 7, 51–67. [Google Scholar]
- Schittenhelm, D.; Burblies, A.; Busse, M. Stahlverstärkter Aluminiumguss—Bauraumreduzierung durch lastfallgerechte Auslegung eines Verbund-Hecklängsträgers mittels Mehrphasen-Topologieoptimierung. Forsch. Im Ing. 2018, 82, 131–147. [Google Scholar] [CrossRef]
- Papis, K.J.M.; Hallstedt, B.; Loeffler, J.F.; Uggowitzer, P.J. Interface formation in aluminium-aluminium compound casting. Acta Mater. 2008, 56, 3036–3043. [Google Scholar] [CrossRef]
- Koerner, C.; Schwankl, M.; Himmler, D. Aluminum-aluminum compound castings by electroless deposited zinc layers. J. Mater. Process. Technol. 2014, 214, 1094–1101. [Google Scholar] [CrossRef]
- Schwankl, M.; Wedler, J.; Koerner, C. Wrought Al—Cast Al compound casting based on zincate treatment for aluminum wrought alloy inserts. J. Mater. Process. Technol. 2016, 238, 160–168. [Google Scholar] [CrossRef] [Green Version]
- Rupp, S.; Heppes, F. Combicore—Giesskerne für den Druckguss. Giesserei-Erfahrungsaustausch 2013, 3/4, 6–9. [Google Scholar]
- Lehmhus, D.; Pille, C.; Borheck, D.; Bumbu, F.; Schwegler, T.; Lee, J.; Yoo, J.; Lutze, P.; Vomhof, R.; Weiß, K. Lösungen für die Elektromobilität: Leckagefreie Kühlkanäle für die nächste Generation von Druckguss-Gehäusekomponenten. Giesserei 2021, 108, 40–49. [Google Scholar]
- Lehmhus, D.; Pille, C.; Rahn, T.; Struss, A.; Gromzig, P.; Seibel, A.; Wischeropp, T.; Becker, H.; Diefenthal, F. Druckgießen und Additive Fertigung: Durch strategische Kombination das Beste aus zwei Welten nutzen. Giesserei 2021, 108, 36–43. [Google Scholar]
- Rosenthal, Y.; Apelstein, Y.; Rosenthal, I.; Ashkenazi, D.; Stern, A. On Laser Powder-Bed Fusion of Additively Manufactured AlSi10Mg Alloy: Tensile Properties and Structure Characterization. Ann. “Dunarea De Jos” Univ. Galati 2019, 30, 5–12. [Google Scholar] [CrossRef]
- Hyer, H.; Zhou, L.; Park, S.; Gottsfritz, G.; Benson, G.; Tolentino, B.; McWilliams, B.; Cho, K.; Sohn, Y. Understanding the Laser Powder Bed Fusion of AlSi10Mg Alloy. Metallogr. Mictrostructure Anal. 2020, 9, 484–502. [Google Scholar] [CrossRef]
- Hitzler, L.; Janousch, C.; Schanz, J.; Merkel, M.; Heine, B.; Mack, F.; Hall, W.; Öchsner, A. Direction and location dependency of selective laser melted AlSi10Mg specimens. J. Mater. Process. Technol. 2017, 243, 48–61. [Google Scholar] [CrossRef]
- Azizi, H.; Ebrahimi, A.; Ofori-Opoku, N.; Greenwood, M.; Provatas, N.; Mohammadi, M. Solidification Characteristics of Laser-Powder Bed Fused AlSi10Mg: Role of Building Direction. Available online: https://arxiv.org/abs/2003.09757 (accessed on 24 May 2022).
- Silvestri, A.T.; Astarita, A.; El Hassanin, A.; Manzo, A.; Iannuzzo, G.; De Rosa, V.; Acerra, F.; Squillace, A. Assessment of the Mechanical Properties of AlSi10Mg Parts Produced through Selective Laser Melting Under Different Conditions. Procedia Manuf. 2020, 47, 1058–1064. [Google Scholar] [CrossRef]
- Tradowsky, U.; White, J.; Ward, R.M.; Read, N.; Reimers, W.; Attallah, M.M. Selective laser melting of AlSi10Mg: Influence of post-processing on the microstructural and tensile properties development. Mater. Des. 2016, 105, 212–222. [Google Scholar] [CrossRef] [Green Version]
- Fiocchi, J.; Tuissi, A.; Bassani, P.; Biffi, C.A. Low temperature annealing dedicated to AlSi10Mg selective laser melting products. J. Alloys Compd. 2017, 695, 3402–3409. [Google Scholar] [CrossRef]
- Takata, N.; Kodaira, H.; Sekizawa, K.; Suzuki, A.; Kobashi, M. Change in microstructure of selectively laser melted AlSi10Mg alloy with heat treatments. Mater. Sci. Eng. A 2017, 704, 218–228. [Google Scholar] [CrossRef]
- Merino, J.; Ruvalcaba, B.; Varela, J.; Arrieta, E.; Murr, L.E.; Wicker, R.B.; Benedict, M.; Medina, F. Multiple, comparative heat treatment and aging schedules for controlling the microstructures and mechanical properties of laser powder bed fusion fabricated AlSi10Mg alloy. J. Mater. Res. Technol. 2021, 13, 669–685. [Google Scholar] [CrossRef]
- Raza, A.; Fiegl, T.; Hanif, I.; Markström, A.; Franke, M.; Körner, K.; Hryha, E. Degradation of AlSi10Mg powder during laser based powder bed fusion processing. Mater. Des. 2021, 198, 109358. [Google Scholar] [CrossRef]
- Weiss, C.; Munk, J.; Haefner, C.L. Investigation Towards AlSi10Mg Powder Recycling Behavior in the LPBF Process and its Influences on Mechanical Properties. In Proceedings of the 32nd Annual Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Virtual, 2–4 August 2021; pp. 815–830. [Google Scholar]
- Weiss, C.; Haefner, C.L.; Munk, J. On the Influence of AlSi10Mg Powder Recycling Behavior in the LPBF Process and Consequences for Mechanical Properties. JOM 2022, 74, 1188–1199. [Google Scholar] [CrossRef]
- Buchbinder, D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Selective laser melting of aluminum die-cast alloys—correlations between process parameters, solidification conditions, and resulting mechanical properties. J. Laser Appl. 2015, 27, S29205. [Google Scholar] [CrossRef]
- Chen, B.; Moon, S.K.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Comparison Study on Additive Manufacturing (AM) and Powder Metallurgy (PM) AlSi10Mg Alloys. JOM 2018, 70, 644–649. [Google Scholar] [CrossRef]
- Di Egidio, G.; Ceschini, L.; Morri, A.; Martini, C.; Merlin, M. A Novel T6 Rapid Heat Treatment for AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion: Comparison with T5 and Conventional T6 Heat Treatments. Metall. Mater. Trans. B 2022, 53B, 284–303. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Saravana Kumar, M.; Mohan, E.; Robinson, S.; Thivya Prasad, D. Comparative Study on Morphological, Physical and Mechanical Characteristics of L-PBF Based AlSi10Mg Parts with Conventional Stir Casted Al-10% SiC Composites. Silicon 2022, 14, 2695–2706. [Google Scholar] [CrossRef]
- Sert, E.; Hitzler, L.; Hafenstein, S.; Merkel, M.; Werner, E.; Öchsner, A. Tensile and compressive behaviour of additively manufactured AlSi10Mg samples. Prog. Addit. Manuf. 2020, 5, 305–313. [Google Scholar] [CrossRef] [Green Version]
- Van Cauwenbergh, P.; Beckers, A.; Thijs, L.; Van Hooreweder, B.; Vanmeensel, K. Heat Treatment Optimization via Thermo-Physical Characterization of AlSi7Mg and AlSi10Mg Manufactured by Laser Powder Bed Fusion (LPBF). In Proceedings of the EuroPM 2018 Congress, Bilbao, Spain, 14–18 October 2018. [Google Scholar]
- Xiao, Y.; Yang, Y.; Wu, S.; Chen, J.; Wang, D.; Song, C. Microstructure and Mechanical Properties of AlSi10Mg Alloy Manufactured by Laser Powder Bed Fusion Under Nitrogen and Argon Atmosphere. Acta Metall. Sin. (Engl. Lett.) 2021, 35, 486–500. [Google Scholar] [CrossRef]
- Rosenthal, I.; Shneck, R.; Stern, A. Heat Treatment Effect on the mechanical properties and fracture mechanism in AlSi10Mg fabricated by additive manufacturing selective laser melting process. Mater. Sci. Eng. A 2018, 729, 310–322. [Google Scholar] [CrossRef]
- Casati, R.; Nasab, M.H.; Coduri, M.; Tirelli, V.; Vedani, M. Effects of Platform Pre-Heating and Thermal Treatment Strategies on Properties of AlSi10Mg Alloy Processed by Selective Laser Melting. Metals 2018, 8, 954. [Google Scholar] [CrossRef] [Green Version]
- Pan, W.; Ye, Z.; Zhang, Y.; Liu, Y.; Liang, B.; Zhai, Z. Research on Microstructure and Properties of AlSi10Mg Fabricated by Selective Laser Melting. Materials 2022, 15, 2528. [Google Scholar] [CrossRef] [PubMed]
- Kleiner, S.; Zürcher, J.; Bauer, O.; Margraf, P. Heat Treatment Response of Selectively Laser Melted AlSi10Mg—Wärmebehandelbarkeit von mittels selektivem Laserschmelzen hergestelltem AlSi10Mg. HTM J. Heat Treatm. Mat. 2020, 75, 327–341. [Google Scholar]
- Kempf, A.; Hilgenberg, K. Influence of sub-cell structure on the mechanical properties of AlSi10Mg manufactured by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2020, 776, 138976. [Google Scholar] [CrossRef]
- Liu, A.; Chua, C.K.; Leong, K.F. Properties of Test Coupons Fabricated by Selective Laser Melting. Key. Eng. Mater. 2010, 447–448, 780. [Google Scholar] [CrossRef]
- Uzan, N.E.; Shneck, R.; Yeheskel, O.; Frage, N. High-temperature mechanical properties of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting technologies (AM-SLM). Addit. Manuf. 2018, 24, 257–263. [Google Scholar] [CrossRef]
- Cao, Y.; Lin, X.; Wang, Q.Z.; Shi, S.Q.; Ma, L.; Kang, N.; Huang, W.D. Microstructure evolution and mechanical properties at high temperatures of selective laser melted AlSi10Mg. J. Mater. Sci. Technol. 2021, 62, 162–172. [Google Scholar] [CrossRef]
- Fousová, M.; Dvorský, D.; Michalcová, A.; Vojtěch, D. Changes in the microstructure and mechanical properties of additively manufactured AlSi10Mg alloy after exposure to elevated temperatures. Mater. Charact. 2018, 137, 119–126. [Google Scholar] [CrossRef]
- Available online: https://www.slm-solutions.com/fileadmin/Content/Powder/MDS/MDS_Al-Alloy_AlSi10Mg_0221.pdf (accessed on 7 October 2022).
- DIN 50125: 2016-12; Testing of Metallic Materials—Tensile Test Pieces. Beuth Verlag GmbH: Berlin, Germany, 2016.
- DIN EN ISO 6507-1:2018-7; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. Beuth Verlag: Berlin, Germany, 2018.
- Qin, H.; Fallah, V.; Dong, Q.; Brochu, M.; Daymond, M.R.; Gallerneault, M. Solidification pattern, microstructure and texture development on Laser Powder Bed Fusion (LPBF) of AlSi10Mg alloy. Mater. Charact. 2018, 145, 29–38. [Google Scholar] [CrossRef]
- Qin, H.; Dong, Q.; Fallah, V.; Daymond, M.R. Rapid Solidification and Non-equilibrium Phase Constitution in Laser Powder Bed Fusion (LPBF) of AlSi10Mg Alloy: Analysis of Nano-precipitates, Eutectic Phases and Hardness Evolution. Metall. Mater. Trans. A 2020, 51A, 448–466. [Google Scholar] [CrossRef]
- Mertens, A.; Delahaye, J.; Dedry, O.; Vertruyen, B.; Tchuindjang, J.T.; Habraken, A.M. Microstructure and Properties of SLM AlSi10Mg: Understanding the Influence of the Local Thermal History. Procedia Manuf. 2020, 47, 1089–1095. [Google Scholar] [CrossRef]
- Santos Macias, J.G.; Douillard, T.; Zhao, L.; Maire, E.; Pyka, G.; Simar, A. Influence on microstructure, strength and ductility of build platform temperature during laser powder bed fusion of AlSi10Mg. Acta Mater. 2020, 201, 231–243. [Google Scholar] [CrossRef]
- Thijs, L.; Kempen, K.; Kruth, J.P.; Humbeeck, J.V. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Rosenthal, I.; Stern, A.; Frage, N. Microstructure and mechanical properties of AlSi10Mg parts produced by the laser beam additive manufacturing (AM) technology. Metallogr. Microstruct. Anal. 2014, 3, 448–453. [Google Scholar] [CrossRef]
- Tang, M.; Pistorius, P.C.; Narra, S.; Beuth, J. Rapid Solidification: Selective Laser Melting of AlSi10Mg. JOM 2016, 68, 960–966. [Google Scholar] [CrossRef]
- Zhang, C.; Zhu, H.; Qi, Y.; Zeng, X. The Effect of Annealing on Microstructure and Mechanical Properties of Selective Laser Melting AlSi10Mg. IOP Conf. Ser. Mater. Sci. Eng. 2019, 538, 012023. [Google Scholar] [CrossRef]
- Zhao, L.; Santos Macias, J.G.; Ding, L.; Idrissi, H.; Simar, A. Damage mechanisms in selective laser melted AlSi10Mg under as built and different post-treatment conditions. Mater. Sci. Eng. A 2019, 764, 138210. [Google Scholar] [CrossRef]
- Keeffe, M.; Umbach, C.C.; Blakely, J.M. Surface self-diffusion on Si from the evolution of periodic step arrays. J. Phys. Chem. Solids 1994, 55, 965–973. [Google Scholar] [CrossRef]
- Ogris, E.; Wahlen, A.; Lüchinger, H.; Uggowitzer, P.J. On the silicon spheroidization in Al-Si alloys. J. Light Met. 2002, 2, 263–269. [Google Scholar] [CrossRef]
- Abdelaziz, M.H.; Samuel, A.M.; Doty, H.W.; Samuel, F.H. Effect of extended thermal exposure and alloying elements on the morphology of eutectic Si in Al-Si cast alloys. Int. J. Met. 2020, 14, 1013–1024. [Google Scholar] [CrossRef]
- Ibrahim, M.; Abdelaziz, M.; Samuel, A.; Doty, H.; Samuel, F. Spheroidization and Coarsening of Eutectic Si Particles in Al-Si-Based Alloys. Adv. Mater. Sci. Eng. 2021, 2021, 6678280. [Google Scholar] [CrossRef]
- Aboulkhair, N.; Tuck, C.; Ashcroft, I.; Maskery, I.; Everitt, N. On the Precipitation Hardening of Selective Laser Melted AlSi10Mg. Metall. Mater. Trans. A 2015, 46, 3337–3341. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. The microstructure and mechanical properties of selectively laser melted AlSi10Mg: The effect of a conventional T6-like heat treatment. Mater. Sci. Eng. A 2016, 104, 174–182. [Google Scholar] [CrossRef]
















| Element | Spec. 1 | Supplier Data 2 | Measurement Results (wt.%) | |||||
|---|---|---|---|---|---|---|---|---|
| (wt.%) | (wt.%) | #1 | #2 | #3 | #4 | av. 3 | SD 4 (%) | |
| Al | Balance | 89.54 | 88.95 | 88.85 | 89.02 | 88.78 | 88.9 | 0.119 |
| Si | 9.0–11.0 | 9.70 | 10.605 | 10.69 | 10.561 | 10.786 | 10.661 | 0.932 |
| Fe | <0.55 | 0.11 | 0.12 | 0.122 | 0.113 | 0.117 | 0.118 | 3.32 |
| Cu | <0.05 | 0.05 | 0.0028 | 0.003 | 0.0021 | 0.0027 | 0.0027 | 14.62 |
| Mn | <0.45 | 0.01 | 0.003 | 0.003 | 0.003 | 0.003 | 0.003 | 0 |
| Mg | 0.20–0.45 | 0.39 | 0.2773 | 0.2786 | 0.2709 | 0.2806 | 0.2769 | 1.514 |
| Zn | <0.10 | 0.01 | 0.003 | 0.003 | 0.002 | 0.003 | 0.0028 | 18.18 |
| Ti | <0.15 | 0.01 | 0.028 | 0.031 | 0.017 | 0.019 | 0.0238 | 28.63 |
| Ni | <0.05 | 0.01 | 0.003 | 0.01 | 0.005 | 0.005 | 0.0058 | 51.93 |
| Pb | <0.05 | 0.01 | 0 | 0 | 0 | 0 | 0 | n.a. |
| Sn | <0.05 | 0.01 | 0 | 0 | 0 | 0 | 0 | n.a. |
| Others | <0.15 | 0.15 | 0.0131 | 0.0156 | 0.0114 | 0.0125 | 0.0132 | 13.53 |
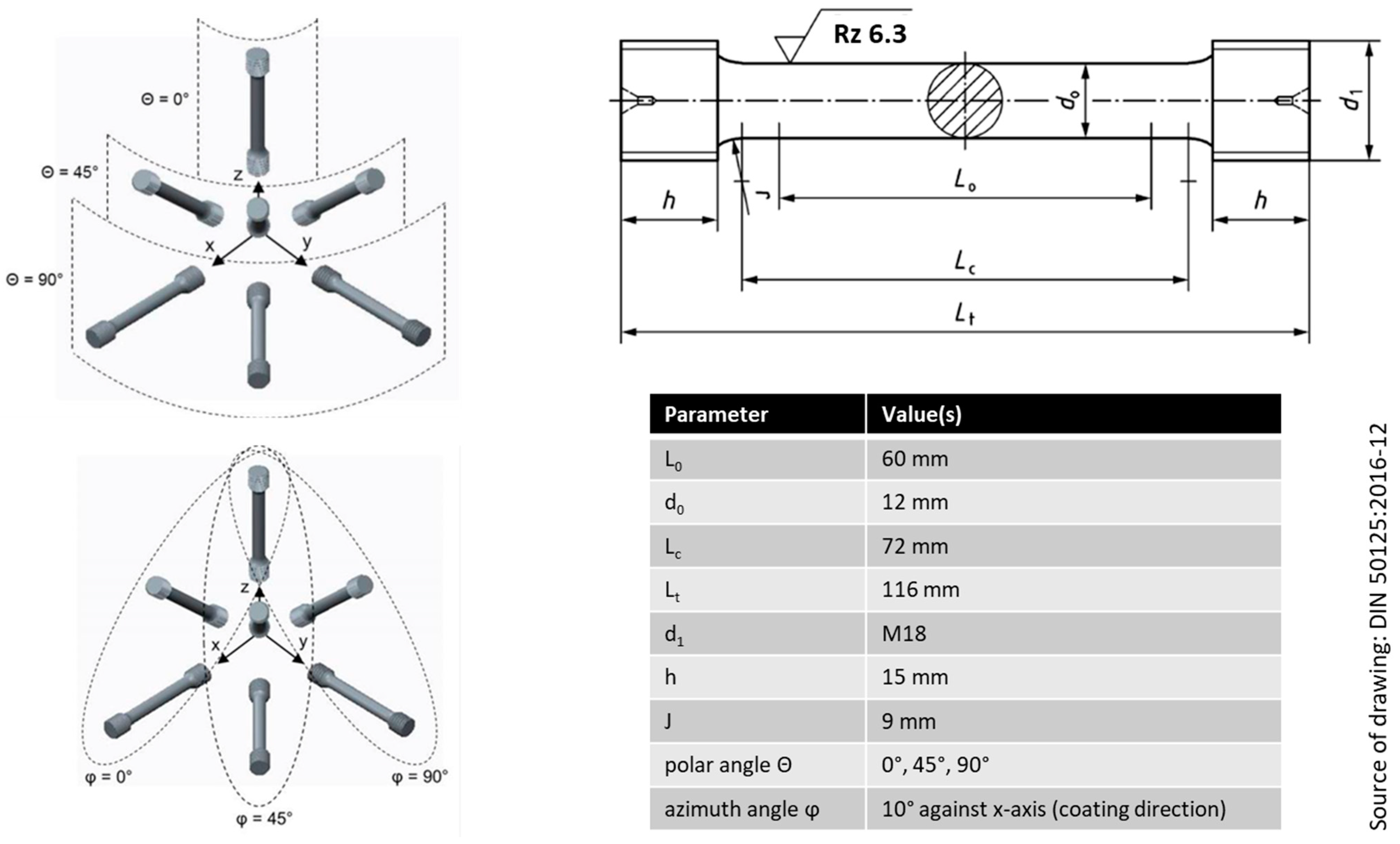
| Parameter (Unit) | Contour | Bulk |
|---|---|---|
| Laser Power (W) | 370 | 370 |
| Scan Speed (mm/s) | 300 | 2000 |
| Hatch Distance (µm) | - 1 | 90 |
| Layer Thickness (µm) | 60 | 60 |
| Parameter (Unit) | As-Manufactured Samples | Turned Samples |
|---|---|---|
| Yield Strength, YS (MPa) | 165.94 | 169.45 |
| YS SD (MPa) | 11.40 | 1.16 |
| Ultimate Tensile Strength, UTS (MPa) | 280.20 | 289.02 |
| UTS SD (MPa) | 0.69 | 0.93 |
| Elongation at Failure (%) | 6.37 | 8.40 |
| EaF 1 SD (%) | 0.19 | 0.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lehmhus, D.; Rahn, T.; Struss, A.; Gromzig, P.; Wischeropp, T.; Becker, H. High-Temperature Mechanical Properties of Stress-Relieved AlSi10Mg Produced via Laser Powder Bed Fusion Additive Manufacturing. Materials 2022, 15, 7386. https://doi.org/10.3390/ma15207386
Lehmhus D, Rahn T, Struss A, Gromzig P, Wischeropp T, Becker H. High-Temperature Mechanical Properties of Stress-Relieved AlSi10Mg Produced via Laser Powder Bed Fusion Additive Manufacturing. Materials. 2022; 15(20):7386. https://doi.org/10.3390/ma15207386
Chicago/Turabian StyleLehmhus, Dirk, Thomas Rahn, Adrian Struss, Phillip Gromzig, Tim Wischeropp, and Holger Becker. 2022. "High-Temperature Mechanical Properties of Stress-Relieved AlSi10Mg Produced via Laser Powder Bed Fusion Additive Manufacturing" Materials 15, no. 20: 7386. https://doi.org/10.3390/ma15207386