
Influence of WC Particle Size on the Mechanical Properties and Residual Stress of HVOF Thermally Sprayed WC–10Co–4Cr Coatings

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Processing and Basic Characterization
2.2. Nanoindentation Testing
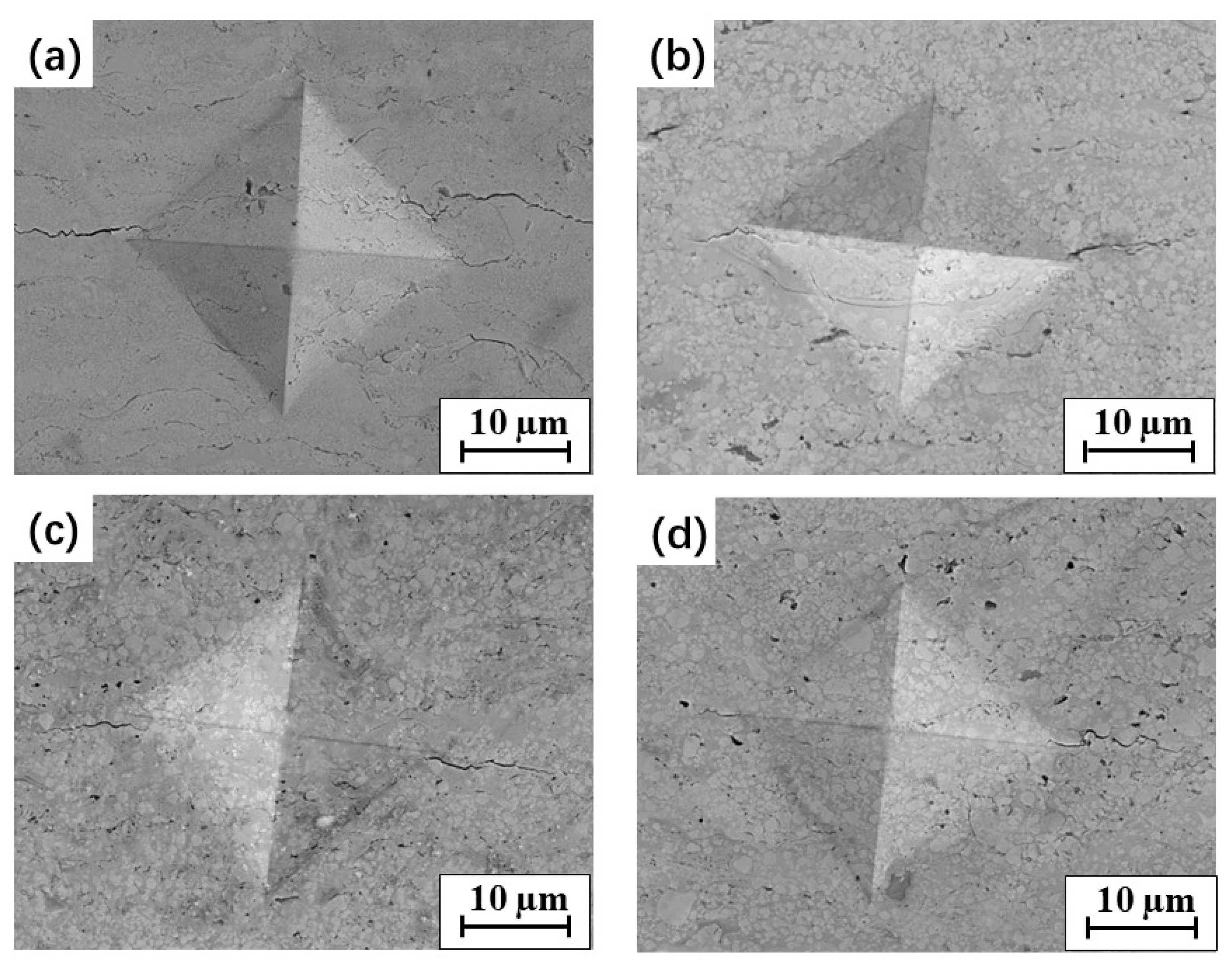
2.3. Vickers Indentation Testing
2.4. Residual Stress Measurements
3. Results and Discussion
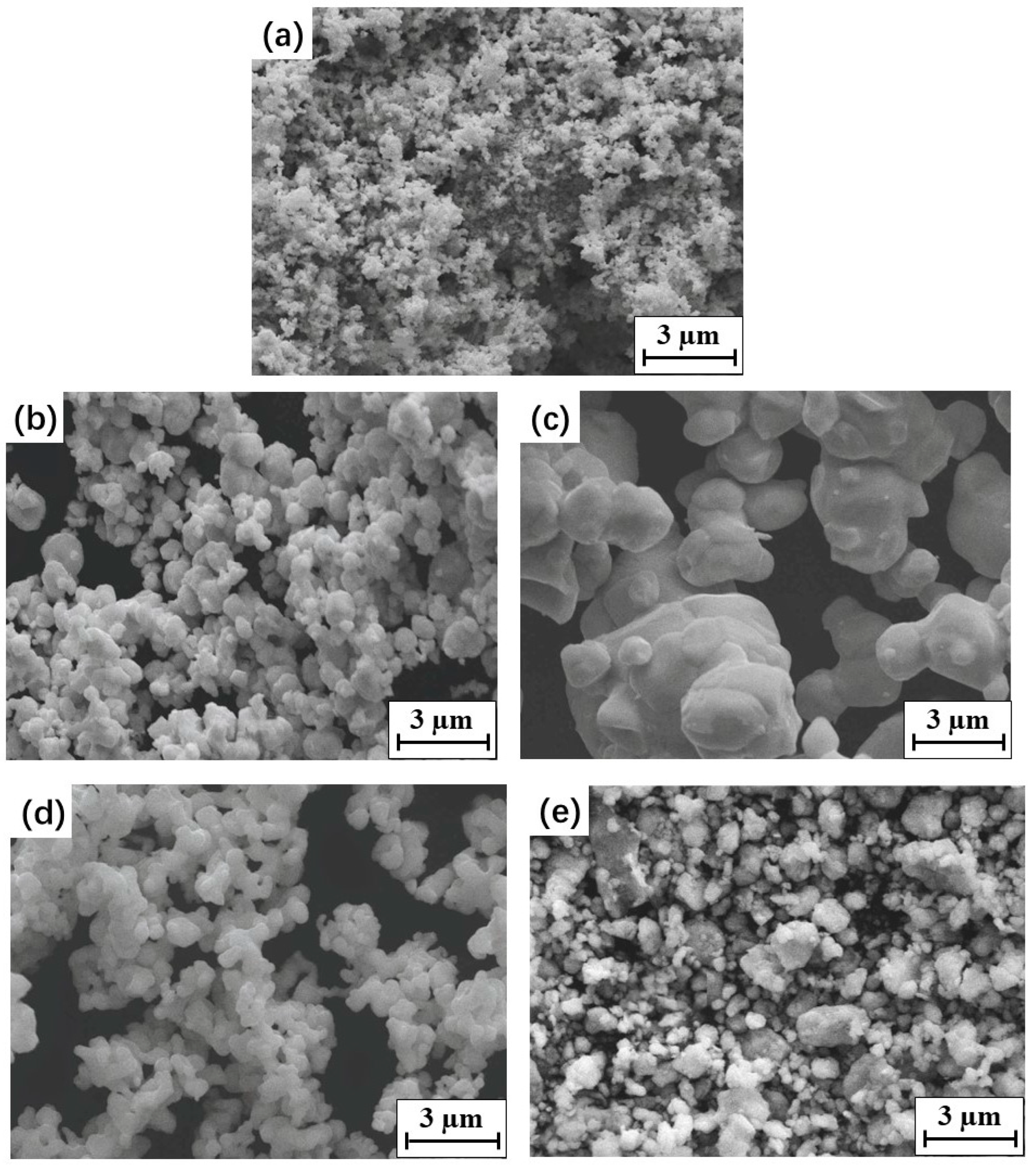
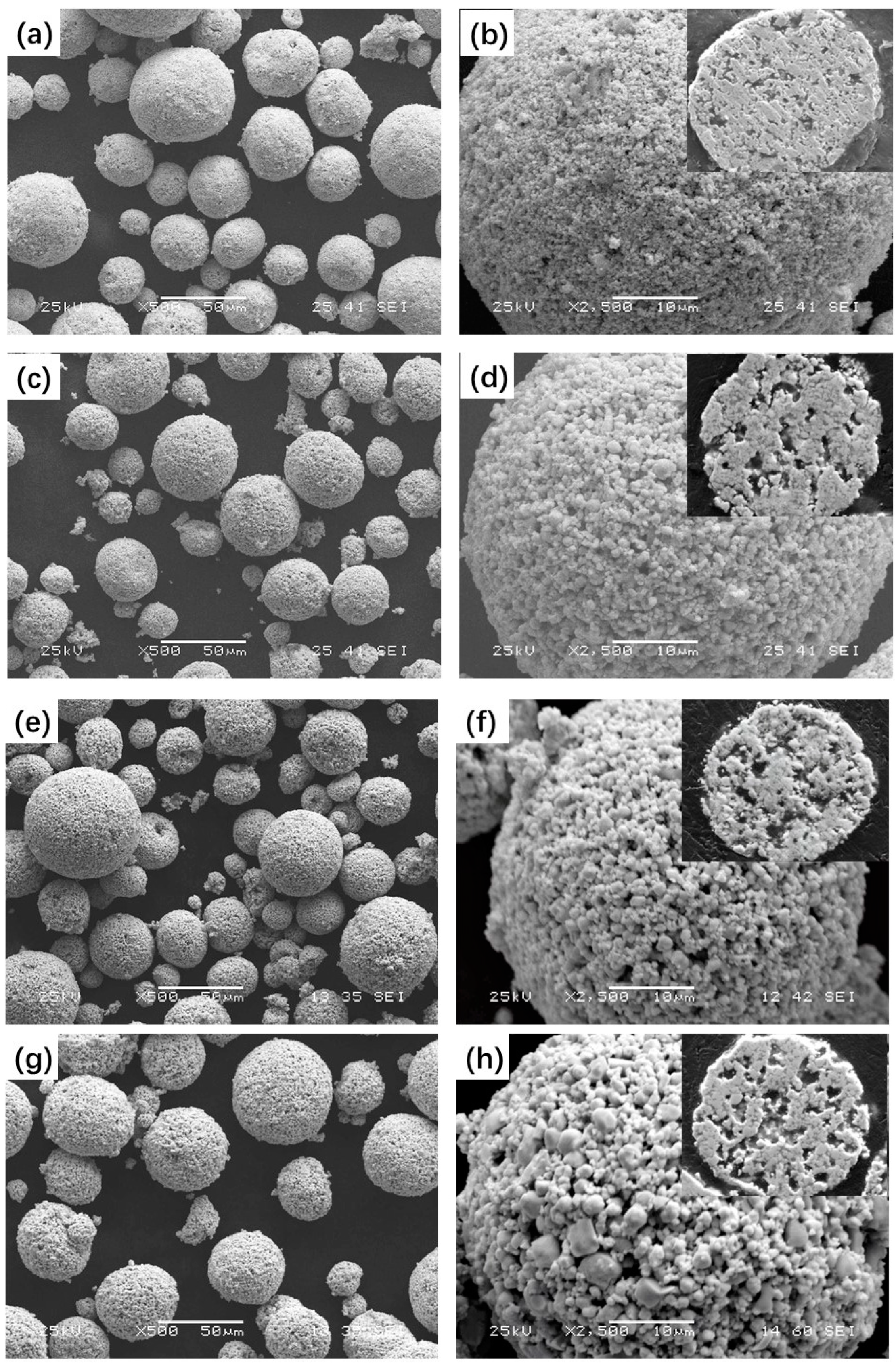
3.1. Microstructure and Phase Composition of the Feedstock Powders
3.2. Phase Composition of the Coatings
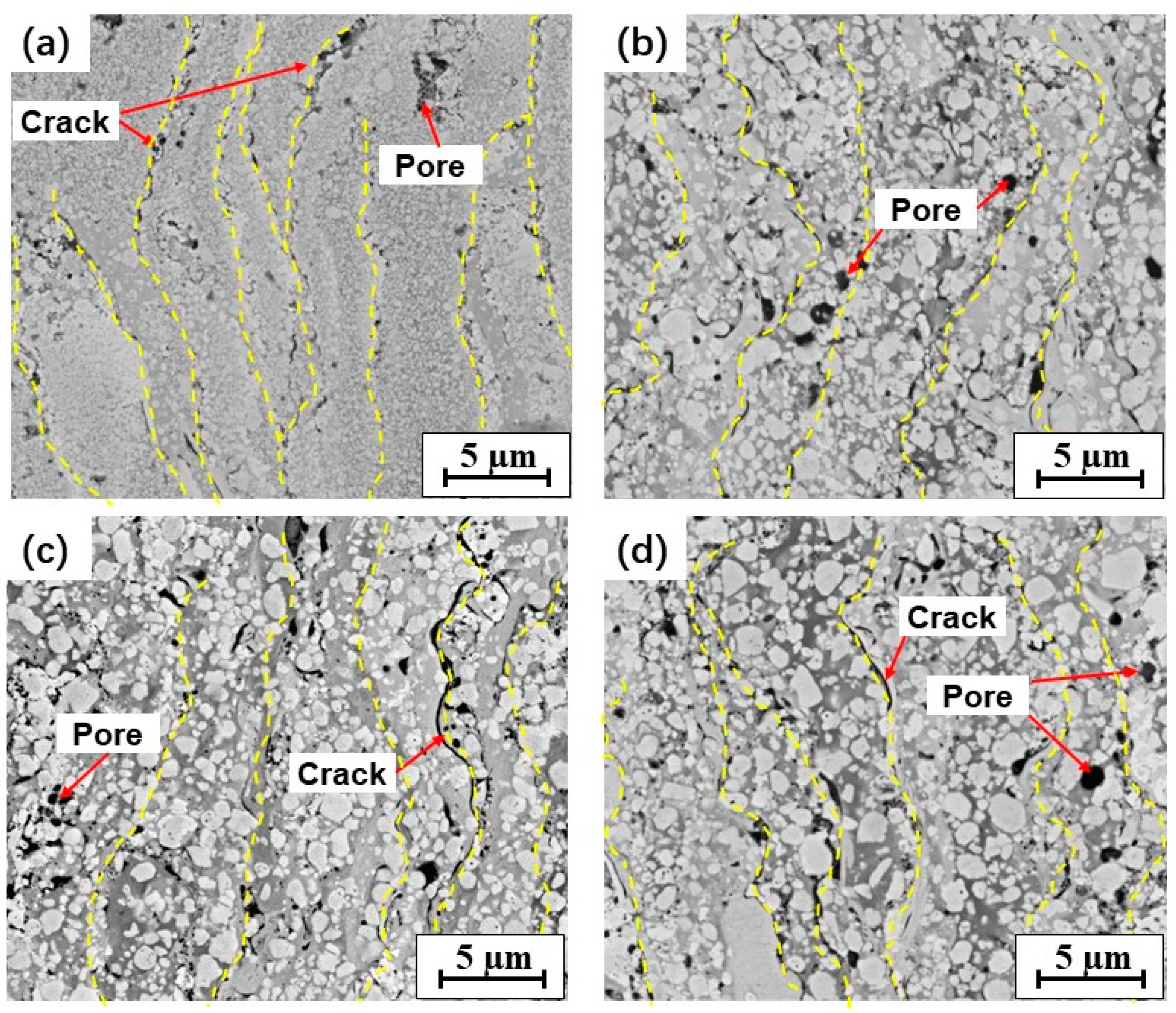
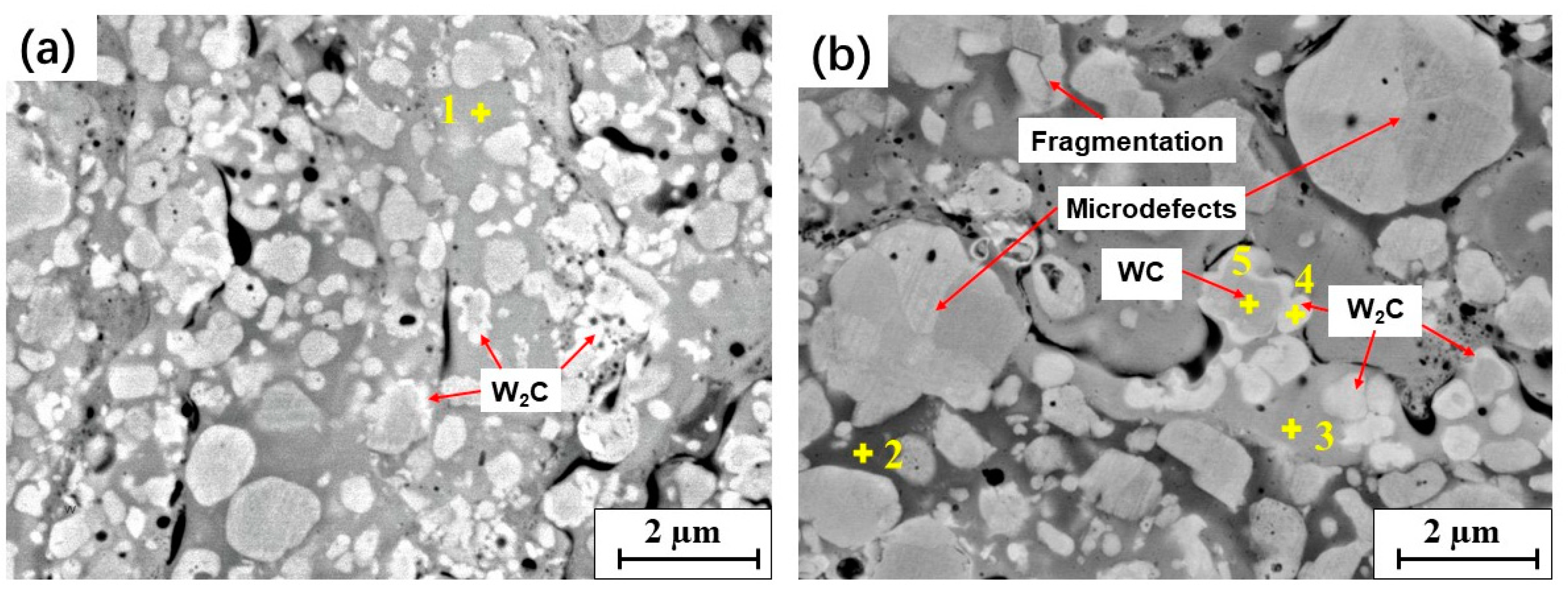
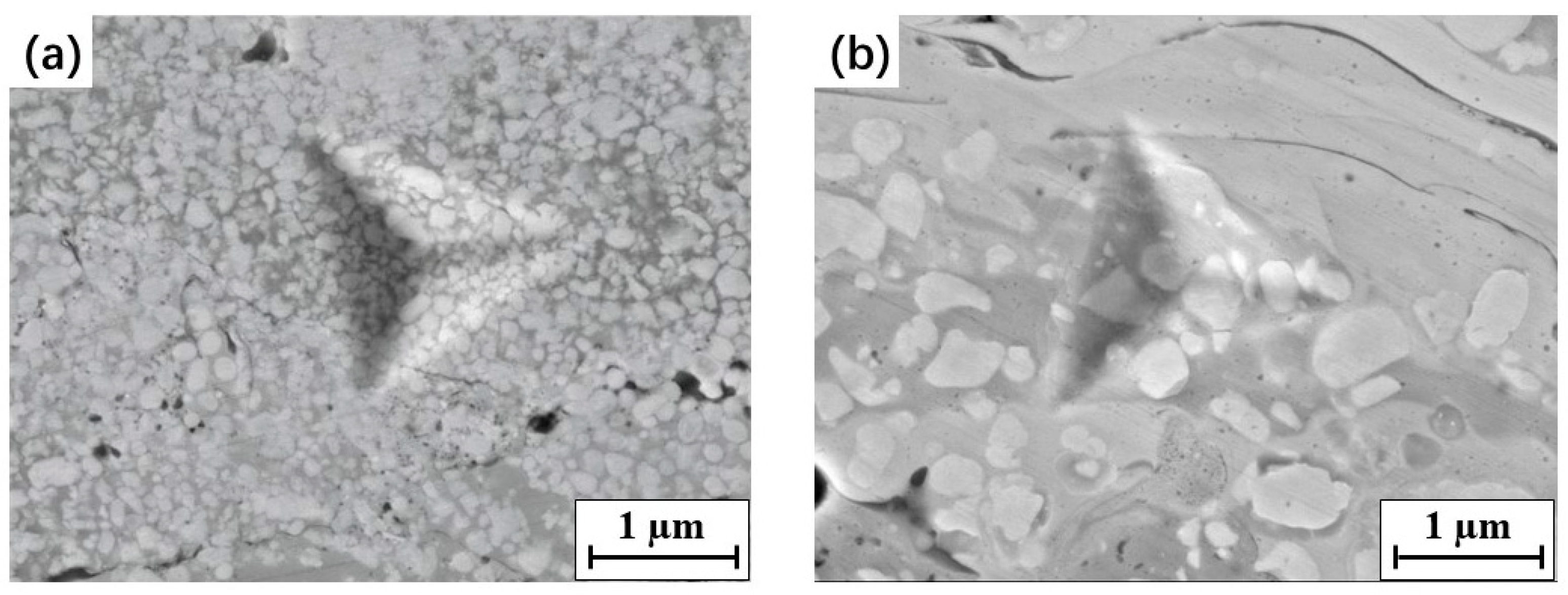
3.3. Microstructure of the Coatings

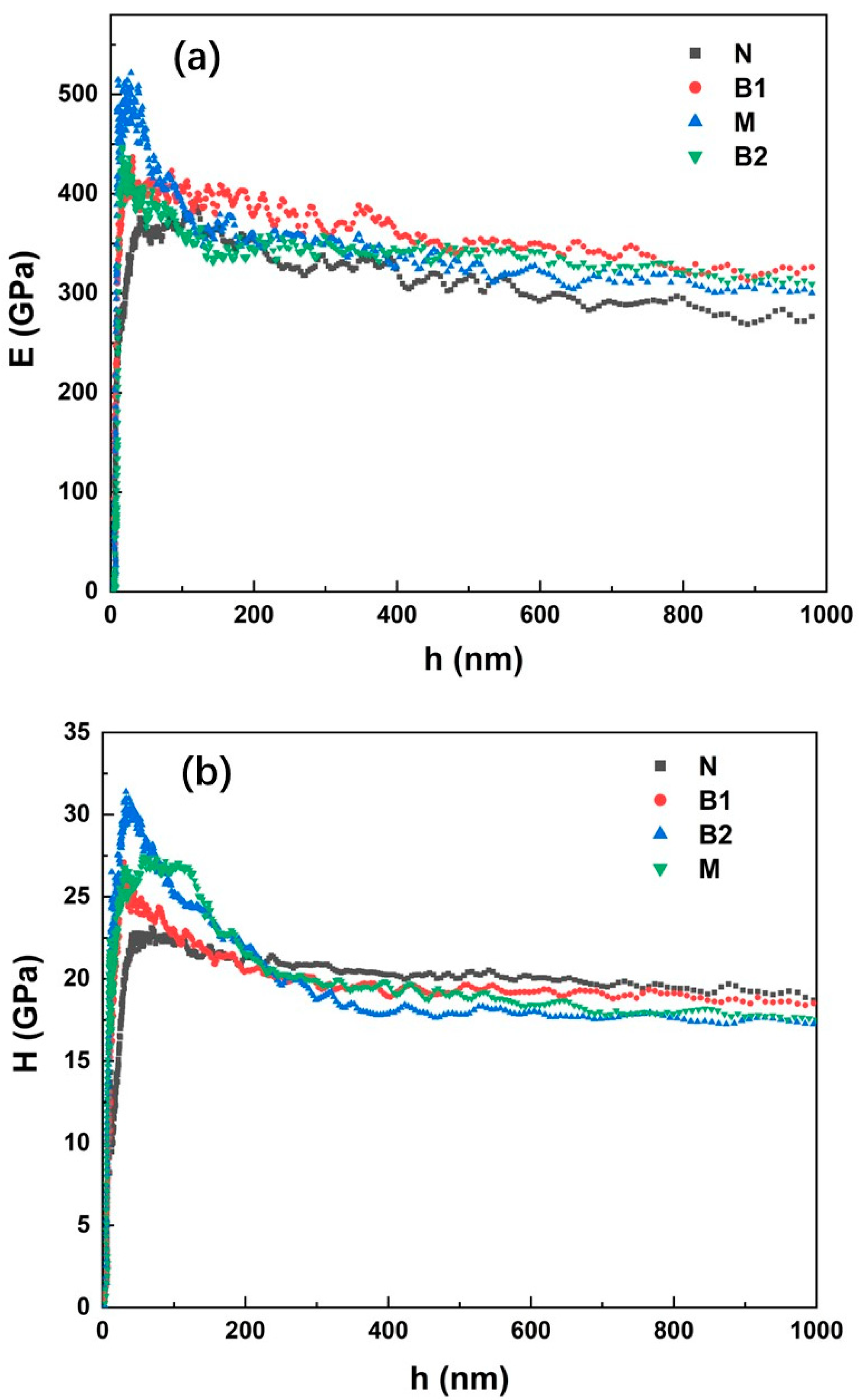
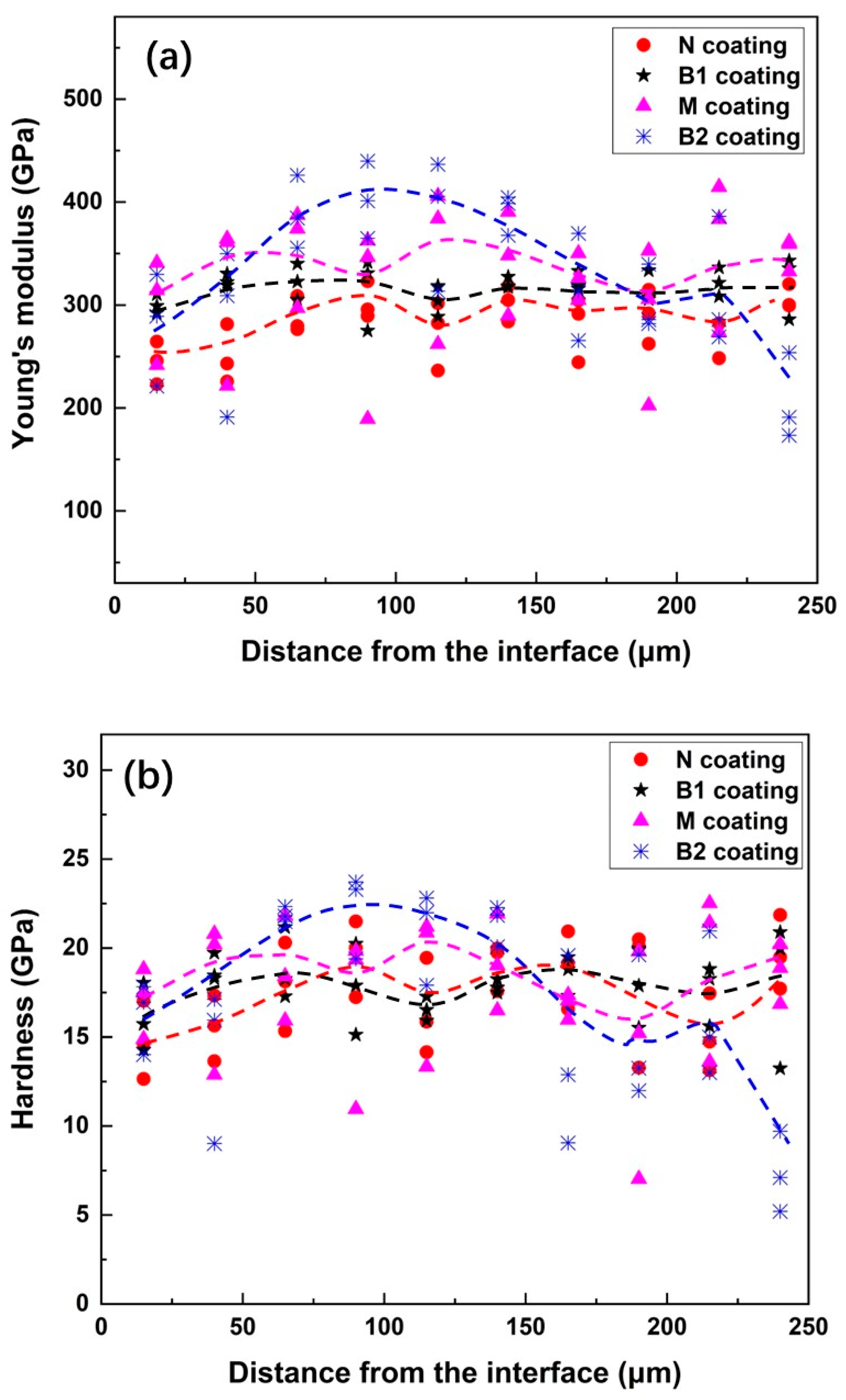
3.4. Young’s Modulus and Hardness
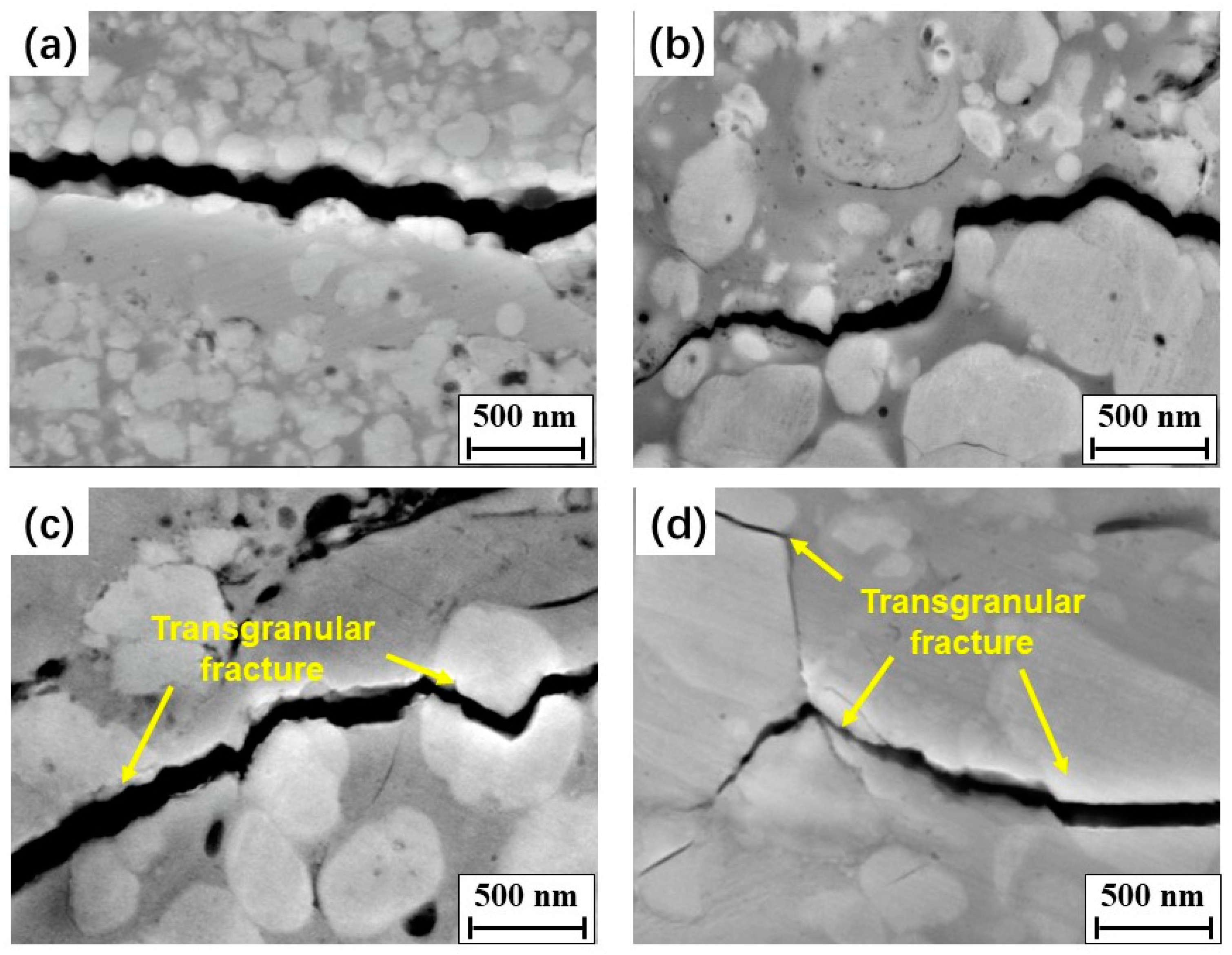
3.5. Fracture Toughness and Crack Path Observations
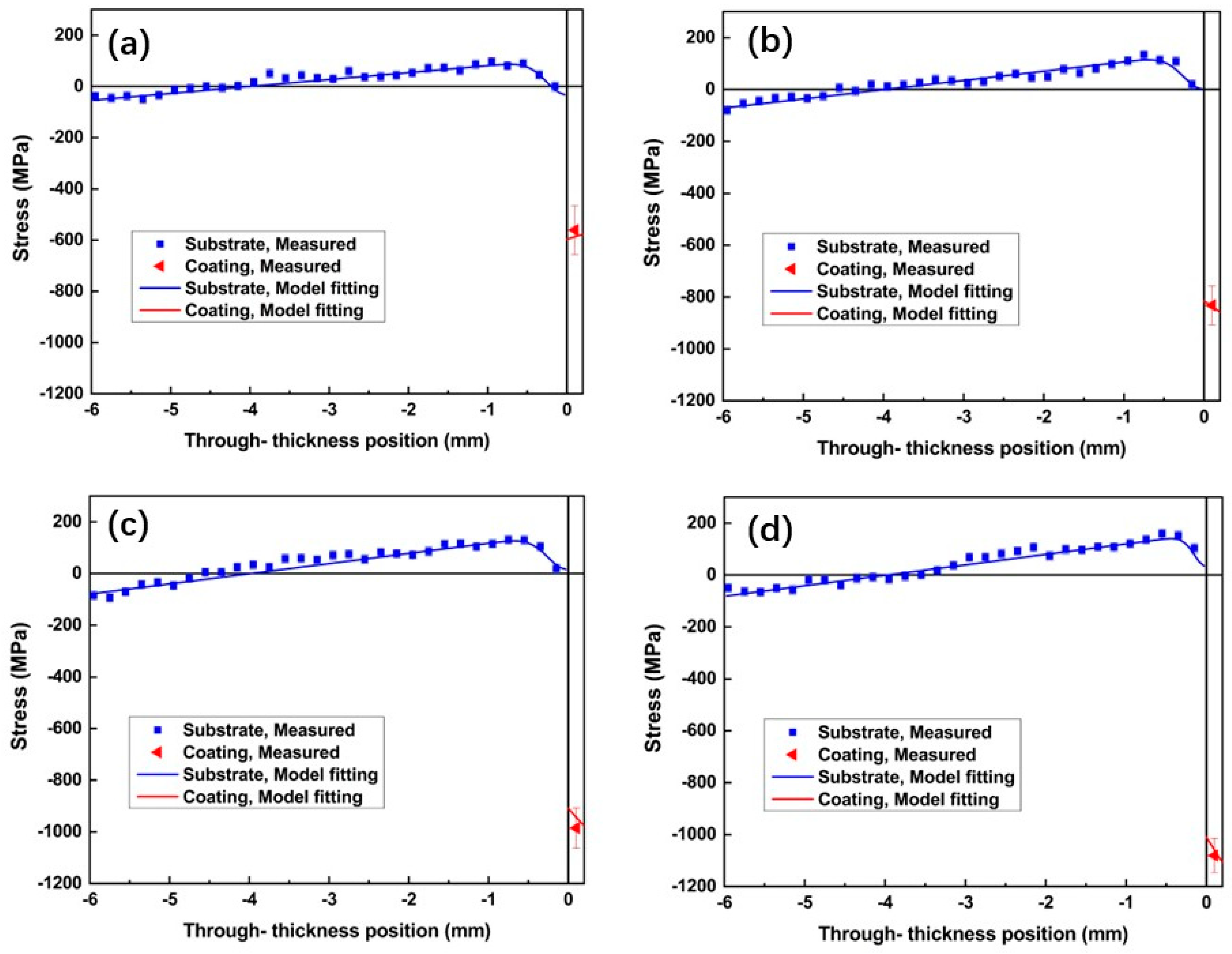
3.6. Residual Stress
- (i)
- The main part is the large difference in thermal expansion coefficient (CTE) between the coating and substrate materials [49]. Since the CTE of the steel substrate (approximately 16 × 10−6/°C) is higher than that of the WC–10Co–4Cr coating (approximately 5 × 10−6/°C), the thermal–elastic mismatch between coating and substrate will cause mismatch strain, thus introducing residual compressive stress in the coating and tension in the substrate.
- (ii)
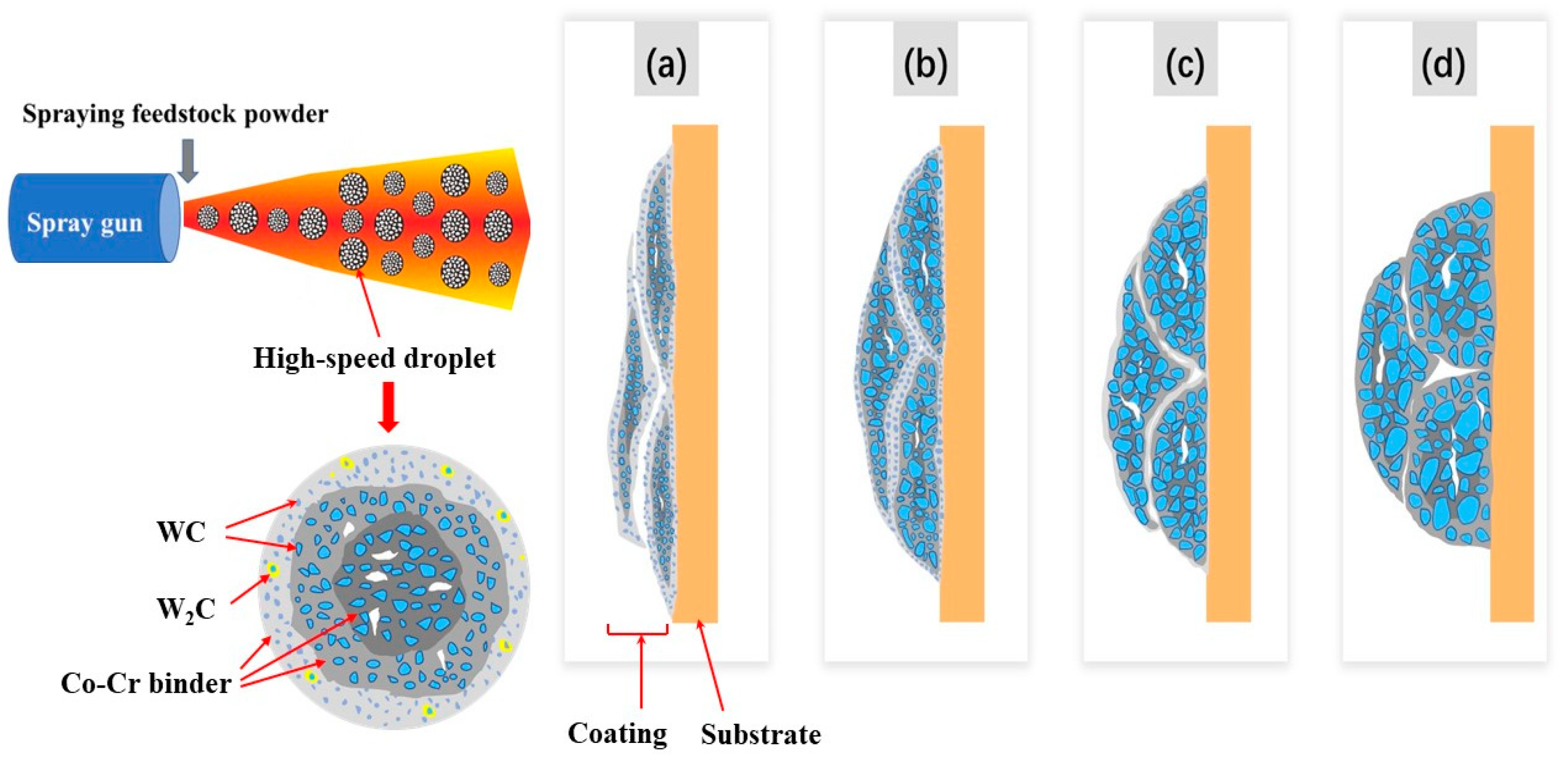
- The deposition stress is characteristic of the spray process. It can be compressive, usually generated by dominated peening effects and typical for cold spray, or tensile, usually generated by dominated quenching effects and typical for thermal spray. For HVOF spraying, both effects are usually present [49] and the ultimate result of the sign of the stress is determined by the exact balance of the two competitive effects.
- (iii)
- For the substrate, there is a typical feature in the near-to-interface region, a 0.5-mm-deep compressive zone that is associated with the peening effect [30,49]. There are two additional contributions at the near-to-interface region: (i) the peening effect by the high-speed droplets hitting the metal surface in the first moments of spraying, and (ii) the original stress in the substrate prior to the coating deposition, due to the grit blasting process on the substrate surface. Both are similar in action and usually generate a zone of compressive stress under the interface.
- (i)
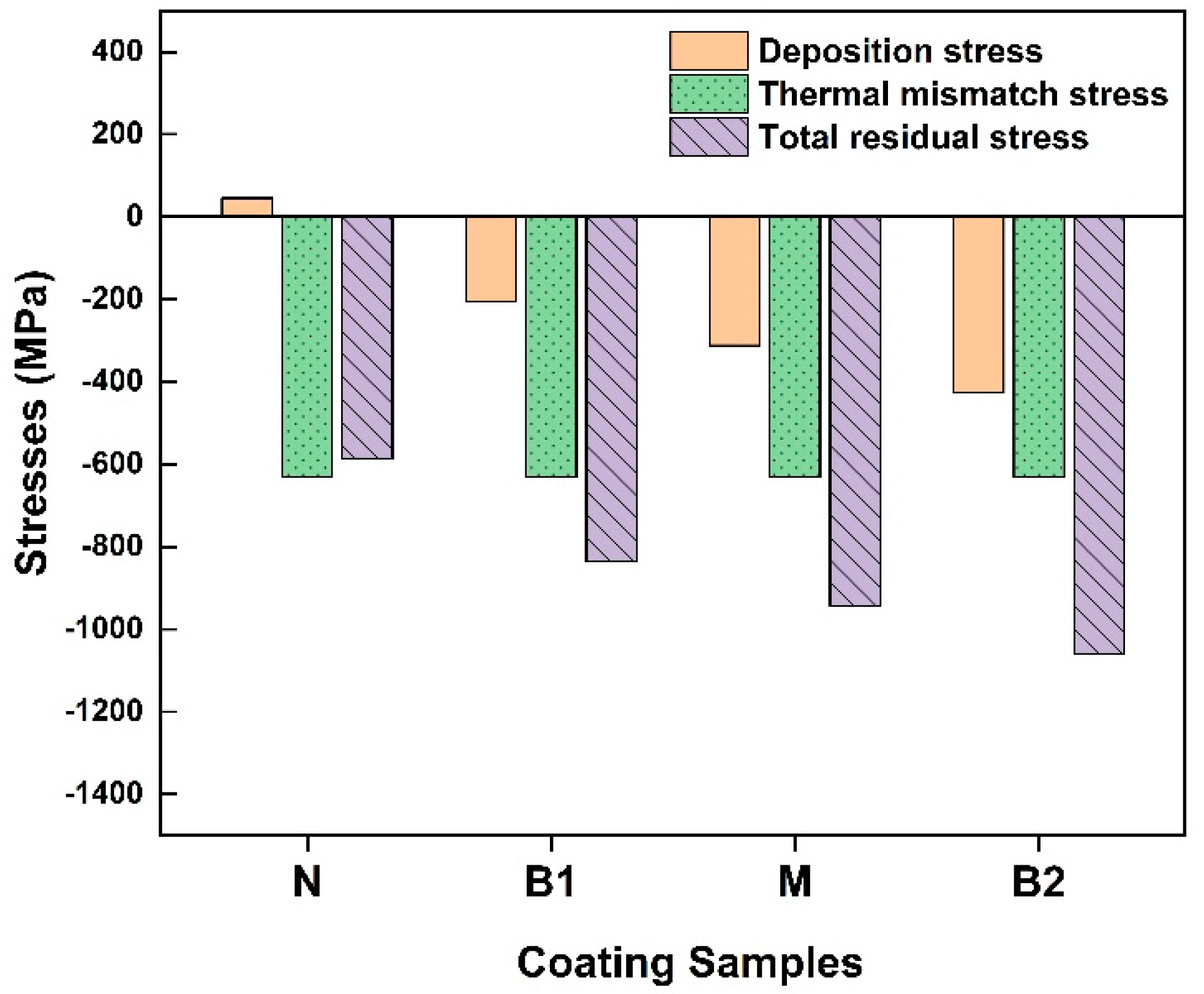
- The thermal–elastic mismatch stress produced between coating and substrate during the cooling process has the largest contribution, approximately −600 MPa for all samples. It is determined by the spraying conditions (temperature and CTE mismatch), which were close for all samples.
- (ii)
- The deposition stress caused by the sudden solidification of the molten droplet during deposition, and the absolute values of compressive macro-stress in coatings, increase with increasing WC size. This might due to the more intense peening effect with coarse WC. As discussed above, the spread of droplets is more sufficient in the N coating than in the other coatings; this leads to a more remarkable quenching effect (solidification of the molten particle), which contributes tensile stress into the total balance, thereby leading to less compressive stress in the N coating.
- (iii)
- The impact stress (or peening stress) in the substrate produced by high-speed particles impacted prior to the deposition of coatings. This is self-equilibrated stress existing in the substrate and does not impact the stress in coatings. The fact that this peening effect is more or less the same in all four samples suggests that it mainly comes from the grit blasting of the substrate surface and does not correlate with the powder used.
4. Conclusions
- (1)
- The new agglomeration–rapid sintering method is beneficial for inhibiting decarburization and avoiding aggregation between the powder particles during feedstock powder preparation.
- (2)
- Dense microstructures with less than 2% porosity were observed in all coatings. Owing to the large specific surface area, nano-sized WC is more prone to decarburization during spraying, resulting in a serious decline in the coating performance. The HVOF spraying process for nanostructured coatings should be strictly controlled to prevent serious decarburization.
- (3)
- The decarburization was reduced and the mechanical properties were improved in the coatings as the WC size increased to micron scale. The bimodal coating containing both nano- and medium-sized WC particles exhibited optimal integrated mechanical properties (Young’s modulus, hardness, and fracture toughness).
- (4)
- An anisotropic mechanical behavior was observed for each coating. Higher and values on the coating surfaces than in the cross-sections were measured, which were mainly affected by the bonding behavior between the splats in the coating.
- (5)
- Fluctuant micromechanical properties were detected in the HOVF-sprayed coatings, especially in coatings containing coarse WC particles.
- (6)
- Dominated by the thermal mismatch effect, compressive macro-stresses were developed in the coatings and compressive micro-stresses in the WC grains. As the WC particle size increased, the macro-stress in the coating considerably increased (in absolute value, remaining compressive).
Author Contributions
Funding
Conflicts of Interest
References
- Szymański, K.; Hernas, A.; Moskal, G.; Myalska, H. Thermally sprayed coatings resistant to erosion and corrosion for power plant boilers—A review. Surf. Coat. Technol. 2015, 268, 153–164. [Google Scholar] [CrossRef]
- Wu, Y.; Hong, S.; Zhang, J.; He, Z.; Guo, W.; Wang, Q.; Li, G. Microstructure and cavitation erosion behavior of WC–Co–Cr coating on 1Cr18Ni9Ti stainless steel by HVOF thermal spraying. Int. J. Refract. Met. Hard Mater. 2012, 32, 21–26. [Google Scholar] [CrossRef]
- Yuan, J.; Ma, C.; Yang, S.; Yu, Z.; Li, H. Improving the wear resistance of HVOF sprayed WC-Co coatings by adding submicron-sized WC particles at the splats’ interfaces. Surf. Coat. Technol. 2016, 285, 17–23. [Google Scholar] [CrossRef]
- Wei, Z.; Kunyang, F.; Cong, H.; Zijing, L.; Weicai, W.; Taimin, G. Effect of sintering temperature on the properties of rapid agglomerate sintered WC-10Co-4Cr powders and its HVOF coatings. Mater. Rev. 2022, 36, 74–79. [Google Scholar] [CrossRef]
- Gong, T.; Yao, P.; Zuo, X.; Zhang, Z.; Xiao, Y.; Zhao, L.; Zhou, H.; Deng, M.; Wang, Q.; Zhong, A. Influence of WC carbide particle size on the microstructure and abrasive wear behavior of WC–10Co–4Cr coatings for aircraft landing gear. Wear 2016, 362–363, 135–145. [Google Scholar] [CrossRef]
- Lee, C.W.; Han, J.H.; Yoon, J.; Shin, M.C.; Kwun, S.I. A study on powder mixing for high fracture toughness and wear resistance of WC–Co–Cr coatings sprayed by HVOF. Surf. Coat. Technol. 2010, 204, 2223–2229. [Google Scholar] [CrossRef]
- Li, C.-J.; Yang, G.-J. Relationships between feedstock structure, particle parameter, coating deposition, microstructure and properties for thermally sprayed conventional and nanostructured WC–Co. Int. J. Refract. Met. Hard Mater. 2013, 39, 2–17. [Google Scholar] [CrossRef]
- Dent, A.H.; Depalo, S.; Sampath, S. Examination of the wear properties of HVOF sprayed nanostructured and conventional WC-Co cermets with different binder phase contents. J. Therm. Spray Technol. 2002, 11, 551–558. [Google Scholar] [CrossRef]
- Sánchez, E.; Bannier, E.; Salvador, M.D.; Bonache, V.; García, J.C.; Morgiel, J.; Grzonka, J. Microstructure and Wear Behavior of Conventional and Nanostructured Plasma-Sprayed WC-Co Coatings. J. Therm. Spray Technol. 2010, 19, 964–974. [Google Scholar] [CrossRef]
- Xiang, D.; Cheng, X.D.; Xiang, Y.U.; Chao, L.I.; Ding, Z.X. Structure and cavitation erosion behavior of HVOF sprayed multi-dimensional WC–10Co4Cr coating. Trans. Nonferrous Met. Soc. China 2018, 28, 487–494. [Google Scholar]
- Li, M.; Yang, Y.; Chen, H. Effect of WC Grain Size on the Abrasive Wear Resistance of HVOF Spraying WC-Co Coatings. Adv. Mater. Res. 2010, 97–101, 1344–1347. [Google Scholar] [CrossRef]
- Jia, K.; Fischer, T.E. Abrasion resistance of nanostructured and conventional cemented carbides. Wear 1996, 200, 206–214. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, B.; Jia, C.; Gao, F.; Yu, Y.; Chu, K.; Zhang, M.; Zhao, X. Influence of carbide grain size and crystal characteristics on the microstructure and mechanical properties of HVOF-sprayed WC-CoCr coatings. Int. J. Refract. Met. Hard Mater. 2017, 69, 138–152. [Google Scholar] [CrossRef]
- Sun, H.; Yu, J.; Gou, G.; Gao, W. Mechanical properties and residual stress of HVOF sprayed nanostructured WC-17Co coatings. Int. J. Mod. Phys. B 2020, 34, 5. [Google Scholar] [CrossRef]
- Yang, G.J.; Gao, P.H.; Li, C.X.; Li, C.J. Simultaneous strengthening and toughening effects in WC–(nanoWC–Co). Scr. Mater. 2012, 66, 777–780. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Dosta, S.; Miguel, J.R. The enhancement of the properties of WC-Co HVOF coatings through the use of nanostructured and microstructured feedstock powders. Surf. Coat. Technol. 2006, 201, 1180–1190. [Google Scholar] [CrossRef]
- Baumann, I.; Hagen, L.; Tillmann, W.; Hollingsworth, P.; Stangier, D.; Schmidtmann, G.; Tolan, M.; Paulus, M.; Sternemann, C. Process characteristics, particle behavior and coating properties during HVOF spraying of conventional, fine and nanostructured WC-12Co powders. Surf. Coat. Technol. 2021, 405, 126716. [Google Scholar] [CrossRef]
- Santana, Y.; Renault, P.; Sebastiani, M.; La Barbera, J.; Lesage, J.; Bemporad, E.; Le Bourhis, E.; Puchi-Cabrera, E.; Staia, M. Characterization and residual stresses of WC–Co thermally sprayed coatings. Surf. Coat. Technol. 2008, 202, 4560–4565. [Google Scholar] [CrossRef]
- Gui, M.; Eybel, R.; Asselin, B.; Radhakrishnan, S.; Cerps, J. Influence of processing parameters on residual stress of high velocity oxy-fuel thermally sprayed WC-Co-Cr coating. J. Mater. Eng. Perform. 2012, 21, 2090–2098. [Google Scholar] [CrossRef]
- Wang, T.-G.; Zhao, S.-S.; Hua, W.-G.; Li, J.-B.; Gong, J.; Sun, C. Estimation of residual stress and its effects on the mechanical properties of detonation gun sprayed WC–Co coatings. Mater. Sci. Eng. A 2010, 527, 454–461. [Google Scholar] [CrossRef]
- Ahmed, R.; Yu, H.; Stewart, S.; Edwards, L.; Santisteban, J.R. Residual Strain Measurements in Thermal Spray Cermet Coatings via Neutron Diffraction. J. Tribol. 2007, 129, 411. [Google Scholar] [CrossRef]
- Ahmed, R.; Fitzpatrick, M.E.; Faisal, N.H. A comparison of neutron diffraction and hole-drilling residual strain measurements in thermally sprayed coatings. Surf. Coat. Technol. 2012, 206, 4180–4185. [Google Scholar] [CrossRef]
- Fan, K.; Jiang, W.; Ruiz-Hervias, J.; Baudín, C.; Feng, W.; Zhou, H.; Bueno, S.; Yao, P. Effect of Al2TiO5 Content and Sintering Temperature on the Microstructure and Residual Stress of Al2O3-Al2TiO5 Ceramic Composites. Materials 2021, 14, 7624. [Google Scholar] [CrossRef] [PubMed]
- Jin, K.; Kuroda, S.; Fukushima, T.; Katanoda, H.; Matsuo, K.; Fukanuma, H. Dense titanium coatings by modified HVOF spraying. Surf. Coat. Technol. 2006, 201, 1250–1255. [Google Scholar]
- Pharr, G. Measurement of mechanical properties by ultra-low load indentation. Mater. Sci. Eng. A 1998, 253, 151–159. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Evans, A.G.; Wilshaw, T.R. Quasi-static solid particle damage in brittle solids—I. Observations analysis and implications. Acta Metall. 1976, 24, 939–956. [Google Scholar] [CrossRef]
- Lekatou, A.; Karantzalis, A.E.; Grimanelis, D.; Sioulas, D. A comparative study on the microstructure and surface property evaluation of coatings produced from nanostructured and conventional WC-Co powders HVOF-sprayed on Al7075. Surf. Coat. Technol. 2015, 276, 539–556. [Google Scholar] [CrossRef]
- Kirstein, O.; Luzin, V.; Garbe, U. The Strain-Scanning Diffractometer Kowari. Neutron News 2009, 20, 34–36. [Google Scholar] [CrossRef]
- Luzin, V.; Vackel, A.; Valarezo, A.; Sampath, S. Neutron Through-Thickness Stress Measurements in Coatings with High Spatial Resolution. Mater. Sci. Forum 2017, 905, 165–173. [Google Scholar] [CrossRef]
- Luzin, V.; Valarezo, A.; Sampath, S. Through-Thickness Residual Stress Measurement in Metal and Ceramic Spray Coatings by Neutron Diffraction. Mater. Sci. Forum 2008, 571–572, 315–320. [Google Scholar] [CrossRef]
- Gnäupel-Herold, T. ISODEC: Software for calculating diffraction elastic constants. J. Appl. Crystallogr. 2012, 45, 573–574. [Google Scholar] [CrossRef]
- Wang, H.; Wang, X.; Song, X.; Liu, X.; Liu, X. Sliding wear behavior of nanostructured WC-Co-Cr coatings. Appl. Surf. Sci. 2015, 355, 453–460. [Google Scholar] [CrossRef]
- Yang, Q.; Senda, T.; Ohmori, A. Effect of carbide grain size on microstructure and sliding wear behavior of HVOF-sprayed WC–12% Co coatings. Wear 2003, 254, 23–34. [Google Scholar] [CrossRef]
- Nahvi, S.M.; Jafari, M. Microstructural and mechanical properties of advanced HVOF-sprayed WC-based cermet coatings. Surf. Coat. Technol. 2016, 286, 95–102. [Google Scholar] [CrossRef]
- Mi, P.; Wang, T.; Ye, F. Influences of the compositions and mechanical properties of HVOF sprayed bimodal WC-Co coating on its high temperature wear performance. Int. J. Refract. Met. Hard Mater. 2017, 69, 158–163. [Google Scholar] [CrossRef]
- Li, C.J.; Ohmori, A.; Harada, Y. Formation of an amorphous phase in thermally sprayed WC-Co. J. Therm. Spray Technol. 1996, 5, 69–73. [Google Scholar] [CrossRef]
- Tillmann, W.; Hussong, B.; Priggemeier, T.; Kuhnt, S.; Rudak, N.; Weinert, H. Influence of Parameter Variations on WC-Co Splat Formation in an HVOF Process Using a New Beam-Shutter Device. J. Therm. Spray Technol. 2013, 22, 250–262. [Google Scholar] [CrossRef]
- De Luca, F.; Zhang, H.; Mingard, K.; Stewart, M.; Jablon, B.M.; Trager-Cowan, C.; Gee, M.G. Nanomechanical Behaviour of Individual Phases in WC-Co Cemented Carbides, from Ambient to High Temperature. Materialia 2020, 12, 100713. [Google Scholar] [CrossRef]
- Fan, K.; Pastor, J.Y.; Ruiz-Hervias, J.; Gurauskis, J.; Baudin, C. Determination of mechanical properties of Al2O3/Y-TZP ceramic composites: Influence of testing method and residual stresses. Ceram. Int. 2016, 42, 18700–18710. [Google Scholar] [CrossRef]
- Lee, H.C.; Gurland, J. Hardness and deformation of cemented tungsten carbide. Mater. Sci. Eng. 1978, 33, 125–133. [Google Scholar] [CrossRef]
- Santana, Y.Y.; Barbera-Sosa, L.J.G.; Caro, J.; Puchi-Cabrera, E.S.; Staia, M.H. Mechanical properties and microstructure of WC–10Co–4Cr and WC–12Co thermal spray coatings deposited by HVOF. Surf. Eng. 2008, 24, 374–382. [Google Scholar] [CrossRef]
- Rayón, E.; Bonache, V.; Salvador, M.D.; Roa, J.J.; Sánchez, E. Hardness and Young’s modulus distributions in atmospheric plasma sprayed WC–Co coatings using nanoindentation. Surf. Coat. Technol. 2011, 205, 4192–4197. [Google Scholar] [CrossRef]
- Bonache, V.; Rayon, E.; Salvador, M.D.; Busquets, D. Nanoindentation study of WC–12Co hardmetals obtained from nanocrystalline powders: Evaluation of hardness and modulus on individual phases. Mater. Sci. Eng. A 2010, 527, 2935–2941. [Google Scholar] [CrossRef]
- Kim, J.; Suh, Y.J.; Kang, I. First-principles calculations of the phase stability and the elastic and mechanical properties of η-phases in the WC–Co system. J. Alloy. Compd. 2016, 656, 213–217. [Google Scholar] [CrossRef]
- Chivavibul, P.; Watanabe, M.; Kuroda, S.; Kawakita, J.; Komatsu, M.; Sato, K.; Kitamura, J. Effects of Particle Strength of Feedstock Powders on Properties of Warm-Sprayed WC-Co Coatings. J. Therm. Spray Technol. 2011, 20, 1098–1109. [Google Scholar] [CrossRef]
- Ma, N.; Guo, L.; Cheng, Z.; Wu, H.; Ye, F.; Zhang, K. Improvement on mechanical properties and wear resistance of HVOF sprayed WC-12Co coatings by optimizing feedstock structure. Appl. Surf. Sci. 2014, 320, 364–371. [Google Scholar] [CrossRef]
- Withers, P.; Bhadeshia, H. Residual stress. Part 1–measurement techniques. Mater. Sci. Technol. 2001, 17, 355–365. [Google Scholar] [CrossRef]
- Meghwal, A.; Berndt, C.C.; Luzin, V.; Schulz, C.; Crowe, T.; Gabel, H.; Ang, A.S.M. Mechanical performance and residual stress of WC-Co coatings manufactured by Kinetic Metallization™. Surf. Coat. Technol. 2021, 421, 127359. [Google Scholar] [CrossRef]
- Clyne, Y. An analytical model for predicting residual stresses in progressively deposited coatings Part 1: Planar geometry. Thin Solid Film. 1997, 306, 23–33. [Google Scholar]
- Venter, A.M.; Oladijo, O.P.; Luzin, V.; Cornish, L.A.; Sacks, N. Performance characterization of metallic substrates coated by HVOF WC-Co. Thin Solid Film. 2013, 549, 330–339. [Google Scholar] [CrossRef]
- Stokes, J.; Looney, L. Residual stress in HVOF thermally sprayed thick deposits. Surf. Coat. Technol. 2004, 177, 18–23. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Starting Powders, wt% | ||||
|---|---|---|---|---|---|
| WC Particles | Co | Cr | |||
| Nano (100–300 nm) | Medium (0.8~1.5 µm) | Coarse (4~5 µm) | 1~2 µm | 1~2 µm | |
| N | 86% | - | - | 10% | 4% |
| B1 | 25% | 61% | 10% | 4% | |
| M | - | 86% | - | 10% | 4% |
| B2 | - | 61% | 25% | 10% | 4% |
| Parameter | Values |
|---|---|
| Kerosene gas flow rate (L/min) | 0.37 |
| Carrier gas (N2) flow rate (L/min) | 0.4 |
| O2 gas flow rate (L/min) | 30.4 |
| Powder feeding rate (g/min) | 85 |
| Spray distance (mm) | 380 |
| Coatings | WC (wt%) | W2C (wt%) | Co3W3C (wt%) | Mean Carbide Size (μm) | Mean Free Path (μm) | Porosity (%) |
|---|---|---|---|---|---|---|
| N coating | 62.53 | 27.05 | 10.42 | 0.18 | 0.18 | 1.80 |
| B1 coating | 75.85 | 16.64 | 7.51 | 0.92 | 0.29 | 0.89 |
| M coating | 80.48 | 13.75 | 5.77 | 1.25 | 0.45 | 1.02 |
| B2 coating | 82.3 | 13.62 | 4.08 | 2.17 | 0.58 | 0.97 |
| Point | Co | Cr | W | C |
|---|---|---|---|---|
| 1 | 52.79 | 16.45 | 27.56 | 3.2 |
| 2 | 68.28 | 18.14 | 10.63 | 2.95 |
| 3 | 43.31 | 12.79 | 42.95 | 0.95 |
| 4 | - | - | 96.16 | 3.88 |
| 5 | - | - | 94.54 | 5.46 |
| Coatings | Nanoindentation Test | Vickers Indentation | Fracture Toughness (MPa·m1/2) | |||
|---|---|---|---|---|---|---|
| Surface | Cross-Section | |||||
(GPa) | (GPa) | (GPa) | (GPa) | (GPa) | ||
| N | 324 ± 29 | 18.9 ± 2.4 | 295 ± 28 | 17.4 ± 2.7 | 12.2 ± 0.9 | 6.04 ± 0.76 |
| B1 | 344 ± 22 | 18.5 ± 2.1 | 317 ± 20 | 17.8 ± 2.0 | 13.1 ± 0.8 | 7.88 ± 0.81 |
| M | 338 ± 23 | 18.3 ± 1.5 | 328 ± 37 | 17.7 ± 3.1 | 11.9 ± 0.8 | 7.19 ± 0.65 |
| B2 | 341 ± 25 | 18.2 ± 1.9 | 335 ± 48 | 18.1 ± 4.3 | 12.9 ± 0.6 | 7.64 ± 0.85 |
| Coating | Experimental Total Stress (Direct Method), MPa | Calculated Total Stress (Model, Indirect Method), MPa | Thermal Mismatch Stress (Model), MPa | Deposition Stress (Model), MPa |
|---|---|---|---|---|
| N | −561 ± 95 | −587 | −632 | 45 |
| B1 | −832 ± 74 | −836 | −632 | −205 |
| M | −985 ± 78 | −943 | −632 | −312 |
| B2 | −1081 ± 67 | −1059 | −632 | −427 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, K.; Jiang, W.; Luzin, V.; Gong, T.; Feng, W.; Ruiz-Hervias, J.; Yao, P. Influence of WC Particle Size on the Mechanical Properties and Residual Stress of HVOF Thermally Sprayed WC–10Co–4Cr Coatings. Materials 2022, 15, 5537. https://doi.org/10.3390/ma15165537
Fan K, Jiang W, Luzin V, Gong T, Feng W, Ruiz-Hervias J, Yao P. Influence of WC Particle Size on the Mechanical Properties and Residual Stress of HVOF Thermally Sprayed WC–10Co–4Cr Coatings. Materials. 2022; 15(16):5537. https://doi.org/10.3390/ma15165537
Chicago/Turabian StyleFan, Kunyang, Wenhuang Jiang, Vladimir Luzin, Taimin Gong, Wei Feng, Jesus Ruiz-Hervias, and Pingping Yao. 2022. "Influence of WC Particle Size on the Mechanical Properties and Residual Stress of HVOF Thermally Sprayed WC–10Co–4Cr Coatings" Materials 15, no. 16: 5537. https://doi.org/10.3390/ma15165537