
Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations


 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Feedstock and Cold Spray Processing
2.2. Powder Characterization
2.3. Characterization of Cold Sprayed Consolidations
2.3.1. Flat-Punch Nanoindentation for Plasticity Evaluation
2.3.2. Application of Mass Finishing
2.3.3. Surface Topography Measurements
3. Results and Discussion
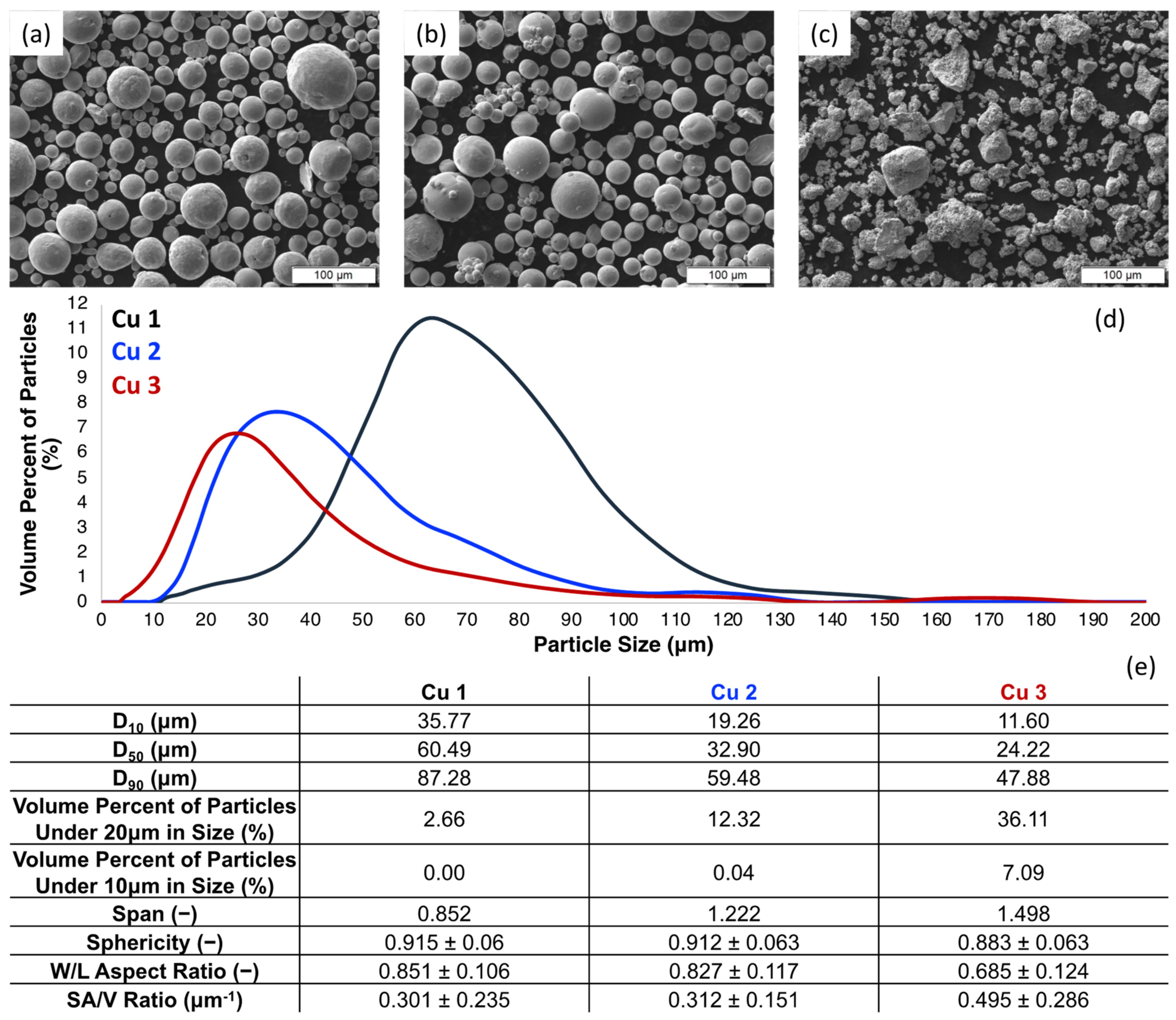
3.1. Feedstock Powder Analysis
3.2. Cold Spray Processing Analysis
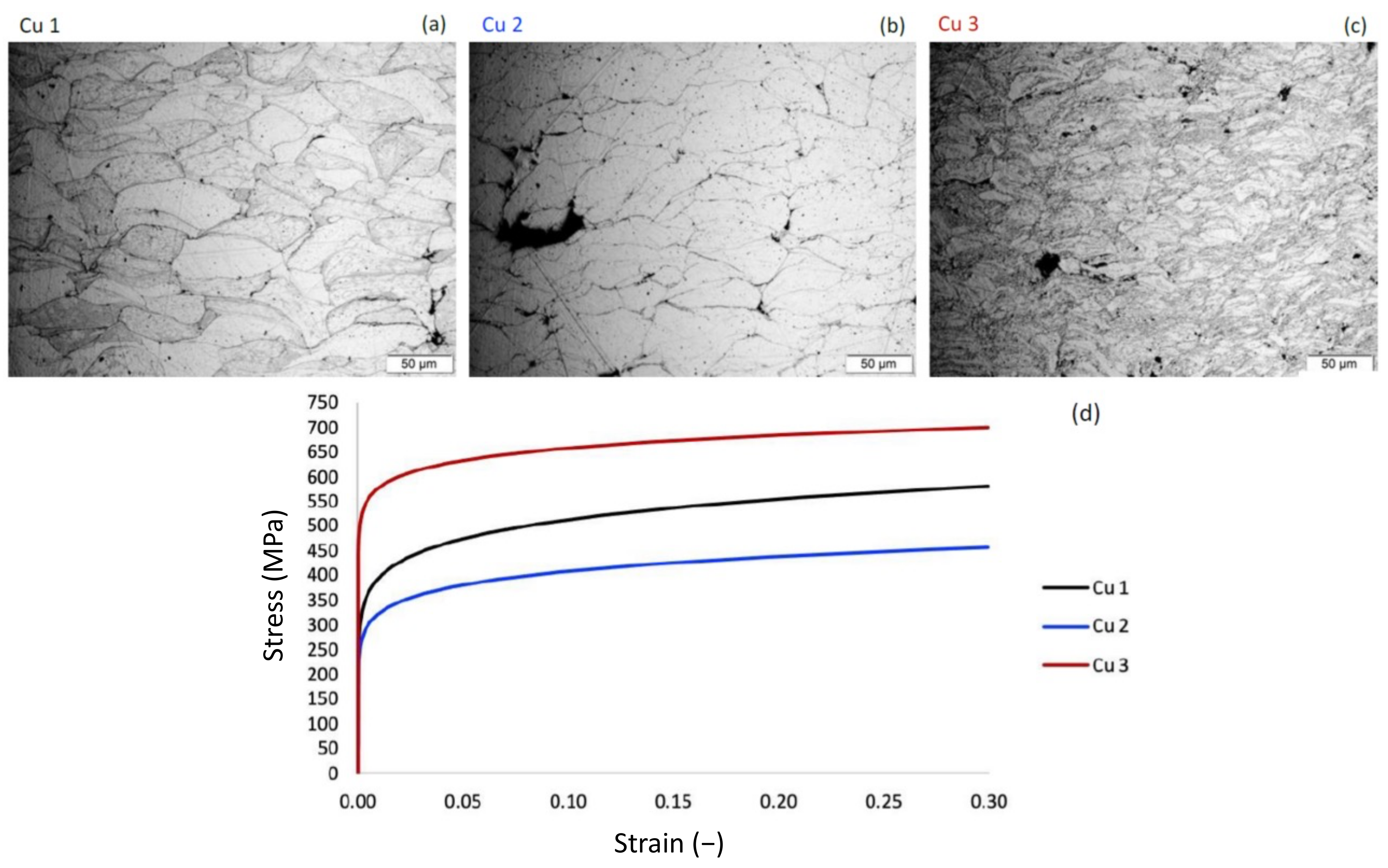
3.3. Microstructure and Plasticity of Cold Sprayed Consolidations
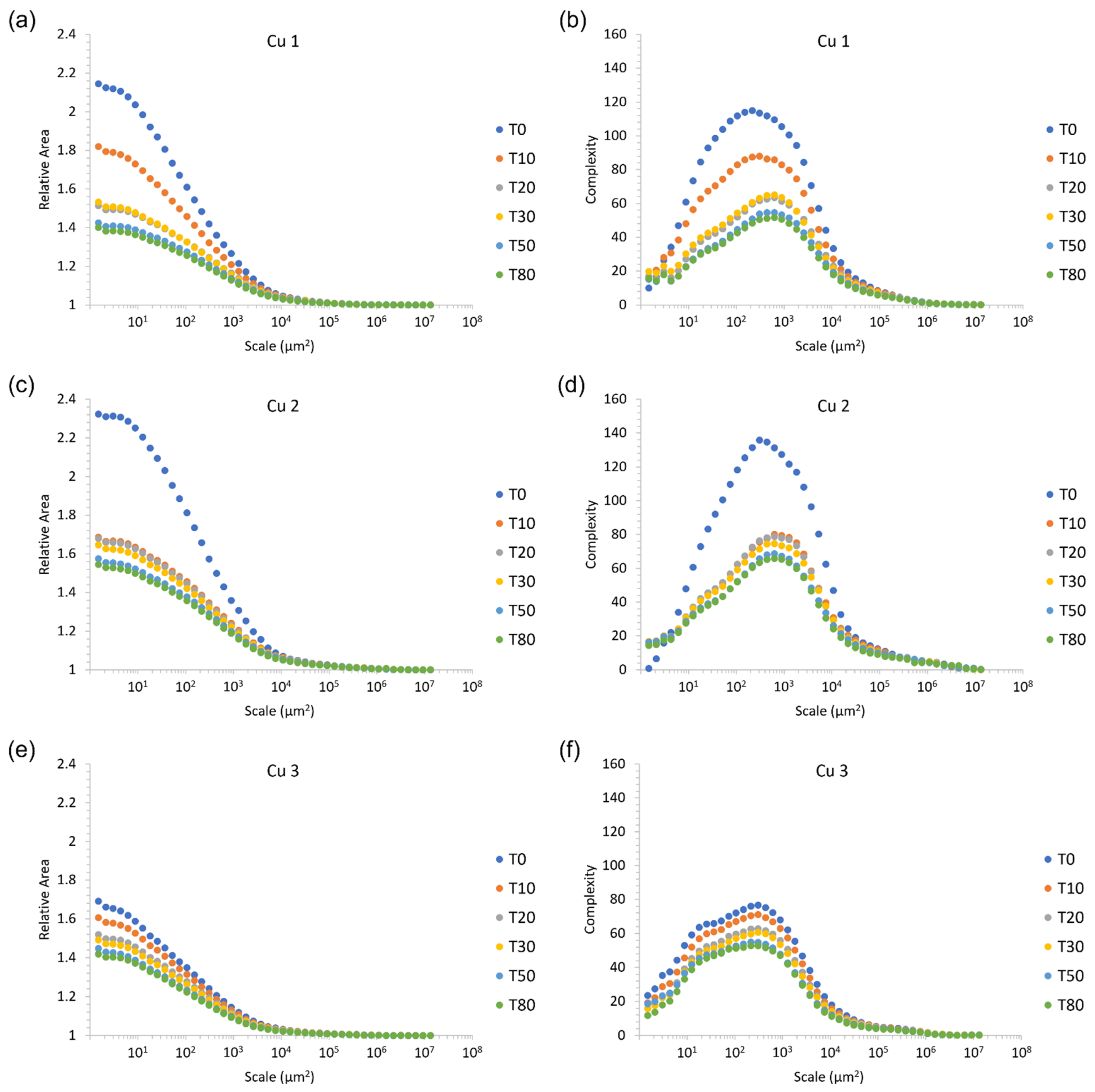
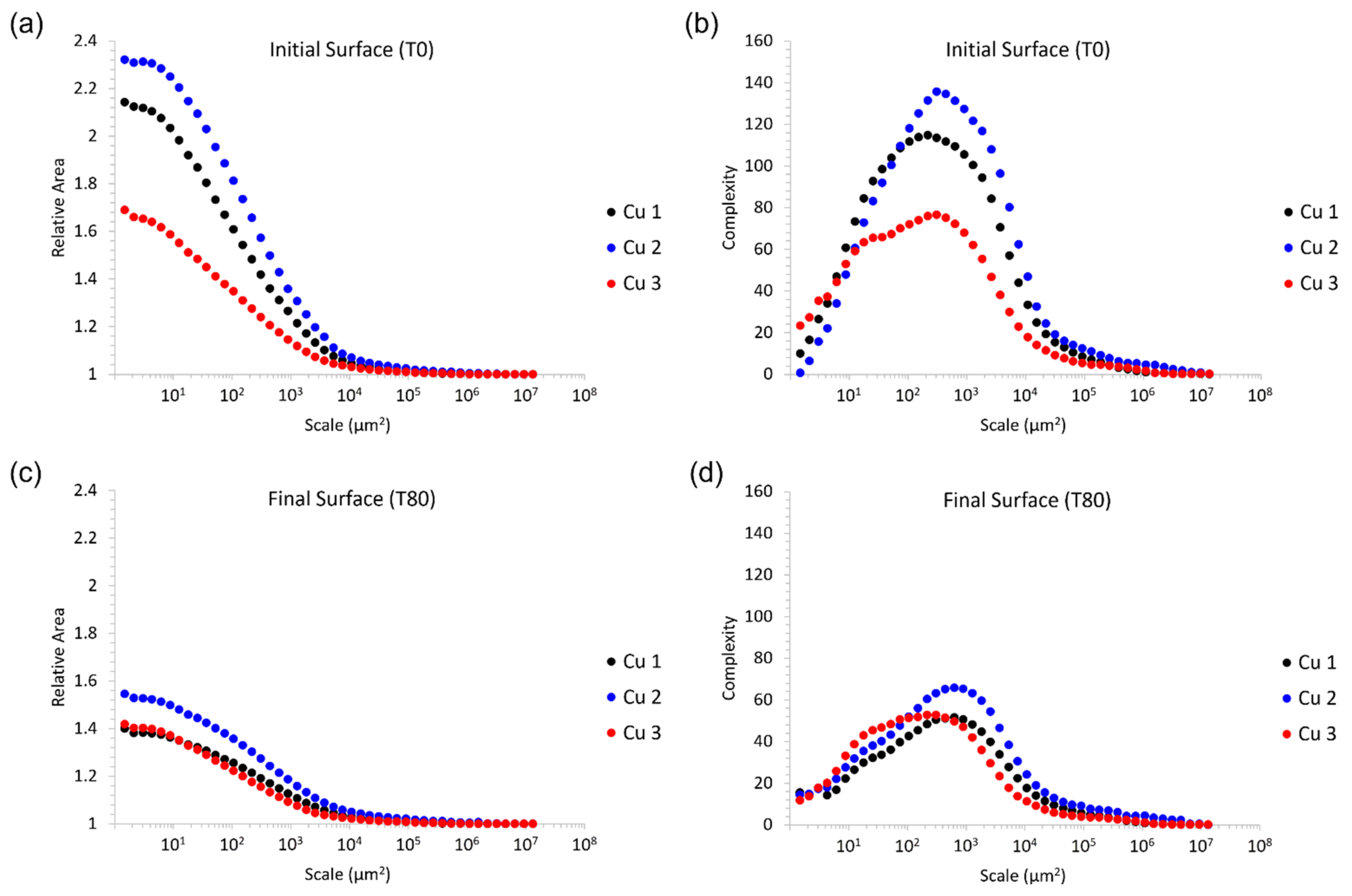
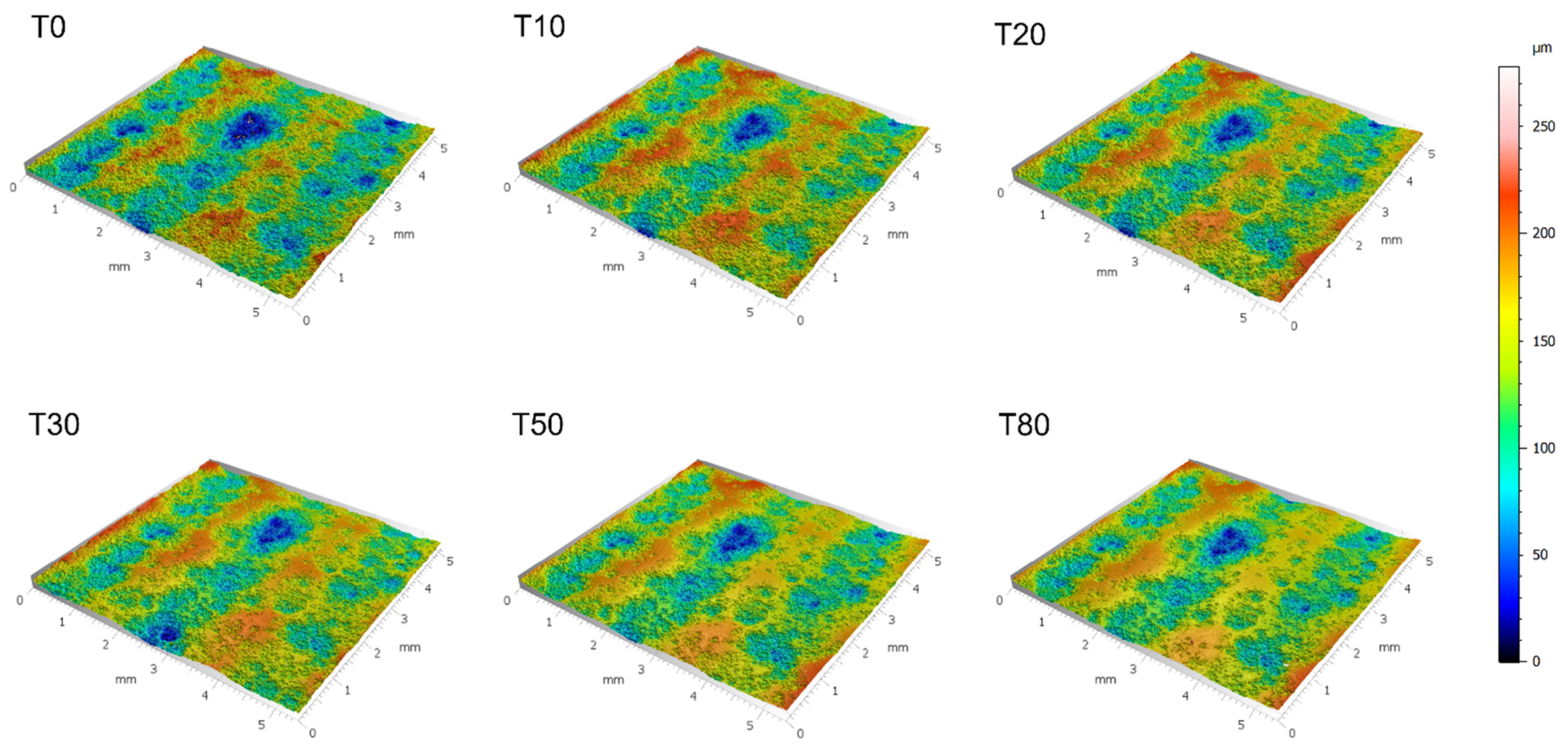
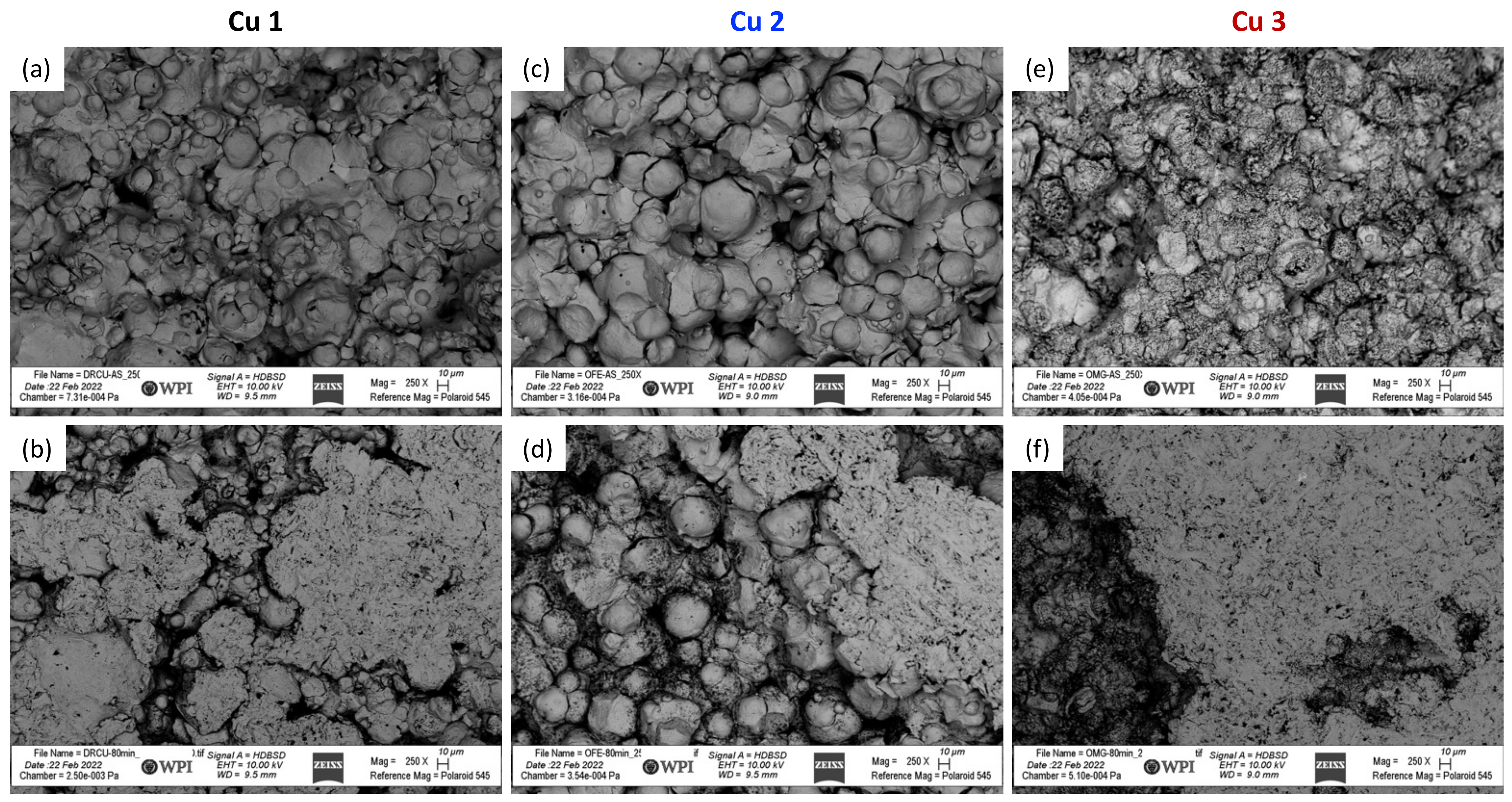
3.4. Surface Evolution of Cold Sprayed Surfaces
4. Conclusions
- An inverse relationship between material removal rate and hardness was seen.
- Material removal rate was also affected by the quality of cold spray coating and densification of powder during processing.
- Quantitatively, a lower DE can lead to an increase in wear removal rate.
- The large immediate drop in relative area and complexity was likely due to removal of loosely bonded powders at the beginning of the finishing process.
- Peaks and valleys in the initial cold spray surfaces cause irregular wear removal at lower times but would even out with optimization of mass finishing time.
- The finishing times in this study were long in comparison to what is usually used in industry since high initial roughness at large scales require a large amount of material to be removed to achieve appropriate smoothness.
- We would recommend harder, entirely ceramic media for proper finishing in the future.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Brennan, M.; Keist, J.; Palmer, T. Defects in Metal Additive Manufacturing Processes. In Additive Manufacturing Processes; ASM International: Russell Township, Oh, USA, 2020; Volume 24, pp. 277–286. [Google Scholar] [CrossRef]
- Dutton, B.; Vesga, W.; Waller, J.; James, S.; Seifi, M. Metal additive manufacturing defect formation and nondestructive evaluation detectability. In Structural Integrity of Additive Manufactured Parts; ASTM International: West Conshohocken, PA, USA, 2020; pp. 1–50. [Google Scholar] [CrossRef]
- Du Plessis, A.; Yadroitsava, I.; Yadroitsev, I. Effects of defects on mechanical properties in metal additive manufacturing: A review focusing on X-ray tomography insights. Mater. Des. 2020, 187, 108385. [Google Scholar] [CrossRef]
- Bagherifard, S.; Guagliano, M. Fatigue performance of cold spray deposits: Coating, repair and additive manufacturing cases. Int. J. Fatigue 2020, 139, 105744. [Google Scholar] [CrossRef]
- Liu, L.; Kamm, P.H.; García-Moreno, F.; Banhart, J.; Pasini, D. Elastic and failure response of imperfect three-dimensional metallic lattices: The role of geometric defects induced by Selective Laser Melting. J. Mech. Phys. Solids 2017, 107, 160–184. [Google Scholar] [CrossRef]
- Sundararajan, G.; Chavan, N.M.; Kumar, S. The Elastic Modulus of Cold Spray Coatings: Influence of Inter-splat Boundary Cracking. J. Therm. Spray Technol. 2013, 22, 1348–1357. [Google Scholar] [CrossRef]
- Moridi, A.; Stewart, E.J.; Wakai, A.; Assadi, H.; Gartner, F.; Guagliano, M.; Klassen, T.; Dao, M. Solid-state additive manufacturing of porous Ti-6Al-4V by supersonic impact. Appl. Mater. Today 2020, 21, 100865. [Google Scholar] [CrossRef]
- Voisin, T.; Calta, N.; Khairallah, S.A.; Forien, J.-B.; Balogh, L.; Cunningham, R.W.; Rollett, A.D.; Wang, Y.M. Defects-dictated tensile properties of selective laser melted Ti-6Al-4V. Mater. Des. 2018, 158, 113–126. [Google Scholar] [CrossRef]
- Alsalla, H.H.; Smith, C.; Hao, L. The effect of different build orientations on the consolidation, tensile and fracture toughness properties of direct metal laser sintering Ti-6Al-4V. Rapid Prototyp. J. 2018, 24, 276–284. [Google Scholar] [CrossRef]
- Sample, C.M.; Champagne, V.K.; Nardi, A.T.; Lados, D.A. Factors governing static properties and fatigue, fatigue crack growth, and fracture mechanisms in cold spray alloys and coatings/repairs: A review. Addit. Manuf. 2020, 36, 101371. [Google Scholar] [CrossRef]
- Solid-State Additive Manufacturing of Tantalum Using High-Pressure Cold Gas-Dynamic Spray—ScienceDirect. Available online: https://www.sciencedirect.com/science/article/pii/S2214860421004036 (accessed on 8 January 2022).
- Robinson, J.; Stanford, M.; Arjunan, A. Correlation between selective laser melting parameters, pore defects and tensile properties of 99.9 % silver. Mater. Today Commun. 2020, 25, 101550. [Google Scholar] [CrossRef]
- Vayssette, B.; Saintier, N.; Brugger, C.; Elmay, M.; Pessard, E. Surface roughness of Ti-6Al-4V parts obtained by SLM and EBM: Effect on the High Cycle Fatigue life. Proc. Eng. 2018, 213, 89–97. [Google Scholar] [CrossRef]
- Pezzato, L.; Dabalà, M.; Gross, S.; Brunelli, K. Effect of microstructure and porosity of AlSi10Mg alloy produced by selective laser melting on the corrosion properties of plasma electrolytic oxidation coatings. Surf. Coatings Technol. 2020, 404, 126477. [Google Scholar] [CrossRef]
- Moridi, A.; Hassani-Gangaraj, S.M.; Vezzú, S.; Trško, L.; Guagliano, M. Fatigue behavior of cold spray coatings: The effect of conventional and severe shot peening as pre-/post-treatment. Surf. Coat. Technol. 2015, 283, 247–254. [Google Scholar] [CrossRef]
- Smith, M.F.; Brockmann, J.E.; Dykhuizen, R.C.; Gilmore, D.L.; Neiser, R.A.; Roemer, T.J. Cold Spray Direct Fabrication—High Rate, Solid State, Material Consolidation. Mater. Res. Soc. Symp. Proc. 1998, 542, 65–76. [Google Scholar] [CrossRef]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Sousa, B.C.; Sundberg, K.L.; Gleason, M.A.; Cote, D.L. Understanding the Antipathogenic Performance of Nanostructured and Conventional Copper Cold Spray Material Consolidations and Coated Surfaces. Crystals 2020, 10, 504. [Google Scholar] [CrossRef]
- Champagne, V.K. The Repair of Magnesium Rotorcraft Components by Cold Spray. J. Fail. Anal. Prev. 2008, 8, 164–175. [Google Scholar] [CrossRef]
- Yin, S.; Cizek, J.; Yan, X.; Lupoi, R. Annealing strategies for enhancing mechanical properties of additively manufactured 316L stainless steel deposited by cold spray. Surf. Coat. Technol. 2019, 370, 353–361. [Google Scholar] [CrossRef]
- Van Steenkiste, T. 8—The role of particle temperature and velocity in cold spray coating formation. In The Cold Spray Materials Deposition Process; Champagne, V.K., Ed.; Woodhead Publishing: Sawston, UK, 2007; pp. 127–147. [Google Scholar] [CrossRef]
- Grujicic, M. 9—Particle/substrate interaction in the cold-spray bonding process. In The Cold Spray Materials Deposition Process; Champagne, V.K., Ed.; Woodhead Publishing: Sawston, UK, 2007; pp. 148–177. [Google Scholar] [CrossRef]
- Spencer, K.; Luzin, V.; Matthews, N.; Zhang, M.-X. Residual stresses in cold spray Al coatings: The effect of alloying and of process parameters. Surf. Coat. Technol. 2012, 206, 4249–4255. [Google Scholar] [CrossRef]
- Froes, F.H.; Boyer, R. Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Tyagi, P.; Goulet, T.; Riso, C.; Stephenson, R.; Chuenprateep, N.; Schlitzer, J.; Benton, C.; Garcia-Moreno, F. Reducing the roughness of internal surface of an additive manufacturing produced 316 steel component by chempolishing and electropolishing. Addit. Manuf. 2019, 25, 32–38. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.-Y.; Nagalingam, A.P.; Yeo, S.H. A review on the state-of-the-art of surface finishing processes and related ISO/ASTM standards for metal additive manufactured components. Virtual Phys. Prototyp. 2021, 16, 68–96. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Bandini, M.; Guagliano, M. Surface post-treatments for metal additive manufacturing: Progress, challenges, and opportunities. Addit. Manuf. 2021, 37, 101619. [Google Scholar] [CrossRef]
- Kim, U.S.; Park, J.W. High-Quality Surface Finishing of Industrial Three-Dimensional Metal Additive Manufacturing Using Electrochemical Polishing. Int. J. Precis. Eng. Manuf.–Green Technol. 2019, 6, 11–21. [Google Scholar] [CrossRef]
- Kumbhar, N.N.; Mulay, A.V. Post Processing Methods Used to Improve Surface Finish of Products which Are Manufactured by Additive Manufacturing Technologies: A Review. J. Inst. Eng. C. 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Sova, A.; Courbon, C.; Valiorgue, F.; Rech, J.; Bertrand, P. Effect of Turning and Ball Burnishing on the Microstructure and Residual Stress Distribution in Stainless Steel Cold Spray Deposits. J. Therm. Spray Technol. 2017, 26, 1922–1934. [Google Scholar] [CrossRef]
- Brown, C.A.; Hansen, H.N.; Jiang, X.J.; Blateyron, F.; Berglund, J.; Senin, N.; Bartkowiak, T.; Dixon, B.; Le Goïc, G.; Quinsat, Y.; et al. Multiscale analyses and characterizations of surface topographies. CIRP Ann. 2018, 67, 839–862. [Google Scholar] [CrossRef]
- Cabanettes, F.; Joubert, A.; Chardon, G.; Dumas, V.; Rech, J.; Grosjean, C.; Dimkovski, Z. Topography of as built surfaces generated in metal additive manufacturing: A multi scale analysis from form to roughness. Precis. Eng. 2018, 52, 249–265. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F. Particle Compression Test: A Key Step towards Tailoring of Feedstock Powder for Cold Spraying. Coatings 2020, 10, 458. [Google Scholar] [CrossRef]
- KLA-Tencor Corporation. US Patent for Instrumented Indentation Apparatus Having Indenter Punch with Flat End Surface and Instrumented Indentation Method Using the Same. U.S. Patent 10,288,540, 14 May 2019. [Google Scholar]
- Davidson, D.A. Mass finishing processes. Met. Finish. 2002, 100, 104–117. [Google Scholar] [CrossRef]
- Sousa, B.C.; Cote, D.L. Copper cold gas-dynamic spray processing for highly effective antipathogenic coatings: An integrated microstructural, mechanics, and materials chemistry perspective. In Current Perspectives on Chemical Sciences; Sciencedomain International: Bhanjipur, India, 2021; Volume 9, pp. 55–97. [Google Scholar] [CrossRef]
- Sousa, B.C.; Massar, C.J.; Gleason, M.A.; Cote, D.L. On the emergence of antibacterial and antiviral copper cold spray coatings. J. Biol. Eng. 2021, 15, 1–15. [Google Scholar] [CrossRef]
- Sousa, B.C.; Cote, D.L. Supersonically Deposited Antiviral Copper Coatings: Enhanced antiviral performance is associated with antipathogenic copper material consolidations obtained using cold spray processing. Adv. Mater. Process. 2021, 179, 32–38. [Google Scholar]
- Sundberg, K.; Sousa, B.C.; Schreiber, J.; Walde, C.E.; Eden, T.J.; Sisson, R.D.; Cote, D.L. Finite Element Modeling of Single-Particle Impacts for the Optimization of Antimicrobial Copper Cold Spray Coatings. J. Therm. Spray Technol. 2020, 29, 1847–1862. [Google Scholar] [CrossRef]
- Xiong, L.; Chuang, A.C.; Thomas, J.; Prost, T.; White, E.; Anderson, I.; Singh, D. Defect and satellite characteristics of additive manufacturing metal powders. Adv. Powder Technol. 2022, 33, 103486. [Google Scholar] [CrossRef]
- Anderson, I.E.; White, E.M.; Dehoff, R. Feedstock powder processing research needs for additive manufacturing development. Curr. Opin. Solid State Mater. Sci. 2018, 22, 8–15. [Google Scholar] [CrossRef]
- Özbilen, S. Satellite formation mechanism in gas atomised powders. Powder Met. 1999, 42, 70–78. [Google Scholar] [CrossRef]
- Price, S.E.; Gleason, M.A.; Sousa, B.C.; Cote, D.L.; Neamtu, R. Automated and Refined Application of Convolutional Neural Network Modeling to Metallic Powder Particle Satellite Detection. Integr. Mater. Manuf. Innov. 2021, 10, 661–676. [Google Scholar] [CrossRef]
- Jakupi, P.; Keech, P.; Barker, I.; Ramamurthy, S.; Jacklin, R.; Shoesmith, D.; Moser, D. Characterization of commercially cold sprayed copper coatings and determination of the effects of impacting copper powder velocities. J. Nucl. Mater. 2015, 466, 1–11. [Google Scholar] [CrossRef]
- Wong, W.; Irissou, E.; Ryabinin, A.N.; Legoux, J.-G.; Yue, S. Influence of Helium and Nitrogen Gases on the Properties of Cold Gas Dynamic Sprayed Pure Titanium Coatings. J. Therm. Spray Technol. 2011, 20, 213–226. [Google Scholar] [CrossRef] [Green Version]
- Gillet, V.; Aubignat, E.; Costil, S.; Courant, B.; Langlade, C.; Casari, P.; Knapp, W.; Planche, M. Development of low pressure cold sprayed copper coatings on carbon fiber reinforced polymer (CFRP). Surf. Coat. Technol. 2019, 364, 306–316. [Google Scholar] [CrossRef]
- Huang, J.; Yan, X.; Chang, C.; Xie, Y.; Ma, W.; Huang, R.; Zhao, R.; Li, S.; Liu, M.; Liao, H. Pure copper components fabricated by cold spray (CS) and selective laser melting (SLM) technology. Surf. Coat. Technol. 2020, 395, 125936. [Google Scholar] [CrossRef]
- Kim, Y.-K.; Lee, K.-A. Effect of carrier gas species on the microstructure and compressive deformation behaviors of ultra-strong pure copper manufactured by cold spray additive manufacturing. J. Mater. Sci. Technol. 2022, 97, 264–271. [Google Scholar] [CrossRef]
- Helfritch, D.; Champagne, V., Jr. A Model Study of Powder Particle Size Effects in Cold Spray Deposition; Army Research Laboratory: Adelphi, MD, USA, 2008; p. 6. [Google Scholar]
- Dowding, I.; Hassani, M.; Sun, Y.; Veysset, D.; Nelson, K.A.; Schuh, C.A. Particle size effects in metallic microparticle impact-bonding. Acta Mater. 2020, 194, 40–48. [Google Scholar] [CrossRef]
- Sousa, B.C.; Gleason, M.A.; Haddad, B.; Champagne, V.K., Jr.; Nardi, A.T.; Cote, D.L. Nanomechanical Characterization for Cold Spray: From Feedstock to Consolidated Material Properties. Metals 2020, 10, 1195. [Google Scholar] [CrossRef]
- Cariapa, V.; Park, H.; Kim, J.; Cheng, C.; Evaristo, A. Development of a metal removal model using spherical ceramic media in a centrifugal disk mass finishing machine. Int. J. Adv. Manuf. Technol. 2008, 39, 92–106. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material ID | Material Type | Manufacturing Method |
|---|---|---|
| Cu 1 | DRCU-Cu-G3H0 | Gas-atomization |
| Cu 2 | OFE-Cu | Gas-atomization + Pre-processing |
| Cu 3 | Oxide Reduced Copper | Gas-atomization + Oxide Reduction |
| Nozzle | Gas Temperature | Carrier Gas | Gas Pressure | Spray Angle | Standoff Distance | Traverse Speed | Feeder Rate | Substrate |
|---|---|---|---|---|---|---|---|---|
| 0071, PBI | 425 °C | N2 | 2.6 MPa | 90 ° | 25.4 mm | 120 mm/s | 4 RPM | Al 6061-T651 |
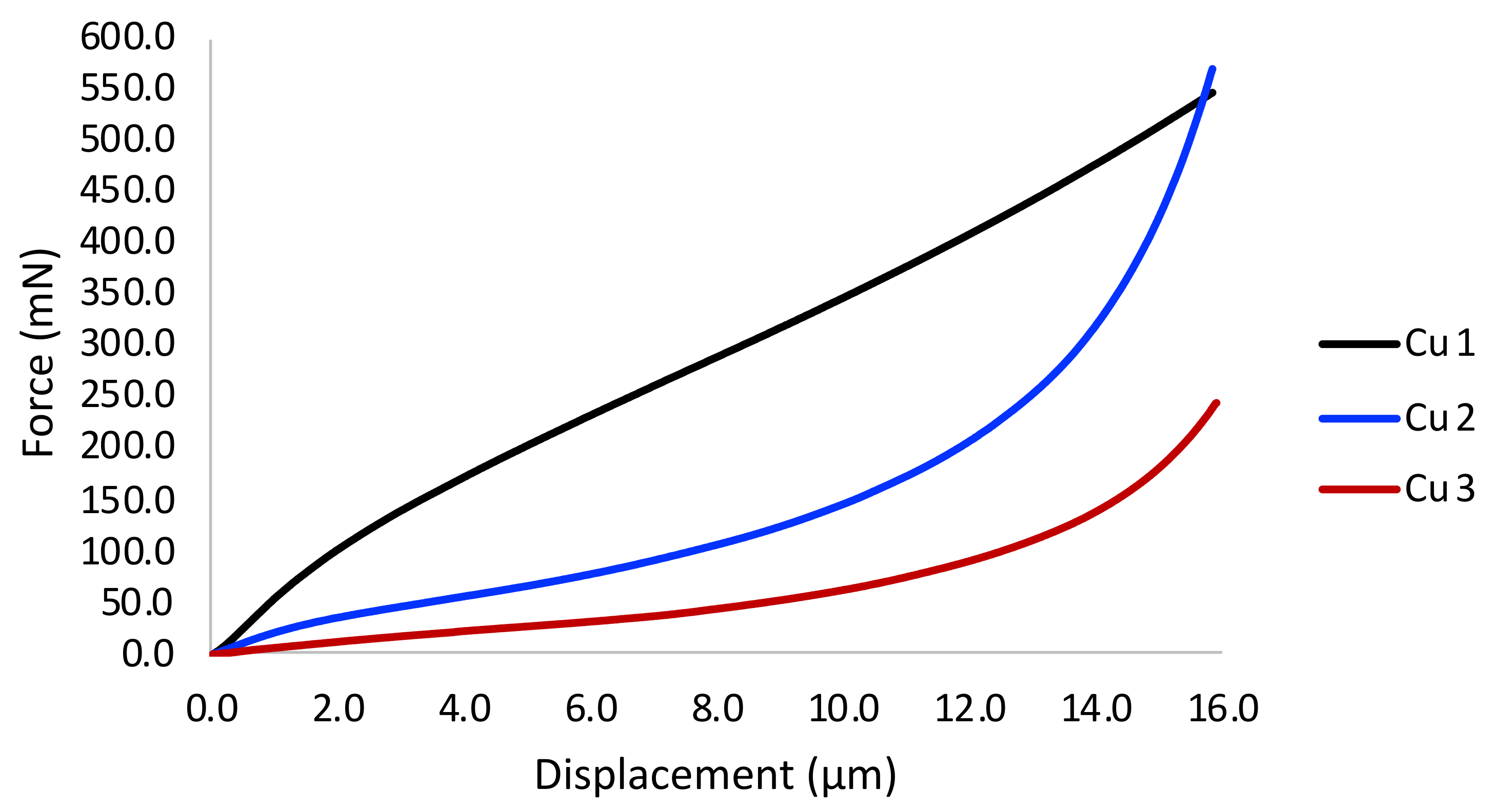
| Sample | Ultimate Tensile Strength (MPa) | Force to Achieve 50% Compression (mN) | Average Displacement (µm) | Average Powder Particle Diameter (µm) |
|---|---|---|---|---|
| Cu 1 | 437.61 ± 69.05 | 958.34 ± 292.31 | 24.67 ± 4.94 | 49.32 ± 9.88 |
| Cu 2 | 368.10 ± 30.34 | 237.69 ± 154.60 | 12.84 ± 3.77 | 25.65 ± 7.55 |
| Cu 3 | 212.95 ± 95.74 | 172.15 ± 104.02 | 14.51± 2.17 | 28.99 ± 4.36 |
| Powder | Impact Velocity (m/s) | Critical Impact Velocity (m/s) | Critical Velocity Ratio | Erosion Impact Velocity (m/s) | Erosion Velocity Ratio | Oxygen Content (wt. %) |
|---|---|---|---|---|---|---|
| Cu 1 | 45 | 603 | 0.762 | 1205 | 0.381 | 0.2517 |
| Cu 2 | 623 | 592 | 1.053 | 1184 | 0.520 | 0.2233 |
| Cu 3 | 726 | 515 | 1.408 | 1031 | 0.704 | 0.0965 |
| Sample | Hardness (GPa) | Applied Load (mN) | Indentation Depth (nm) |
|---|---|---|---|
| Cu 1 | 2.36 ± 0.32 | 268.3 ± 23.3 | 2046 ± 3 |
| Cu 2 | 1.71 ± 0.14 | 214.1 ± 6.9 | 2052 ± 4 |
| Cu 3 | 3.16 ± 0.19 | 324.9 ± 3.6 | 2041 ± 1 |
| Sample | Yield Strength (MPa) | Yield Strain | Strength Coefficient (MPa) | Strain Hardening Exponent |
|---|---|---|---|---|
| Cu 1 | 348.8 ± 71.2 | 0.0030 ± 0.0006 | 663.9 ± 54.7 | 0.112 ± 0.031 |
| Cu 2 | 280.7 ± 15.6 | 0.0024 ± 0.0001 | 517.3 ± 32.4 | 0.101 ± 0.017 |
| Cu 3 | 555.9 ± 52.6 | 0.0048 ± 0.0005 | 748.7 ± 25.0 | 0.056 ± 0.022 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gleason, M.A.; Sousa, B.C.; Tsaknopoulos, K.; Grubbs, J.A.; Hay, J.; Nardi, A.; Brown, C.A.; Cote, D.L. Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations. Materials 2022, 15, 2054. https://doi.org/10.3390/ma15062054
Gleason MA, Sousa BC, Tsaknopoulos K, Grubbs JA, Hay J, Nardi A, Brown CA, Cote DL. Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations. Materials. 2022; 15(6):2054. https://doi.org/10.3390/ma15062054
Chicago/Turabian StyleGleason, Matthew A., Bryer C. Sousa, Kyle Tsaknopoulos, Jack A. Grubbs, Jennifer Hay, Aaron Nardi, Christopher A. Brown, and Danielle L. Cote. 2022. "Application of Mass Finishing for Surface Modification of Copper Cold Sprayed Material Consolidations" Materials 15, no. 6: 2054. https://doi.org/10.3390/ma15062054