
Preparation of Low-Cost Magnesium Oxychloride Cement Using Magnesium Residue Byproducts from the Production of Lithium Carbonate from Salt Lakes

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
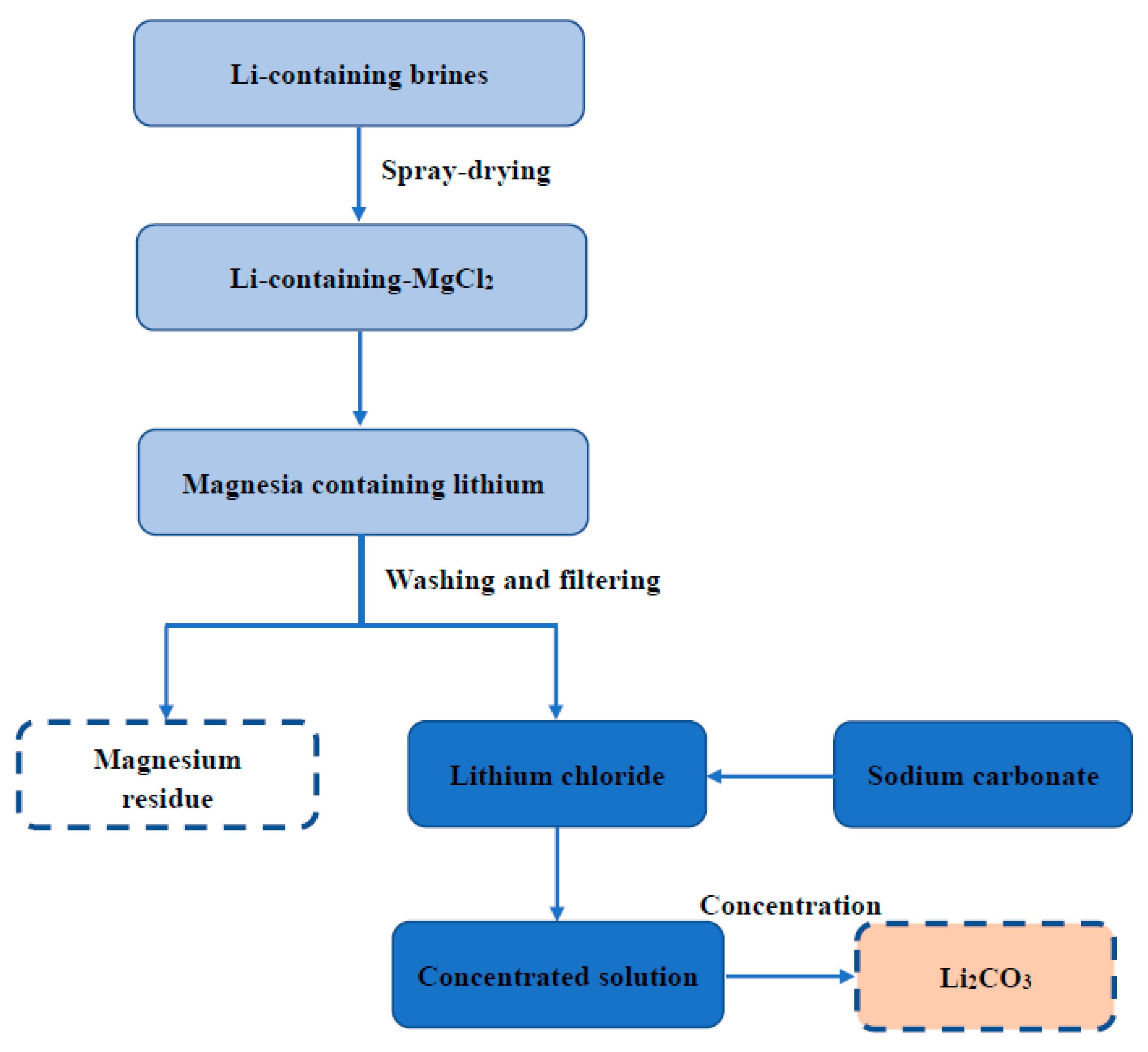
2.2. Treatment Process of Magnesium Residues
2.3. Specimen Preparation
2.4. Analysis Method
2.4.1. Setting Time
2.4.2. Compressive Strength Analysis
2.4.3. Crystalline Phase and Microstructure
2.4.4. Pore Structure Test
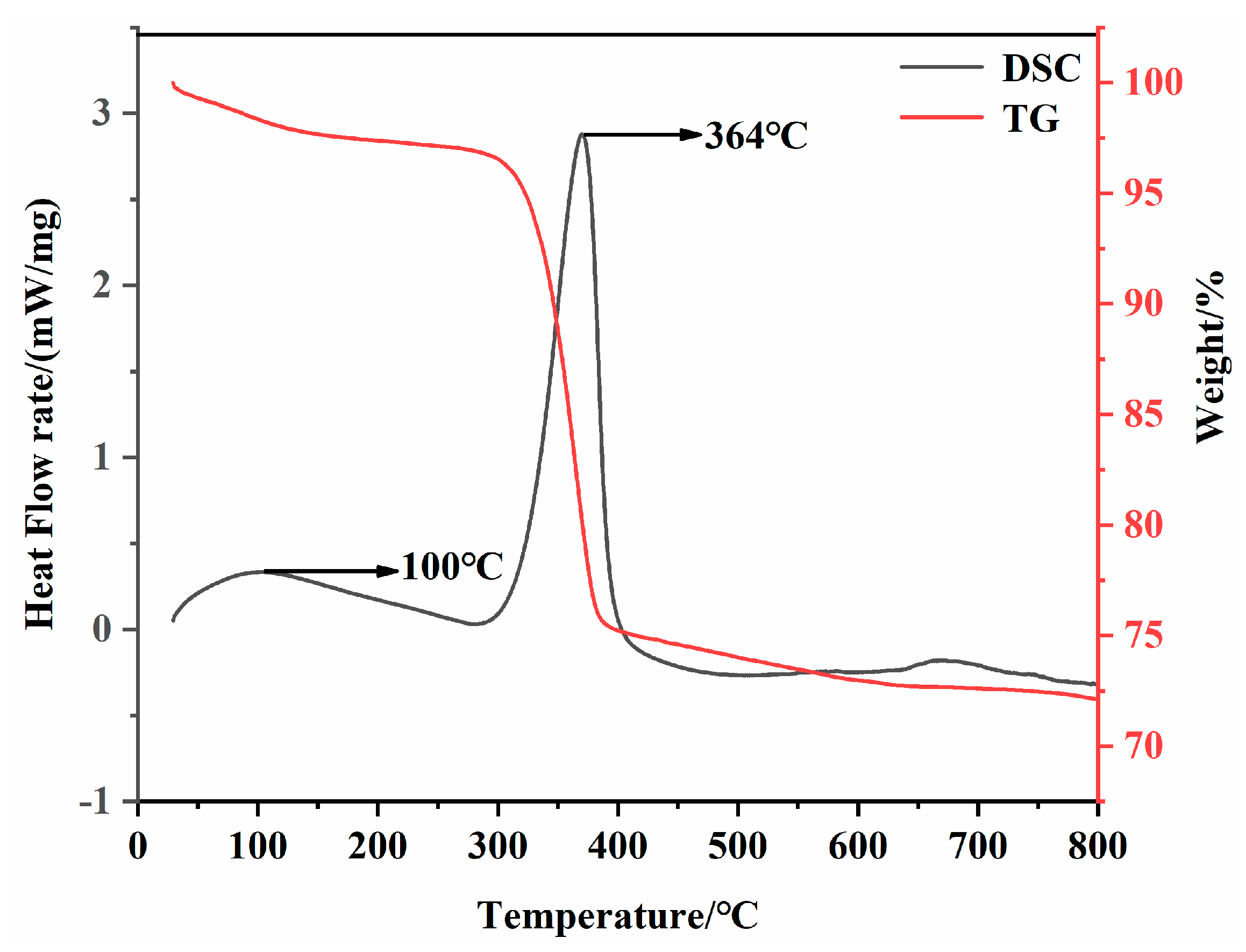
2.4.5. Determination of Hydration Heat
3. Results and Discussion
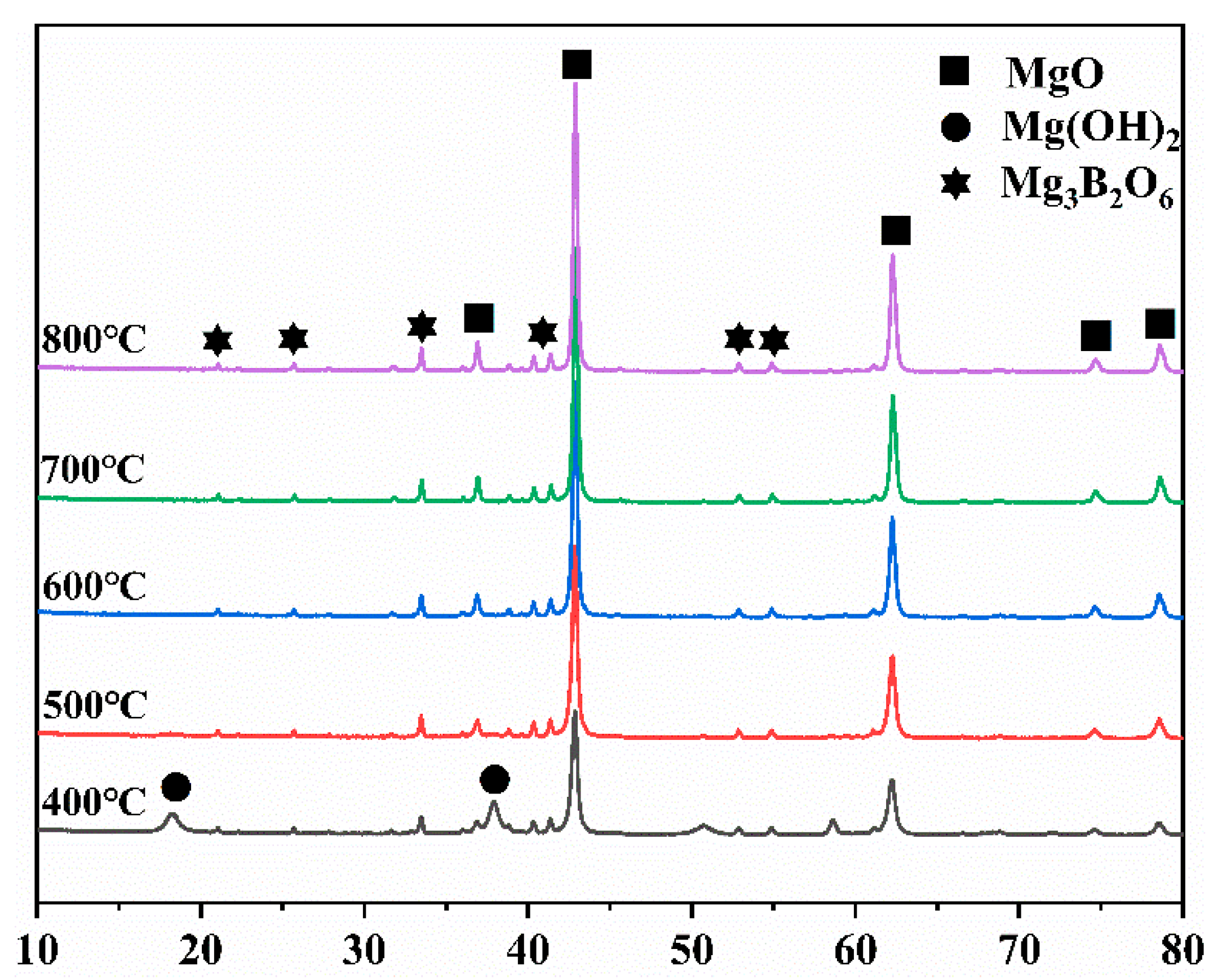
3.1. Characterization of Magnesia by Calcination at Different Temperatures Chemical Composition
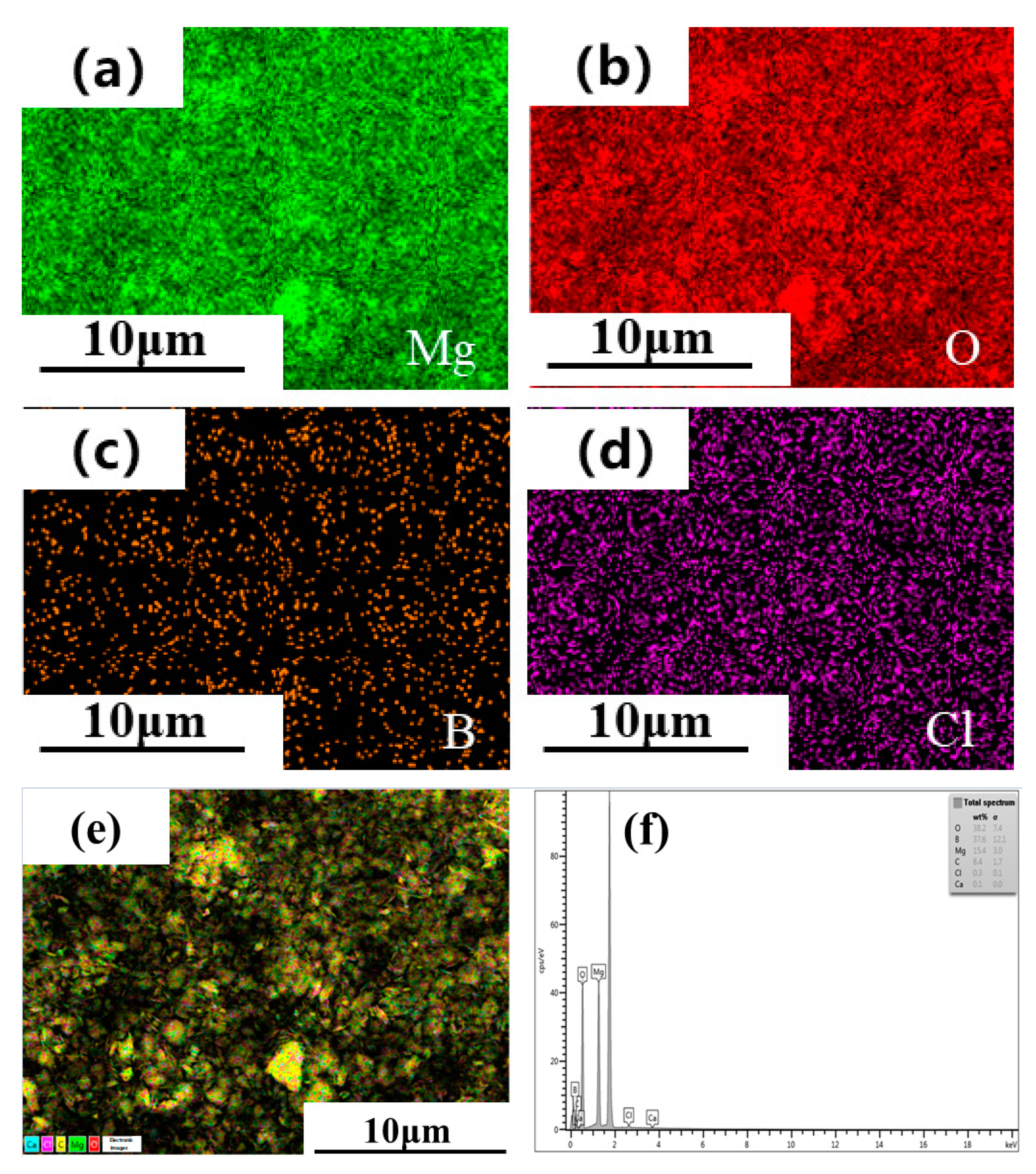
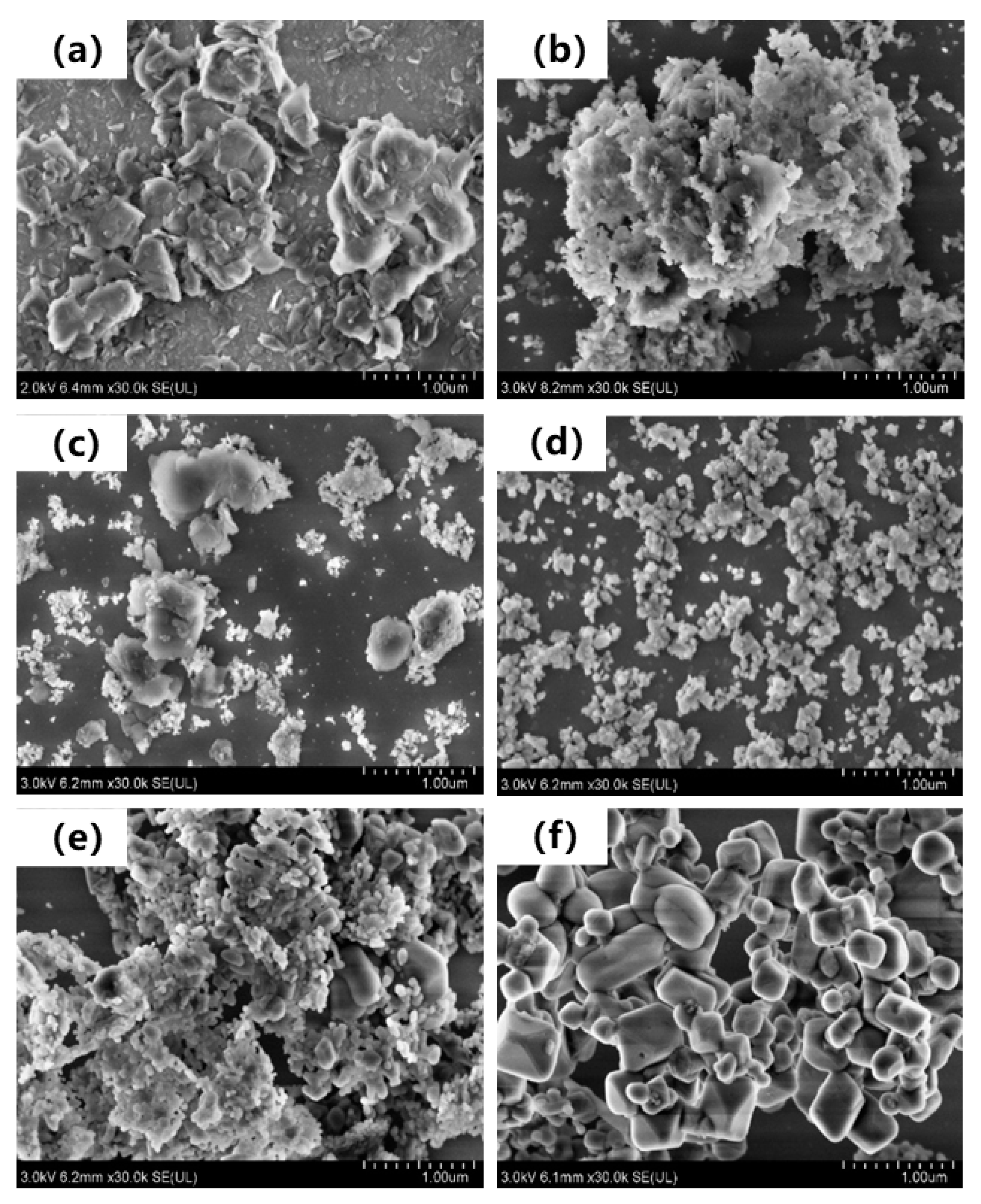
3.2. Micromorphology
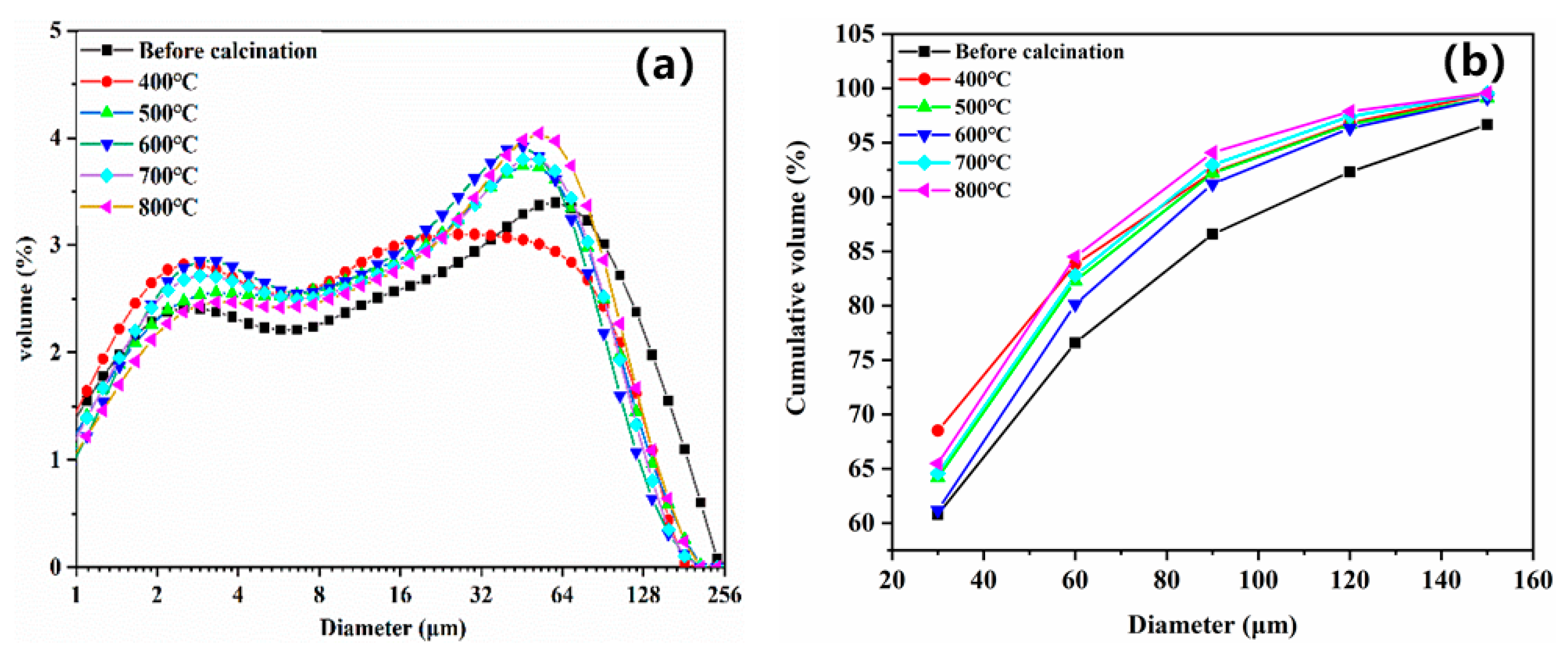
3.3. Particle Size Distribution
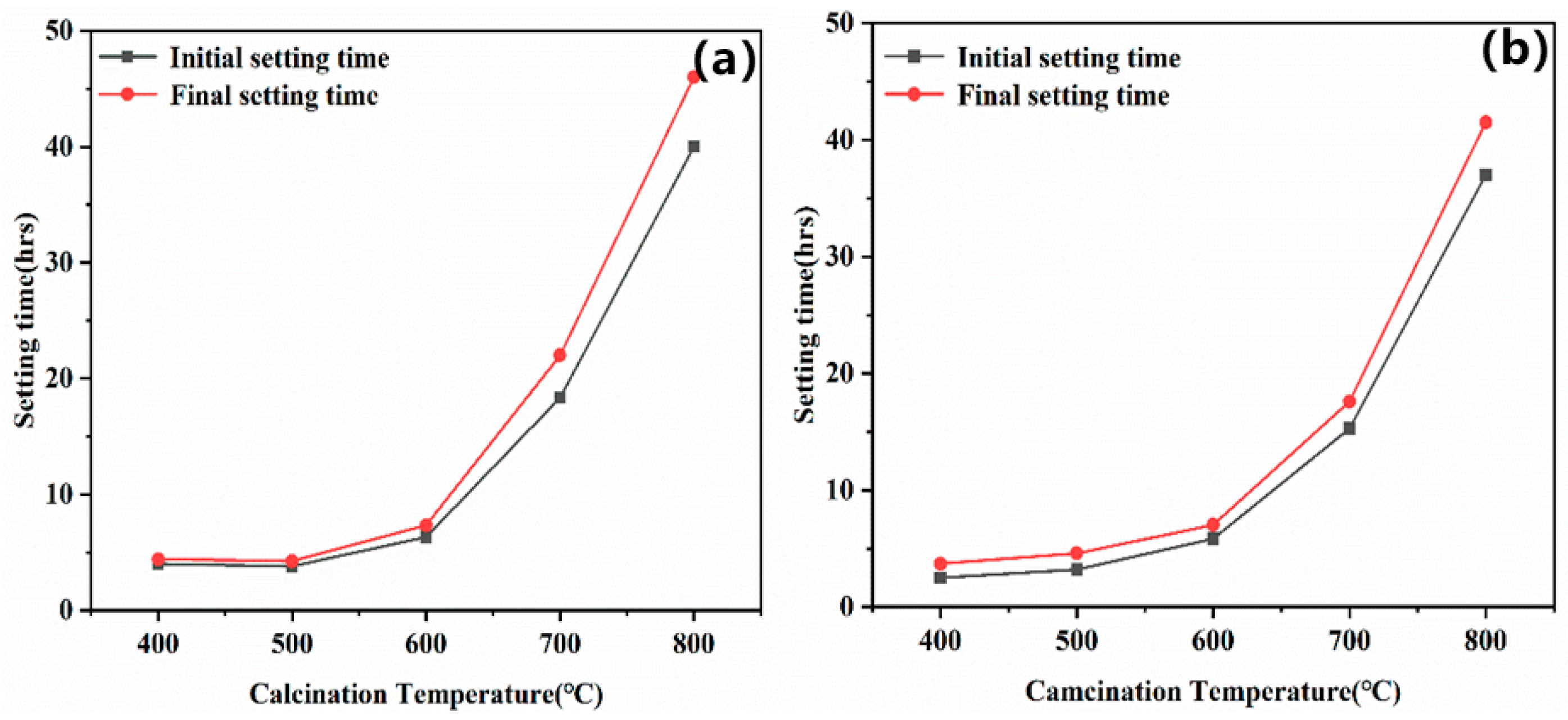
3.4. Setting Time of MOC
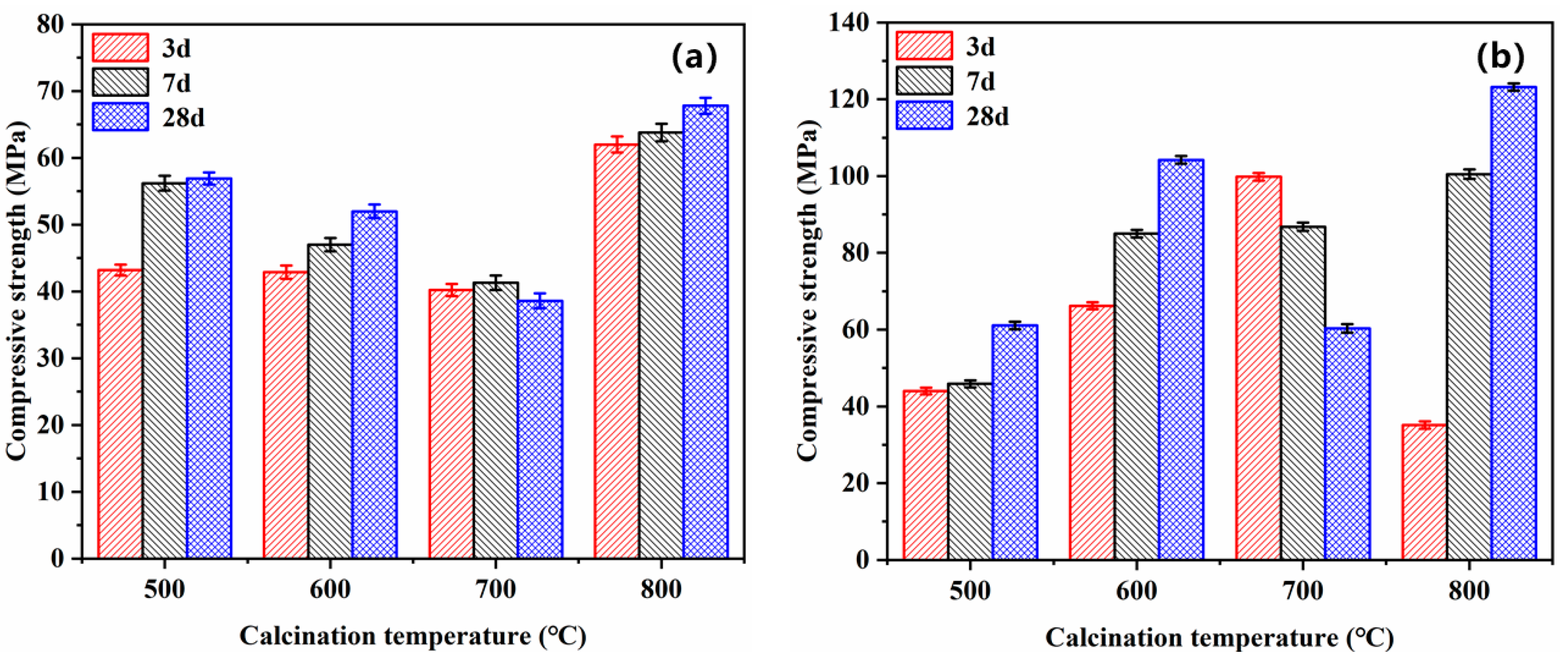
3.5. Compressive Strength of MOC
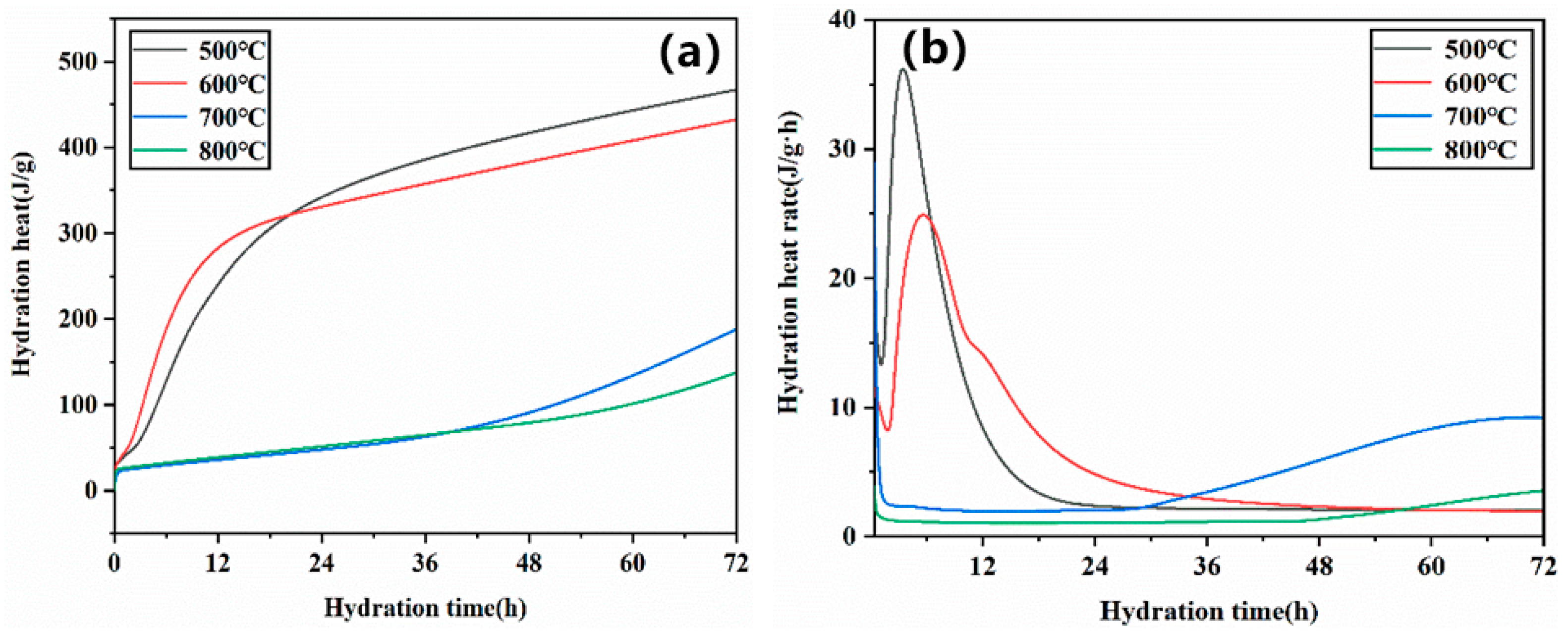
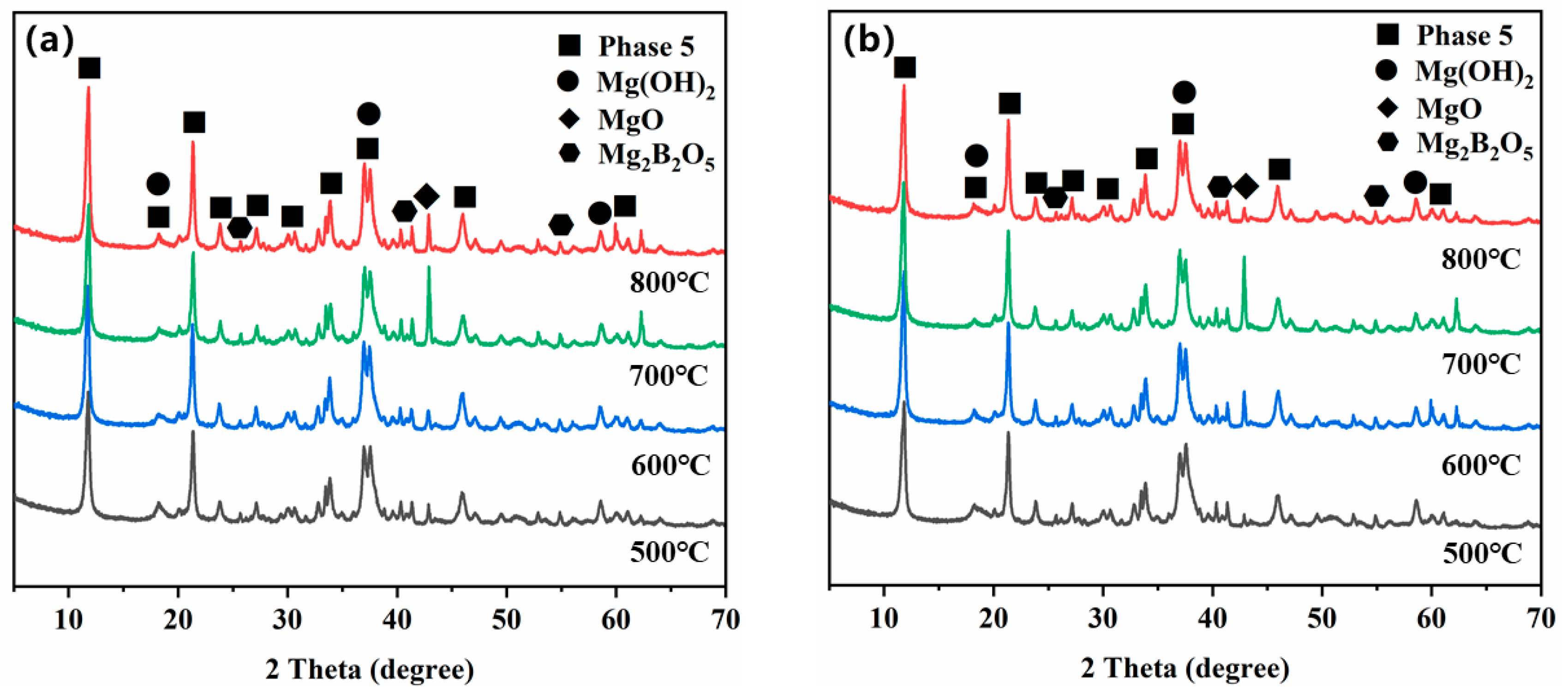
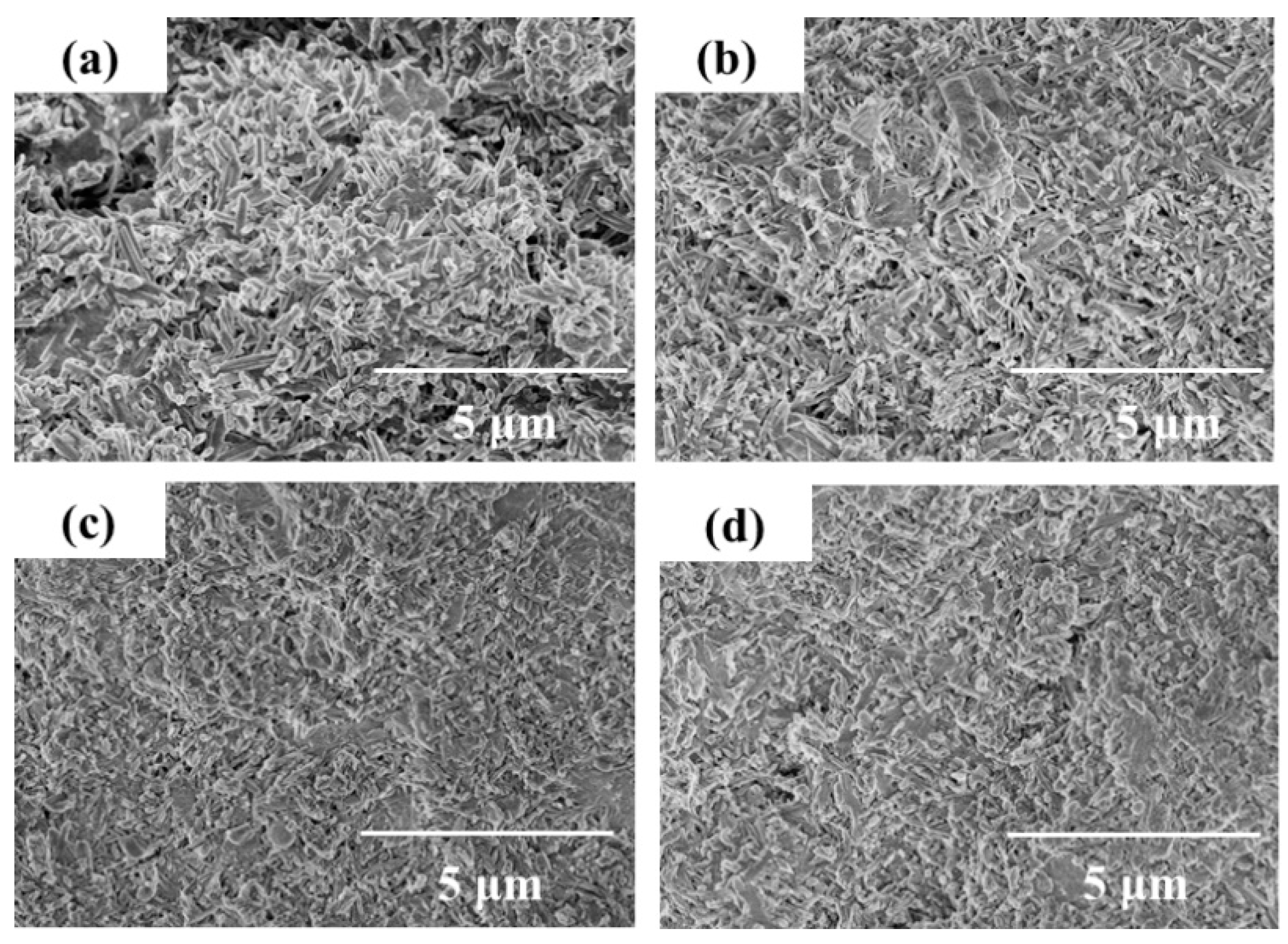
3.6. Effect of the Magnesium Residue Calcination Temperature on the Hydration Products and Microstructure
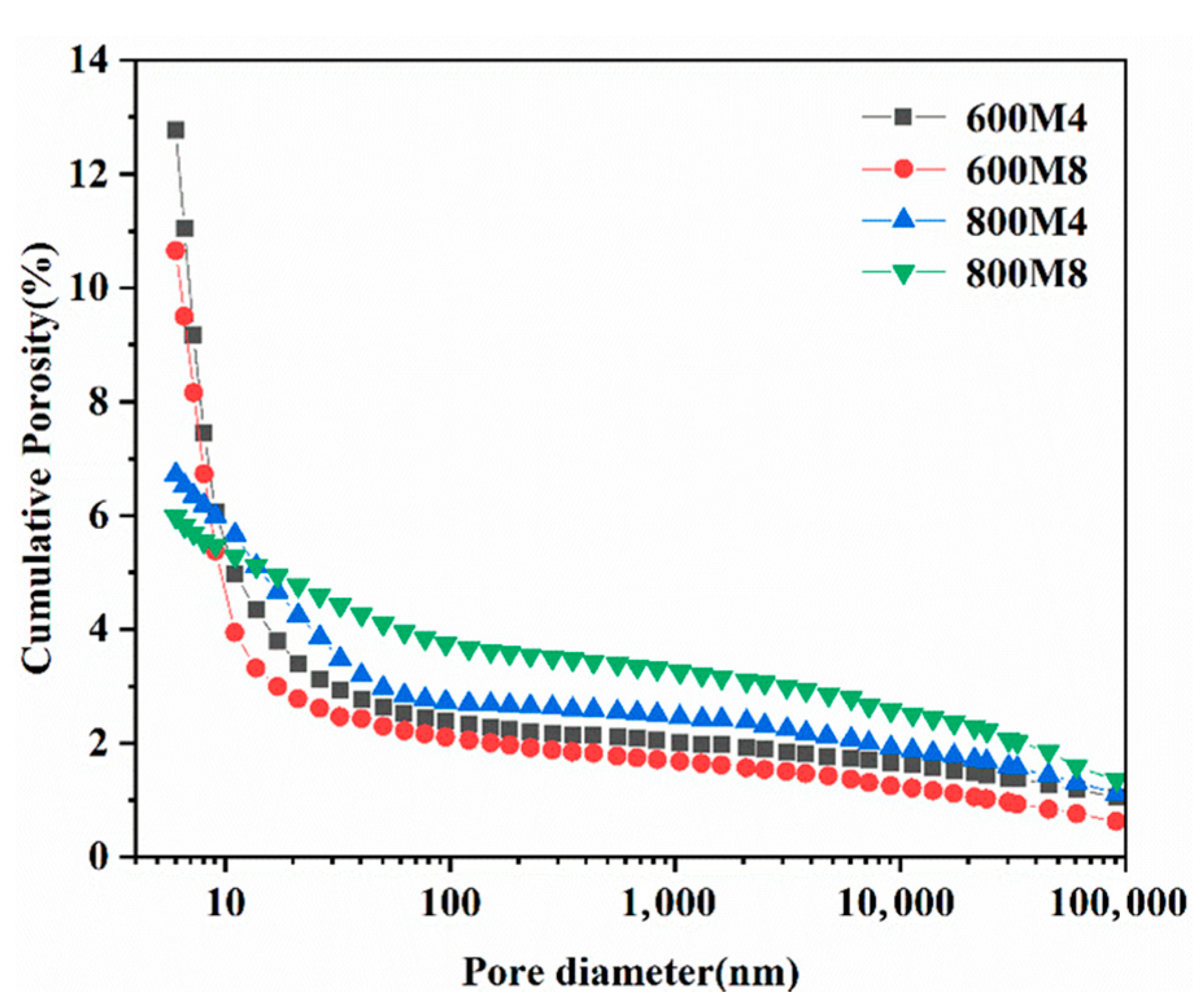
3.7. Effect of the Magnesium Residue Calcination Temperature on MOC Porosity
4. Conclusions
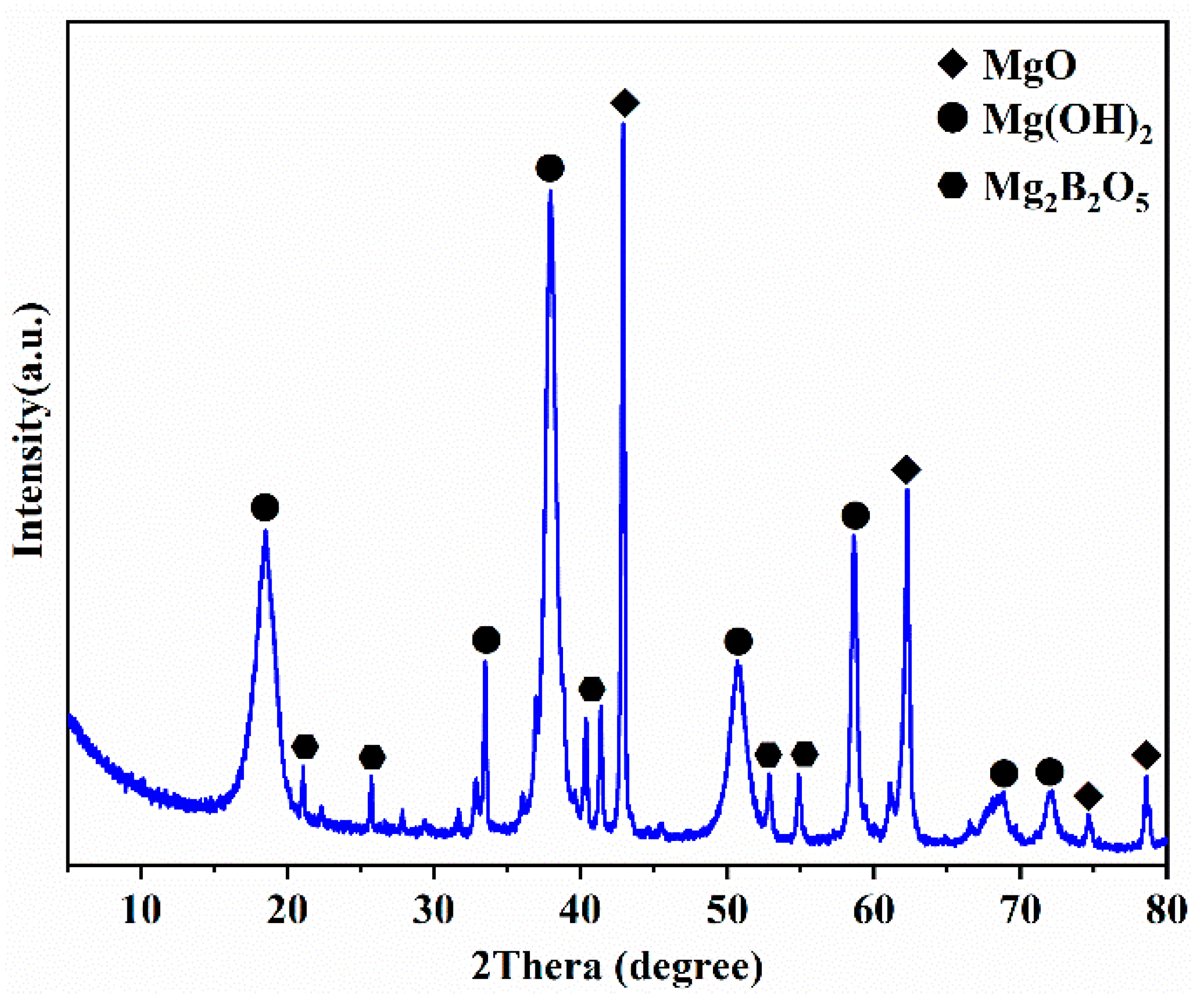
- After different temperatures calcination, the main phase MgO content increases, and the Mg3B2O6 content are almost unchanged, whereas the Mg(OH)2 phase disappeared.
- The results show that with the increase of calcining temperature, the crystallization degree of magnesium residues increase, BET surface area decreased and reactivity with water of the calcined magnesium residue increased with increasing the calcination temperature. Therefore, with increased calcination temperature of magnesium residues, the setting time of the MOC cement is prolonged.
- The Baume degree of the magnesium chloride solution has an essential influence on MOC cement’s compressive strength. The calcination temperature is 800 °C, the molar ratio of magnesium oxide to magnesium chloride is 8.5, and the Baume degree of the magnesium chloride solution is 28, the compressive strength of MOC can reach 123.3 MPa after 28 d.
- Taking into account the regional characteristics of Qinghai, the use of the byproduct of extracting lithium carbonate from salt lakes to prepare MOC cement can save resources, protect the environment, and reduce the production cost of MOC, which is of great significance for the industrial production of MOC cement and the expansion of the application fields of MOC materials.
- Finally, it is not clear or not impurities (main Mg3B2O6) influence crystal defects and MOC formation. This requires further study. It can be studied by nanoindentation, atomic force microscopy, molecular dynamics simulation, and DFT calculation methods.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sorel, S. On a new magnesium cement. CR Acad. Sci. 1867, 65, 102–104. [Google Scholar]
- Beaudoin, J.J.; Ramachandran, V.S. Strength development in magnesium oxychloride and other cements. Cem. Concr. Res. 1975, 5, 617–630. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.F. Magnesium Oxychloride Cement and It’s Application; Chinese Architecture and Building Press: Beijing, China, 1991. [Google Scholar]
- Ji, Y. Study of the new type of light magnesium cement foamed material. Mater. Lett. 2001, 50, 28–31. [Google Scholar]
- Montle, J.F.; Mayhan, K.G. Magnesium oxychloride as a fire retardant material. J. Fire Flam Fire Retard Chem. 1974, 1, 243–254. [Google Scholar]
- Zhou, X.; Li, Z. Light-weight wood–magnesium oxychloride cement composite building products made by extrusion. Constr. Build Mater. 2012, 27, 382–389. [Google Scholar] [CrossRef] [Green Version]
- Sglavo, V.M.; Genua, F.D.; Conci, A.; Ceccato, R.; Cavallini, R. Influence of curing temperature on the evolution of magnesium oxychloride cement. J. Mater. Sci. 2011, 46, 6726–6733. [Google Scholar] [CrossRef]
- Jackson, L.C.; Levings, S.P.; Maniocha, M.L.; Maniocha, C.A.; Mintmier, A.H.; Reyes, P.E.; Scheerer, D.M.; Smith, M.T.; Wajer, M.D.; Walter, J.T.; et al. Magnesium Compounds; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2000. [Google Scholar]
- Walling, S.A.; Provis, J.L. Magnesia-based cements: A journey of 150 years, and cements for the future? Chem Rev. 2016, 116, 4170–4204. [Google Scholar] [CrossRef] [PubMed]
- Dong, F.M. Liaoning Province Strengthens Planning and Management of Magnesite. Land Resour. 2010, 009, 31. [Google Scholar]
- Yang, G. Study on the Decomposition Characteristics of Magnesium Hydroxide. Master’s Thesis, Northeastern University, Shenyang, China, 2009. [Google Scholar]
- Li, Z.J. Thinking of Magnesium Refractory Raw Materials in Liaoning Province. Refractories 2011, 45, 382–385. [Google Scholar]
- Zhao, H.X. Status Quo of Magnesite Resources in Liaoning and Suggestions for Development. Refractory 2009, 43, 291–293. [Google Scholar]
- Zhang, W.D.; Qian, H.Y.; Kong, Q.G. Study on Preparation of Active Magnesium Oxide from Magnesite. Non Met. Ore 2007, 30, 9–11. (In Chinese) [Google Scholar]
- Ge, S.J.; Zhang, X.; Wang, H.N.; Chen, R.Y. Effect of high activity MgO on the phase and properties of low temperature magnesium oxychloride cement. J. Chin. Ceram. Soc. 2019, 7. [Google Scholar]
- Yao, J.S.; Lu, D.Q.; Wu, R.F.; Huang, X.F.; Wu, H.X.; Jia, X.L. Study on Preparation of Anhydrous Magnesium Chloride from Chlorite from Chaerhan Salt Lake. Light Met. 1982, 8, 41–47. [Google Scholar]
- Somarathna, Y.R.; Mantilaka, P.G.; Karunaratne, D.G.G.P.; Rajapakse, R.M.G.; Peradeniya, H.M.T.G.A.; Wijayantha, K.G.U. Synthesis of high purity calcium carbonate micro-and nano-structures on polyethylene glycol templates using dolomite. Cryst. Res. Technol. 2016, 51, 207–214. [Google Scholar] [CrossRef]
- Jia, H.J.; Ma, J.J.; Wang, B.D.; Li, K.Y.; Bian, Y.T. Research on Qinghai Salt Lake Resources Development and Sustainable Development. J. Soil Water Conserv. 2004, 18, 193–196. [Google Scholar]
- Ma, G.H. Discussion on the Impact of Waste Discharge in the Production of Potassium Chloride on Salt Lake Environment. Salt Ind. Chem. Ind. 2010, 002, 50–51. [Google Scholar]
- Chen, A.B. Develop Salt Lake Magnesium Chloride Products to Improve Comprehensive Utilization Ability of Resources. Salt Ind. Chem. Ind. 2013, 12, 35–37. [Google Scholar]
- Li, K.; Wang, Y.; Yao, N.; Zhang, A. Recent progress of magnesium oxychloride cement: Manufacture, curing, structure and performance. Constr. Build. Mater. 2020, 255, 119381. [Google Scholar] [CrossRef]
- Chuah, S.; Pan, Z.; Sanjayan, J.G.; Wang, C.M.; Duan, W.H. Nano reinforced cement and concrete composites and new perspective from graphene oxide. Constr. Build. Mater. 2014, 73, 113–124. [Google Scholar] [CrossRef]
- Xiong, Y.; Deng, H.; Nemer, M.; Johnsen, S. Experimental determination of the solubility constant for magnesium chloride hydroxide hydrate (Mg3Cl (OH)5 4H2O, phase 5) at room temperature, and its importance to nuclear waste isolation in geological repositories in salt formations. Geochim. Cosmochim. Acta 2010, 74, 4605–4611. [Google Scholar] [CrossRef]
- Matkovic, B.; Young, J.F. Microstructure of magnesium oxychloride cements. Nat. Phys. Sci. 1973, 246, 79–80. [Google Scholar] [CrossRef]
- Chau, C.K.; Li, Z. Accelerated reactivity assessment of light burnt magnesium oxide. J. Am. Ceram. Soc. 2008, 91, 1640–1645. [Google Scholar] [CrossRef]
- Li, Z.; Chau, C.K. Influence of molar ratios on properties of magnesium oxychloride cement. Cem. Concr. Res. 2007, 37, 866–870. [Google Scholar] [CrossRef]
- Chau, C.K.; Li, Z. Microstructures of magnesium oxychloride. Mater. Struct. 2008, 41, 853–862. [Google Scholar] [CrossRef]
- Karimi, Y.; Monshi, A. Effect of magnesium chloride concentrations on the properties of magnesium oxychloride cement for nano SiC composite purposes. Ceram. Int. 2011, 37, 2405–2410. [Google Scholar] [CrossRef]
- Tan, Y.; Liu, Y.; Grover, L. Effect of phosphoric acid on the properties of magnesium oxychloride cement as a biomaterial. Cem. Concr. Res. 2014, 56, 69–74. [Google Scholar] [CrossRef]
- Deng, D. The mechanism for soluble phosphates to improve the water resistance of magnesium oxychloride cement. Cem. Concr. Res. 2003, 33, 1311–1317. [Google Scholar] [CrossRef]
- He, P.; Poon, C.S.; Tsang, D.C. Using incinerated sewage sludge ash to improve the water resistance of magnesium oxychloride cement (MOC). Constr. Build. Mater. 2017, 147, 519–524. [Google Scholar] [CrossRef]
- Liu, Q.Q.; Yu, H.F. Durability and performance degradation mechanism of glass fiber reinforced magnesium oxychloride cement. Bull. Chin. Ceram. Soc. 2010, 29, 908–913. [Google Scholar]
- Ruan, S.; Unluer, C. Comparative life cycle assessment of reactive MgO and Portland cement production. J. Clean. Prod. 2016, 137, 258–273. [Google Scholar] [CrossRef]
- Xu, B.; Ma, H.; Hu, C.; Yang, S.; Li, Z. Influence of curing regimes on mechanical properties of magnesium oxychloride cement-based composites. Constr. Build. Mater. 2016, 102, 613–619. [Google Scholar] [CrossRef]
- Pivák, A.; Pavlíková, M.; Záleská, M.; Jankovský, O.; Lojka, M.; Pavlík, Z. MOC Cement-Based Composites with Silica Filler and Wood Chips Ash Admixture. IOP Conf. Ser. Mater. Sci. Eng. 2020, 960, 022081. [Google Scholar] [CrossRef]
- Peng, H. Study on the Preparation of Activated Magnesium Oxide and Magnesium Oxycloride Cement from Brucite. Master’s Thesis, East China University of Science and Technology, Shanghai, China, 2011. (In Chinese). [Google Scholar]
- Zhang, Z. The Separation of Lithium and Magnesium and the Preparation of Magnesium Hydroxide Flame Retardant Use the Calcined Magnesium Slag from Salt Lakes. Master’s Thesis, Chengdu University of Technology, Chengdu, China, 2009. (In Chinese). [Google Scholar]
- Tan, Y.; Yu, H.; Li, Y.; Wu, C.; Dong, J.; Wen, J. Magnesium potassium phosphate cement prepared by the byproduct of magnesium oxide after producing Li2CO3 from salt lakes. Ceram. Int. 2014, 40, 13543–13551. [Google Scholar] [CrossRef]
- Gui, L.; Hui, X.; Chao, Y.; Xingwu, L.; Liang, C. Preparation of high purity light magnesium oxide by magnesium waste from lithium extraction process of salt lake. Inorg. Chem. Ind. 2015, 047, 73–76. [Google Scholar]
- Wu, C.; Chen, C.; Zhang, H.; Tan, Y.; Yu, H. Preparation of magnesium oxysulfate cement using magnesium-rich byproducts from the production of lithium carbonate from salt lakes. Constr. Build. Mater. 2018, 172, 597–607. [Google Scholar] [CrossRef]
- Manzur, T.; Yazdani, N.; Emon, M.A.B. Effect of Carbon Nanotube Size on Compressive Strengths of Nanotube Reinforced Cementitious Composites. J. Mater. 2014, 2014, 1–8. [Google Scholar] [CrossRef]
- Bruker. Bruker AXS; TOPAS Bruker AXS Inc.: Karlsruhe, Germany, 2006. [Google Scholar]
- Zheng, W.X.; Xiao, X.Y.; Chang, C.G.; Dong, J.M.; Wen, J.; Huang, Q.; Zhou, Y.; Li, Y. Characterizing properties of magnesium oxychloride cement concrete pavement. J. Cent. South Univ. 2019, 26, 3410–3419. [Google Scholar] [CrossRef]
- Huang, T.; Yuan, Q.; Deng, D. The role of phosphoric acid in improving the strength of magnesium oxychloride cement pastes with large molar ratios of H2O/MgCl2. Cem. Concr. Compos. 2019, 97, 379–386. [Google Scholar] [CrossRef]
- NSPRC. GB/T 1346-2001: Test Methods of Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cement; NSPRC: Beijing, China, 2001. [Google Scholar]
- NSPRC. GB/T 17671-1999: Test Method for Strength of Cement Mortar; NSPRC: Beijing, China, 1999. [Google Scholar]
- Zhang, C.M.; Yang, H.J.; Ma, X.J. Research progress of magnesium oxychloride ce ment. Bull. Chin. Ceram. Soc. 2014, 33, 117–121. [Google Scholar]
- Liu, Z.; Wang, S.; Huang, J.; Wei, Z.; Guan, B.; Fang, J. Experimental investigation on the properties and microstructure of magnesium oxychloride cement prepared with caustic magnesite and dolomite. Constr. Build. Mater. 2015, 85, 247–255. [Google Scholar] [CrossRef]
- Du, H.; Gao, H.J.; Pang, S.D. Improvement in concrete resistance against water and chloride ingress by adding graphene nanoplatelet. Cem. Concr. Res. 2016, 83, 114–123. [Google Scholar] [CrossRef]
- Wen, J.; Yu, H.F.; Xiao, X.Y.; Dong, J.M. Influence of Materials Ratio on the Hydration Process of Magnesium Oxychloride Cement. In Materials Science Forum; Trans Tech Publications Ltd.: Baech, Switzerland, 2015; Volume 817, pp. 180–184. [Google Scholar]
- Ye, Q.; Wang, W.; Zhang, W.; Li, J.; Chen, H. Tuning the phase structure and mechanical performance of magnesium oxychloride cements by curing temperature and H2O/MgCl2 ratio. Constr. Build. Mater. 2018, 179, 413–419. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, W.; Sun, W.; Li, Z.; Liu, Z. Preparation of metakaolin based geopolymer and its three-dimensional pore structural characterization. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2015, 30, 550–555. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, W.; She, W.; Ma, L.; Zhu, W. Ultrasound monitoring of setting and hardening process of ultra-high performance cementitious materials. Ndt Int. 2012, 47, 177–184. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | MgO | B2O3 | Na2O | SiO2 | Li2O | CaO | K2O | SO3 | Al2O3 | LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| Content/% | 81.36 | 4.58 | 1.32 | 0.03 | 0.86 | 0.81 | 0.096 | 0.27 | 0.055 | 10.62 |
| Composition | MgO | Mg(OH)2 | Mg3B2O6 |
|---|---|---|---|
| Content/% | 8 | 71 | 21 |
| Temperature/°C | MgO | Mg(OH)2 | Mg3B2O6 | NaCl | Crystallite Dimensions/nm | R |
|---|---|---|---|---|---|---|
| 0 | 39.04 | 42.32 | 18.08 | 0.56 | 66.2 | 12.36 |
| 400 | 65.53 | 15.48 | 18.59 | 0.40 | 29.8 | 13.59 |
| 500 | 79.04 | 1.60 | 18.80 | 0.55 | 34.8 | 8.93 |
| 600 | 80.92 | 0 | 18.50 | 0.58 | 45.6 | 9.27 |
| 700 | 83.10 | 0 | 16.05 | 0.84 | 52.7 | 9.16 |
| 800 | 82.89 | 0 | 16.17 | 0.94 | 62.2 | 10.58 |
| Temperature/°C | Citric Acid Color-Changing Time/s | Active Magnesia Content/% | BET Surface/(m2/g) |
|---|---|---|---|
| 400 | 51 | 56.6 | 27.8 |
| 500 | 73 | 68.4 | 27.5 |
| 600 | 94 | 71.3 | 26.3 |
| 700 | 151 | 73.0 | 18.6 |
| 800 | 196 | 70.0 | 8.9 |
| Temperature/°C | Baume | 5·1·8 Phase | Mg(OH)2 | MgO | Mg2B2O5 | Rwp/% |
|---|---|---|---|---|---|---|
| 500 | 24 | 76.53 | 8.79 | 2.40 | 12.28 | 10.05 |
| 28 | 70.81 | 7.72 | 9.48 | 11.98 | 10.40 | |
| 600 | 24 | 78.42 | 5.87 | 4.57 | 11.15 | 10.34 |
| 28 | 78.43 | 4.57 | 5.76 | 11.15 | 10.32 | |
| 700 | 24 | 77.73 | 8.37 | 3.12 | 10.77 | 10.44 |
| 28 | 67.40 | 9.65 | 9.93 | 11.98 | 10.22 | |
| 800 | 24 | 79.32 | 4.62 | 5.83 | 10.23 | 10.23 |
| 28 | 82.14 | 2.54 | 4.46 | 10.86 | 10.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Dong, J.; Chang, C.; Zheng, W.; Liu, X.; Xiao, X.; Wen, J. Preparation of Low-Cost Magnesium Oxychloride Cement Using Magnesium Residue Byproducts from the Production of Lithium Carbonate from Salt Lakes. Materials 2021, 14, 3899. https://doi.org/10.3390/ma14143899
Liu P, Dong J, Chang C, Zheng W, Liu X, Xiao X, Wen J. Preparation of Low-Cost Magnesium Oxychloride Cement Using Magnesium Residue Byproducts from the Production of Lithium Carbonate from Salt Lakes. Materials. 2021; 14(14):3899. https://doi.org/10.3390/ma14143899
Chicago/Turabian StyleLiu, Pan, Jinmei Dong, Chenggong Chang, Weixin Zheng, Xiuquan Liu, Xueying Xiao, and Jing Wen. 2021. "Preparation of Low-Cost Magnesium Oxychloride Cement Using Magnesium Residue Byproducts from the Production of Lithium Carbonate from Salt Lakes" Materials 14, no. 14: 3899. https://doi.org/10.3390/ma14143899