
Effect of Mg Addition on the Microstructure and Properties of a Heat-Affected Zone in Submerged Arc Welding of an Al-Killed Low Carbon Steel

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Preparation
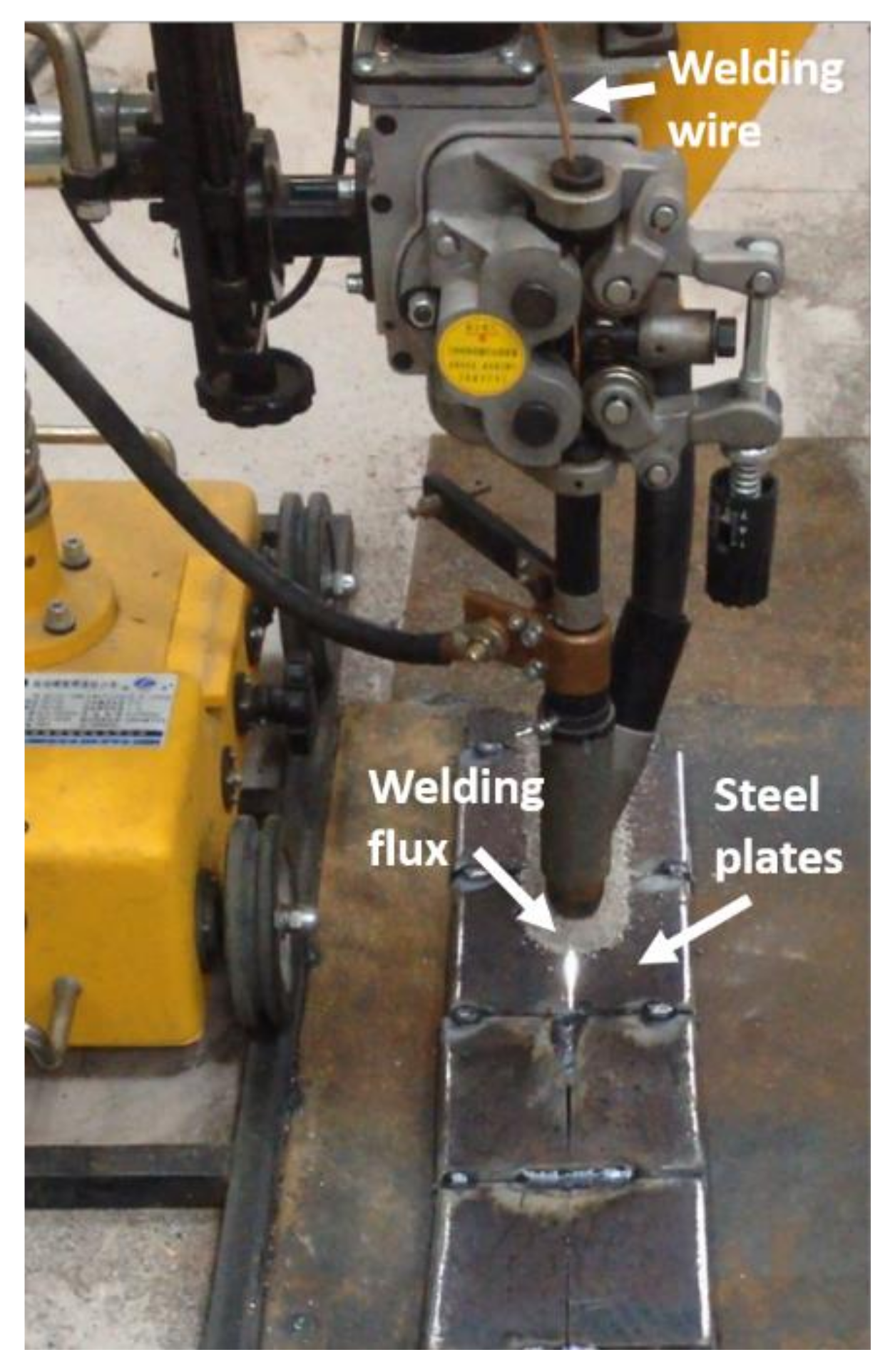
2.2. Submerged Arc Welding
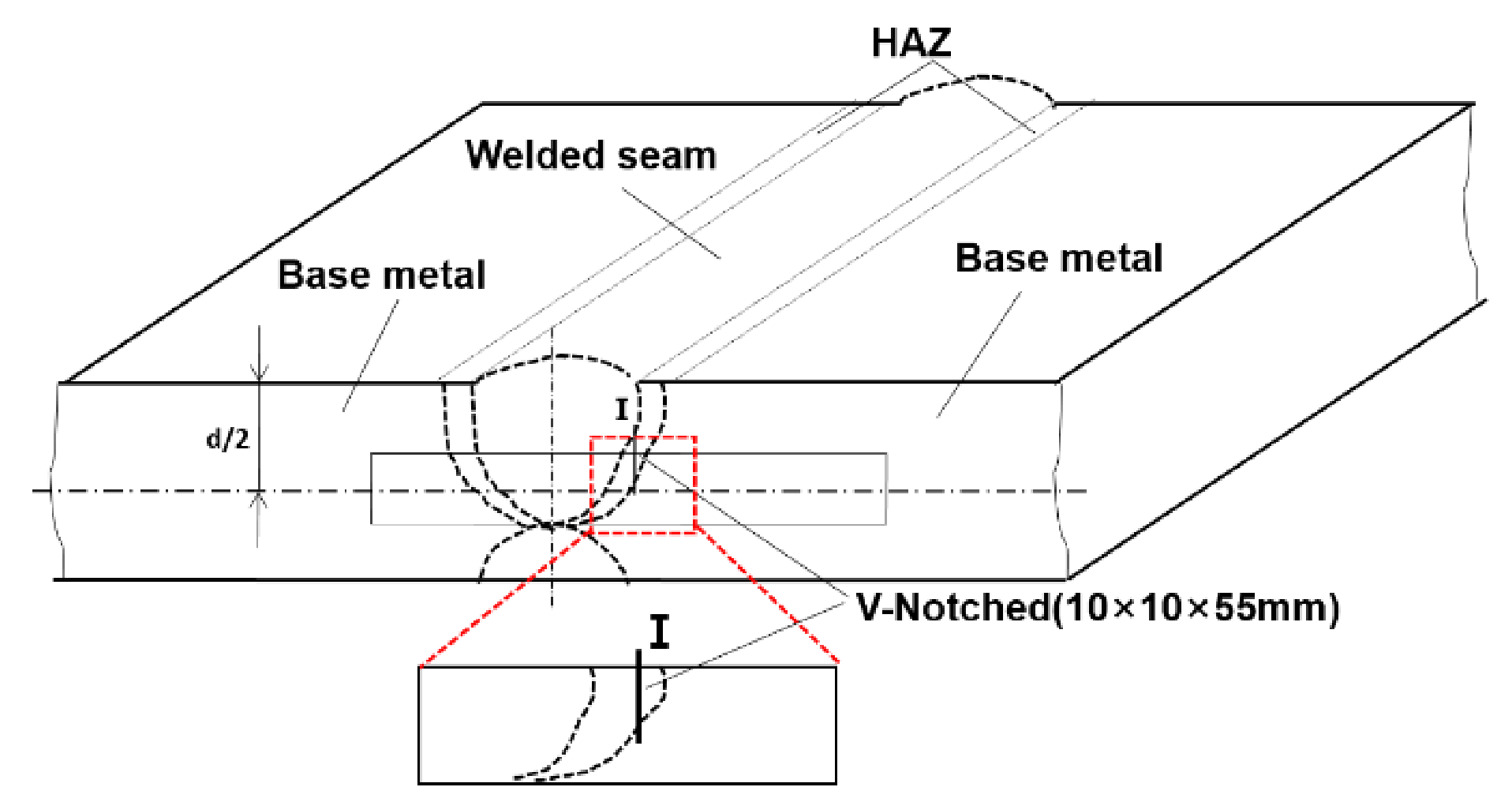
2.3. Mechanical Properties Test and Microstructure Characterization
3. Results and Discussion
3.1. Non-Metallic Inclusions Characteristics in HAZ
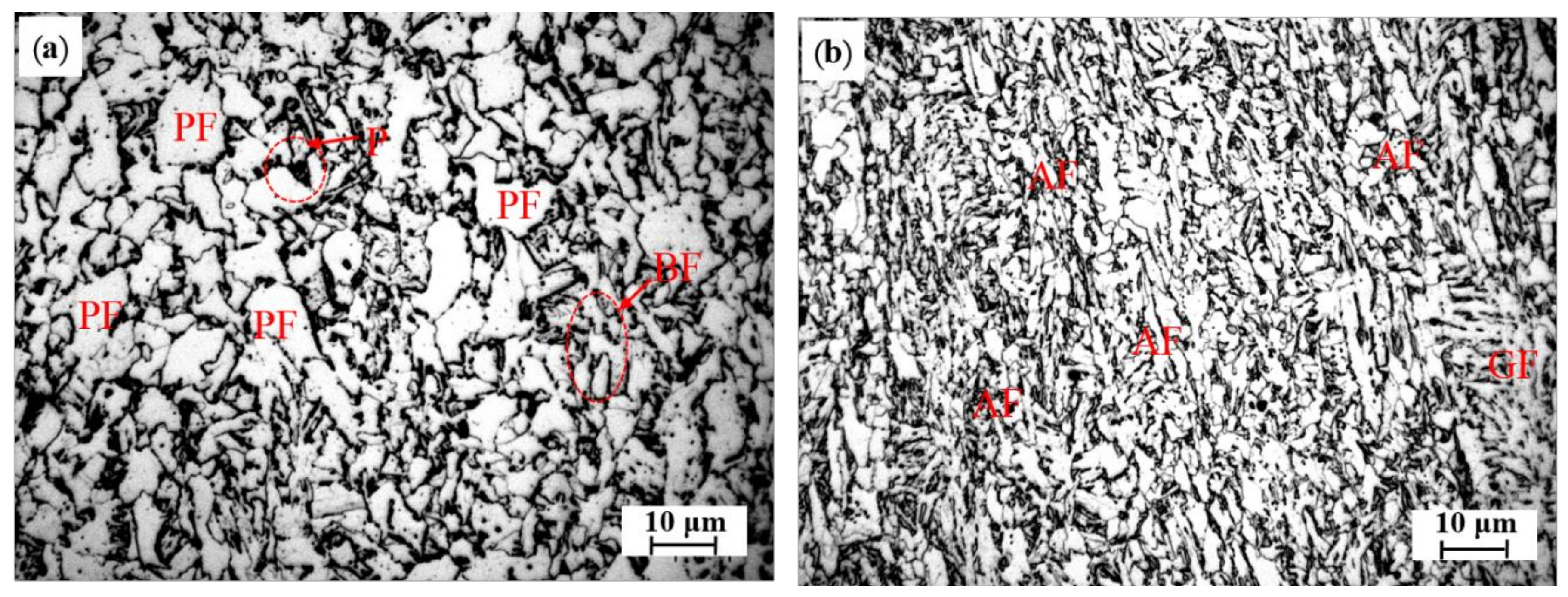
3.2. Microstructure Characteristics in HAZ
3.3. Mechanical Properties of HAZ
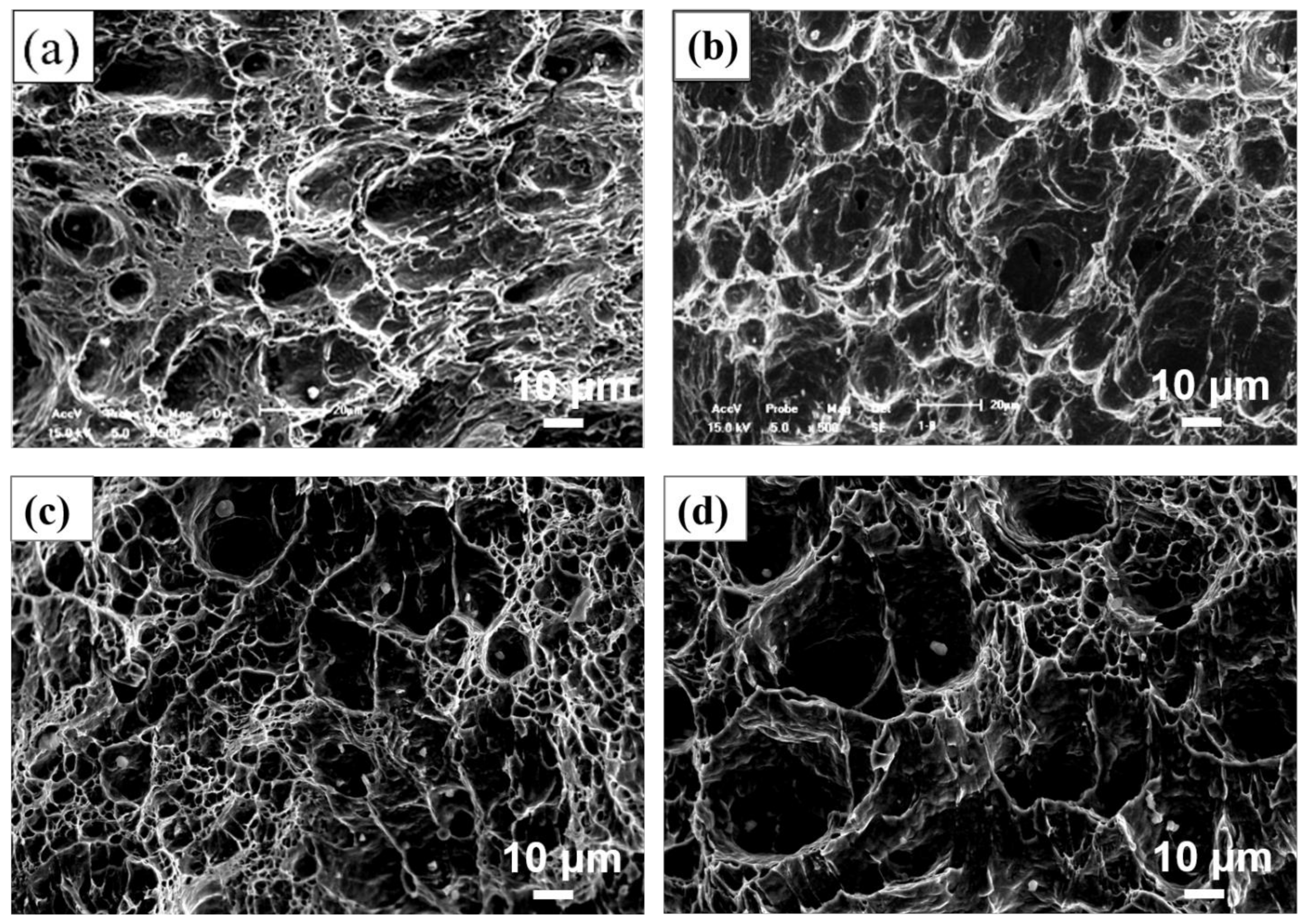
3.3.1. Impact Absorption Energy and Fracture Morphology
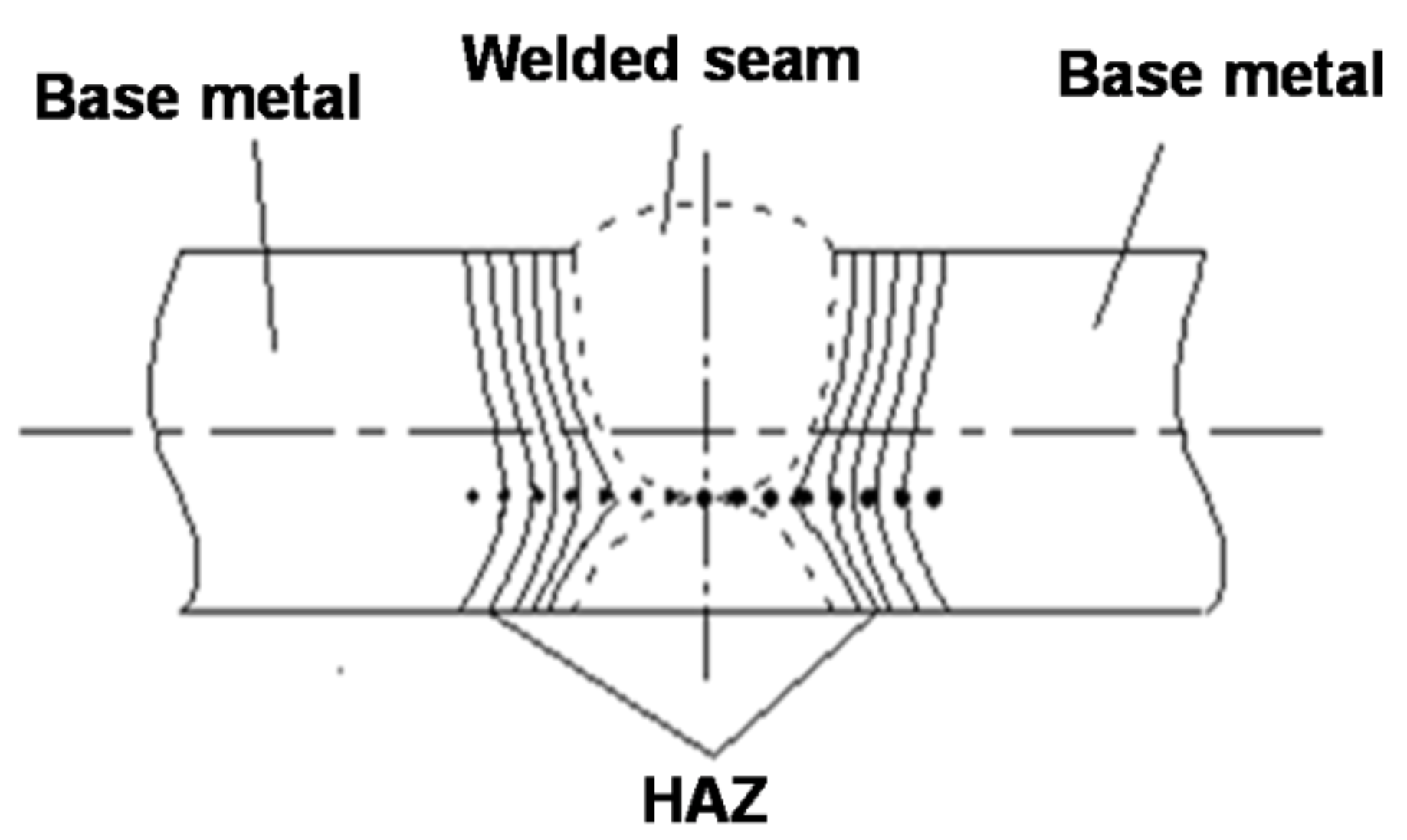
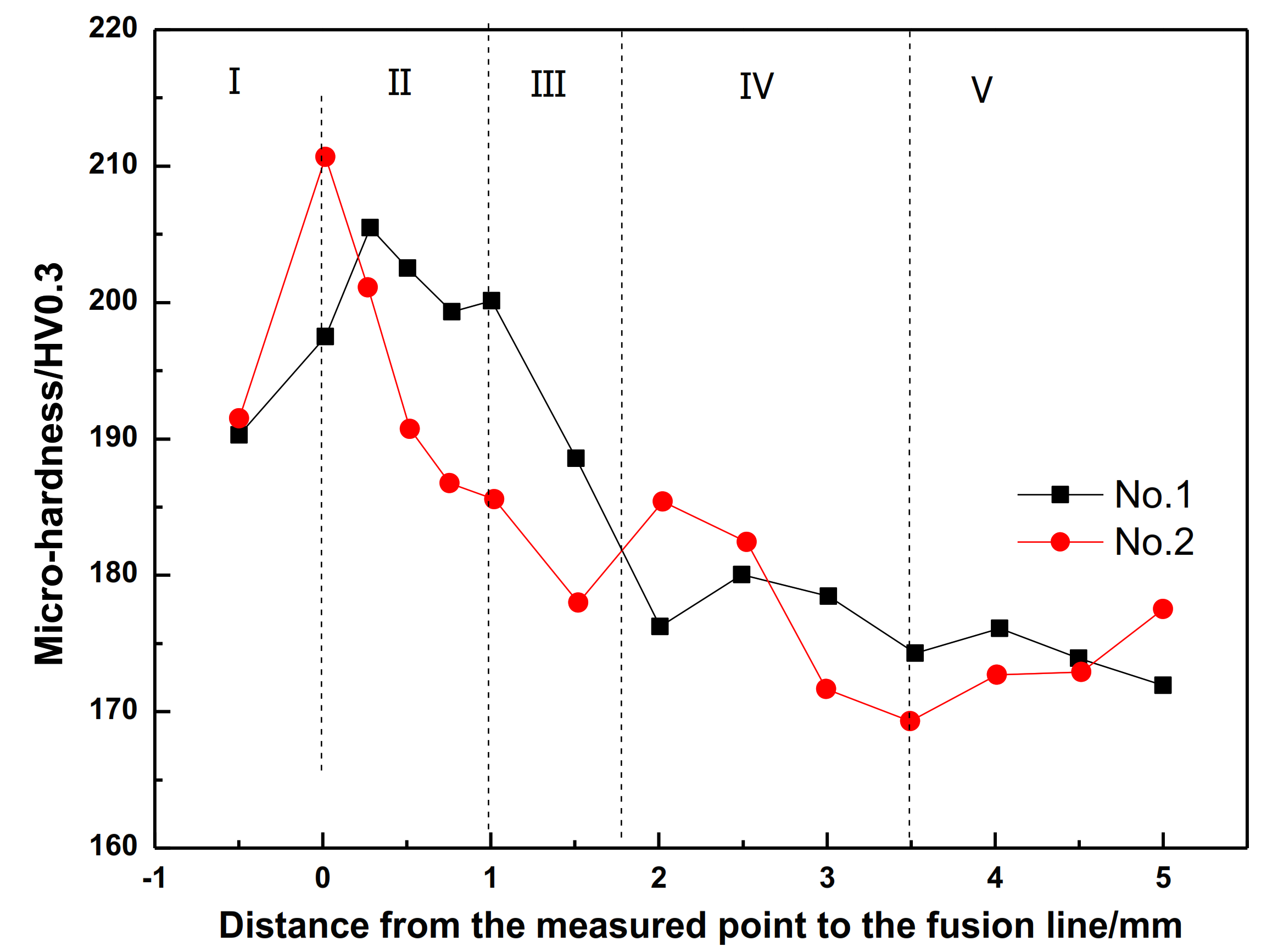
3.3.2. Micro-Hardness
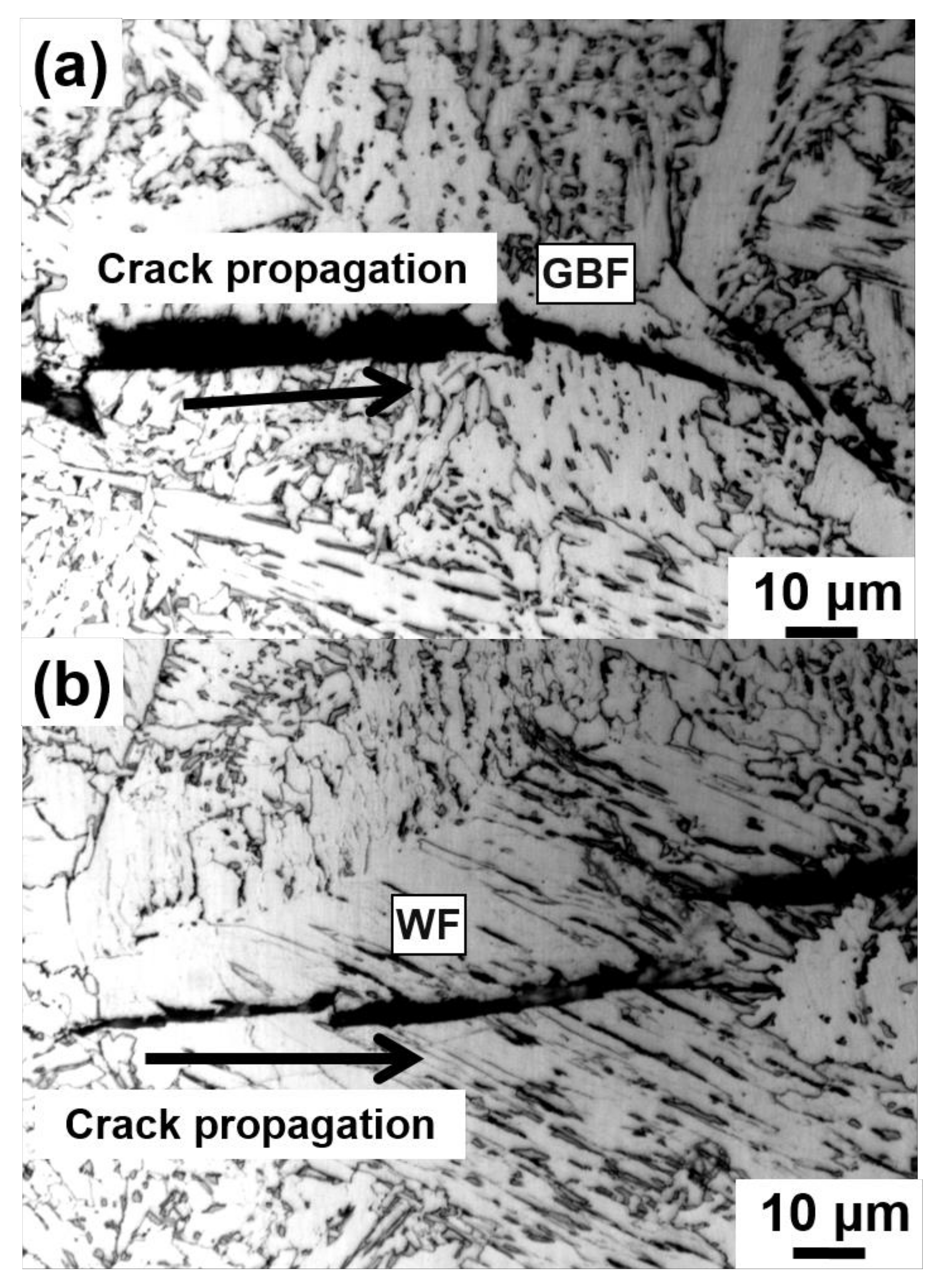
3.4. Effect of GBF and WF Microstructure on the Toughness of HAZ
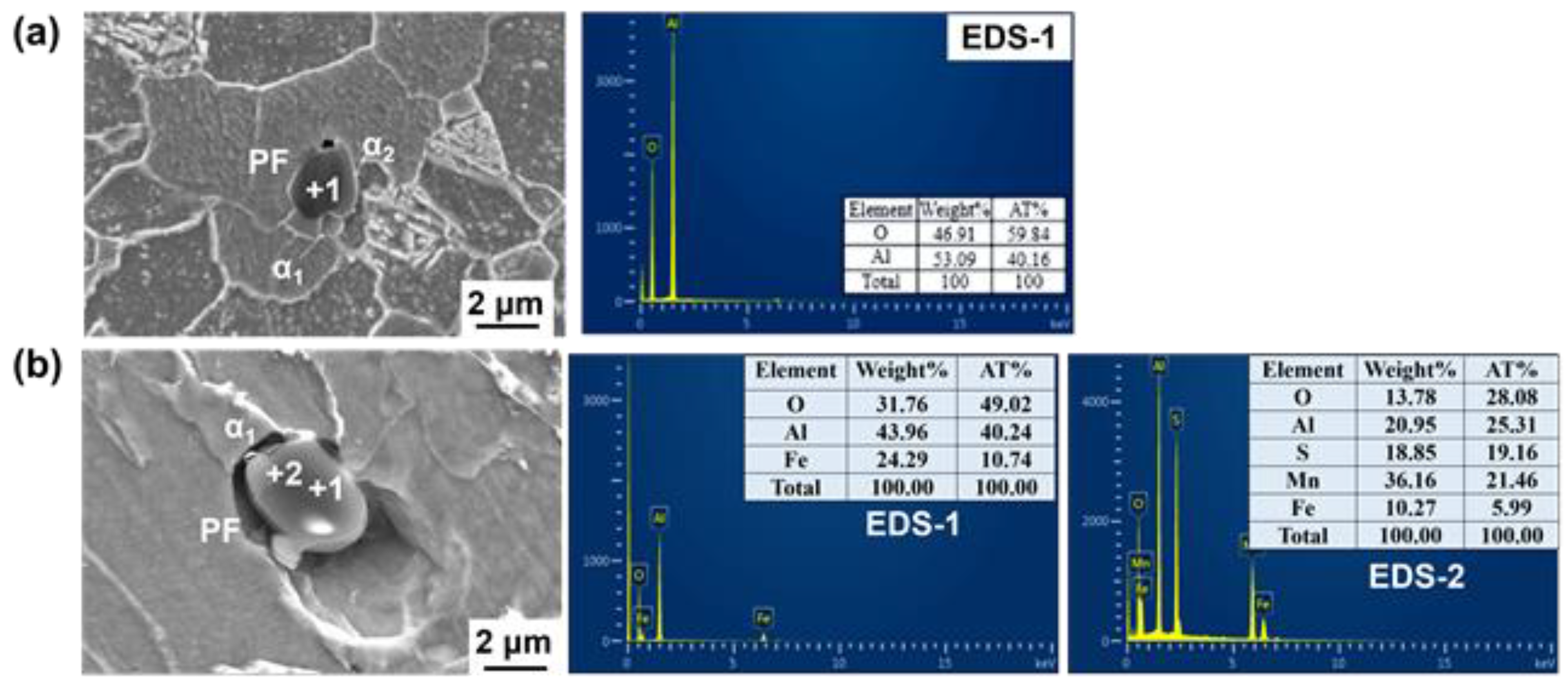
3.5. Intra-Granular Acicular Ferrite Nucleation Induced by Non-Metallic Inclusion in HAZ
3.6. Mechanisms of AF Nucleation Induced by Non-Metallic Inclusion in HAZ
4. Conclusions
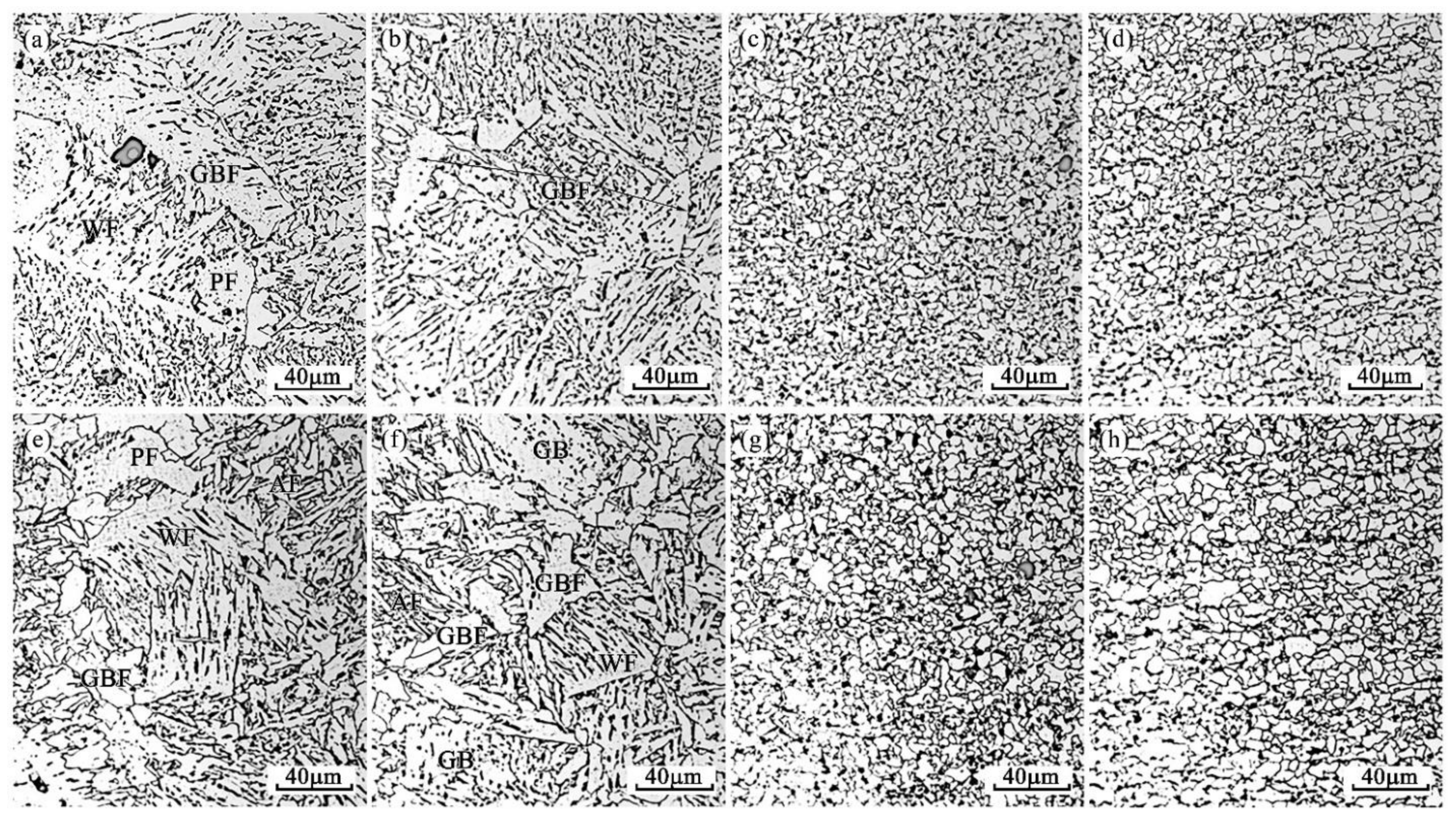
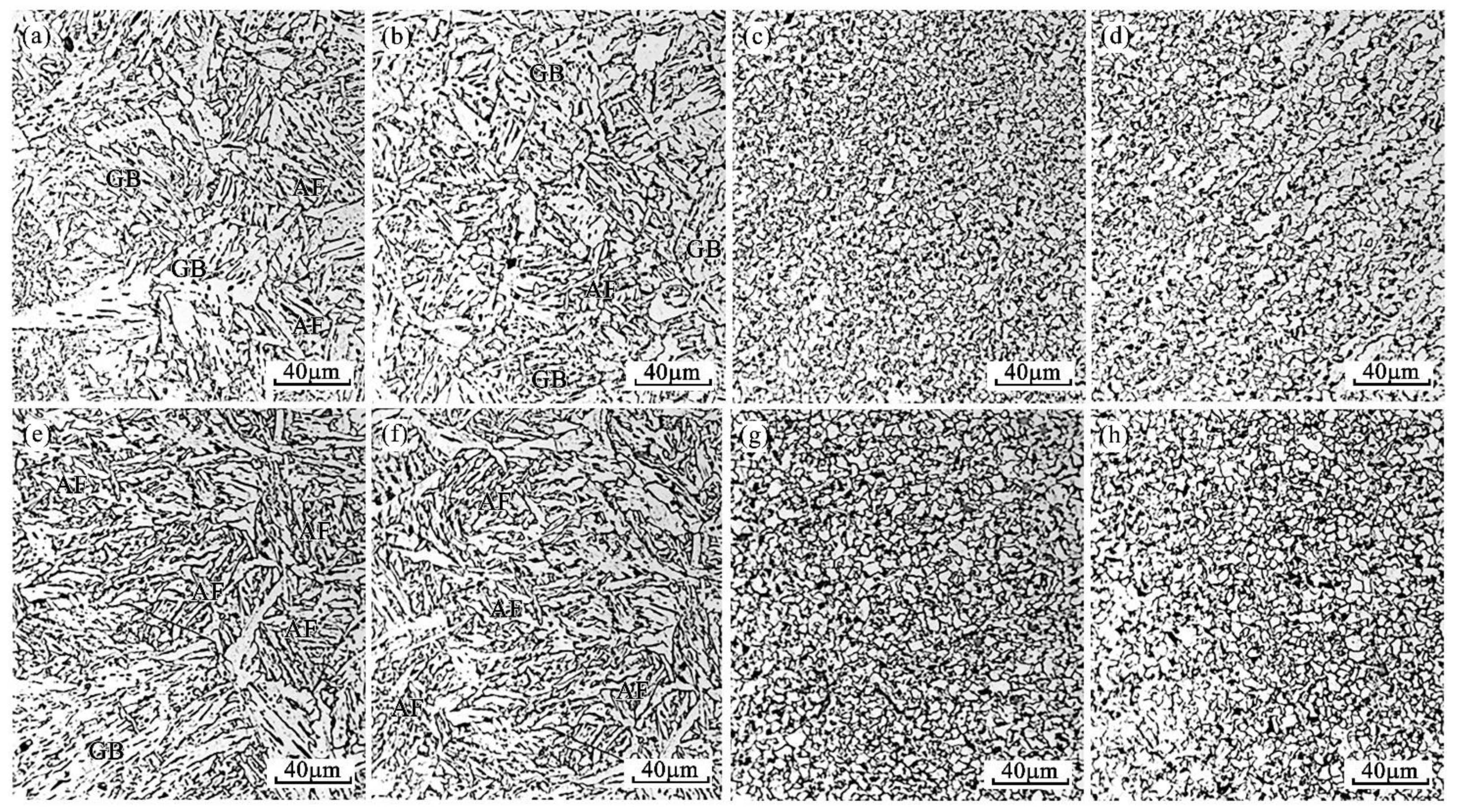
- After submerged arc welding, the microstructure in the fusion zone and CGHAZ of the 0.0026%Mg-treated ship plate steel is mainly AF and GF, while in FGHAZ and ICHAZ, the dominated microstructure is PF mixed with a small amount of pearlite. The grains in Mg-treated steel are much finer compared with those in the untreated steel. It shows that the impact toughness of the HAZ in Mg-treated steel is better than that of the benchmark steel under 29.55–44.11 kJ/cm heat input, and the impact toughness stability of the Mg-treated sample is significantly higher. The micro-hardness test results indicate that with Mg treatment, the hardness of the fusion zone, CGHAZ, and FGHAZ are all decreased to some extent. It is believed that Mg treatment might reduce the cold cracking tendency of the weak welding zone;
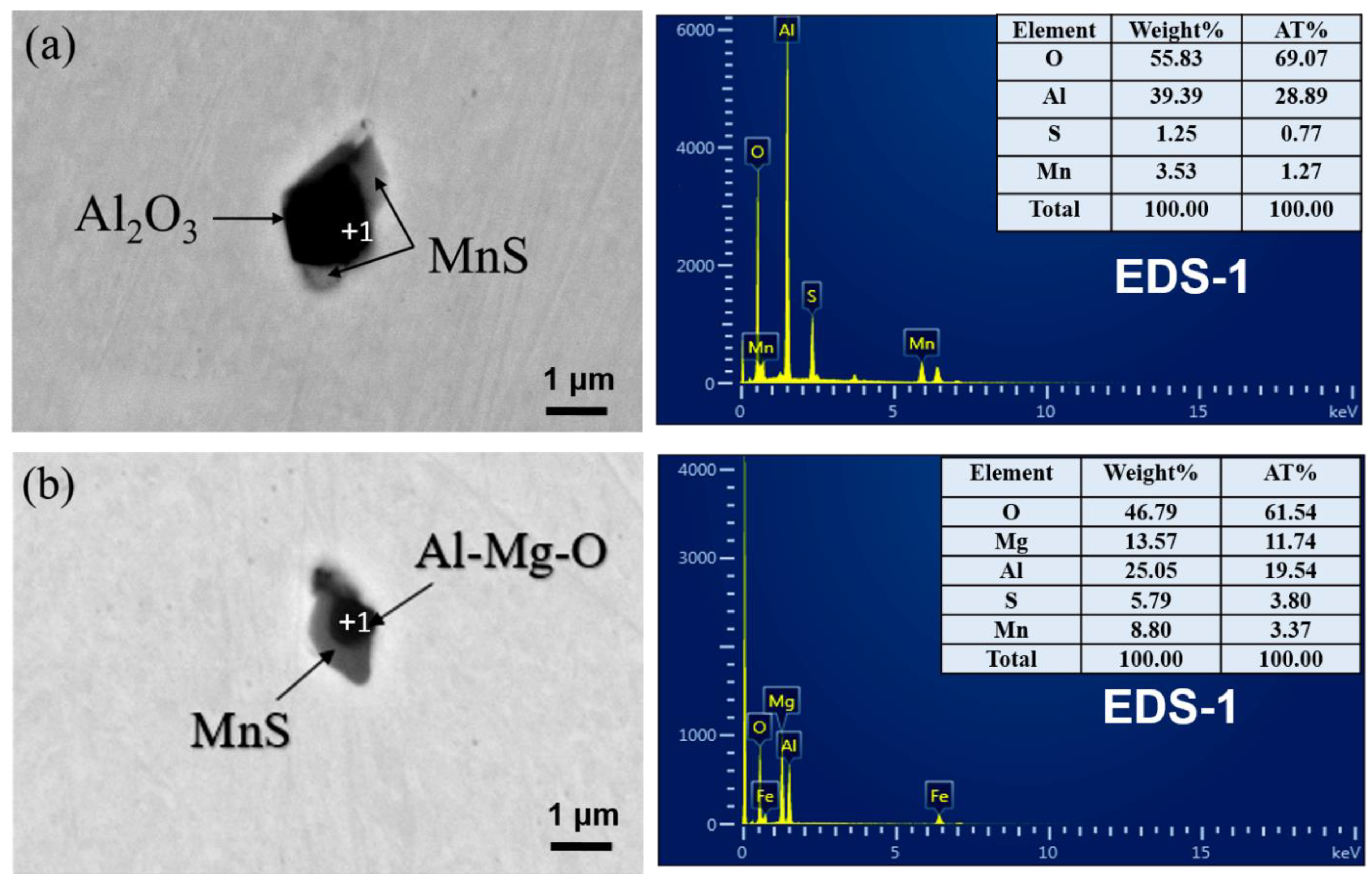
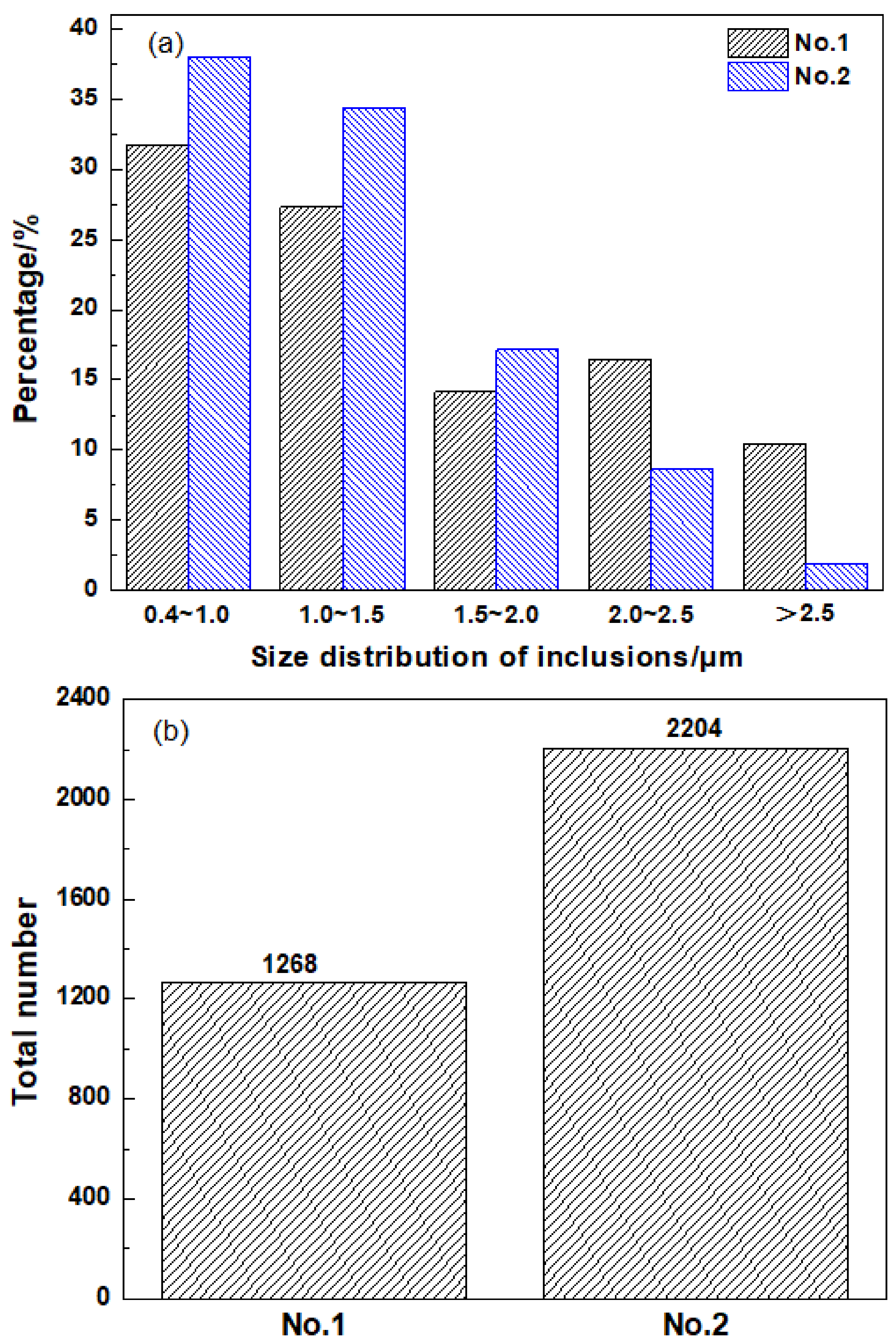
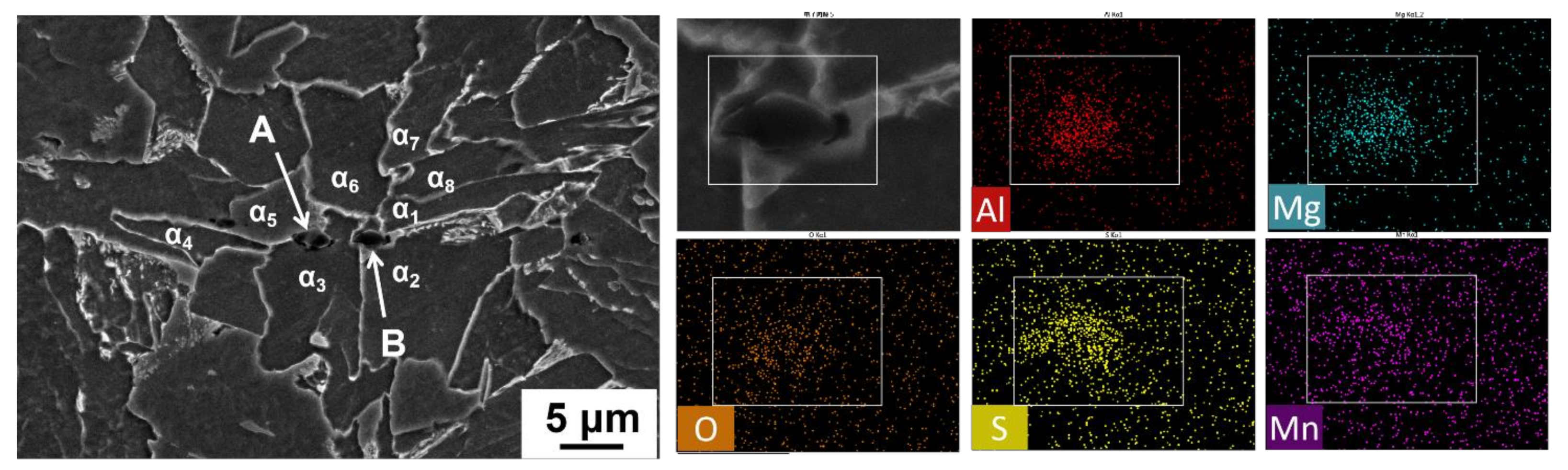
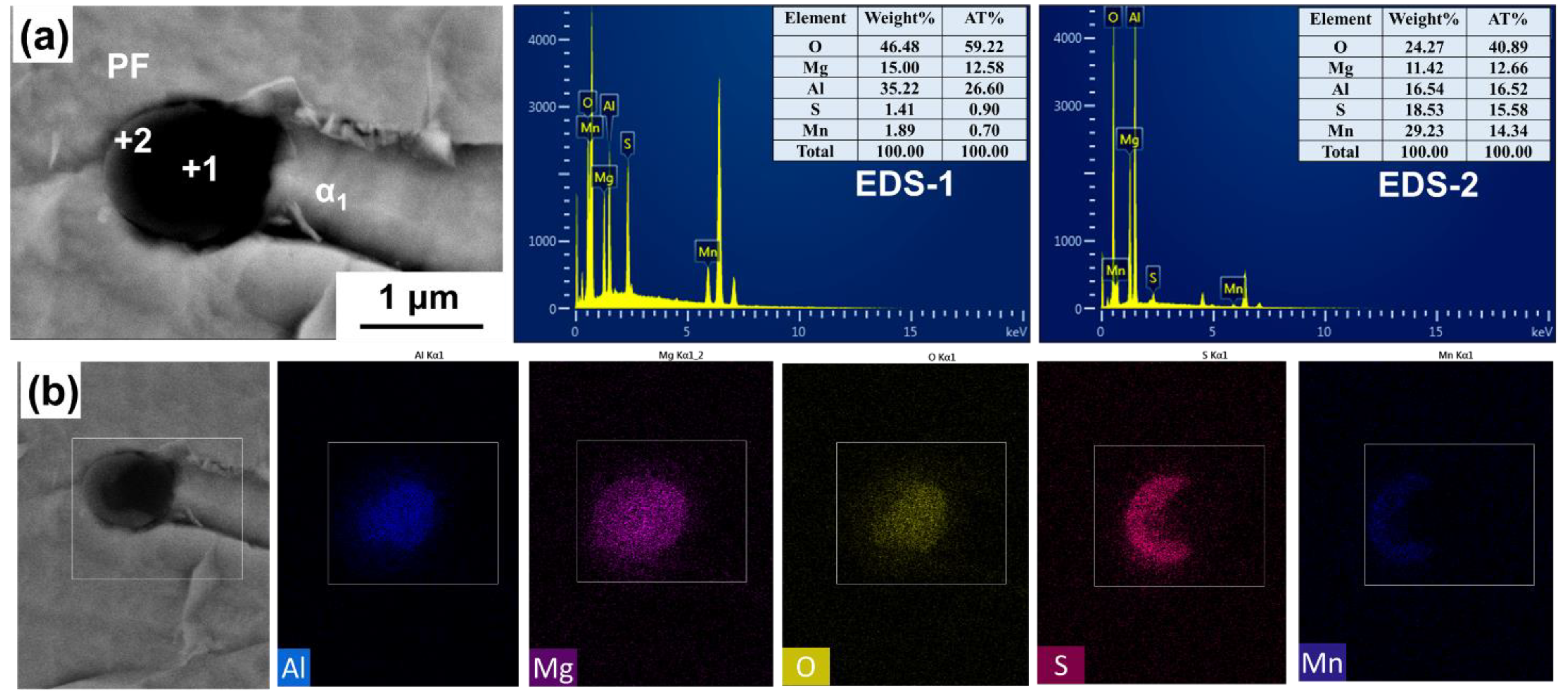
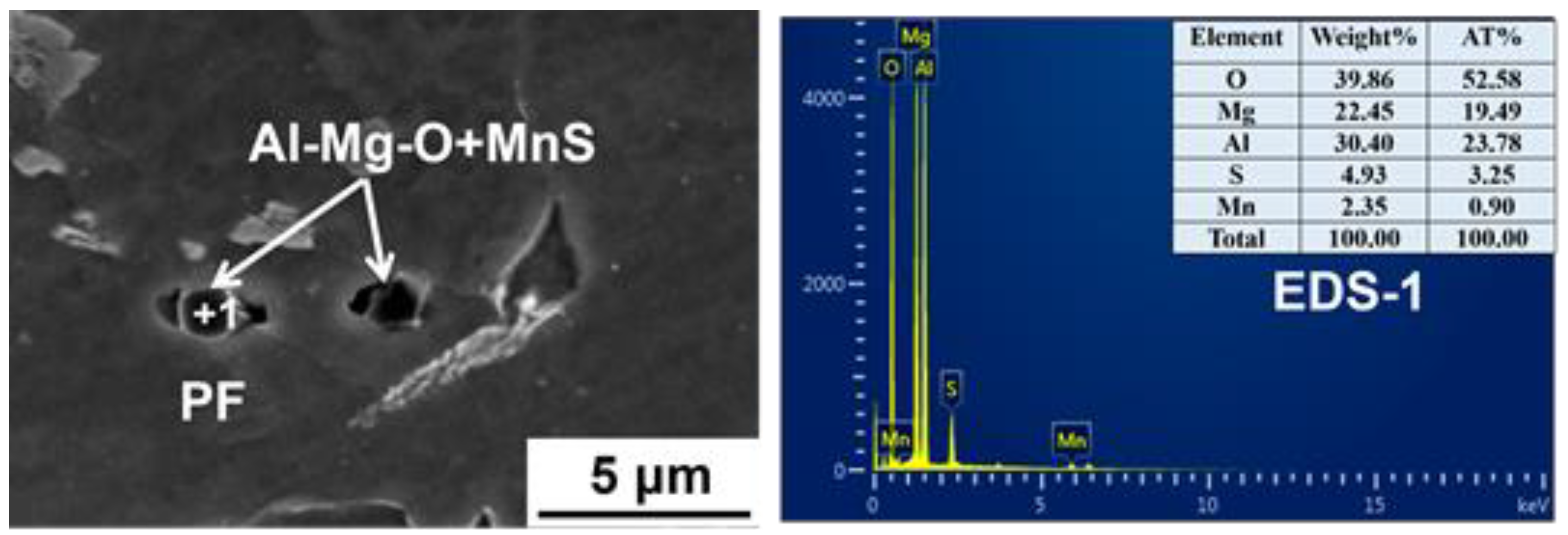
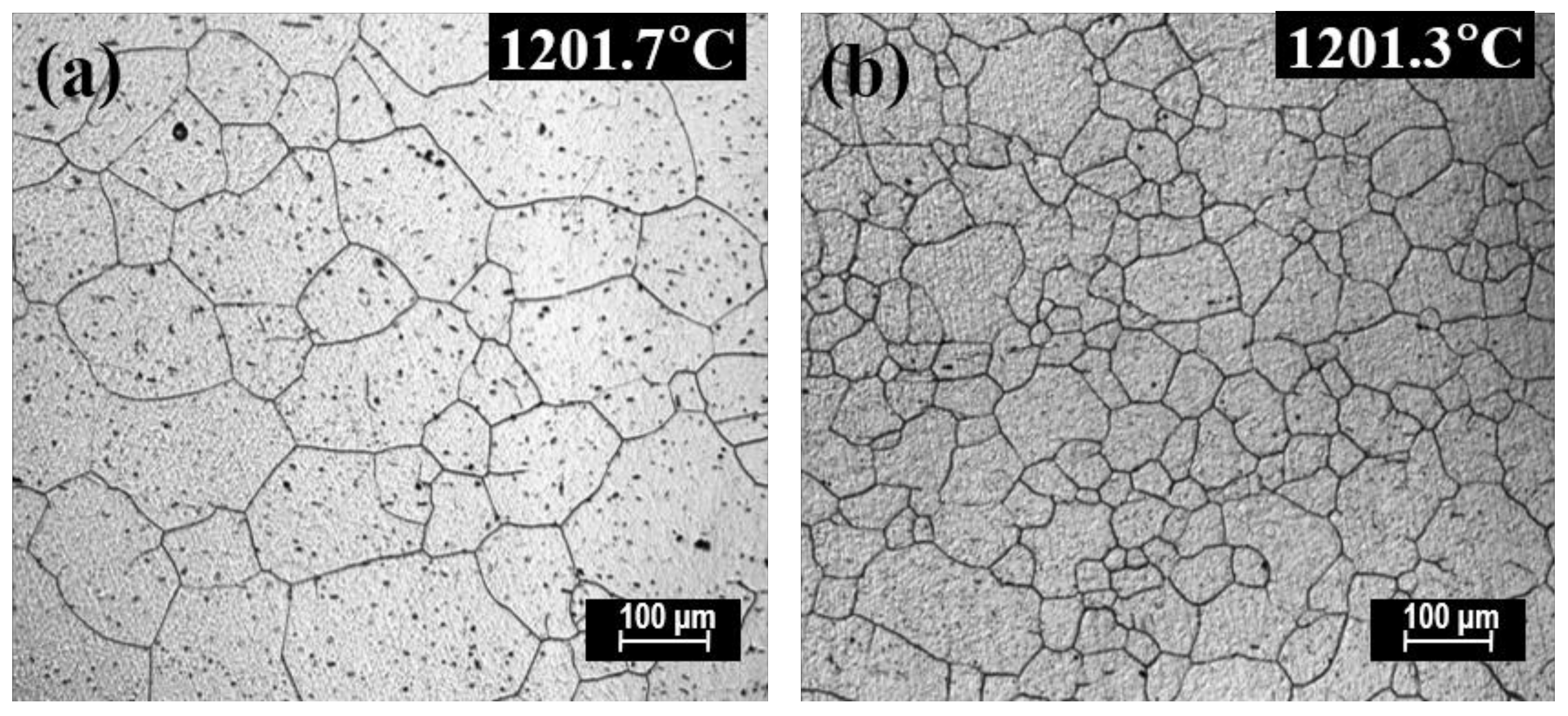
- After 26 ppm Mg treatment, the inclusions in HAZ changed from Al2O3 + MnS into Al–Mg–O+MnS, the percentage of the inclusions whose size are smaller than 2.5 μm increased from 90% (benchmark steel) to 98%, and the corresponding total number of the inclusions increased from 1268 to 2204 in the view field of 5.936 mm2. Under the welding heat inputs of 29.55 kJ/cm and 44.11 kJ/cm, in the steel without Mg treatment, Al2O3 + MnS hardly induced AF nucleation in CGHAZ, while in the Mg-treated steel, it was much easier for Al–Mg–O+MnS to induce AF nucleation in the same region. In FGHAZ and ICHAZ, both Al2O3+MnS and Al–Mg–O+MnS hardly promoted AF formation. Mg has an effect on refining the prior austenite grain size leading to a much finer microstructure in FGHAZ and ICHAZ in Mg-treated steel compared with benchmark steel;
- In CGHAZ, it was found that the induced AF can nucleate on the surface of the oxide, and also at the places near the MnS which is formed on the oxide surface. The formation behavior of Al–Mg–O+MnS-induced AF nucleation can be well explained by the Mn-deficiency zone mechanism and the lowest misfit mechanism.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, Y.J.; Wang, J.; Liu, P. Welding and Engineering Application of Low Alloy Steel; Chemical Industry Press: Beijing, China, 2003. [Google Scholar]
- Shi, M.H.; Zhang, P.Y.; Zhu, F.X. Toughness and microstructure of coarse grain heat affected zone with high heat input welding in Zr-bearing low carbon steel. ISIJ Int. 2014, 54, 188–192. [Google Scholar] [CrossRef] [Green Version]
- Mizoguchi, S.; Takamura, J. Control of oxides as inoculants metallurgy of oxides in steel. In Proceedings of the Process Sixth International Iron and Steel Congress, Nagoya, Japan, 21–26 October 1990; ISIJ International: Tokyo, Japan; pp. 2331–2342. [Google Scholar]
- Takamura, J.; Mizoguchi, S. Role of oxides in steels performance, metallurgy of oxides in steels. In Proceedings of the 6th International Iron and Steel Congress, Nagoya, Japan, 21–26 October 1990; ISIJ International: Tokyo, Japan; pp. 591–597. [Google Scholar]
- Kojima, A.; Kiyose, A.; Uemori, R.; Minagawa, M.; Hoshino, M.; Nakashima, T.; Ishida, K.; Yasui, H. Super high HAZ toughness technology with fine microstructure imparted by fine particles. Nippon Steel Tech. Res. 2004, 90, 2–6. [Google Scholar]
- Yu, Z.; Liu, C.J. Evolution mechanism of inclusions in medium-manganese steel by mg treatment with different aluminum contents. Metall. Mater. Trans. B 2019, 50B, 772–781. [Google Scholar] [CrossRef]
- Li, X.B.; Min, Y.; Liu, C.J.; Jiang, M.F. Effect of Mg addition on the characterization of γ-α phase transformation during continuous cooling in low carbon steel. Steel Res. Int. 2015, 86, 1530–1540. [Google Scholar] [CrossRef]
- Li, X.B.; Min, Y.; Yu, Z.; Liu, C.J.; Jiang, M.F. Effect of Mg addition on the nucleation of intragranular acicular ferrite in Al-killed low carbon steel. J. Iron. Steel Res. Int. 2016, 23, 415–421. [Google Scholar] [CrossRef]
- Chai, F.; Yang, C.F.; Su, H.; Zhang, Y.Q.; Xu, Z. Effect of magnesium on inclusion formation in Ti-killed steels and micro-structural evolution in welding induced coarse-grained heat affected zone. J. Iron. Steel Res. Int. 2009, 16, 69–74. [Google Scholar] [CrossRef]
- Shin, S.Y.; Oh, K.S.; Kang, K.B.; Lee, S.H. Effects of complex oxides on charpy impact properties of heat affected zones of two API X70 linepipe steels. ISIJ Int. 2009, 49, 1191–1199. [Google Scholar] [CrossRef] [Green Version]
- Zhu, K.; Yang, Z.G. Effect of Mg addition on the ferrite grain boundaries misorientation in HAZ of low carbon steels. J. Mater. Sci. Technol. 2011, 27, 252–256. [Google Scholar] [CrossRef]
- Zhu, K.; Yang, J.; Wang, R.Z.; Yang, Z.G. Effect of Mg addition on inhibiting austenite grain growth in heat affected zones of Ti-bearing low carbon steels. J. Iron. Steel Res. Int. 2011, 18, 60–64. [Google Scholar] [CrossRef]
- Zhu, K.; Yang, Z.G. Effect of magnesium on the austenite grain growthof the heat-affected zone in low-carbon high-strength steels. Metall. Mater. Trans. A 2011, 42A, 2207–2213. [Google Scholar] [CrossRef]
- Zhan, D.P.; Ma, J.H.; Jiang, Z.H.; He, J.C.; Jin, Y. Effect of Inclusions Containing Ti, Mg on Microstructure and Performance of HAZ in Low Carbon Steel. J. Iron. Steel Res. Int. 2011, 18, 164–167. [Google Scholar]
- Yang, J.; Xu, L.Y.; Zhu, K.; Wang, R.Z.; Zhou, L.J.; Wang, W.L. Improvement of HAZ toughness of steel plate for high heat input welding by inclusion control with Mg deoxidation. Steel Res. Int. 2015, 86, 619–625. [Google Scholar] [CrossRef]
- Xu, L.Y.; Yang, J.; Wang, R.Z.; Wang, W.L.; Ren, Z.M. Effect of welding heat input on microstructure and toughness of heated-affected zone in steel plate with Mg deoxidation. Steel Res. Int. 2017, 88, 1700157. [Google Scholar] [CrossRef]
- Song, M.M.; Hu, C.L.; Song, B.; Zhu, H.Y.; Zheng, L.X.; Xu, R.S. Effect of Ti–Mg treatment on the impact toughness of heat affected zone in 0.15%C-1.31%Mn steel. Steel Res. Int. 2018, 89, 1700355. [Google Scholar] [CrossRef]
- Li, H.R.; Sun, L.G.; Zhu, L.G.; Liu, Y.S.; Li, Y.G. Research on influential mechanism of HAZ impact toughness for shipbuilding steel with Mg addition. Metals 2018, 8, 854. [Google Scholar] [CrossRef] [Green Version]
- Lou, H.N.; Wang, C.; Wang, B.X.; Wang, Z.D.; Li, Y.Q.; Chen, Z.G. Inclusion evolution behavior of Ti-Mg oxide metallurgy steel and its effect on a high heat input welding HAZ. Metals 2018, 8, 534. [Google Scholar] [CrossRef] [Green Version]
- Li, X.B.; Zhang, T.S.; Min, Y.; Liu, C.J.; Jiang, M.F. Effect of magnesium addition in low carbon steel part 2: Toughness and microstructure of the siumulated coarse-grained heat-affected zone. Ironmak. Steelmak. 2019, 46, 301–311. [Google Scholar] [CrossRef]
- Zou, X.D.; Sun, J.C.; Matsuura, H.; Wang, C. Documenting ferrite nucleation behavior differences in the heat affected zones of EH36 shipbuilding steels with Mg and Zr additions. Metall. Mater. Trans. A 2019, 50A, 4506–4512. [Google Scholar] [CrossRef]
- Liu, Y.; Wan, X.L.; Li, G.Q.; Wang, Y.; Zheng, W.; Hou, Y.H. Grain refinement in coarse-grained heat-affected zone of Al–Ti–Mg complex deoxidised steel. Sci. Technol. Weld. Join. 2019, 24, 43–51. [Google Scholar] [CrossRef]
- Xu, L.Y.; Yang, J. Effects of Mg Content on characteristics of nanoscale TiN particles and toughness of heat-affected zones of steel plates after high-heat-input welding. Metall. Mater. Trans. A 2020, 51A, 4540–4548. [Google Scholar] [CrossRef]
- An, L.J.; Zhang, Z.J. Discussion on the Vickers hardness test within the HAZ of weld joints. PTCA Part A Phys. Test. 2002, 2, 53–55. [Google Scholar]
- Bhale, S.D.; Billingham, J. Effect of heat input on HAZ toughness in HSLA steels. Met. Technol. 1983, 10, 363–367. [Google Scholar] [CrossRef]
- Sarma, D.S.; Karasev, A.V.; Jonsson, P.G. On the role of non-metallic inclusions in the nucleation of acicular ferrite in steels. ISIJ Int. 2009, 49, 1063–1074. [Google Scholar] [CrossRef] [Green Version]
- Farrar, R.A.; Harrison, P.L. Acicular ferrite in carbon-manganese weld metals: An overview. J. Mater. Sci. 1987, 22, 3812–3820. [Google Scholar] [CrossRef]
- Wan, X.L.; Wei, R.; Wu, K.M. Effect of acicular ferrite formation on grain refinement in the coarse-grained region of heat-affected zone. Mater. Character. 2010, 61, 726–731. [Google Scholar] [CrossRef]
- Madariaga, I.; Gutiérrez, I.; Andrés, C.G.; Capdevila, C. Acicular ferrite formation in a medium carbon steel with a two stage continuous cooling. Scr. Mater. 1999, 41, 229–235. [Google Scholar] [CrossRef] [Green Version]
- Li, X.B.; Zhang, T.S.; Min, Y.; Liu, C.J.; Jiang, M.F. Effect of magnesium addition in low carbon steel part 1: Behavior of austenite grain growth. Ironmak. Steelmak. 2019, 46, 292–300. [Google Scholar] [CrossRef]
- Grong, Ø.; Kolbeinsen, L.; Casper, V.D.E.; Gabriella, T. Microstructure control of steels through dispersoid metallurgy using novel grain refining alloys. ISIJ Int. 2006, 46, 824–831. [Google Scholar] [CrossRef] [Green Version]
- Gregg, J.M.; Bheadeshia, H.K.D.H. Titanium-rich mineral phases and the nucleation of bainite. Metall. Mater. Trans. A 1994, 25, 1603–1611. [Google Scholar] [CrossRef]
- Byun, J.S.; Shim, J.H.; Cho, Y.W.; Lee, D.N. Non-metallic inclusion and intra-granular nucleation of ferrite in Ti-killed C-Mn steel. Acta Mater. 2003, 51, 1593–1606. [Google Scholar] [CrossRef]
- Yamamoto, K.; Hasegawa, T.; Takamura, J. Effect of boron intra-granular ferrite formation Ti-oxide bearing steels. ISIJ Int. 1996, 36, 80–86. [Google Scholar] [CrossRef]
- Li, Y.; Wan, X.L.; Cheng, L.; Wu, K.M. Effect of oxides on nucleation of ferrite: First principle modelling and experimental approach. Mater. Sci. Technol. 2016, 32, 88–93. [Google Scholar] [CrossRef]
- Wakoh, M.; Sawa, T.; Mizoguchi, S. Effect of S content on the MnS precipitation in steel with oxide nuclei. ISIJ Int. 1996, 36, 1014–1021. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.L.; Pan, Y.T. Effect of sulfur content on the microstructure and toughness of simulated heat-affected zone in Ti-killed steels. Metall. Trans. A 1993, 24, 1399–1408. [Google Scholar] [CrossRef]
- Tomita, Y.; Saito, N.; Tsuzuki, T.; Tokunaga, Y.; Okamoto, K. Improvement in HAZ toughness of steel by TiN-MnS addition. ISIJ Int. 1994, 34, 829–835. [Google Scholar] [CrossRef]
- Cui, Z.Q.; Tan, Y.C. Metallography and Heat Treatment; China Machine Press: Beijing, China, 2007; p. 43. [Google Scholar]
- Bramfitt, B.L. The effect of carbide and nitride additions on the heterogeneous nucleation behavior of liquid iron. Metall. Mater. Trans. 1970, 1, 1987–1995. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Year | Authors | Metal | T.Mg/1 × 10−6 | Typical Inclusions | Purpose * | Ref. |
|---|---|---|---|---|---|---|
| 2004 | Kojima et al. | low carbon steel | - | MgO, MgS, Mg (O,S) | B1,B2 | [4] |
| 2009 | Chai et al. | low carbon steel | 20–60 | Ti–Mg–O | A1 | [9] |
| 2009 | Shin et al. | API X70 linepipe steels | 10 | Ti–Mg–Al–Ca–O | A1 | [10] |
| 2011 | Zhu et al. | low carbon steel | 50 | MgO | A1 | [11] |
| 2011 | Zhu et al. | low carbon steel | 50 | MgO | A2 | [12] |
| 2011 | Zhu et al. | low carbon steel | 50 | MgO | A2 | [13] |
| 2011 | Zhan et al. | low carbon steel | 100 | Mg–Al–Zr–Ti–O | A3 | [14] |
| 2015 | Yang et al. | EH36 shipbuilding steel | 27–99 | Ti–Mg–Al–O | A3 | [15] |
| 2017 | Xu et al. | EH40 steel | 15 | Ti–Mg–O | A1 | [16] |
| 2018 | Song et al. | 0.15%C-1.31%Mn Steel | 20 | Ti–Mg–O | A3 | [17] |
| 2018 | Li et al. | EH36 shipbuilding steel | 50 | Ti–Mg–Al–O | B1 | [18] |
| 2018 | Lou et al. | EH420 steel | 30 | Ti–Ca–Mg–O | A1 | [19] |
| 2019 | Li et al. | low carbon steel | 26 | Al–Mg–O | A1,A3 | [20] |
| 2019 | Zou et al. | EH36 shipbuilding steel | 7 | Zr–Ca–Mg–O | A1 | [21] |
| 2019 | Liu et al. | low carbon steel | 50 | Ti–Al–Mg–O | A2 | [22] |
| 2020 | Xu et al. | EH36 shipbuilding steel | 2–44 | Ti–Mg–O | A3 | [23] |
| No. | C | Si | Mn | P | S | Ni | Al | Nb | Ti | N | O | Mg | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.052 | 0.23 | 1.53 | 0.009 | 0.003 | 0.29 | 0.028 | 0.040 | 0.014 | 0.0076 | 0.0037 | - | Bal. |
| 2 | 0.051 | 0.20 | 1.55 | 0.008 | 0.005 | 0.31 | 0.030 | 0.038 | 0.013 | 0.0065 | 0.0040 | 0.0026 | Bal. |
| Welding Wire | C | Si | Mn | P | S | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|---|
| H10Mn2 | 0.05 | 0.05 | 1.50 | 0.012 | 0.01 | 0.05 | 0.02 | 0.05 |
| Welding Flux | SiO2 + TiO2 | CaO + MgO | Al2O3 + MnO | CaF2 |
|---|---|---|---|---|
| SJ101 | 20~30 | 25~35 | 20~30 | 15~25 |
| Welding No. | Side | Welding Current/A | Welding Voltage/V | Welding Speed/m·h−1 | Welding Speed/cm·s−1 | Line Energy /kJ·cm−1 |
|---|---|---|---|---|---|---|
| W1 | front | 545 | 31.1 | 30.4 | 0.844 | 20.08 |
| back | 752 | 38.2 | 35.0 | 0.972 | 29.55 | |
| W2 | front | 545 | 31.7 | 30.5 | 0.839 | 20.21 |
| back | 781 | 39.2 | 25.0 | 0.694 | 44.11 |
| Welding No. | Line Energy/kJ·cm−1 | Steel (Processing) | Structure types or PF Grain Size | Microstructure Characteristics | |||
|---|---|---|---|---|---|---|---|
| Fusion Zone | CGHAZ | FGHAZ | ICHAZ | ||||
| W1 | Front: 20.08 Back: 29.55 | No.1 (Benchmark steel) | Structure types | GBF,WF,GF,BF | GBF,BF,GF | PF,P | PF,P |
| grain size of PF/μm | - | - | 4.88 ± 0.35 | 5.93 ± 0.83 | |||
| No.2 (Mg-treated steel) | Structure types | GBF,WF,GF,BF | GBF,BF,GF | PF,P | PF,P | ||
| grain size of PF/μm | - | - | 5.98 ± 1.15 | 6.40 ± 1.56 | |||
| W2 | Front: 20.21 Back: 44.11 | No.1 (Benchmark steel) | Structure types | AF,GF | AF,GF | PF,P | PF,P |
| grain size of PF/μm | - | - | 3.67 ± 0.32 | 4.14 ± 0.61 | |||
| No.2 (Mg-treated steel) | Structure types | AF,GF | IAF,GF | PF,P | PF,P | ||
| grain size of PF/μm | - | - | 4.16 ± 0.35 | 4.22 ± 0.63 | |||
| Welding No. | Samples | Test Values | Average Value ± SD | ||
|---|---|---|---|---|---|
| W1 | No.1 | 292 | 285 | 259 | 279 ± 17 |
| No.2 | 248 | 237 | 245 | 243 ± 6 | |
| W2 | No.1 | 300 | 305 | 307 | 304 ± 4 |
| No.2 | 301 | 289 | 268 | 286 ± 17 | |
| Inclusions | Crystal Structure | Lattice Constant(Å) | ||
|---|---|---|---|---|
| A | B | C | ||
| α-Fe | cubic | 2.8665 | 2.8665 | 2.8665 |
| Mg0.4Al2.4O4 (Al/Mg ≈ 6) | cubic | 7.9736 | 7.9736 | 7.9736 |
| Mg2.175Al0.735O4 (Al/Mg ≈ 3) | cubic | 8.0405 | 8.0405 | 8.0405 |
| MgAl2O4 (Al/Mg = 2) | cubic | 8.1350 | 8.1350 | 8.1350 |
| Al2O3 | trigonal | 4.7570 | 4.7570 | 12.988 |
| MnS | cubic | 4.8950 | 4.8950 | 4.8950 |
| Inclusions | O–O (Å) | O–Mg (Å) | O–Al (Å) | Misfit * (%) |
|---|---|---|---|---|
| Mg0.4Al2.4O4 (Al/Mg ≈ 6) | 2.8212 | 1.8216 | 1.9399 | 1.6 |
| Mg2.175Al0.735O4 (Al/Mg ≈ 3) | 2.8476 | 1.8843 | 1.9309 | 0.66 |
| MgAl2O4 (Al/Mg = 2) | 2.8829 | 1.9319 | 1.9402 | 0.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Xing, W.; Li, X.; Chen, B.; Ma, Y.; Liu, K.; Min, Y. Effect of Mg Addition on the Microstructure and Properties of a Heat-Affected Zone in Submerged Arc Welding of an Al-Killed Low Carbon Steel. Materials 2021, 14, 2445. https://doi.org/10.3390/ma14092445
Li Y, Xing W, Li X, Chen B, Ma Y, Liu K, Min Y. Effect of Mg Addition on the Microstructure and Properties of a Heat-Affected Zone in Submerged Arc Welding of an Al-Killed Low Carbon Steel. Materials. 2021; 14(9):2445. https://doi.org/10.3390/ma14092445
Chicago/Turabian StyleLi, Yandong, Weiwei Xing, Xiaobing Li, Bo Chen, Yingche Ma, Kui Liu, and Yi Min. 2021. "Effect of Mg Addition on the Microstructure and Properties of a Heat-Affected Zone in Submerged Arc Welding of an Al-Killed Low Carbon Steel" Materials 14, no. 9: 2445. https://doi.org/10.3390/ma14092445