
Pilot Demonstration of a Strengthening Method for Steel-Bolted Connections Using Pre-Formable Carbon Fiber Cloth with VaRTM


Abstract
:1. Introduction
1.1. Research Background
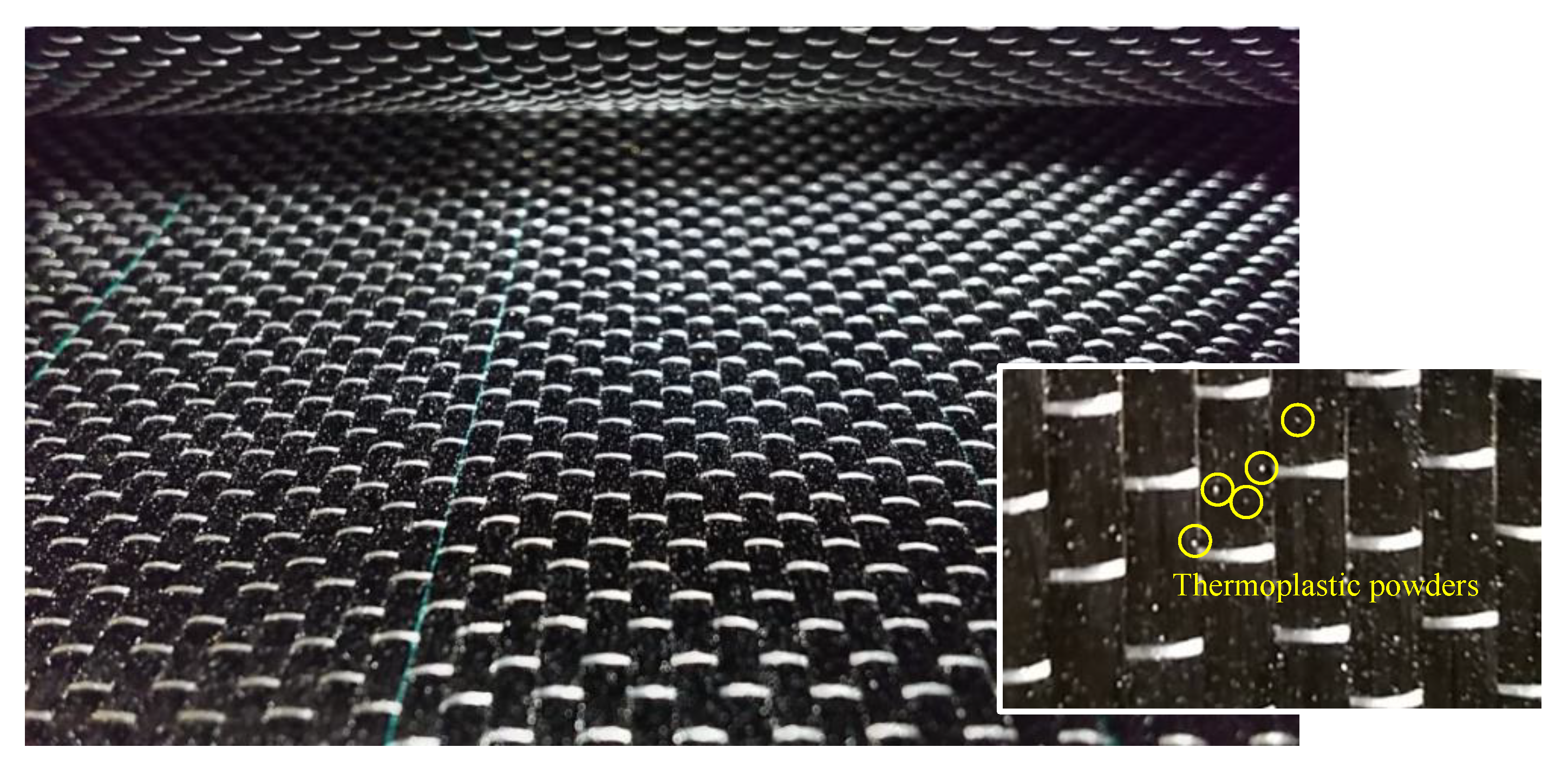
1.2. Strengthening Method Using CFRP by VaRTM
2. Experimental Methods
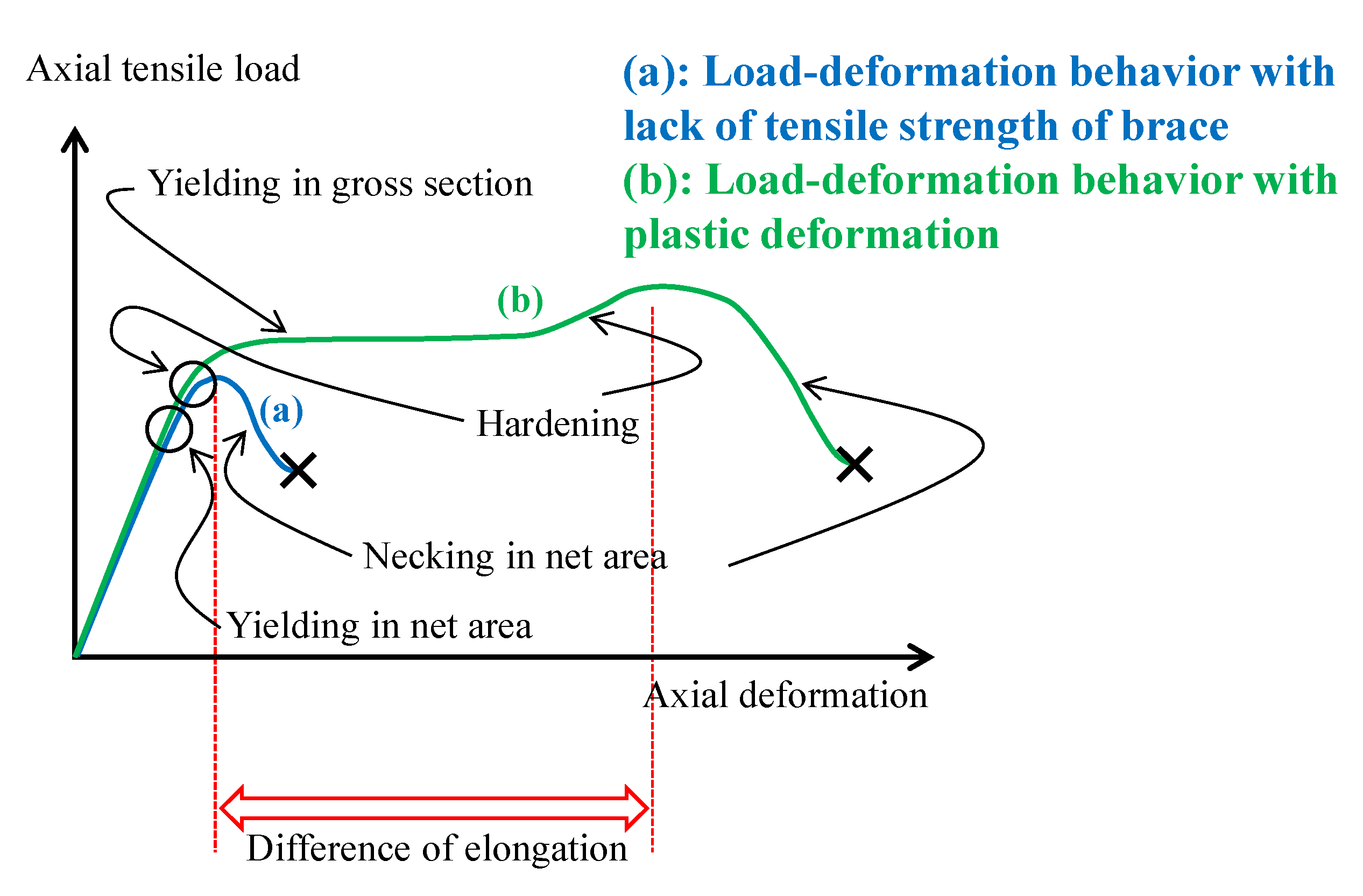
2.1. Seismic Resisting Steel Braces and Its Seismic Performance Evaluation
- (1) Ultimate shear strength of bolts:
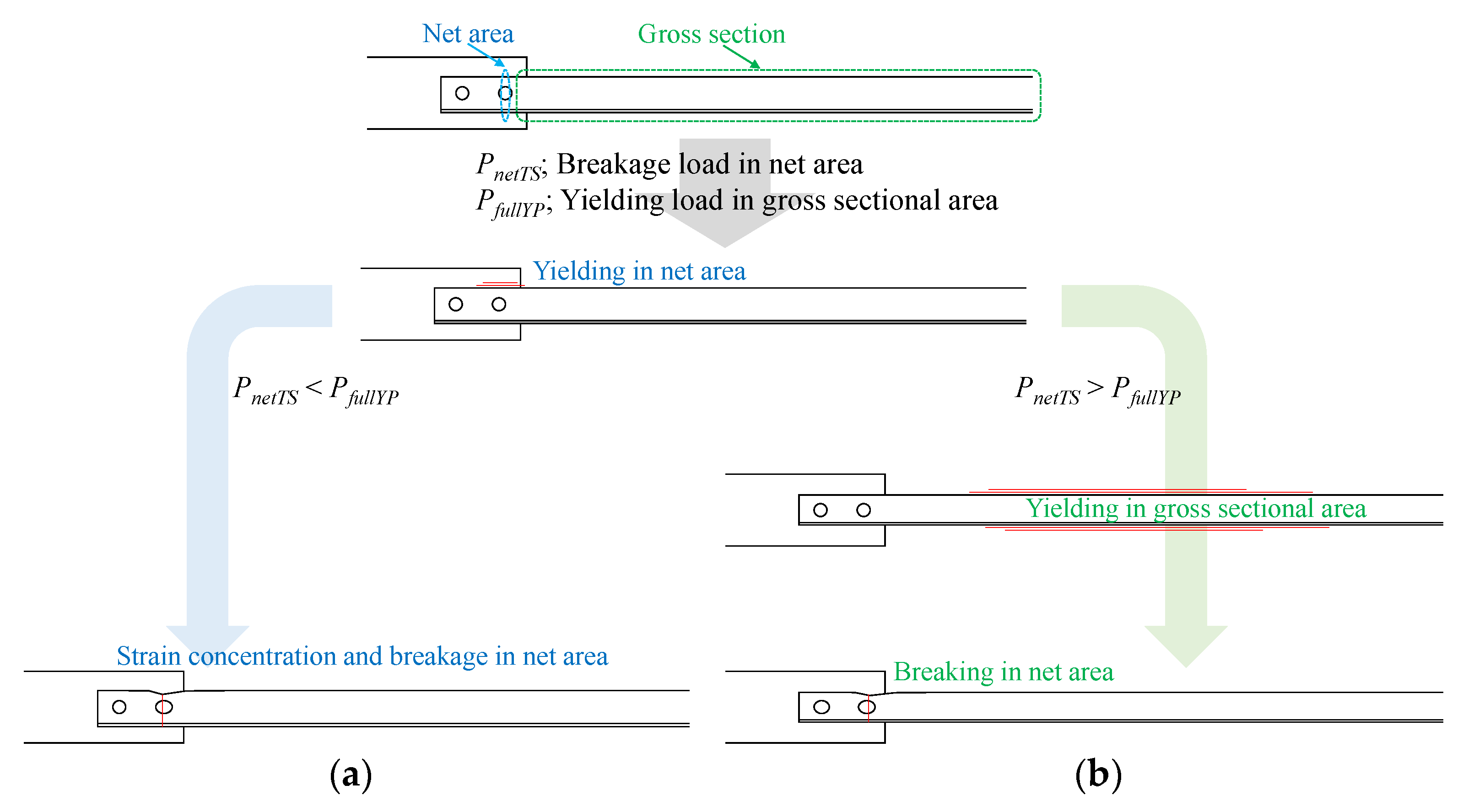
- (2) Tensile strength of brace in net area:
- (3) Shear-out strength of brace or gusset plate:
- (4) Ultimate strength of gusset plate in net area:
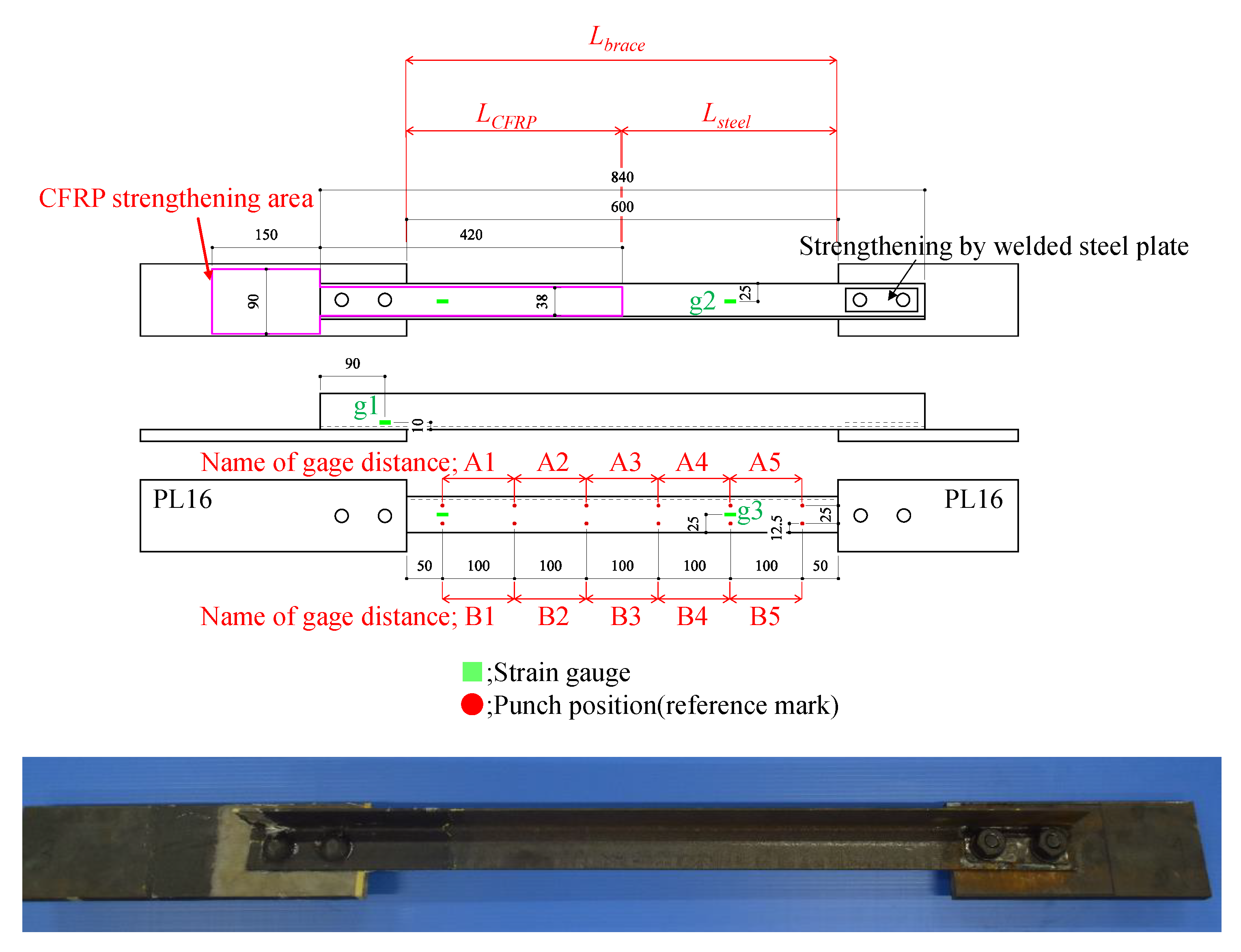
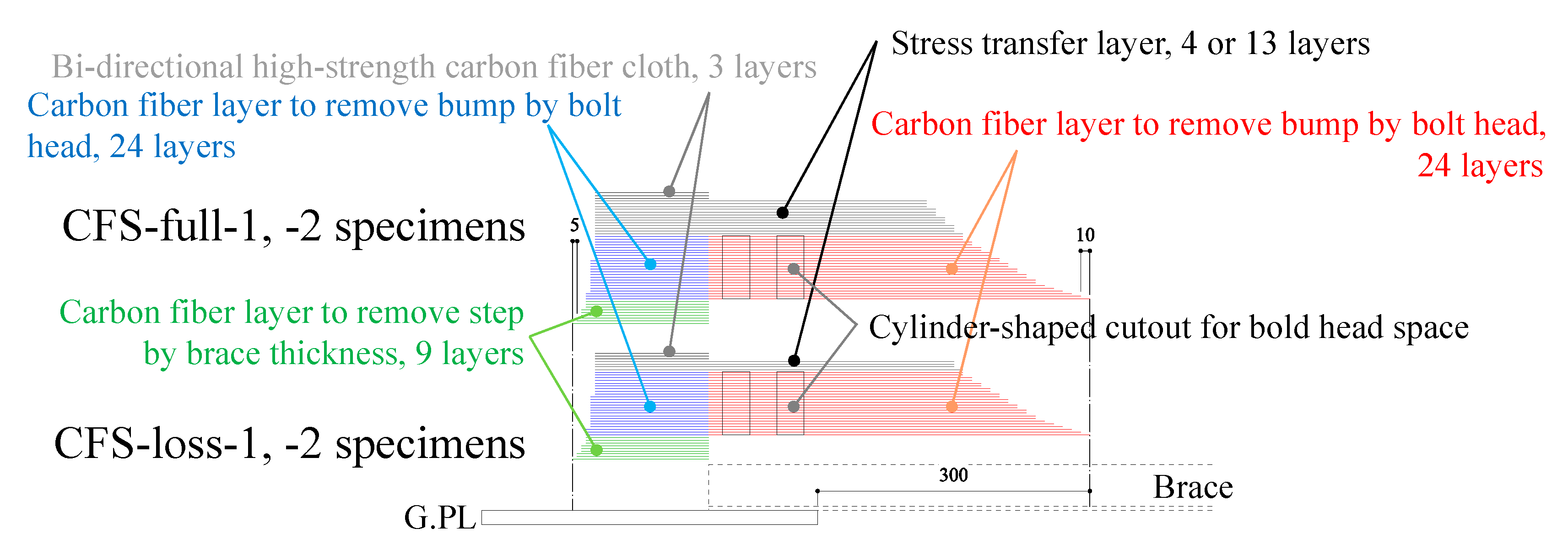
2.2. Specimens
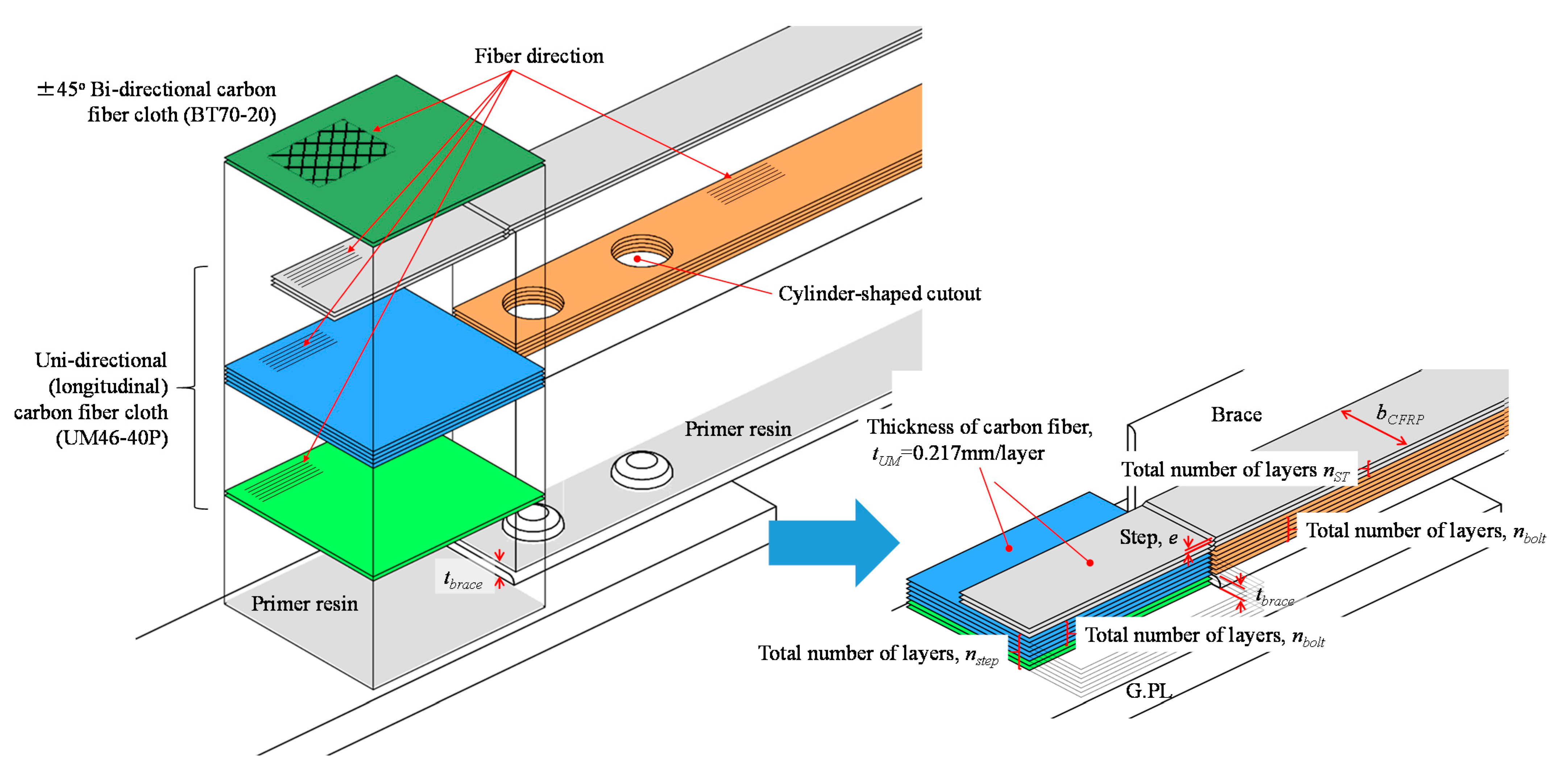
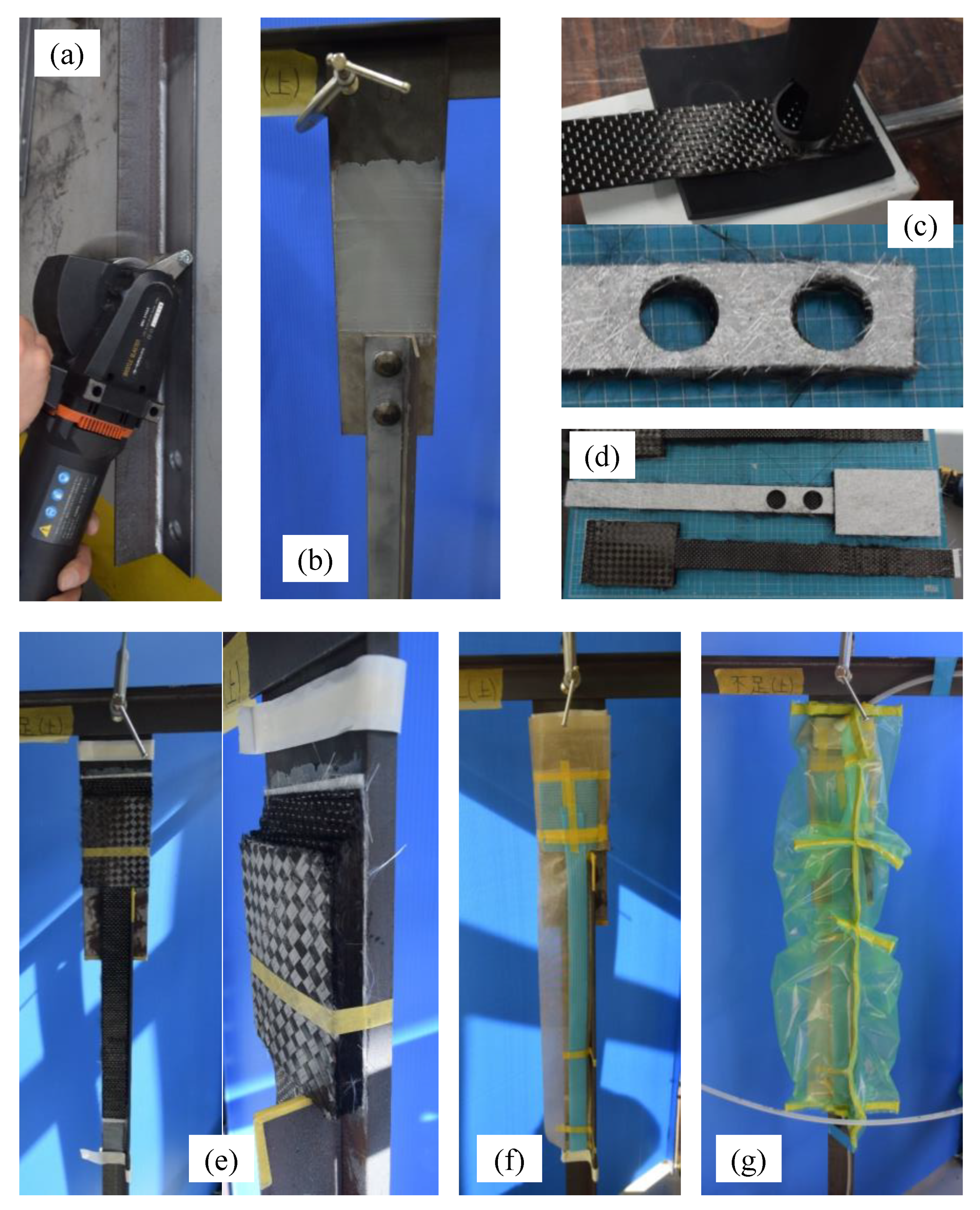
2.3. Specimen Preparation
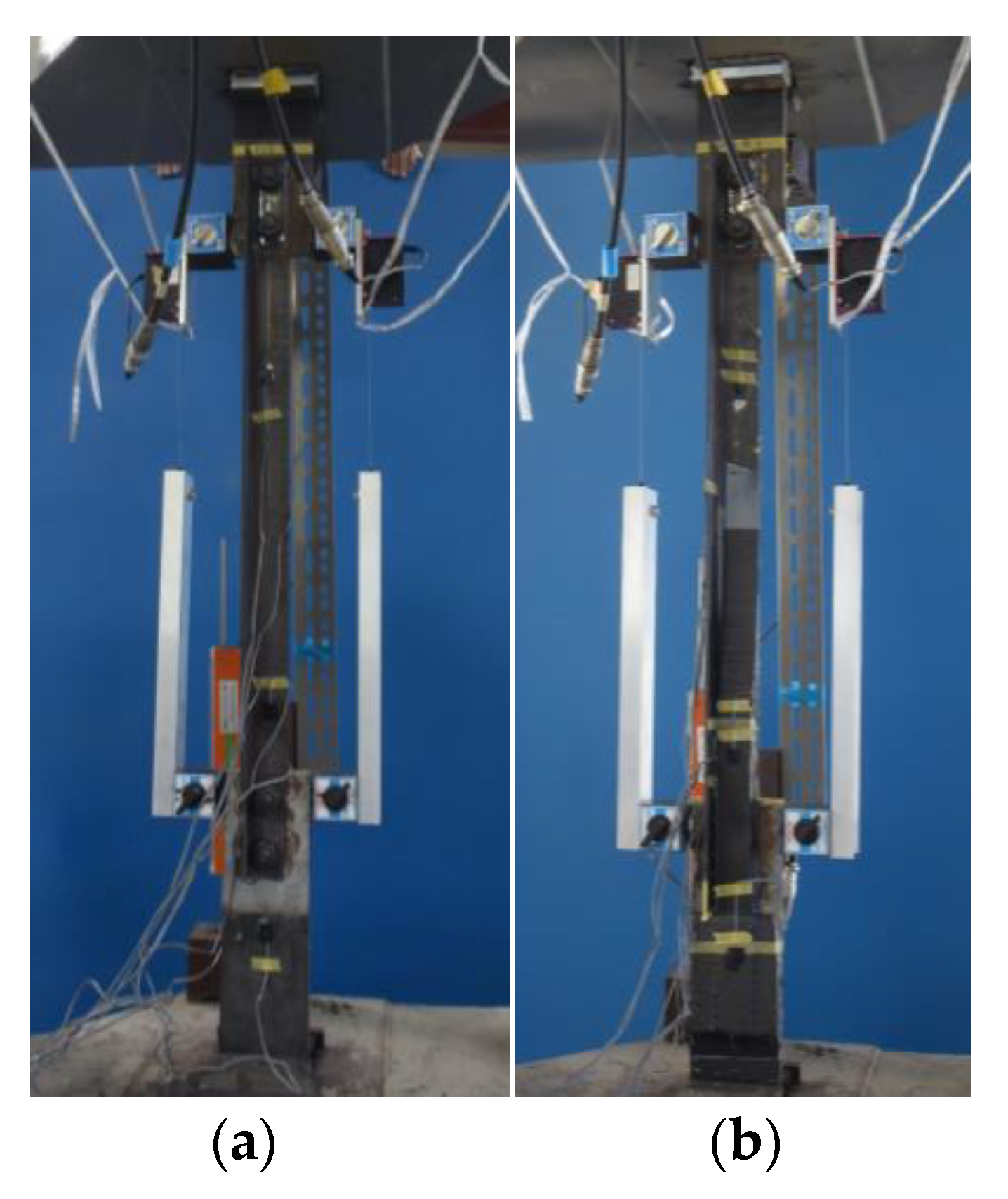
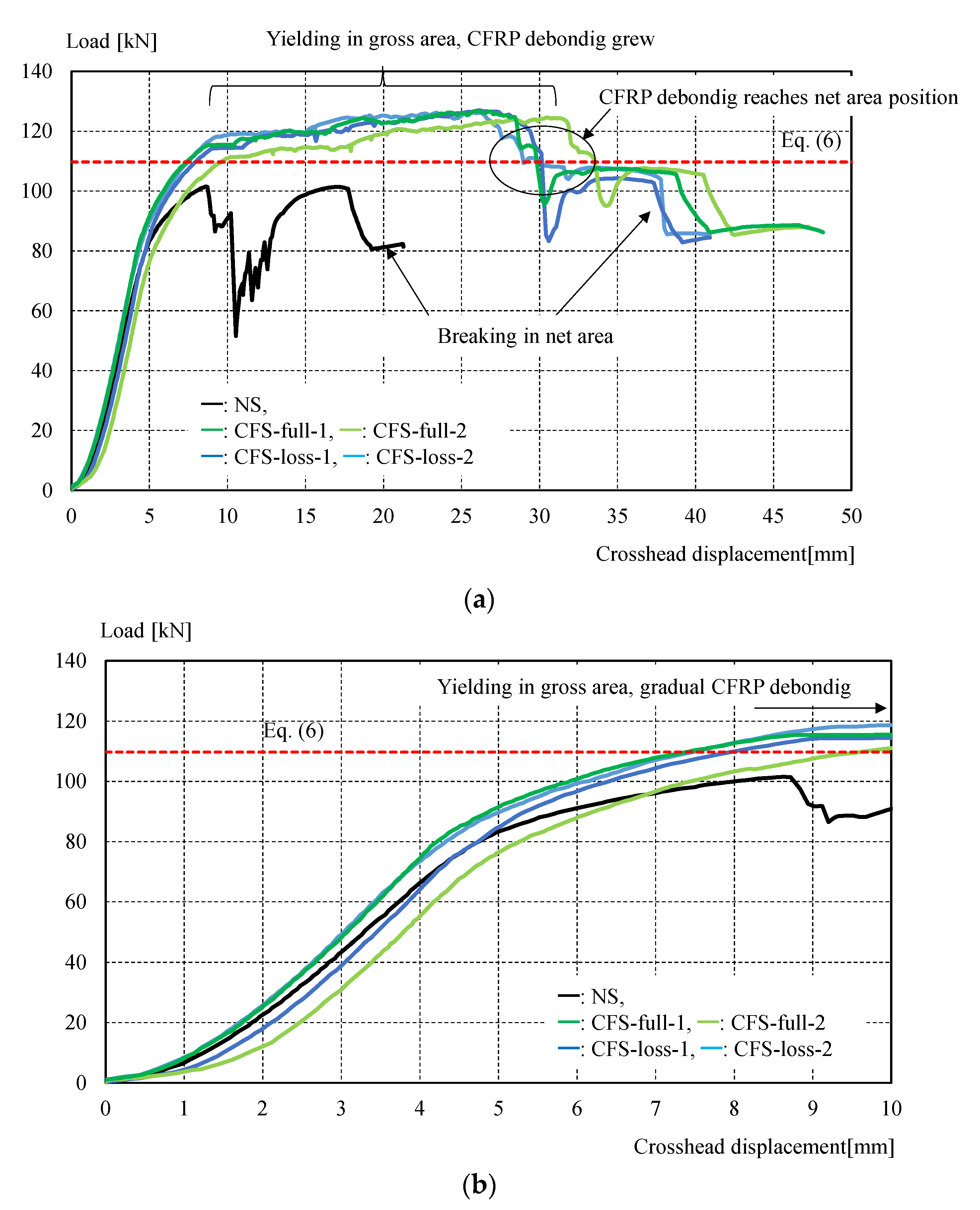
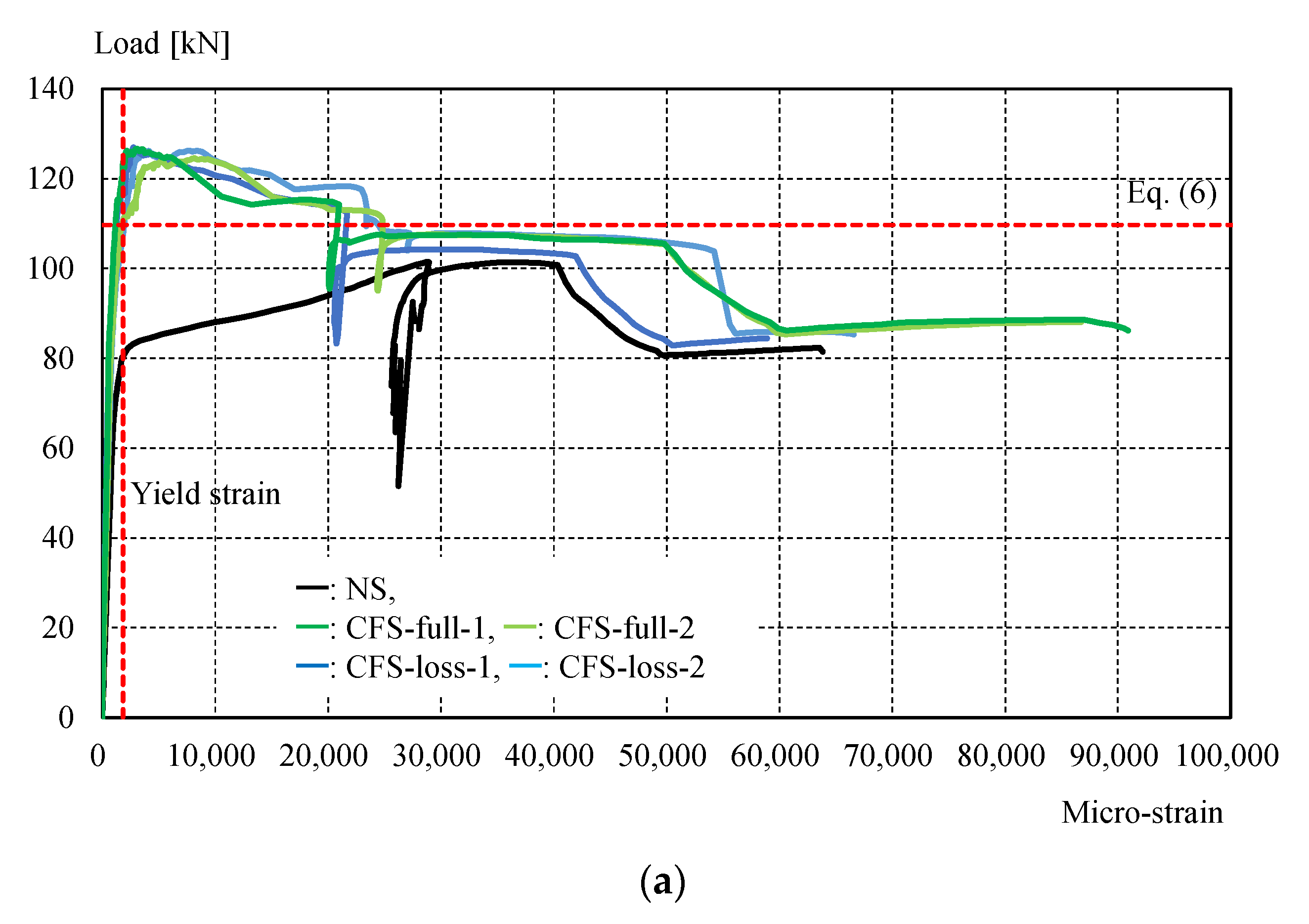
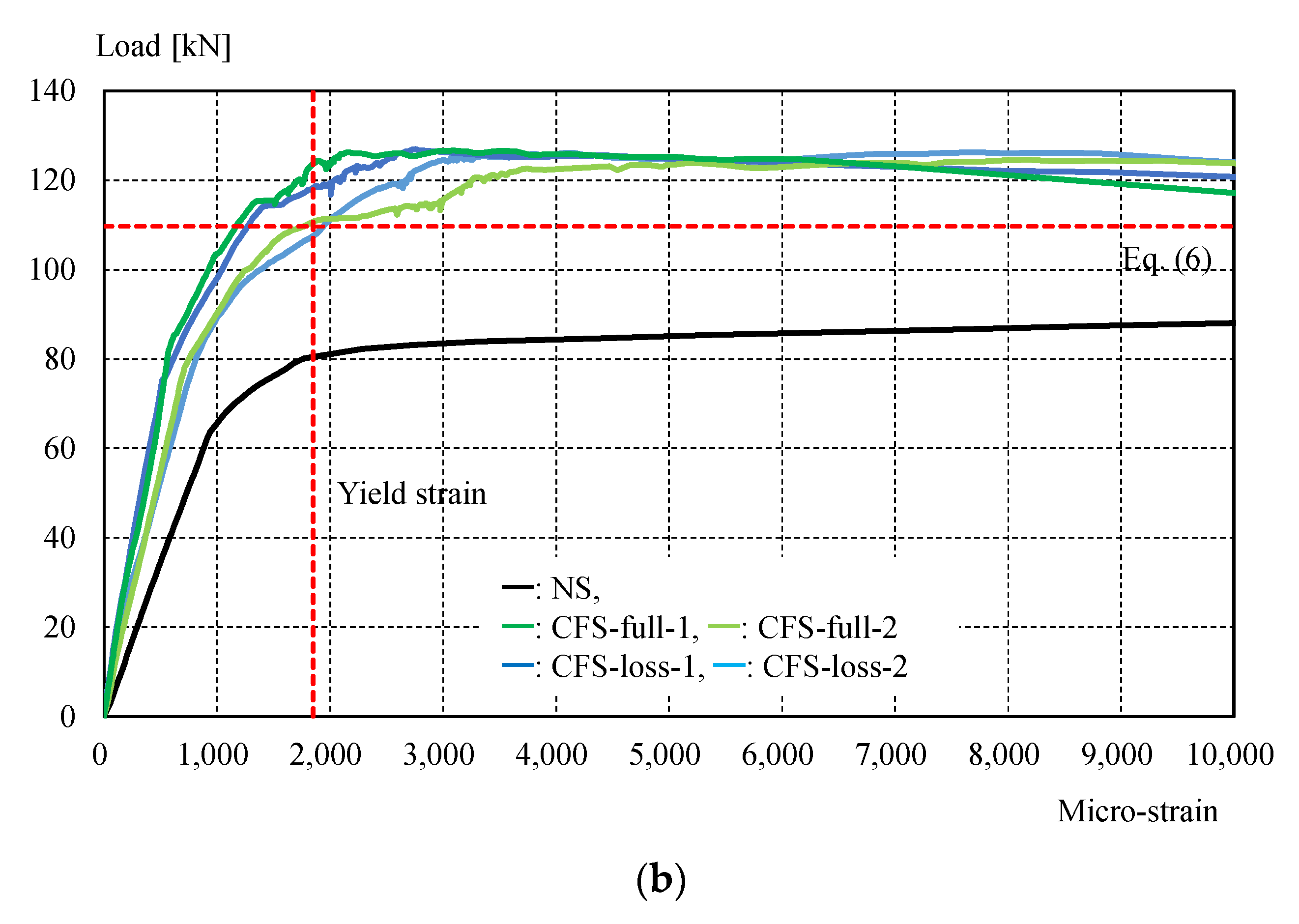
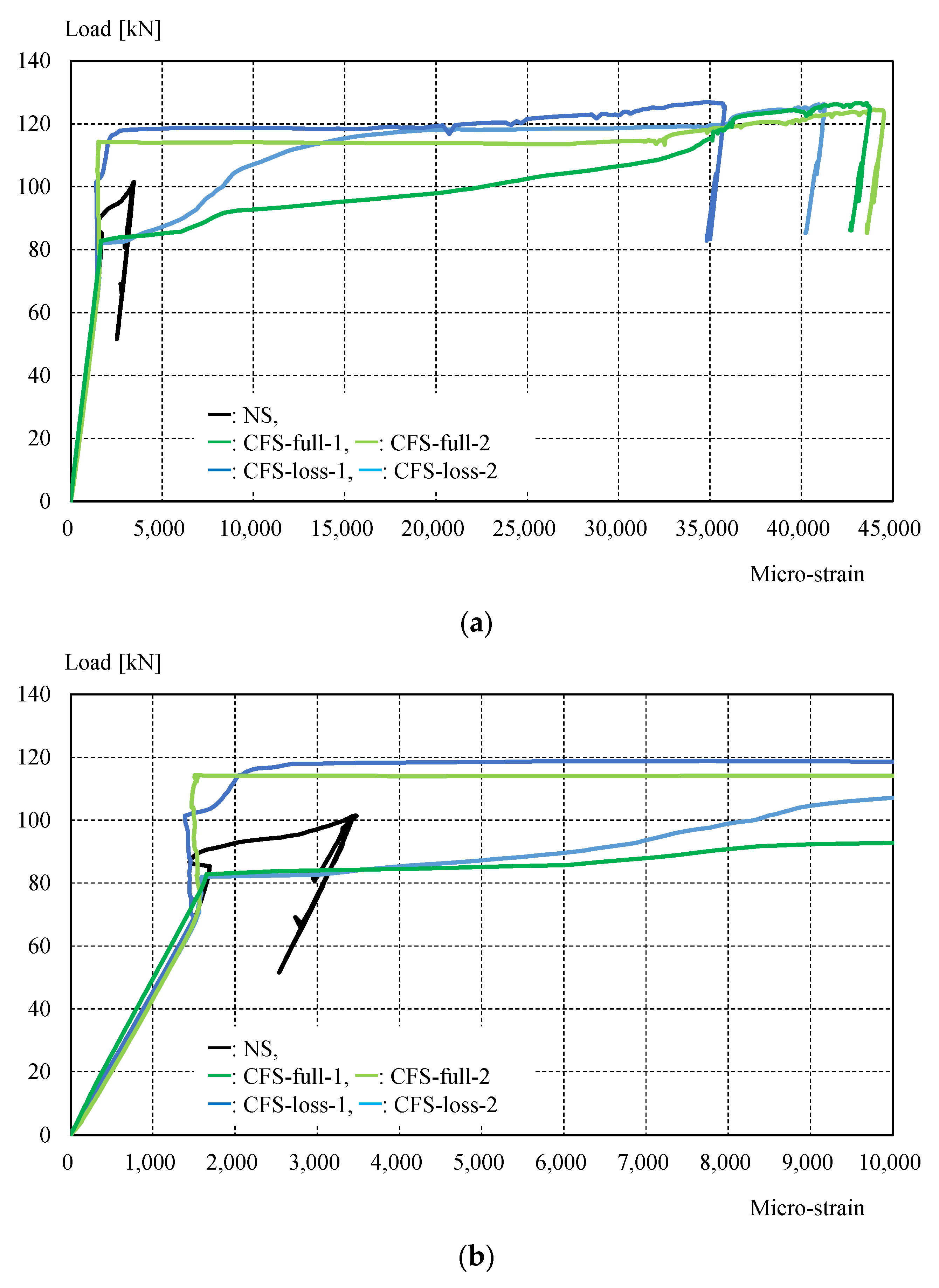
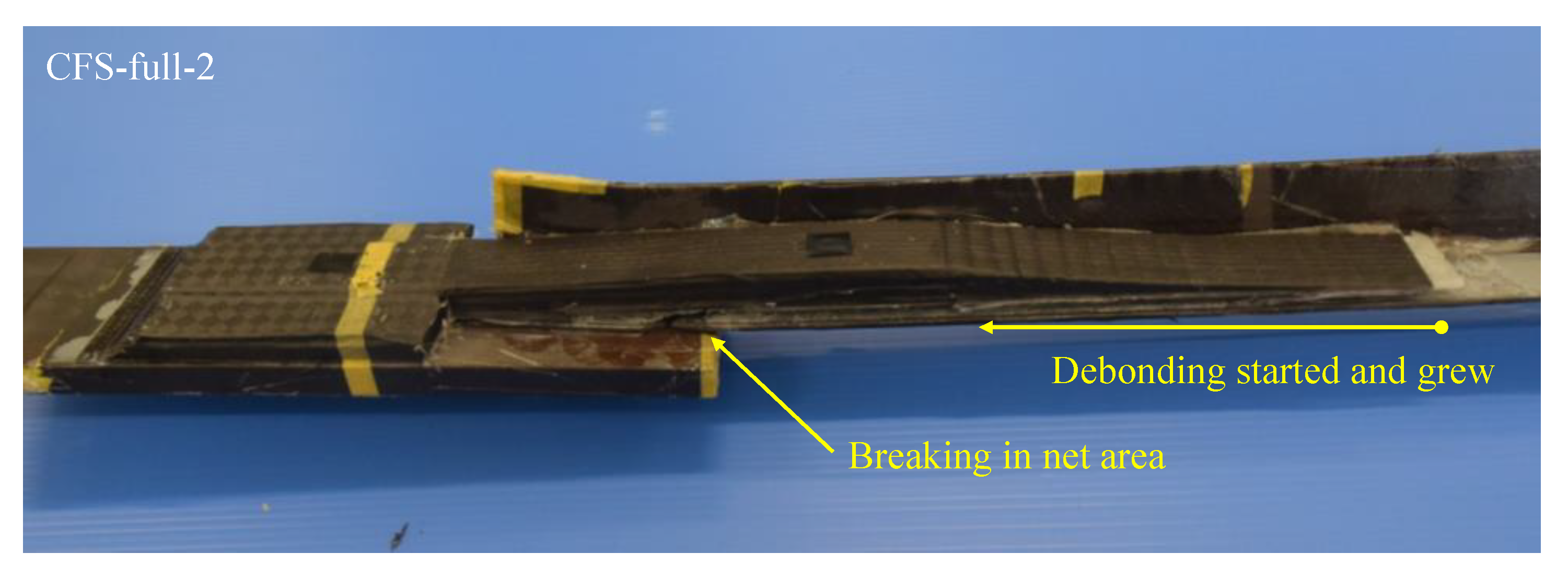
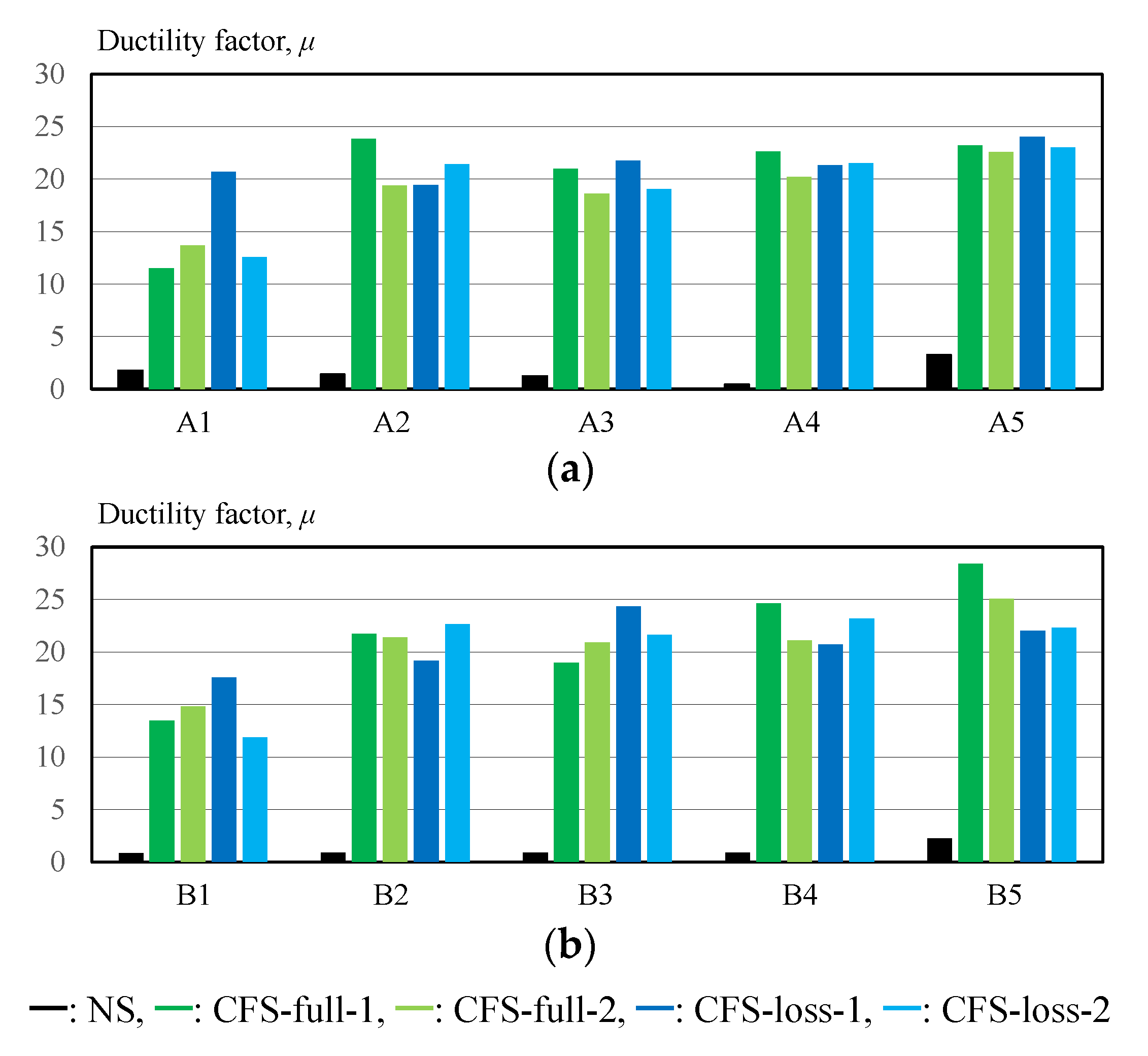
3. Experimental Results
4. Conclusions
- We proposed a strengthening method using carbon fiber cloth for steel brace connections with steps and demonstrated that molding and bonding can be successfully conducted using VaRTM.
- The load-carrying capacity of the connection and the ductility factor of the steel brace were significantly improved using CFRP strengthening.
- The total elongation of the steel brace can be estimated using 3% plastic deformation of the length of bare steel position.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nakashima, M.; Inoue, K.; Tada, M. Classification of damage to steel buildings observed in the 1995 Hyogoken-Nanbu earthquake. Eng. Struct. 1998, 20, 271–281. [Google Scholar] [CrossRef]
- Mahin, S.A. Lessons from damage to steel buildings during the Northridge earthquake. Eng. Struct. 1998, 20, 261–270. [Google Scholar] [CrossRef]
- Di Sarno, L.; Elnashai, A.S. Bracing systems for seismic retrofitting of steel frames. J. Constr. Steel Res. 2009, 65, 452–465. [Google Scholar] [CrossRef]
- Usami, T.; Lu, Z.; Ge, H. A seismic upgrading method for steel arch bridges using buckling-restrained braces. Earthq. Eng. Struct. Dyn. 2005, 34, 471–496. [Google Scholar] [CrossRef]
- Cui, Y.; Asada, H.; Kishiki, S.; Yamada, S. Ultimate strength of gusset plate connections with fillet welds. J. Constr. Steel Res. 2012, 75, 104–115. [Google Scholar] [CrossRef]
- Japan Building Disaster Prevention Association. Recommendations of Seismic Diagnosis and Retrofitting on Existing Steel Buildings for Seismic Retrofitting Promotion Law; Japan Building Disaster Prevention Association: Tokyo, Japan, 2011. [Google Scholar]
- Tena-Colunga, A.; Vergara, A. Comparative study on the seismic retrofit of a mid-rise steel building: Steel bracing vs energy dissipation. Earthq. Eng. Struct. Dyn. 1997, 26, 637–655. [Google Scholar] [CrossRef]
- Architectural Institute of Japan. AIJ Design Standard for Steel Structures—Based on Allowable Stress Concept; Architectural Institute of Japan: Tokyo, Japan, 2005; ISBN 978-4-8189-5002-3. [Google Scholar]
- Tremblay, R. Inelastic seismic response of steel bracing members. J. Constr. Steel Res. 2002, 58, 665–701. [Google Scholar] [CrossRef]
- Kasai, K.; Hodgson, I.; Bleiman, D. Rigid-bolted repair method for damaged moment connections. Eng. Struct. 1998, 20, 521–532. [Google Scholar] [CrossRef]
- Zhao, X.L.; Zhang, L. State-of-the-art review on FRP strengthened steel structures. Eng. Struct. 2007, 29, 1808–1823. [Google Scholar] [CrossRef]
- Teng, J.G.; Yu, T.; Fernando, D. Strengthening of steel structures with fiber-reinforced polymer composites. J. Constr. Steel Res. 2012, 78, 131–143. [Google Scholar] [CrossRef]
- Hosseini, A.; Ghafoori, E.; Al-Mahaidi, R.; Zhao, X.L.; Motavalli, M. Strengthening of a 19th-century roadway metallic bridge using nonprestressed bonded and prestressed unbonded CFRP plates. Constr. Build. Mater. 2019, 209, 240–259. [Google Scholar] [CrossRef]
- Linghoff, D.; Haghani, R.; Al-Emrani, M. Carbon-fibre composites for strengthening steel structures. Thin-Walled Struct. 2009, 47, 1048–1058. [Google Scholar] [CrossRef]
- Siwowski, T.W.; Siwowska, P. Experimental study on CFRP-strengthened steel beams. Compos. Part B Eng. 2018, 149, 12–21. [Google Scholar] [CrossRef]
- Gao, X.Y.; Balendra, T.; Koh, C.G. Buckling strength of slender circular tubular steel braces strengthened by CFRP. Eng. Struct. 2013, 46, 547–556. [Google Scholar] [CrossRef]
- Kabir, M.H.; Fawzia, S.; Chan, T.H.T.; Gamage, J.C.P.H.; Bai, J.B. Experimental and numerical investigation of the behaviour of CFRP strengthened CHS beams subjected to bending. Eng. Struct. 2016, 113, 160–173. [Google Scholar] [CrossRef] [Green Version]
- Majidi, H.R.; Razavi, S.M.J.; Berto, F. Failure Assessment of Steel/CFRP Double Strap Joints. Metals 2017, 7, 255. [Google Scholar] [CrossRef] [Green Version]
- Shi, J.; Jia, B.; Ren, Y.; Zhang, X.; Luo, J. Study on the Interface Constitutive Relation between Carbon Fiber Fabric and Steel. Materials 2020, 13, 3263. [Google Scholar] [CrossRef] [PubMed]
- Jiao, H.; Mashiri, F.; Zhao, X.L. A comparative study on fatigue behaviour of steel beams retrofitted with welding, pultruded CFRP plates and wet layup CFRP sheets. Thin-Walled Struct. 2012, 144–152. [Google Scholar] [CrossRef]
- Mieda, G.; Nakamura, H.; Matsui, T.; Ochi, Y.; Matsumoto, Y. Mechanical behavior of CFRP on steel surface molded and bonded by vacuum assisted resin transfer molding technology. SN Appl. Sci. 2019, 1, 601. [Google Scholar] [CrossRef] [Green Version]
- JEC Group. The Challenging World of Composites; JEC Group: Paris, France, 2013. [Google Scholar]
- Joint Editorial Committee for the Report on the Great East Japan Earthquake Disaster. Report on the Great East Japan Earthquake Disaster, Building Series Volume 3; Joint Editorial Committee for the Report on the Great East Japan Earthquake Disaster: Tokyo, Japan, 2014. [Google Scholar]
- Japan Industrial Standards Committee. Japan Industrial Standards JIS G 3101; Japan Industrial Standards Committee: Tokyo, Japan, 2020. [Google Scholar]
- TORAYCA® Cloth Method Specifications/Performance. Available online: https://www.torayca.com/en/lineup/industrial/ind_012.html (accessed on 10 April 2021).


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Failure Mode | Load-Carrying Capacity | Equation |
|---|---|---|
| Ultimate shear strength of bolts | 241 kN | (2) |
| Tensile strength of brace in net area | 70.8 kN | (3) |
| Shear-out strength of gusset plate | 144 kN | (4) |
| Ultimate strength of gusset plate net area | 576 kN | (5) |
| JBDPA requirement | 110 kN | (6) |
| Specimen Name | Strengthening | Number of Specimens |
|---|---|---|
| NS | N/A | 1 |
| CFS-full-1, -2 | Gross sectional strengthening model | 2 |
| CFS-loss-1, -2 | Sectional loss strengthening model | 2 |
| Material | Elastic Modulus | Yield Point | Tensile Strength |
|---|---|---|---|
| Steel (angle steel) | 200 GPa *1 | 370 Mpa *2 | 457 Mpa *2 |
| UM46-40P [25] | 440 Gpa | - | 2400 Mpa |
| BT70-20 [25] | 230 GPa | - | 2900 MPa |
| Specimen Name | Maximum Load | Failure Mode |
|---|---|---|
| NS | 102 kN | Yielding and breaking at net area. |
| CFS-full-1 | 125 kN | (1) Yielding in gross sectional area; (2) debonding of CFRP; (3) yielding at breakage in net area. |
| CFS-full-2 | 127 kN | |
| CFS-loss-1 | 126 kN | |
| CFS-loss-2 | 127 kN |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matsui, T.; Suzuki, K.; Sato, S.; Kubokawa, Y.; Nakamoto, D.; Davaakhishig, S.; Matsumoto, Y. Pilot Demonstration of a Strengthening Method for Steel-Bolted Connections Using Pre-Formable Carbon Fiber Cloth with VaRTM. Materials 2021, 14, 2184. https://doi.org/10.3390/ma14092184
Matsui T, Suzuki K, Sato S, Kubokawa Y, Nakamoto D, Davaakhishig S, Matsumoto Y. Pilot Demonstration of a Strengthening Method for Steel-Bolted Connections Using Pre-Formable Carbon Fiber Cloth with VaRTM. Materials. 2021; 14(9):2184. https://doi.org/10.3390/ma14092184
Chicago/Turabian StyleMatsui, Takahiro, Kohei Suzuki, Sota Sato, Yuki Kubokawa, Daiki Nakamoto, Shijir Davaakhishig, and Yukihiro Matsumoto. 2021. "Pilot Demonstration of a Strengthening Method for Steel-Bolted Connections Using Pre-Formable Carbon Fiber Cloth with VaRTM" Materials 14, no. 9: 2184. https://doi.org/10.3390/ma14092184