
Laser Shock Peening of SiCp/2009Al Composites: Microstructural Evolution, Residual Stress and Fatigue Behavior

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
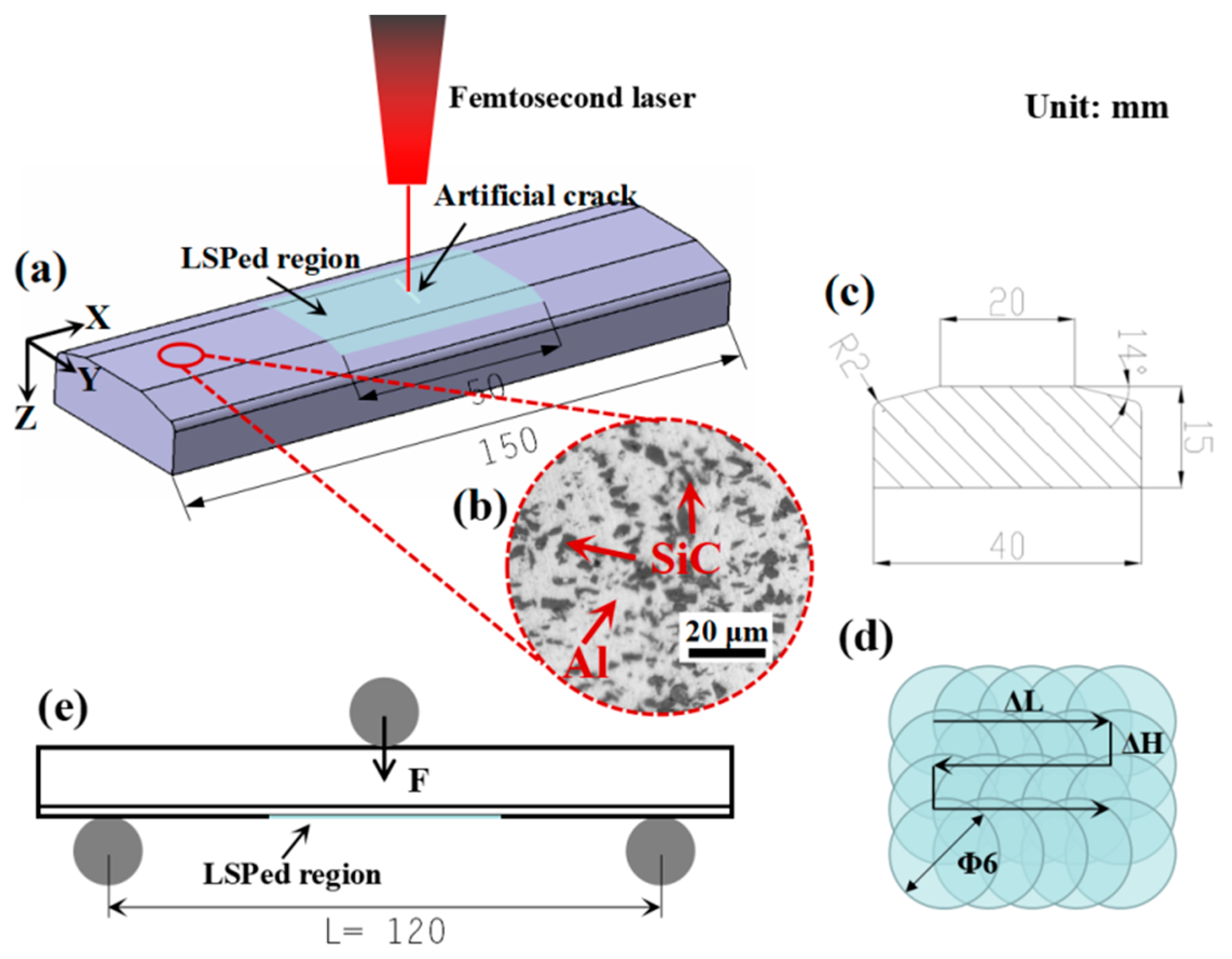
2.1. Materials
2.2. LSP and Femtosecond Laser Experiments
2.3. Three-Point Bending Fatigue Tests
2.4. Material Characterizations
3. Results and Discussion
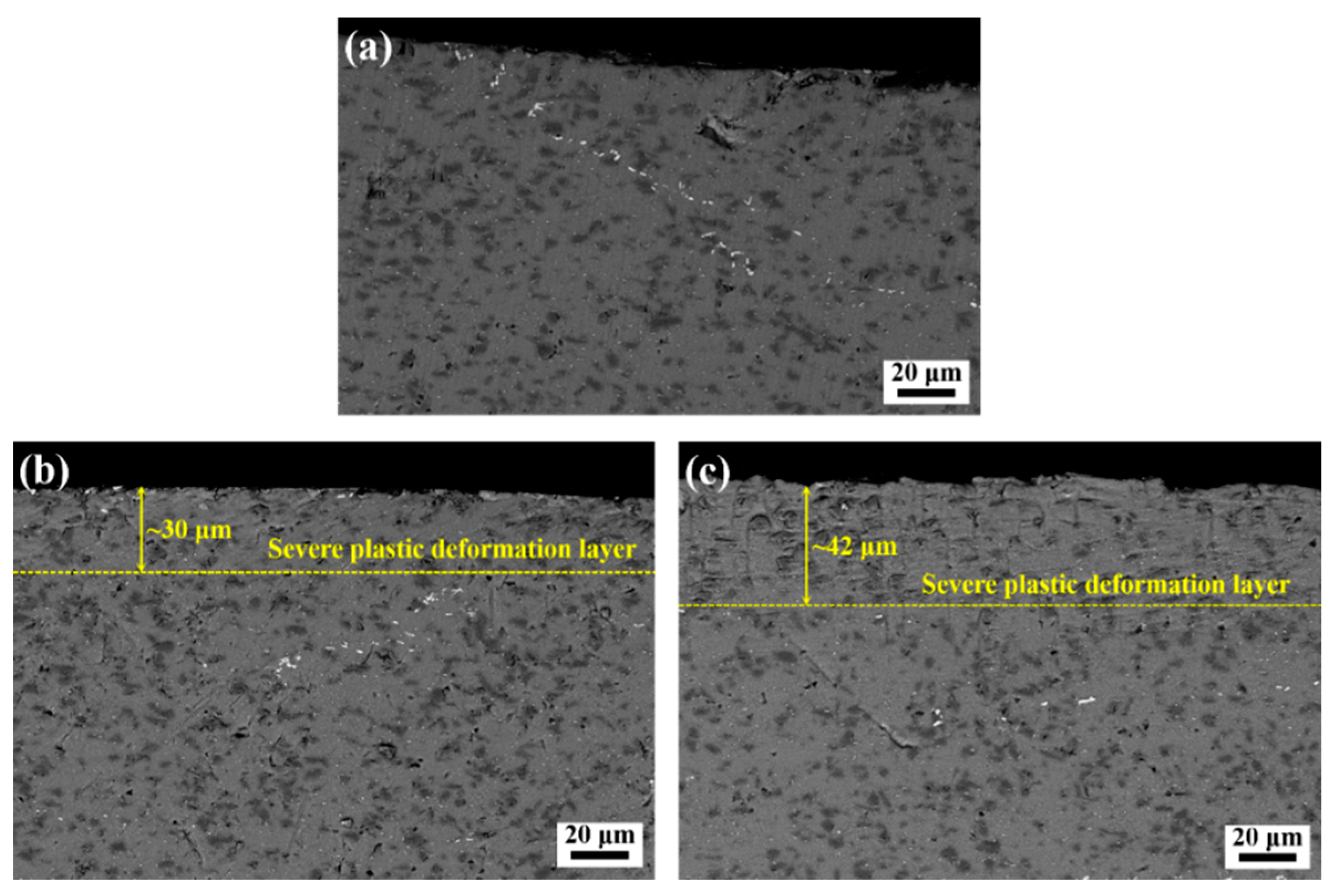
3.1. Microstructure Evolution
3.2. Microhardness
3.3. Residual Stress
3.4. Three-Point Bending Fatigue
4. Conclusions
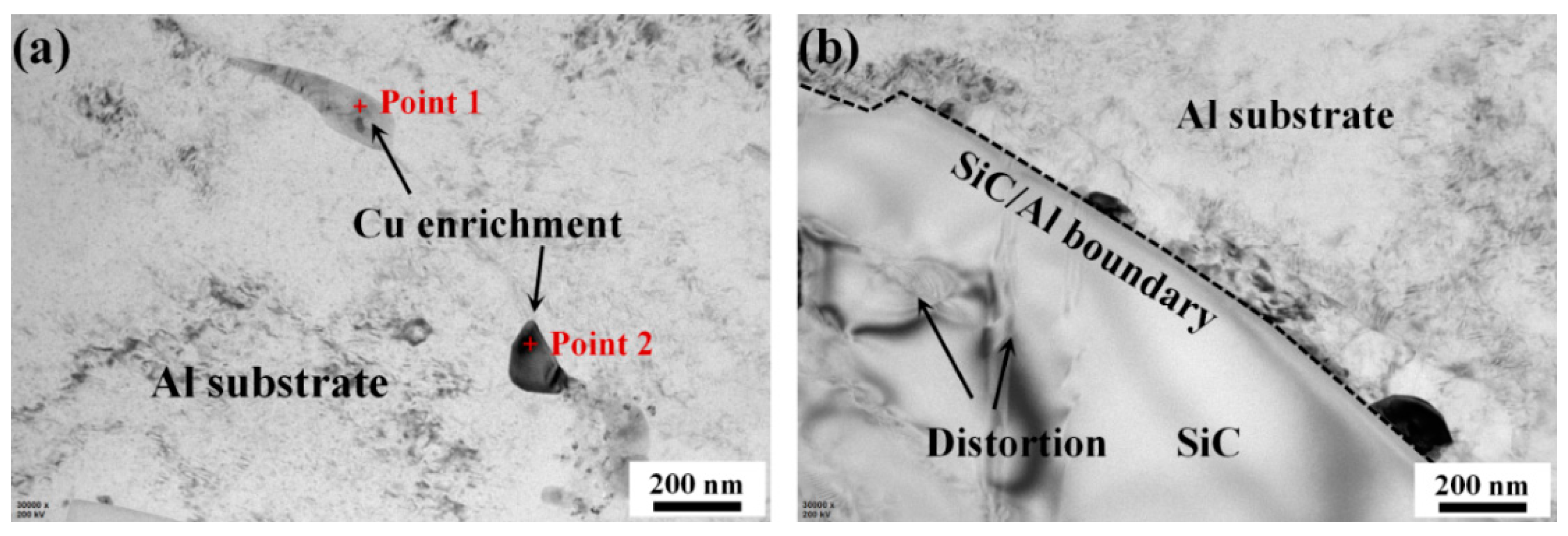
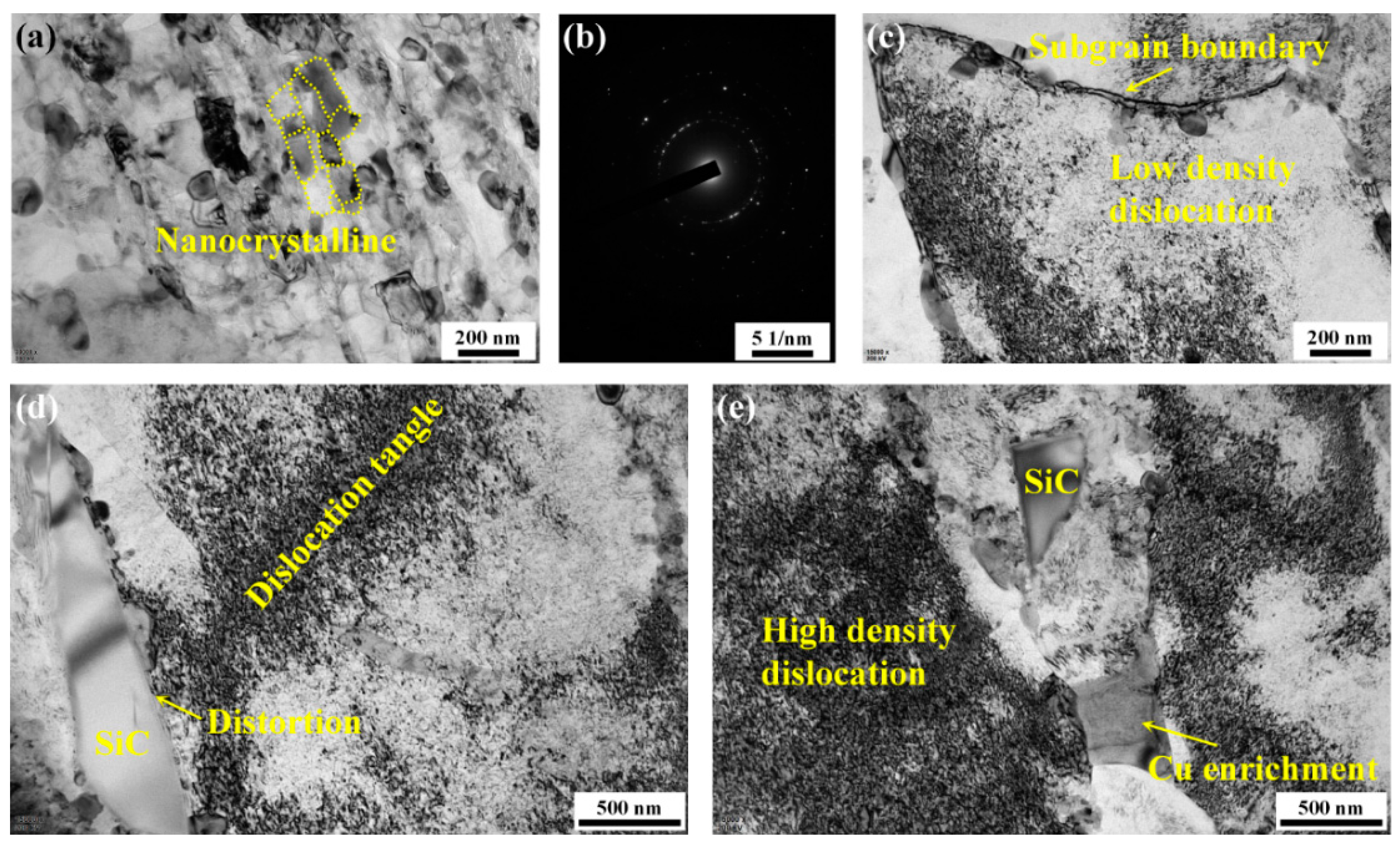
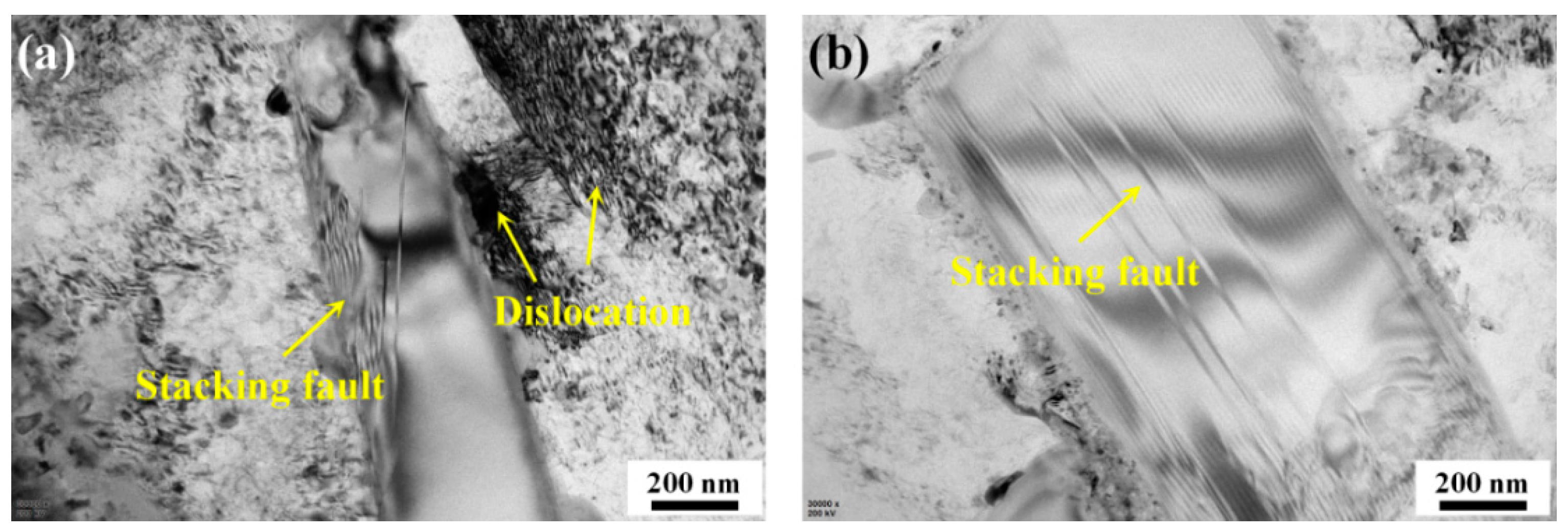
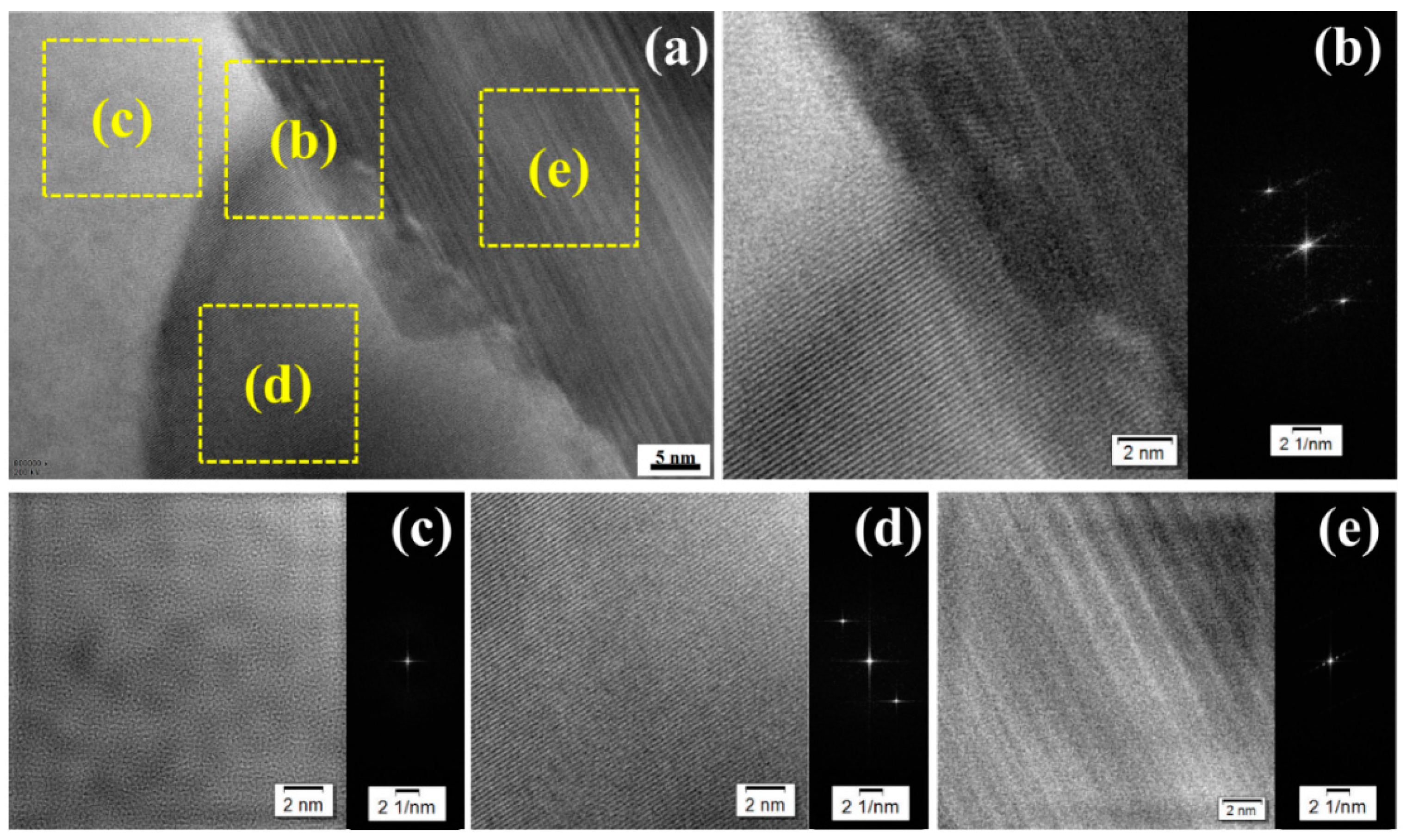
- TEM observation shows that LSP introduced a large number of dislocations in the aluminum substrate, but caused stacking faults in the SiC particles of the SiCp/2009Al composite. HRTEM investigation indicates that no possible crack or any other defect was generated at the SiC/Al interface.
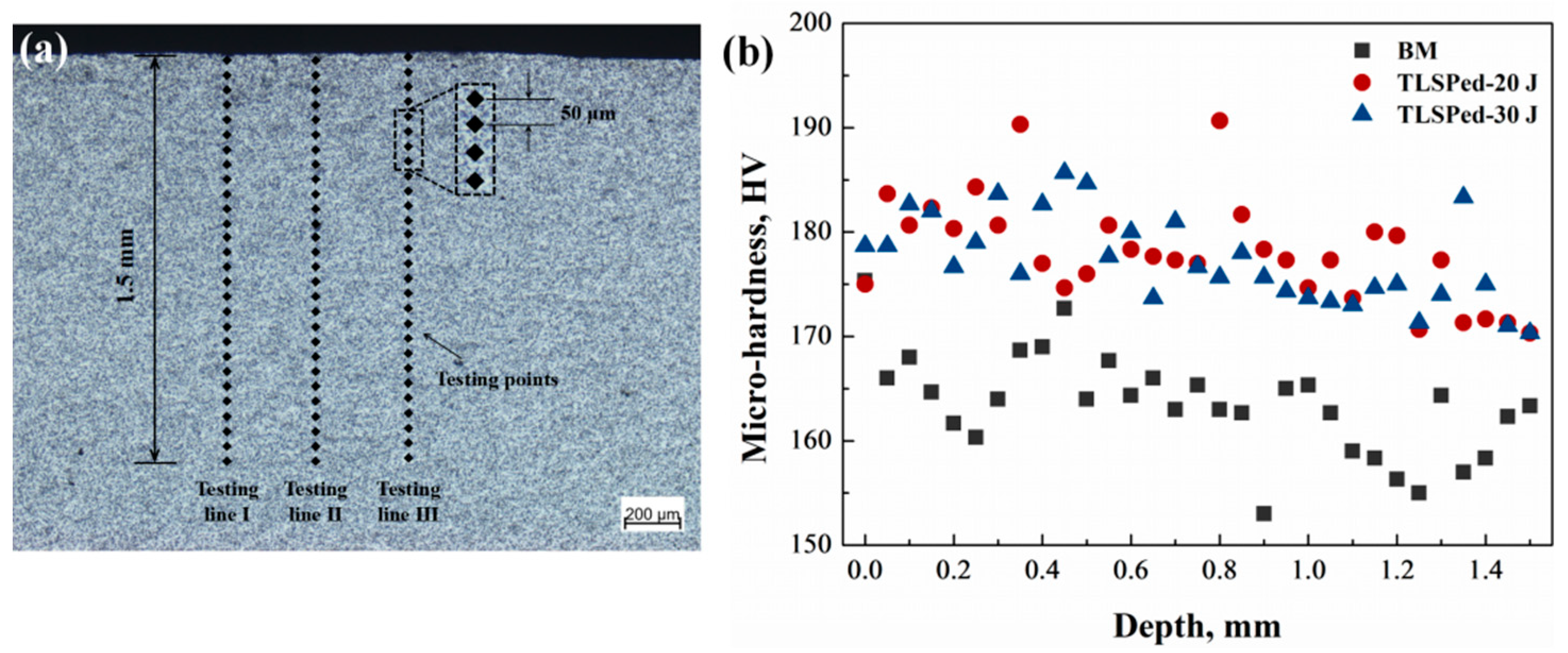
- LSP provided a hardening for the near-surface layer of the SiCp/2009Al composite. The microhardness value increased from 155–170 HV to 170–185 HV, with an affected depth of more than 1.5 mm, after 20 and 30 J twice peening.
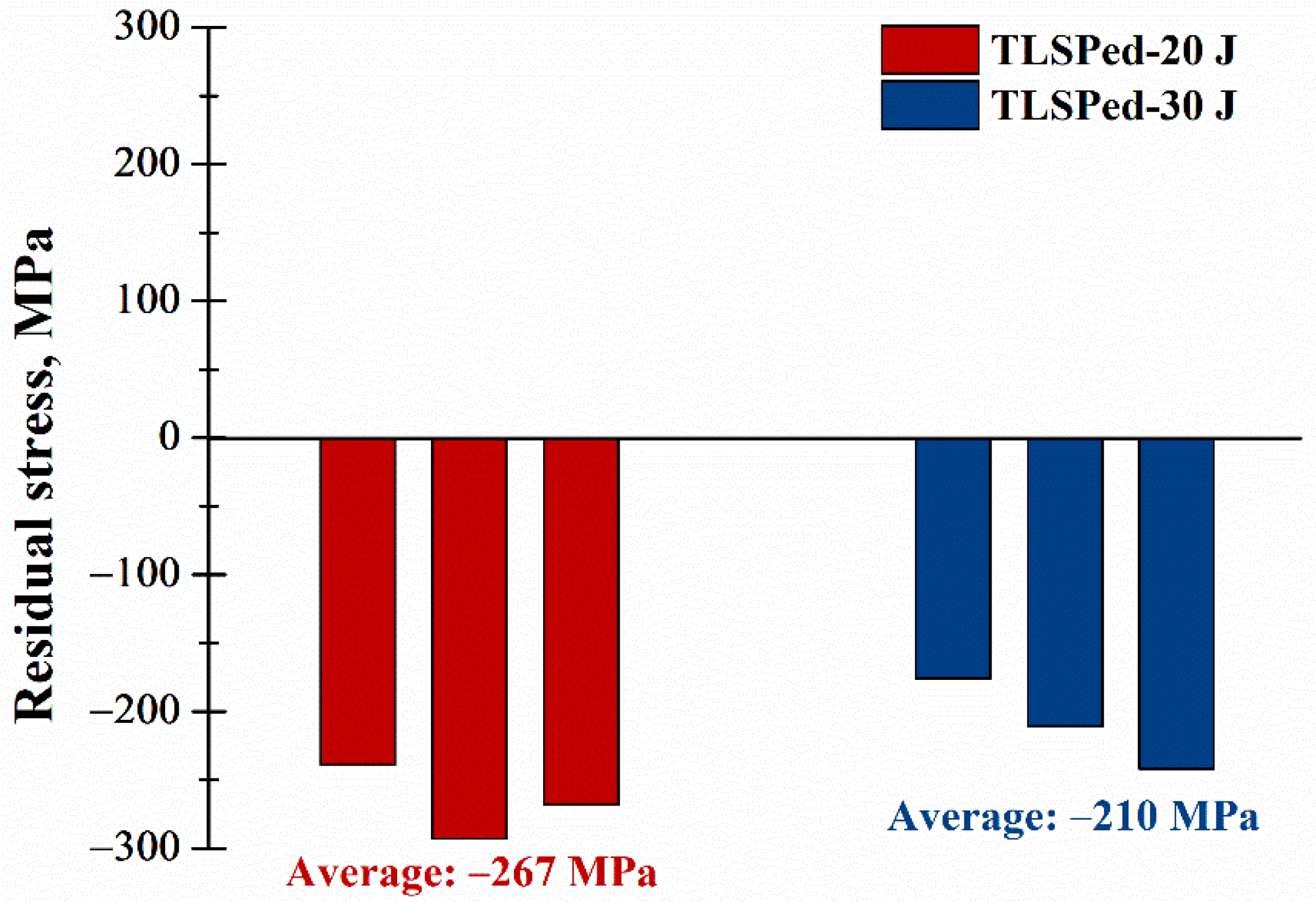
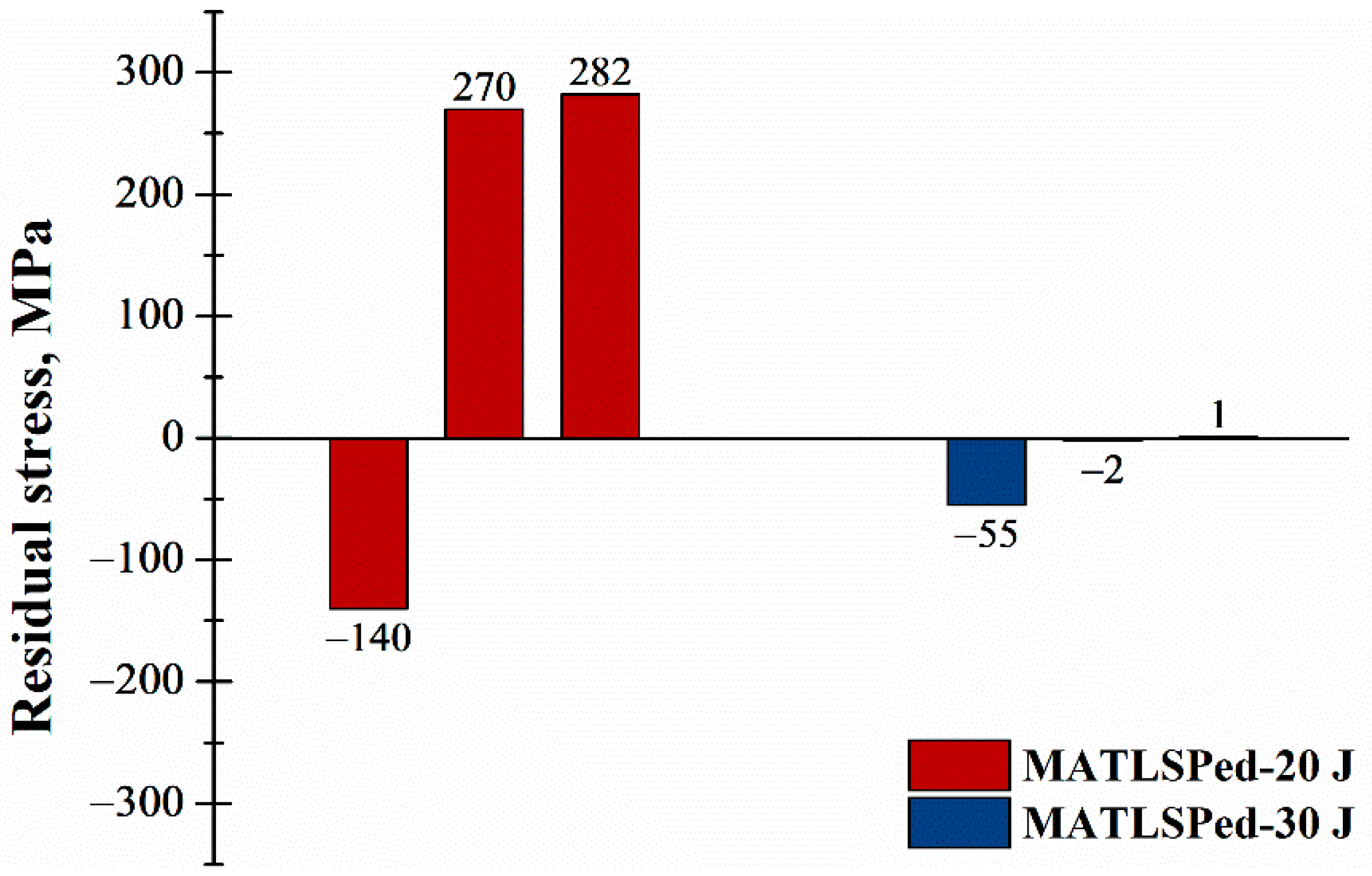
- Compressive residual stresses of a value more than 200 MPa were introduced into the surface of SiCp/2009Al composite after 20 and 30 J twice peening, while the compressive residual stresses decreased after surface milling, even resulting in a tensile state in 20 J twice peened specimens.
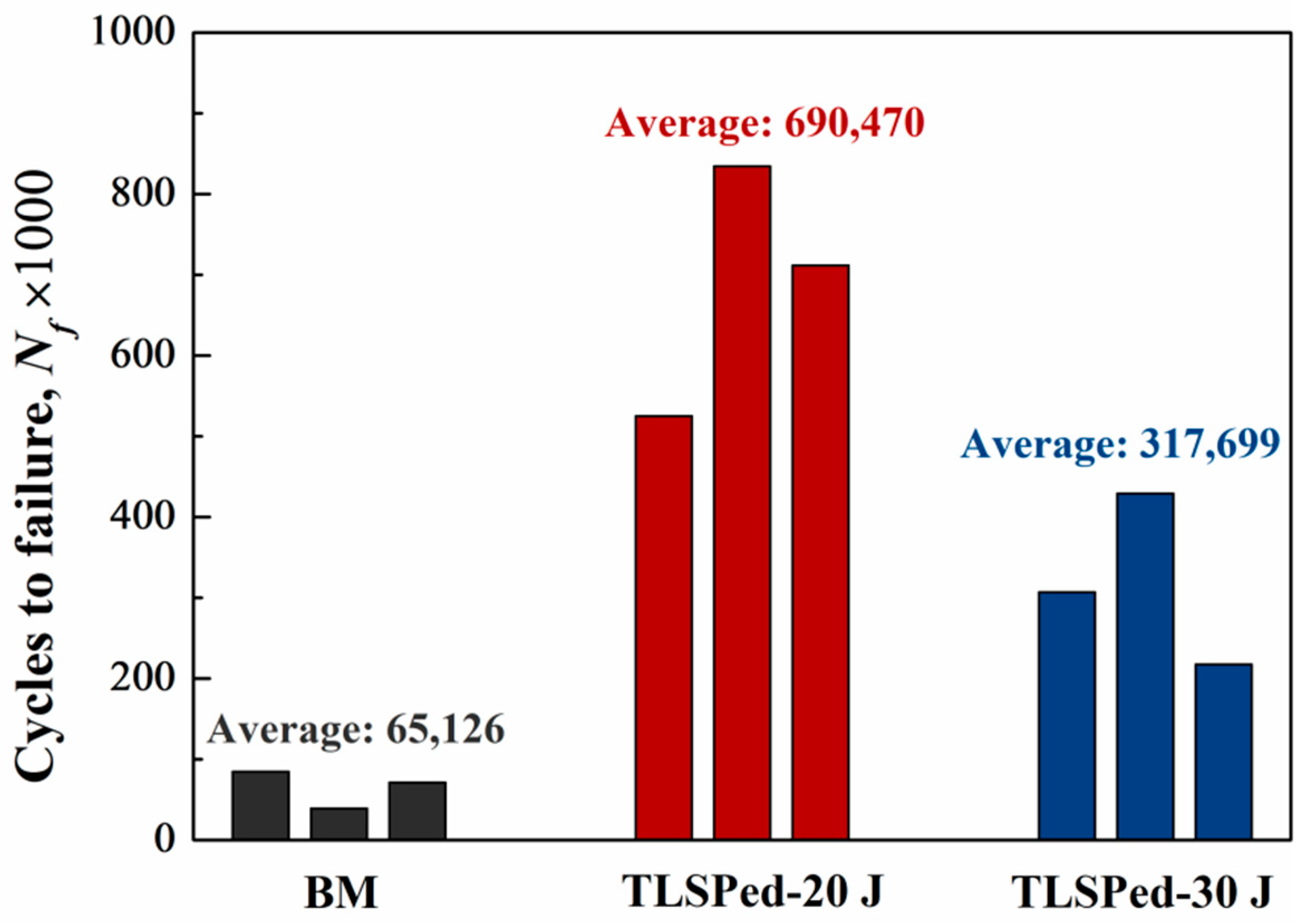
- Fatigue lives were significantly increased after 20 and 30 J twice peening, which are 10.60 and 4.88 times higher than that of the BM specimens. The milling of the peened surface resulted in a partial decrease in the fatigue lives, while they were still 2.66 and 1.91 times higher than those of the BM specimens.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Miracle, D.B. Aeronautical applications of metal-matrix composites. ASM Handb. 2001, 21, 1043–1049. [Google Scholar]
- Miracle, D. Metal matrix composites–from science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Chien, C.; Lee, S.; Lin, J.; Jahn, M. Effects of Sip size and volume fraction on properties of Al/Sip composites. Mater. Lett. 2002, 52, 334–341. [Google Scholar] [CrossRef]
- Rosso, M. Ceramic and metal matrix composites: Routes and properties. J. Mater. Process. Technol. 2006, 175, 364–375. [Google Scholar] [CrossRef]
- Long, S.; Zhou, Y. Thermal fatigue of particle reinforced metal–matrix composite induced by laser heating and mechanical load. Compos. Sci. Technol. 2005, 65, 1391–1400. [Google Scholar] [CrossRef]
- Ye, T.; Xu, Y.; Ren, J. Effects of SiC particle size on mechanical properties of SiC particle reinforced aluminum metal matrix composite. Mater. Sci. Eng. A 2019, 753, 146–155. [Google Scholar] [CrossRef]
- Wang, Z.; Song, M.; Sun, C.; He, Y. Effects of particle size and distribution on the mechanical properties of SiC reinforced Al–Cu alloy composites. Mater. Sci. Eng. A 2011, 528, 1131–1137. [Google Scholar] [CrossRef]
- Sun, C.; Song, M.; Wang, Z.; He, Y. Effect of Particle Size on the Microstructures and Mechanical Properties of SiC-Reinforced Pure Aluminum Composites. J. Mater. Eng. Perform. 2011, 20, 1606–1612. [Google Scholar] [CrossRef]
- Tang, X.; Meng, L.; Zhan, J.; Jian, W.; Li, W.; Yao, X.; Han, Y. Strengthening effects of encapsulating graphene in SiC particle-reinforced Al-matrix composites. Comput. Mater. Sci. 2018, 153, 275–281. [Google Scholar] [CrossRef]
- Li, S.; Su, Y.; Ouyang, Q.; Zhang, D. In-situ carbon nanotube-covered silicon carbide particle reinforced aluminum matrix composites fabricated by powder metallurgy. Mater. Lett. 2016, 167, 118–121. [Google Scholar] [CrossRef]
- Ashrafi, N.; Ariff, A.H.M.; Sarraf, M.; Sulaiman, S.; Hong, T.S. Microstructural, thermal, electrical, and magnetic properties of optimized Fe3O4–SiC hybrid nano filler reinforced aluminium matrix composite. Mater. Chem. Phys. 2021, 258, 123895. [Google Scholar] [CrossRef]
- Umasankar, V.; Xavior, M.A.; Karthikeyan, S. Experimental evaluation of the influence of processing parameters on the mechanical properties of SiC particle reinforced AA6061 aluminium alloy matrix composite by powder processing. J. Alloy. Compd. 2014, 582, 380–386. [Google Scholar] [CrossRef]
- Mandal, D.; Viswanathan, S. Effect of heat treatment on microstructure and interface of SiC particle reinforced 2124 Al matrix composite. Mater. Charact. 2013, 85, 73–81. [Google Scholar] [CrossRef]
- Kim, S.W.; Lee, U.J.; Han, S.W.; Kim, D.K.; Ogi, K. Heat treatment and wear characteristics of Al/SiCp composites fabricated by duplex process. Compos. Part B Eng. 2003, 34, 737–745. [Google Scholar] [CrossRef]
- Montanari, R.; Sili, A.; Costanza, G. Improvement of the fatigue behaviour of Al 6061/20% SiCp composites by means of titanium coatings. Compos. Sci. Technol. 2001, 61, 2047–2054. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.-W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Sun, R.; Li, L.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.; Sun, J.; Che, Z.; Li, B.; Guo, C. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloy. Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Ding, K.; Ye, L. Laser Shock Peening: Performance and Process Simulation; Woodhead Publishing: Cambridge, UK, 2006. [Google Scholar]
- Clauer, A.H. Laser shock peening, the path to production. Metals 2019, 9, 626. [Google Scholar] [CrossRef] [Green Version]
- Sun, R.; Li, L.; Guo, W.; Peng, P.; Zhai, T.; Che, Z.; Li, B.; Guo, C.; Zhu, Y. Laser shock peening induced fatigue crack retardation in Ti-17 titanium alloy. Mater. Sci. Eng. A 2018, 737, 94–104. [Google Scholar] [CrossRef]
- Lainé, S.J.; Knowles, K.M.; Doorbar, P.J.; Cutts, R.D.; Rugg, D. Microstructural characterisation of metallic shot peened and laser shock peened Ti–6Al–4V. Acta Mater. 2017, 123, 350–361. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.; Luo, K.; Zhang, Y.; Sun, G.; Gu, Y.; Zhou, J.; Ren, X.; Zhang, X.; Zhang, L.; Chen, K. Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel. Acta Mater. 2010, 58, 5354–5362. [Google Scholar] [CrossRef]
- Lu, J.; Luo, K.; Zhang, Y.; Cui, C.; Sun, G.; Zhou, J.; Zhang, L.; You, J.; Chen, K.; Zhong, J. Grain refinement of LY2 aluminum alloy induced by ultra-high plastic strain during multiple laser shock processing impacts. Acta Mater. 2010, 58, 3984–3994. [Google Scholar] [CrossRef]
- Karthik, D.; Swaroop, S. Laser shock peening enhanced corrosion properties in a nickel based Inconel 600 superalloy. J. Alloy. Compd. 2017, 694, 1309–1319. [Google Scholar] [CrossRef]
- Akita, K.; Sano, Y.; Takahashi, K.; Tanaka, H.; Ohya, S.I. Strengthening of Si3N4 ceramics by laser peening. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2006; pp. 141–146. [Google Scholar]
- Shukla, P.P.; Swanson, P.T.; Page, C.J. Laser shock peening and mechanical shot peening processes applicable for the surface treatment of technical grade ceramics: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 639–652. [Google Scholar] [CrossRef]
- Melookaran, R.; Melaibari, A.; Deng, C.; Molian, P. Laser shock processing on microstructure and hardness of polycrystalline cubic boron nitride tools with and without nanodiamond powders. Mater. Des. 2012, 35, 235–242. [Google Scholar] [CrossRef]
- Baerga, V.R.; Molian, P. Laser shockwave sintering of nanopowders of yttria-stabilized zirconia. Mater. Lett. 2012, 73, 8–10. [Google Scholar] [CrossRef]
- Shukla, P.; Crookes, R.; Wu, H. Shock-wave induced compressive stress on alumina ceramics by laser peening. Mater. Des. 2019, 167, 107626. [Google Scholar] [CrossRef]
- Shukla, P.; Nath, S.; Wang, G.; Shen, X.; Lawrence, J. Surface property modifications of silicon carbide ceramic following laser shock peening. J. Eur. Ceram. Soc. 2017, 37, 3027–3038. [Google Scholar] [CrossRef]
- Pistochini, T.E.; Hill, M.R. Effect of laser peening on fatigue performance in 300M steel. Fatigue Fract. Eng. Mater. Struct. 2011, 34, 521–533. [Google Scholar] [CrossRef]
- ISO 7438:2020(en) Metallic Materials—Bend Test. Available online: https://www.iso.org/obp/ui/#iso:std:iso:7438:ed-4:v1:en (accessed on 20 February 2021).
- Kamikawa, N.; Huang, X.; Tsuji, N.; Hansen, N. Strengthening mechanisms in nanostructured high-purity aluminium deformed to high strain and annealed. Acta Mater. 2009, 57, 4198–4208. [Google Scholar] [CrossRef]
- Rangaraju, N.; Raghuram, T.; Krishna, B.V.; Rao, K.P.; Venugopal, P. Effect of cryo-rolling and annealing on microstructure and properties of commercially pure aluminium. Mater. Sci. Eng. A 2005, 398, 246–251. [Google Scholar] [CrossRef]
- Fabbro, R.; Fournier, J.; Ballard, P.; Devaux, D.; Virmont, J. Physical study of laser-produced plasma in confined geometry. J. Appl. Phys. 1990, 68, 775–784. [Google Scholar] [CrossRef]
- Jin, P.; Xiao, B.; Wang, Q.; Ma, Z.; Liu, Y.; Li, S. Effect of solution temperature on aging behavior and properties of SiCp/Al–Cu–Mg composites. Mater. Sci. Eng. A 2011, 528, 1504–1511. [Google Scholar] [CrossRef]
- Zhou, L.; He, W.; Luo, S.; Long, C.; Wang, C.; Nie, X.; He, G.; Shen, X.; Li, Y. Laser shock peening induced surface nanocrystallization and martensite transformation in austenitic stainless steel. J. Alloy. Compd. 2016, 655, 66–70. [Google Scholar] [CrossRef]
- Lou, S.; Li, Y.; Zhou, L.; Nie, X.; He, G.; He, W. Surface nanocrystallization of metallic alloys with different stacking fault energy induced by laser shock processing. Mater. Des. 2016, 104, 320–326. [Google Scholar] [CrossRef]
- Sun, J.; Trimby, P.; Si, X.; Liao, X.; Tao, N.; Wang, J. Nano twins in ultrafine-grained Ti processed by dynamic plastic deformation. Scr. Mater. 2013, 68, 475–478. [Google Scholar] [CrossRef]
- Wu, X.; Youssef, K.; Koch, C.; Mathaudhu, S.; Kecskes, L.; Zhu, Y. Deformation twinning in a nanocrystalline hcp Mg alloy. Scr. Mater. 2011, 64, 213–216. [Google Scholar] [CrossRef] [Green Version]
- Guo, W.; Sun, R.; Song, B.; Zhu, Y.; Li, F.; Che, Z.; Li, B.; Guo, C.; Liu, L.; Peng, P. Laser shock peening of laser additive manufactured Ti6Al4V titanium alloy. Surf. Coat. Technol. 2018, 349, 503–510. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H. Laser shock processing of aluminium alloys. Appl. High Cycle Fatigue Behav. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar]
- Sun, R.; Li, L.; Zhu, Y.; Zhang, L.; Guo, W.; Peng, P.; Li, B.; Guo, C.; Liu, L.; Che, Z. Dynamic response and residual stress fields of Ti6Al4V alloy under shock wave induced by laser shock peening. Model. Simul. Mater. Sci. Eng. 2017, 25, 065016. [Google Scholar] [CrossRef]
- Hu, Y.; Yao, Z.; Wang, F.; Hu, J. Study on residual stress of laser shock processing based on numerical simulation and orthogonal experimental design. Surf. Eng. 2007, 23, 470–478. [Google Scholar] [CrossRef]
- Balart, M.; Bouzina, A.; Edwards, L.; Fitzpatrick, M. The onset of tensile residual stresses in grinding of hardened steels. Mater. Sci. Eng. A 2004, 367, 132–142. [Google Scholar] [CrossRef]
- Hamdan, A.; Sarhan, A.A.; Hamdi, M. An optimization method of the machining parameters in high-speed machining of stainless steel using coated carbide tool for best surface finish. Int. J. Adv. Manuf. Technol. 2012, 58, 81–91. [Google Scholar] [CrossRef]
- Sun, R.; Keller, S.; Zhu, Y.; Guo, W.; Kashaev, N.; Klusemann, B. Experimental-numerical study of laser-shock-peening-induced retardation of fatigue crack propagation in Ti-17 titanium alloy. Int. J. Fatigue 2021, 145, 106081. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mg | Si | Fe | Zn | O | Al |
|---|---|---|---|---|---|---|---|
| Percentage | 3.2–4.4 | 1.0–1.9 | 0.25 | 0.2 | 0.1 | 0.6 | Bal. |
| Element | Al | Cu | Possible phase |
|---|---|---|---|
| Point 1 | 61.44 | 38.56 | Al3Cu2 |
| Point 2 | 44.75 | 55.25 | AlCu |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, R.; Cao, Z.; Zhang, Y.; Zhang, H.; Yu, Y.; Che, Z.; Wu, J.; Zou, S.; Guo, W. Laser Shock Peening of SiCp/2009Al Composites: Microstructural Evolution, Residual Stress and Fatigue Behavior. Materials 2021, 14, 1082. https://doi.org/10.3390/ma14051082
Sun R, Cao Z, Zhang Y, Zhang H, Yu Y, Che Z, Wu J, Zou S, Guo W. Laser Shock Peening of SiCp/2009Al Composites: Microstructural Evolution, Residual Stress and Fatigue Behavior. Materials. 2021; 14(5):1082. https://doi.org/10.3390/ma14051082
Chicago/Turabian StyleSun, Rujian, Ziwen Cao, Yongxin Zhang, Hepeng Zhang, Yingwei Yu, Zhigang Che, Junfeng Wu, Shikun Zou, and Wei Guo. 2021. "Laser Shock Peening of SiCp/2009Al Composites: Microstructural Evolution, Residual Stress and Fatigue Behavior" Materials 14, no. 5: 1082. https://doi.org/10.3390/ma14051082