
A Novel Application on the Drive Elements of Using Electrical Contact Resistance and Friction Coefficient for Evaluating Induction Heat Treatment


Abstract
:1. Introduction
2. Experimental Apparatus and Procedures
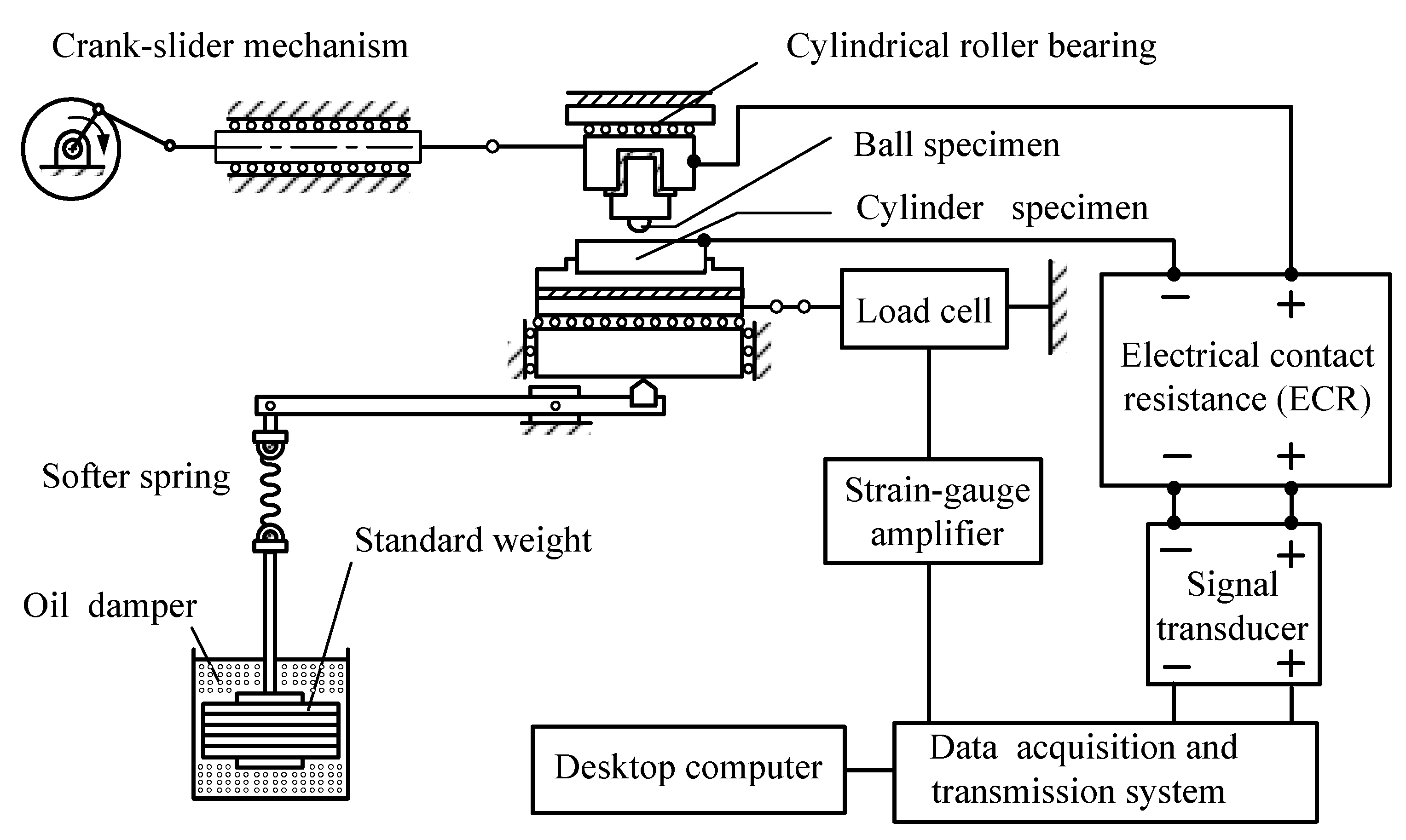
2.1. Experimental Apparatus
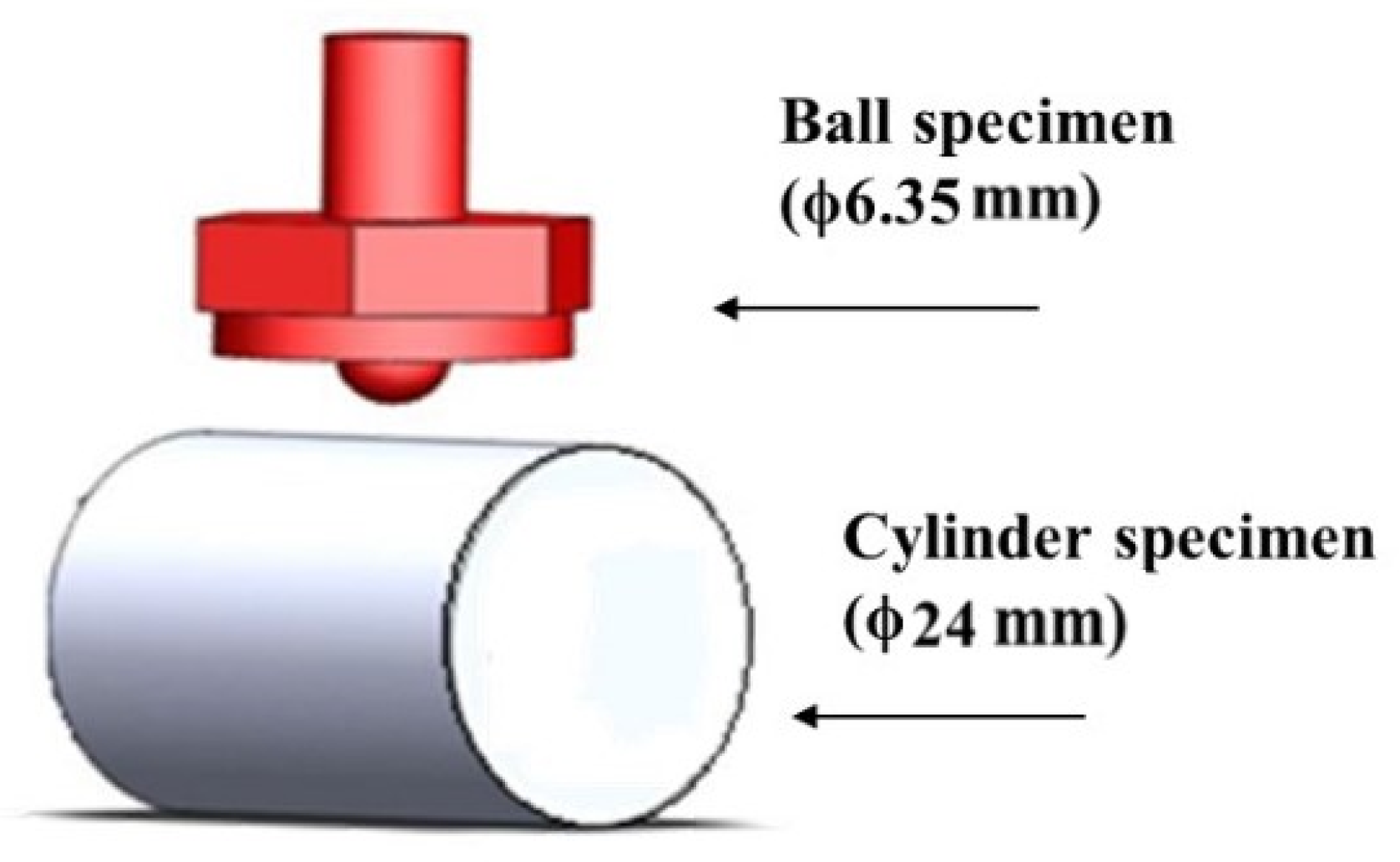
2.2. Experimental Specimens
2.3. Experimental Procedures and Conditions
3. Results and Discussions
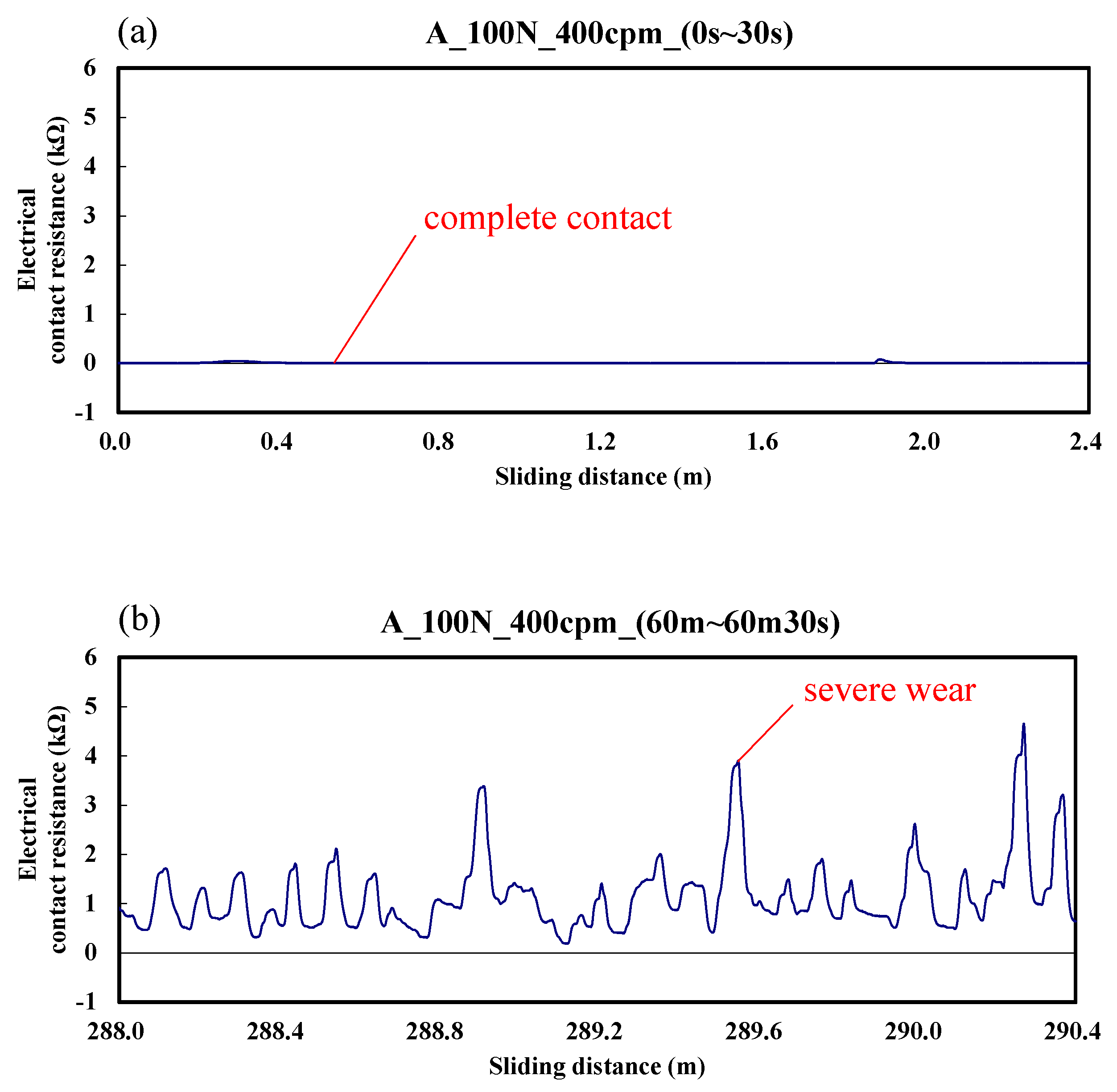
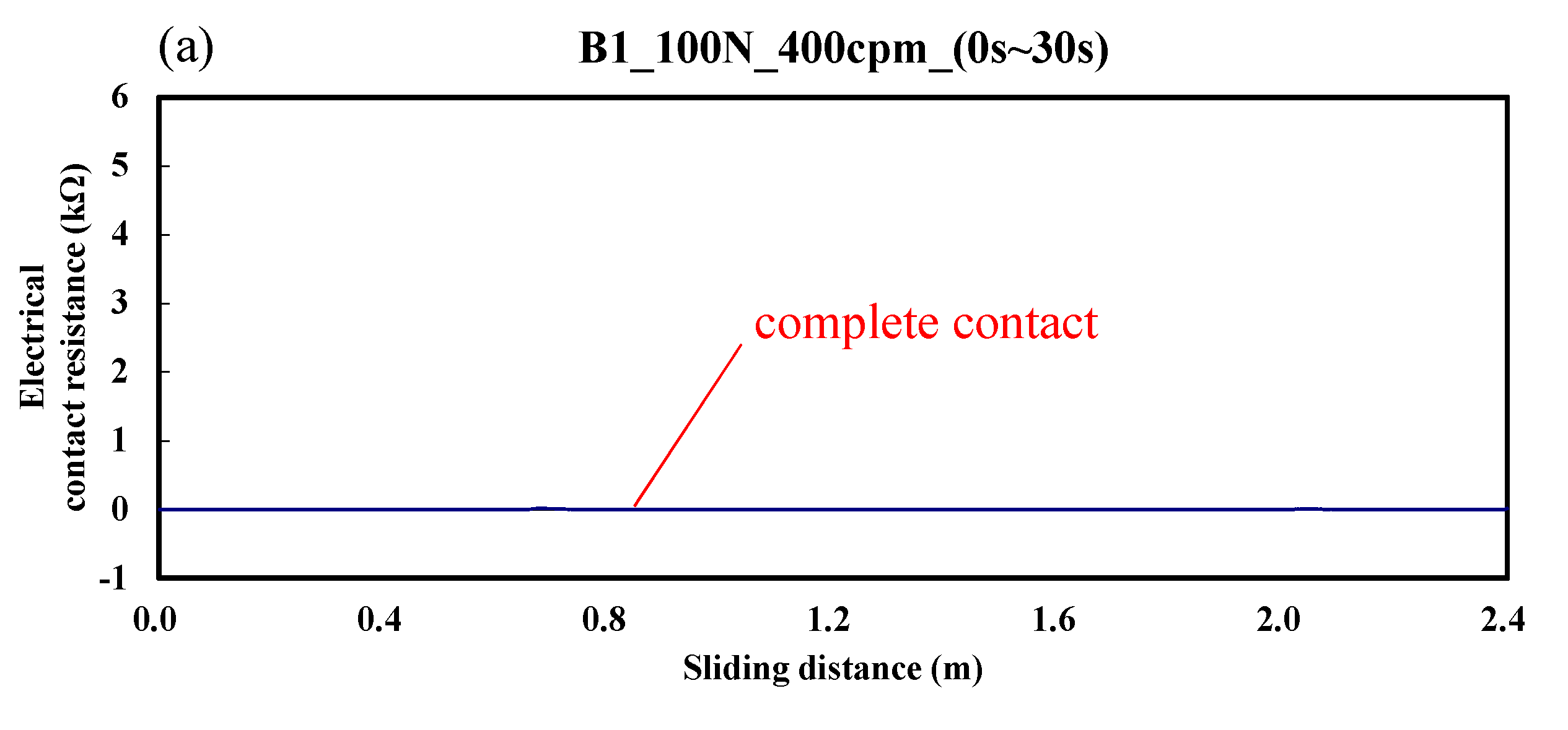
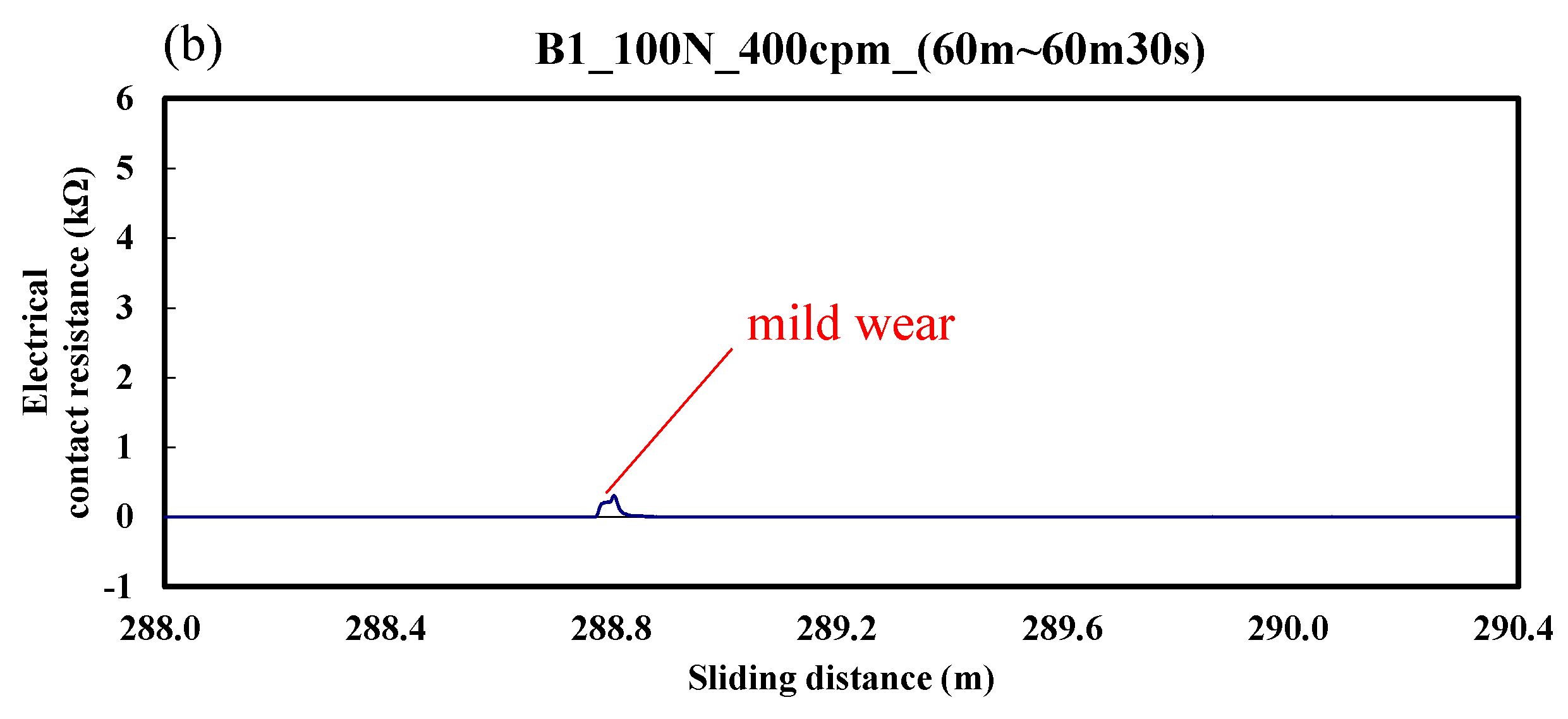
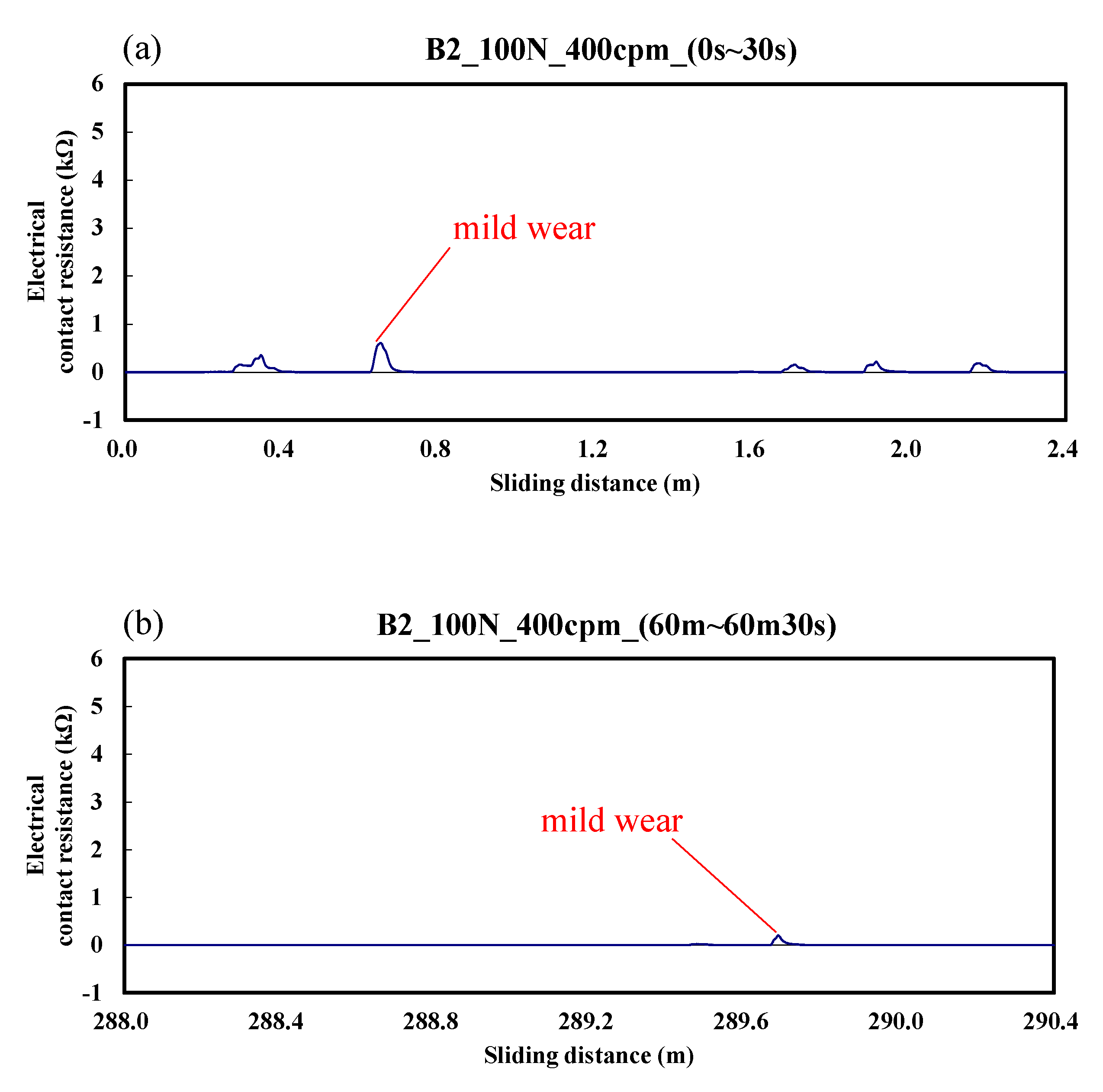
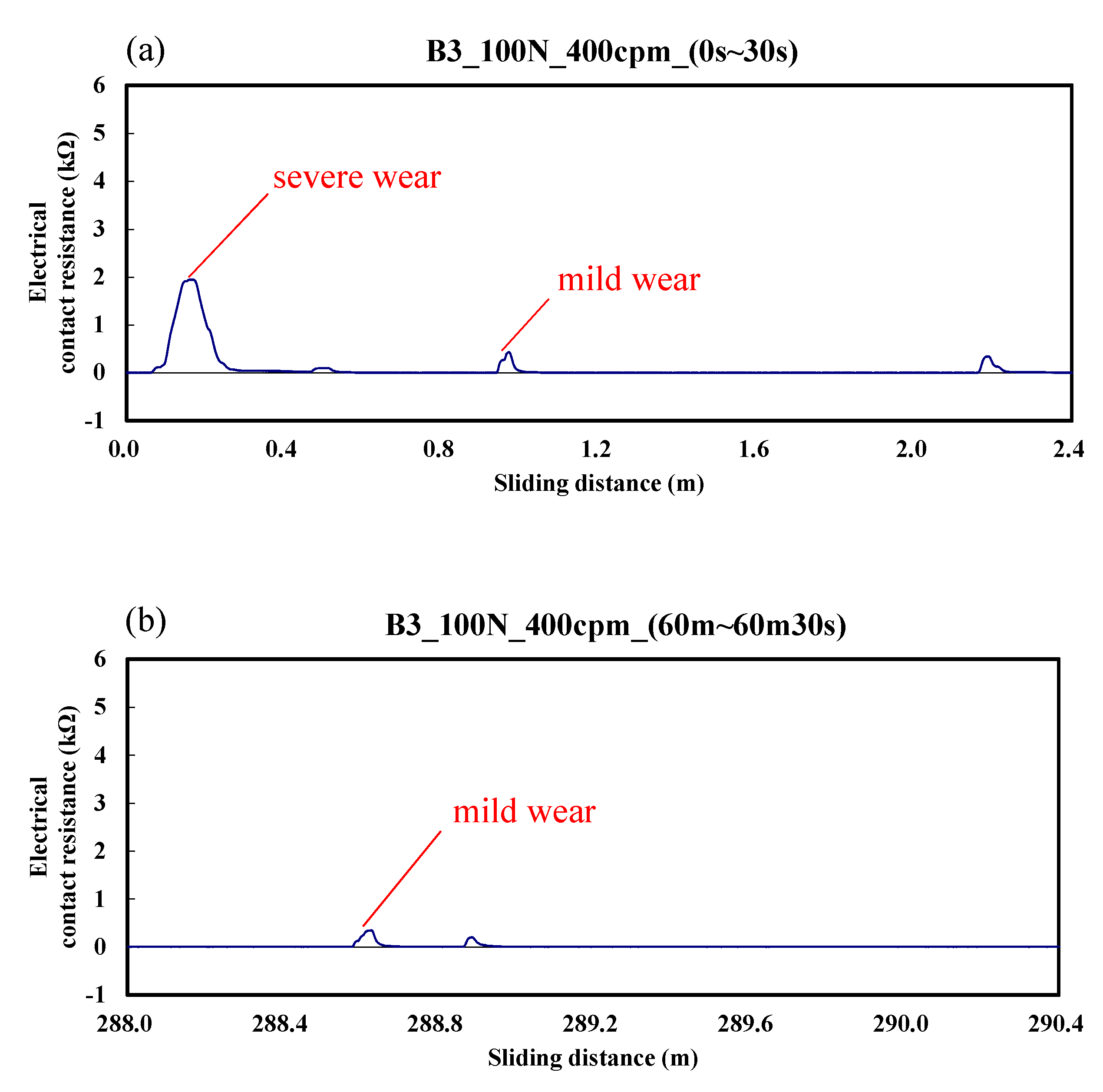
3.1. Dynamic Responses of Electrical Contact Resistance
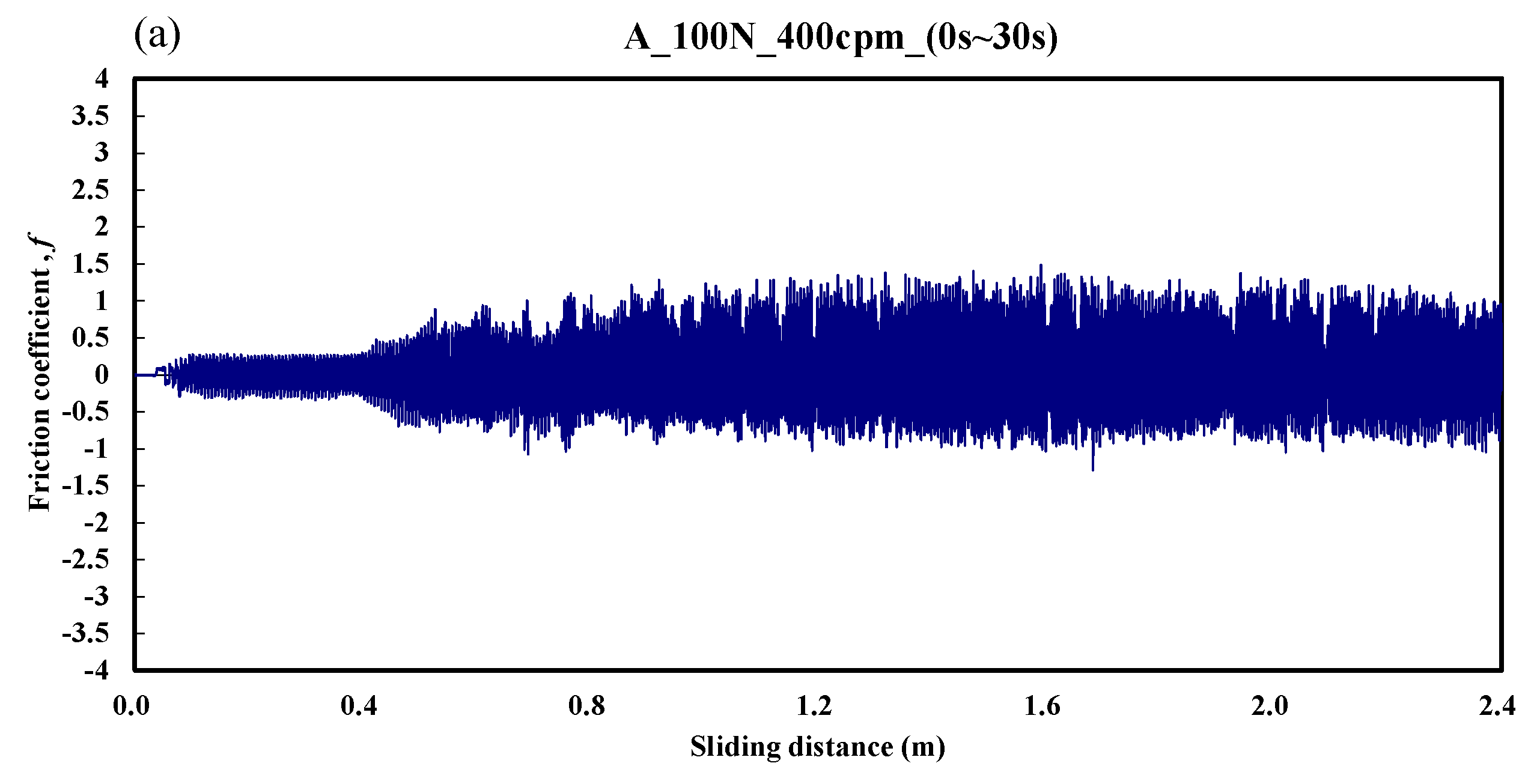
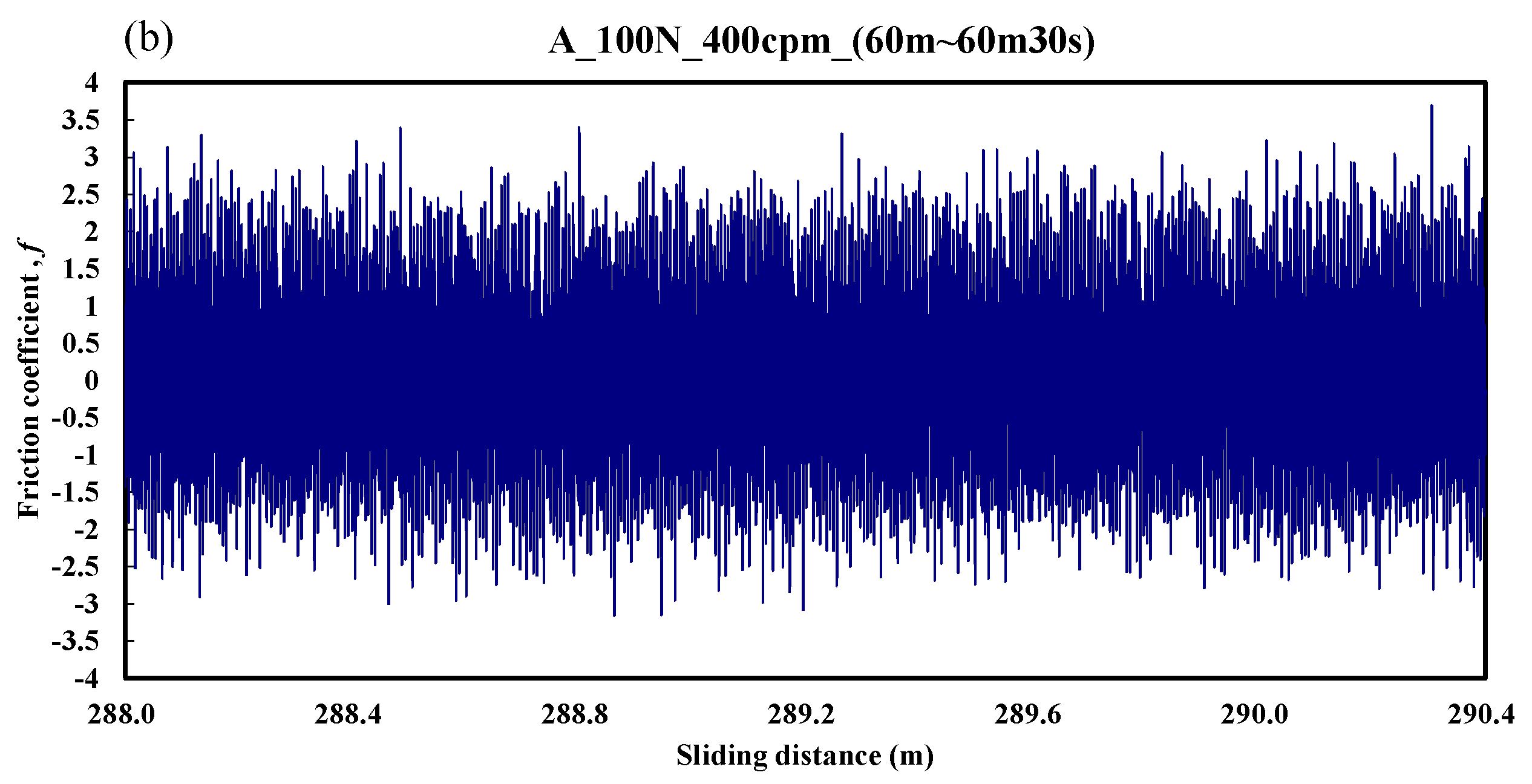
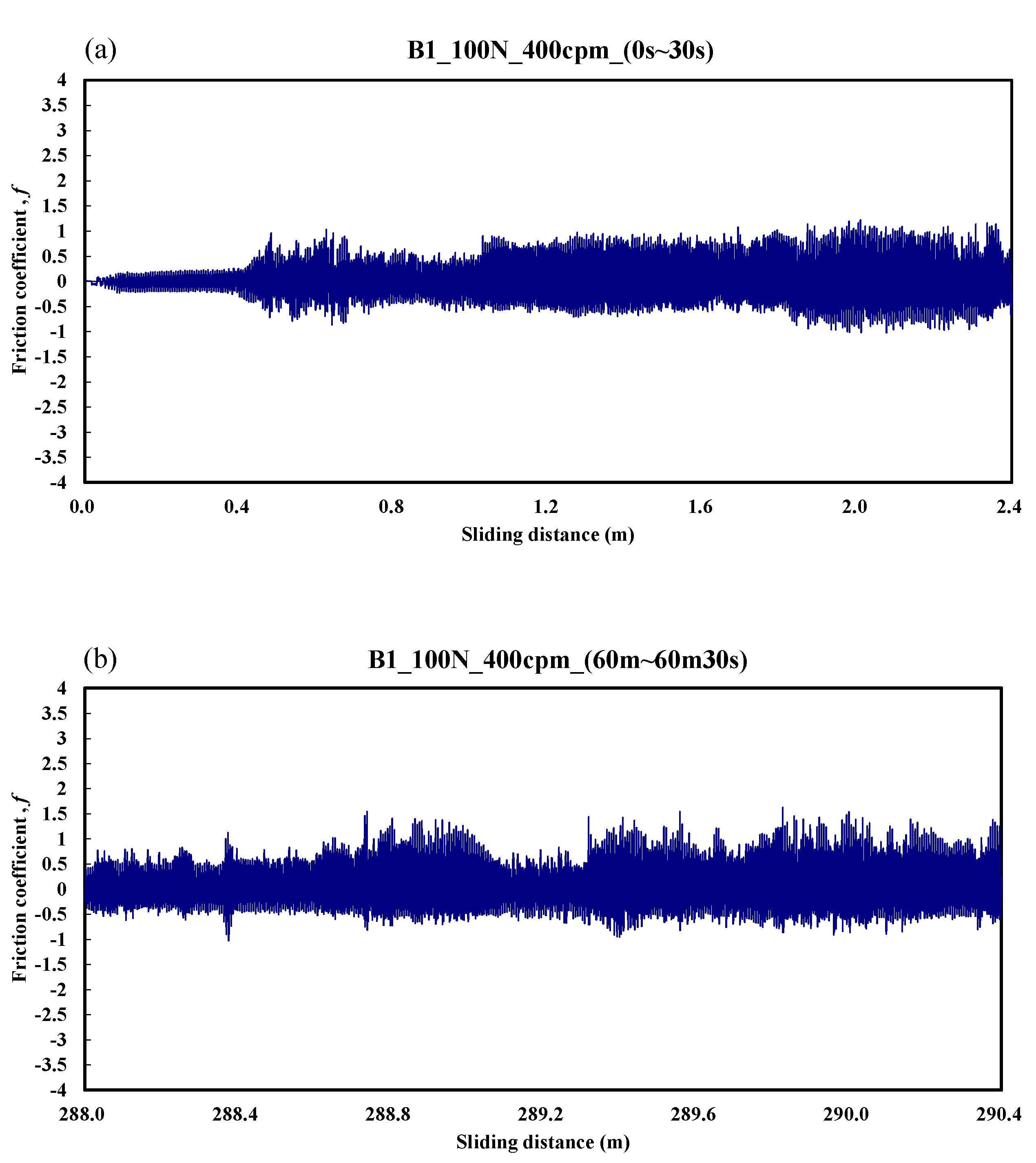
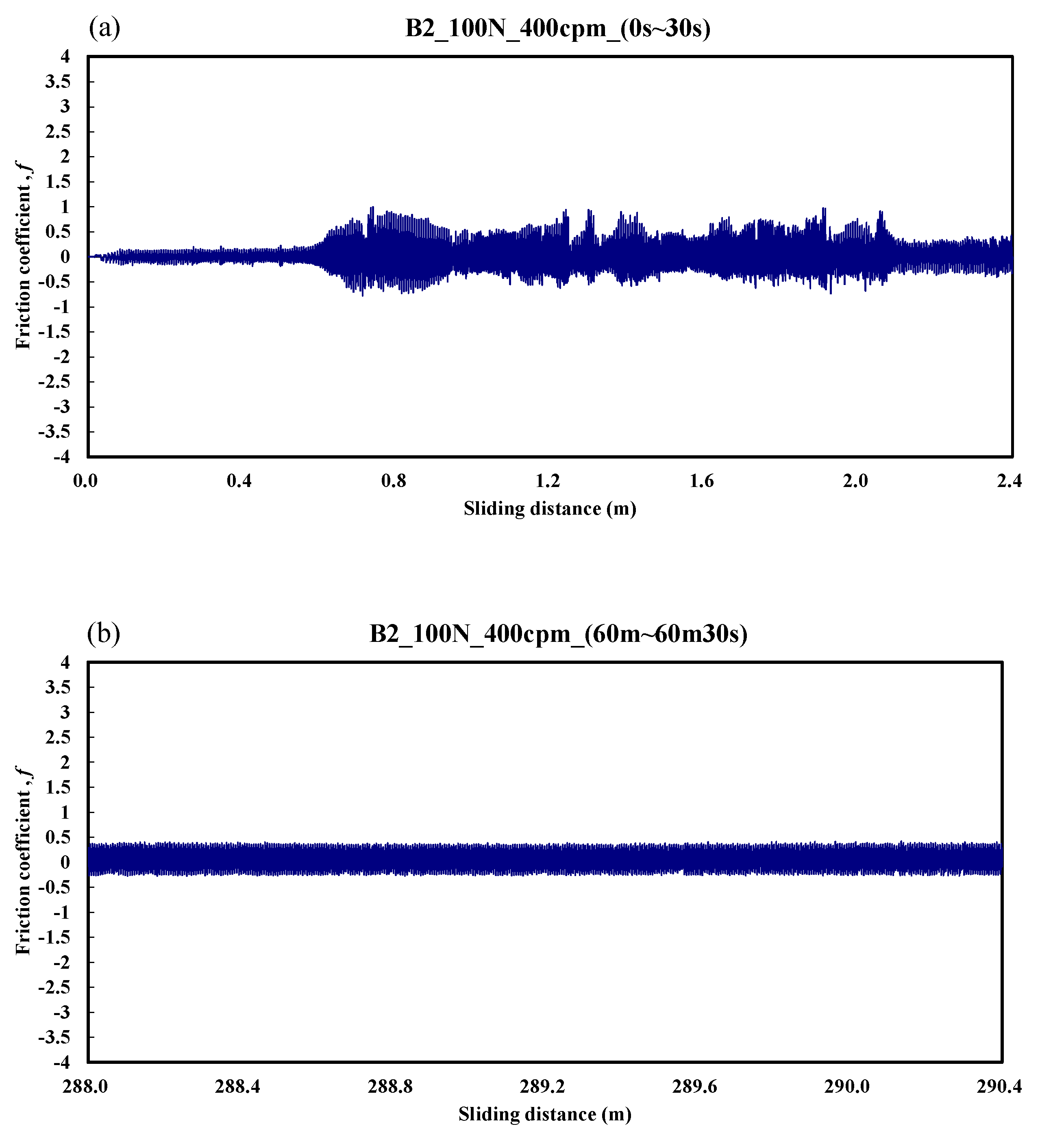
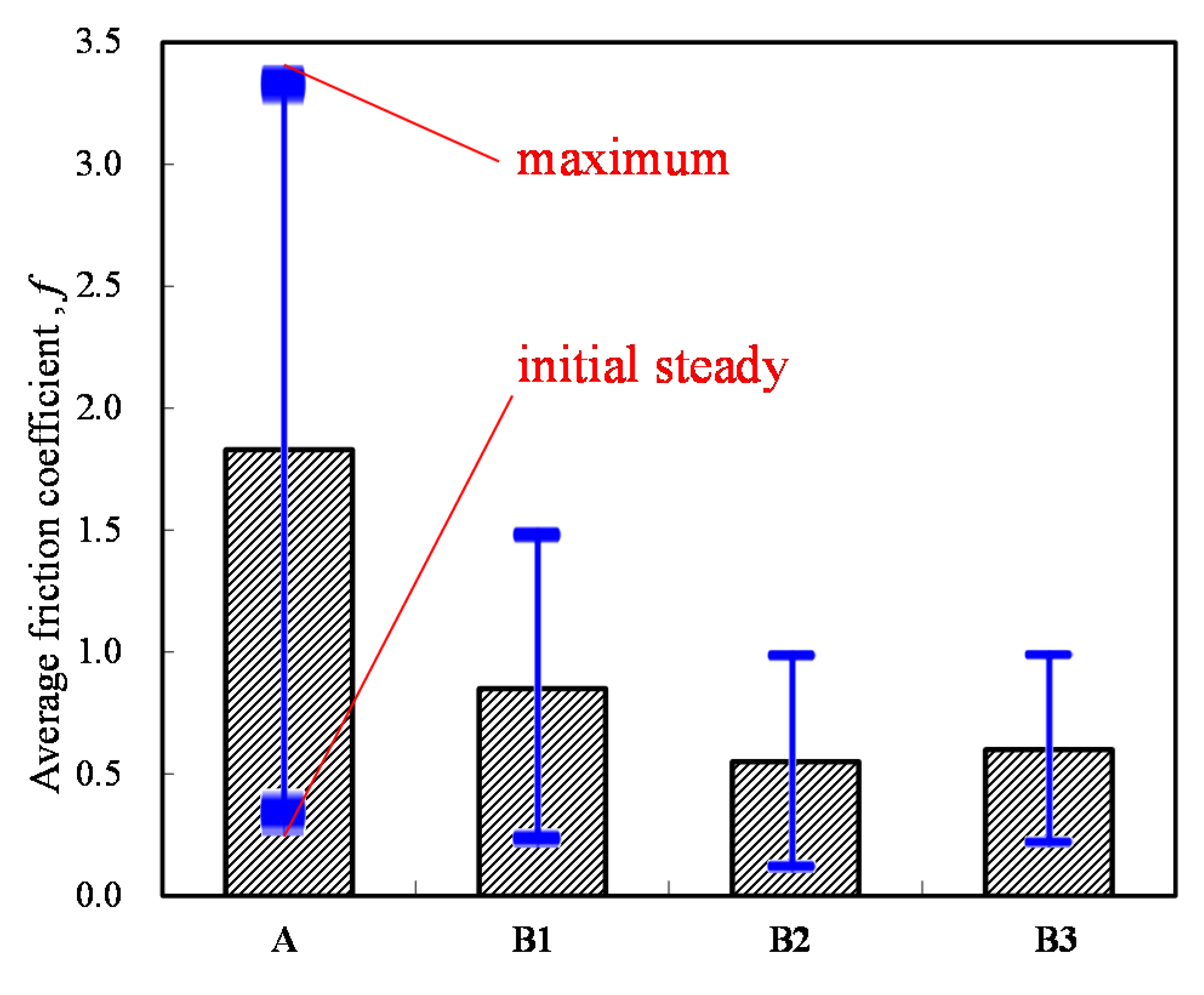
3.2. Dynamic Responses of Friction Coefficient
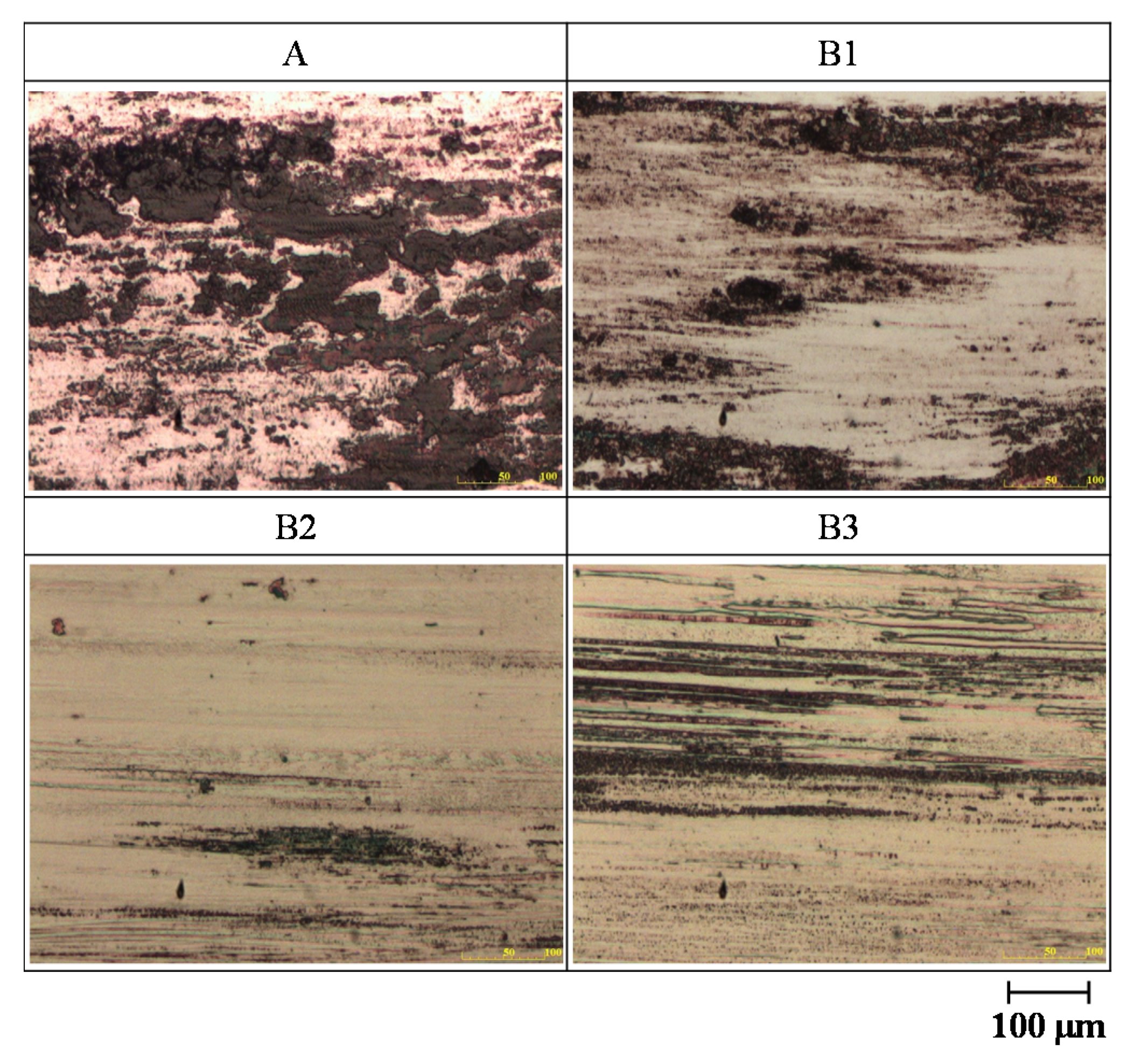
3.3. Optical Microscope Images of the Worn Surface
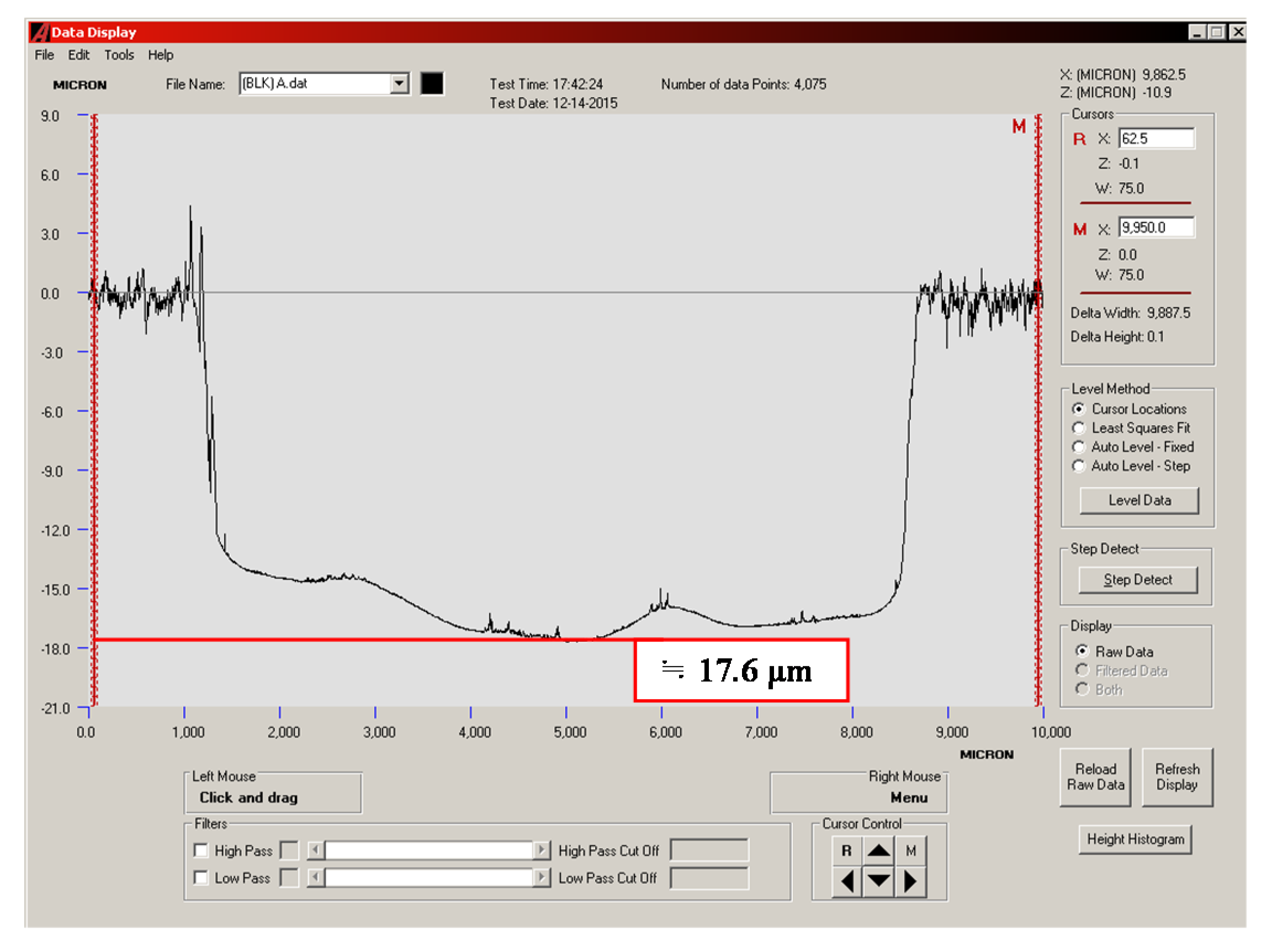
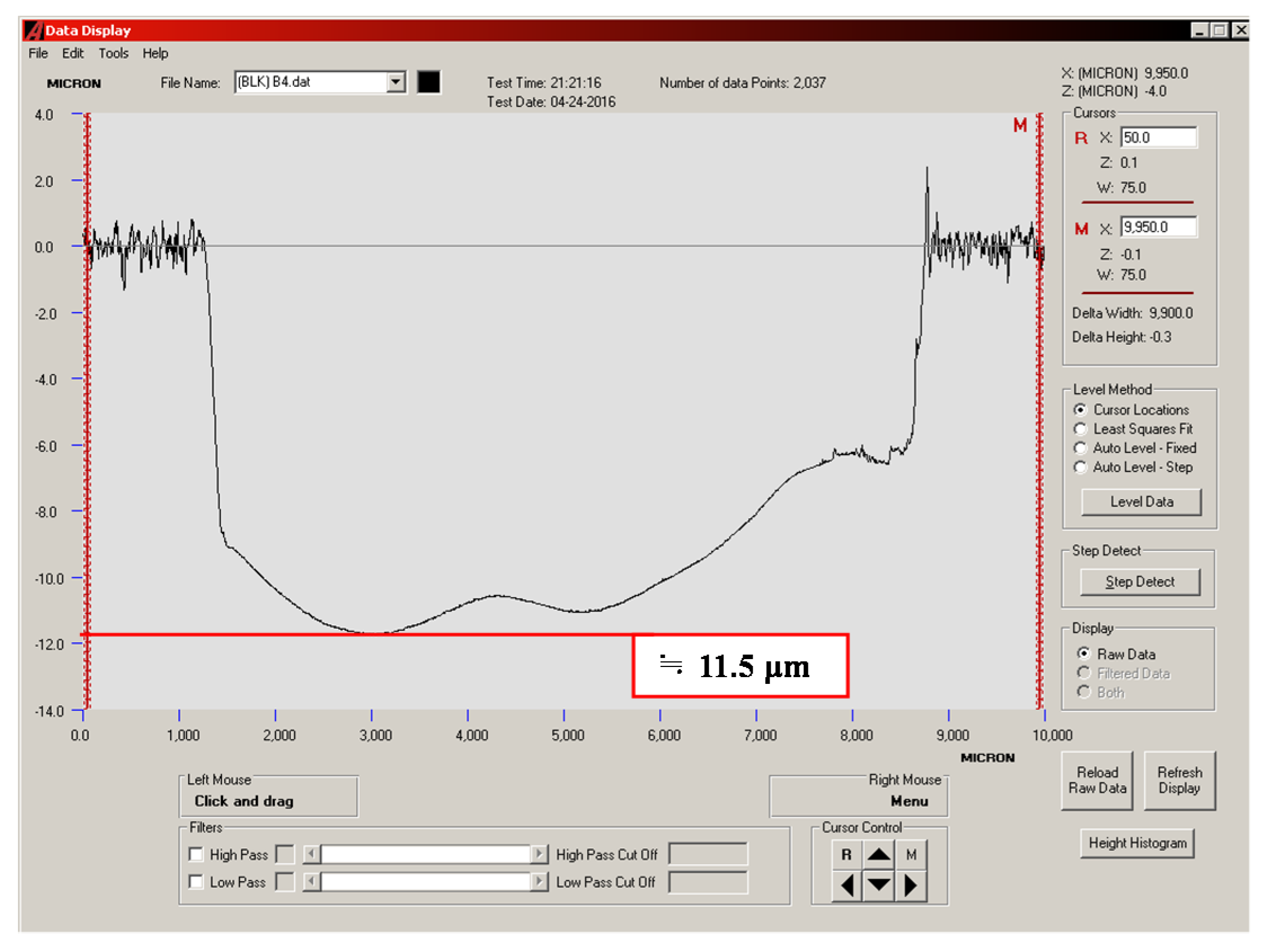
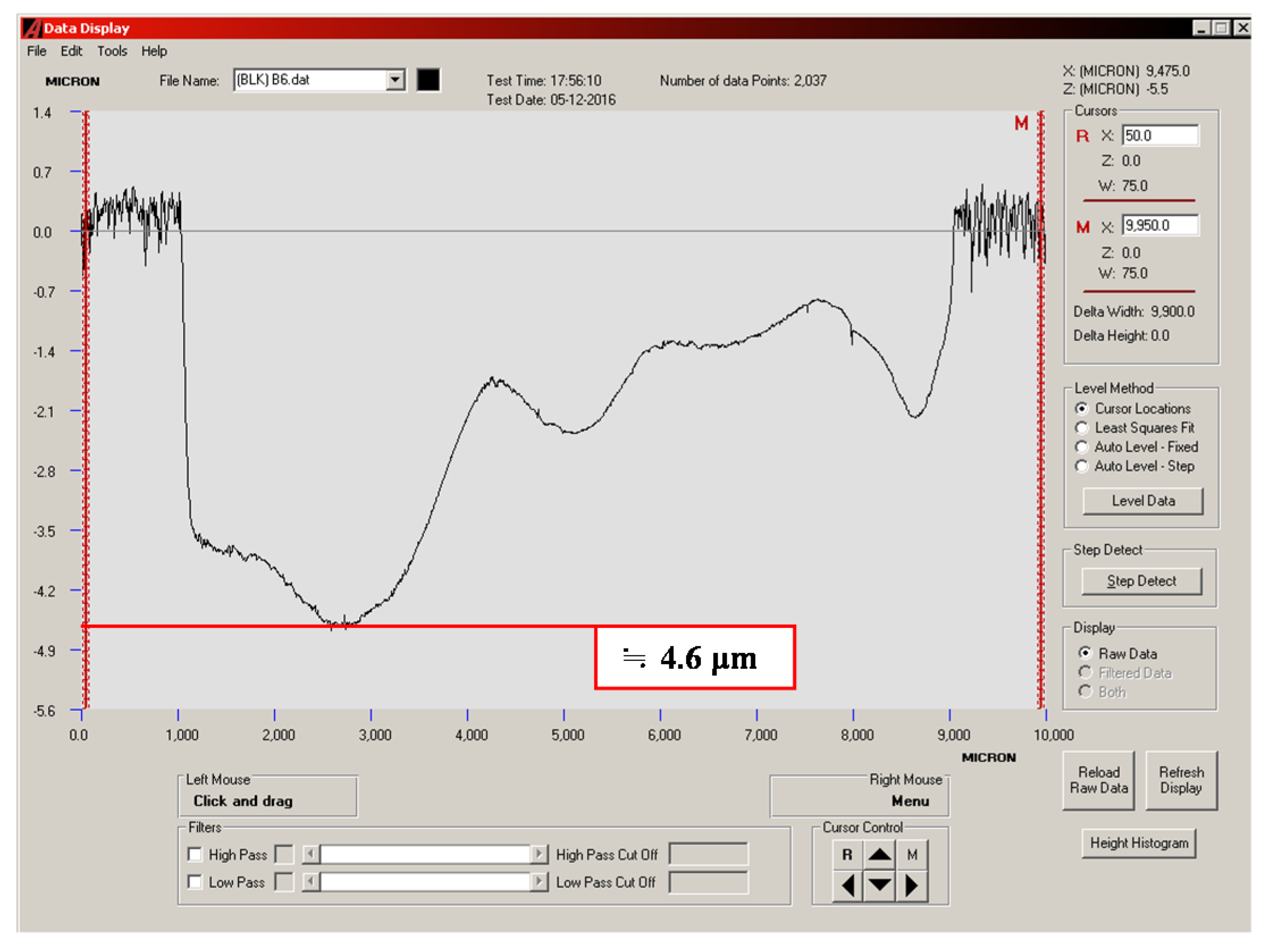
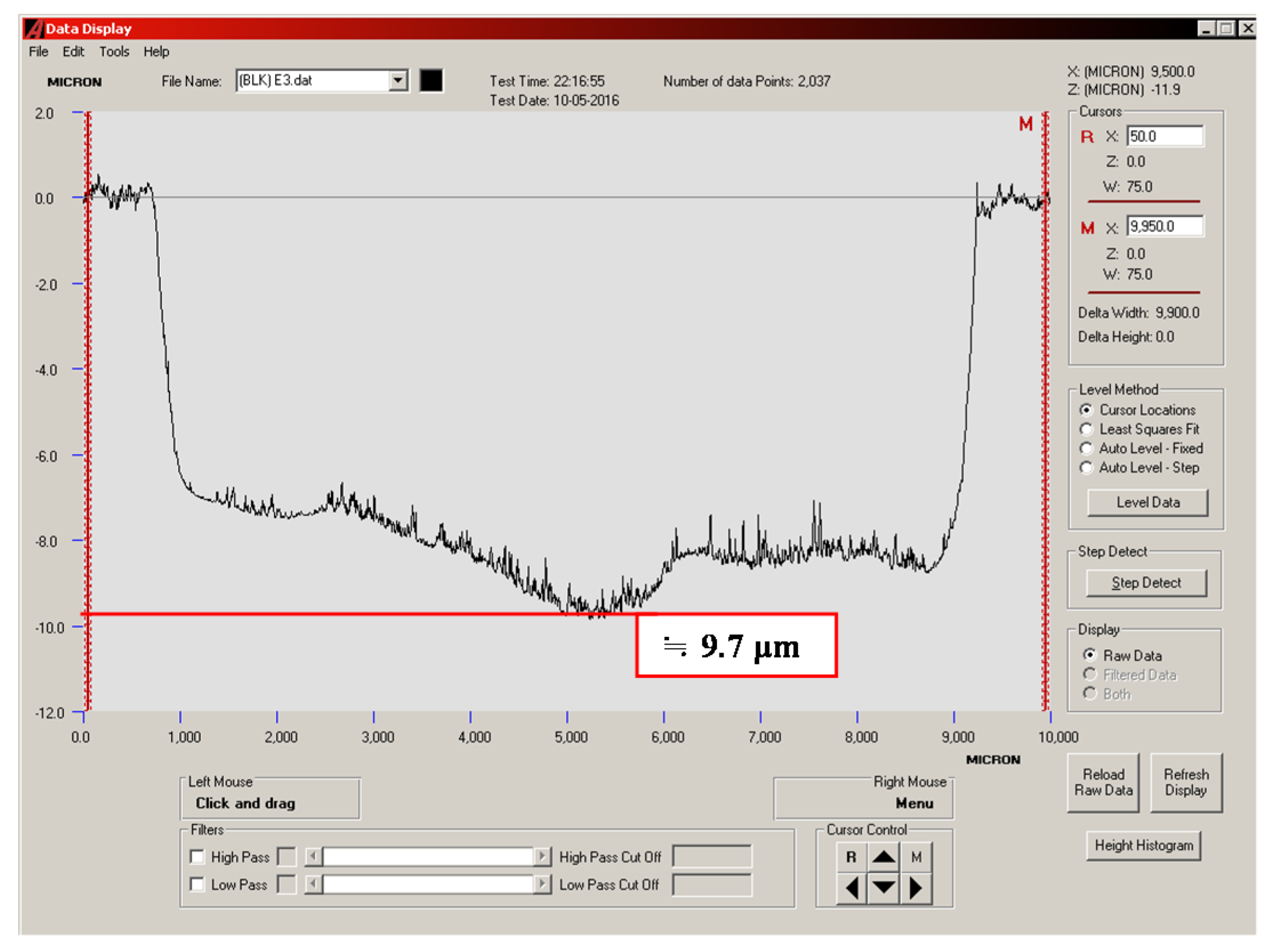
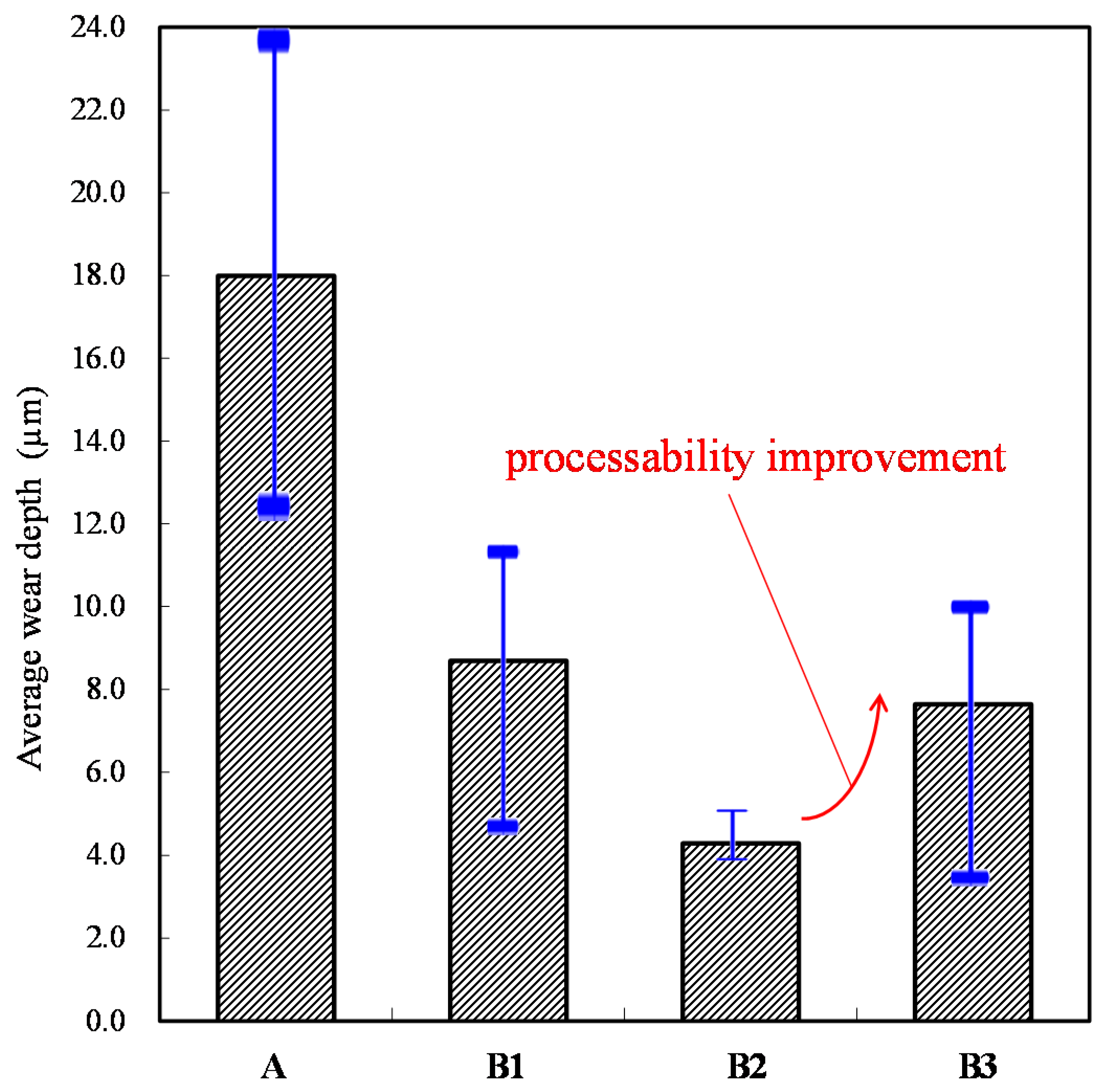
3.4. Quantitative Analysis of Wear Depth
4. Conclusions
- The experimental results of electrical contact resistance, friction coefficient, optical microscope images, and wear depth showed correspondence to each other. These results allowed comprehensive evaluation of tribological performance.
- All of the alloy steels after induction heat treatment showed less abrasion than the low-carbon alloy steel after the traditional carburizing heat treatment. Moreover, better abrasion resistance was obtained by adding cryogenic treatment.
- To protect the tool life in long-term processing, the experimental results prove that the heat treatment process with higher temperature tempering is acceptable.
- The induction high-carbon chromium alloy steel can obtain the dual advantages of antiwear and low friction properties. This not only saves a significant amount of electrical energy, but also simplifies the manufacturing process of the transmission element production line due to the reduced heat treatment time.
- The online induction heat treatment mode after proper material processing can replace the nonproduction line-based traditional carburizing heat treatment mode.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Guodong, J.; Maolin, H. Research on overheat hardening technology for 5CrMnMo steel. Mater. Heat Treatment 2008, 16-0074-02, 1001–3814. [Google Scholar]
- Carlson, M.F.; Narasimha, B.V.; Thomas, G. The effect of austenitizing temperature upon the microstructure and mechanical properties of experimental Fe/Cr/C steel. Metall. Trans. 1979, 10A, 1273–1281. [Google Scholar] [CrossRef] [Green Version]
- Huang, D.H.; Thomas, G. Structure and mechanical properties of tempered martensite and lower bainite in Fe-Ni-Mn-C steels. Metall. Trans. 1971, 2A, 1587–1596. [Google Scholar]
- Liu, H.; Liu, H.; Zhu, C.; Zhou, Y. A Review on Micropitting Studies of Steel Gears. Coatings 2019, 9, 42. [Google Scholar] [CrossRef] [Green Version]
- Oila, A.; Bull, J. Assessment of the factors influencing micropitting in rolling/sliding contacts. Wear 2005, 258, 1510–1524. [Google Scholar] [CrossRef]
- Brandão, J.; Martins, R.; Seabra, J.; Castro, M. An approach to the simulation of concurrent gear micropitting and mild wear. Wear 2015, 324–325, 64–73. [Google Scholar] [CrossRef]
- Terrin, A.; Dengo, C.; Meneghetti, G. Experimental analysis of contact fatigue damage in case hardened gears for off-highway axles. Eng. Fail. Anal. 2017, 76, 10–26. [Google Scholar] [CrossRef]
- Kwon, H.; Cha, J.C.; Kim, C.H. The effect of grain size on fracture behavior in tempered martensite embrittlement for AISI 4340 steel. Mater. Sci. Eng. 1988, 100, 121–128. [Google Scholar] [CrossRef]
- Tomita, Y. Improved fracture toughness of ultrahigh strength steel through control of non-metallic inclusions. J. Mater. Sci. 1993, 28, 853–859. [Google Scholar] [CrossRef]
- Nasreldin, A.M.; Ghoneim, M.M.; Hammad, F.H.; Klueh, R.L.; Nanstad, R.K. Effect of Tempering on the Toughness of a Cr-Mo Bainitic Steel. J. Mater. Eng. Perform. 1993, 2, 413–420. [Google Scholar]
- Clayton, P.; Devanathan, R. Rolling/sliding wear behavior of a chromium-molybdnum rail steel in pearllitic and bainitic conductions. Wear 1992, 156, 121–131. [Google Scholar] [CrossRef]
- Makino, T.; Kato, T.; Hirakawa, K. The effect of slip ratio on the rolling contact fatigue property of railway wheel steel. Int. J. Fatigue 2012, 156, 68–79. [Google Scholar]
- Masuko, M.; Shibatsuji, M.; Yokomizo, M.; Aoki, S.; Suzuki, A. On the effort to discriminate the principal function of tribofilm on friction under the boundary lubrication condition. Tribol. Int. 2011, 44-6, 702–710. [Google Scholar] [CrossRef]
- Marui, E.; Endo, H. Significance of contact resistance in boundary lubrication. Wear 1992, 156, 49–55. [Google Scholar] [CrossRef]
- Yang, T.S. Investigation of the strain distribution with lubrication during the deep drawing process. Tribol. Int. 2010, 43, 1104–1112. [Google Scholar]
- Zhang, Z.Z.; Xue, Q.J.; Liu, W.M.; Shen, W.C. Friction and wear properties of metal powder filled PTFE composites under oil-lubricated conditions. Wear 1997, 210, 151–156. [Google Scholar] [CrossRef]
- Thelning, K.E. Steel and its Heat Treatment: Bofors Handbook; Butterworth-Heinemann: Oxford, UK, 1975; Volume 246. [Google Scholar]
- Chai, M.F.; Laird, C. Mechanisms of cyclic softening and cyclic creep in low carbon steel. Mater. Sci. Eng. 1987, 93, 159–174. [Google Scholar] [CrossRef]
- Chang, Y.P.; Horng, J.H.; Yur, J.P.; Chu, L.M.; Hwang, Y.C. The surface magnetization approach on assessing the tribological properties of iron sliding against iron coated with pure tin and with a tin composite. Proc. IMechE Part J. Eng. Tribol. 2011, 225, 1199–1208. [Google Scholar] [CrossRef]
- Chang, Y.P.; Wang, J.C.; Horng, J.H.; Chu, L.M.; Hwang, Y.C. Effects of nitride on the tribological properties of the low carbon alloy steel. Adv. Mater. Sci. Eng. 2013, 367543. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.P.; Wang, G.; Horng, J.H.; Chu, L.M.; Hwang, Y.C. Effects of deep cryogenic treatment on wear mechanisms and microthermal expansion for the material of drive elements. Adv. Mater. Sci. Eng. 2013, 945657. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.P.; Huang, Z.W.; Chou, H.M. Effects of doping elements on the friction and wear of SUJ2 steel sliding against aluminum alloys. Micromachines 2017, 8, 96. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | Cr | Fe |
|---|---|---|---|---|---|
| 0.17–0.23 | 0.15–0.35 | 0.55–0.95 | ≤0.25 | 0.85–1.25 | Remaining |
| C | Si | Mn | Cr | Mo | Fe |
|---|---|---|---|---|---|
| 0.95–1.10 | 0.15–0.35 | ≤0.50 | 1.30–1.60 | ≤0.08 | Remaining |
| Material | The Heat Treatment Process | Time of Carburizing or Induction | |
|---|---|---|---|
| A | Low-carbon alloy steel | Original material→Carburization→Quenching→Tempering | 12 h |
| B1 | High-carbon chromium alloy steel | Medium temperature quenching→ Tempering→Induction (General power) | 20 s |
| B2 | High-carbon chromium alloy steel | Medium temperature quenching→Tempering→Induction (General power + Cryogenic treatment) | 20 s |
| B3 | High-carbon chromium alloy steel | Medium temperature quenching→Higher temperature tempering→Induction (General power) | 20 s |
| Ball specimen | The high-carbon chromium alloy steel (ϕ6.35 mm) |
| Cylinder specimen | The low-carbon alloy steel; the high-carbon chromium alloy steel |
| Normal load | 100 N |
| Reciprocating speed | 400 cpm |
| Stroke | 6 mm |
| Friction test time | 60 min 30 s |
| Lubrication condition | Grease |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, Y.-P.; Wang, H.-Y.; Chou, H.-M. A Novel Application on the Drive Elements of Using Electrical Contact Resistance and Friction Coefficient for Evaluating Induction Heat Treatment. Materials 2021, 14, 865. https://doi.org/10.3390/ma14040865
Chang Y-P, Wang H-Y, Chou H-M. A Novel Application on the Drive Elements of Using Electrical Contact Resistance and Friction Coefficient for Evaluating Induction Heat Treatment. Materials. 2021; 14(4):865. https://doi.org/10.3390/ma14040865
Chicago/Turabian StyleChang, Yuh-Ping, Hsiang-Yu Wang, and Huann-Ming Chou. 2021. "A Novel Application on the Drive Elements of Using Electrical Contact Resistance and Friction Coefficient for Evaluating Induction Heat Treatment" Materials 14, no. 4: 865. https://doi.org/10.3390/ma14040865