Effect of Cold and Warm Rolling on the Particle Distribution and Tensile Properties of Heterogeneous Structured AlN/Al Nanocomposites


Abstract
:1. Introduction
2. Materials and Methods
3. Results
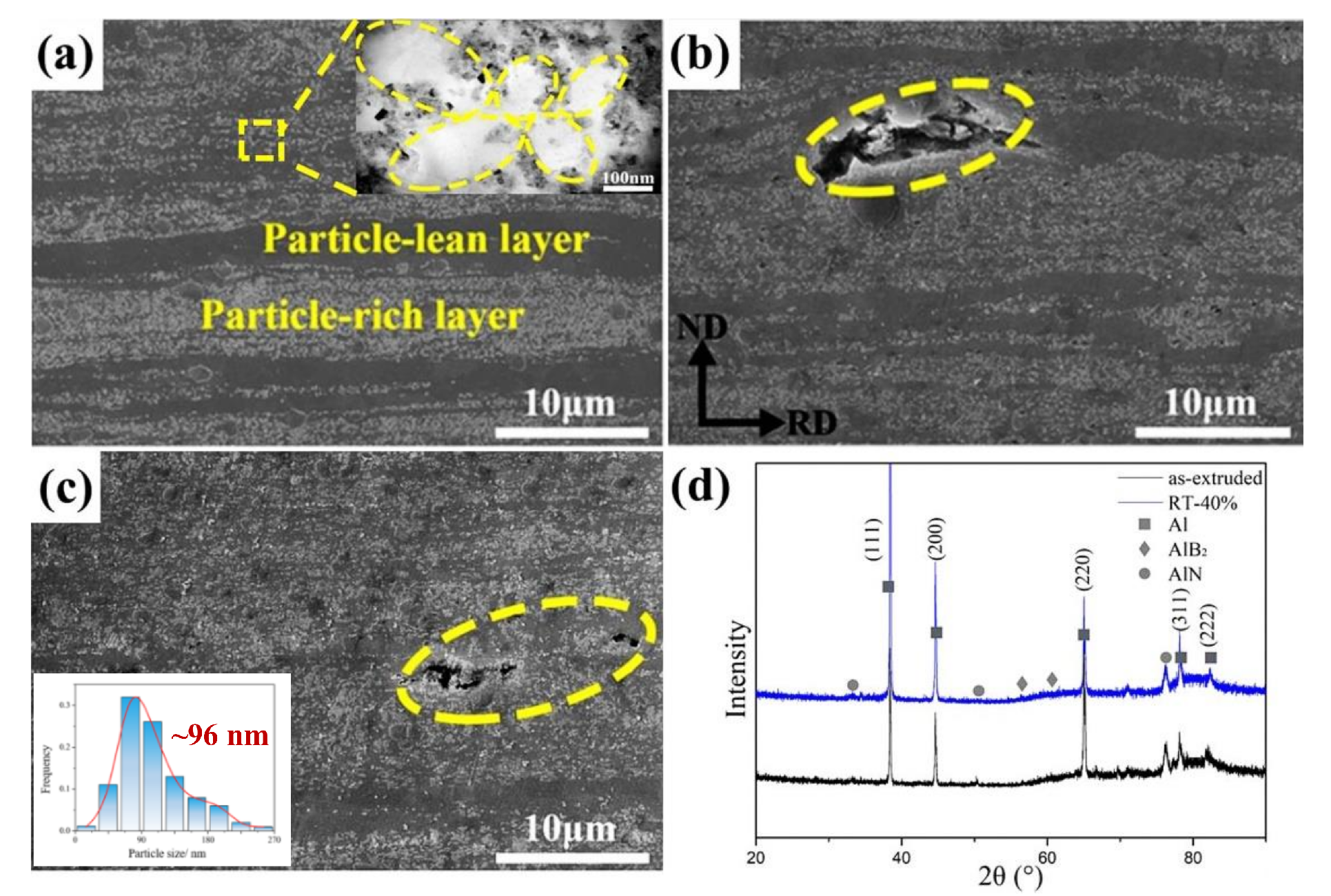
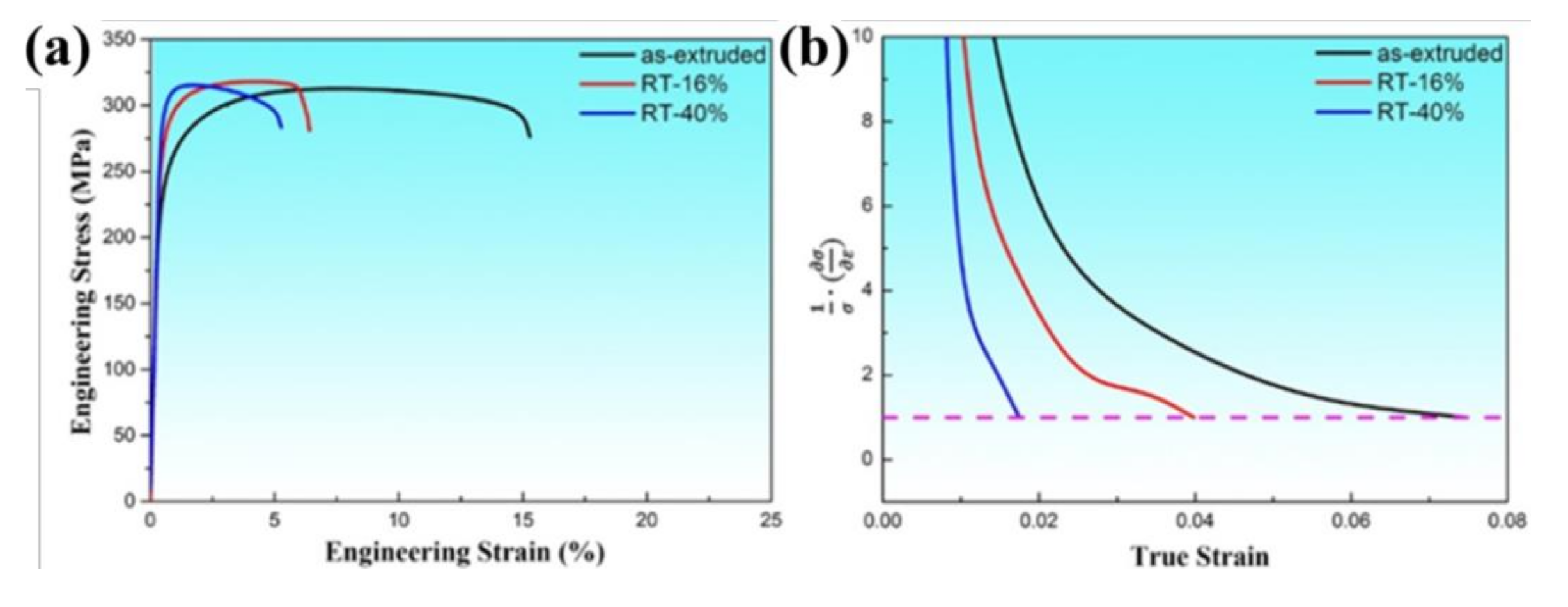
3.1. Microstructure and Tensile Properties of AlN/Al Composites at RT Rolling
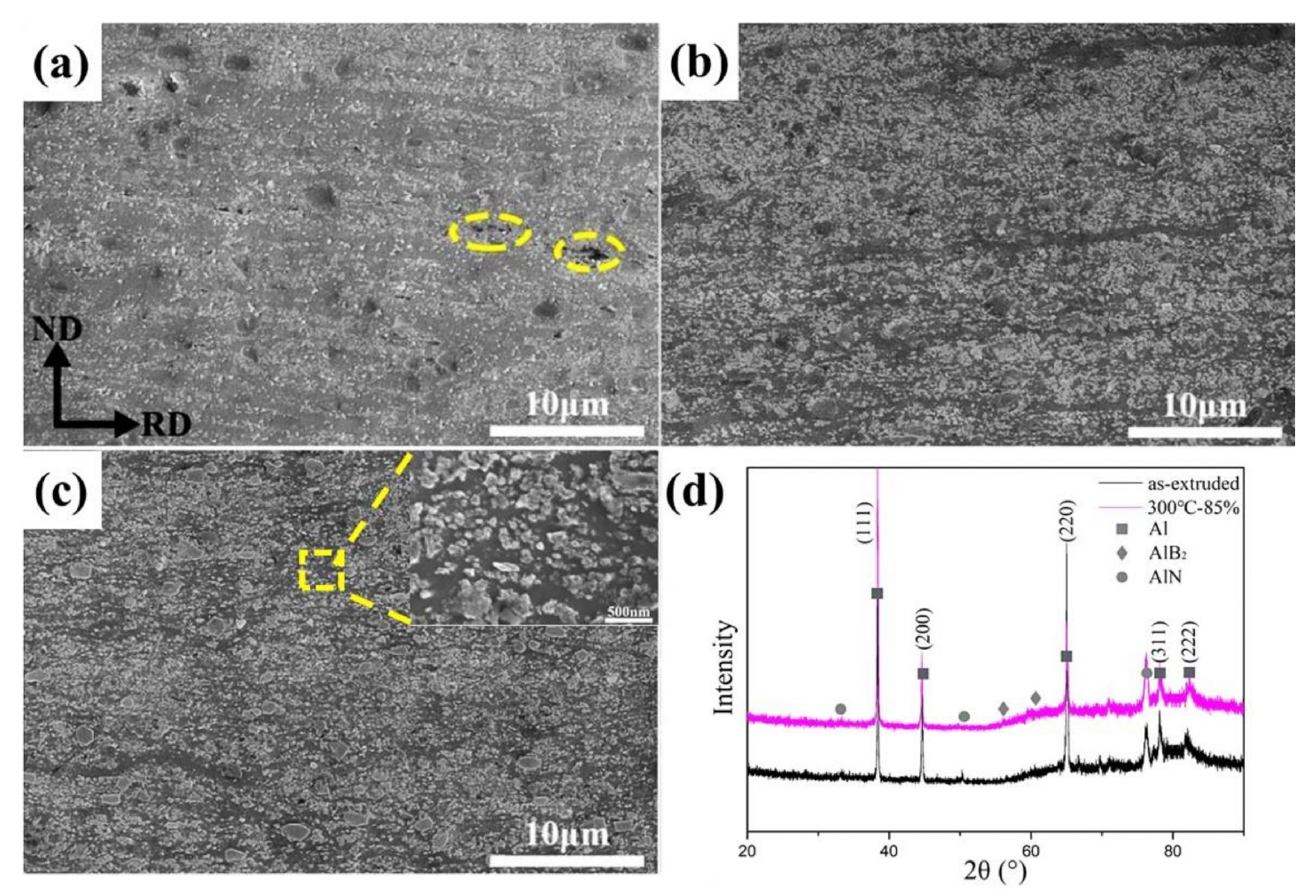
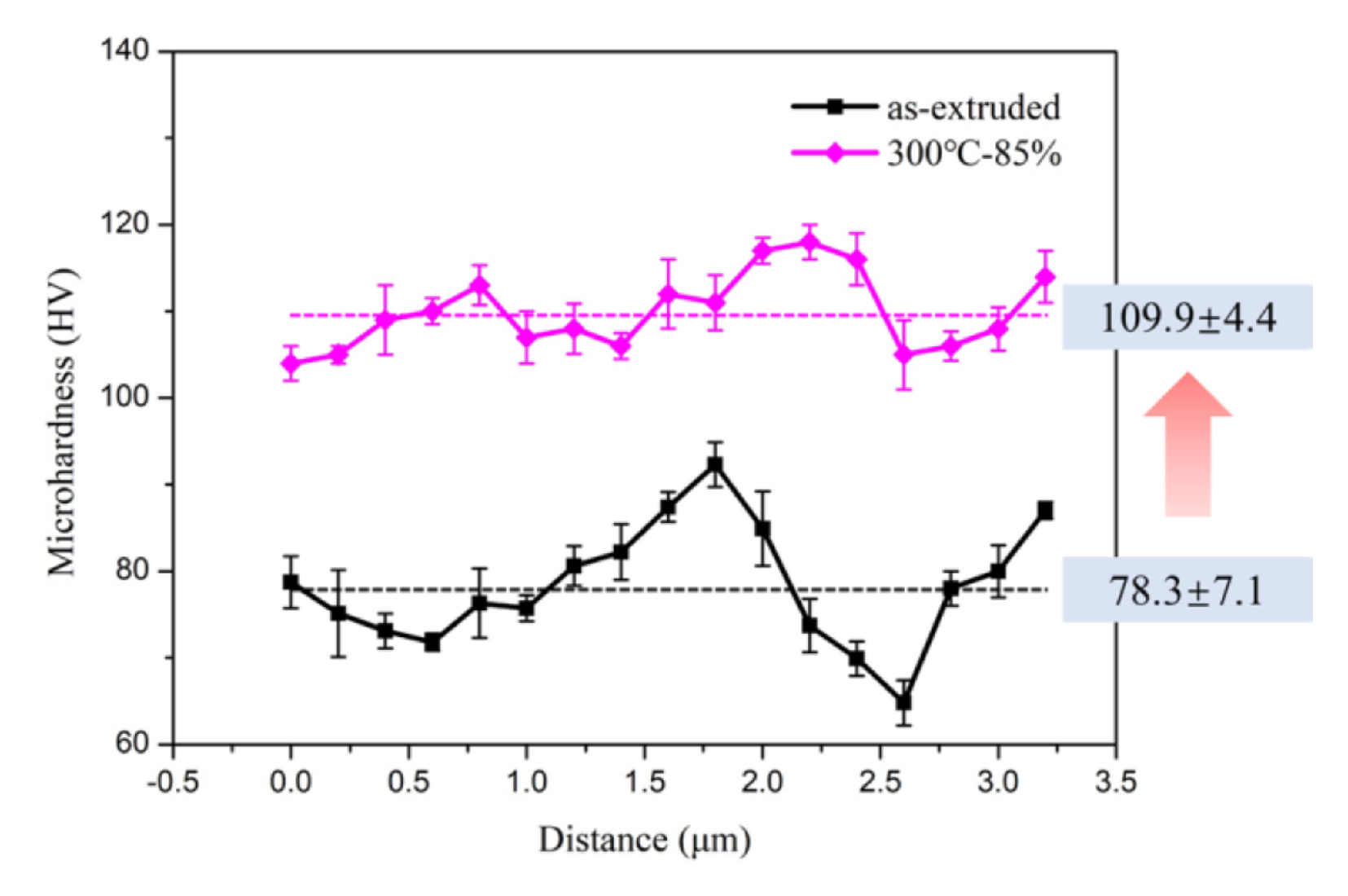
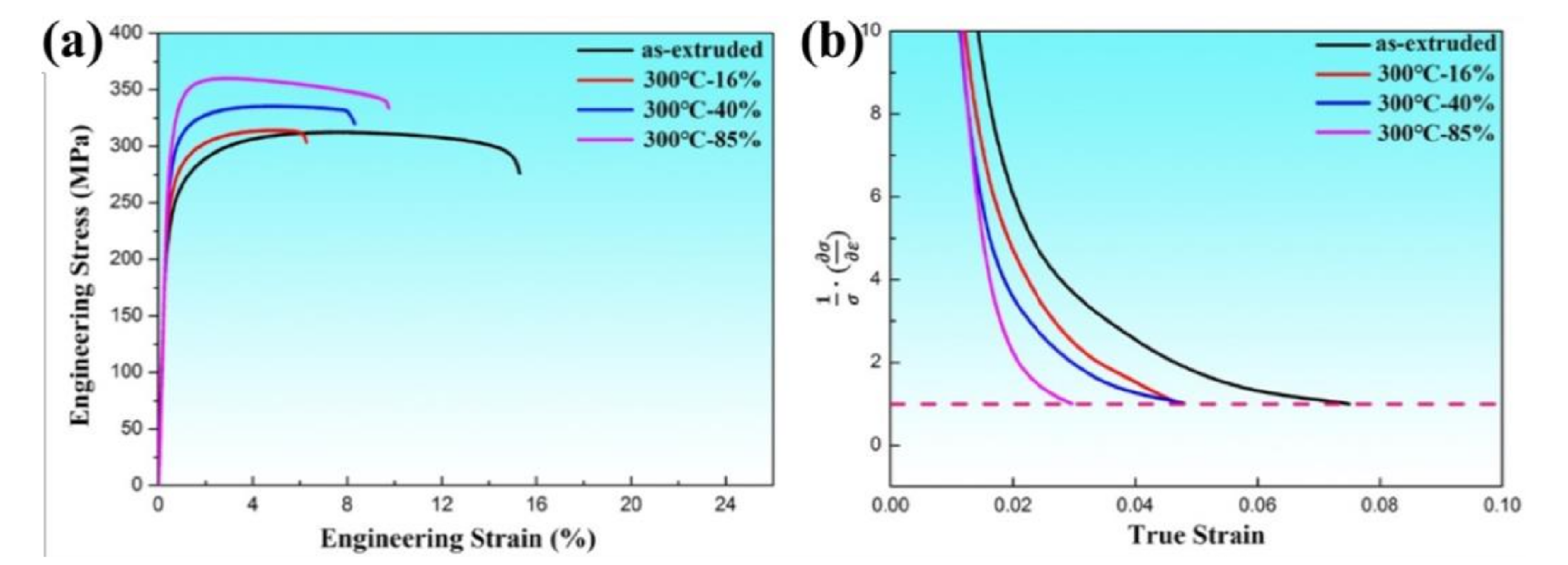
3.2. Microstructure and Tensile Properties of AlN/Al Composites after 300 °C Rolling
4. Discussion
5. Conclusions
- The AlN/Al nanocomposite with heterogeneous distributed AlN was successfully prepared by a liquid-solid reaction method combined with extrusion. The effect of rolling deformation at RT and 300 °C on the particle distribution and tensile property response were studied in detail. It shows that the RT rolling deformation can effectively increase the yield strength of composites; however, the elongation drops significantly owing to the reduced strain hardening rates and the formed micron cracks.
- The mechanical properties of network AlN/Al composites are significantly improved via warm rolling at 300 °C. The YS and UTS of the nanocomposites increase from 238 MPa, 312 MPa to 312 MPa, 360 MPa after 85% rolling reduction. It is supposed that the increased strengthening from grain boundary strengthening of the UFG aluminum matrix accounts for the strength enhancement.
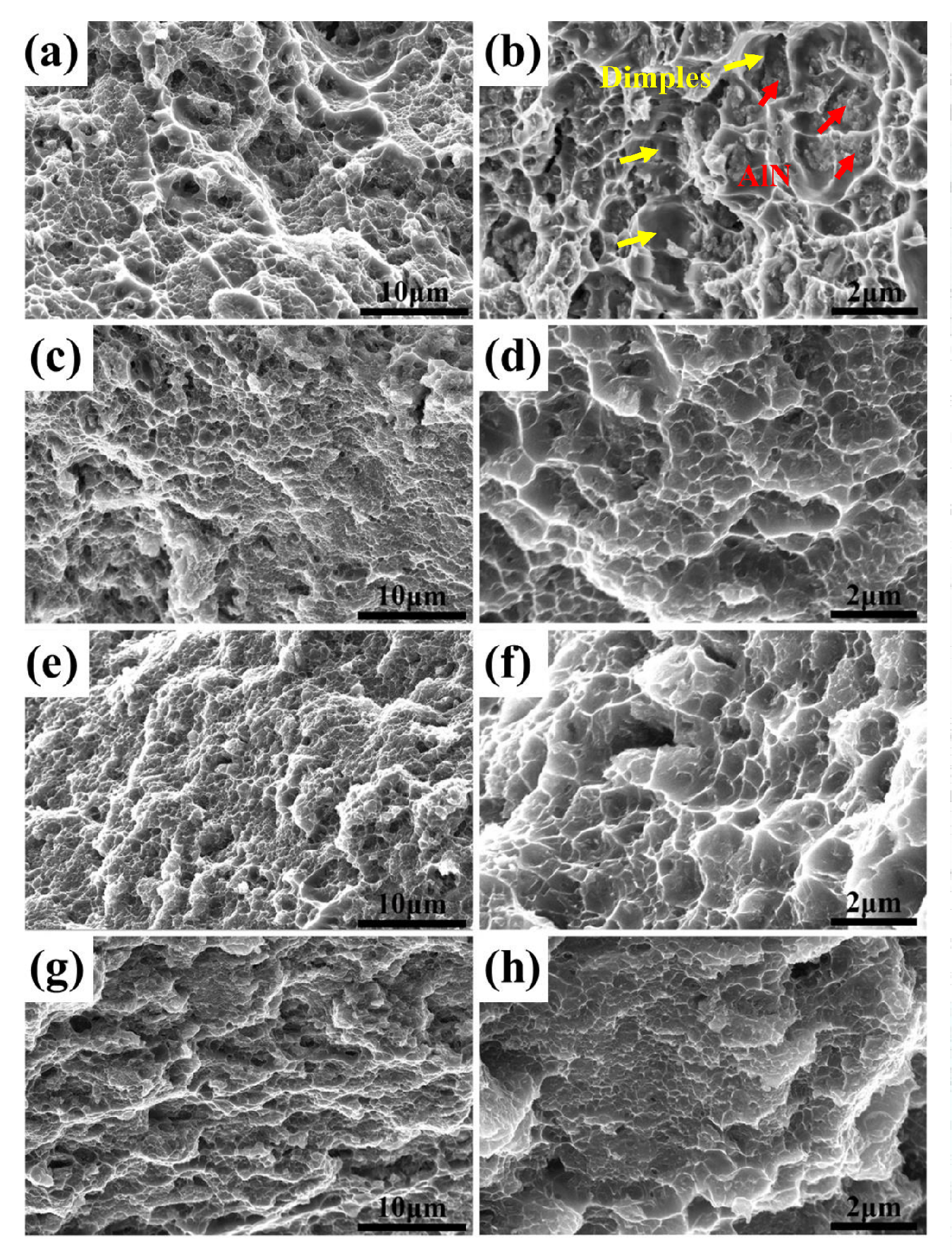
- The heterogeneous network architecture of AlN particles is gradually changed during the rolling deformation, and the more homogeneous AlN distribution is obtained with increasing strain. The strength and ductility are simultaneously increased during the warm rolling and a good combination of tensile strength (360 MPa) and ductility (9.8%) is obtained for a pure aluminum matrix based composites. The more homogenous distribution of AlN particles can reduce the stress concentration and is the main reason for the increased elongation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, Z.; Qu, R.T.; Scudino, S.; Sun, B.A.; Prashanth, K.G.; Louzguine-Luzgin, D.V.; Chen, M.W.; Zhang, Z.F.; Eckert, J. Hybrid nanostructured aluminum alloy with super-high strength. NPG Asia Mater. 2015, 7, e299. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Casati, R.; Fabrizi, A.; Timelli, G.; Tuissi, A.; Vedani, M. Microstructural and Mechanical Properties of Al-Based Composites Reinforced with In-Situ and Ex-Situ Al2O3Nanoparticles. Adv. Eng. Mater. 2016, 18, 550–558. [Google Scholar] [CrossRef]
- Borgonovo, C.; Apelian, D.; Makhlouf, M.M. Aluminum Nanocomposites for Elevated Temperature Applications. JOM 2011, 63, 57–64. [Google Scholar] [CrossRef] [Green Version]
- Nie, J.F.; Wang, F.; Li, Y.S.; Liu, Y.F.; Liu, X.F.; Zhao, Y.H. Microstructure and mechanical properties of Al-TiB2/TiC in situ composites improved via hot rolling. Trans. Nonferr. Met. Soc. 2017, 27, 2548–2554. [Google Scholar] [CrossRef]
- Bisht, A.; Kumar, V.; Li, L.H.; Chen, Y.; Agarwal, A.; Lahiri, D. Effect of warm rolling and annealing on the mechanical properties of aluminum composite reinforced with boron nitride nanotubes. Mater. Sci. Eng. A 2018, 710, 366–373. [Google Scholar] [CrossRef]
- Gostariani, R.; Bagherpour, E.; Rifai, M.; Ebrahimi, R.; Miyamoto, H. Fabrication of Al/AlN in-situ nanocomposite through planetary ball milling and hot extrusion of Al/BN: Microstructural evaluation and mechanical behavior. J. Alloys Compd. 2018, 768, 329–339. [Google Scholar] [CrossRef]
- Steinman, A.E.; Corthay, S.; Firestein, K.L.; Kvashnin, D.G.; Kovalskii, A.M.; Matveev, A.T.; Sorokin, P.B.; Golberg, D.V.; Shtansky, D.V. Al-based composites reinforced with AlB2, AlN and BN phases: Experimental and theoretical studies. Mater. Des. 2018, 141, 88–98. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.H.; Cheng, X.W.; Song, Q.; Yin, S.P.; Wang, H.; Wang, F.C. Microstructure evolution and tensile properties of Ti-(AlxTiy) core-shell structured particles reinforced aluminum matrix composites after hot-rolling/heat-treatment. Mater. Sci. Eng. A 2018, 737, 90–93. [Google Scholar] [CrossRef]
- Kaveendran, B.; Wang, G.S.; Huang, L.J.; Geng, L.; Luo, Y.; Peng, H.X. In situ (Al3Zrp+Al2O3np)/2024Al metal matrix composite with controlled reinforcement architecture fabricated by reaction hot pressing. Mater. Sci. Eng. A 2013, 583, 89–95. [Google Scholar] [CrossRef]
- Jiang, L.; Yang, H.; Yee, J.K.; Mo, X.; Topping, T.; Lavernia, E.J.; Schoenung, J.M. Toughening of aluminum matrix nanocomposites via spatial arrays of boron carbide spherical nanoparticles. Acta Mater. 2016, 103, 128–140. [Google Scholar] [CrossRef] [Green Version]
- Ma, X.; Zhao, Y.F.; Tian, W.J.; Qian, Z.; Chen, H.W.; Wu, Y.Y.; Liu, X.F. A novel Al matrix composite reinforced by nano-AlNp network. Sci. Rep. 2016, 6, 34919. [Google Scholar] [CrossRef] [Green Version]
- Lu, K. Materials science. The future of metals. Science 2010, 328, 319–320. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, F.; Cao, Y.; Nie, J.; Zhou, H.; Yang, H.; Liu, X.; An, X.; Liao, X.; Zhao, Y.; et al. Unique defect evolution during the plastic deformation of a metal matrix composite. Scr. Mater. 2019, 162, 316–320. [Google Scholar] [CrossRef]
- Li, X.P.; Liu, C.Y.; Ma, M.Z.; Liu, R.P. Microstructures and mechanical properties of AA6061-SiC composites prepared through spark plasma sintering and hot rolling. Mater. Sci. Eng. A 2016, 650, 139–144. [Google Scholar] [CrossRef]
- Kubin, L.; Hoc, T.; Devincre, B. Dynamic recovery and its orientation dependence in face-centered cubic crystals. Acta Mater. 2009, 57, 2567–2575. [Google Scholar] [CrossRef]
- Dalla Torre, F.; Van Swygenhoven, H.; Victoria, M. Nanocrystalline electrodeposited Ni: Microstructure and tensile properties. Acta Mater. 2002, 50, 3957–3970. [Google Scholar] [CrossRef]
- Alizadeh, M.; Beni, H.A.; Ghaffari, M.; Amini, R. Properties of high specific strength Al-4 wt.% Al2O3/B4C nano-composite produced by accumulative roll bonding process. Mater. Des. 2013, 50, 427–432. [Google Scholar] [CrossRef]
- Krishna, N.N.; Sivaprasad, K.; Susila, P. Strengthening contributions in ultra-high strength cryorolled Al-4%Cu-3%TiB2 in situ composite. Trans. Nonferr. Met. Soc. 2014, 24, 641–647. [Google Scholar] [CrossRef]
- Wang, B.; Huang, L.J.; Geng, L.; Yu, Z.S. Modification of microstructure and tensile property of TiBw/near-α Ti composites by tailoring TiBw distribution and heat treatment. J. Alloys Compd. 2017, 690, 424–430. [Google Scholar] [CrossRef]
- Huang, L.J.; Wang, S.; Dong, Y.S.; Zhang, Y.Z.; Pan, F.; Geng, L.; Peng, H.X. Tailoring a novel network reinforcement architecture exploiting superior tensile properties of in situ TiBw/Ti composites. Mater. Sci. Eng. A 2012, 545, 187–193. [Google Scholar] [CrossRef]
- Kaveendran, B.; Wang, G.S.; Huang, L.J.; Geng, L.; Peng, H.X. In situ (Al3Zr + Al2O3np)/2024Al metal matrix composite with novel reinforcement distributions fabricated by reaction hot pressing. J. Alloys Compd. 2013, 581, 16–22. [Google Scholar] [CrossRef]
- Roy, S.; Gibmeier, J.; Kostov, V.; Weidenmann, K.A.; Nagel, A.; Wanner, A. Internal load transfer in a metal matrix composite with a three-dimensional interpenetrating structure. Acta Mater. 2011, 59, 1424–1435. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, X.X.; Qian, M.F.; Geng, L. Effect of reinforcement shape on fracture behaviour of SiC/Al composites with network architecture. Compos. Struct. 2019, 215, 411–420. [Google Scholar] [CrossRef]
- Zhang, J.F.; Zhang, X.X.; Wang, Q.Z.; Xiao, B.L.; Ma, Z.Y. Simulation of anisotropic load transfer and stress distribution in SiCp/Al composites subjected to tensile loading. Mech Mater. 2018, 122, 96–103. [Google Scholar] [CrossRef]
- Gao, X.; Zhang, X.X.; Geng, L. Strengthening and fracture behaviors in SiCp/Al composites with network particle distribution architecture. Mater. Sci. Eng. A 2019, 740, 353–362. [Google Scholar] [CrossRef]
- Lu, F.H.; Nie, J.F.; Ma, X.; Li, Y.S.; Jiang, Z.W.; Zhang, Y.; Zhao, Y.H.; Liu, X.F. Simultaneously improving the tensile strength and ductility of the AlNp/Al composites by the particle’s hierarchical structure with bimodal distribution and nano-network. Mater. Sci. Eng. A 2020, 770, 138519. [Google Scholar] [CrossRef]
- Ma, X.; Zhao, Y.; Zhao, X.; Gao, T.; Chen, H.; Liu, X. Influence mechanisms of Cu or Fe on the microstructures and tensile properties at 350 °C of network AlNp reinforced Al composites. J. Alloys Compd. 2018, 740, 452–460. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | YS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| As-extruded | 238 | 312 | 15 |
| RT-16% | 276 | 317 | 6.2 |
| RT-40% | 300 | 315 | 5 |
| Samples | YS(MPa) | UTS(MPa) | Elongation (%) |
|---|---|---|---|
| As-extruded | 238 | 312 | 15.5 |
| 300 °C-16% | 255 | 314 | 6.3 |
| 300 °C-40% | 286 | 335 | 8.3 |
| 300 °C-85% | 312 | 360 | 9.8 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, L.; Lu, F.; Jin, F.; Nie, J.; Liu, G.; Zhao, Y. Effect of Cold and Warm Rolling on the Particle Distribution and Tensile Properties of Heterogeneous Structured AlN/Al Nanocomposites. Materials 2020, 13, 4001. https://doi.org/10.3390/ma13184001
Song L, Lu F, Jin F, Nie J, Liu G, Zhao Y. Effect of Cold and Warm Rolling on the Particle Distribution and Tensile Properties of Heterogeneous Structured AlN/Al Nanocomposites. Materials. 2020; 13(18):4001. https://doi.org/10.3390/ma13184001
Chicago/Turabian StyleSong, Lei, Fenghua Lu, Feng Jin, Jinfeng Nie, Guiliang Liu, and Yonghao Zhao. 2020. "Effect of Cold and Warm Rolling on the Particle Distribution and Tensile Properties of Heterogeneous Structured AlN/Al Nanocomposites" Materials 13, no. 18: 4001. https://doi.org/10.3390/ma13184001