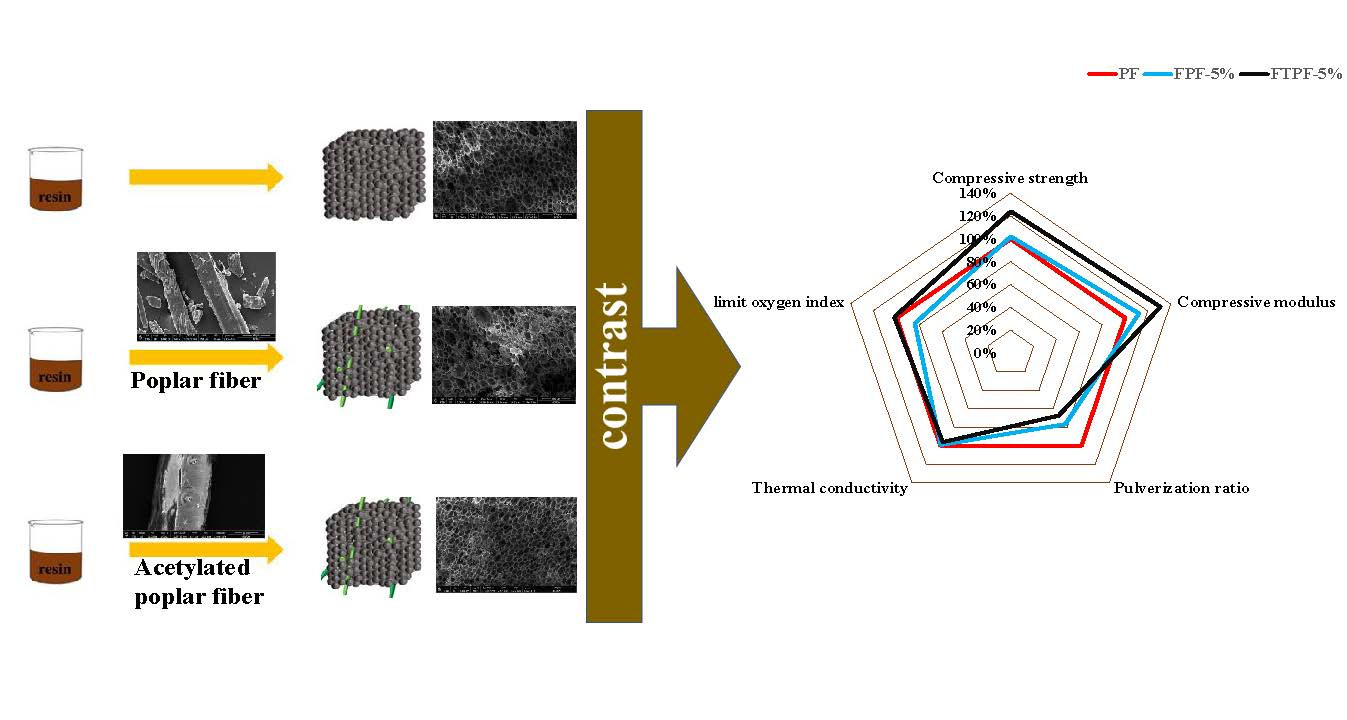
Phenolic Resin Foam Composites Reinforced by Acetylated Poplar Fiber with High Mechanical Properties, Low Pulverization Ratio, and Good Thermal Insulation and Flame Retardant Performance

Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Phenolic Resin (PF) Foam
2.3. Acetylation Treatment of Poplar Fiber
2.4. Preparation of Phenolic Foam Composites Reinforced by Plant Fibers
2.5. Characterization of Phenolic Foam Composites
3. Results and Discussion
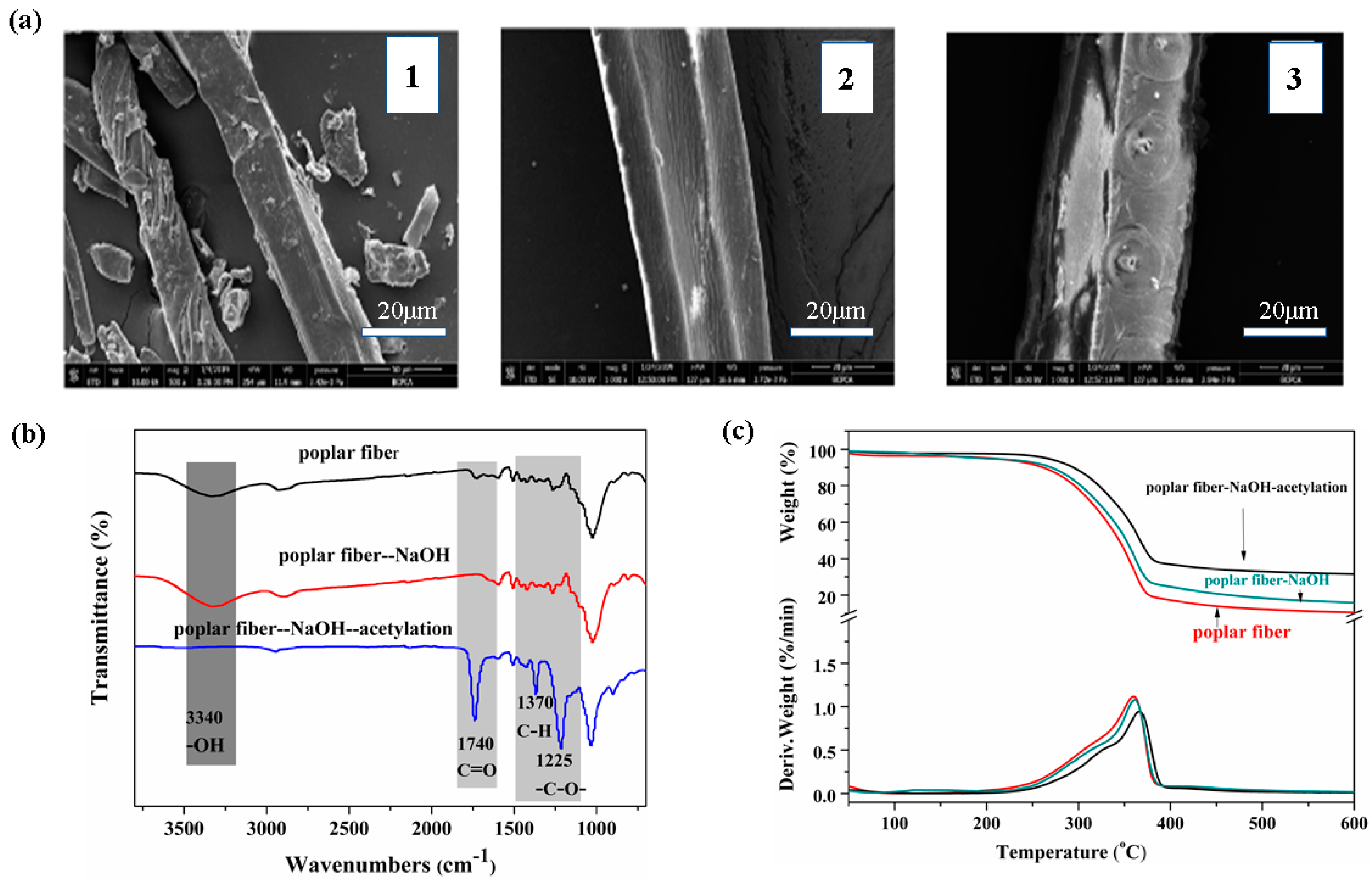
3.1. Characterization of Poplar Fiber, Poplar Fiber-NaOH, and Poplar Fiber-NaOH Acetylation
3.2. Characterization of PF, FPFs, and FTPFs
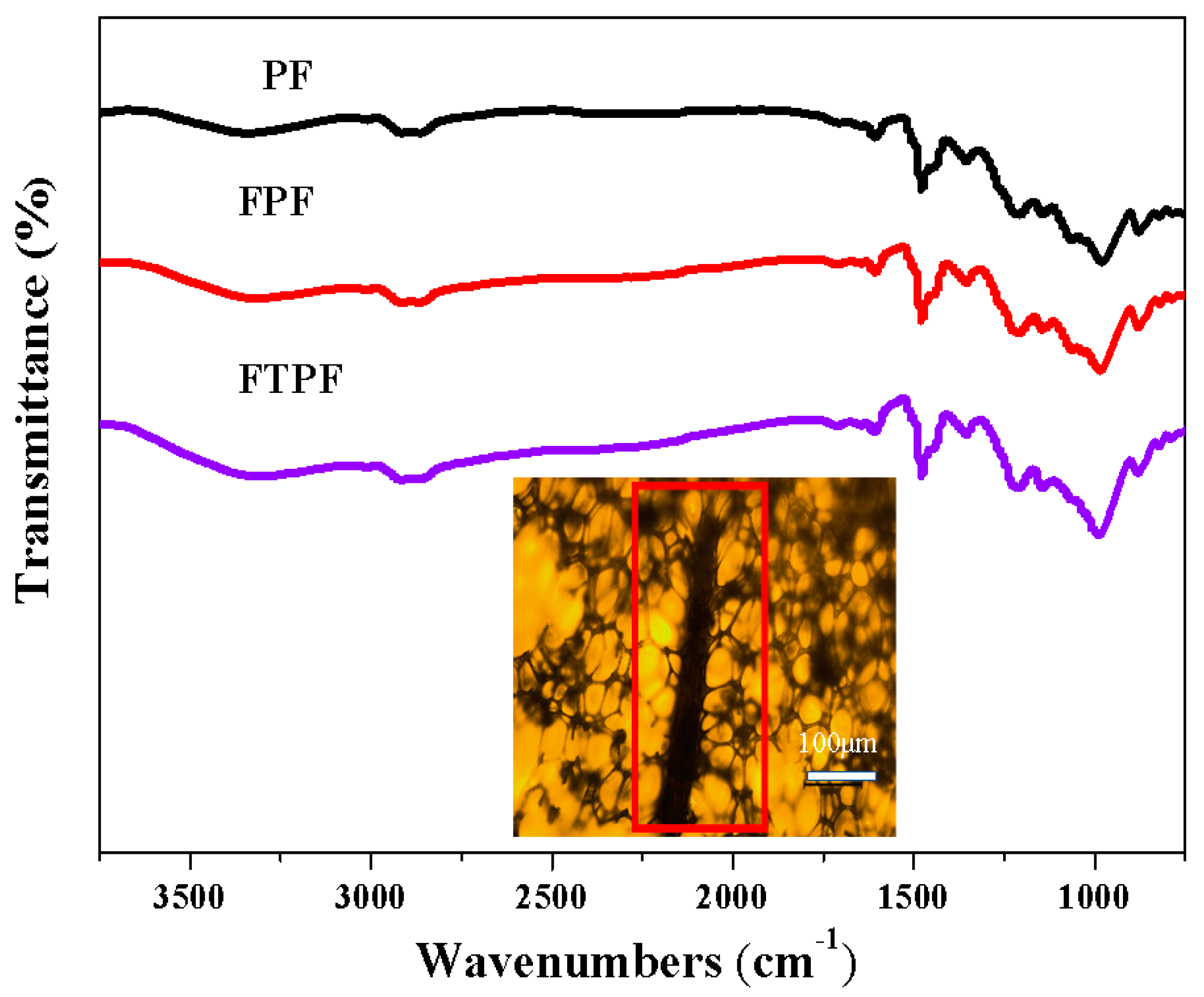
3.2.1. Fourier Transform Infrared (FT-IR) Spectroscopy of Foam
3.2.2. Apparent Density and Cell Density of Foams
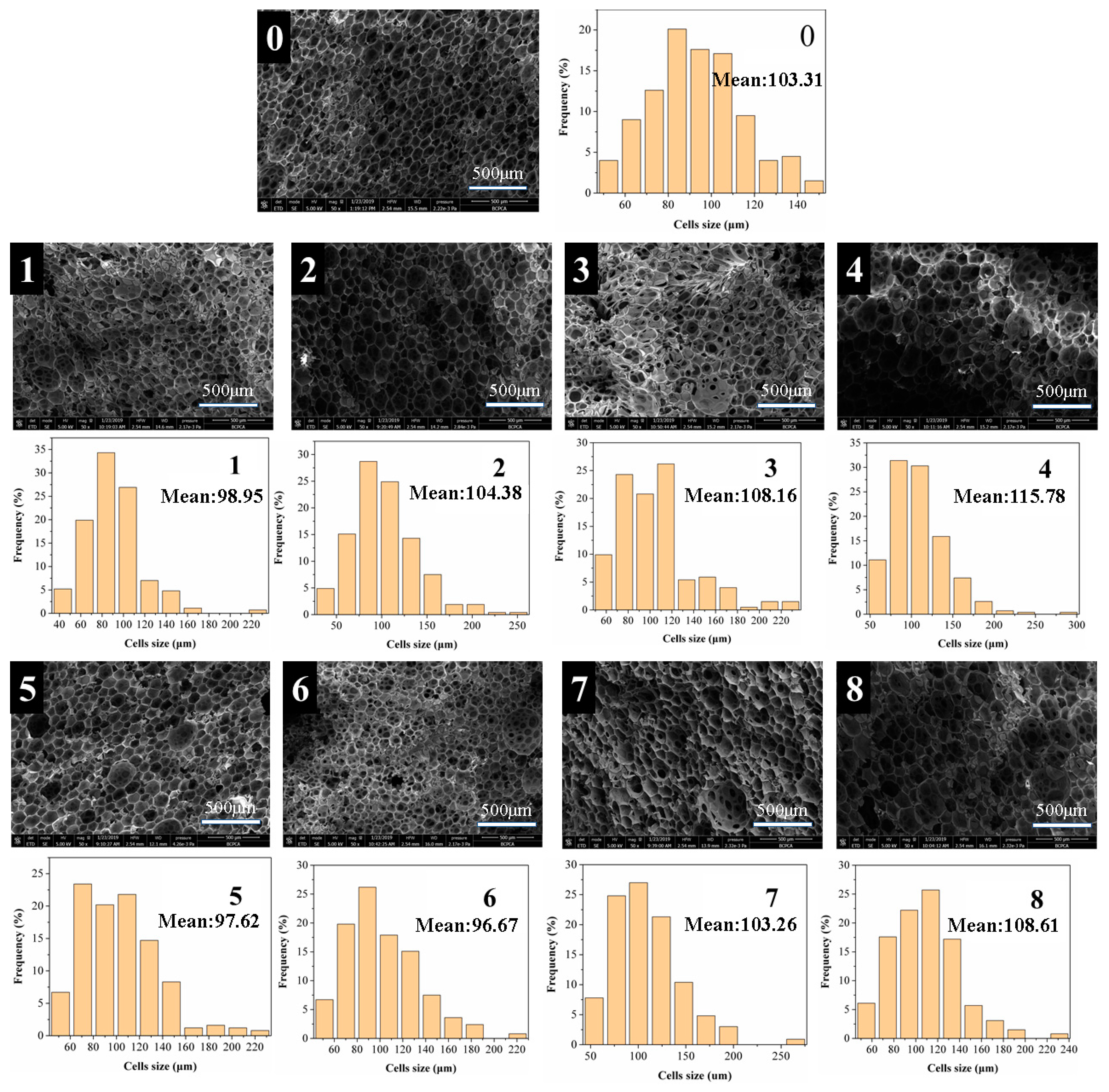
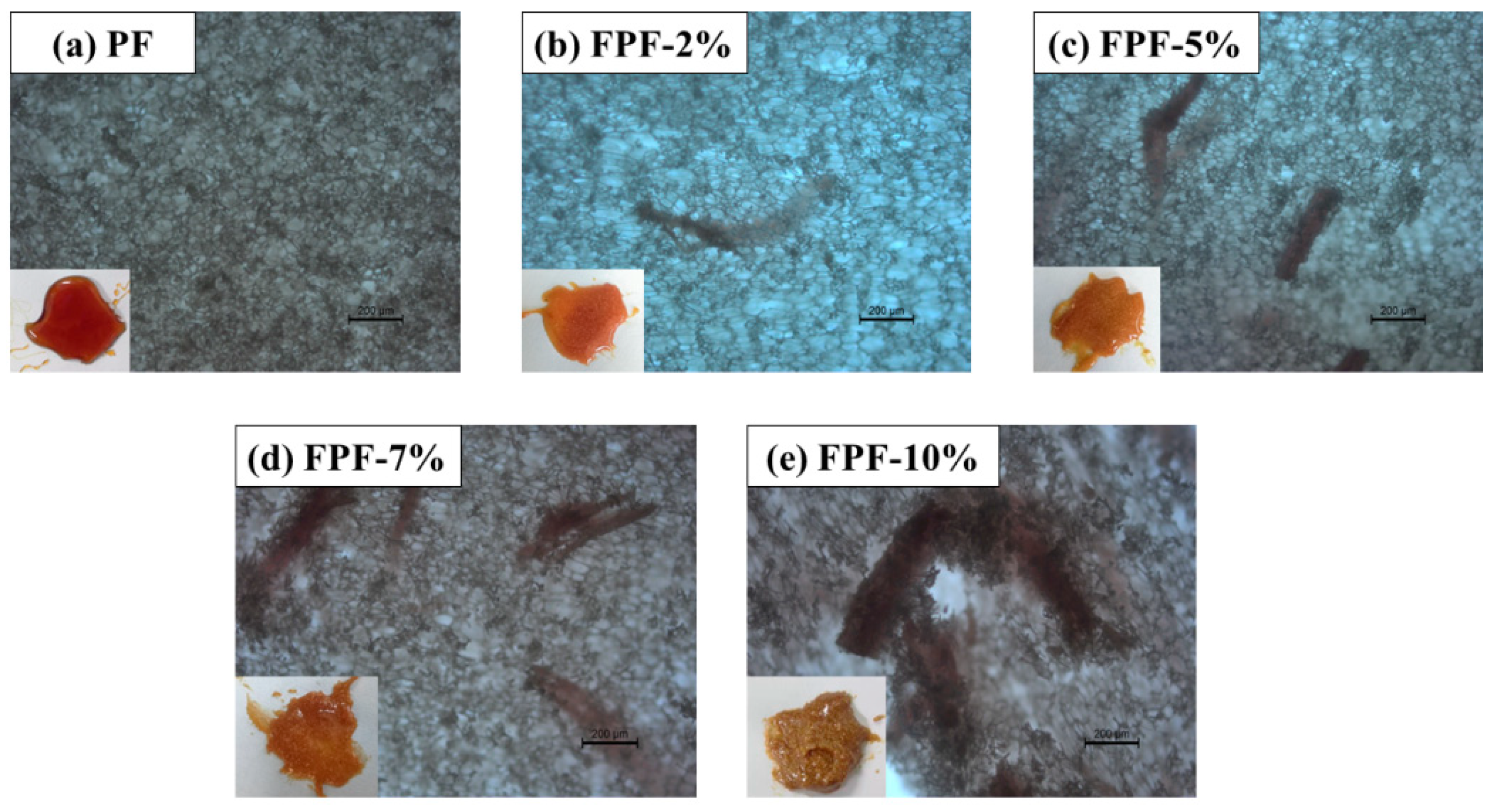
3.2.3. Morphologies of Foams
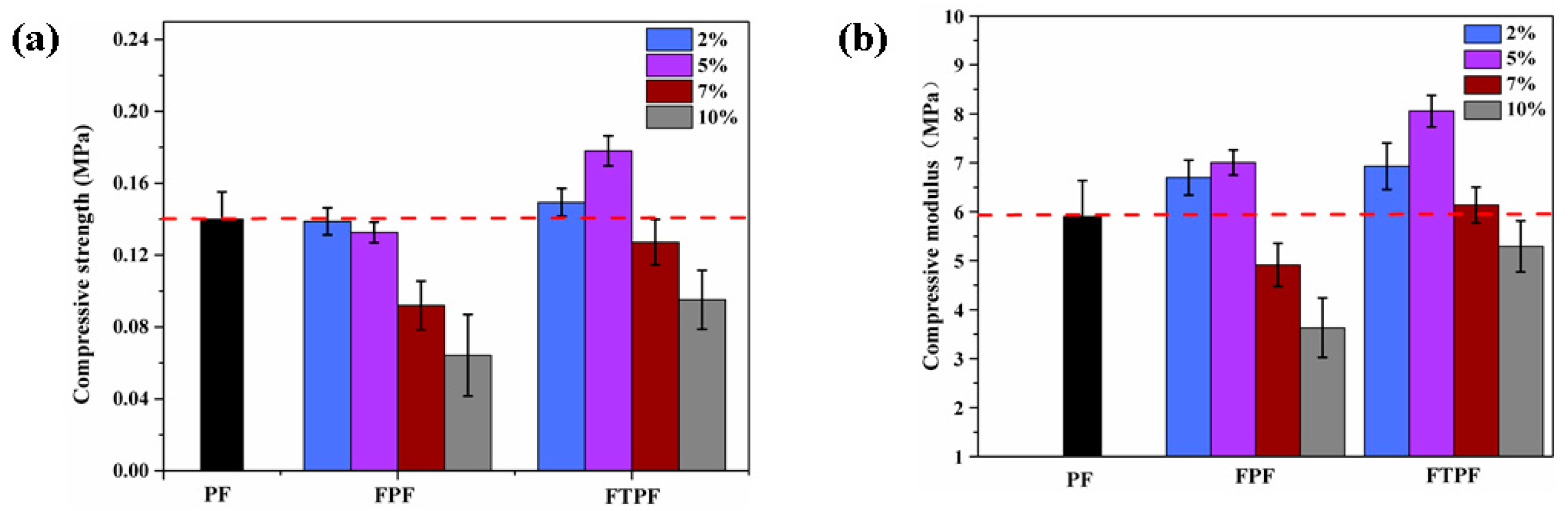
3.2.4. Mechanical Properties of Foams
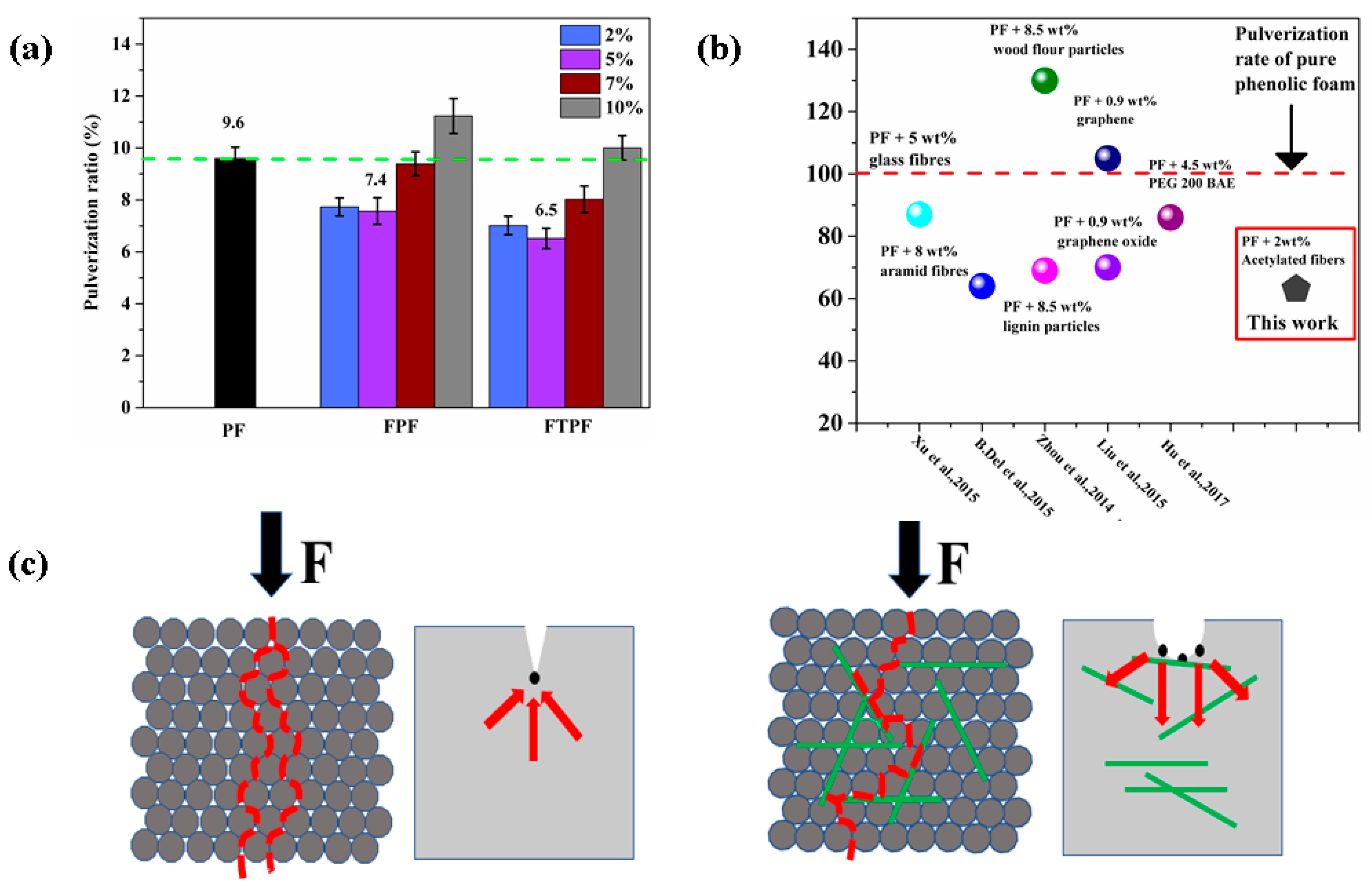
3.2.5. Pulverization Ratios of Foams
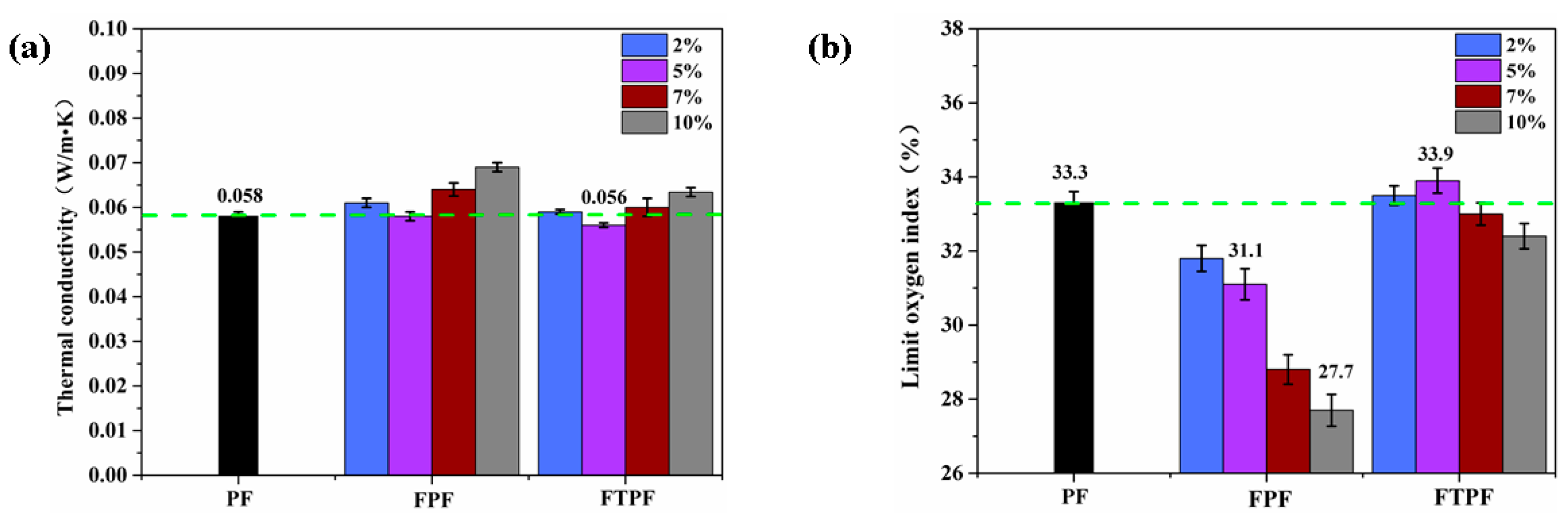
3.2.6. Thermal Conductivity and Limiting Oxygen Index (LOI) of Foams
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Berardi, U. A cross-country comparison of the building energy consumptions and their trends. Resour. Conserv. Recycl. 2017, 123, 230–241. [Google Scholar] [CrossRef]
- Aditya, L.; Mahlia, T.M.I.; Rismanchi, B.; Ng, H.M.; Hasan, M.H.; Metselaar, H.S.C.; Muraza, O.; Aditiya, H.B. A review on insulation materials for energy conservation in buildings. Renew. Sustain. Energy Rev. 2017, 73, 1352–1365. [Google Scholar] [CrossRef]
- Huang, J.; Zhao, Z.; Chen, T.; Zhu, Y.; Lv, Z.; Gong, X.; Niu, Y.; Ma, B. Preparation of highly dispersed expandable graphite/polystyrene composite foam via suspension polymerization non-covalently compatibilized by polystyrene with enhanced fire retardation. Carbon 2019, 146, 503–512. [Google Scholar] [CrossRef]
- Del Saz-Orozco, B.; Alonso, M.V.; Oliet, M.; Domínguez, J.C.; Rojo, E.; Rodriguez, F. Lignin particle-and wood flour-reinforced phenolic foams: Friability, thermal stability and effect of hygrothermal aging on mechanical properties and morphology. Compos. Part B Eng. 2015, 80, 154–161. [Google Scholar] [CrossRef]
- Hidalgo, J.P.; Torero, J.L.; Welch, S. Fire performance of charring closed-cell polymeric insulation materials: Polyisocyanurate and phenolic foam. Fire Mater. 2018, 42, 358–373. [Google Scholar] [CrossRef]
- Auad, M.L.; Zhao, L.; Shen, H. Flammability Properties and Mechanical Performance of Epoxy-Modified Phenolic Foams. J. Appl. Polym. Sci. 2007, 104, 1399–1407. [Google Scholar] [CrossRef]
- Deshmukh, G.; Birwal, P.; Datir, R.; Patel, S. Thermal insulation materials: A tool for energy conservation. J. Food Process. Technol. 2017, 8, 670. [Google Scholar] [CrossRef]
- Torre, L.; Kenny, J.M. Impact Testing and Simulation of Composite Sandwich Structures for Civil Transportation. Compos. Struct. 2000, 50, 257–267. [Google Scholar] [CrossRef]
- Basso, M.C.; Pizzi, A.; Al-Marzouki, F.; Abdalla, S. Horticultural/hydroponics and floral natural foams from tannins. Ind. Crop. Prod. 2016, 87, 177–181. [Google Scholar] [CrossRef]
- Zhang, L.; Liang, S.; Chen, Z. Influence of particle size and addition of recycling phenolic foam on mechanical and flame retardant properties of wood-phenolic composites. Constr. Build. Mater. 2018, 168, 1–10. [Google Scholar] [CrossRef]
- Amran, U.A.; Zakaria, S.; Chia, C.H.; Jaafar, S.N.S.; Roslan, R. Mechanical properties and water absorption of glass fiber reinforced bio-phenolic elastomer (BPE) composite. Ind. Crop. Prod. 2015, 72, 54–59. [Google Scholar] [CrossRef]
- Liu, L.; Fu, M.; Wang, Z. Synthesis of boron-containing toughening agents and their application in phenolic foams. Ind. Eng. Chem. Res. 2015, 54, 1962–1970. [Google Scholar] [CrossRef]
- Yuan, J.; Zhang, Y.; Wang, Z. Phenolic foams toughened with crosslinked poly (n-butyl acrylate)/silica core-shell nanocomposite particles. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Wang, C.; Li, H.; Liu, L.; Guo, Z.; Wang, H.; Peng, Z. Thermal and dielectric properties of the epoxy resin toughened by different kinds of liquid rubbers. In Proceedings of the 2016 IEEE International Conference on Dielectrics (ICD), Montpellier, France, 3–7 July 2016; Volume 1, pp. 363–366. [Google Scholar]
- Ge, T.; Tang, K.; Tang, X. Preparation and Properties of Acetoacetic Ester-Terminated Polyether Pre-Synthesis Modified Phenolic Foam. Materials 2019, 12, 334. [Google Scholar] [CrossRef] [Green Version]
- Diao, J.J.; Liao, X.Q.; Diao, C.F. Analysis of Thermal Insulation Material on Building Exterior Wall. Appl. Mech. Mater. 2017, 873, 153–157. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Z. Facile synthesis of a novel magnesium amino-tris-(methylene phosphonate)-reduced graphene oxide hybrid and its high performance in mechanical strength, thermal stability, smoke suppression and flame retardancy in phenolic foam. J. Hazard. Mater. 2018, 357, 89–99. [Google Scholar] [CrossRef]
- Liu, Y.Q.; Zhang, X.H.; Wei, G.S.; Gao, J.M.; Huang, F.; Zhang, M.L.; Guo, M.F.; Qiao, J.L. Special effect of ultra-fine rubber particles on plastic toughening. Chin. J. Polym. Sci. 2002, 20, 93–98. [Google Scholar]
- Lu, J.; Yang, Z.; Gu, Y.; Li, M.; Zhang, Z. Effects of glass fiber reinforcement type on property of phenolic foam. Acta Mater. Compos. Sin. 2014, 31, 1394–1401. [Google Scholar]
- Silva, R.V.; Spinelli, D.; Filho, W.W.B.; Neto, S.C.; Chierice, G.O.; Tarpani, J.R. Fracture toughness of natural fibers/castor oil polyurethane composites. Compos. Sci. Technol. 2006, 66, 1328–1335. [Google Scholar] [CrossRef]
- Silva, M.C.; Takahashi, J.A.; Chaussy, D.; Belgacem, M.N.; Silva, G.G. Composites of rigid polyurethane foam and cellulose fiber residue. J. Appl. Polym. Sci. 2010, 117, 3665–3672. [Google Scholar] [CrossRef]
- Xue, B.L.; Wen, J.L.; Sun, R.C. Lignin-based rigid polyurethane foam reinforced with pulp fiber: Synthesis and characterization. ACS Sustain. Chem. Eng. 2014, 2, 1474–1480. [Google Scholar] [CrossRef]
- Soberi, N.S.M.; Rahman, R.; Zainuddin, F. Effect of kenaf fiber on morphology and mechanical properties of rigid polyurethane foam composite. Mater. Sci. Forum 2017, 888, 188–192. [Google Scholar] [CrossRef]
- Oh, S.T.; Kim, S.H.; Jeong, H.Y.; Lee, J.M.; Cho, J.W.; Park, J.S. The mechanical properties of polyurethane foam wound dressing hybridized with alginate hydrogel and jute fiber. Fibers Polym. 2013, 14, 173–181. [Google Scholar] [CrossRef]
- Seavey, K.C.; Glasser, W.G. Continuous cellulose fiber-reinforced cellulose ester composites. II. Fiber surface modification and consolidation conditions. Cellulose 2001, 8, 161–169. [Google Scholar] [CrossRef]
- Sun, R.C.; Sun, X.F. Structural and thermal characterization of acetylated rice, wheat, rye, and barley straws and poplar wood fiber. Ind. Crops Prod. 2002, 16, 225–235. [Google Scholar] [CrossRef]
- Rowell, R.M.; Clemons, C.M. Chemical modification of wood fiber for thermoplasticity, compatibilization with plastics, and dimensional stability. In Proceedings of the Washington State University International Particleboard/Composite Materials Series Symposium, Pullman, WA, USA, 7–9 April 1992; pp. 251–259. [Google Scholar]
- Sobczak, L.; Brüggemann, O.; Putz, R.F. Polyolefin composites with natural fibers and wood-modification of the fiber/filler–matrix interaction. J. Appl. Polym. Sci. 2012, 127, 1–17. [Google Scholar] [CrossRef]
- Rodrigue, D.; Souici, S.; Twite-Kabamba, E.T. Effect of wood powder on polymer foam nucleation. J. Vinyl. Addit. Technol. 2006, 12, 19–24. [Google Scholar] [CrossRef]
- Yang, Z.; Yuan, L.; Gu, Y.; Li, M.; Sun, Z.; Zhang, Z. Improvement in mechanical and thermal properties of phenolic foam reinforced with multiwalled carbon nanotubes. J. Appl. Polym. Sci. 2013, 130, 1479–1488. [Google Scholar] [CrossRef]
- Xu, W.; Wang, G.; Zheng, X. Research on Highly Flame-retardant Rigid PU Foams by Combination of Nanostructured Additives and Phosphorus Flame Retardants. Polym. Degrad. Stab. 2015, 111, 142–150. [Google Scholar] [CrossRef]
- Zhou, J.; Yao, Z.; Chen, Y.; Wei, D.; Xu, T. Fabrication and mechanical properties of phenolic foam reinforced with graphene oxide. Polym. Compos. 2014, 35, 581–586. [Google Scholar] [CrossRef]
- Hu, L.; Wang, Z.; Zhao, Q. Flame Retardant and Mechanical Properties of Toughened Phenolic Foams Containing a Melamine Phosphate Borate. J. Macromol. Sci. Part D Rev. Polym. Process. 2017, 56, 9. [Google Scholar] [CrossRef]
- Li, Q.; Chen, L.; Li, X.; Zhang, J.; Zhang, X.; Zheng, K.; Fang, F.; Zhou, H.; Tian, X. Effect of multi-walled carbon nanotubes on mechanical, thermal and electrical properties of phenolic foam via in-situ polymerization. Compos. Part A Appl. Sci. Manuf. 2016, 82, 214–225. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Foam Number | Foam Name | Tween-80 (wt%) | Petroleum Ether (wt%) | Complex Acid Curing Agent (wt%) | Original Poplar Fiber (wt%) | Acetylated Treated Fiber (wt%) |
|---|---|---|---|---|---|---|
| 0 | PF | 10 | 6 | 15 | / | / |
| 1 | FPF-2% | 10 | 6 | 15 | 2 | / |
| 2 | FPF-5% | 10 | 6 | 15 | 5 | / |
| 3 | FPF-7% | 10 | 6 | 15 | 7 | / |
| 4 | FPF-10% | 10 | 6 | 15 | 10 | / |
| 5 | FTPF-2% | 10 | 6 | 15 | / | 2 |
| 6 | FTPF-5% | 10 | 6 | 15 | / | 5 |
| 7 | FTPF-7% | 10 | 6 | 15 | / | 7 |
| 8 | FTPF-10% | 10 | 6 | 15 | / | 10 |
| Foam Number | Foam Name | Apparent Density (kg/m3) | Cell Median Diameter (μm) | Cell Density NF (105 Cells/cm3) | Porosity f (%) |
|---|---|---|---|---|---|
| 0 | PF | 46.31 | 103.31 | 4.47 | 94.27 |
| 1 | FPF-2% | 48.74 | 98.95 | 4.76 | 93.79 |
| 2 | FPF-5% | 51.83 | 104.38 | 4.35 | 93.07 |
| 3 | FPF-7% | 53.44 | 108.16 | 3.06 | 92.59 |
| 4 | FPF-10% | 58.42 | 115.78 | 2.70 | 91.87 |
| 5 | FTPF-2% | 48.38 | 97.62 | 4.94 | 93.79 |
| 6 | FTPF-5% | 50.97 | 96.67 | 5.24 | 93.07 |
| 7 | FTPF-7% | 52.52 | 103.26 | 3.95 | 92.59 |
| 8 | FTPF-10% | 57.21 | 108.61 | 3.40 | 91.87 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Wang, L.; Zhang, W.; Han, Y. Phenolic Resin Foam Composites Reinforced by Acetylated Poplar Fiber with High Mechanical Properties, Low Pulverization Ratio, and Good Thermal Insulation and Flame Retardant Performance. Materials 2020, 13, 148. https://doi.org/10.3390/ma13010148
Liu J, Wang L, Zhang W, Han Y. Phenolic Resin Foam Composites Reinforced by Acetylated Poplar Fiber with High Mechanical Properties, Low Pulverization Ratio, and Good Thermal Insulation and Flame Retardant Performance. Materials. 2020; 13(1):148. https://doi.org/10.3390/ma13010148
Chicago/Turabian StyleLiu, Jian, Liuliu Wang, Wei Zhang, and Yanming Han. 2020. "Phenolic Resin Foam Composites Reinforced by Acetylated Poplar Fiber with High Mechanical Properties, Low Pulverization Ratio, and Good Thermal Insulation and Flame Retardant Performance" Materials 13, no. 1: 148. https://doi.org/10.3390/ma13010148