As it has advantages of high light efficiency [
1], small volume [
2], long lifetime [
3], rapid response, and being environmentally friendly [
4], light emitting diodes (LEDs) have become one of the most popular optoelectronic light sources and have been widely applied in the field of general lighting, displays, and communications, among others [
5,
6]. To fulfill the requirement of high efficacy, high color rendering, and small size, LED chip-scale packaging (CSP) with the flip chip solder joints has been proposed in recent years [
7]. The LED CSP is composed of an GaN-based blue LED chip and a thin phosphor/silicone film adhered to the LED chip by the hot-pressing approach. Compared with traditional LED packaging, the CSP technology helps to shorten the packaging process time and accurately control the film thickness and color consistency [
8]. Because the operation power, heat generation, and packaging density are becoming higher and the operation condition is severer, the demand on the highly reliable LED CSP is dramatically increasing [
9,
10]. For the package to be effective, the solder joint plays critical roles in electric conduction, heat conduction, and mechanical connection. Actually, because the LED CSP always inevitably suffers the thermal cycling and even shocks from outside environments, the mismatches of thermal expansion among all packaging components under these conditions always generate periodic stress and strain in the package level [
11,
12]. The increase of loads on a LED CSP has put forward more requirements on the reliability of a solder joint, because the fatigue failure of the solder joint under the thermal cycling condition will lead to the failure of whole package. Therefore, the thermal shock load on the mechanical reliability of the LED flip chip solder joints has always been one of the critical bottlenecks in the development of LED CSP technology [
13,
14,
15].
Among all solder alloys, the lead-free Sn96.5–Ag3.0–Cu0.5 (SAC305) is considered as one of the most popular chip-attach candidates owing to its cost effectiveness, good solderability, and favorable mechanical strength [
16,
17]. It has widely been used in the flip chip soldering, but such solder connections are prone to failure over time under the thermal cycling [
18] or mechanical bending test [
19]. D. Kong et al. [
20] used the Anand model to simulate the stress–strain response of the SnAgCu-based solder joint under the condition of thermal cycle loading and predicted its lifetime with the Manson–Coffin model. They found that the addition of a certain amount of Ce and Fe in the SnAgCu solder joint could significantly increase its fatigue lifetime. L. Zhang et al. [
21] analyzed the stress–strain response of SnAgCu-nano Al solder joint in the flip chip ball grid array (FCBGA) device. Their results revealed that the maximum value of stress–strain was concentrated on the corner of solder joints, and the stress–strain value of the solder joint was obviously lower than that of the SnAgCu solder, which indicates that the nano Al could improve the reliability of the SnAgCu solder joint. In addition, as the existence of voids involved in the solder layer during the soldering process is inevitable, many studies have considered the void effects on the mechanical, thermal, and reliability problems within solder joints [
22,
23]. In detail, the stress concentration will be generated around these voids, which can lead to the decrease of electric conduction, heat conduction, and mechanical connection of solder joints [
24,
25]. C. S. Jiang et al. [
26] investigated the size and position effects of voids within solder joints on the reliability of LED CSPs through both mechanical and thermal characteristics. They also studied the effect of the reflow soldering process on the bonding strength of a solder joint [
14]. V. N. Le, et al. [
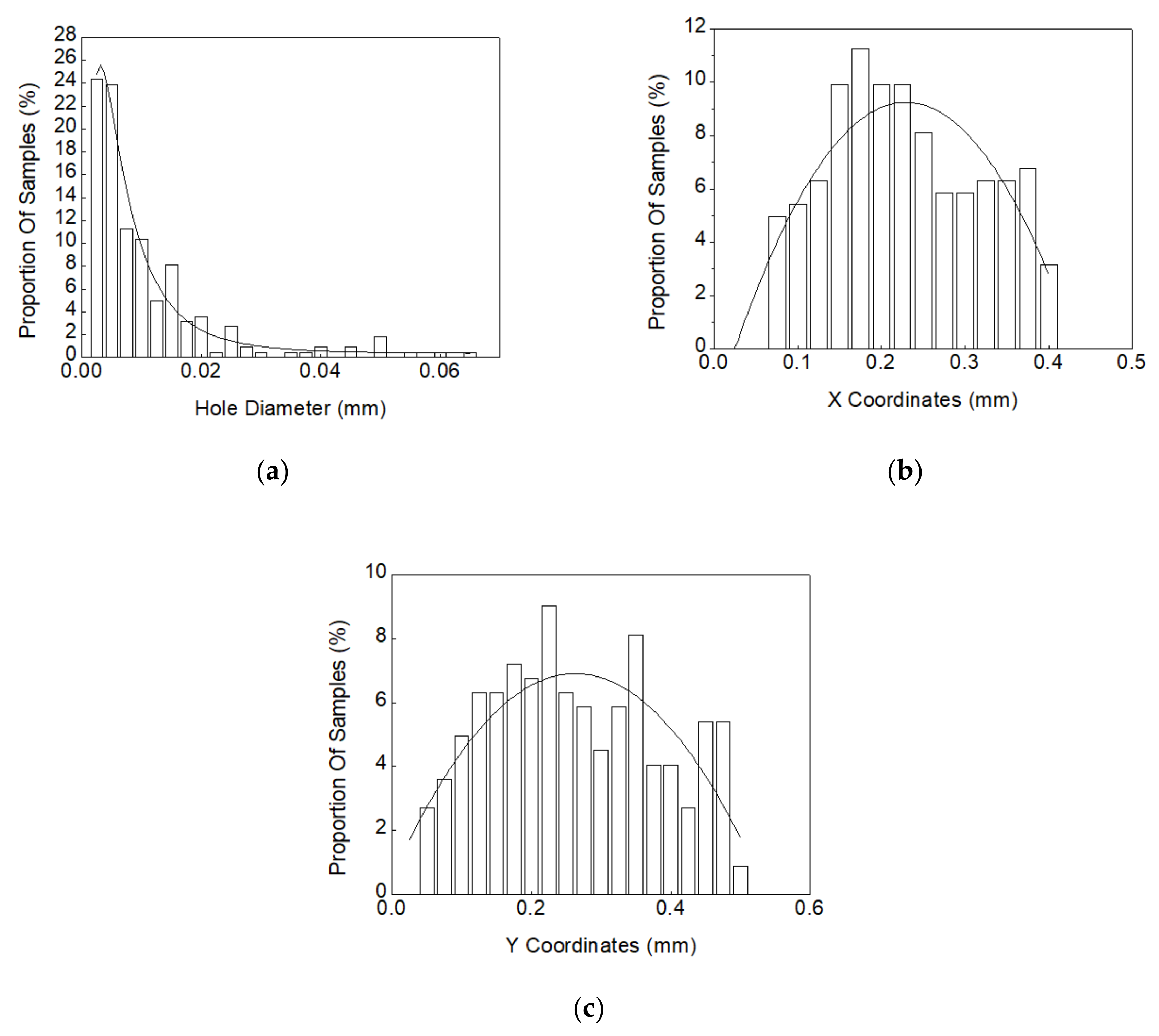
18] used a 2D model to describe the random distribution of voids and simulated the dissipated plastic energy to access the damage. K. C. Otiaba, et al. [
27] randomly generated the void morphology and predicted the maximum damage site of a solder joint under the thermal cycling test with finite element analysis (FEA) simulation. They found that voids can either influence the initiation or propagation of damage in the solder joints depending on the configuration, size, and location of voids. M. I. Okereke and Y. X. Ling [
28] investigated the thermal resistance of solder interface materials by taking the 3D void morphologies into consideration. However, the current studies rarely consider the fatigue failure prediction modeling on solder joints with a 3D randomly distributed voids, which is much closer to the actual situation.
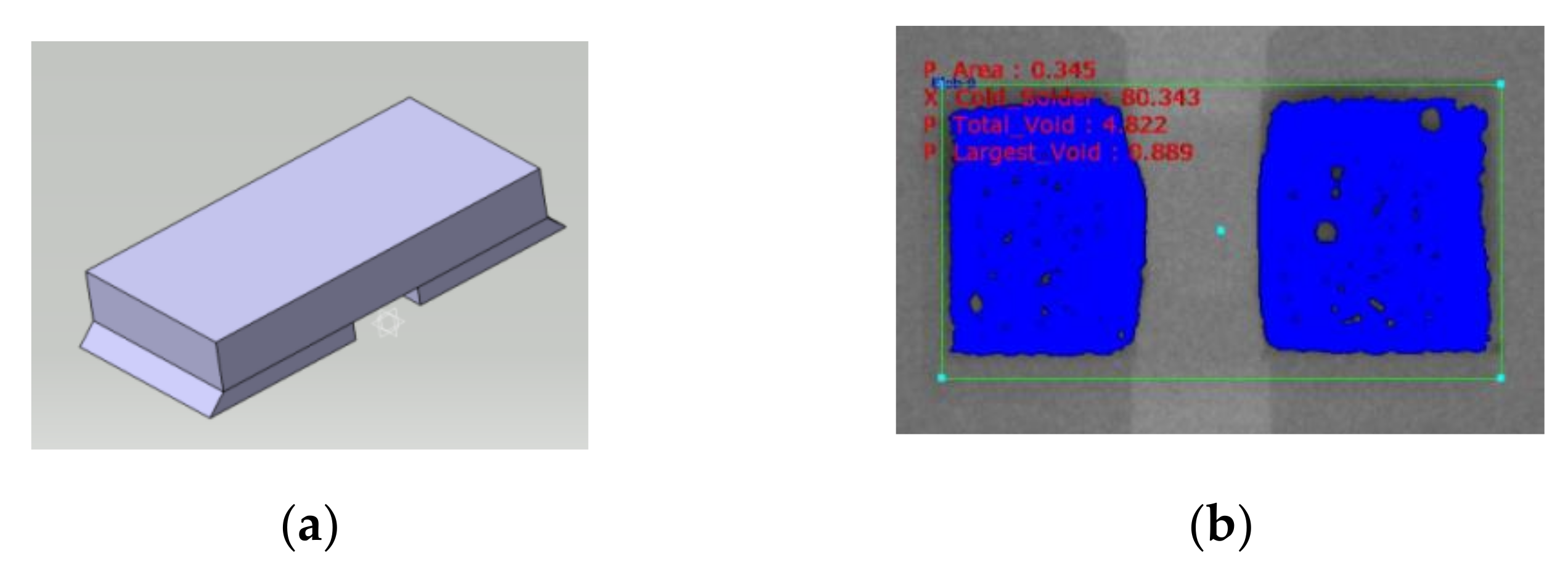
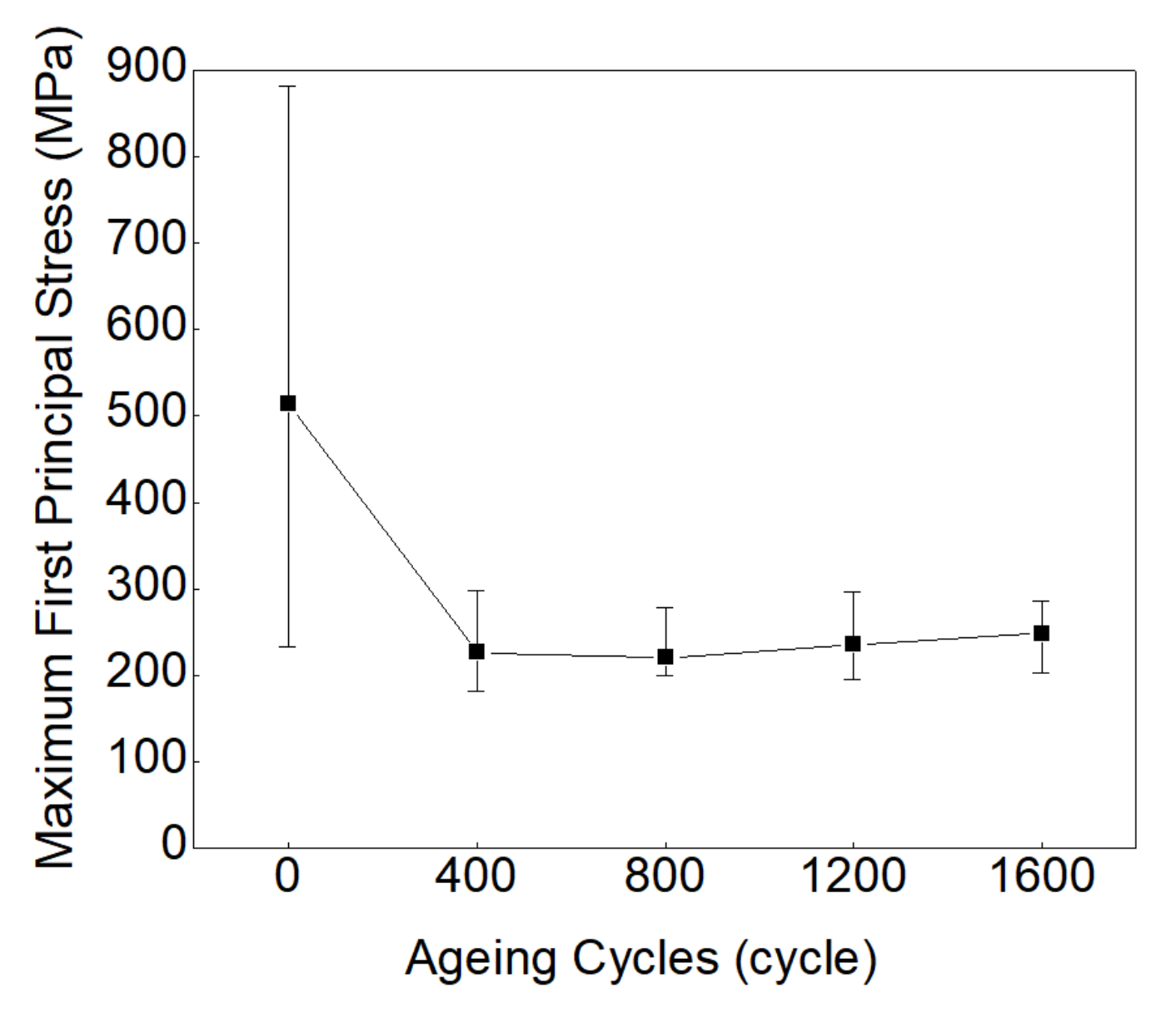
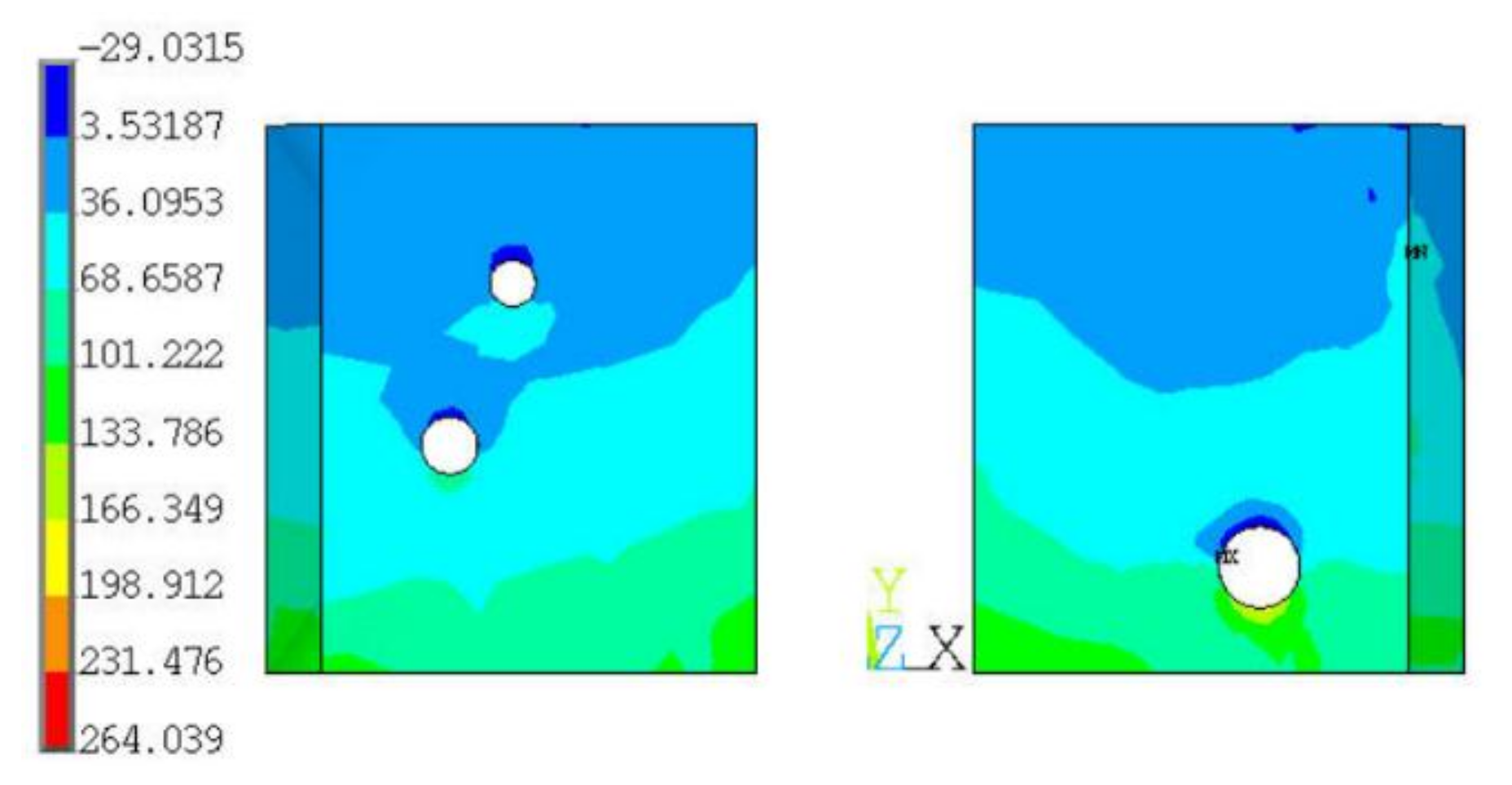
In this paper, the effects of 3D randomly distributed voids on the shear strength and heat dissipation of solder joints in LED CSPs aged under thermal shock test are firstly analyzed. The main stress distribution, thermal resistance, and fatigue lifetime of solder joints under thermal shock test are predicted by means of finite element (FE) simulations, and finally the actual experimental measurement results are used to verify the accuracy of the proposed prediction methods. The remainder of this paper is organized as follows.
Section 2 introduces theories and methodologies used in this study.
Section 3 presents the test samples and the thermal shock test designed for the test samples.
Section 4 discusses the effect of randomly distributed voids on mechanical and thermal performances and fatigue failure of solder joints with both simulations and experiments. Finally, the concluding remarks are presented in
Section 5.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}