Influence of Partial Replacement of Si by Al on Microstructure and Properties of Nanostructured Martensitic Steel

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
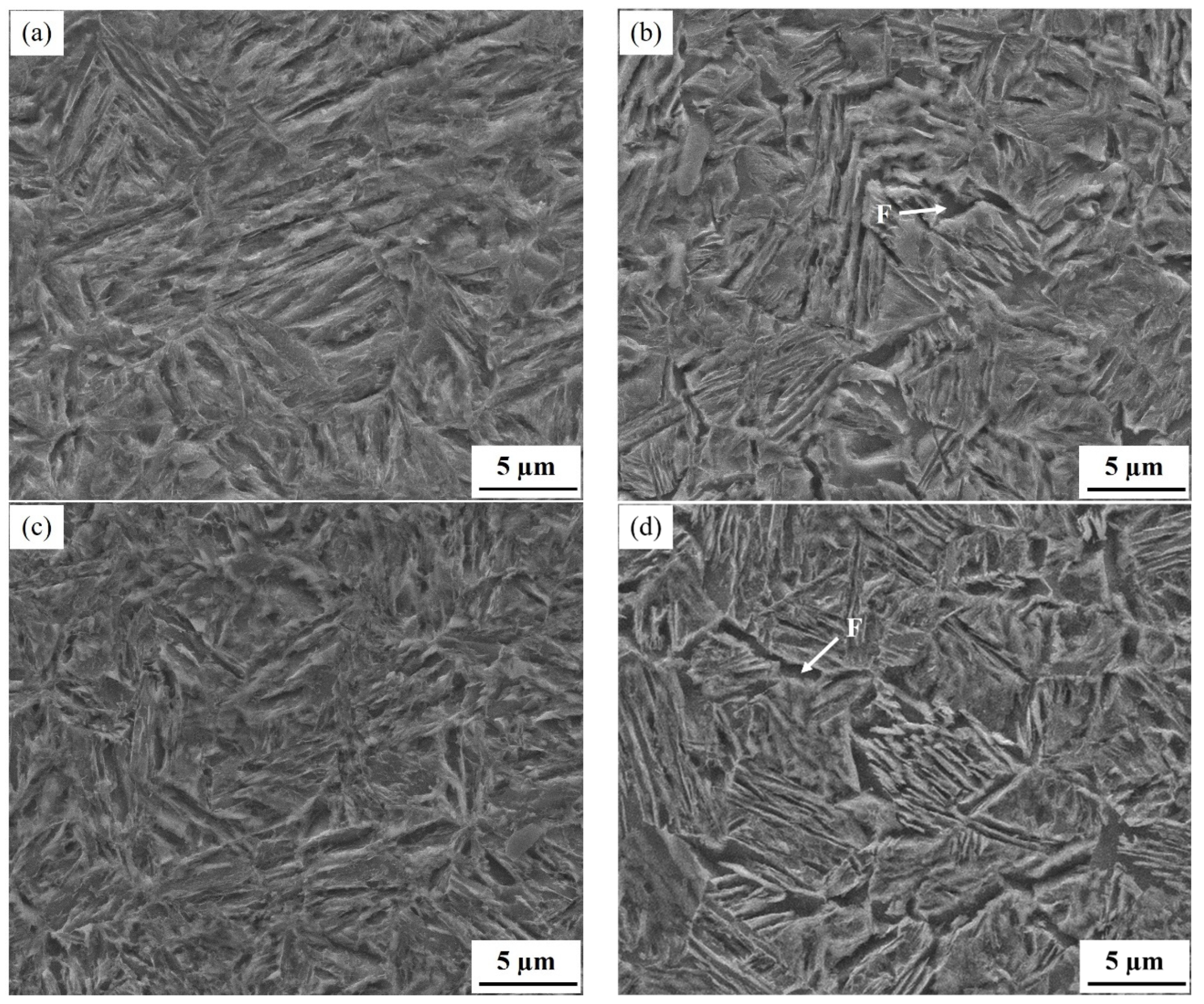
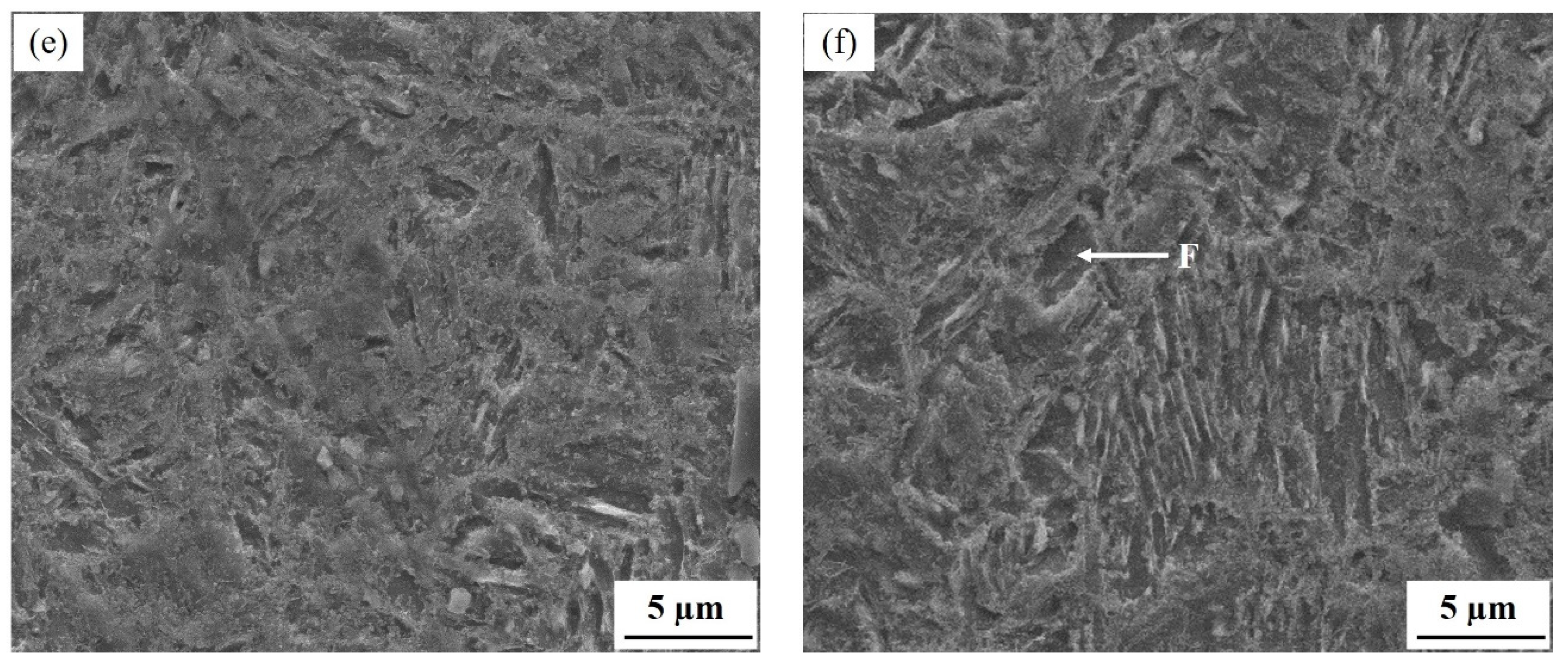
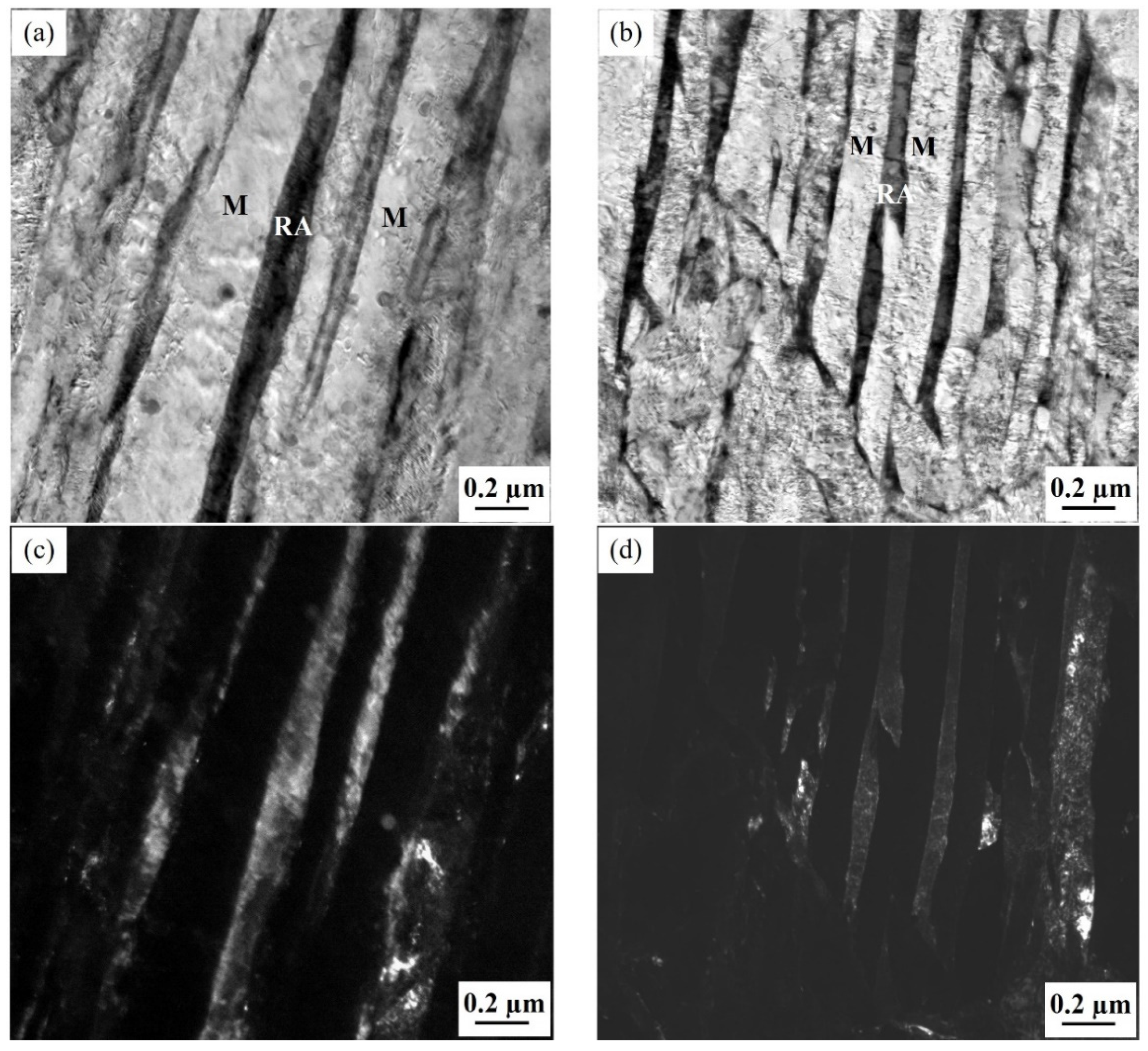
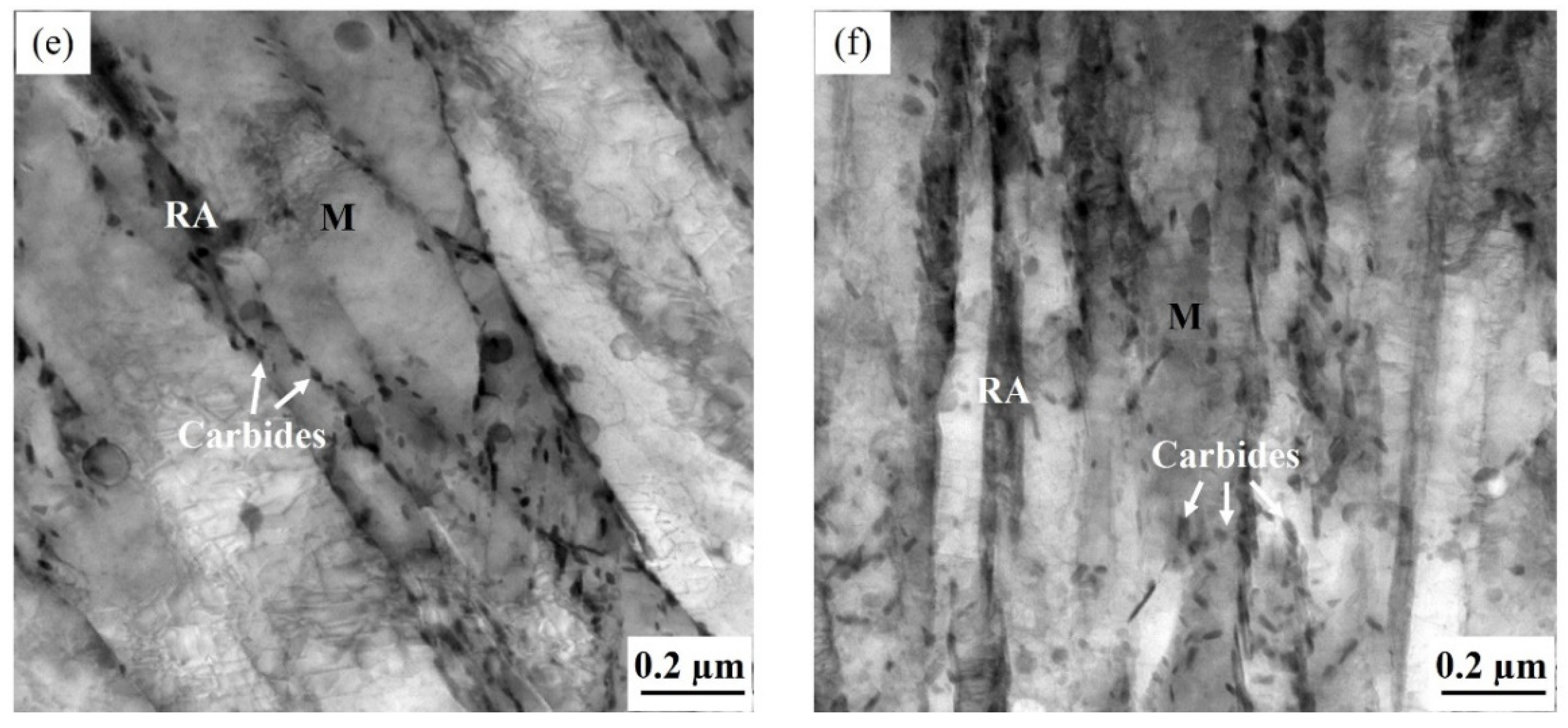
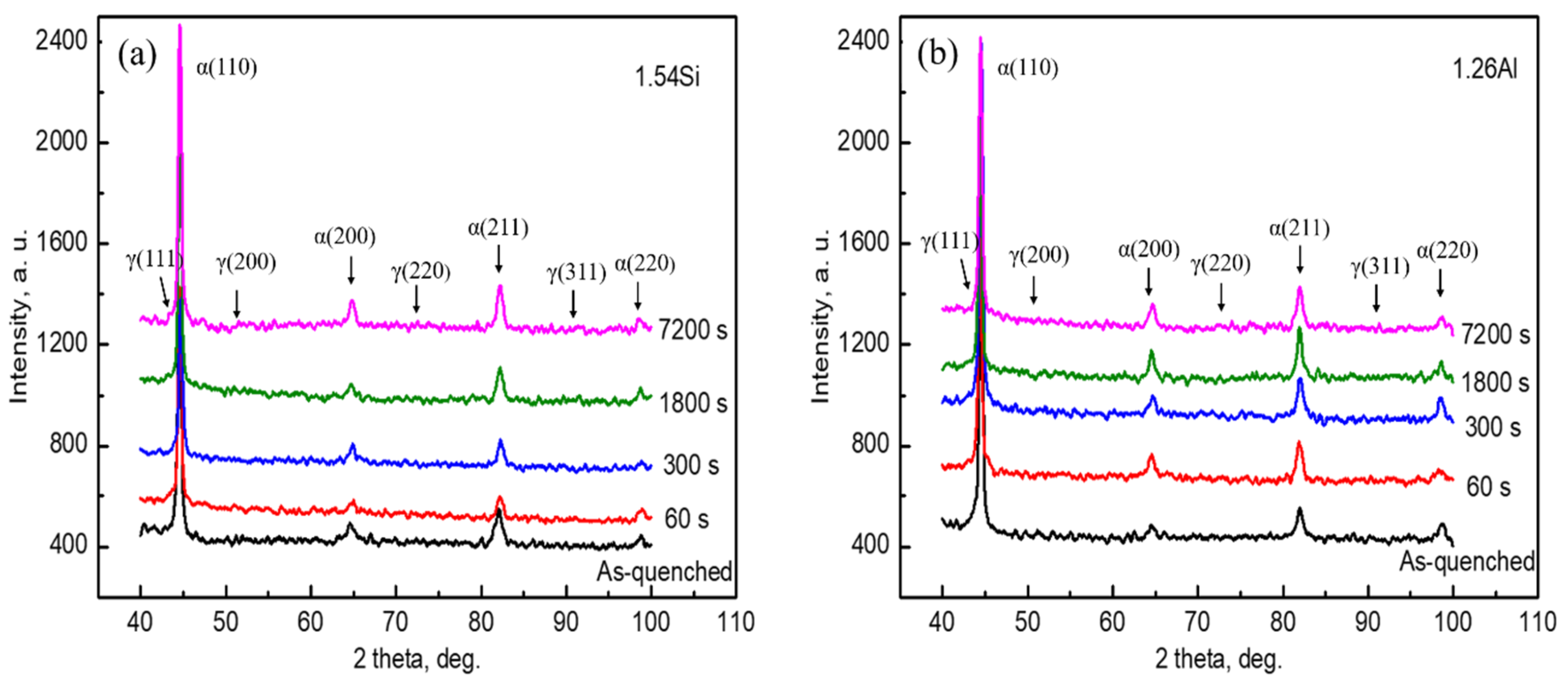
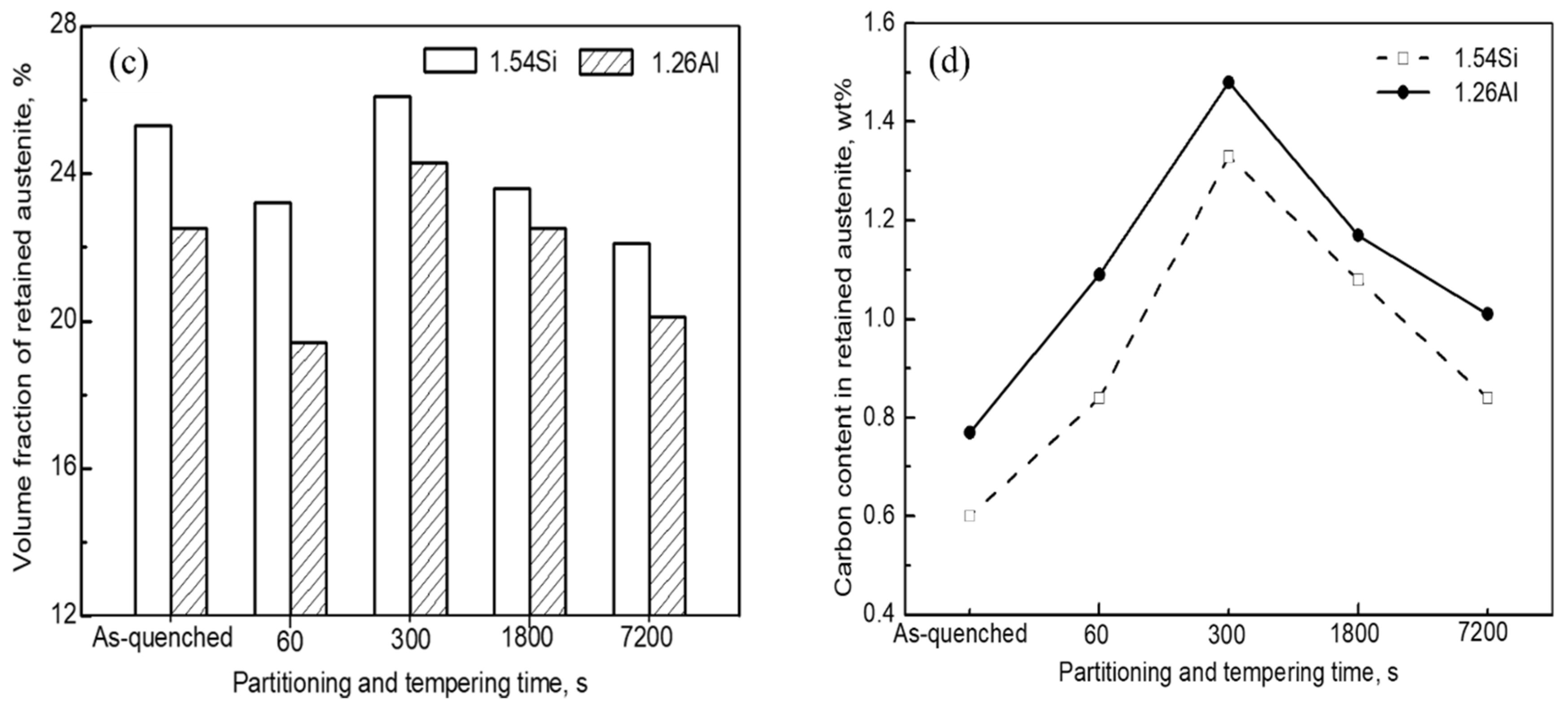
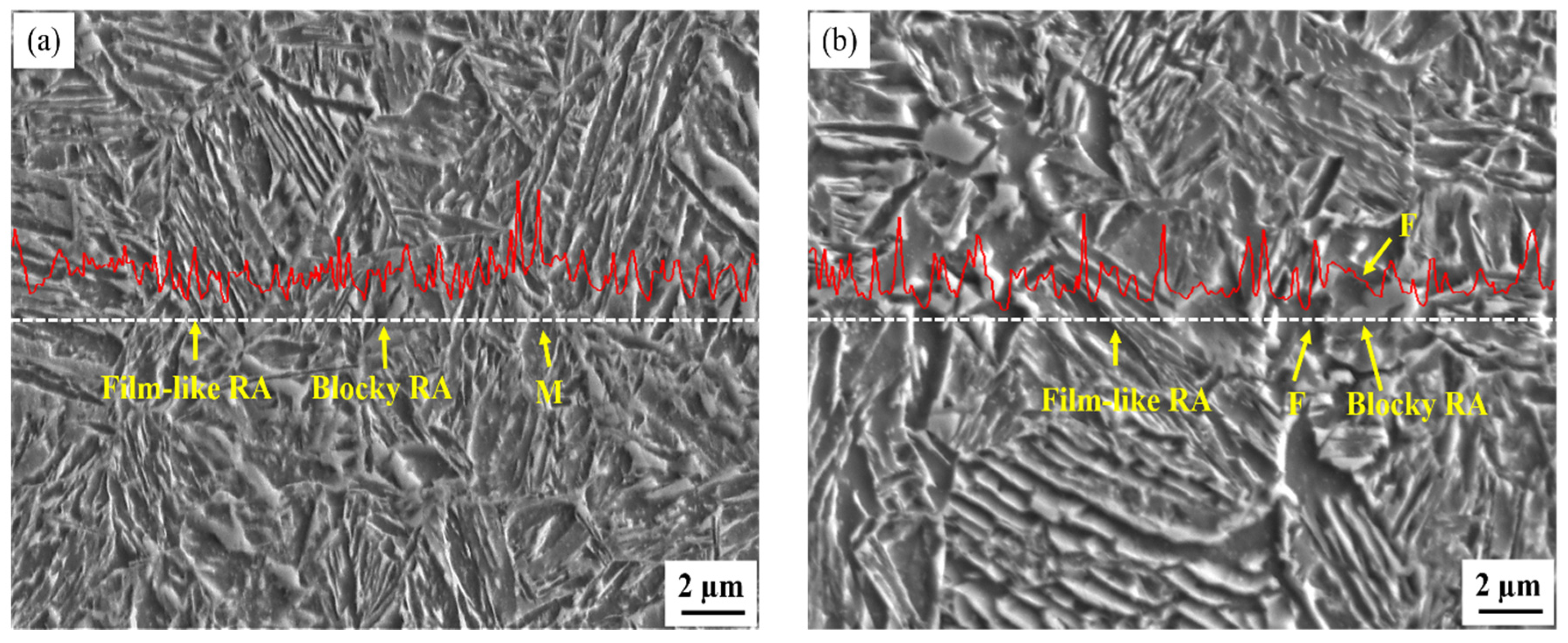
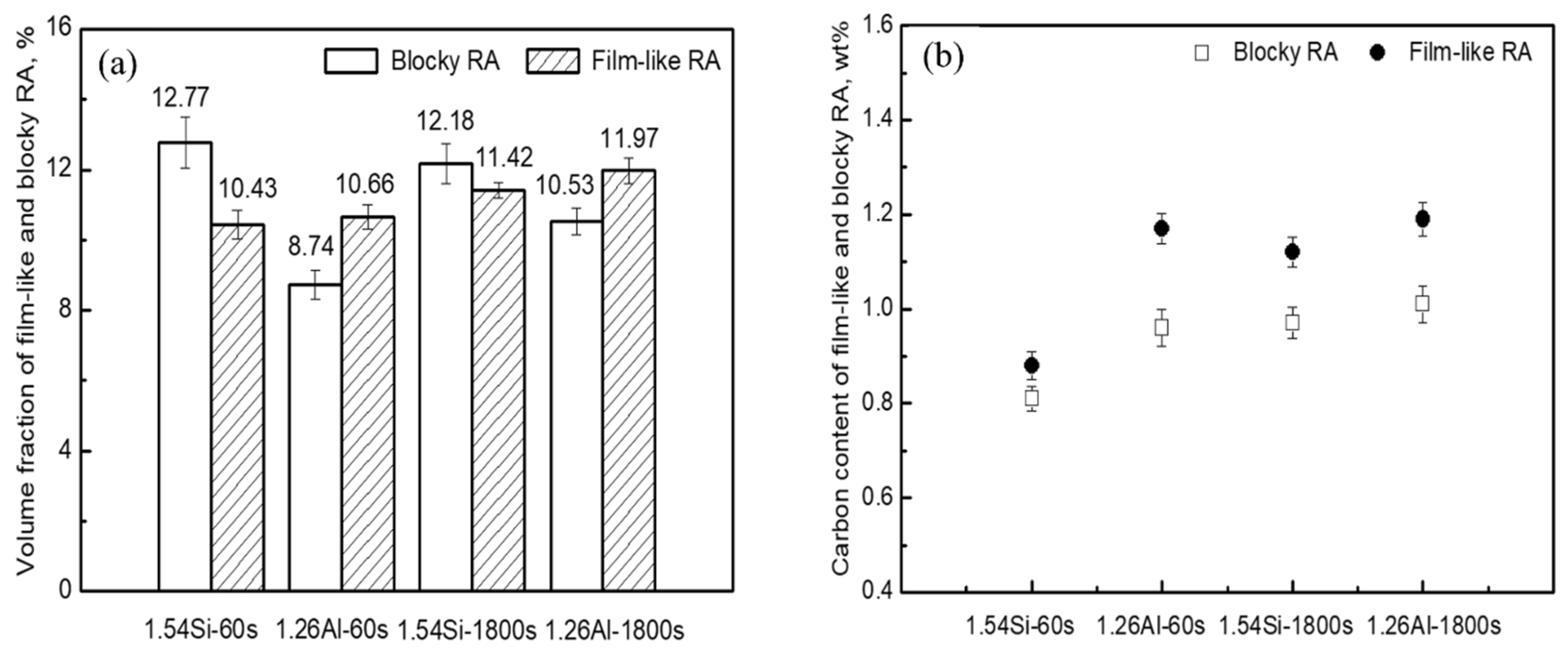
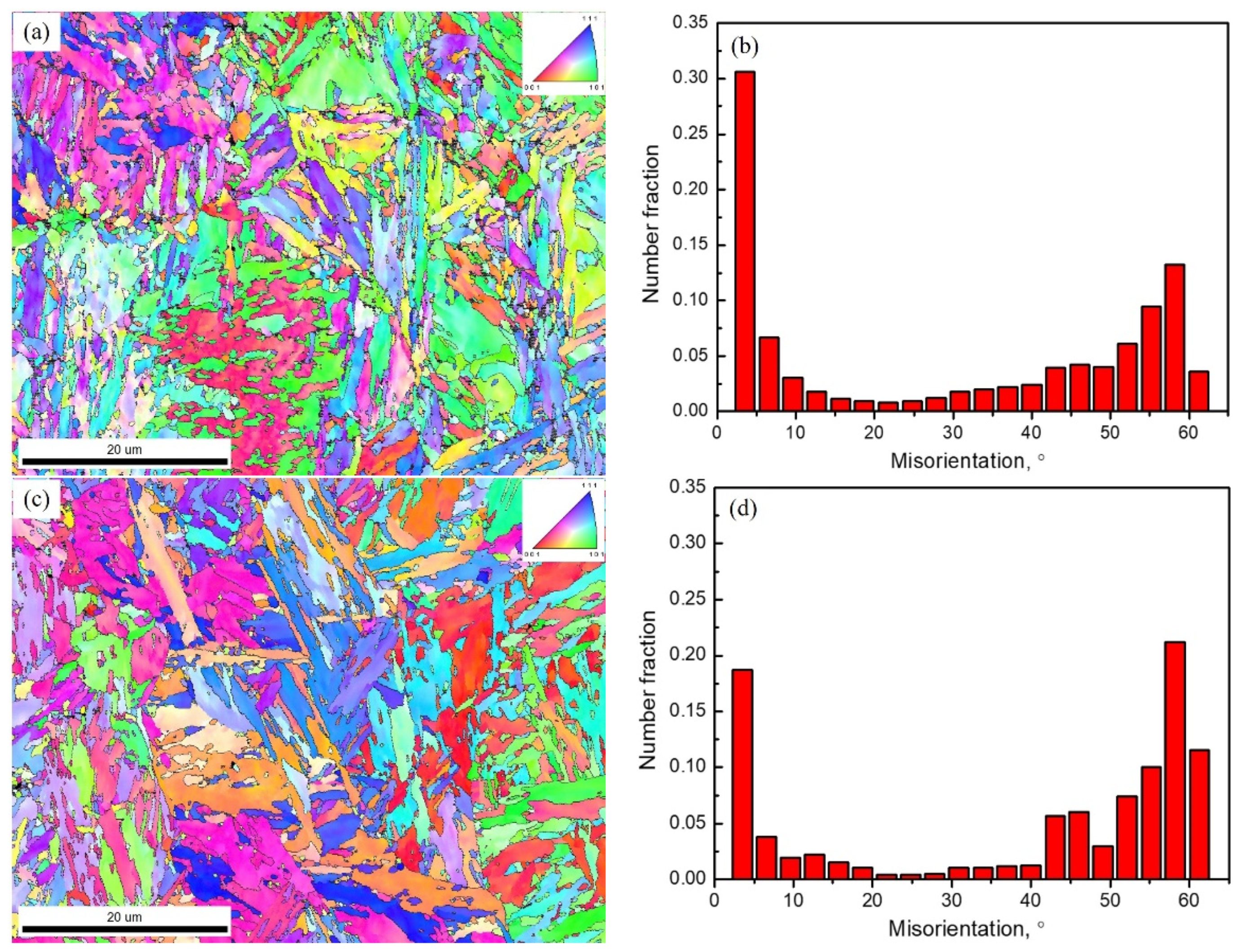
3.1. Microstructure Analysis
3.2. Mechanical Properties
4. Discussion
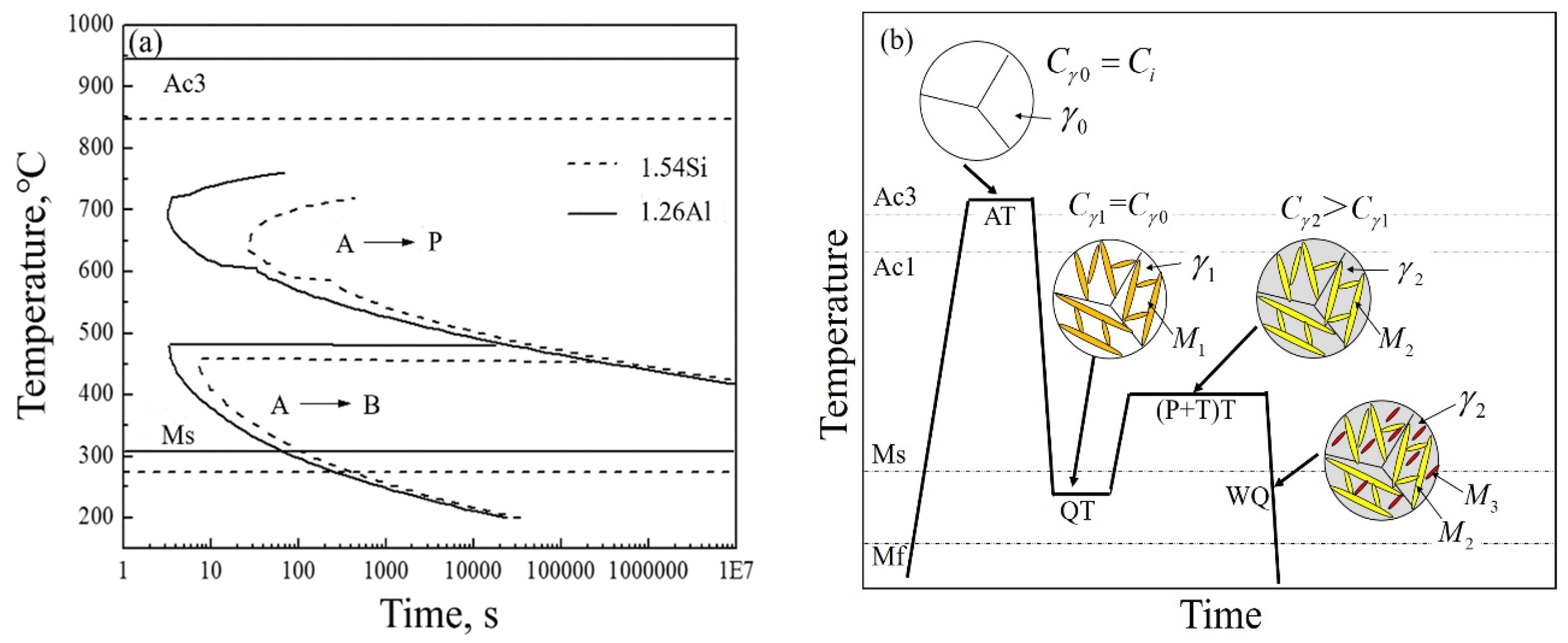
4.1. Transformation Kinetics
4.2. TRIP Effect of Retained Austenite
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Speer, J.G.; Edmonds, D.V.; Rizzo, F.C.; Matlock, D.K. Partitioning of carbon from supersaturated plates of ferrite, with application to steel processing and fundamentals of the bainite transformation. Curr. Opin. Solid State Mater. Sci. 2004, 8, 219–237. [Google Scholar] [CrossRef]
- Hsu, T.Y.; Xu, Z.Y. Design of structure, composition and heat treatment process for high strength steel. Mater. Sci. Forum. 2007, 561–565, 2283–2286. [Google Scholar] [CrossRef]
- Wang, K.K.; Gu, K.X.; Miao, J.H.; Weng, Z.J.; Wang, J.J.; Tan, Z.L.; Bai, B.Z. Toughening optimization on a low carbon steel by a novel quenching–partitioning–cryogenic–tempering treatment. Mater. Sci. Eng. A 2019, 743, 259–264. [Google Scholar] [CrossRef]
- Edmonds, D.V.; He, K.; Rizzo, F.C.; De Cooman, B.C.; Matlock, D.K.; Speer, J.G. Quenching and partitioning martensite–a novel steel heat treatment. Mater. Sci. Eng. A 2006, 438–440, 25–34. [Google Scholar] [CrossRef]
- Tosal-Martínez, L.; Vanderschueren, D.; Jacobs, S.; Vandeputte, S. Development of a hot-rolled Nb-bearing Si-TRIP steel with excellent fatigue behaviour for automotive applications. Steel Res. Int. 2001, 72, 412–415. [Google Scholar] [CrossRef]
- Sun, B.; Aydin, H.; Fazeli, F.; Yue, S. Microstructure evolution of a medium manganese steel during thermomechanical processing. Metall. Mater. Trans. A 2016, 47, 1782–1791. [Google Scholar] [CrossRef]
- Suh, D.W.; Park, S.J.; Oh, C.S.; Kim, S.J. Influence of partial replacement of Si by Al on the change of phase fraction during heat treatment of TRIP steels. Scripta Mater. 2007, 57, 1097–1100. [Google Scholar] [CrossRef]
- Wang, C.; Ding, H.; Zhang, J.; Di, H.F. Interaction between deformation–induced and thermal martensite in high–manganese TRIP steel. J. Mater. Eng. Perform. 2014, 23, 3896–3906. [Google Scholar] [CrossRef]
- Hu, F.; Wu, K.M.; Shirzadi, A.A. Influence of Co and Al on pearlitic transformation in superbainitic steels. Ironmak. Steelmak. 2012, 39, 535–539. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Acceleration of low-temperature bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef]
- Peet, M.; Bhadeshia, H.K.D.H. Available online: http://www.msm.cam.ac.uk/map/steel/tar/mucg83.exe (accessed on 10 November 2018).
- Hu, F.; Wu, K.M.; Wan, X.L.; Rodionova, I.; Shirzadi, A.A.; Zhang, F.C. Novel method for refinement of retained austenite in micro/nano–structured bainitic steels. Mater. Sci. Technol. 2017, 33, 1360–1365. [Google Scholar] [CrossRef]
- Jackson, K.A.; Hunt, J.D. Transparent compounds that freeze like metals. Acta Mater. 1965, 13, 1212–1215. [Google Scholar] [CrossRef]
- Kang, J.; Zhang, F.C.; Yang, X.W.; Lv, B.; Wu, K.M. Effect of tempering on the microstructure and mechanical properties of a medium carbon bainitic steel. Mater. Sci. Eng. A 2017, 686, 150–159. [Google Scholar] [CrossRef]
- Wang, C.; Ding, H.; Zhang, J.; Wu, H.Y. Effect of intercritical annealing time on the microstructures and tensile properties of a high strength trip steel. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 457–463. [Google Scholar] [CrossRef]
- Chen, Y.L.; Dong, C.; Jiang, H.T.; Tang, D. Effect of aluminum and silicon on phase transformation and microstructure of quenching and partitioning steel during continuous cooling. Hot Work. Technol. 2010, 39, 10–12. (In Chinese) [Google Scholar]
- Li, Y.J.; Kang, J.; Zhang, W.N.; Liu, D.; Wang, X.H.; Yuan, G.; Misra, R.D.K.; Wang, G.D. A novel phase transition behavior during dynamic partitioning and analysis of retained austenite in quenched and partitioned steels. Mater. Sci. Eng. A 2018, 710, 181–191. [Google Scholar] [CrossRef]
- Li, H.Y.; Lu, X.W.; Li, W.J.; Jin, X.J. Microstructure and mechanical properties of an ultrahigh–strength 40SiMnNiCr steel during the one–step quenching and partitioning process. Metall. Mater. Trans. A 2010, 41, 1284–1300. [Google Scholar] [CrossRef]
- Zhang, S.; Findley, K.O. Quantitative assessment of the effects of microstructure on the stability of retained austenite in TRIP steels. Acta Mater. 2013, 61, 1895–1903. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Babu, S.S.; Vogel, S.; Garcia-Mateo, C.; Clausenet, B.; Morales-Rivas, L.; Caballero, F.G. Microstructure evolution during tensile deformation of a nanostructured bainitic steel. Scripta Mater. 2013, 69, 777–780. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G. Ultra–high–strength bainitic steels. ISIJ Int. 2005, 45, 1736–1740. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Vasilakos, A.N. On the thermodynamic stability of retained austenite in 4340 steel. J. Alloy. Compd. 1997, 247, 128–133. [Google Scholar] [CrossRef]
- Yang, H.Y.; Li, J.; Yang, P. Interaction between deformation–induced and thermal martensite in high-manganese TRIP steel. Steel Res. Int. 2015, 86, 576–580. [Google Scholar] [CrossRef]
- Jacques, P.J.; Ladriere, J.; Delannay, F. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Reisner, G.; Werner, E.A.; Kerschbaummayr, P.; Papst, I.; Fischer, F.D. The modeling of retained austenite in low-alloyed TRIP steels. JOM 1997, 49, 62–65. [Google Scholar] [CrossRef]
- Bai, D.Q.; Di Chiro, A.; Yue, S. Stability of retained austenite in a Nb microalloyed Mn–Si TRIP steel. Mater. Sci. Forum 1998, 284–286, 253–262. [Google Scholar] [CrossRef]
- Jacques, P.; Girault, E.; Catlin, T.; Geerlofs, N.; Kop, T.; Zwaag, S.V.D.; Delannay, F. Bainite transformation of low carbon Mn–Si TRIP-assisted multiphase steels: Influence of silicon content on cementite precipitation and austenite retention. Mater. Sci. Eng. A 1999, 273, 475–479. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | P + T Time, s | UTS, MPa | A, % | ASSC, ×106 J/m3 |
|---|---|---|---|---|
| 1.54Si | 60 | 1392 ± 14 | 16.7 ± 1.3 | 37.1 ± 1.5 |
| 1800 | 1272 ± 11 | 12.3 ± 0.9 | 19.4 ± 1.3 | |
| 1.26Al | 60 | 1215 ± 13 | 19.9 ± 1.2 | 43.1 ± 2.1 |
| 1800 | 1137 ± 17 | 14.6 ± 0.6 | 25.7 ± 1.9 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, H.; Hu, F.; Zhou, W.; Isayev, O.; Hress, O.; Yershov, S.; Wu, K. Influence of Partial Replacement of Si by Al on Microstructure and Properties of Nanostructured Martensitic Steel. Materials 2019, 12, 3718. https://doi.org/10.3390/ma12223718
Zheng H, Hu F, Zhou W, Isayev O, Hress O, Yershov S, Wu K. Influence of Partial Replacement of Si by Al on Microstructure and Properties of Nanostructured Martensitic Steel. Materials. 2019; 12(22):3718. https://doi.org/10.3390/ma12223718
Chicago/Turabian StyleZheng, Hua, Feng Hu, Wen Zhou, Oleg Isayev, Oleksandr Hress, Serhii Yershov, and Kaiming Wu. 2019. "Influence of Partial Replacement of Si by Al on Microstructure and Properties of Nanostructured Martensitic Steel" Materials 12, no. 22: 3718. https://doi.org/10.3390/ma12223718