Natural Advantages of Preparation of Composites from Minerals: Effect of Bauxite Addition on the Microstructures and Properties of Fe-Al2O3 Based Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results and Discussion
3.1. Mechanical Properties
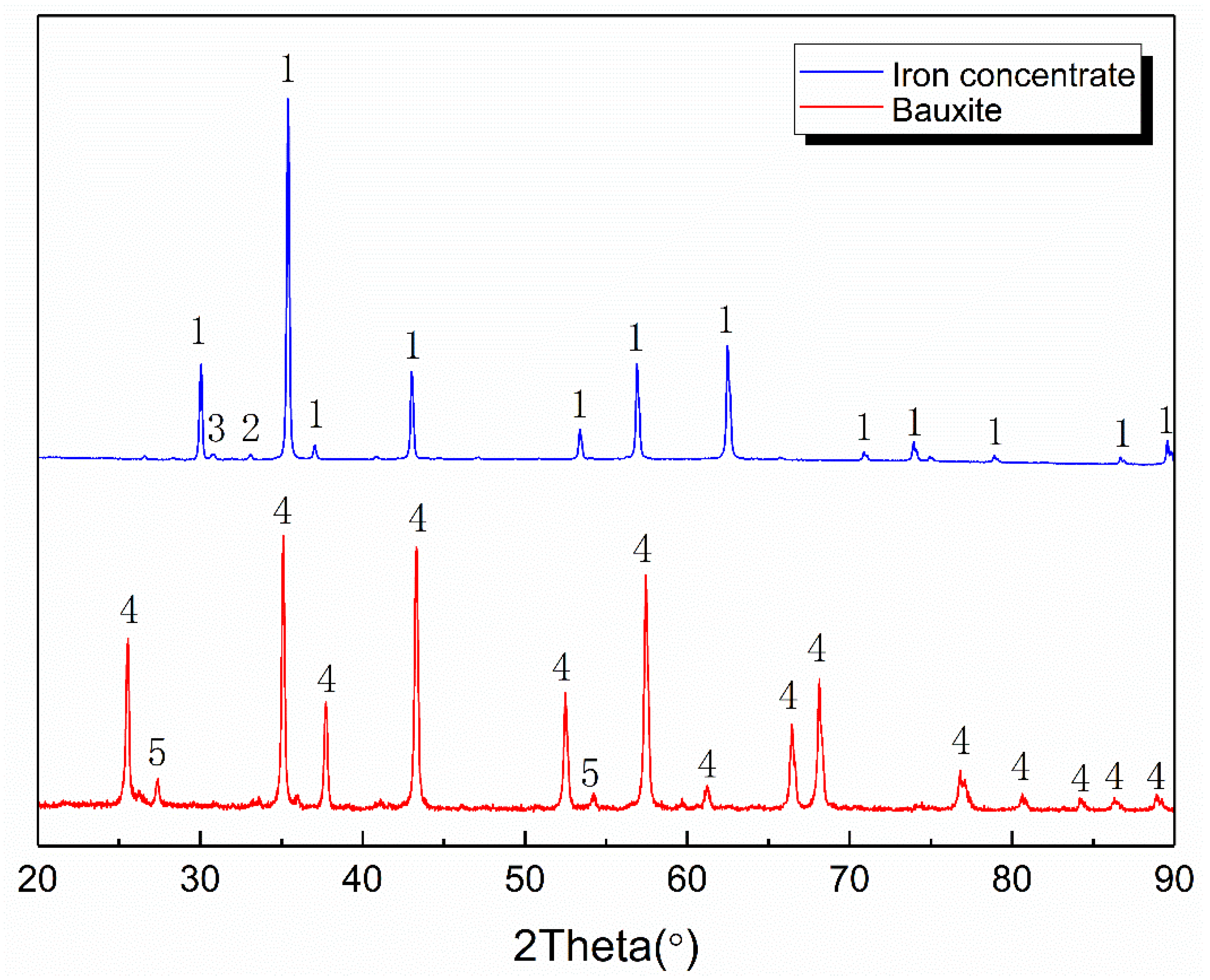
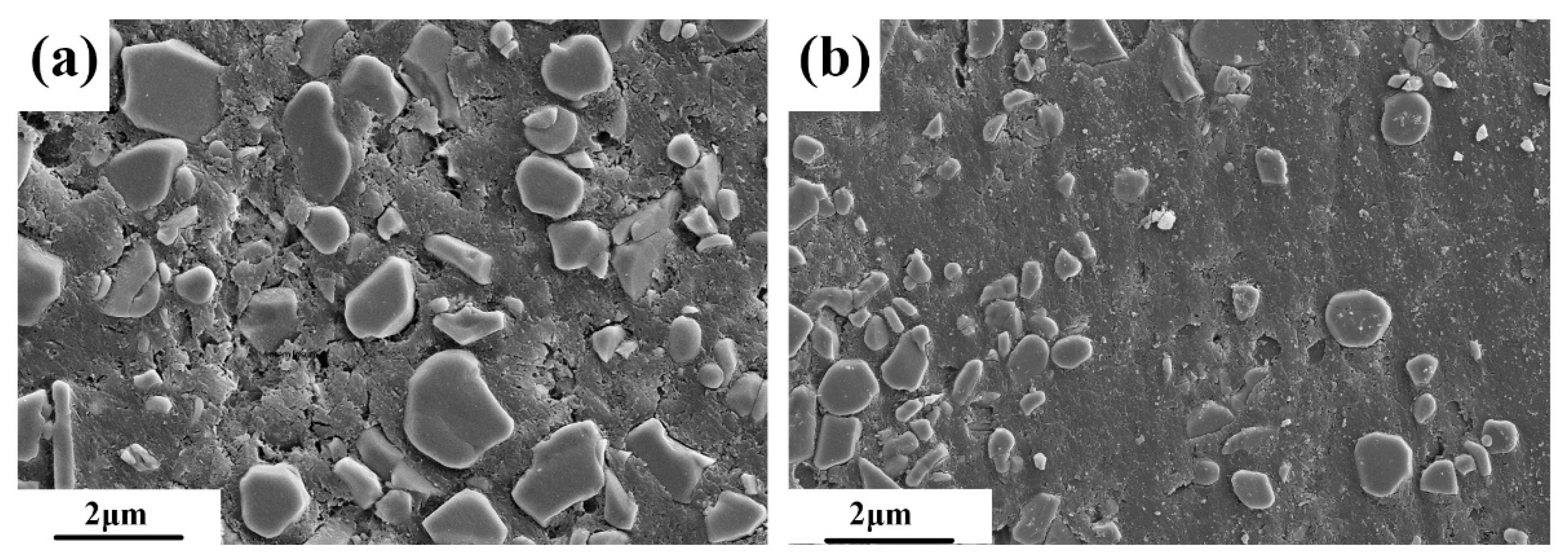
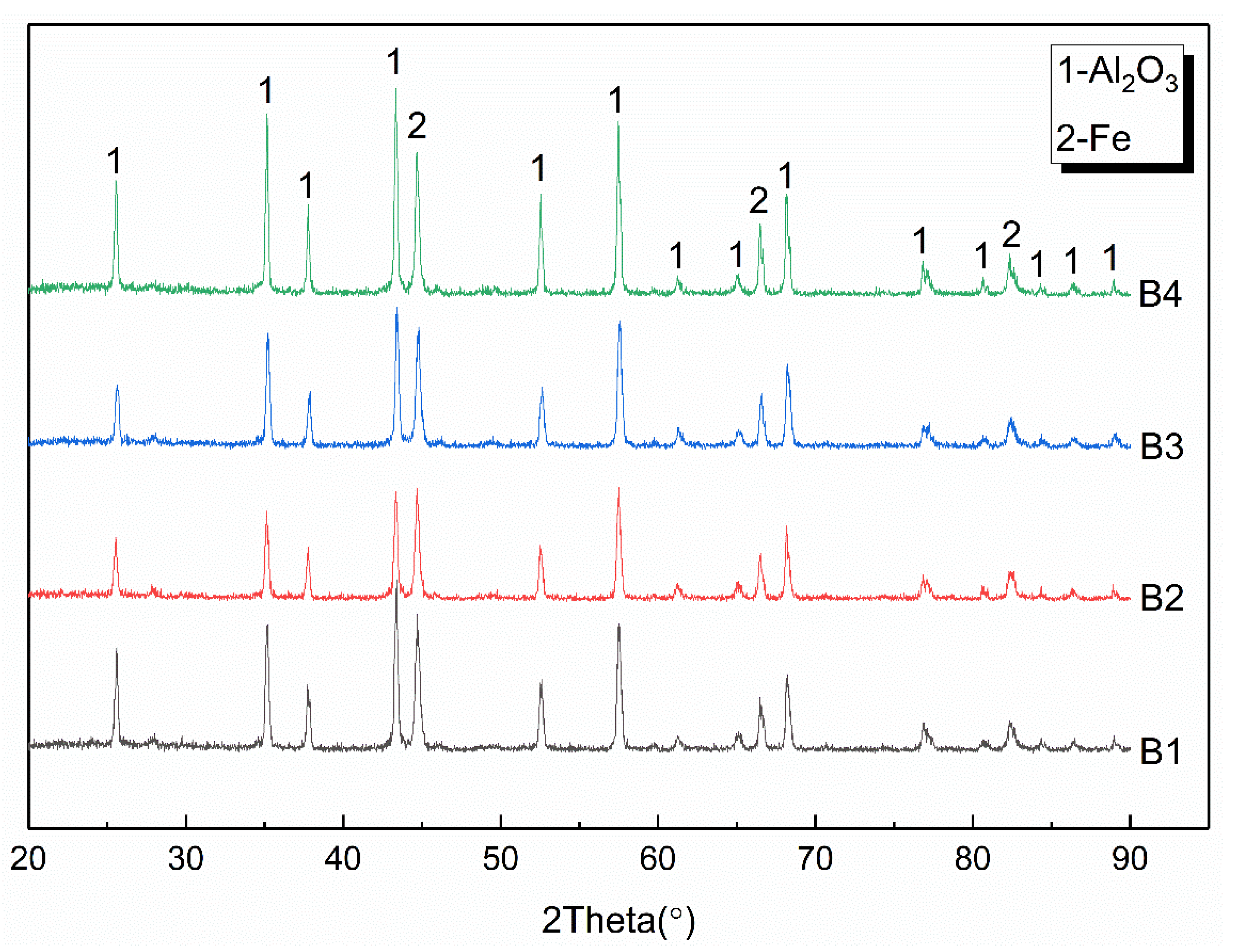
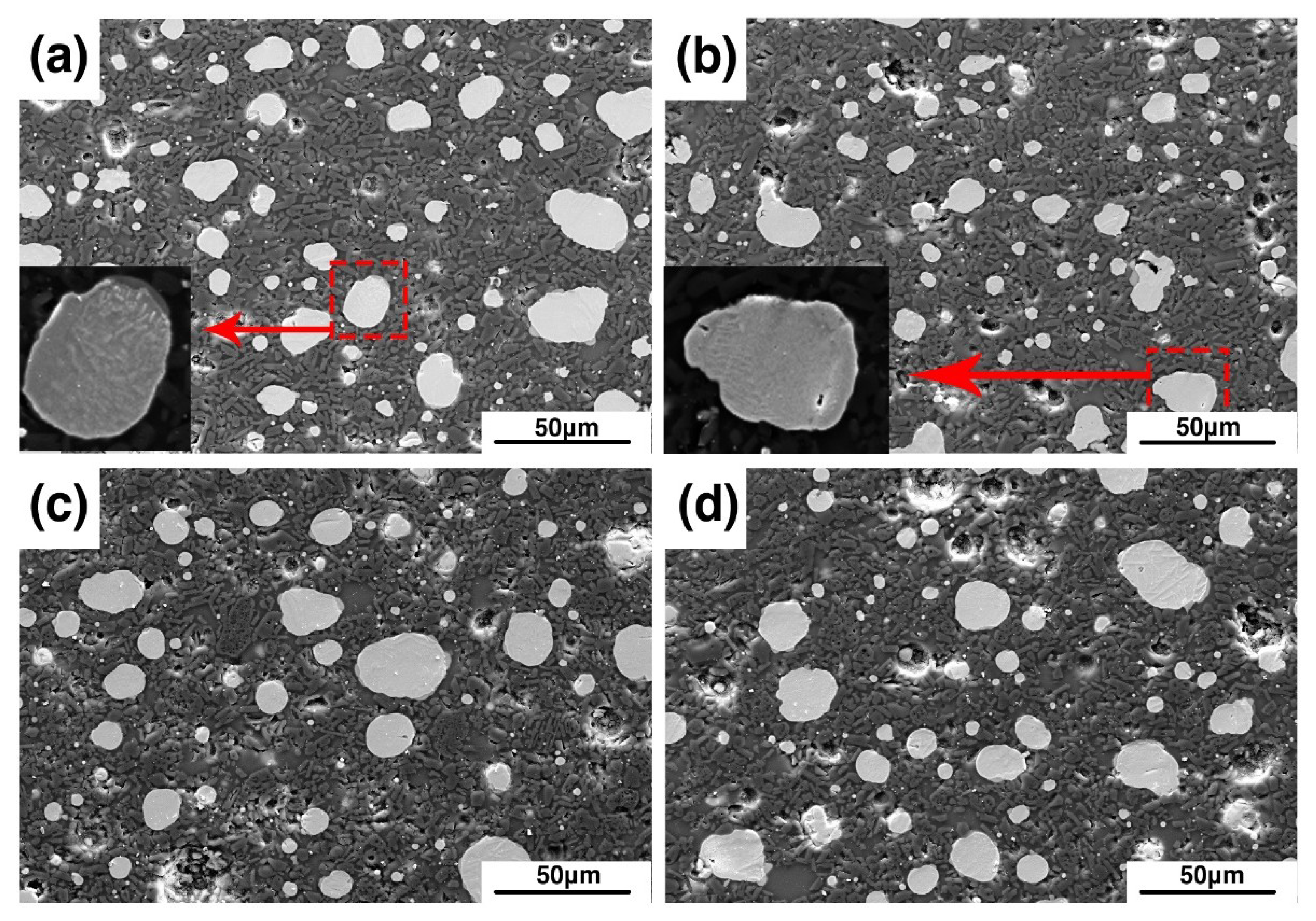
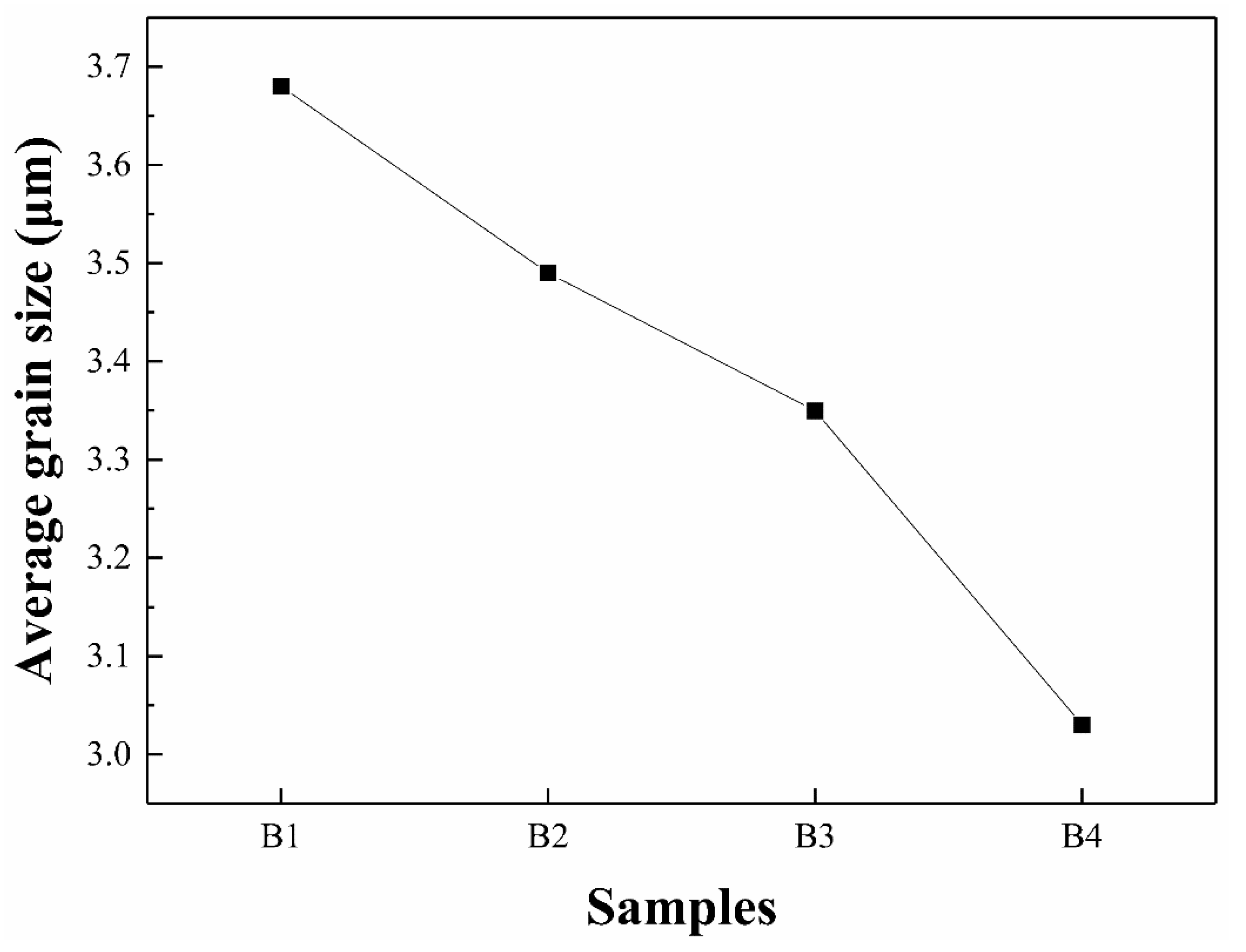
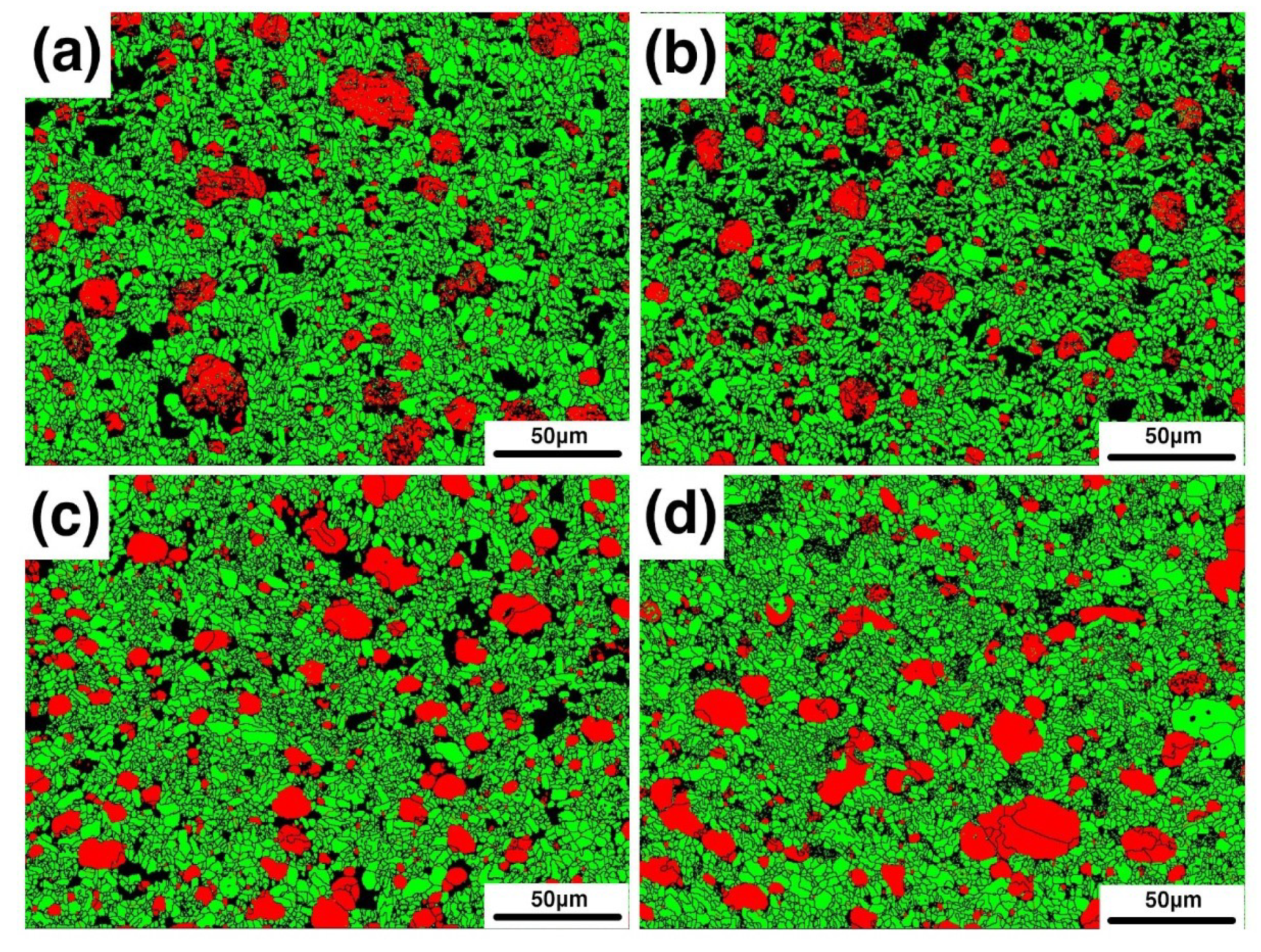
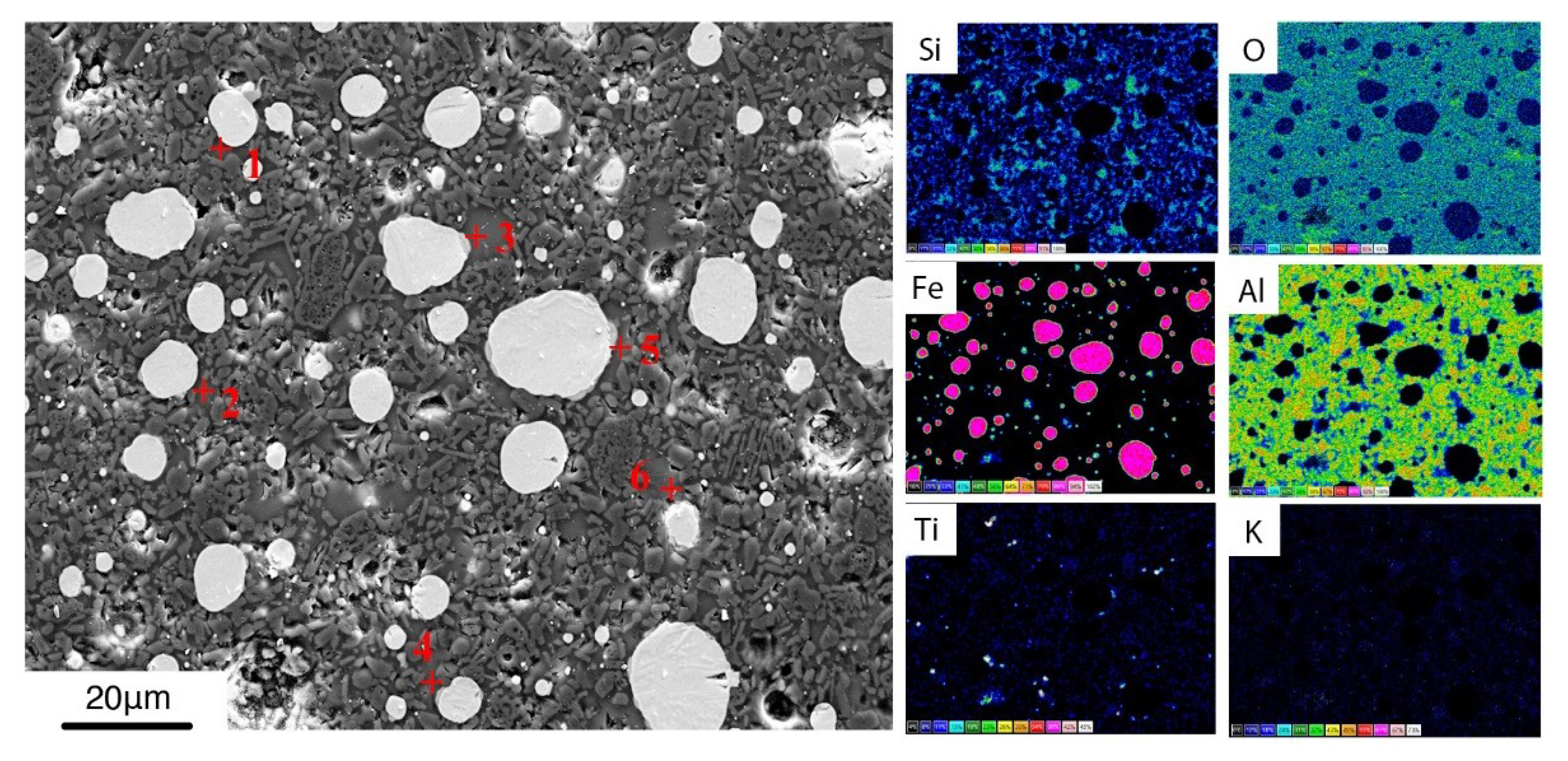
3.2. Phases and Microstructures
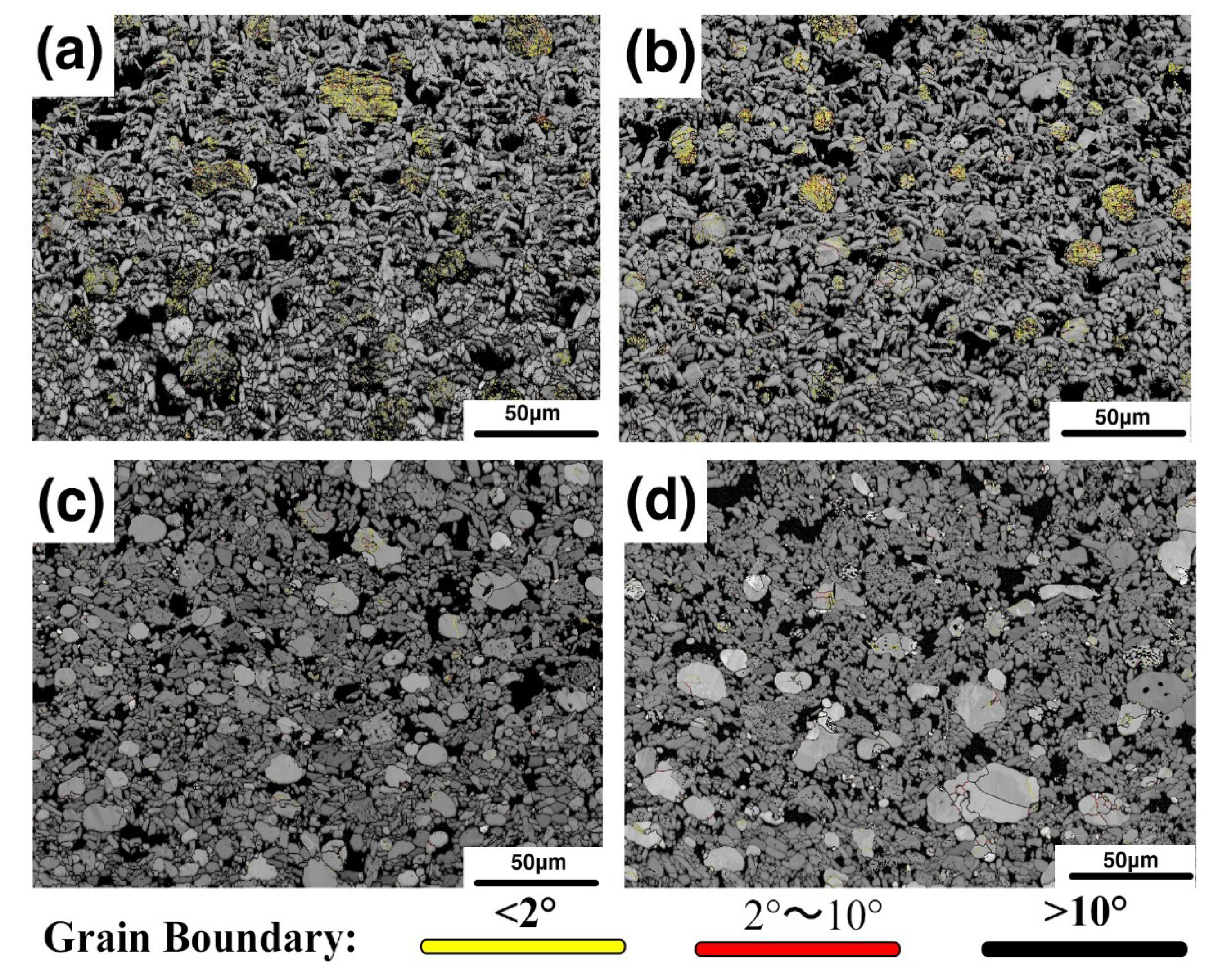
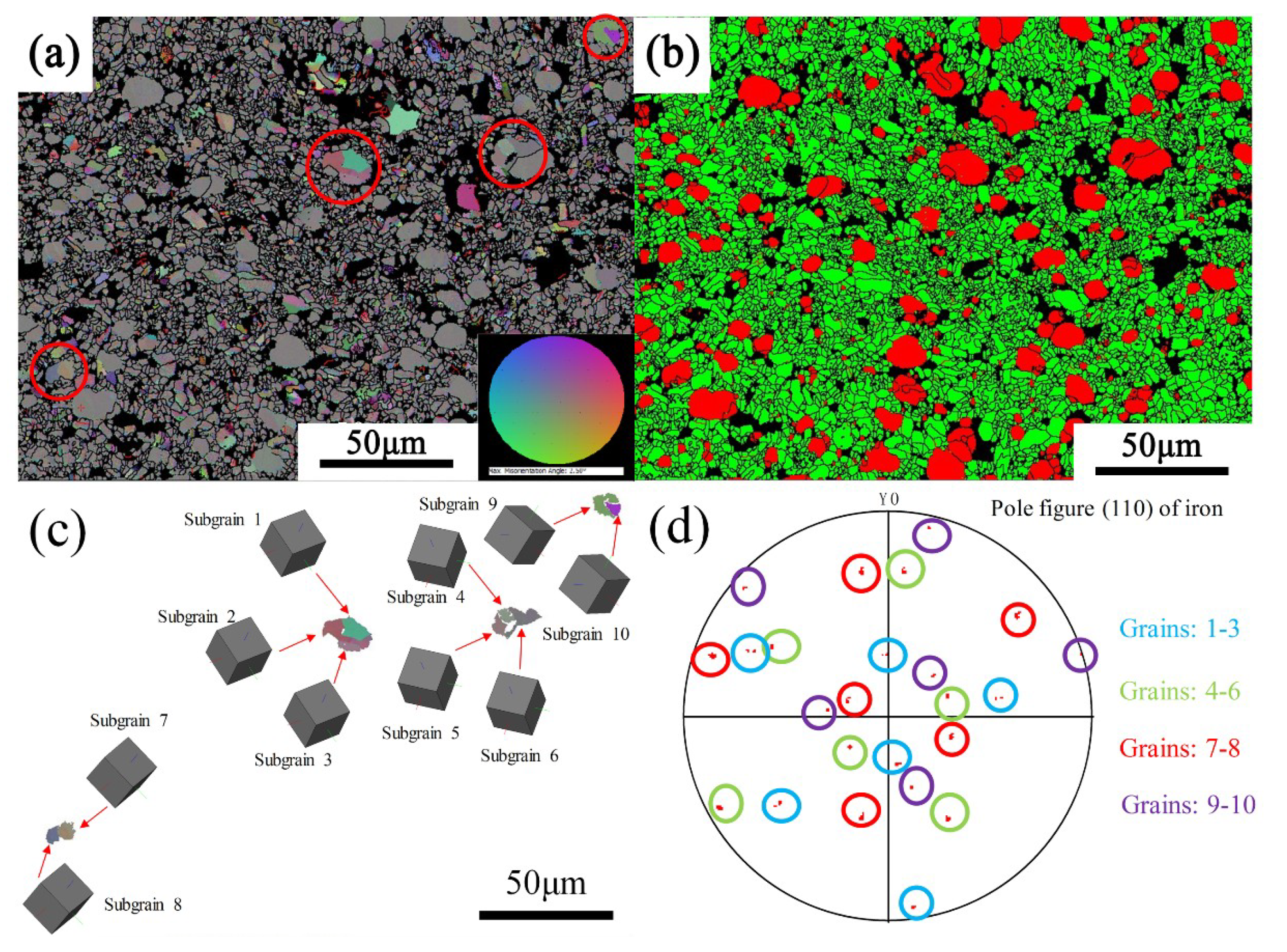
3.3. EBSD Analysis
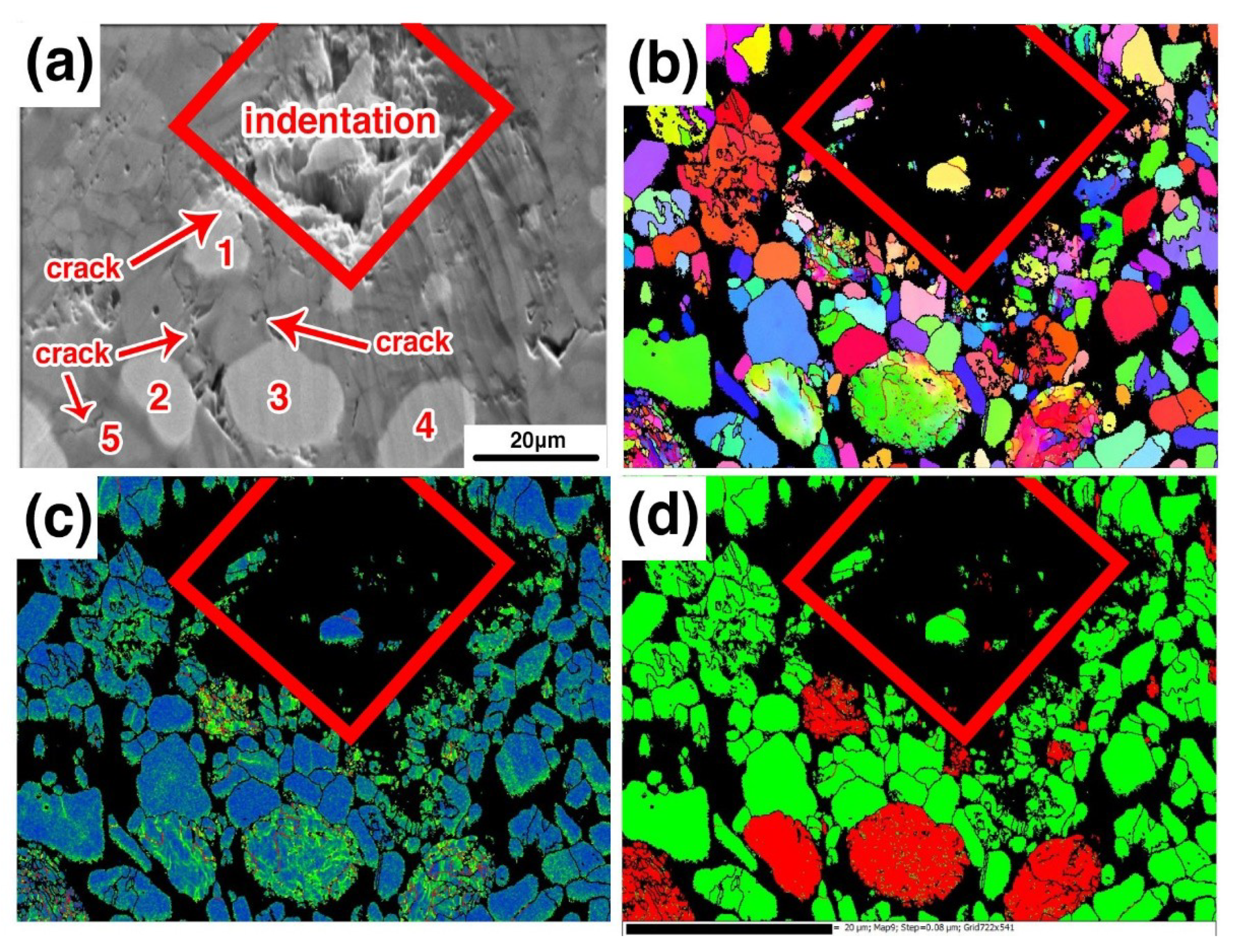
3.4. Fracture Mechanism
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Xu, H.Q.; Wang, Z.; Wu, J.Y.; Li, Q.G.; Liu, M.J.; Li, Y.Y. Mechanical properties and microstructure of Ti/Al2O3 composites with Pr6O11 addition by hot pressing sintering. Mater. Des. 2016, 101, 1–6. [Google Scholar] [CrossRef]
- Yu, M.X.; Zhang, J.X.; Li, X.G.; Liang, H.Q.; Zhong, H.; Duan, Y.S.; Jiang, D.L.; Liu, X.J.; Huang, Z.G. Optimization of the tape casting process for development of high performance alumina ceramics. Ceram. Int. 2015, 41, 14845–14853. [Google Scholar] [CrossRef]
- Marmier, A.; Lozovoi, A.; Finnis, M.W. The α-alumina (0001) surface: Relaxations and dynamics from shell model and density functional theory. J. Eur. Ceram. Soc. 2003, 23, 2729–2735. [Google Scholar] [CrossRef]
- Hirvikorpi, T.; Vähä-Nissi, M.; Nikkola, J.; Harlin, A.; Karppinen, M. Thin Al2O3 barrier coatings onto temperature-sensitive packaging materials by atomic layer deposition. Surf. Coat. Technol. 2011, 205, 5088–5092. [Google Scholar] [CrossRef]
- Broniszewski, K.; Wozniak, J.; Kostecki, M.; Czechowski, K.; Jaworska, L.; Olszyna, A. Al2O3-V cutting tools for machining hardened stainless steel. Ceram. Int. 2015, 41, 14190–14196. [Google Scholar] [CrossRef]
- Dehm, G.; Scheu, C.; Rühle, M.; Raj, R. Growth and structure of internal Cu/Al2O3 and Cu/Ti/Al2O3 interfaces. Acta Mater. 1998, 46, 759–772. [Google Scholar] [CrossRef]
- Sun, J.L.; Liu, C.X.; Zhang, X.H.; Wang, B.W.; Ni, X.Y. Effect of diopside addition on sintering and mechanical properties of alumina. Ceram. Int. 2009, 35, 1321–1325. [Google Scholar]
- Zhang, X.F.; Li, Y.C. On the comparison of the ballistic performance of 10% zirconia toughened alumina and 95% alumina ceramic target. Mater. Des. 2010, 31, 1945–1952. [Google Scholar] [CrossRef]
- Pillai, S.K.C.; Baron, B.; Pomeroy, M.J.; Hampshire, S. Effect of oxide dopants on densification, microstructure and mechanical properties of alumina-silicon carbide nanocomposite ceramics prepared by pressureless sintering. J. Eur. Ceram. Soc. 2004, 24, 3317–3326. [Google Scholar] [CrossRef]
- Zhang, W.; Smith, J.R.; Evans, A.G. The connection between ab initio calculations and interface adhesion measurements on metal/oxide system: Ni/Al2O3 and Cu/Al2O3. Acta Mater. 2002, 50, 3803–3816. [Google Scholar] [CrossRef]
- Pettersson, P.; Johnesson, M. Thermal shock properties of alumina reinforce with Ti (C, N) whiskers. J. Eur. Ceram. Soc. 2003, 2, 309–313. [Google Scholar] [CrossRef]
- Cannon, R.M.; Korn, D.; Elssner, G.; Ruhle, M. Fracture properties of interfacially doped Nb-Al2O3 bicrystals: Ⅱ, relation of interfacial bonding, chemistry and local plasticity. Acta Mater. 2002, 50, 3903–3925. [Google Scholar] [CrossRef]
- Irshad, H.M.; Hakeem, A.S.; Ahmed, B.A.; Ali, S.; Ehsan, M.A.; Laoui, T. Effect of Ni content and Al2O3 particle size on the thermal and mechanical properties of Al2O3/Ni composites prepared by spark plasma sintering. Int. J. Refract. Metals Hard Mater. 2018, 76, 25–32. [Google Scholar] [CrossRef]
- Shon, I.J. Rapid consolidation of nanostructured Mo-Al2O3 composite from mechanically synthesized powders. Ceram. Int. 2018, 44, 2587–2592. [Google Scholar] [CrossRef]
- Wu, C.; Li, Y.K.; Wang, Z. Evolution and mechanism of crack propagation method of interface in laminated Ti/Al2O3 composite. J. Alloy Compd. 2016, 665, 37–41. [Google Scholar] [CrossRef]
- Hu, H.Q.; Wang, Z.; Wu, J.Y.; Xu, X.J. Effects of Pr6O11 on the microstructure and mechanical properties of Ti/Al2O3 composites prepared by pressureless sintering. Ceram. Int. 2017, 43, 3448–3452. [Google Scholar]
- Marchin, C.; Katarzyna, P. Processing; microstructure and mechanical properties of Al2O3-Cr nanocomposites. J. Eur. Ceram. Soc. 2007, 27, 1273–1279. [Google Scholar]
- Burden, S.J.; Hong, J.; Rue, T.W. Comparison of hot-Isostatically pressed and uniaxially hot-pressed alumina-titanium carbide cutting tools. Am. Ceram. Soc. Bull. 1988, 67, 1003–1005. [Google Scholar]
- Khoshhal, R.; Soltanieh, M.; Boutorabi, M.A. The effect of Fe2Al5 as reducing agent in intermediate steps of Al2O3/TiC-Fe composite production process. Int. J. Refract. Metals Hard Mater. 2015, 52, 17–20. [Google Scholar] [CrossRef]
- Khoshhal, R.; Soltanieh, M.; Boutorabi, M.A. Investigation on the reactions sequence between synthesized ilmenite and aluminum. J. Alloy Compd. 2015, 628, 113–120. [Google Scholar] [CrossRef]
- Ai, X.B.; Li, Y.; Gu, X.M.; Cang, D.Q. Development of ceramic based on steel slag with different magnesium content. Adv. Appl. Ceram. 2013, 112, 213–218. [Google Scholar] [CrossRef]
- Li, B.W.; Deng, L.B.; Zhang, X.F.; Jia, X.L. Structure and performance of glass-ceramics obtained by Bayan Obo tailing and fly ash. J. Non-Cryst. Solids. 2013, 380, 103–108. [Google Scholar]
- Chen, J.W.; Zhao, H.Z.; Yu, J.; Zhang, H.; Li, Z.K.; Zhang, J.Q. Synthesis and characterization of reaction-bonded calcium alumino-titanate-bauxite-SiC composite refractories in a reducing atmosphere. Ceram. Int. 2018, 44, 15338–15345. [Google Scholar] [CrossRef]
- Maldhure, A.V.; Tripathi, H.S.; Ghosh, A. Mechanical properties of mullite-corundum composites prepared from bauxite. Int. J. Appl. Ceram. Technol. 2015, 12, 860–866. [Google Scholar] [CrossRef]
- Zhang, H.J.; Han, B.; Liu, Z.J. Preparation and oxidation of bauxite-based β-Sialon-bonded SiC composite. Mater. Res. Bull. 2006, 41, 1681–1689. [Google Scholar] [CrossRef]
- Ren, B.; Sang, S.B.; Li, Y.W.; Xu, Y.B. Effects of oxidation of SiC aggregates on the microstructure and properties of bauxite-SiC composite refractories. Ceram. Int. 2015, 4, 2892–2899. [Google Scholar]
- Lange, R.A.; Navrotsky, A. Heat capacities of Fe2O3-bearing silicate liquids. Contrib. Mineral. Petr. 1992, 110, 311–320. [Google Scholar] [CrossRef]
- Stebbins, J.F.; Carmichael, I.S.E.; Moret, L.K. Heat capacities and entropies of silicate liquids and glasses. Contrib. Mineral. Petr. 1984, 86, 131–148. [Google Scholar] [CrossRef]
- Barin, I. Thermochemical Data of Pure Substances, 3rd ed.; VCH: Weinheim, Germany, 1995; pp. 48–49. [Google Scholar]
- Nakano, S.; Chen, X.J.; Gao, B.; Kakimoto, K. Numerical analysis of cooling rate dependence on dislocation density in multicrystalline silicon for solar cells. J. Cryst. Growth. 2011, 318, 280–282. [Google Scholar] [CrossRef]
- Gao, B.; Kakimoto, K. Three-dimensional analysis of dislocation multiplication in single-crystal silicon under accurate control of cooling history of temperature. J. Cryst. Growth. 2014, 396, 7–13. [Google Scholar] [CrossRef]
- Gao, B.; Nakano, S.; Harada, H.; Miyamura, Y.; Kakimoto, K. Effect of cooling rate on the activation of slip systems in seed cast-grown monocrystalline silicon in the [1] and [111] directions. Cryst. Growth Des. 2013, 13, 2661–2669. [Google Scholar] [CrossRef]
- Mullin, J.W. Crystallization, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2001; pp. 260–269. [Google Scholar]
- Froseth, A.G.; Derlet, P.M.; Swygenhoven, H.V. Dislocations emitted from nanocrystalline grain boundaries: Nucleation and splitting distance. Acta Mater. 2004, 52, 5863–5870. [Google Scholar] [CrossRef]
- Sangid, M.D.; Ezaz, T.; Sehitoglu, H.; Robertson, I.M. Energy of slip transmission and nucleation at grain boundaries. Acta Mater. 2011, 59, 283–296. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | TFe | FeO | Al2O3 | SiO2 | CaO | MgO | TiO2 | Na2O | MnO2 | S |
|---|---|---|---|---|---|---|---|---|---|---|
| Iron concentrate (%) | 65.99 | 27.4 | - | 2.16 | 1.00 | 0.68 | - | 0.15 | 0.8 | 0.77 |
| Bauxite (%) | 1.84 | - | 87.04 | 5.01 | 0.23 | 0.21 | 4.12 | - | - | - |
| Al2O3 (%) | 0.1 | - | 99.5 | 0.2 | - | - | 0.1 | 0.1 | - | - |
| No. | Iron Concentrate | Bauxite | Alumina |
|---|---|---|---|
| B1 | 50 | 10 | 40 |
| B2 | 50 | 15 | 35 |
| B3 | 50 | 20 | 30 |
| B4 | 50 | 25 | 25 |
| No. | Density (g/cm3) | Linear Shrinkage (%) | Flexural Strength (MPa) | Hardness (GPa) | Alkali-Resistance (%) | Acid-Resistance (%) |
|---|---|---|---|---|---|---|
| B1 | 3.98 | 17.32 | 240 | 11.47 | 98.25 | 95.51 |
| B2 | 3.98 | 17.27 | 250 | 11.62 | 98.30 | 95.47 |
| B3 | 4.02 | 17.55 | 310 | 12.14 | 98.32 | 95.44 |
| B4 | 4.01 | 17.49 | 290 | 11.97 | 98.29 | 95.52 |
| Spectra | SiO2 | Fe2O3 | Al2O3 | TiO2 | MgO | CaO | K2O |
|---|---|---|---|---|---|---|---|
| Point 1 | 39.2 | 24.6 | 24.1 | 6.3 | 1.9 | 2.9 | 1.0 |
| Point 2 | 40.7 | 26.5 | 23.5 | 5.9 | 1.1 | 1.1 | 1.2 |
| Point 3 | 40.2 | 26.4 | 24.5 | 5.5 | 1.2 | 1.0 | 1.2 |
| Point 4 | 37.7 | 25.3 | 25.2 | 6.0 | 2.5 | 2.1 | 1.2 |
| Point 5 | 39.1 | 25.6 | 24.1 | 4.0 | 2.0 | 2.9 | 2.2 |
| Point 6 | 39.9 | 25.0 | 23.9 | 4.9 | 2.2 | 2.2 | 1.9 |
| Average content | 39.5 | 25.6 | 24.2 | 5.4 | 1.8 | 2.0 | 1.5 |
| , J/(mol·K) [27] | 80.0 | 229.0 | 157.6 | 111.8 | 99.7 | 99.9 | 97.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Li, B.; Shi, Y.; Ouyang, S. Natural Advantages of Preparation of Composites from Minerals: Effect of Bauxite Addition on the Microstructures and Properties of Fe-Al2O3 Based Composites. Materials 2019, 12, 1456. https://doi.org/10.3390/ma12091456
Chen Y, Li B, Shi Y, Ouyang S. Natural Advantages of Preparation of Composites from Minerals: Effect of Bauxite Addition on the Microstructures and Properties of Fe-Al2O3 Based Composites. Materials. 2019; 12(9):1456. https://doi.org/10.3390/ma12091456
Chicago/Turabian StyleChen, Yuxin, Baowei Li, Yu Shi, and Shunli Ouyang. 2019. "Natural Advantages of Preparation of Composites from Minerals: Effect of Bauxite Addition on the Microstructures and Properties of Fe-Al2O3 Based Composites" Materials 12, no. 9: 1456. https://doi.org/10.3390/ma12091456