Tribological Behavior of TiC Particles Reinforced 316Lss Composite Fabricated Using Selective Laser Melting

Abstract
:1. Introduction
2. Experimental Procedure
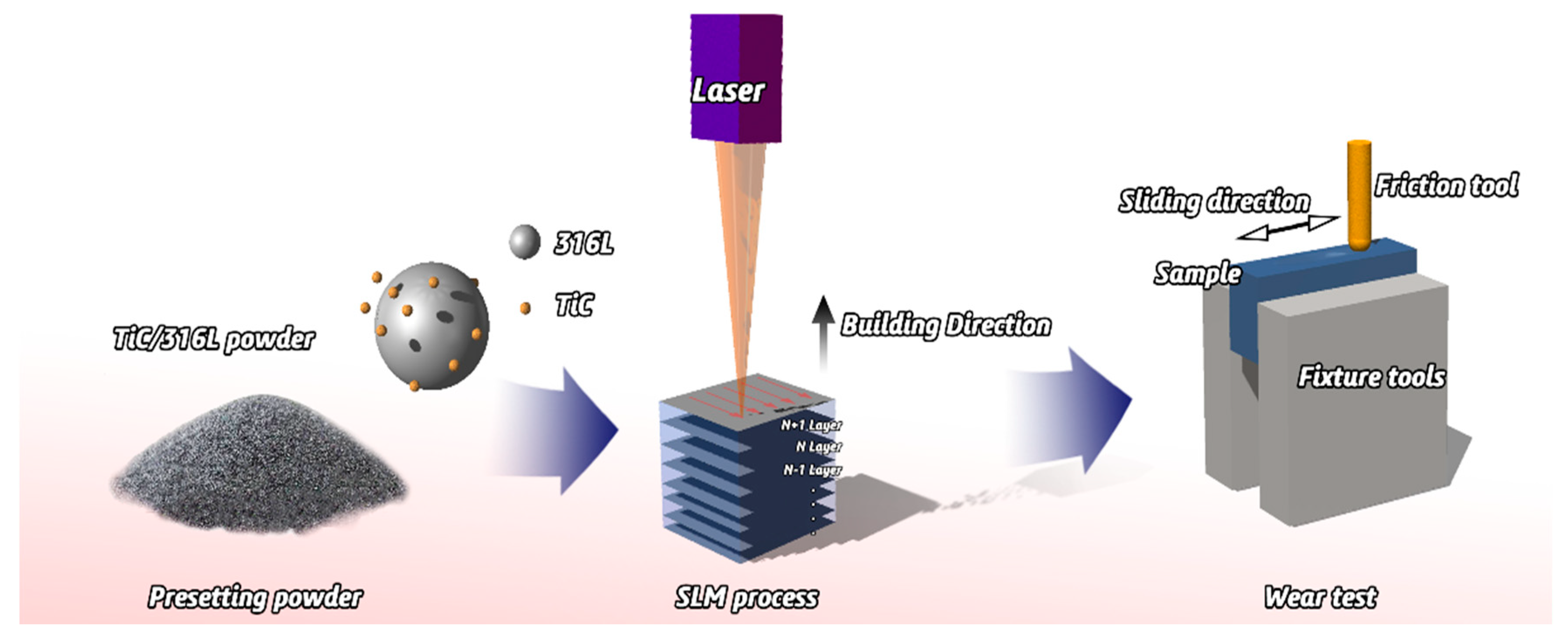
2.1. Manufacture of Composite Materials and SLM Process
2.2. Mechanical Properties Test
2.3. Friction and Wear Test
2.4. Microstructure Observation
3. Results and Discussions
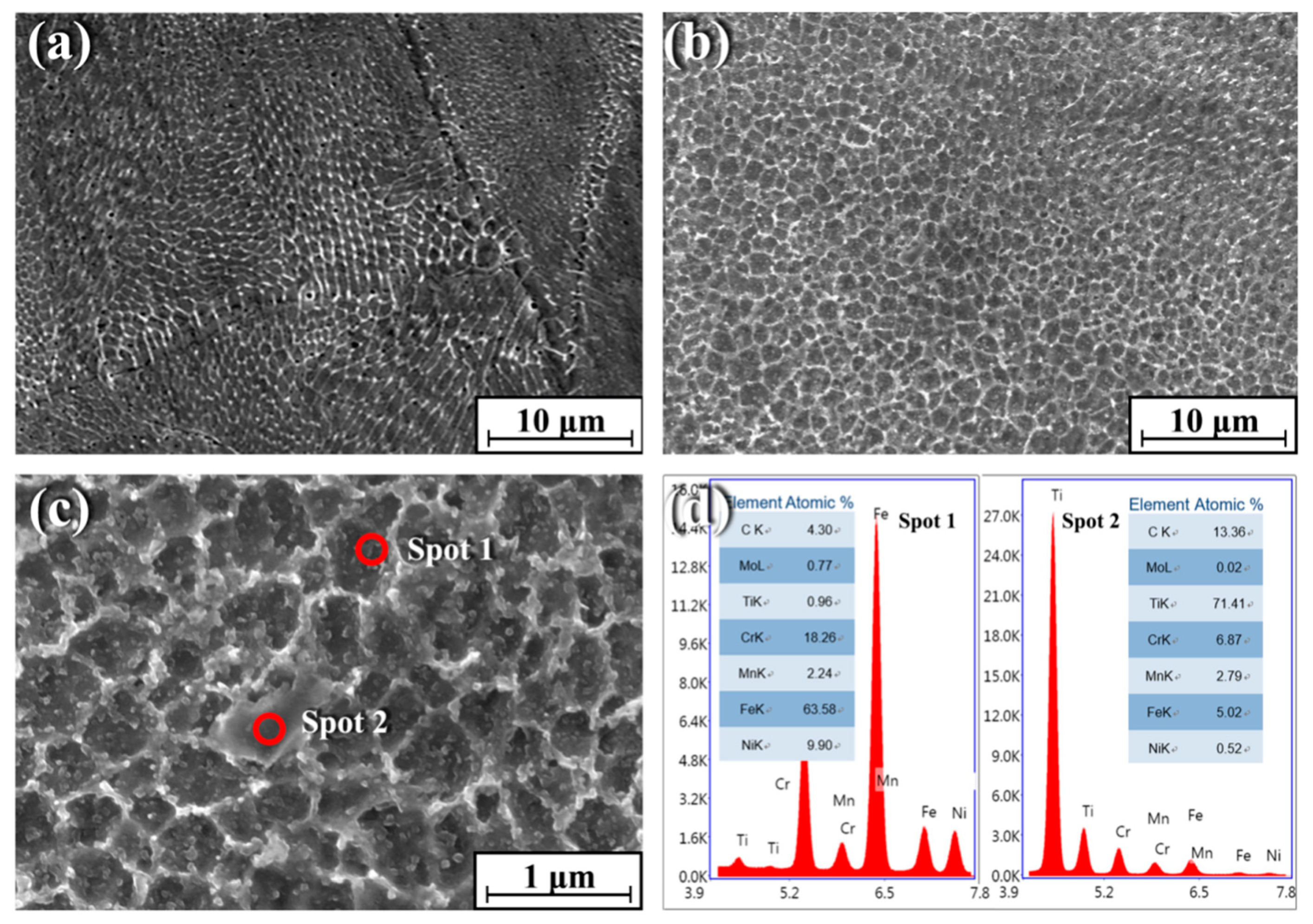
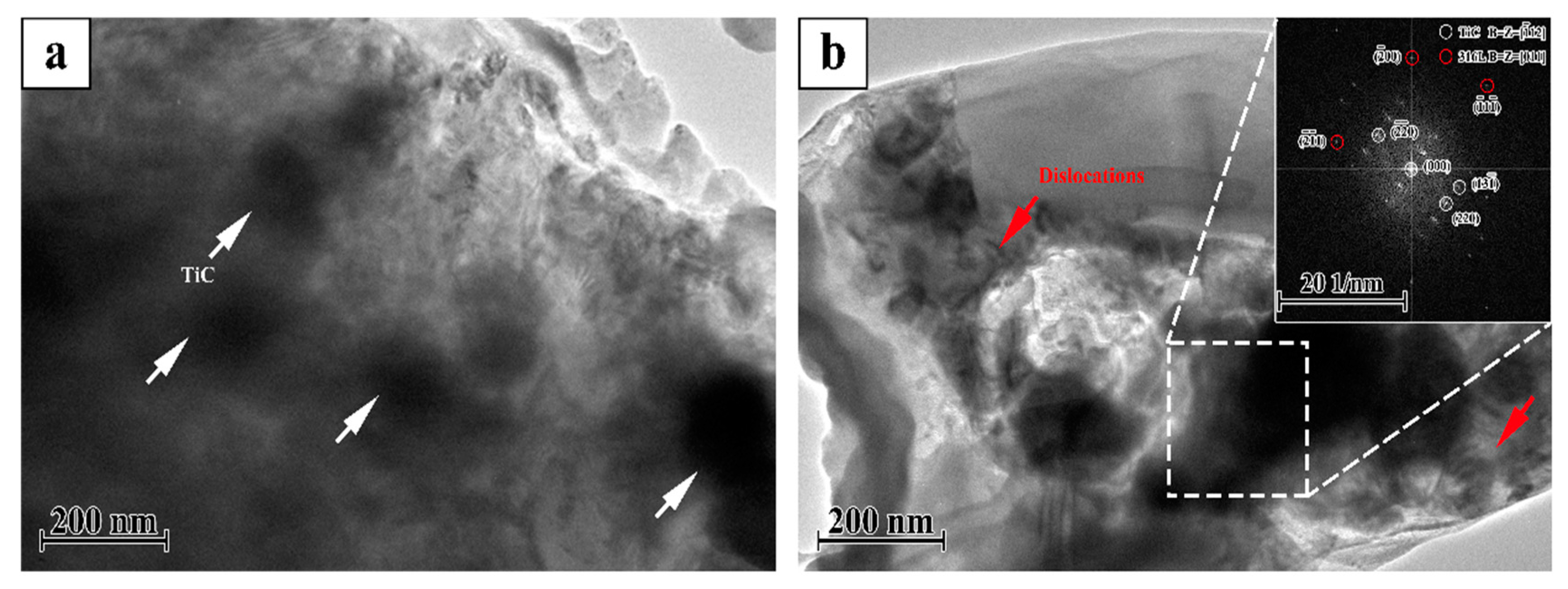
3.1. Microstructure of TiC/316Lss Composite
3.2. Mechanical Properties
3.3. Tribological Behavior of TiC/316Lss Composite
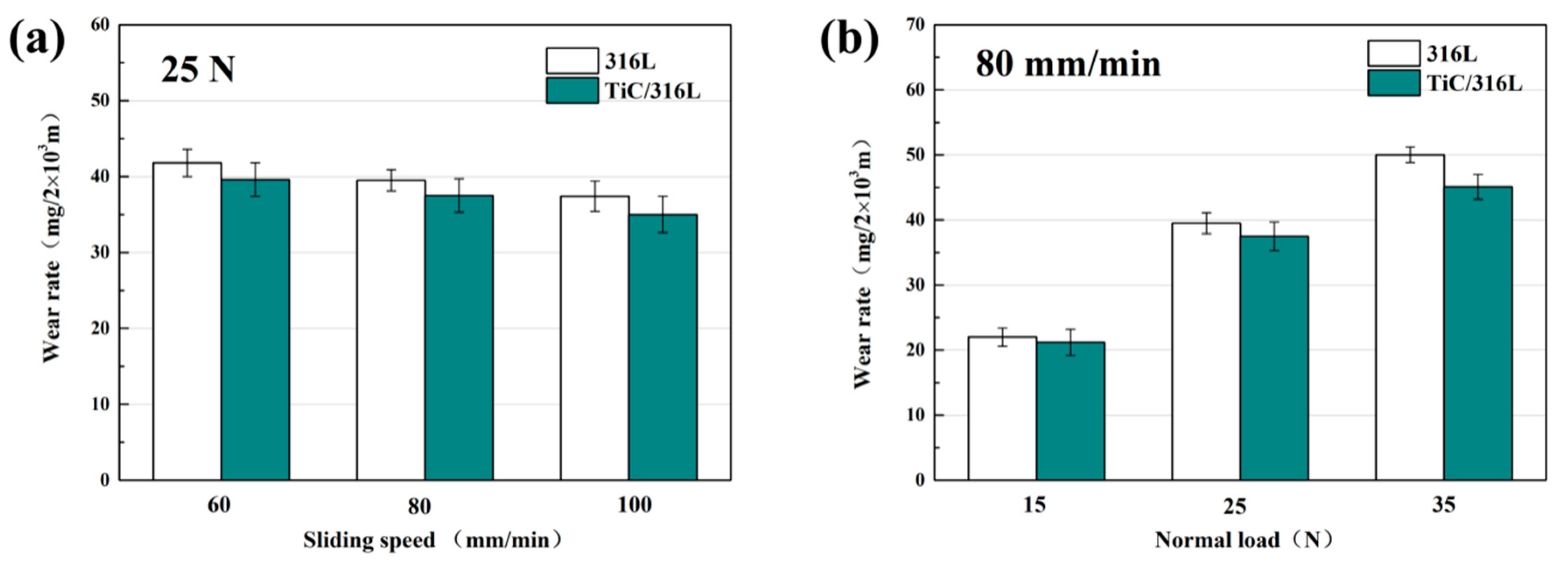
3.3.1. Rate of Wear and Friction Coefficient
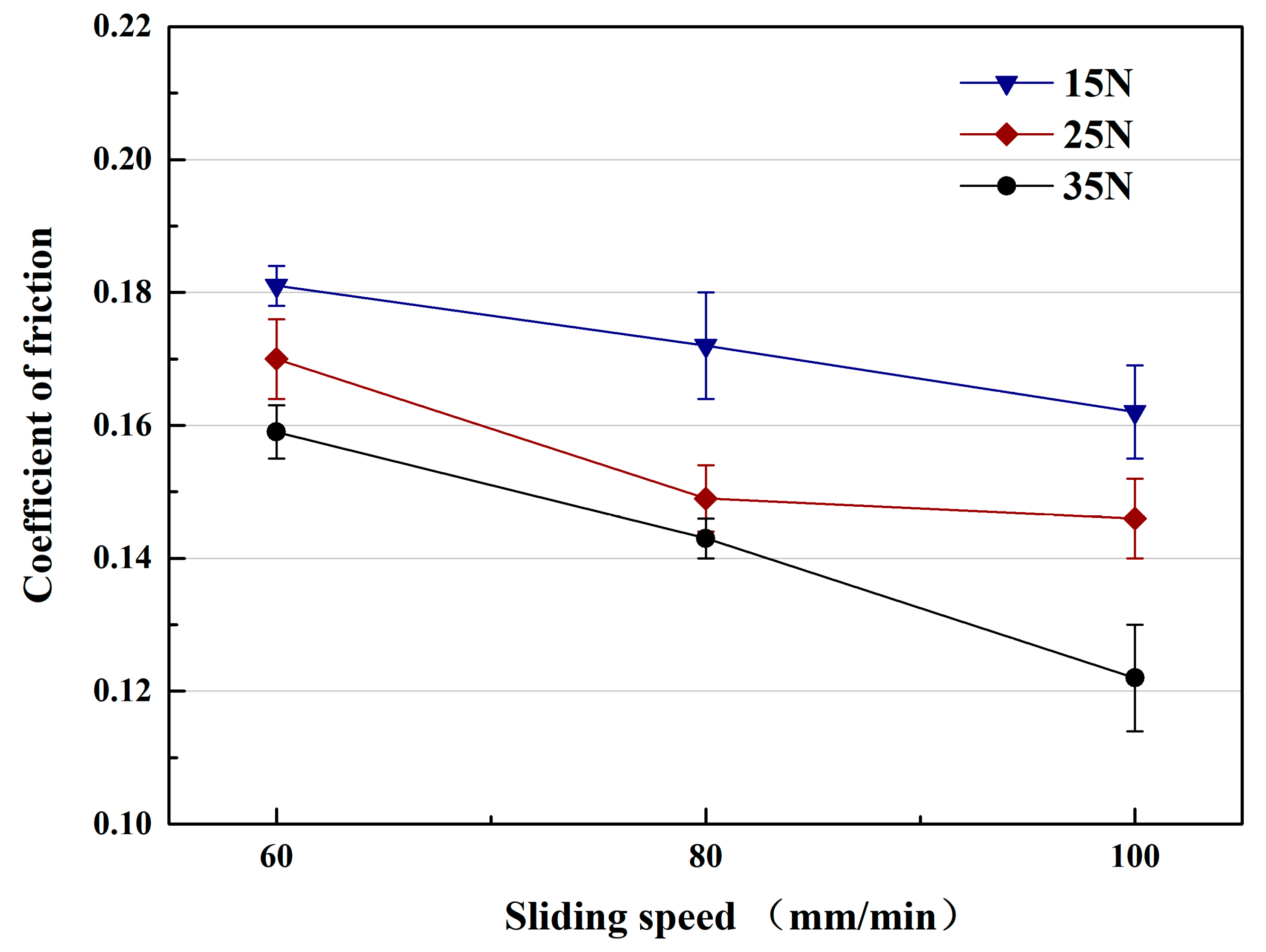
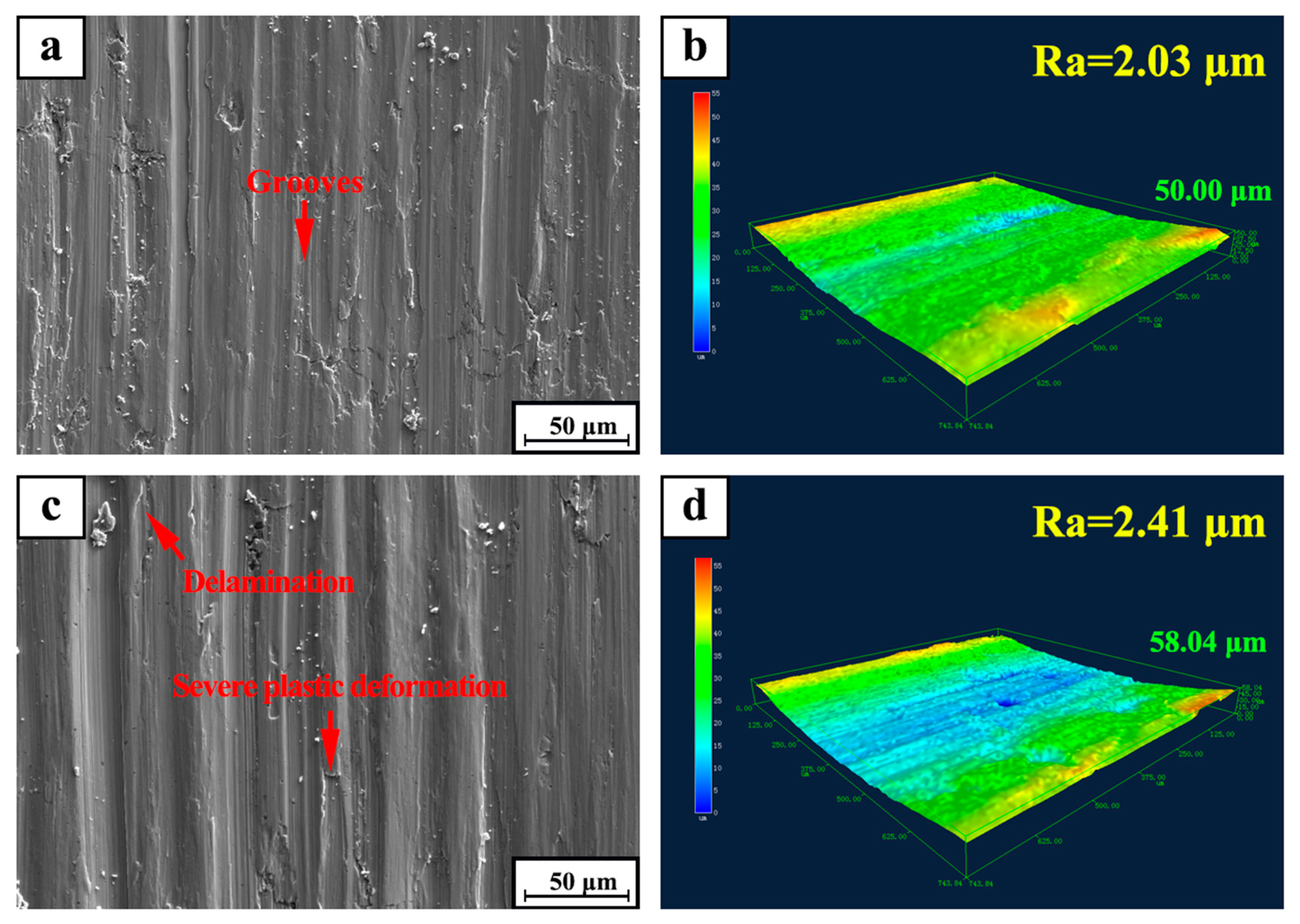
3.3.2. Tribological Behavior of Different Sliding Speeds
3.3.3. Effect of Load on Friction and Wear Performance
3.3.4. Effect of TiC Particle Addition on Friction and Wear Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhao, Z.; Bai, P.; Guan, R.; Murugadoss, V.; Liu, H.; Wang, X.; Guo, Z. Microstructural evolution and mechanical strengthening mechanism of Mg-3Sn-1Mn-1La alloy after heat treatments. Mater. Sci. Eng. A 2018, 734, 200–209. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, L.; Bai, P.; Jin, Y.; Wu, L.; Li, J.; Guan, R. The heat treatment influence on the microstructure and hardness of TC4 titanium alloy manufactured by SLM technology. Materials 2018, 11, 13181–131812. [Google Scholar]
- Liu, B.; Bai, P. Selective Laser Melting Process of Fe-Ni Metal Powder. Rare Met. Mater. Eng. 2011, 40, 241–244. [Google Scholar]
- Hou, H.; Li, Y.; Xu, X. Non-equilibrium effects on solid transition of solidification microstructure of deeply undercooled alloys. Mater. Sci. Technol. 2017, 34, 1–6. [Google Scholar] [CrossRef]
- Zhao, Z.; Guan, R.; Zhang, J.; Zhao, Z.; Bai, P. Effects of process parameters of semisolid stirring on microstructure of Mg-3Sn-1Mn-3SiC (wt%) strip processed by rheo-rolling. Acta Metall. Sin. (Engl. Lett.) 2017, 30, 66–72. [Google Scholar] [CrossRef]
- Li, J.; Zhao, Z.; Bai, P. Microstructural evolution and mechanical properties of IN718 alloy fabricated by selective laser melting following different heat treatments. J. Alloy Compd. 2019, 772, 861–870. [Google Scholar] [CrossRef]
- Zhou, Z.; Liu, X.; Zhuang, S.; Wang, M.; Luo, Y.; Tu, R.; Zhou, S. Laser in-situ synthesizing Ti5Si3/Al3Ni2 reinforced Al3Ti/NiTi composite coatings: Microstructure, mechanical characteristics and oxidation behavior. Opt. Laser Technol. 2019, 109, 99–109. [Google Scholar] [CrossRef]
- Lin, S.; Xiong, W.; Wang, S. Effect of reinforcing particles content on properties of TiC/316L composites. Mater. Sci. Eng. A 2013, 18, 373–378. [Google Scholar]
- Zhao, Z.; Li, J.; Bai, P.; Qu, H.; Liang, M.; Liao, H.; Wu, L.; Huo, P.; Liu, H.; Zhang, J. Microstructure and Mechanical Properties of TiC-Reinforced 316L stainless steel Composites Fabricated Using Selective Laser Melting. Metals 2019, 9, 267. [Google Scholar] [CrossRef]
- Kong, D.; Ni, X.; Dong, C. Heat treatment effect on the microstructure and corrosion behavior of 316L stainless steel fabricated by selective laser melting for proton exchange membrane fuel cells. Electrochim. Acta 2018, 276, 293–303. [Google Scholar] [CrossRef]
- Suryawanshi, J.; Prashanth, K.; Ramamurty, U. Mechanical behavior of selective laser melted 316L stainless steel. Mater. Sci. Eng. A 2017, 696, 113–121. [Google Scholar] [CrossRef]
- Xu, X.; Mi, G.; Xiong, L.; Jiang, P.; Shao, X.; Wang, C. Morphologies, microstructures and properties of TiC particle reinforced Inconel 625 coatings obtained by laser cladding with wire. J. Alloy Compd. 2018, 740, 16–27. [Google Scholar] [CrossRef]
- Guo, D.; Kwok, C.; Chan, S. Fabrication of ss 316L/TiB2 composite coating via friction surfacing. Surf. Coat. Technol. 2018, 350, 936–948. [Google Scholar] [CrossRef]
- Zhang, B.; Bi, G.; Nai, S.; Sun, C.; Wei, J. Microhardness and microstructure evolution of TiB2 reinforced Inconel 625/TiB2 composite produced by selective laser melting. Opt. Laser Technol. 2016, 80, 186–195. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Yang, J. Rapid fabrication of bulk-form TiB2 /316L stainless steel nanocomposites with novel reinforcement architecture and improved performance by selective laser melting. J. Alloy Compd. 2016, 680, 480–493. [Google Scholar] [CrossRef]
- Liu, X.; Meng, X.; Liu, H. Development and characterization of laser clad high temperature self-lubricating wear resistant composite coatings on Ti-6Al-4V alloy. Mater. Des. 2014, 55, 404–409. [Google Scholar] [CrossRef]
- Yang, M.; Liu, X.; Fan, J. Microstructure and wear behaviors of laser clad Ni/Cr3C2-WS2 high temperature self-lubricant wear-resistant composite coating. Appl. Surf. Sci. 2012, 258, 3757–3762. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D. Selective laser melting of TiC reinforced 316L stainless steel matrix nanocomposites: Influence of starting TiC particle size and volume content. Mater. Des. 2016, 104, 141–151. [Google Scholar] [CrossRef]
- Yuan, P.; Gu, D.; Dai, D. Particulate migration behavior and its mechanism during selective laser melting of TiC reinforced al matrix nanocomposites. Mater. Des. 2015, 82, 46–55. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Chen, J. Thermal behavior of the molten pool, microstructural evolution, and tribological performance during selective laser melting of TiC/316L stainless steel nanocomposites: Experimental and simulation methods. J. Mater. Process. Technol. 2018, 357, 288–301. [Google Scholar] [CrossRef]
- Zhao, S.; Shen, X.; Yang, J.; Teng, W.; Wang, Y. Densification behavior and mechanical properties of nanocrystalline TiC reinforced 316L stainless steel composite parts fabricated by selective laser melting. Opt. Laser Technol. 2018, 103, 239–250. [Google Scholar] [CrossRef]
- Zhao, Z.; Bai, P.; Li, L.; Li, J.; Wu, L.; Huo, P.; Tan, L. The Reaction Thermodynamics during Plating Al on Graphene Process. Materials 2019, 12, 330. [Google Scholar] [CrossRef]
- Wu, C.; Zhang, S.; Zhang, C. Formation mechanism and phase evolution of in situ synthesizing TiC-reinforced 316L stainless steel matrix composites by laser melting deposition. Mater. Lett. 2018, 217, 304–307. [Google Scholar] [CrossRef]
- Zhao, Z.; Misra, R.; Bai, P.; Gao, J.; Li, Y.; Guan, R.; Guo, Z. Novel process of coating Al on graphene involving organic aluminum accompanying microstructure evolution. Mater. Lett. 2018, 23, 202–205. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Yang, J. In-situ formation of novel TiC-particle-reinforced 316L stainless steel bulk-form composites by selective laser melting. J. Alloy Compd. 2017, 706, 409–418. [Google Scholar] [CrossRef]
- Rosenthal, I.; Shneck, R.; Stern, A. Heat treatment effect on the mechanical properties and fracture mechanism in alsi10mg fabricated by additive manufacturing selective laser melting process. Mater. Sci. Eng. A 2018, 729, 310–322. [Google Scholar] [CrossRef]
- Onuoha, C.; Jin, C.; Farhat, Z. The Effects of TiC cell Size and Steel Binder Content on the Reciprocating Wear Behaviour of TiC-316L stainless steel Cermets. Wear 2016, 350, 116–129. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Yang, J. In situ formation of TiC-particle-reinforced ss matrix nanocomposites during ball milling: Feedstock powder preparation for selective laser melting at various energy densities. Powder Technol. 2018, 326, 467–478. [Google Scholar] [CrossRef]
- Su, Y.; Moro, A.; Alrbaey, K. Sliding Wear Characteristics and Corrosion Behaviour of Selective Laser Melted 316L stainless steel. J. Mater. Eng. Perform. 2014, 23, 518–526. [Google Scholar]
- Lin, S.; Xiong, W. Microstructure and abrasive behaviors of TiC-316L composites prepared by warm compaction and microwave sintering. Adv. Powder Technol. 2012, 23, 419–425. [Google Scholar] [CrossRef]
- Bandar, A.; Young-Kyun, K.; Dariusz, G. Novel TiB2-reinforced 316L stainless steel nanocomposites with excellent room- and high-temperature yield strength developed by selective laser melting. Compos. Part B 2019, 156, 51–63. [Google Scholar]
- Guan, D.; He, X.; Zhang, R. Tribological and corrosion properties of PM 316L matrix composites reinforced by in situ polymer-derived ceramics. Vacuum 2018, 148, 319–326. [Google Scholar] [CrossRef]
- Song, B.; Dong, S.; Coddet, C. Rapid in situ fabrication of Fe/SiC bulk nanocomposites by selective laser melting directly from a mixed powder of microsized Fe and SiC. Scr. Mater. 2014, 75, 90–93. [Google Scholar] [CrossRef]
- Cai, B.; Tan, Y.; He, L. Tribological properties of TiC particles reinforced Ni-based alloy composite coatings. Trans. Nonferrous Met. Soc. China 2013, 23, 1681–1688. [Google Scholar] [CrossRef]
- Suh, N.P.; Saka, N.; Jahanmir, S. Implications of the delamination theory on wear minimization. Wear 1977, 44, 127–134. [Google Scholar] [CrossRef]
- Bartolomeu, F.; Buciumeanu, M.; Pinto, E.; Alves, N.; Carvalho, O.; Silva, F.S.; Miranda, G. 316L stainless steel mechanical and tribological behavior—A comparison between selective laser melting, hot pressing and conventional casting. Addit. Manuf. 2017, 16, 81–89. [Google Scholar] [CrossRef]
- Ehtemam-Haghighi, S.; Prashanth, K.; Attar, H.; Chaubey, A.; Cao, G.; Zhang, L. Evaluation of mechanical and wear properties of Ti-xNb-7Fe alloys designed for biomedical applications. Mater. Des. 2016, 111, 592–599. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Hardness (HV0.2) | CYS (MPa) | UCS (MPa) | Failure Strain (%) |
|---|---|---|---|---|
| 316Lss | 298 ± 22 | 171 ± 7 | 482 ± 12 | 23.2 ± 0.3 |
| TiC/316Lss | 335 ± 8 | 185 ± 8 | 505 ± 9 | 24.8 ± 0.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhao, Z.; Bai, P.; Qu, H.; Liang, M.; Liao, H.; Wu, L.; Huo, P. Tribological Behavior of TiC Particles Reinforced 316Lss Composite Fabricated Using Selective Laser Melting. Materials 2019, 12, 950. https://doi.org/10.3390/ma12060950
Li J, Zhao Z, Bai P, Qu H, Liang M, Liao H, Wu L, Huo P. Tribological Behavior of TiC Particles Reinforced 316Lss Composite Fabricated Using Selective Laser Melting. Materials. 2019; 12(6):950. https://doi.org/10.3390/ma12060950
Chicago/Turabian StyleLi, Jing, Zhanyong Zhao, Peikang Bai, Hongqiao Qu, Minjie Liang, Haihong Liao, Liyun Wu, and Pengchen Huo. 2019. "Tribological Behavior of TiC Particles Reinforced 316Lss Composite Fabricated Using Selective Laser Melting" Materials 12, no. 6: 950. https://doi.org/10.3390/ma12060950