Performance Consistency of AlSi10Mg Alloy Manufactured by Simulating Multi Laser Beam Selective Laser Melting (SLM): Microstructures and Mechanical Properties

Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
3.1. Surface topography and Microstructural Analysis
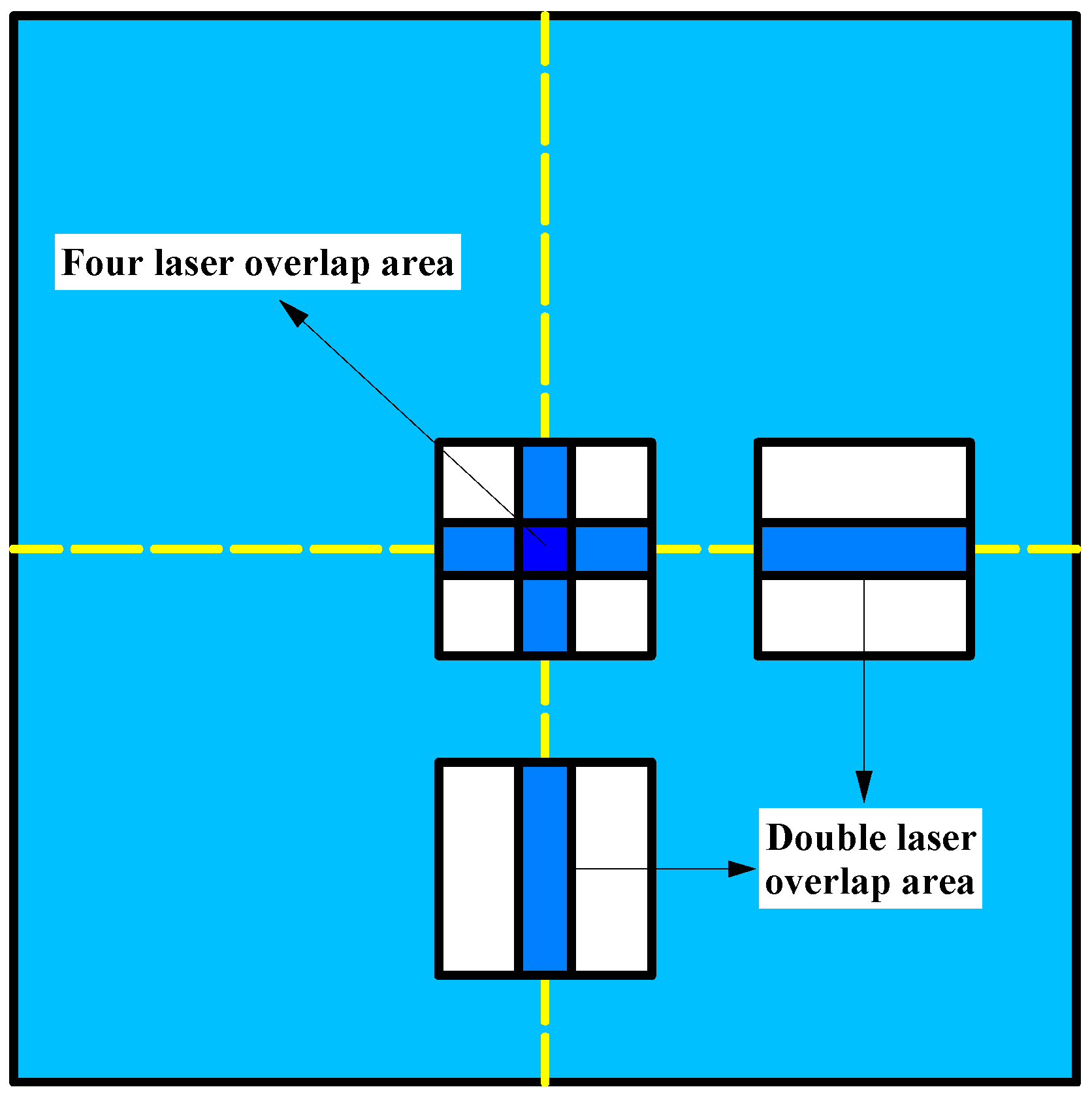
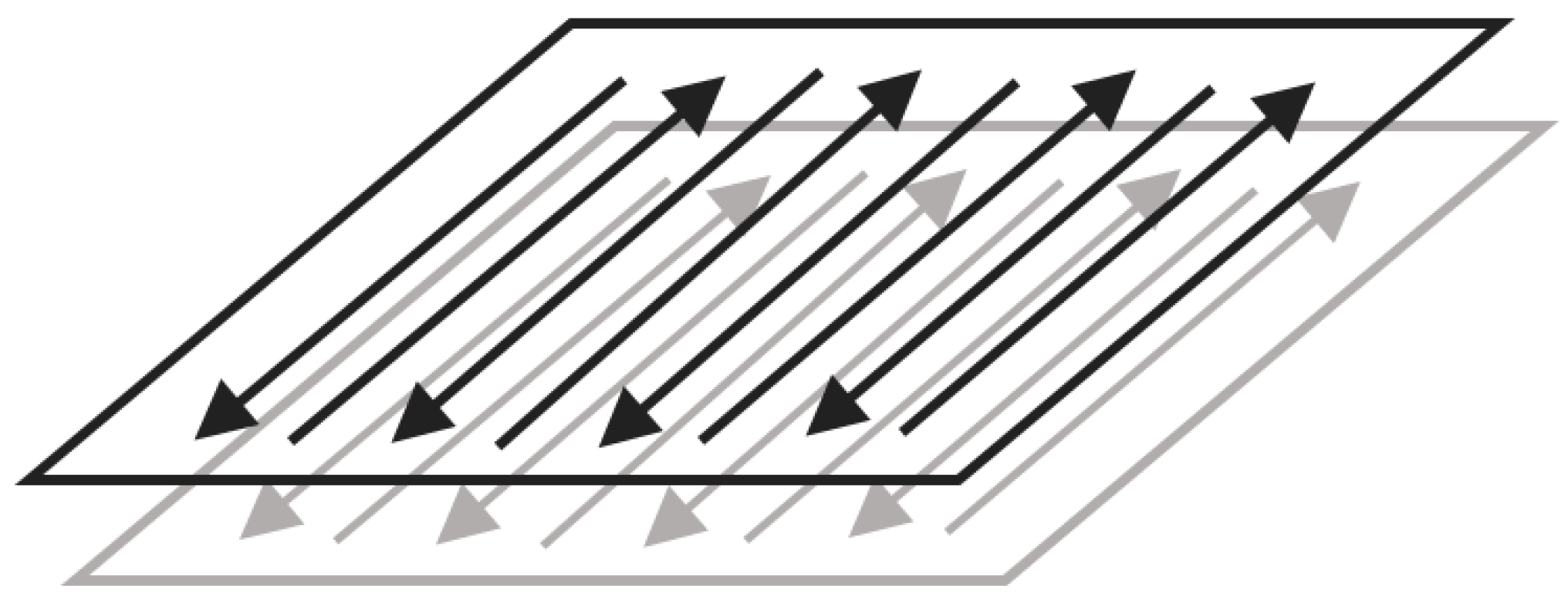
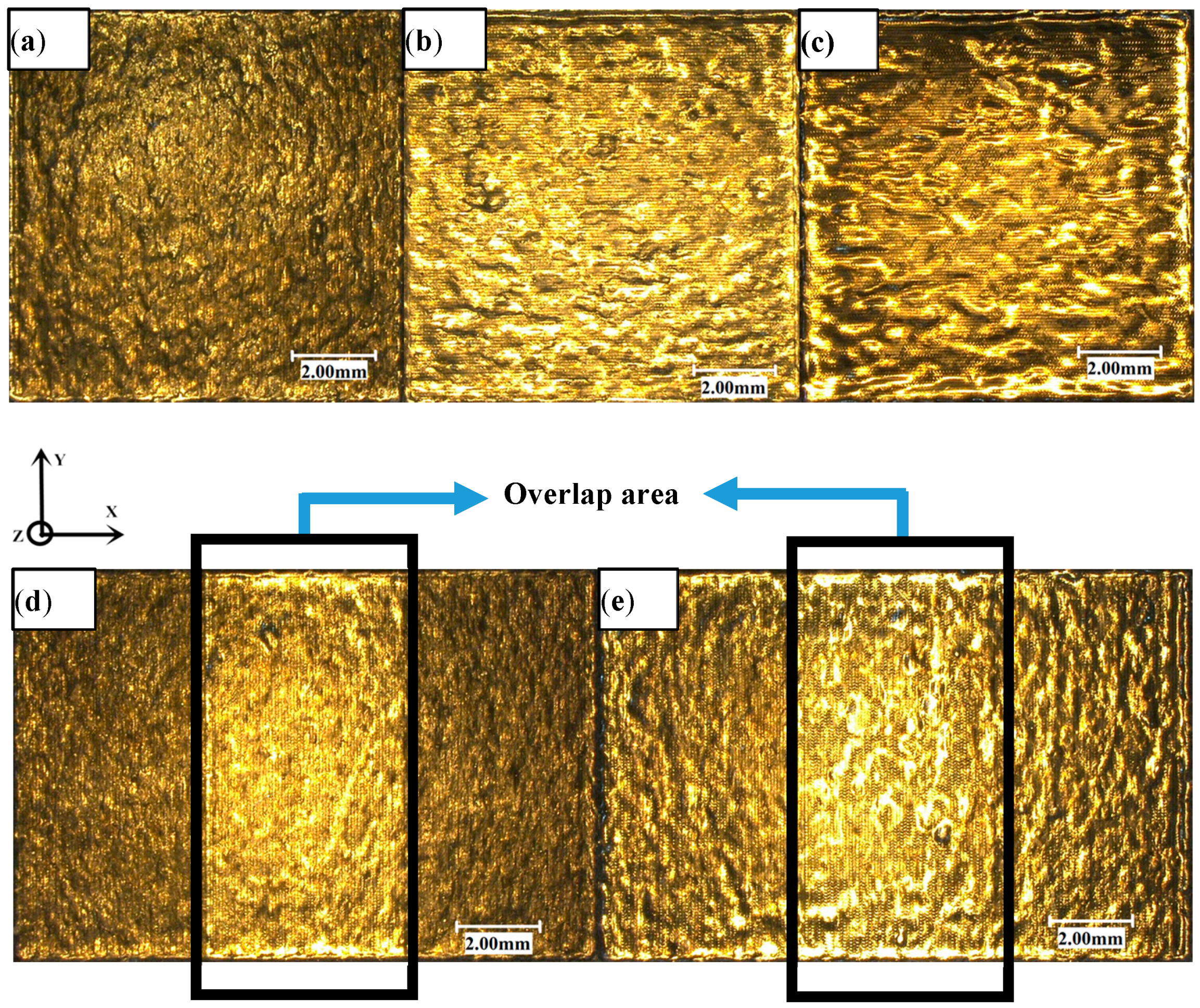
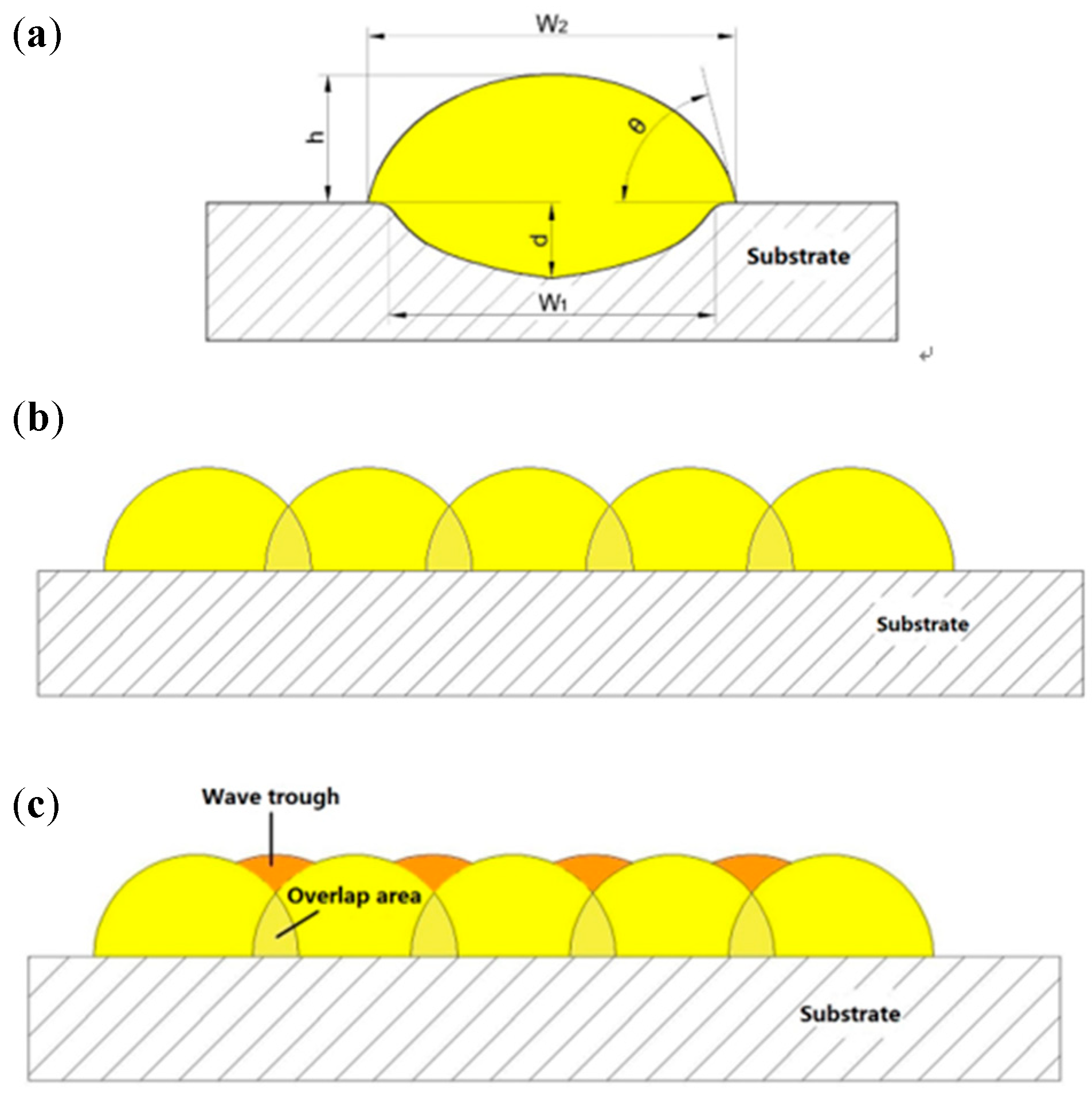
3.1.1. Overlap Boundary Effect
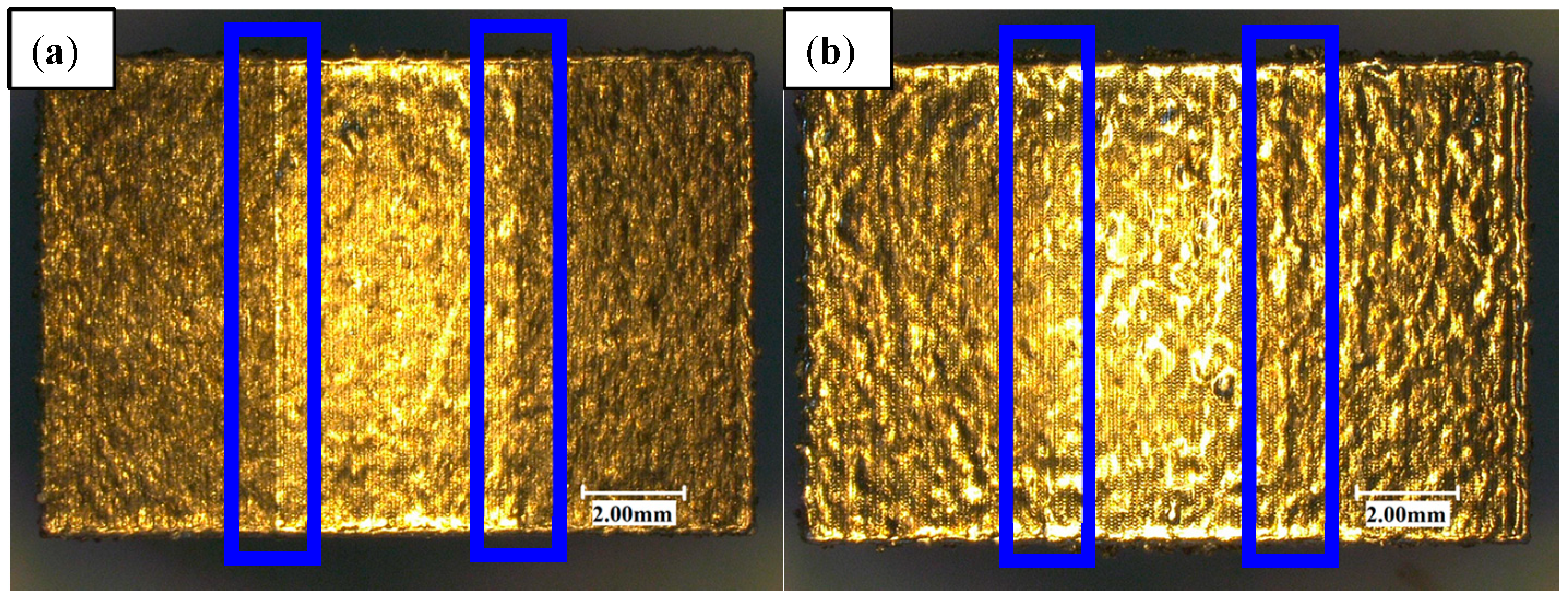
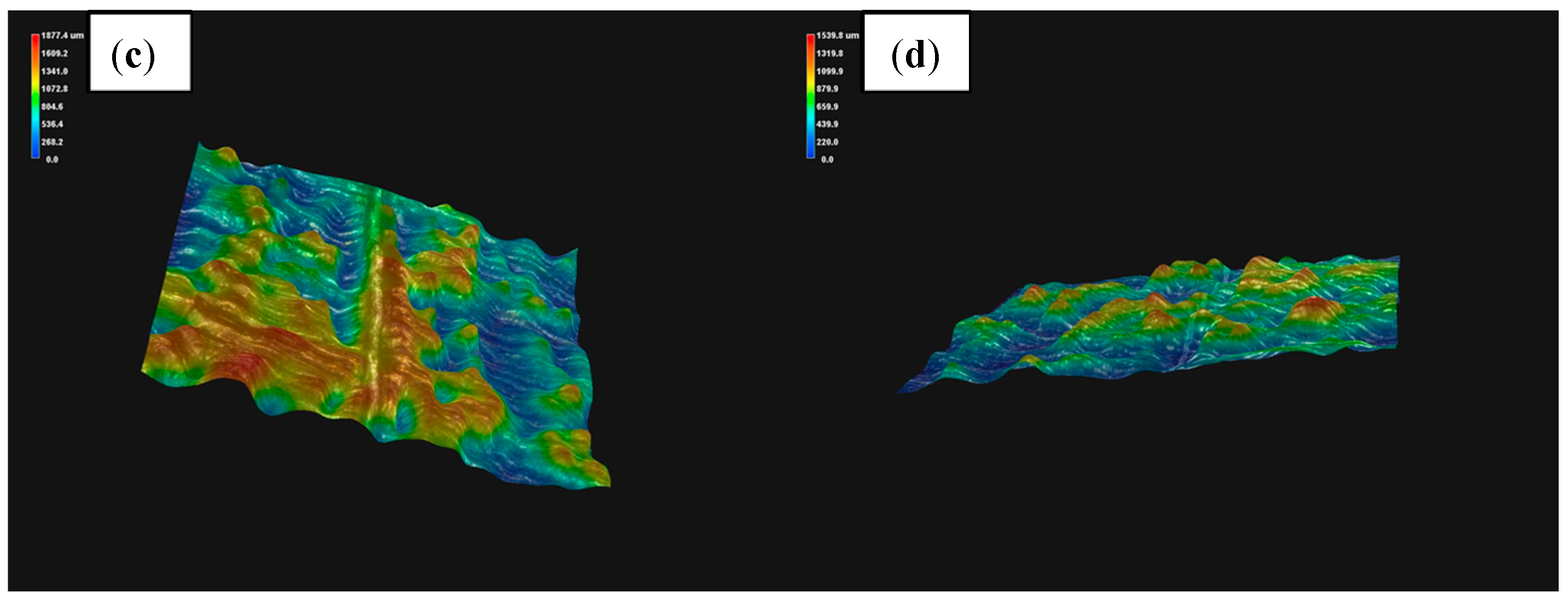
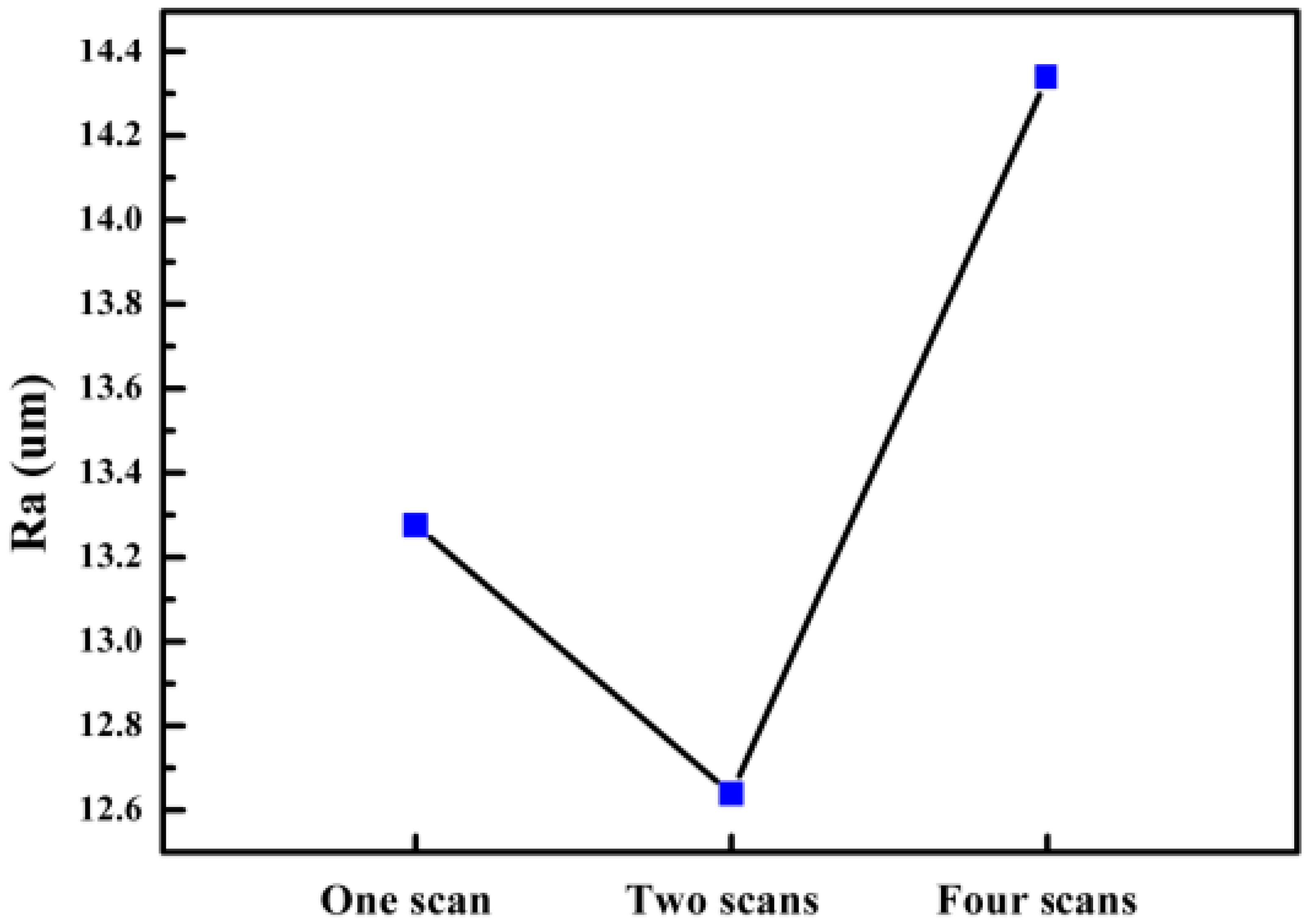
3.1.2. Surface Roughness
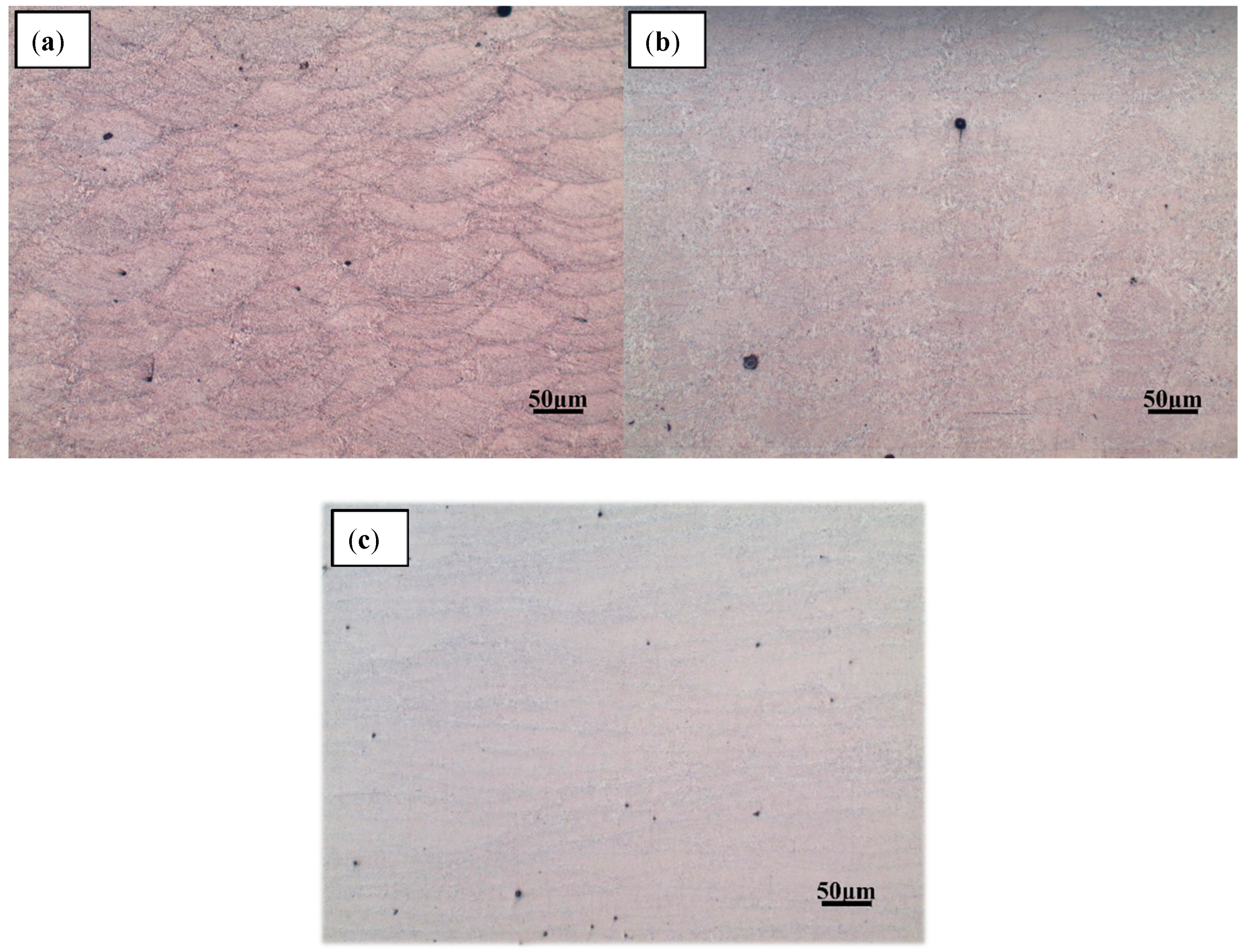
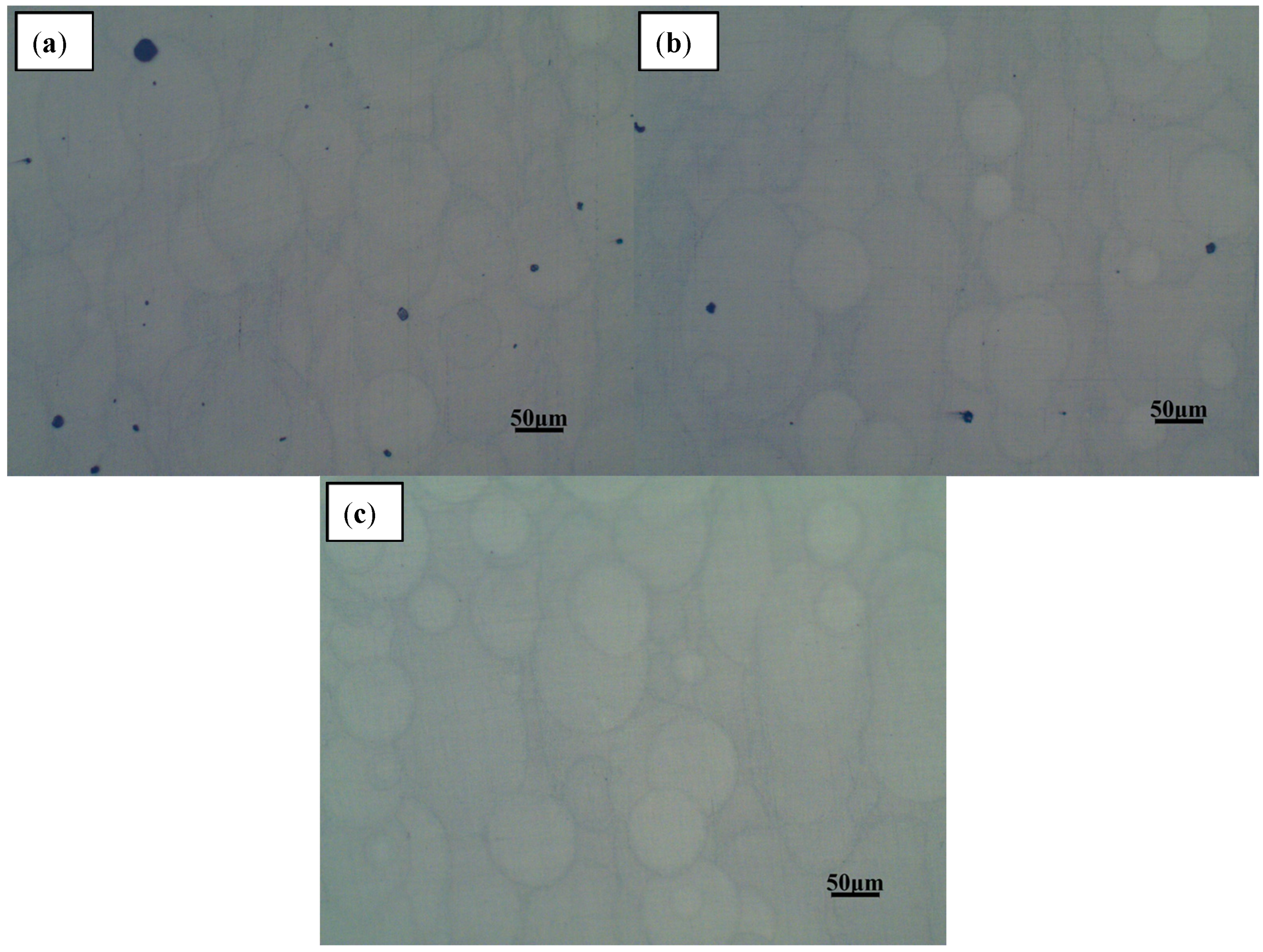
3.1.3. Microstructural Analysis
3.2. Phase Distribution
3.3. Mechanical Properties
3.3.1. Density Measurements
3.3.2. Microhardness Tests
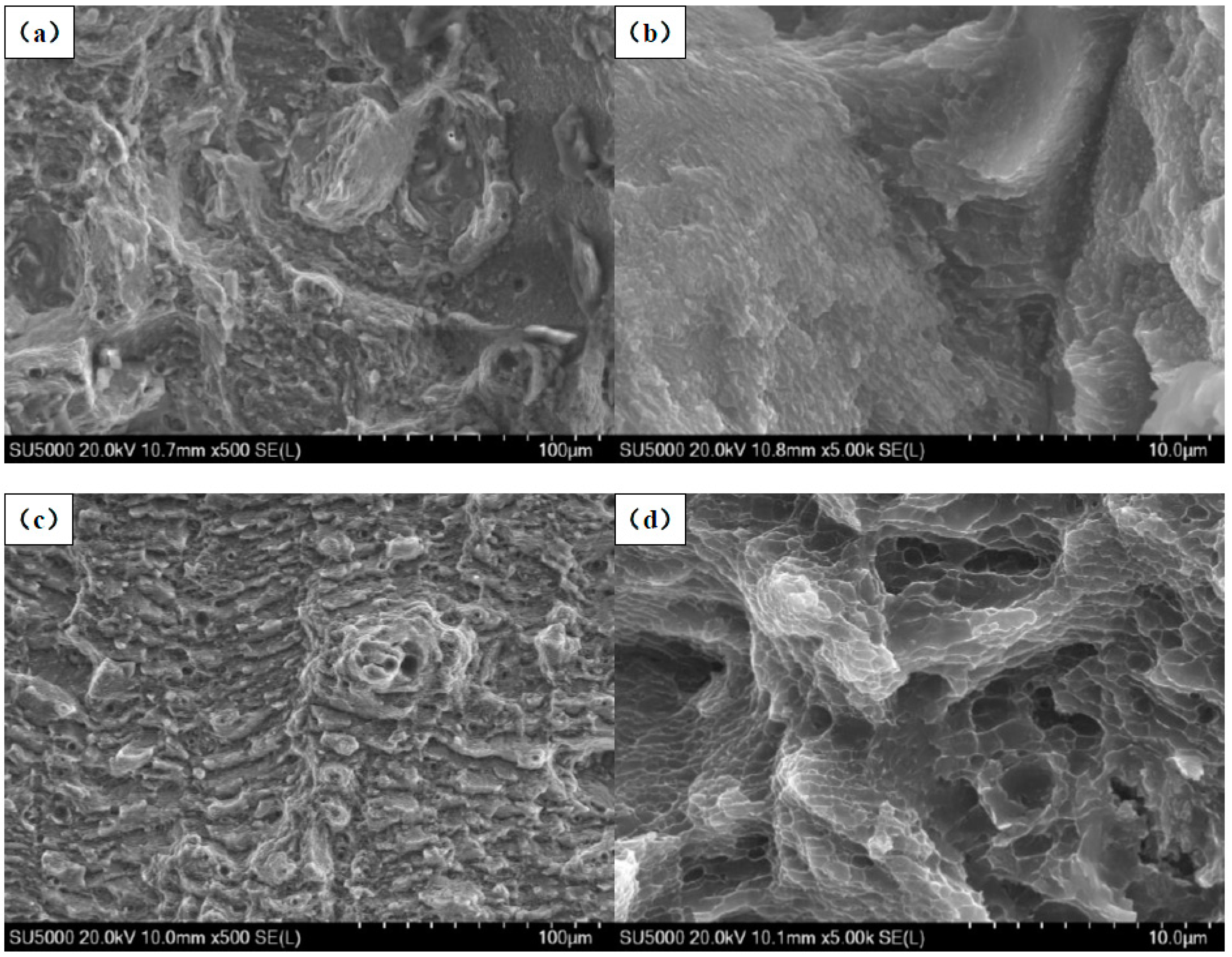
3.3.3. Tensile Behavior
4. Conclusions
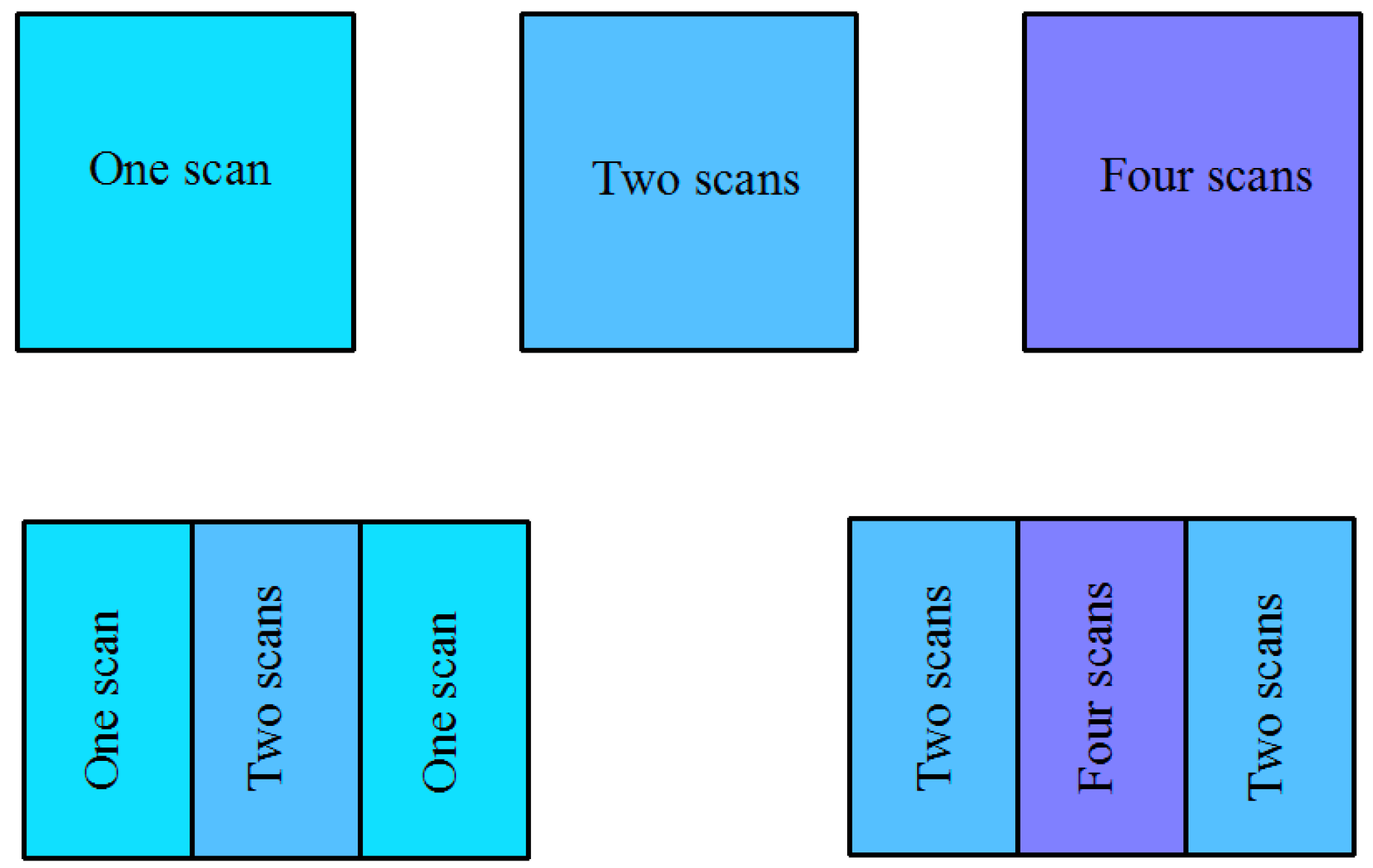
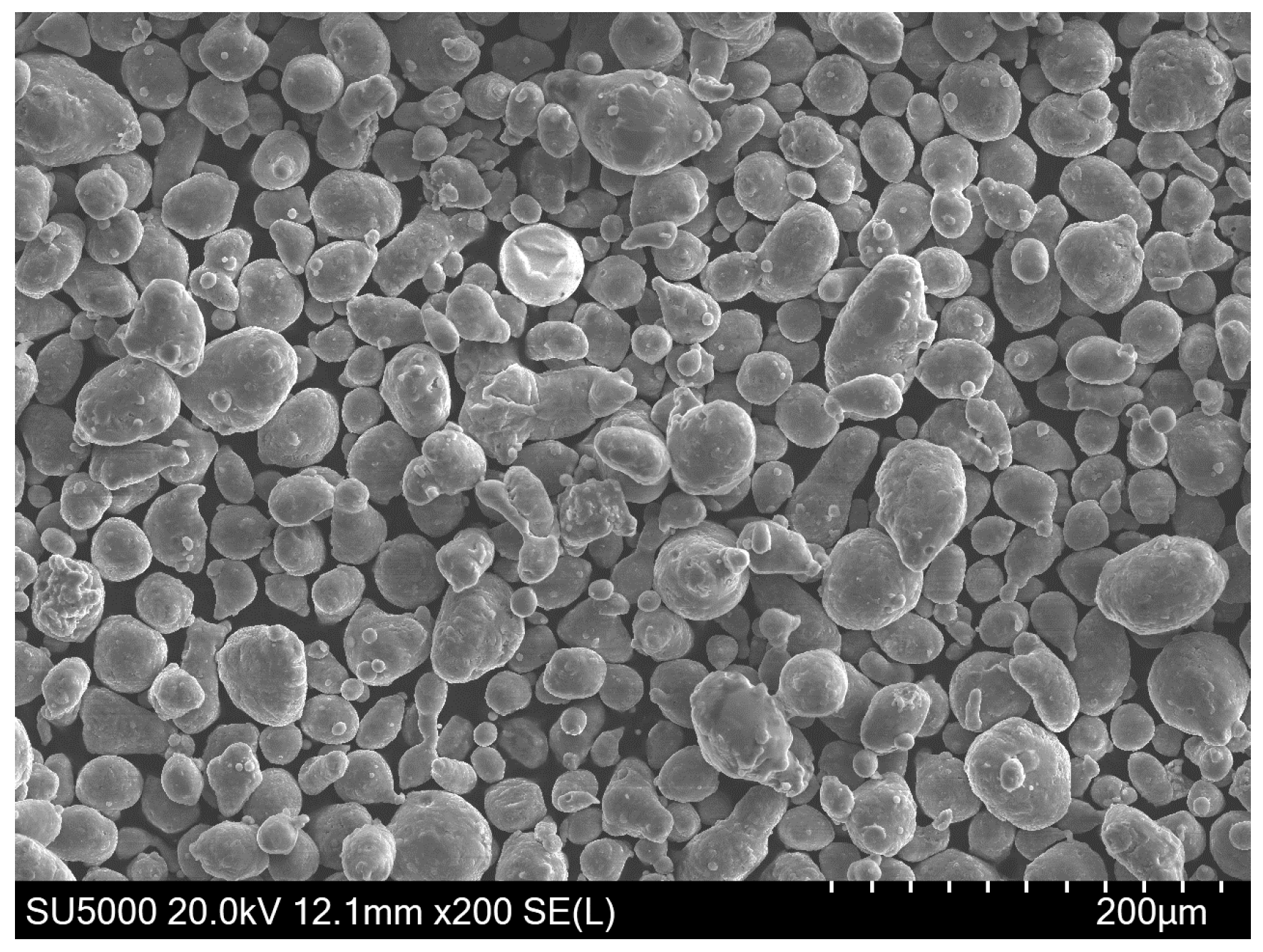
- The morphology and microstructure of the melt pool of the parts with different scanning times were analyzed. The analysis established that the melting channels were arranged neatly, the overlap boundary effect between the melting channels was clear, and the pores were relatively small. Comparing the internal pores of the part, the inside of the laser scan contains some unmelted metal powder, which causes more pores. Following laser remelting, the pores are reduced, and only some tiny pores exist. After four laser scans, micro-spheroidised particles are produced, and the internal pores are formed as small round hole shapes.
- The number of laser scans was used as the research object to investigate the influence of the number of scans on the surface quality of the parts. It was found that there is a bulge at the junction of the overlap area and the isolated area of the multi-laser SLM manufactured part, which is called the overlap boundary effect. The average Ra of the upper surface of the sample after one scan is 13.276 μm, and the average Ra of the surface of the sample after two scans is 12.639 μm. However, the average Ra of the upper surface of the sample after four scans is 14.339 μm. A laser scan will result in spheroidisation of the unmelted powder and will increase the surface roughness of the part. Two laser scans can improve this situation and reduce surface roughness. However, increasing the number of scans may lead to spheroidisation and increased surface roughness.
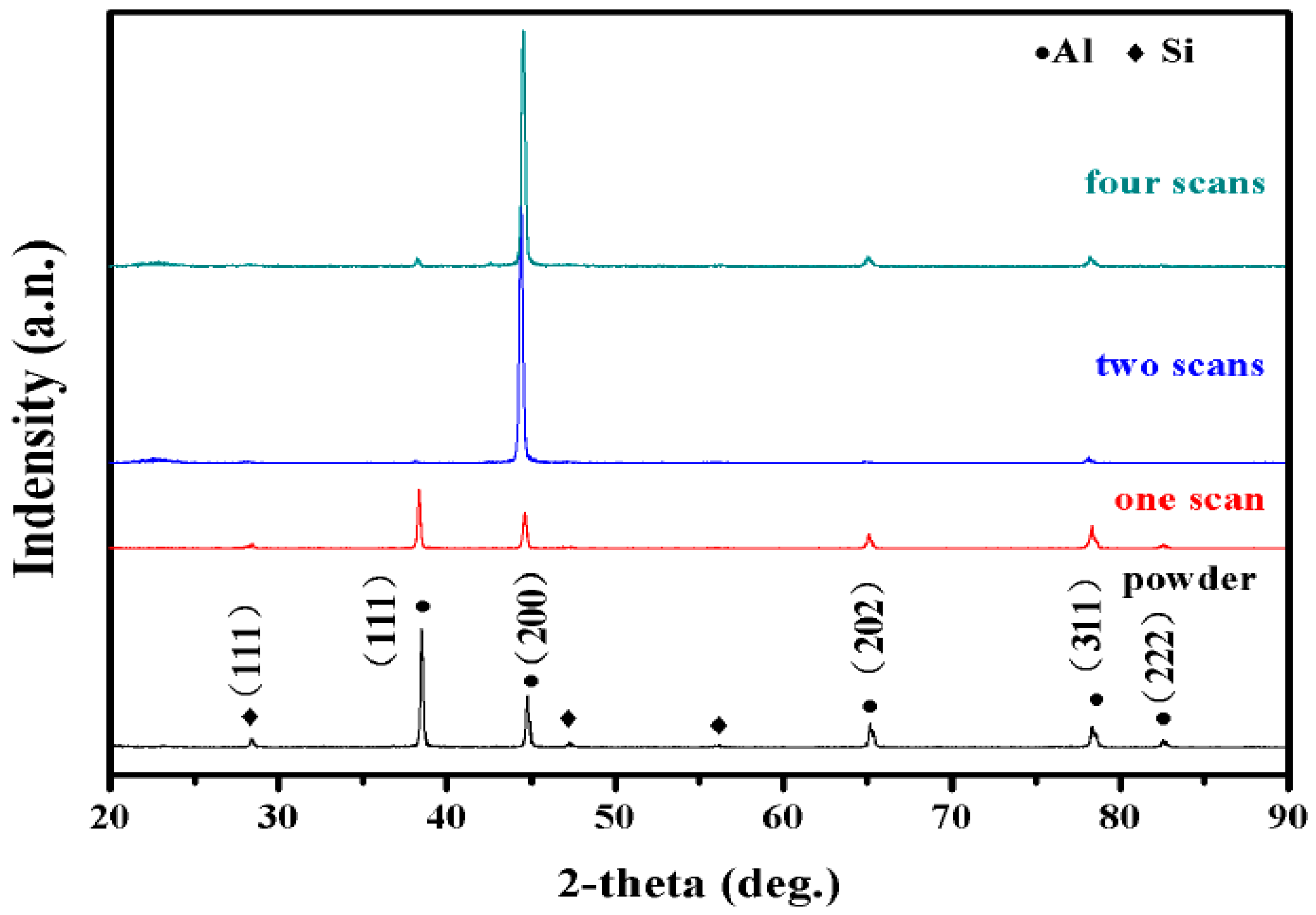
- It can be seen from the spectrum in XRD that the peak of Al in the SLM sample and the peak corresponding to the powder are shifted to the right. As the number of laser scans increases, the preferential crystallite growth orientation reaches the (200) plane.
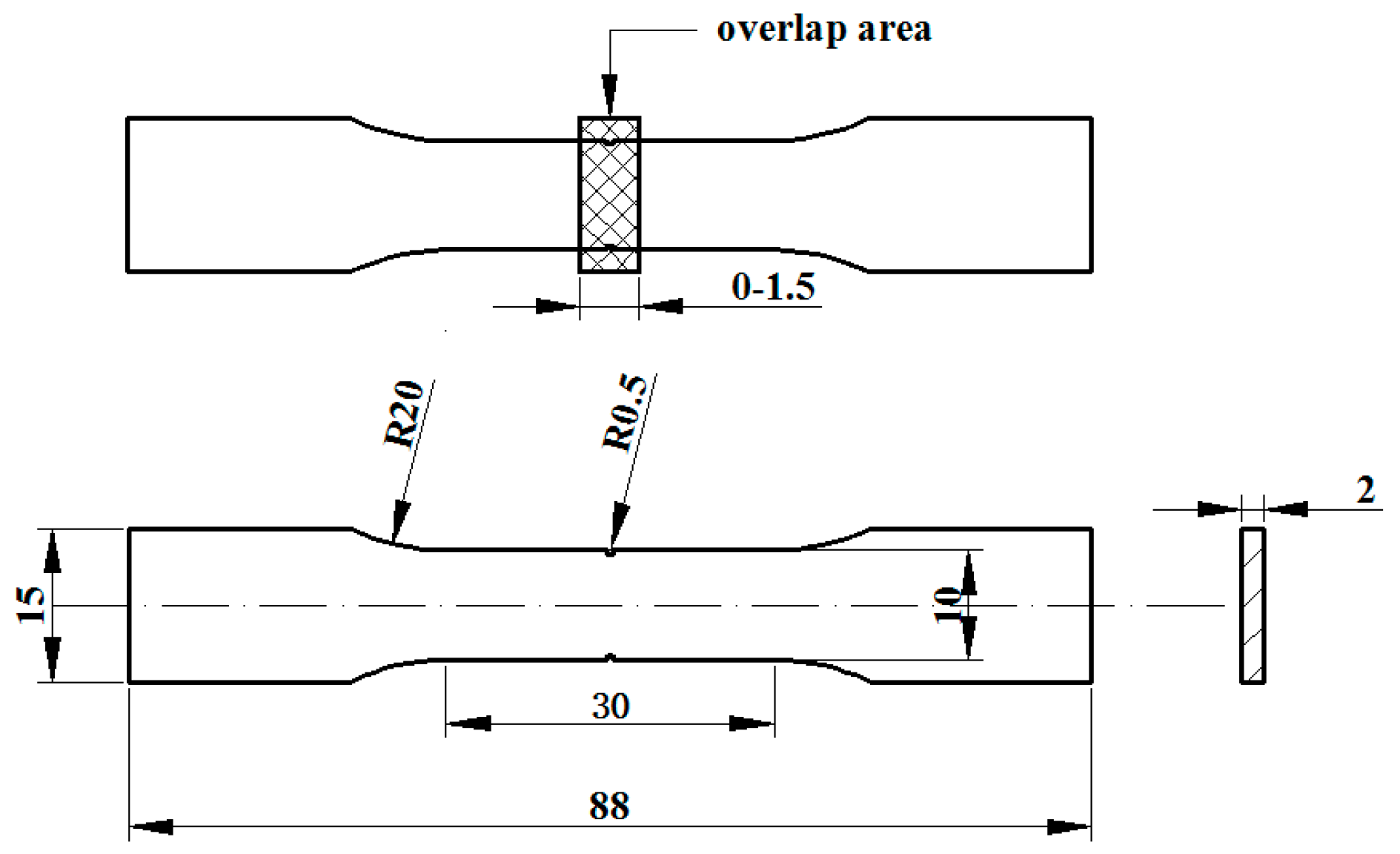
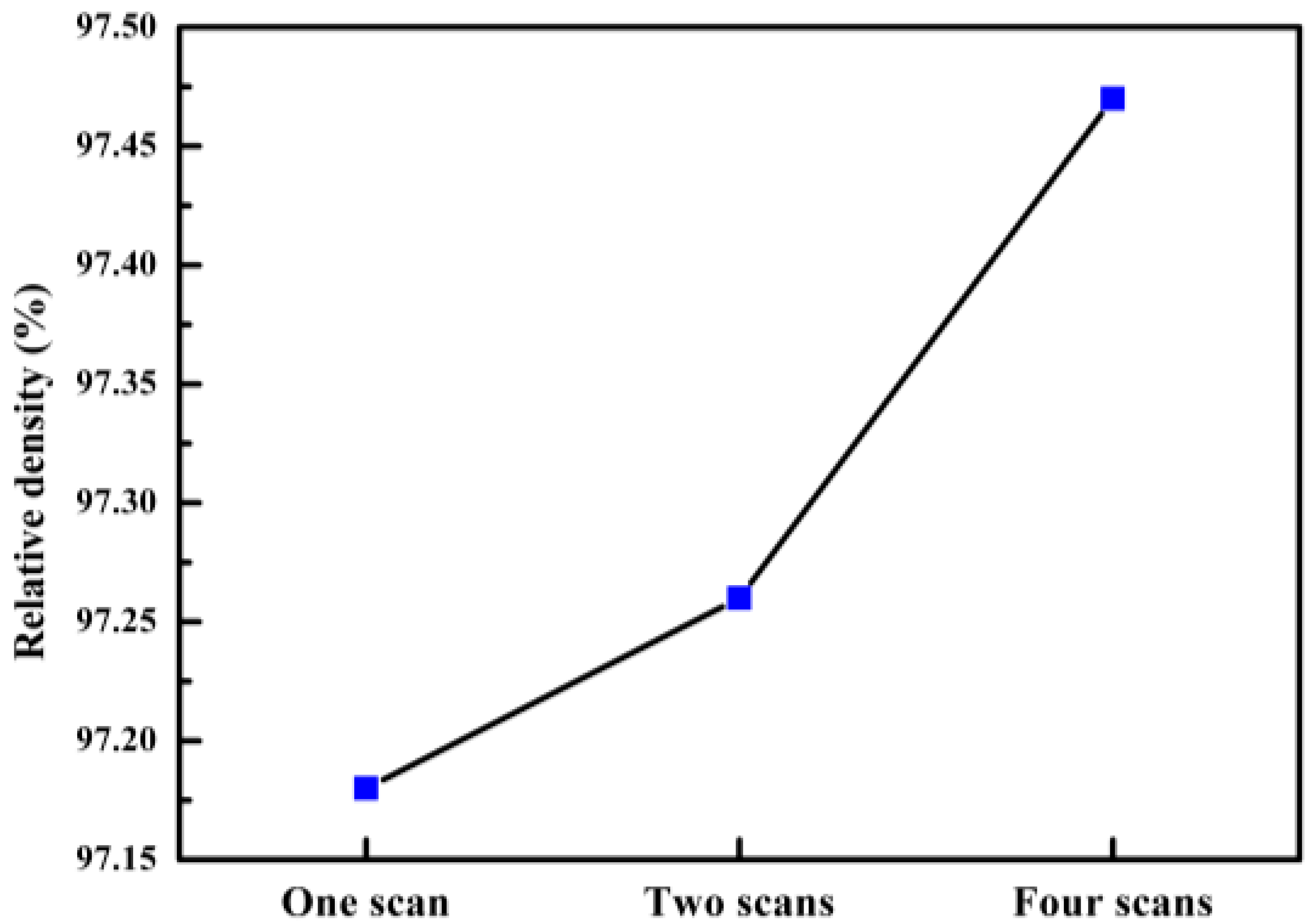
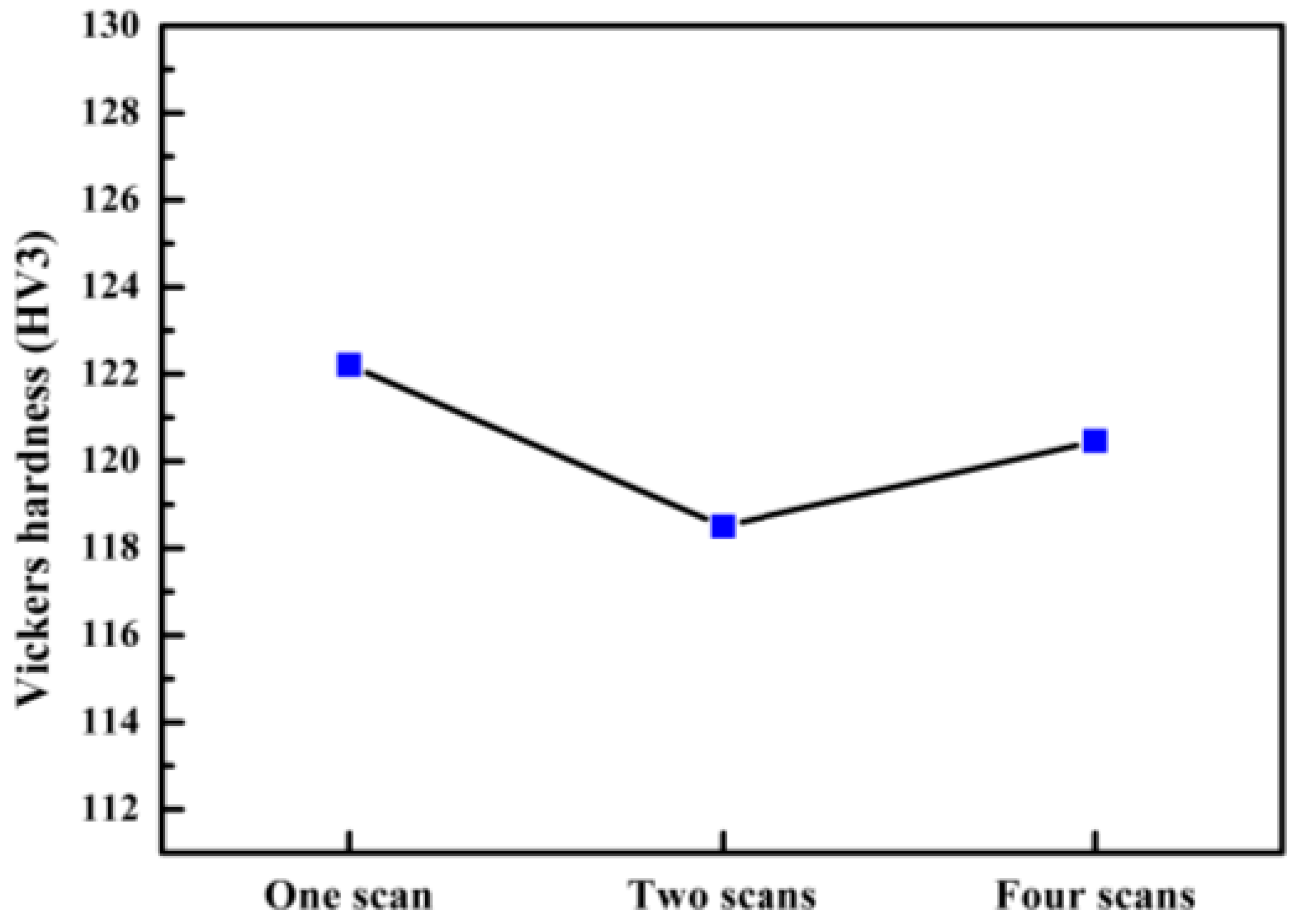
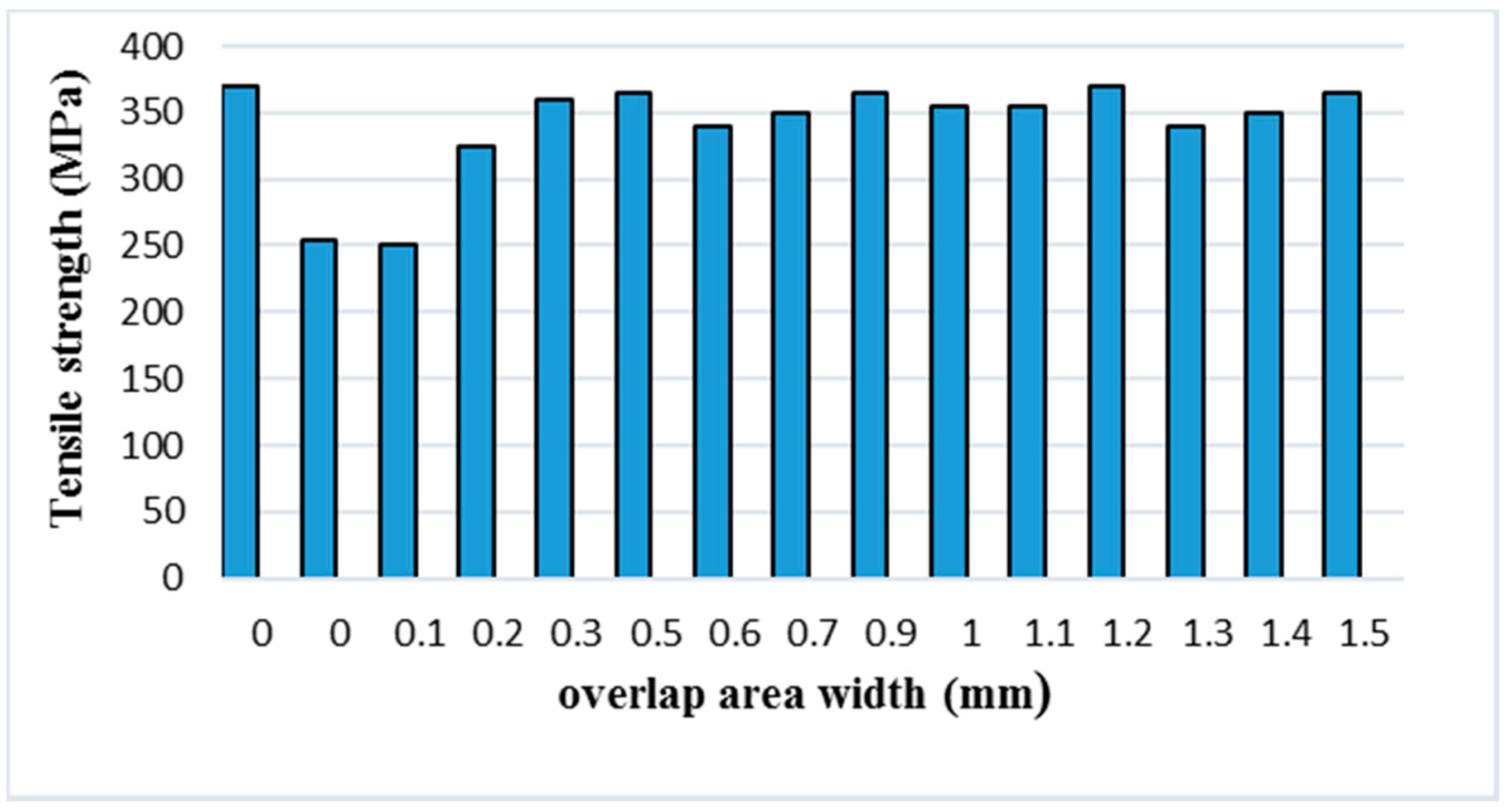
- The relative densities of the multi-laser SLM samples are above 97%, and the increase in the number of laser scans increases the relative density. The microhardness of the samples with different scanning times did not change significantly. The tensile properties of the multi-laser manufactured parts were examined by fabricating tensile specimens of overlap areas with different widths. When the width of the overlap areas is 0, 0.1, or 0.2 mm, the tensile strength of the tensile samples is much lower than that of the standard samples. When the width of the overlap areas is equal to or greater than 0.3 mm, the tensile strengths of the tensile samples are slightly lower than the standard samples.
Author Contributions
Funding
Conflicts of Interest
References
- Hooyar, A.; Shima, E.-H.; Damon, K.; Xinhua, W.; Matthew, S.D. Comparative study of commercially pure titanium produced by laser engineered net shaping, selective laser melting and casting processes. Mater. Sci. Eng. A 2017, 705, 385–393. [Google Scholar]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Matthew, S.D. Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: A review. Int. J. Mach. Tools Manuf. 2018, 133, 85–102. [Google Scholar] [CrossRef]
- Wong, M.; Owen, I.; Sutcliffe, C.J.; Puri, A. Convective heat transfer and pressure losses across novel heat sinks fabricated by Selective Laser Melting. Int. J. Heat Mass Trans. 2009, 52, 281–288. [Google Scholar] [CrossRef]
- Osakada, K.; Shiomi, M. Flexible manufacturing of metallic products by selective laser melting of powder. Int. J. Mach. Tools Manuf. 2006, 46, 1188–1193. [Google Scholar] [CrossRef]
- Mumtaz, K.A.; Hopkinson, N. Selective laser melting of thin wall parts using pulse shaping. J. Mater. Process Technol. 2010, 210, 279–287. [Google Scholar] [CrossRef]
- Li, Z.H.; Xu, R.J.; Zhang, Z.W.; Kucukkoc, I. The influence of scan length on fabricating thin-walled components in selective laser melting. Int. J. Tool Manuf. 2017, 126, 1–12. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Hao, L. Effect of Al alloys on selective laser melting behaviour and microstructure of in situ formed particle reinforced composites. J. Alloys Compd. 2012, 541, 328–334. [Google Scholar] [CrossRef]
- Joseph, S.; Kumar, S. A systematic investigation of fracture mechanisms in Al–Si based eutectic alloy—Effect of Si modification. Mater. Sci. Eng. A 2013, 588, 111–124. [Google Scholar] [CrossRef]
- Sameljuk, A.V.; Neikov, O.D.; Krajnikov, A.V.; Milman, Y.V.; Thompson, G.E.; Zhou, X. Effect of rapid solidification on the microstructure and corrosion behaviour of Al–Zn–Mg based material. Corros. Sci. 2007, 49, 276–286. [Google Scholar] [CrossRef]
- Karaköse, E.; Keskin, M. Effect of solidification rate on the microstructure and microhardness of a melt-spun Al–8Si–1Sb alloy. J. Alloys Compd. 2009, 479, 230–236. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. On the formation of AlSi10Mg single tracks and layers in selective laser melting: Microstructure and nano-mechanical properties. J. Mater. Process. Technol. 2016, 230, 88–98. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Yasa, E.; Badrossamay, M.; Verheecke, W.; Kruth, J.P. Process optimization and microstructural analysis for selective laser melting of AlSi10Mg. Solid Freeform Fabr. Symp. 2011, 22, 484–495. [Google Scholar]
- Thijs, L.; Kempen, K.; Kruth, J.P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Lam, L.P.; Zhang, D.Q.; Liu, Z.H.; Chua, C.K. Phase analysis and microstructure characterisation of AlSi10Mg parts produced by Selective Laser Melting. Virtual Phys. Prototyp. 2015, 10, 207–215. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Guan, R.G.; Zhang, J.H. Effects of Process Parameters of Semisolid Stirring on Microstructure of Mg–3Sn–1Mn–3SiC (wt %) Strip Processed by Rheo-rolling. J. Acta Metall. Sin. 2017, 30, 1–7. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Bai, P.K.; Guan, R.G.; Murugadoss, V. Microstructural evolution and mechanical strengthening mechanism of Mg-3Sn-1Mn-1La alloy after heat treatments. Mater. Sci. Eng. A 2018, 734, 200–209. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using selective laser melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2011, 34, 159–169. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; Humbeeck, J.V.; Kruth, J.P. Mechanical properties of AlSi10Mg produced by selective laser melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Tuck, C.; Ashcroft, I.; Maskery, I.; Everitt, N.M. On the precipitation hardening of selective laser melted AlSi10Mg. Metal. Mater. Trans. A 2015, 46, 3337–3341. [Google Scholar] [CrossRef]
- Li, F.; Wang, Z.; Zeng, X. Microstructures and mechanical properties of Ti6Al4V alloy fabricated by multi-laser beam selective laser melting. Mater. Lett. 2017, 199, 79–83. [Google Scholar] [CrossRef]
- Wiesnera, D.I.A.; Schwarzea, D. Multi-laser selective laser melting. In Proceedings of the 8th International Conference on Photonic Technologies LANE, Fürth, Germany, 8–11 September 2014. [Google Scholar]
- Buchbinder, D.; Schleifenbaum, H.; Heidrich, S.; Meiners, W.; Bültmann, J. High power selective laser melting (HP SLM) of aluminum parts. Phys. Procedia 2011, 12, 271–278. [Google Scholar] [CrossRef]
- Heeling, T.; Wegener, K. Computational investigation of synchronized multibeam strategies for the selective laser melting process. Phys. Procedia 2016, 83, 899–908. [Google Scholar] [CrossRef]
- Heeling, T.; Zimmermann, L.; Wegener, K. Multi-beam strategies for the optimization of the selective laser melting process. In Proceedings of the 27th Annual International Solid Freeform Symposium (Solid Freeform Fabrication 2016), Austin, TX, USA, 8–10 August 2016. [Google Scholar]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Process. Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Abe, F.; Osakada, K.; Shiomi, M. The manufacturing of hard tools from metallic powders by selective laser melting. J. Mater. Process. Technol. 2001, 111, 210–213. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. Scanning strategies for texture and anisotropy tailoring during selective laser melting of TiC/316L stainless steel nanocomposites. J. Alloys Compd. 2017, 728, 424–435. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Borkar, T.; Yang, J.M. Densification behavior, microstructural evolution, and mechanical properties of TiC/316L stainless steel nanocomposites fabricated by selective laser melting. Mater. Des. 2018, 138, 119–128. [Google Scholar] [CrossRef]
- Sylwestrowicz, W.; Hall, E.O. The Deformation and Ageing of Mild Steel. Proc. Phys. Soc. 2002, 64, 495. [Google Scholar] [CrossRef]
- Petch, N.L. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25. [Google Scholar]
- Ehtemam-Haghighi, S.; Liu, Y.; Cao, G.; Zhang, L.C. Phase transition, microstructural evolution and mechanical properties of Ti-Nb-Fe alloys induced by Fe addition. Mater. Des. 2016, 97, 279–286. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturing Parameters | Value |
|---|---|
| Laser power, P | 200 W |
| Scan space, S | 80 μm |
| Powder layer thickness, h | 25 μm |
| Spot diameter, D | 80 μm |
| Exposure Time, ET | 140 μs |
| Point Distance, PD | 80 μm |
| Elements | Si | Mg | Mn | Cu | Fe | Ni | Zn | Sn | Ti | Pb | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | 10.0 | 0.40 | 0.40 | 0.05 | 0.50 | 0.05 | 0.10 | 0.05 | 0.15 | 0.05 | Bal |
| Test | Overlap Area Width (mm) | Tensile Strength (MPa) |
|---|---|---|
| 1 | 0 | 370 |
| 2 | 0 | 255 |
| 3 | 0.1 | 250 |
| 4 | 0.2 | 325 |
| 5 | 0.3 | 360 |
| 6 | 0.5 | 365 |
| 7 | 0.6 | 340 |
| 8 | 0.7 | 350 |
| 9 | 0.9 | 365 |
| 10 | 1.0 | 355 |
| 11 | 1.1 | 355 |
| 12 | 1.2 | 370 |
| 13 | 1.3 | 340 |
| 14 | 1.4 | 350 |
| 15 | 1.5 | 365 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, B.; Kuai, Z.; Li, Z.; Tong, J.; Bai, P.; Li, B.; Nie, Y. Performance Consistency of AlSi10Mg Alloy Manufactured by Simulating Multi Laser Beam Selective Laser Melting (SLM): Microstructures and Mechanical Properties. Materials 2018, 11, 2354. https://doi.org/10.3390/ma11122354
Liu B, Kuai Z, Li Z, Tong J, Bai P, Li B, Nie Y. Performance Consistency of AlSi10Mg Alloy Manufactured by Simulating Multi Laser Beam Selective Laser Melting (SLM): Microstructures and Mechanical Properties. Materials. 2018; 11(12):2354. https://doi.org/10.3390/ma11122354
Chicago/Turabian StyleLiu, Bin, Zezhou Kuai, Zhonghua Li, Jianbin Tong, Peikang Bai, Baoqiang Li, and Yunfei Nie. 2018. "Performance Consistency of AlSi10Mg Alloy Manufactured by Simulating Multi Laser Beam Selective Laser Melting (SLM): Microstructures and Mechanical Properties" Materials 11, no. 12: 2354. https://doi.org/10.3390/ma11122354