
Effect of Different Filler Contents and Printing Directions on the Mechanical Properties for Photopolymer Resins

 , ,
, ,
Abstract
:1. Introduction
2. Results
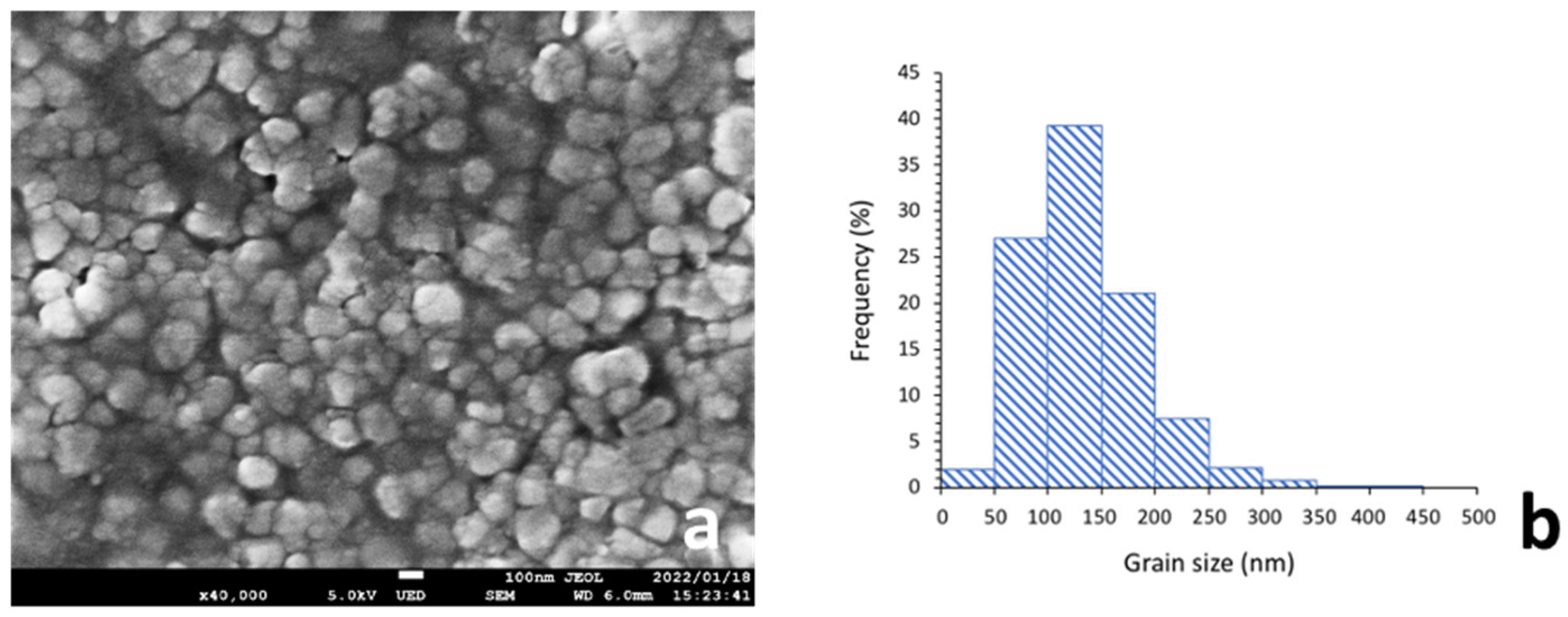
2.1. Particle Size and Distribution of Zirconia Filler
2.2. Three-Point Bending Test
2.3. Vickers Hardness Test
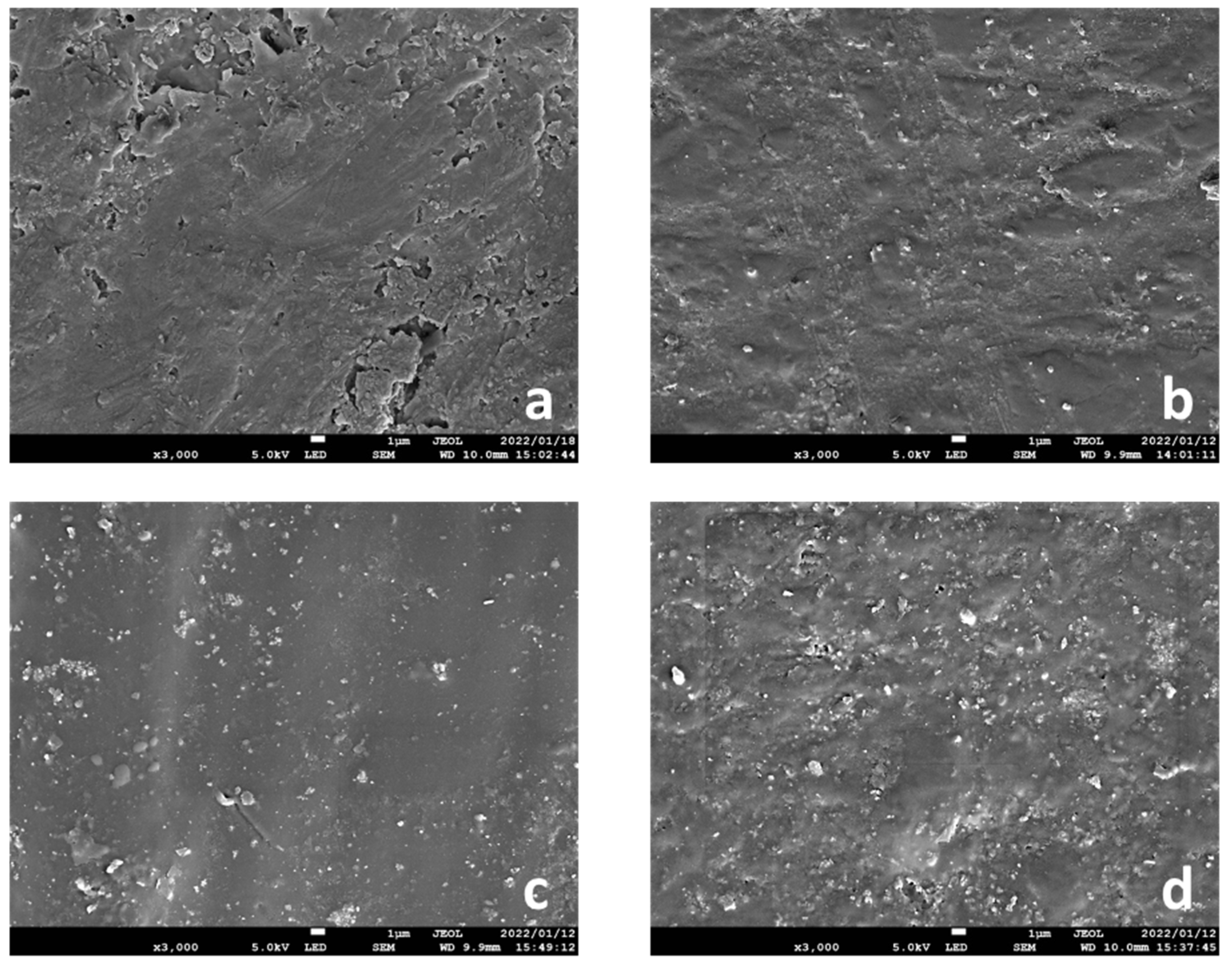
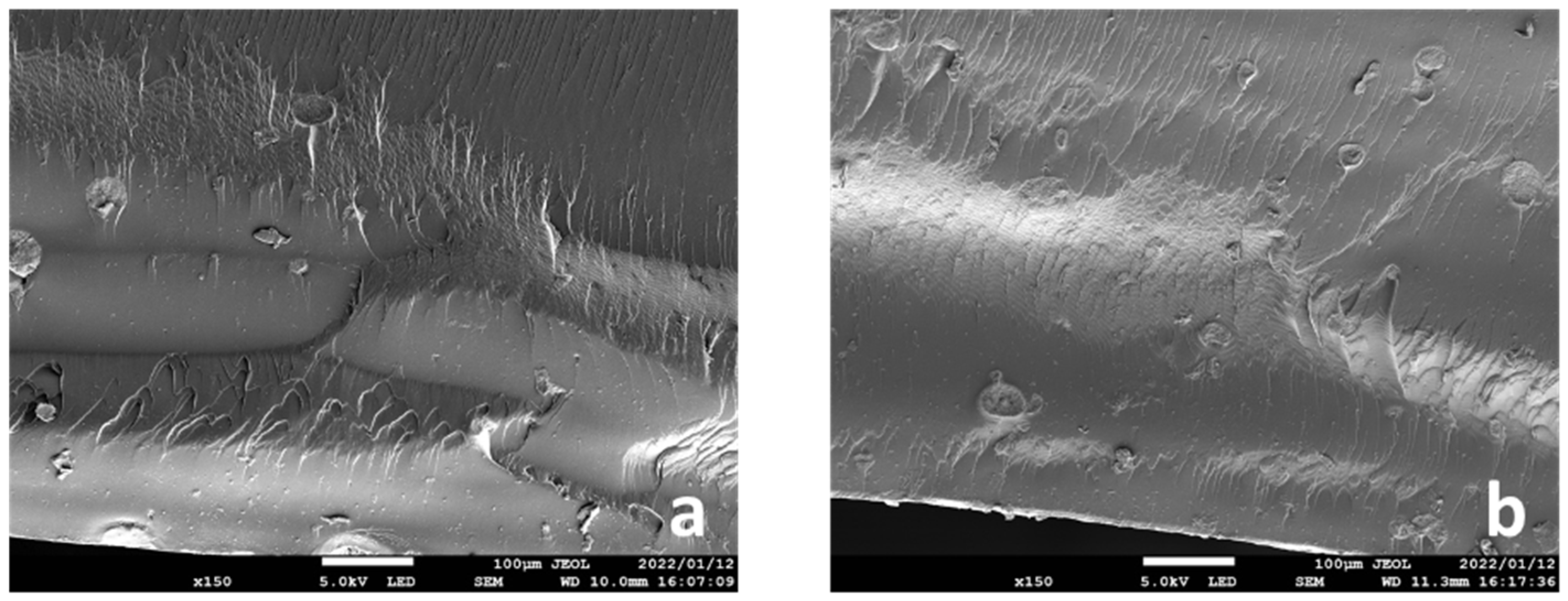
2.4. SEM Analysis of Fracture Surfaces
3. Discussion
4. Materials and Methods
4.1. Material Selection
4.2. Determining the Optimum Mass Percentage of Zirconia Filler
4.3. Mixing the Zirconia Filler and Photopolymer Resin
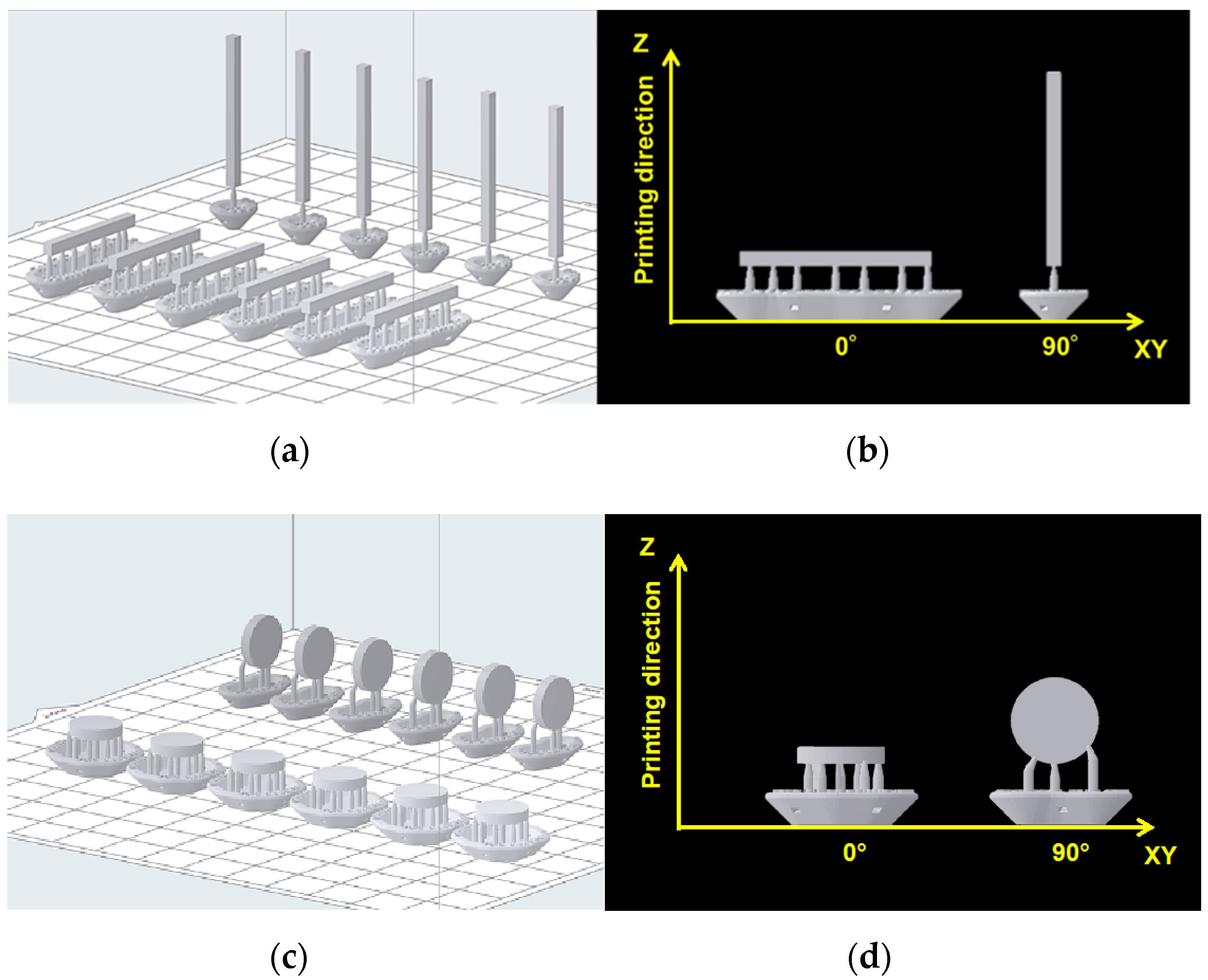
4.4. Specimen Fabrication
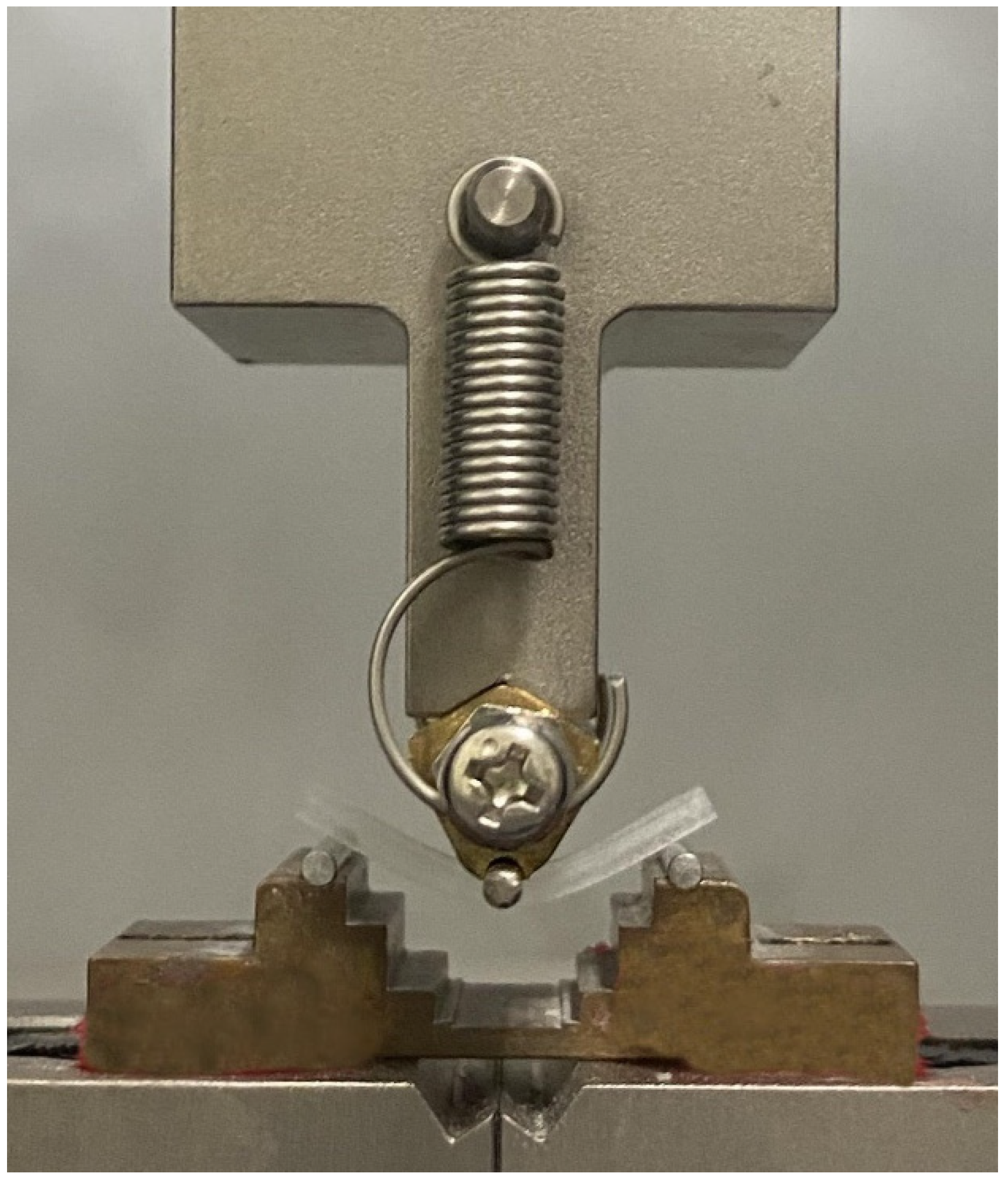
4.5. Three-Point Bending Test
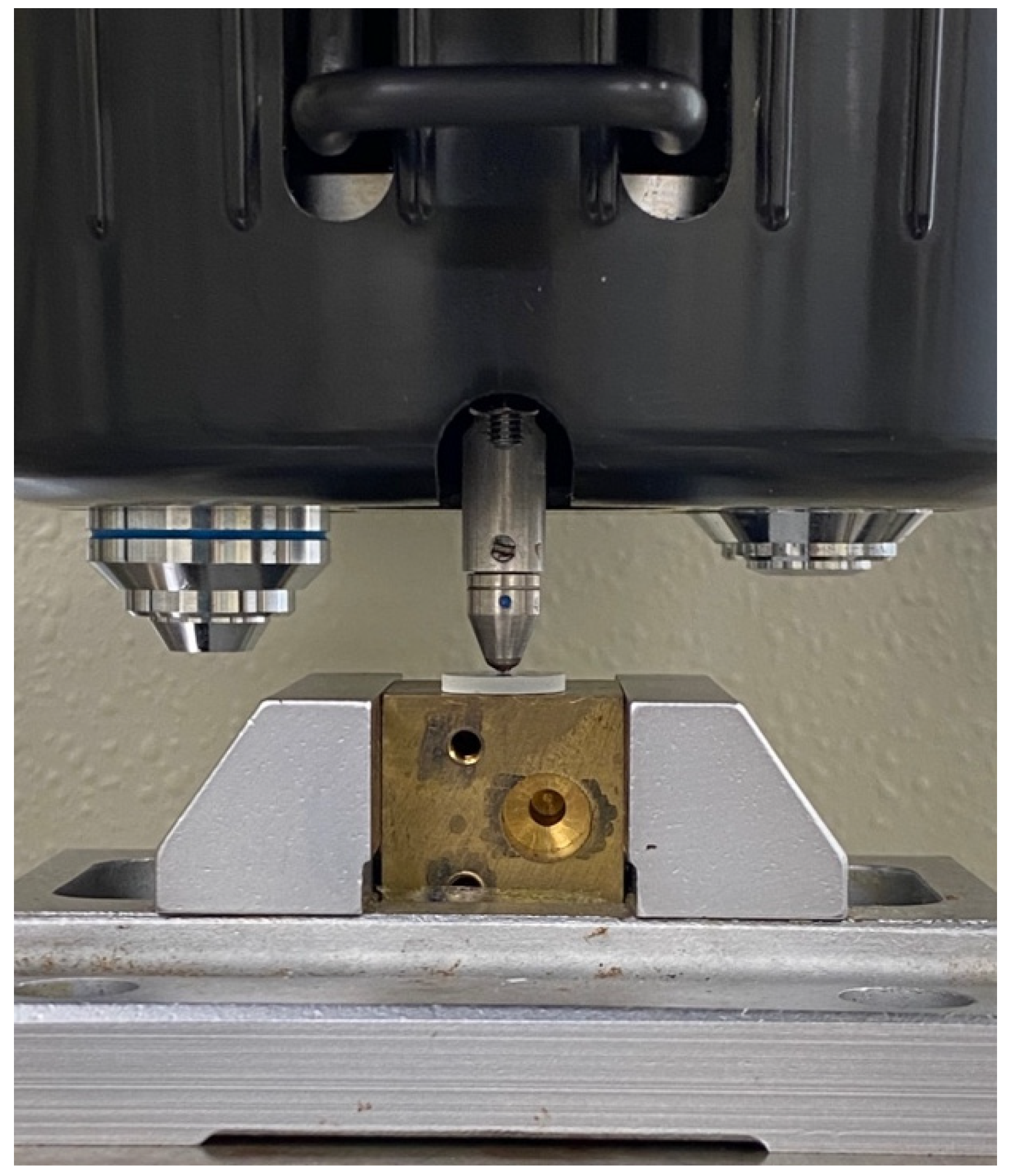
4.6. Vickers Hardness Test
4.7. SEM Analysis of Zirconia Filler and Specimen Fracture Surface
4.8. Statistical Analysis
5. Conclusions
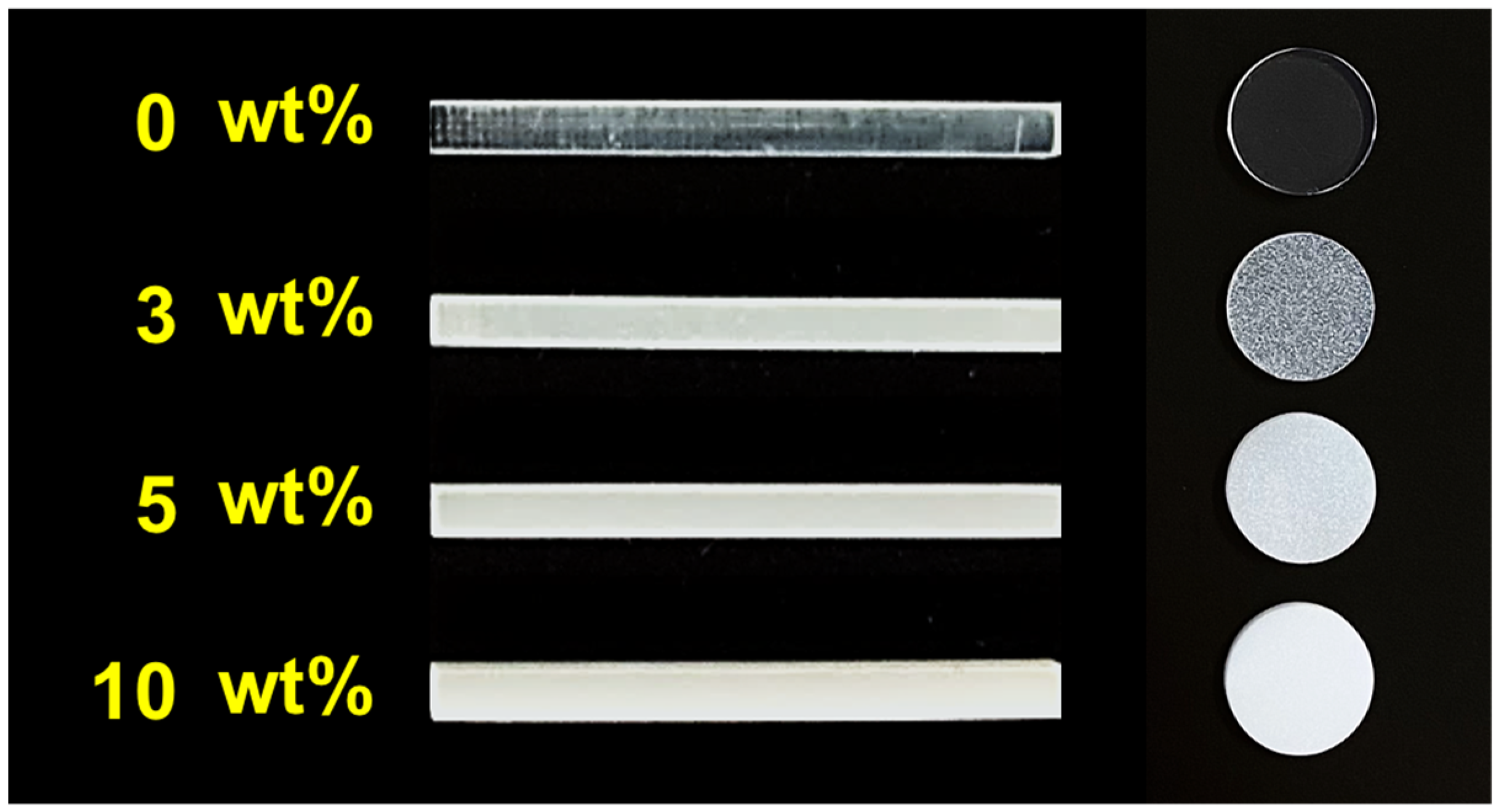
- Varying the zirconia filler content (0, 3, 10, and 5 wt.%) and printing directions (0° and 90°) affected the mechanical properties of the 3D-printed photopolymer resins.
- When the printing direction was set to 0°, the optimum mechanical properties that met the ISO standard requirements were obtained at a zirconia content of 0 wt.% (control).
- When the printing direction was set to 90°, the optimum mechanical properties that met the ISO standard requirements were obtained at a zirconia content of 3 wt.%.
- Regardless of the printing direction (0° and 90°), adding 5 and 10 wt.% zirconia degraded the mechanical properties of the resins.
- When the printing directions were set to 0° and 90°, the Vickers hardness increased in the order of 0 (control), 3, 5, and 10 wt.%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- De Santis, R.; Russo, T.; Rau, J.V.; Papallo, I.; Martorelli, M.; Gloria, A. Design of 3D Additively Manufactured Hybrid Structures for Cranioplasty. Materials 2021, 14, 181. [Google Scholar] [CrossRef] [PubMed]
- Goodacre, C.J.; Garbacea, A.; Naylor, W.P.; Daher, T.; Marchack, C.B.; Lowry, J. CAD/CAM fabricated complete dentures: Concepts and clinical methods of obtaining required morphological data. J. Prosthet. Dent. 2012, 107, 34–46. [Google Scholar] [CrossRef]
- Inokoshi, M.; Kanazawa, M.; Minakuchi, S. Evaluation of a complete denture trial method applying rapid prototyping. Dent. Mater. J. 2012, 31, 40–46. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kanazawa, M.; Inokoshi, M.; Minakuchi, S.; Ohbayashi, N. Trial of a CAD/CAM system for fabricating complete dentures. Dent. Mater. J. 2011, 30, 93–96. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rickman, L.J.; Padipatvuthikul, P.; Satterthwaite, J.D. Contemporary denture base resins: Part 1. Dent. Updat. 2012, 39, 25–30. [Google Scholar] [CrossRef] [Green Version]
- Anusavice, K.J.; Shen, C.; Rawls, H.R. Phillips’ Science of Dental Materials, 12th ed.; Elsevier Health Sciences: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Darbar, U.R.; Huggett, R.; Harrison, A. Denture fracture—A survey. Br. Dent. J. 1994, 176, 342–345. [Google Scholar] [CrossRef]
- Jagger, D.C.; Harrison, A.; Jandt, K.D. The reinforcement of dentures. J. Oral Rehabil. 1999, 26, 185–194. [Google Scholar] [CrossRef]
- Hada, T.; Suzuki, T.; Minakuchi, S.; Takahashi, H. Reduction in maxillary complete denture deformation using framework material made by computer-aided design and manufacturing systems. J. Mech. Behav. Biomed. Mater. 2020, 103, 103514. [Google Scholar] [CrossRef]
- Vallittu, P.K. A Review of Methods Used to Reinforce Polymethyl Methacrylate Resin. J. Prosthodont. 1995, 4, 183–187. [Google Scholar] [CrossRef]
- Zidan, S.; Silikas, N.; Alhotan, A.; Haider, J.; Yates, J. Investigating the Mechanical Properties of ZrO2-Impregnated PMMA Nanocomposite for Denture-Based Applications. Materials 2019, 12, 1344. [Google Scholar] [CrossRef] [Green Version]
- de Castro, D.T.; Valente, M.L.; Agnelli, J.A.M.; da Silva, C.H.L.; Watanabe, E.; Siqueira, R.L.; Alves, O.L.; Holtz, R.D.; dos Reis, A.C. In vitro study of the antibacterial properties and impact strength of dental acrylic resins modified with a nanomaterial. J. Prosthet. Dent. 2015, 115, 238–246. [Google Scholar] [CrossRef] [PubMed]
- Totu, E.E.; Nechifor, A.C.; Nechifor, G.; Aboul-Enein, H.Y.; Cristache, C.M. Poly(methyl methacrylate) with TiO2 nanoparticles inclusion for stereolitographic complete denture manufacturing—The fututre in dental care for elderly edentulous patients? J. Dent. 2017, 59, 68–77. [Google Scholar] [CrossRef] [PubMed]
- Mubarak, S.; Dhamodharan, D.; Kale, M.B.; Divakaran, N.; Senthil, T.; Sathiyanathan, P.; Wu, L.; Wang, J. A Novel Approach to Enhance Mechanical and Thermal Properties of SLA 3D Printed Structure by Incorporation of Metal–Metal Oxide Nanoparticles. Nanomaterials 2020, 10, 217. [Google Scholar] [CrossRef] [Green Version]
- Mohan, D.; Sajab, M.S.; Kaco, H.; Bakarudin, S.B.; Noor, A.M. 3D Printing of UV-Curable Polyurethane Incorporated with Surface-Grafted Nanocellulose. Nanomaterials 2019, 9, 1726. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, S.-G.; Yang, J.; Jia, Y.-G.; Lu, B.; Ren, L. TiO2 and PEEK Reinforced 3D Printing PMMA Composite Resin for Dental Denture Base Applications. Nanomaterials 2019, 9, 1049. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, T.; Tsoi, J.K.-H.; Matinlinna, J.P. A novel zirconia fibre-reinforced resin composite for dental use. J. Mech. Behav. Biomed. Mater. 2016, 53, 151–160. [Google Scholar] [CrossRef] [PubMed]
- Väyrynen, V.O.; Tanner, J.; Vallittu, P.K. The anisotropicity of the flexural properties of an occlusal device material processed by stereolithography. J. Prosthet. Dent. 2016, 116, 811–817. [Google Scholar] [CrossRef]
- Unkovskiy, A.; Bui, P.H.-B.; Schille, C.; Geis-Gerstorfer, J.; Huettig, F.; Spintzyk, S. Objects build orientation, positioning, and curing influence dimensional accuracy and flexural properties of stereolithographically printed resin. Dent. Mater. 2018, 34, e324–e333. [Google Scholar] [CrossRef]
- Tahayeri, A.; Morgan, M.; Fugolin, A.P.; Bompolaki, D.; Athirasala, A.; Pfeifer, C.S.; Ferracane, J.L.; Bertassoni, L.E. 3D printed versus conventionally cured provisional crown and bridge dental materials. Dent. Mater. 2018, 34, 192–200. [Google Scholar] [CrossRef]
- Hada, T.; Kanazawa, M.; Iwaki, M.; Arakida, T.; Minakuchi, S. Effect of printing direction on stress distortion of three-dimensional printed dentures using stereolithography technology. J. Mech. Behav. Biomed. Mater. 2020, 110, 103949. [Google Scholar] [CrossRef]
- Shim, J.S.; Kim, J.-E.; Jeong, S.H.; Choi, Y.J.; Ryu, J.J. Printing accuracy, mechanical properties, surface characteristics, and microbial adhesion of 3D-printed resins with various printing orientations. J. Prosthet. Dent. 2020, 124, 468–475. [Google Scholar] [CrossRef] [PubMed]
- Weng, Z.; Zhou, Y.; Lin, W.; Senthil, T.; Wu, L. Structure-property relationship of nano enhanced stereolithography resin for desktop SLA 3D printer. Compos. Part A Appl. Sci. Manuf. 2016, 88, 234–242. [Google Scholar] [CrossRef]
- Lin, C.-H.; Lin, Y.-M.; Lai, Y.-L.; Lee, S.-Y. Mechanical properties, accuracy, and cytotoxicity of UV-polymerized 3D printing resins composed of Bis-EMA, UDMA, and TEGDMA. J. Prosthet. Dent. 2020, 123, 349–354. [Google Scholar] [CrossRef] [PubMed]
- ISO 10477:2020; Dentistry—Polymer-Based Crown and Veneering Materials. International Organization of Standardization: Geneva, Switzerland, 2020. Available online: https://www.iso.org/standard/80007.html (accessed on 10 June 2021).
- Gad, M.M.; Abualsaud, R.; Al-Thobity, A.M.; Baba, N.Z.; Al-Harbi, F.A. Influence of Addition of Different Nanoparticles on the Surface Properties of Poly(methylmethacrylate) Denture Base Material. J. Prosthodont. 2020, 29, 422–428. [Google Scholar] [CrossRef]
- Alharbi, N.; Osman, R.; Wismeijer, D. Effects of build direction on the mechanical properties of 3D-printed complete coverage interim dental restorations. J. Prosthet. Dent. 2016, 115, 760–767. [Google Scholar] [CrossRef]
- Gad, M.M.; Abualsaud, R.; Rahoma, A.; Al-Thobity, A.M.; Al-Abidi, K.S.; Akhtar, S. Effect of zirconium oxide nanoparticles addition on the optical and tensile properties of polymethyl methacrylate denture base material. Int. J. Nanomed. 2018, 13, 283–292. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Direction | Zirconia Filler Content (wt.%) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|
| 0° | Control (0) | 50.6 (0.8) a | 0.8 (0.03) d |
| 3 | 48.4 (1.4) b | 0.7 (0.07) e | |
| 5 | 43.4 (0.8) c | 0.5 (0.05) f | |
| 10 | 43.5 (0.8) c | 0.5 (0.04) f |
| Printing Direction | Zirconia Filler Content (wt.%) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|
| 90° | Control (0) | 47.8 (1.1) a | 0.7 (0.04) d |
| 3 | 51.0 (1.0) b | 0.9 (0.04) e | |
| 5 | 43.2 (0.5) c | 0.6 (0.03) f | |
| 10 | 43.7 (1.1) c | 0.7 (0.04) df |
| Printing Direction | Zirconia Filler Content (wt.%) | Vickers Hardness (VHN) |
|---|---|---|
| 0° | Control (0) | 15.7 (0.3) a |
| 3 | 17.8 (0.2) b | |
| 5 | 19.3 (0.7) c | |
| 10 | 21.0 (0.4) d |
| Printing Direction | Zirconia Filler Content (wt.%) | Vickers Hardness (VHN) |
|---|---|---|
| 90° | Control (0) | 15.9 (0.5) a |
| 3 | 17.9 (0.2) b | |
| 5 | 20.8 (0.5) c | |
| 10 | 21.2 (0.4) c |
| Material | Brand Name | Composition | Value (%) | Lot Number |
|---|---|---|---|---|
| Methacrylate-based photopolymer resin | Methacrylate oligomer | 75–90 | ||
| Clear V4 | Methacrylate monomer | 25–50 | L-20210108c | |
| (RS-F2-GPCL-04) | Diphenyl (2,4,6-trimethylbenzoyl) phosphine oxide | <1 | ||
| Material | Brand Name | Powder Properties | ||
| Highly translucent zirconia filler | Y2O3 | 4 mol% | ||
| Zpex4 | Specific surface area | 7 ± 2 m2/g | N/A | |
| Green density | 3.2 g/cm3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hada, T.; Kanazawa, M.; Miyamoto, N.; Liu, H.; Iwaki, M.; Komagamine, Y.; Minakuchi, S. Effect of Different Filler Contents and Printing Directions on the Mechanical Properties for Photopolymer Resins. Int. J. Mol. Sci. 2022, 23, 2296. https://doi.org/10.3390/ijms23042296
Hada T, Kanazawa M, Miyamoto N, Liu H, Iwaki M, Komagamine Y, Minakuchi S. Effect of Different Filler Contents and Printing Directions on the Mechanical Properties for Photopolymer Resins. International Journal of Molecular Sciences. 2022; 23(4):2296. https://doi.org/10.3390/ijms23042296
Chicago/Turabian StyleHada, Tamaki, Manabu Kanazawa, Nanako Miyamoto, Hengyi Liu, Maiko Iwaki, Yuriko Komagamine, and Shunsuke Minakuchi. 2022. "Effect of Different Filler Contents and Printing Directions on the Mechanical Properties for Photopolymer Resins" International Journal of Molecular Sciences 23, no. 4: 2296. https://doi.org/10.3390/ijms23042296