
Suppression Characteristics and Mechanism of Molasses Solution on Coal Dust: A Low-Cost and Environment-Friendly Suppression Method in Coal Mines

 ,
,
Abstract
:1. Introduction
2. Material and Methods
2.1. Material
- (1)
- Molasses
- (2)
- Coal dust samples
2.2. Experimental Setup
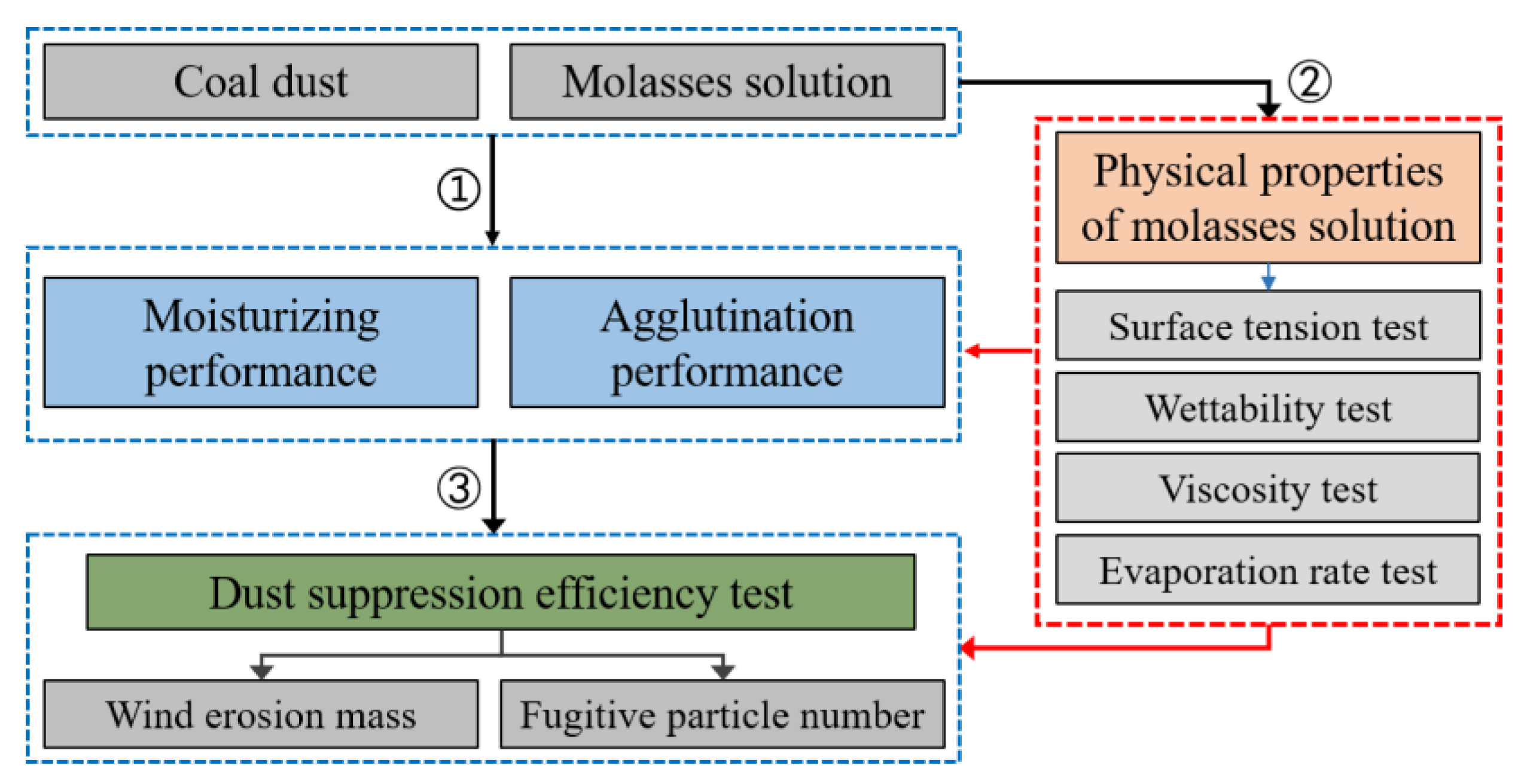
2.2.1. Overview
2.2.2. Moisturizing and Agglutination Performance Tests
Moisturizing Performance Test
- (1)
- Evaporation parameters of the MWCD
- (2)
- Moisturizing rate test for MDCD.
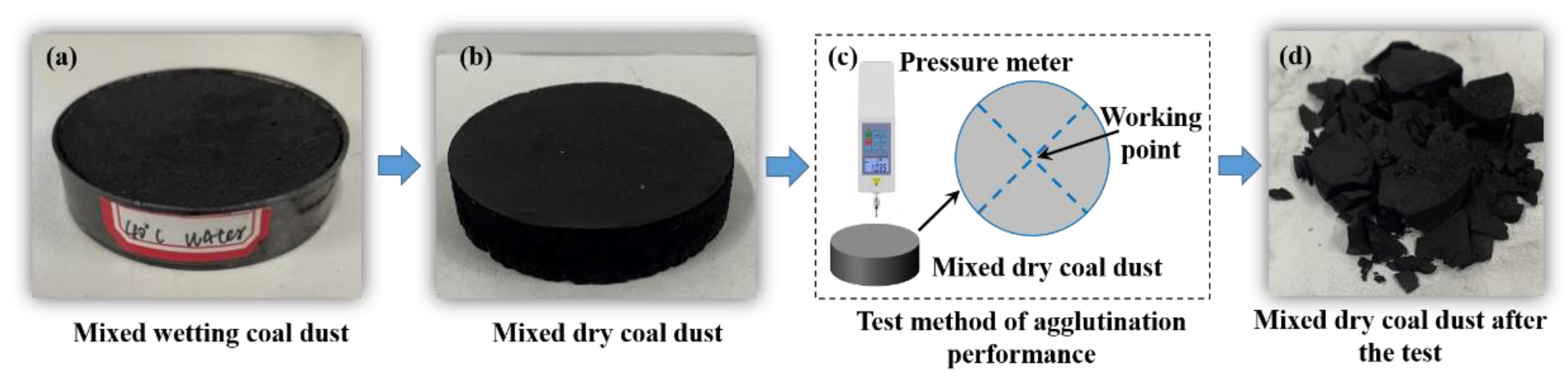
Agglutination Performance Test
2.2.3. Physical Properties Tests of Molasses Solution
- (1)
- Surface tension tests
- (2)
- Contact angle tests
- (3)
- Viscosity tests
- (4)
- Evaporation rate tests
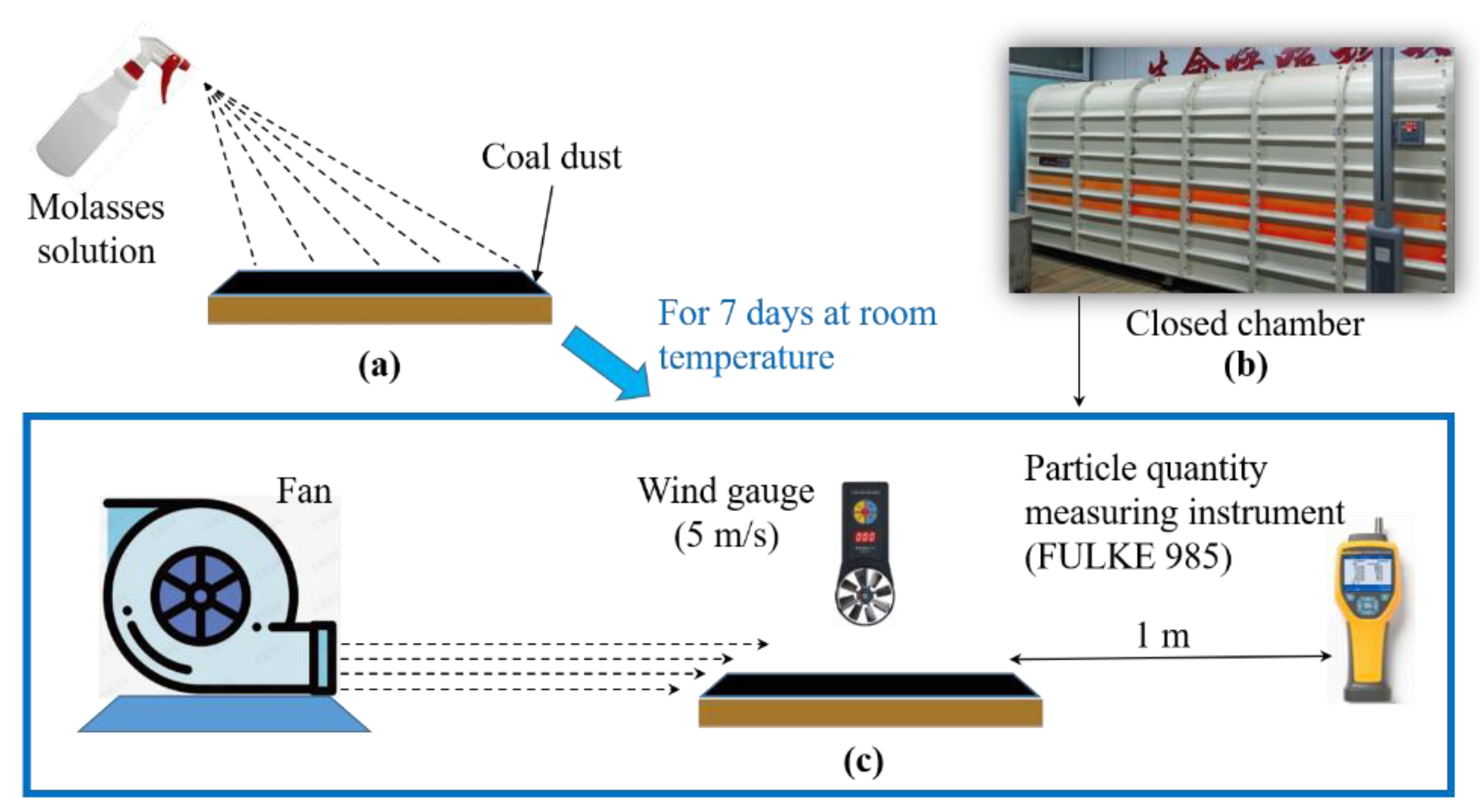
2.2.4. Dust Suppression Efficiency Measurement
- (1)
- Wind erosion mass
- (2)
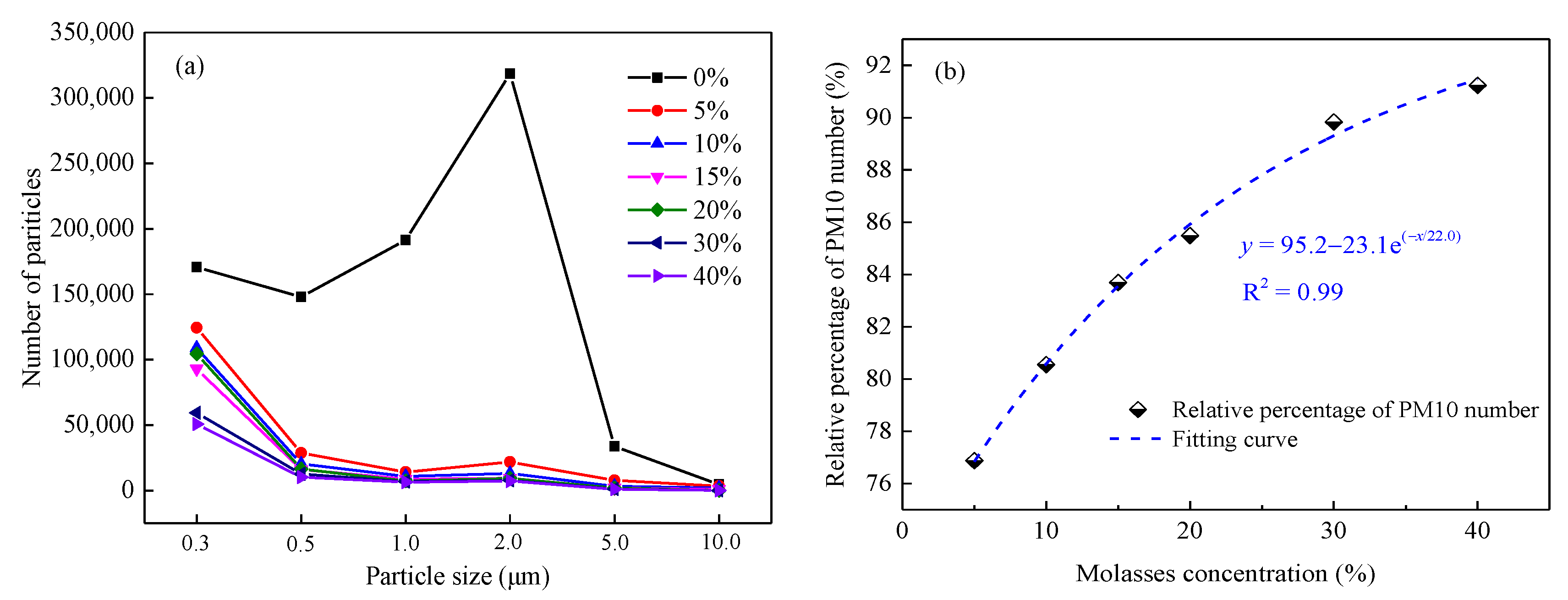
- Cumulative number of PM10 particles.
3. Results
3.1. Moisturizing Performance of Molasses on the Coal Dust
- (1)
- Evaporation parameters of the MWCD
- (2)
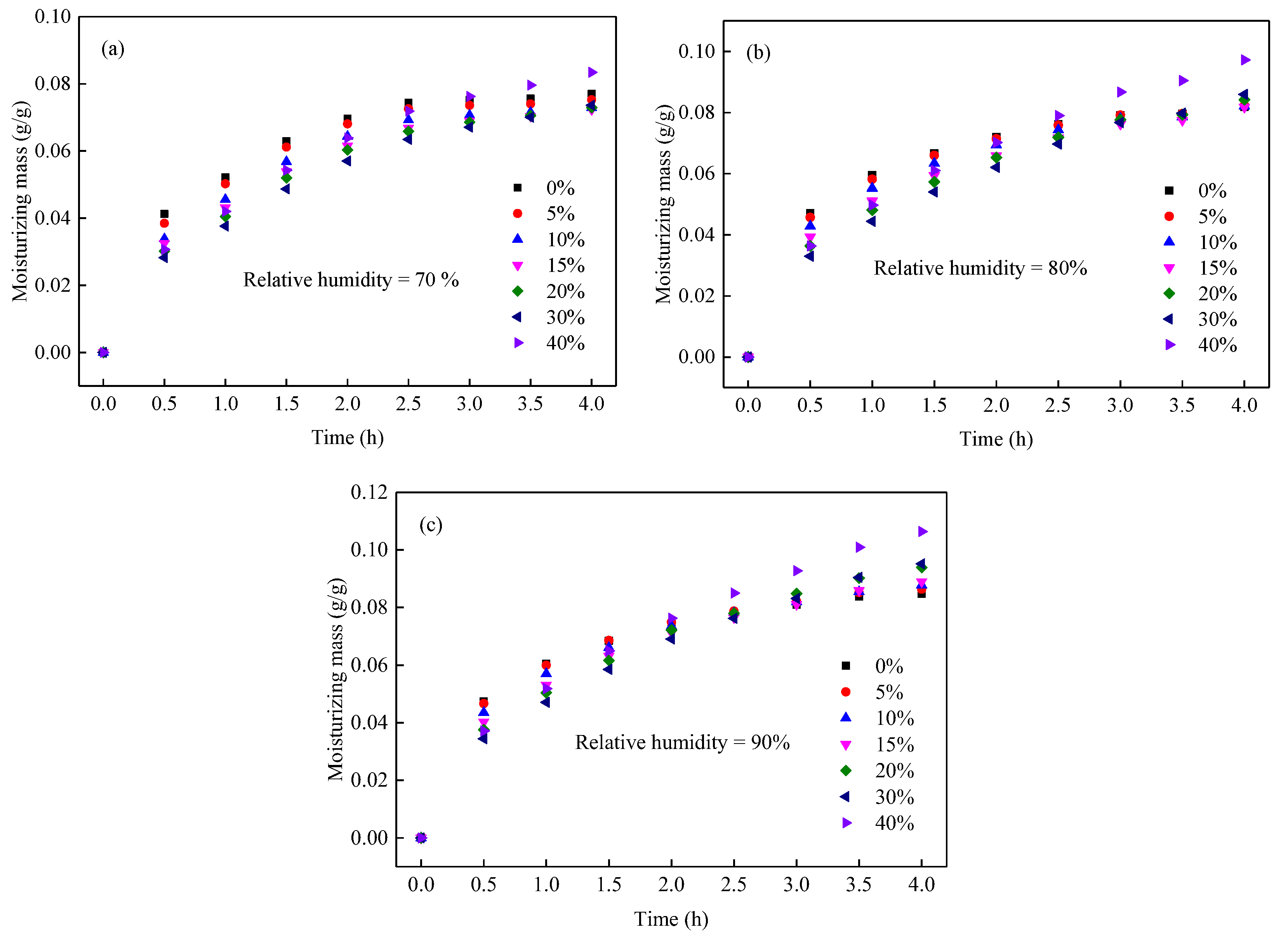
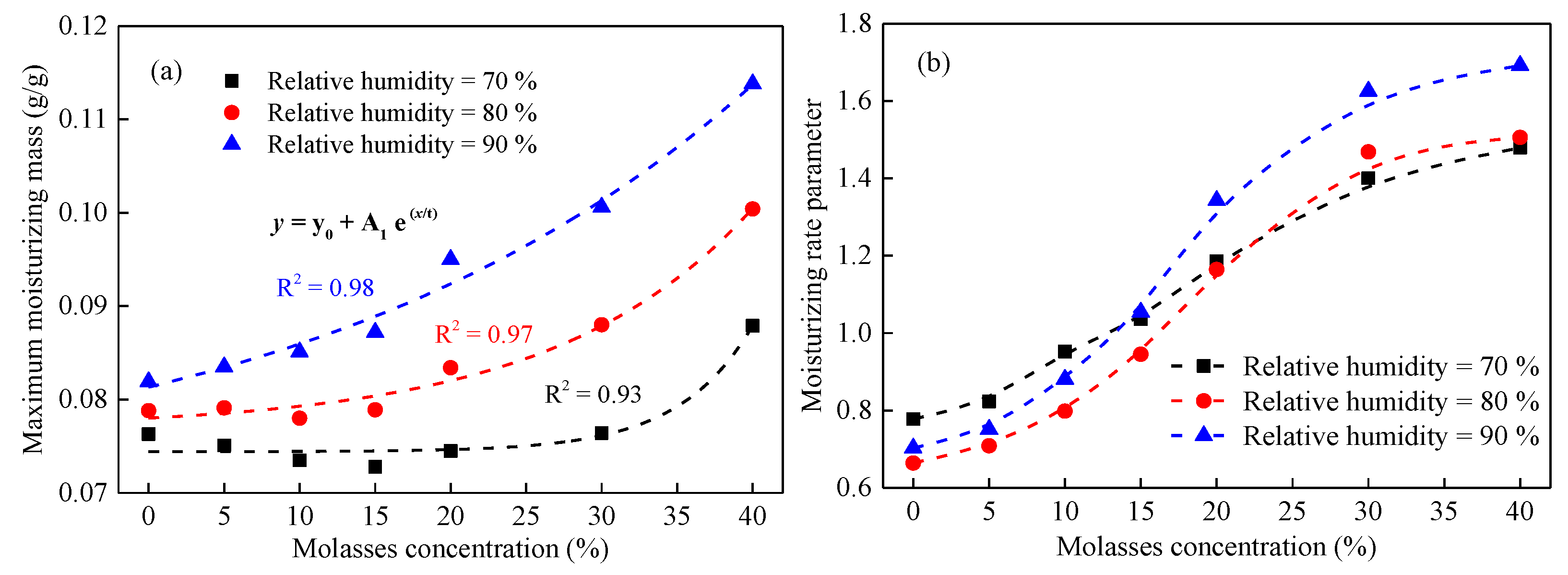
- Moisturizing characteristics of the MDCD
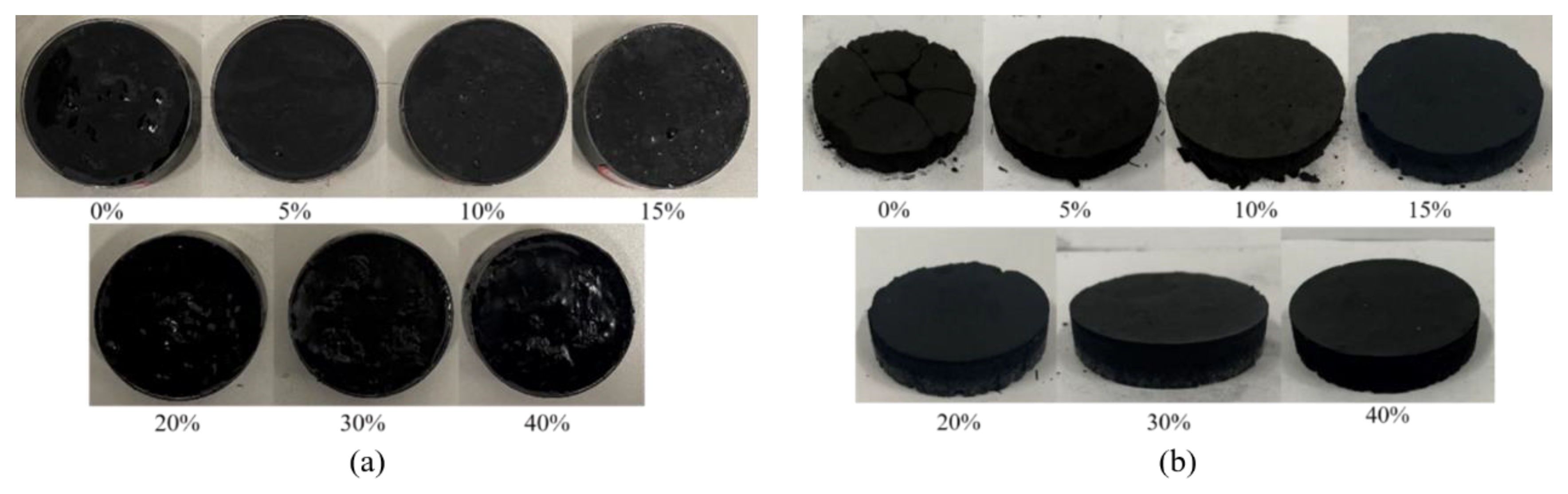
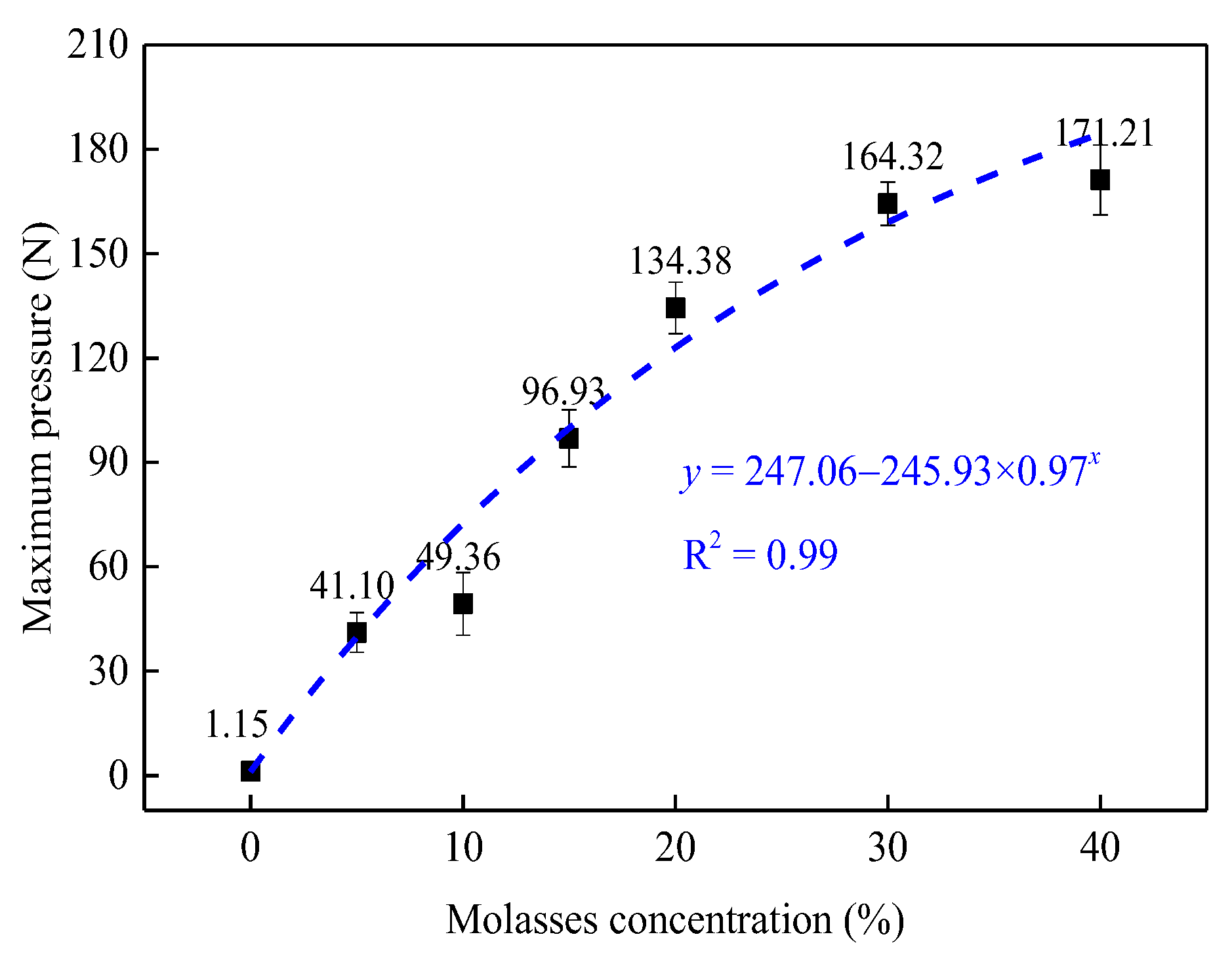
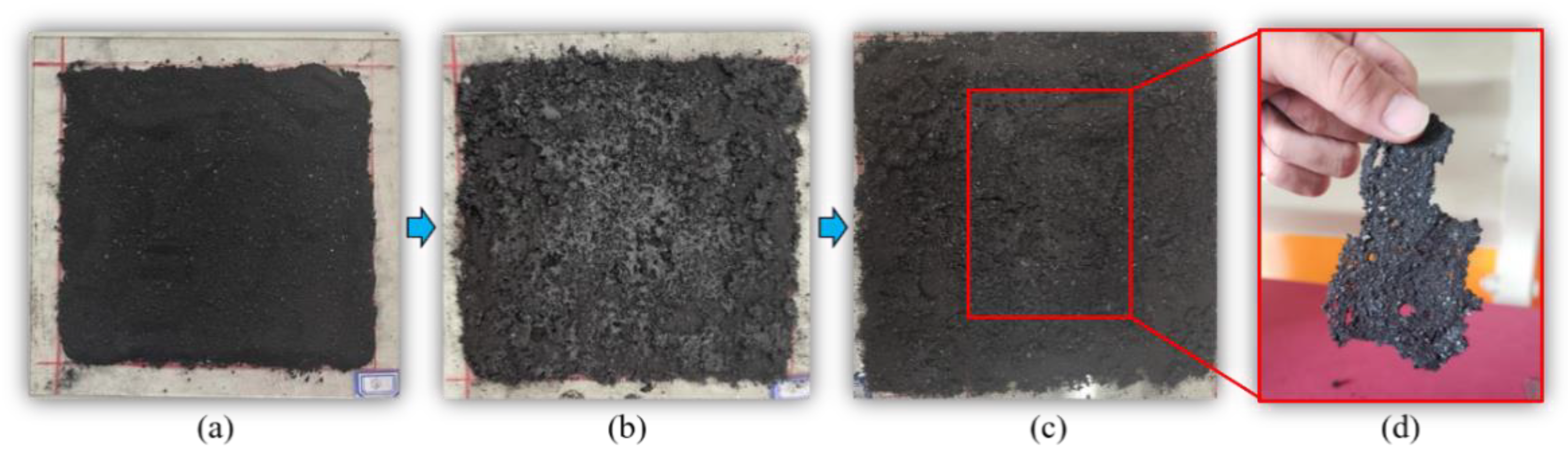
3.2. Agglutination Performance of Molasses on the Coal Dust
3.3. Physical Properties of Molasses Solution
- (1)
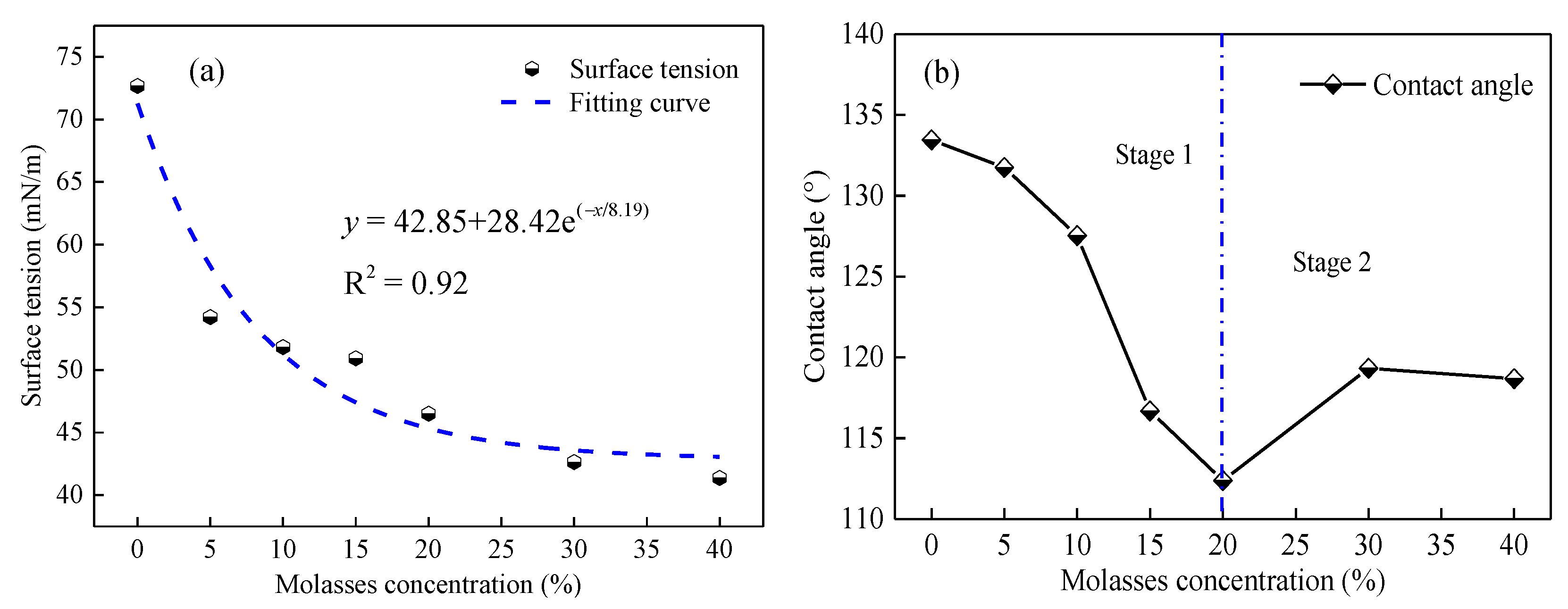
- Surface tension and wettability of molasses solutions
- (2)
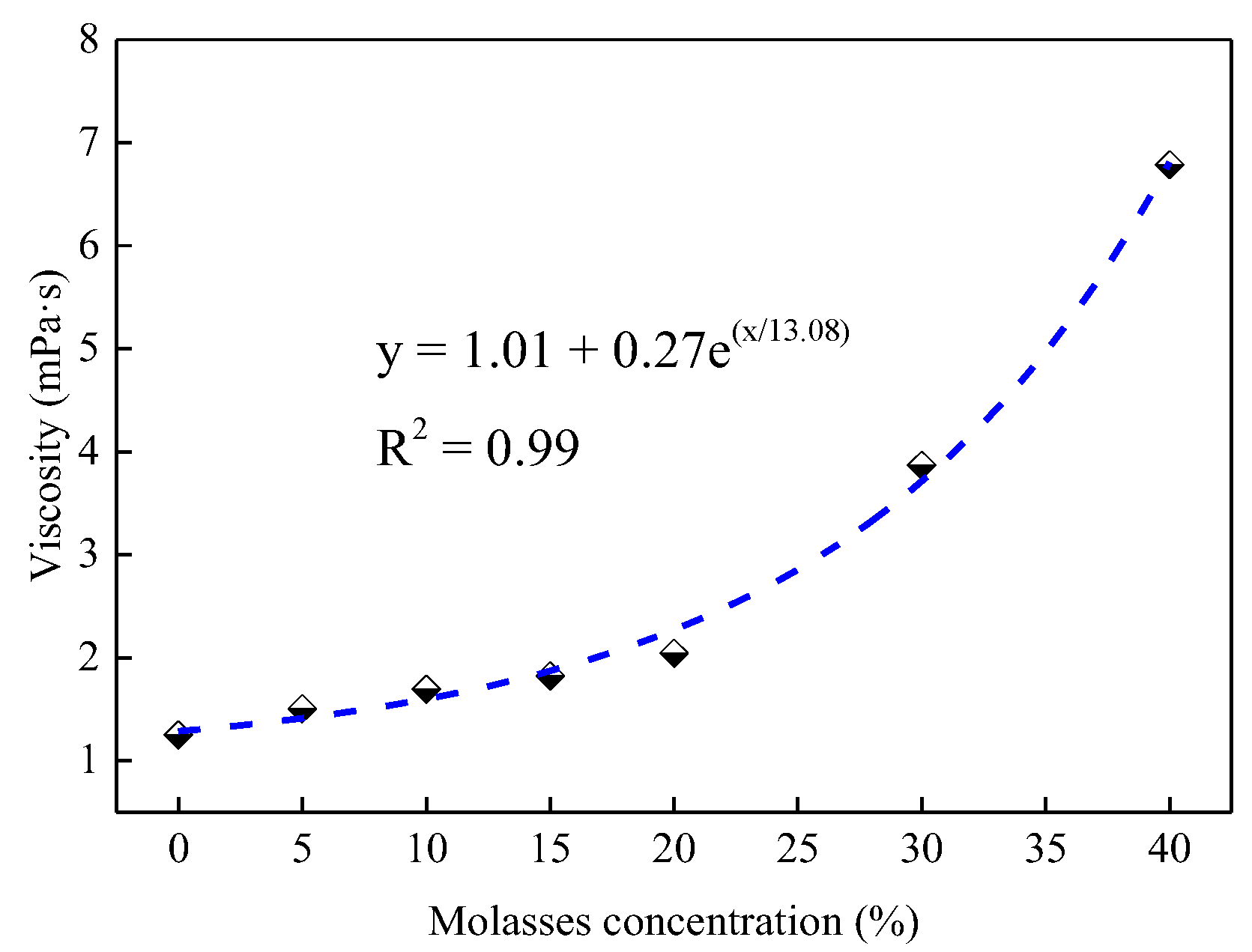
- Viscosity of molasses solutions
- (3)
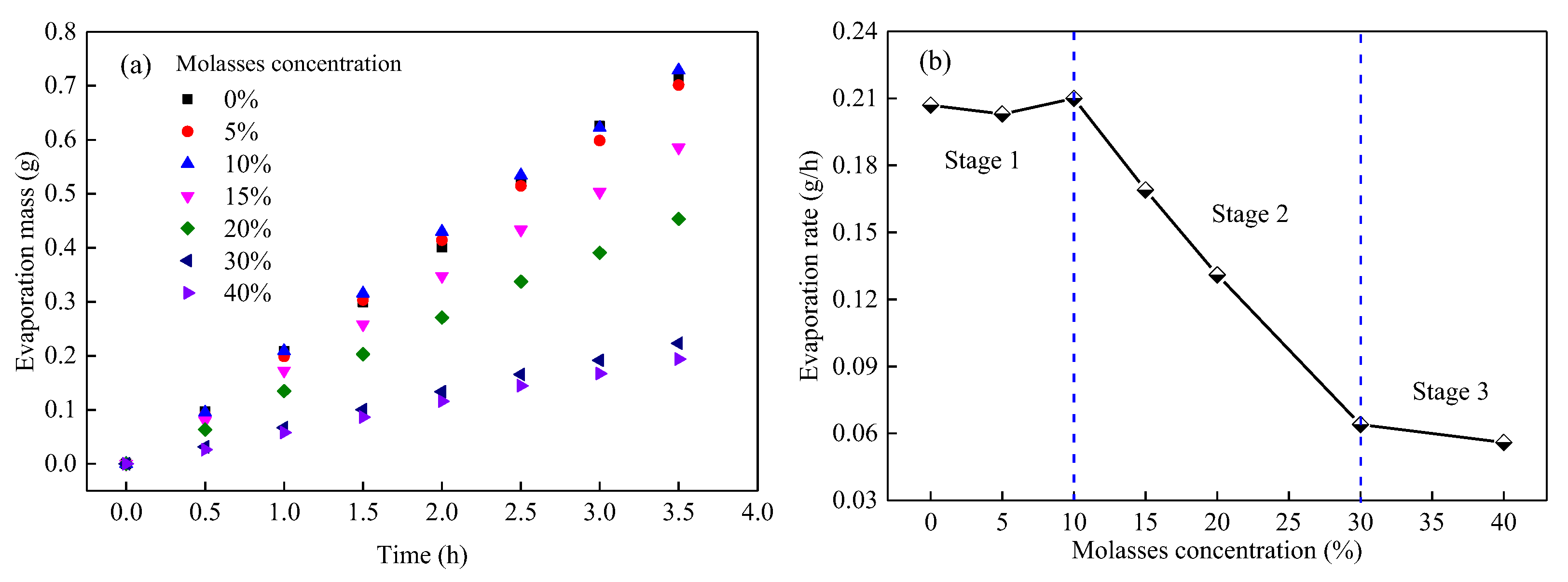
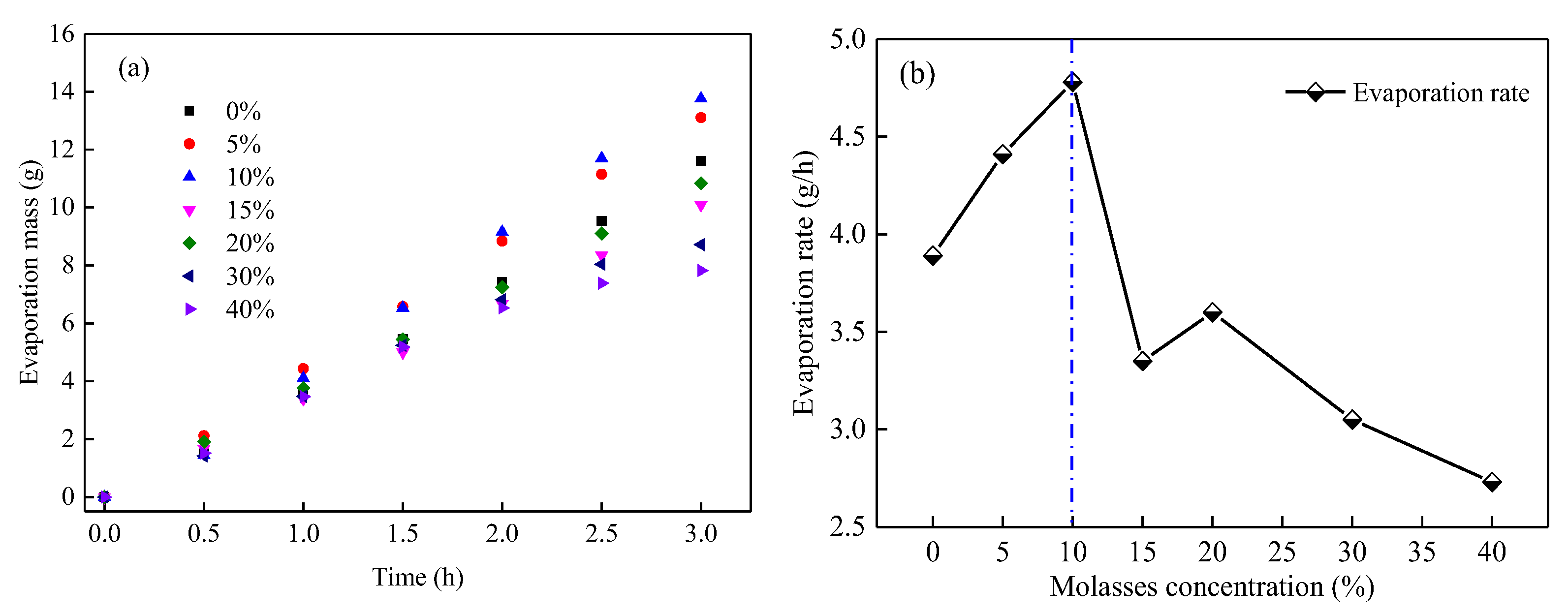
- Evaporation parameters of molasses solutions
3.4. Suppression Efficiency of Molasses on the Coal Dust
3.5. Relationships of the Moisturizing and Agglutination Parameters with the Dust Suppression Efficiency
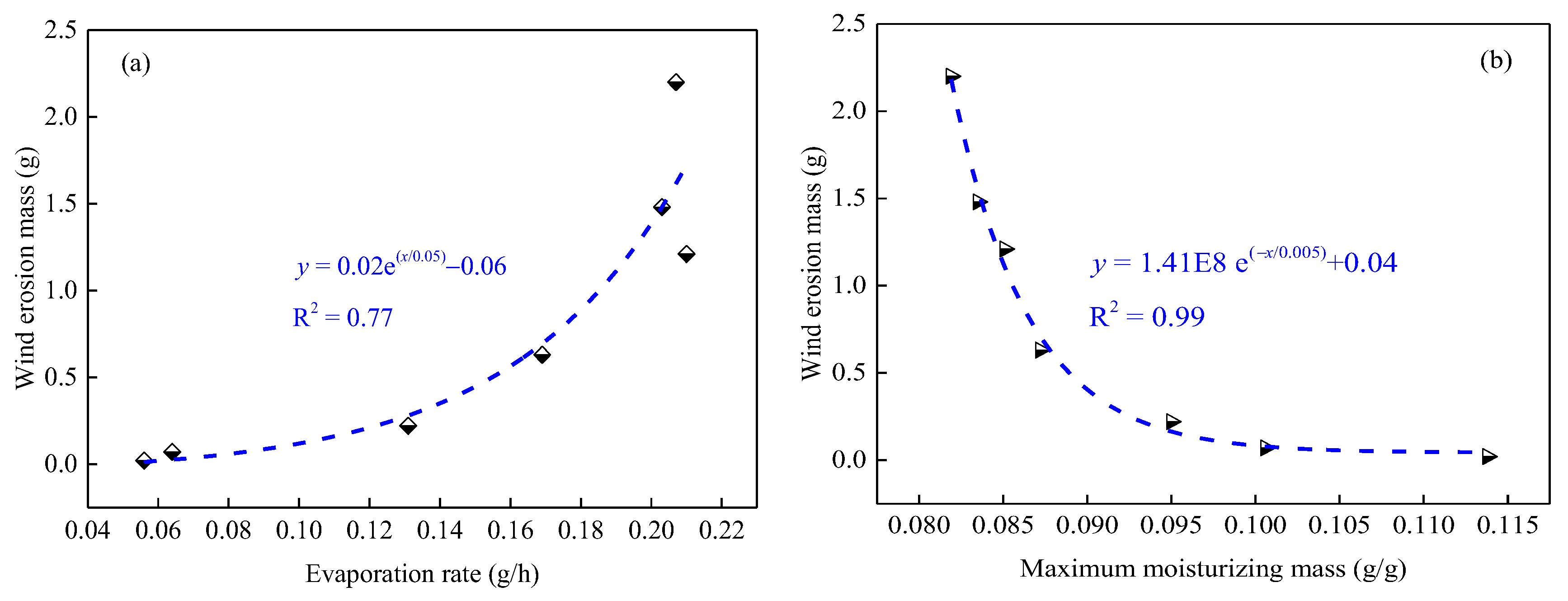
3.5.1. Relationships between Moisturizing Parameters and the Wind Erosion Mass
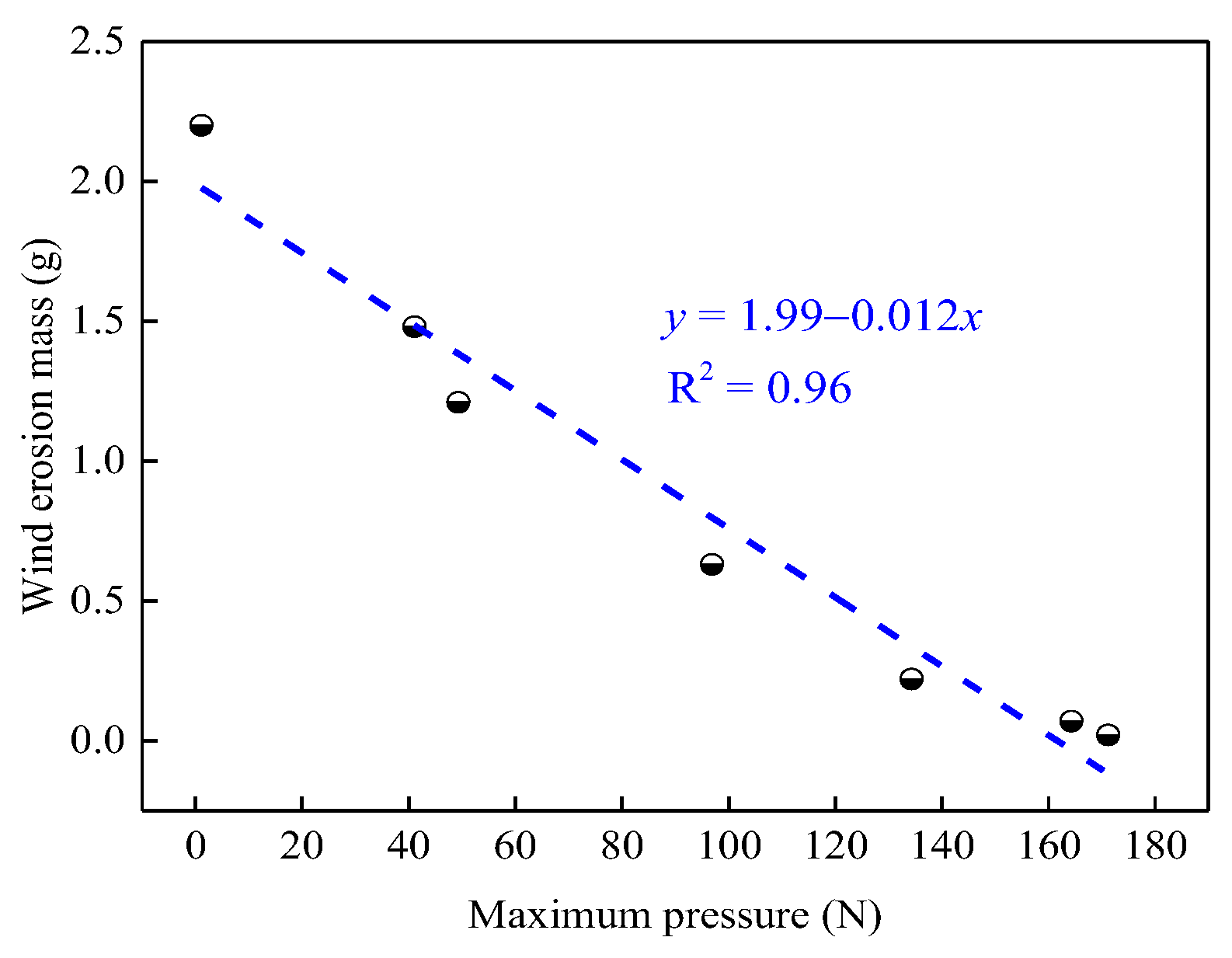
3.5.2. Relationship between Agglutination Parameter and the Wind Erosion Mass
4. Discussion
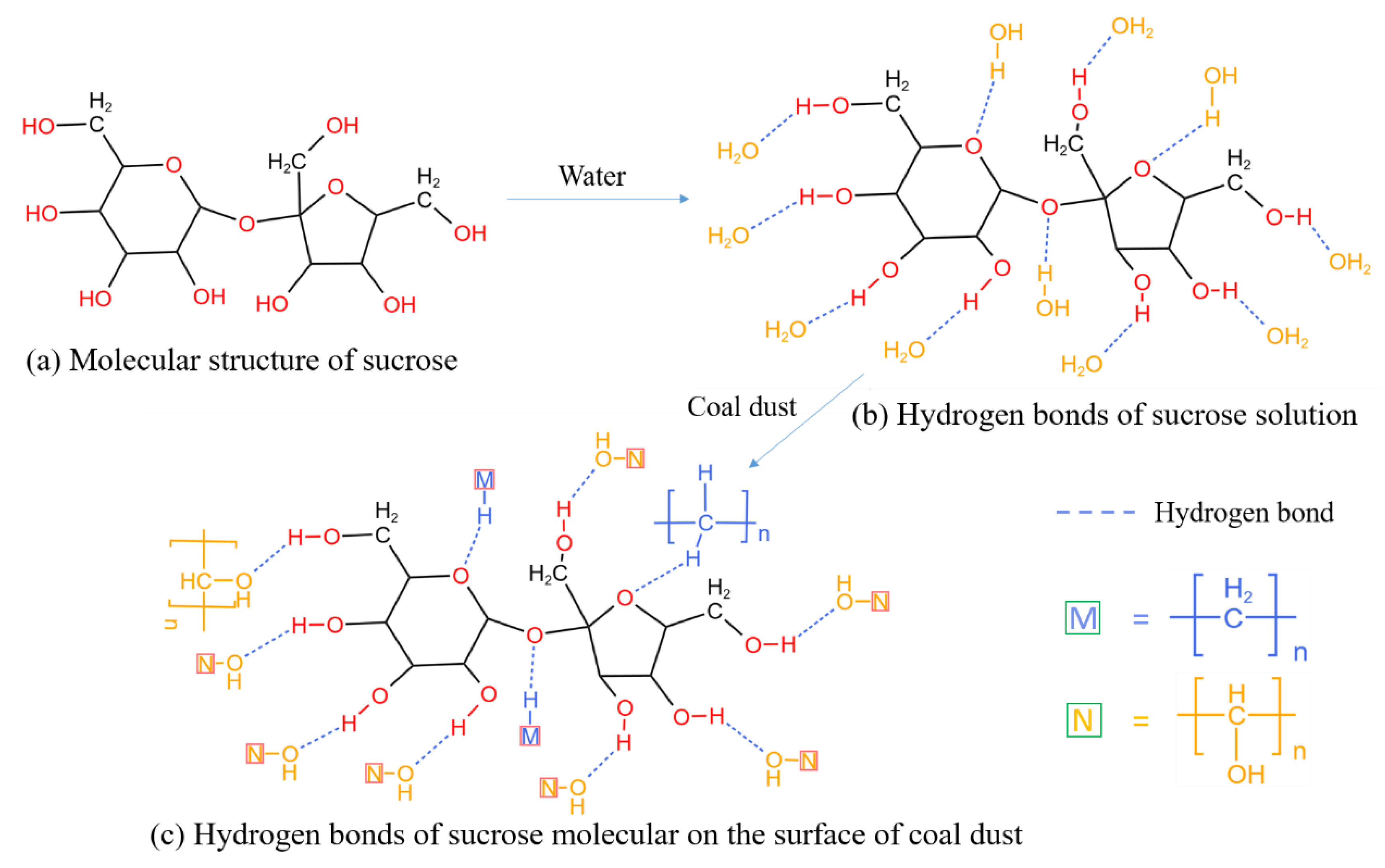
4.1. Wetting and Moisturizing Functions of Molasses on Hydrophobic Coal Dust
4.2. Agglutination Molasses on Hydrophobic Coal Dust
5. Conclusions
- (1)
- Molasses can improve the anti-evaporation ability of wet coal dust. The evaporation mass of the MWCD experienced three stages as the molasses concentration increased from 0% to 40%, and the evaporation mass decreased by 82.8% at 40% concentration than that at 0% concentration (pure water).
- (2)
- Molasses can enhance the moisturizing properties of coal dust. The moisturizing mass of the MDCD exponentially increased with an increase in molasses concentration, but the moisturizing rate was slightly influenced by the molasses concentration.
- (3)
- Molasses has a significant agglutination effect on coal dust. The bonding pressure of molasses solution on coal dust exponentially increases with the increasing of molasses concentration, and the maximum pressure of the coal dust block bonding by 40% molasses solution reached 171.21 N, which is 148.9 times that of the coal dust block bonding by pure water.
- (4)
- Molasses can effectively decrease the surface tension of a solution and increase its viscosity. At 40% concentration, the surface tension of the molasses solution reached 41.37 mN/m and the viscosity increased to 6.79 mPa·s.
- (5)
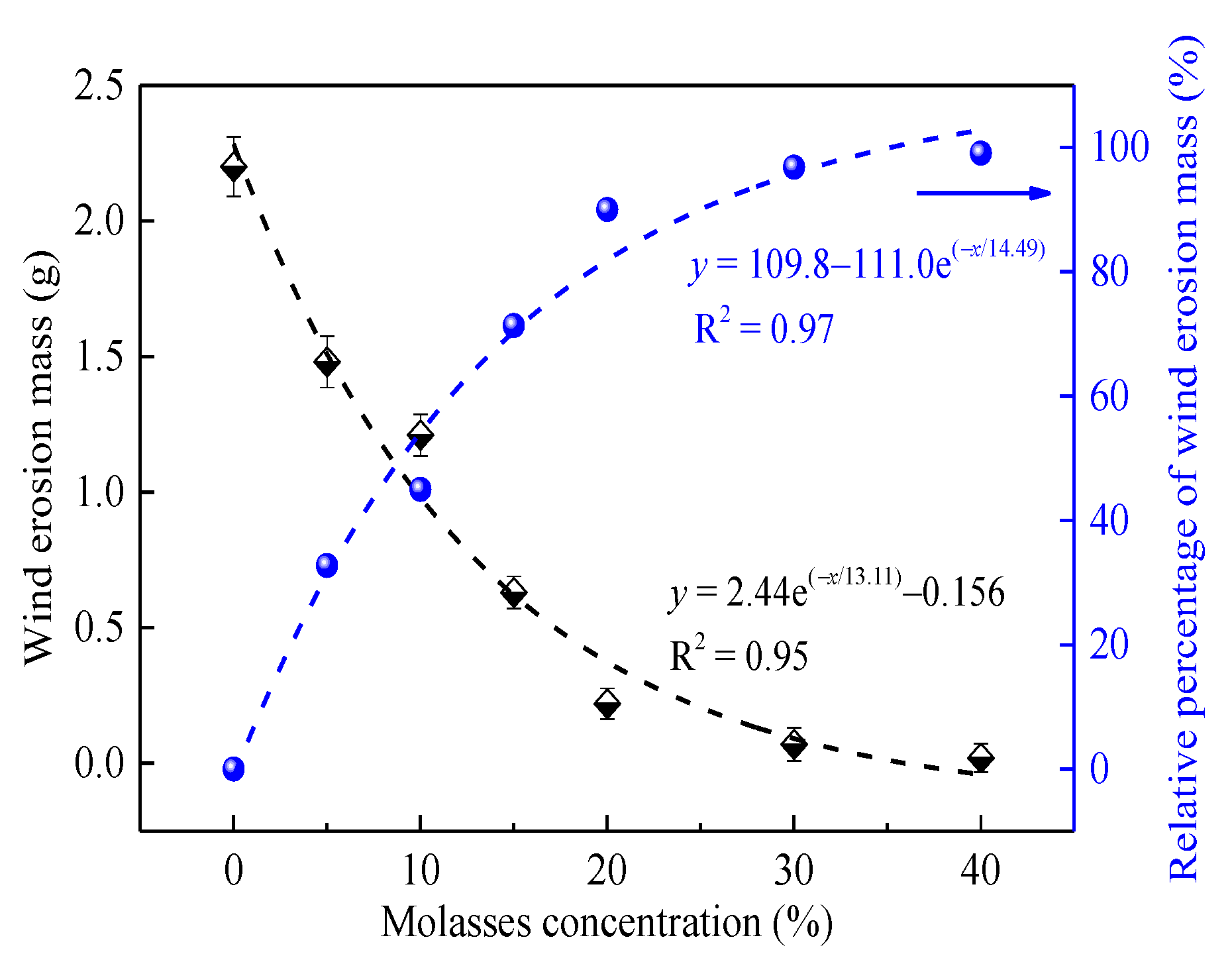
- Molasses can significantly suppress the wind erosion of deposited coal dust. The wind erosion mass of the deposited coal dust exponentially decreased with an increase in molasses concentration, and the wind erosion mass decreased by 99.1% at 40% concentration than that at 0% concentration (pure water).
- (6)
- The use of molasses to create a coal dust suppressant is highly feasible. However, the wettability of molasses solutions should be improved, and the viscosity of molasses solutions should be considered when developing molasses-based coal dust suppressants.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aydin, G. Production modeling in the Oil and Natural Gas industry: An application of trend analysis. Petrol. Sci. Technol. 2014, 32, 555–564. [Google Scholar] [CrossRef]
- Aydin, G. The application of trend analysis for coal demand modeling. Energy Sources B 2015, 10, 183–191. [Google Scholar] [CrossRef]
- Aydin, G. The modeling and projection of primary energy consumption by the sources. Energy Sources B 2015, 10, 67–74. [Google Scholar] [CrossRef]
- Kong, X.; He, D.; Liu, X.; Wang, E.; Li, S.; Liu, T.; Ji, P.; Deng, D.; Yang, S. Strain characteristics and energy dissipation laws of gas-bearing coal during impact fracture process. Energy 2022, 242, 123028. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, Z.; Jin, L.; Wang, T.; Ou, S.; Wang, S.; Wei, Y.; Jueraiti, M. Effect of coal dust content on the low-temperature oxidation of silo coal. ACS Omega 2022, 7, 37442–37451. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.J.; Wang, S.; Jin, L.; Wei, Y.; Ou, S.; Wang, T.; Xu, J.; Liu, X.; Tao, G. Surface pore characteristics of original coal dust produced in underground mining sites and their impact on the moisture content. Process Safe Environ. Prot. 2022, 167, 284–298. [Google Scholar] [CrossRef]
- Liu, J.; Wang, S.; Jin, L.; Wang, T.; Zhou, Z.; Xu, J. Water-retaining properties of NCZ composite dust suppressant and its wetting ability to hydrophobic coal dust. Int. J. Coal. Sci. Technol. 2021, 8, 240–247. [Google Scholar] [CrossRef]
- Zhang, Q.; Fan, L.; Wang, H.; Han, H.; Zhu, Z.; Zhao, X.; Wang, Y. A review of physical and chemical methods to improve the performance of water for dust reduction. Process Safe Environ. Prot. 2022, 166, 86–98. [Google Scholar] [CrossRef]
- Zhao, Z.; Chang, P.; Xu, G.; Ghosh, A.; Li, D.; Huang, J. Comparison of the coal dust suppression performance of surfactants using static test and dynamic test. J. Clean. Prod. 2021, 328, 129633. [Google Scholar] [CrossRef]
- Zhang, Q.; Xing, X.; Zhou, G.; Hu, Y.; Shang, S.; Fu, M.; Ma, H.; Li, H.; Men, Y. Preparation and micro-wetting mechanism analysis of highly permeable-moistening additive for coal seam water injection based on plant extraction technology. Fuel 2022, 322, 124125. [Google Scholar] [CrossRef]
- Wang, G.; Li, H.; Yan, S.; Huang, Q.; Wang, S.; Fan, J. Effect of glycerol microemulsion on coal seam wetting and moisturizing performance. J. Mol. Liq. 2022, 367, 120405. [Google Scholar] [CrossRef]
- Parsakhoo, A.; Hosseini, S.A.; Lotfalian, M.; Mohammadi, J.; Salarijazi, M. Effects of molasses, polyacrylamide and bentonite on dust control in forest roads. J. For. Sci. 2020, 66, 218–225. [Google Scholar] [CrossRef]
- Liu, M.; Meng, Q.; Niu, C.; Wang, Y.; Zhou, G.; Xu, C.; Liu, Y. Preparation and characterization of modified dual network dust suppression gel based on sodium alginate and soluble starch. Environ. Sci. Pollut. Res. Int. 2022, 29, 69771–69784. [Google Scholar] [CrossRef] [PubMed]
- Wang, K.; Zhang, Y.; Cai, W.; Pei, X.; Hao, H.; Wang, Z. Study on the microscopic mechanism and optimization of dust suppression by compounding biological surfactants. Colloids Surf. A Physicochem. Eng. Asp. 2021, 625, 126850. [Google Scholar] [CrossRef]
- Bao, Q.; Nie, W.; Li, F.; Niu, W.; Yuan, M.; Yan, J. Microscopic characterization and mesoscopic simulation of the interaction between chemically grafted copolymer and coal dust in an open-pit coal mining environment. Sustain Chem. Pharm. 2021, 22, 100470. [Google Scholar] [CrossRef]
- Zhang, H.; Nie, W.; Yan, J.; Bao, Q.; Wang, H.; Jin, H.; Peng, H.; Chen, D.; Liu, Z.; Liu, Q. Preparation and performance study of a novel polymeric spraying dust suppression agent with enhanced wetting and coagulation properties for coal mine. Powder Technol. 2020, 364, 901–914. [Google Scholar] [CrossRef]
- Huang, Z.; Huang, Y.; Yang, Z.; Zhang, J.; Zhang, Y.; Gao, Y.; Shao, Z.; Zhang, L. Study on the physicochemical characteristics and dust suppression performance of new type chemical dust suppressant for copper mine pavement. Environ. Sci. Pollut. Res. Int. 2021, 28, 59640–59651. [Google Scholar] [CrossRef]
- Palmonari, A.; Cavallini, D.; Sniffen, C.J.; Fernandes, L.; Holder, P.; Fagioli, L.; Fusaro, I.; Biagi, G.; Formigoni, A.; Mammi, L. Short communication: Characterization of molasses chemical composition. J. Dairy Sci. 2020, 103, 6244–6249. [Google Scholar] [CrossRef]
- Huang, G.; Pudasainee, D.; Gupta, R.; Liu, W.V. Utilization and performance evaluation of molasses as a retarder and plasticizer for calcium sulfoaluminate cement-based mortar. Constr. Build. Mater. 2020, 243, 118201. [Google Scholar] [CrossRef]
- Malanda, N.; Mfoutou, N.N.; Madila, E.E.N.; Louzolo-Kimbembe, P. Microstructure of fine clay soils stabilized with sugarcane molasses. Open J. Civ. Eng. 2022, 12, 247–269. [Google Scholar] [CrossRef]
- Kotta, A.B.; Patra, A.; Kumar, M.; Karak, S.K. Effect of molasses binder on the physical and mechanical properties of iron ore pellets. Int. J. Miner. Metall. Mater. 2019, 26, 41–51. [Google Scholar] [CrossRef]
- Benk, A.; Coban, A. Possibility of producing lightweight, heat insulating bricks from pumice and H3PO4- or NH4NO3-hardened molasses binder. Ceram. Int. 2012, 38, 2283–2293. [Google Scholar] [CrossRef]
- Zhong, Q.; Yang, Y.; Li, Q.; Xu, B.; Jiang, T. Coal tar pitch and molasses blended binder for production of formed coal briquettes from high volatile coal. Fuel. Process. Technol. 2017, 157, 12–19. [Google Scholar] [CrossRef]
- Manyuchi, M.M.; Mbohwa, C.; Muzenda, E. Value addition of coal fines and sawdust to briquettes using molasses as a binder. S. Afr. J. Chem. Eng. 2018, 26, 70–73. [Google Scholar] [CrossRef]
- Gotosa, J.; Nyamadzawo, G.; Mtetwa, T.; Kanda, A.; Dudu, V. Comparative road dust suppression capacity of molasses stillage and water on gravel road in Zimbabwe. Adv. Res. 2015, 3, 198–208. [Google Scholar] [CrossRef] [Green Version]
- Omane, D.; Liu, W.V.; Pourrahimian, Y. Comparison of chemical suppressants under different atmospheric temperatures for the control of fugitive dust emission on mine hauls roads. Atmos. Pollut. Res. 2018, 9, 561–568. [Google Scholar] [CrossRef]
- Mahajan, P.V.; Rodrigues, F.A.S.; Motel, A.; Leonhard, A. Development of a moisture absorber for packaging of fresh mushrooms (Agaricus bisporous). Postharvest Biol. Technol. 2008, 48, 408–414. [Google Scholar] [CrossRef]
- Sun, J.; Zhou, G.; Wang, C.; Liu, R.; Miao, Y. Experimental synthesis and performance comparison analysis of high-efficiency wetting enhancers for coal seam water injection. Process Safe Environ. Prot. 2021, 147, 320–333. [Google Scholar] [CrossRef]
- Morita, A.; Carastan, D.; Demarquette, N. Influence of drop volume on surface tension evaluated using the pendant drop method. Colloid. Polym. Sci. 2002, 280, 857–864. [Google Scholar] [CrossRef]
- Wang, P.; Han, H.; Liu, R.; Li, Y.; Tan, X. Effects of metamorphic degree of coal on coal dust wettability and dust-suppression efficiency via spraying. Adv. Mater. Sci. Eng. 2020, 2020, 4854391. [Google Scholar] [CrossRef]
- Zhou, Q.; Qin, B.; Wang, J.; Wang, H.; Wang, F. Experimental investigation on the changes of the wettability and surface characteristics of coal dust with different fractal dimensions. Colloids. Surf. A Physicochem. Eng. Aspects. 2018, 551, 148–157. [Google Scholar] [CrossRef]
- Jin, L.; Liu, J.; Guo, J.; Wang, J.; Wang, T. Physicochemical factors affecting the wettability of copper mine blasting dust. Int. J. Coal Sci. Technol. 2021, 8, 265–273. [Google Scholar] [CrossRef]
- Qian, Z.; Mingyue, W.; Xiangming, H.; Wei, L.; Yanyun, Z.; Zhenglong, H. Study on preparation and properties of environmentally friendly dust suppressant with semi-interpenetrating network structure. J. Clean. Prod. 2020, 259, 120870. [Google Scholar]
- Zhao, Z.; Zhao, Y.; Hu, X.; Cheng, W.; Hou, J.; Song, C. Preparation and performance analysis of Enteromorpha-based environmentally friendly dust suppressant. Powder Technol. 2021, 393, 323–332. [Google Scholar] [CrossRef]
- Zhou, L.; Yang, S.; Hu, B.; Yuan, Z.; Wu, H.; Yang, L. Evaluating of the performance of a composite wetting dust suppressant on lignite dust. Powder Technol. 2018, 339, 882–893. [Google Scholar] [CrossRef]
- Li, M.; Song, X.; Li, G.; Tang, J.; Li, Z. Experimental study on dust suppression effect and performance of new nano-composite dust suppressant. Int. J. Environ. Res. Public Health 2022, 19, 6288. [Google Scholar] [CrossRef] [PubMed]
- Tian, Y.; Jiang, L. Jiang L. Wetting: Intrinsically robust hydrophobicity. Nat. Mater. 2013, 12, 291–292. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Nie, W.; Jin, H.; Ma, H.; Hua, Y.; Cai, P.; Wei, W. Solidifying dust suppressant based on modified chitosan and experimental study on its dust suppression performance. Adsorpt. Sci. Technol. 2018, 36, 640–654. [Google Scholar] [CrossRef]
- Xu, C.; Wang, D.; Wang, H.; Ma, L.; Zhu, X.; Zhu, Y.; Zhang, Y.; Liu, F. Experimental investigation of coal dust wetting ability of anionic surfactants with different structures. Process Safe Environ. Prot. 2019, 121, 69–76. [Google Scholar] [CrossRef]
- Gonzalez, A.; Aitken, D.; Heitzer, C.; Lopez, C.; Gonzalez, M. Reducing mine water use in arid areas through the use of a byproduct road dust suppressant. J. Clean. Prod. 2019, 230, 46–54. [Google Scholar] [CrossRef]
- Song, Y.; Southam, K.; Beamish, B.B.; Zosky, G.R. Effects of chemical composition on the lung cell response to coal particles: Implications for coal workers’ pneumoconiosis. Respirology 2022, 27, 447–454. [Google Scholar] [CrossRef] [PubMed]
- Trechera, P.; Querol, X.; Lah, R.; Johnson, D.; Wrana, A.; Williamson, B.; Moreno, T. Chemistry and particle size distribution of respirable coal dust in underground mines in Central Eastern Europe. Int. J. Coal Sci. Technol. 2022, 9, 3. [Google Scholar] [CrossRef]
- Zhang, Q.; Liu, X.; Nie, B.; Wu, W.; Wang, R. Methane sorption behavior on tectonic coal under the influence of moisture. Fuel 2022, 327, 125150. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Main Constituents | Mass (%) | Components |
|---|---|---|---|
| 1 | Sugar | ~45 | Sucrose, glucose, fructose, etc. |
| 2 | Moisture | ~10 | water |
| 3 | Crude protein | ~10 | Amino acids |
| 4 | Ash | ~5 | Potassium, sodium, etc. |
| 5 | Other | ~30 | Non-nitrogenous materials |
| Proximate Content (wt%) | Maceral Composition (Vol%) | R0 (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Mad | Vdaf | Aad | FCad | Vitrinite | Liptinite | inertinite | Sapropelinite | |
| 1.16 | 26.01 | 25.79 | 47.04 | 72.43 | 6.83 | 0.98 | 19.76 | 0.60 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Wang, T.; Jin, L.; Li, G.; Wang, S.; Wei, Y.; Ou, S.; Wang, Y.; Xu, J.; Lin, M.; et al. Suppression Characteristics and Mechanism of Molasses Solution on Coal Dust: A Low-Cost and Environment-Friendly Suppression Method in Coal Mines. Int. J. Environ. Res. Public Health 2022, 19, 16472. https://doi.org/10.3390/ijerph192416472
Liu J, Wang T, Jin L, Li G, Wang S, Wei Y, Ou S, Wang Y, Xu J, Lin M, et al. Suppression Characteristics and Mechanism of Molasses Solution on Coal Dust: A Low-Cost and Environment-Friendly Suppression Method in Coal Mines. International Journal of Environmental Research and Public Health. 2022; 19(24):16472. https://doi.org/10.3390/ijerph192416472
Chicago/Turabian StyleLiu, Jianguo, Tianyang Wang, Longzhe Jin, Gang Li, Shu Wang, Yixuan Wei, Shengnan Ou, Yapeng Wang, Jingge Xu, Minglei Lin, and et al. 2022. "Suppression Characteristics and Mechanism of Molasses Solution on Coal Dust: A Low-Cost and Environment-Friendly Suppression Method in Coal Mines" International Journal of Environmental Research and Public Health 19, no. 24: 16472. https://doi.org/10.3390/ijerph192416472