1. Introduction
With the current continuous population growth and economic development, the global energy demand is projected to grow persistently by nearly 1.3% per annum over the next decade [
1]. While a wide variety of energy sources are available to support the different industrial sectors (oil, coal, biomass, nuclear, renewables, and natural gas), NG is gaining a privileged position among other fuels, as it is recognized as an environmentally friendly fuel [
2,
3,
4,
5]. For instance, reports showed that NG emits 50% to 60% less carbon dioxide (CO
2) than other fossil fuels when burned in a modern natural gas power plant [
6]. Similarly, the tailpipe emissions of natural gas emit 15% to 20% less heat-trapping gases than gasoline in vehicles [
7,
8]. The growth in the global energy demand that is driven by the economic growth and population increase has increased the NG market opportunities. Different Technologies were developed and employed to enable the transportation of NG, such as liquefied natural gas (LNG), gas to hydrates conversion (GTH), compressed natural gas (CNG), natural gas liquid (NGL), and gas-to-liquid (GTL) [
9].
Supported by the growing NG demand, LNG trade is continuously increasing as it provides an economic means of the commercial transportation of NG over long distances owing to the fact that the volume of NG shrinks down 600 times when liquefied [
10]. According to ExxonMobil [
11], liquefied NG trade supplies approximately one-third of NG demand from 2016 to 2040. About 32% of the global NG, corresponding to 346.6 billion cubic meters of NG (bcm), is moved as LNG, while the remainder is transported via pipelines in its gaseous state [
12]. According to the future scenarios presented by the British Petroleum Company, LNG trade will account for approximately 15% of the globally traded NG in 2035, with a 3.9% increase in the annual LNG trade [
13].
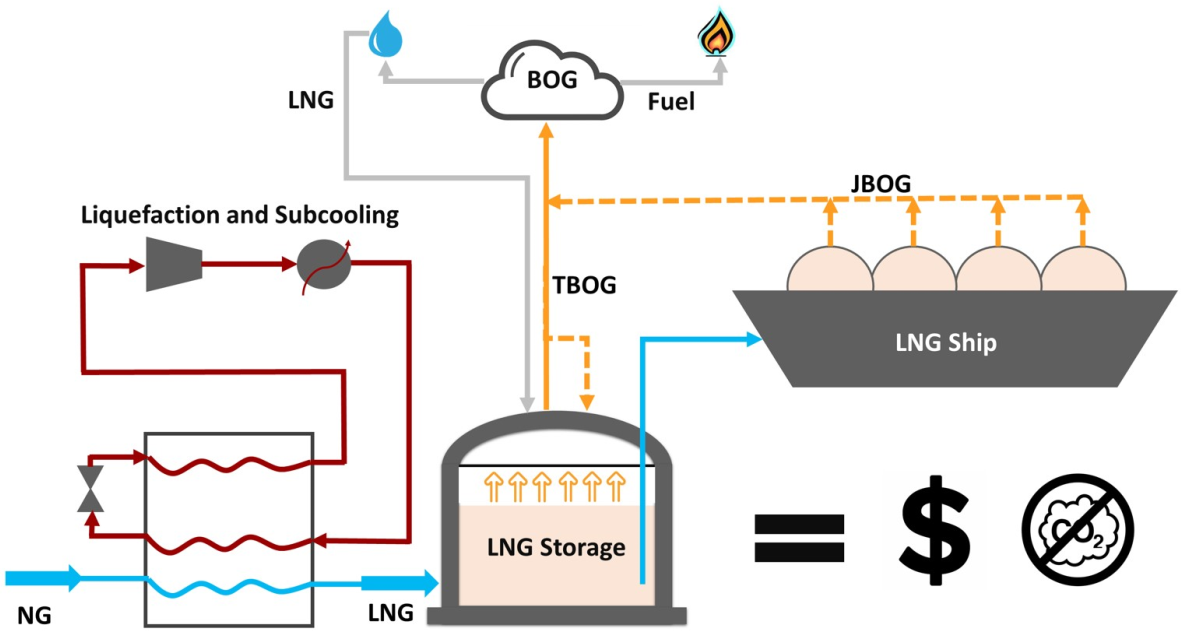
One of the key challenges facing the LNG industry is the formation of Boil-off-Gas during LNG storage and LNG loading that is known as Tankage Boil-off Gas (TBOG) and Jetty Boil-off Gas (JBOG). BOG sourced from LNG is generated due to LNG depressurization, heat leaking through the tank (i.e., storage and cargo) and pipes, and heat added to LNG due to different operational processes such as LNG pumps. Loading large quantities of LNG into tanks in a short time displaces an equivalent amount of vapor, generating vapor displacement (VD) BOG [
14,
15].
Conversely, filling the cargo tank by pumping large volumes of LNG causes a rapid pressure change in the storage tank. To control the tank’s pressure, the needed amount of the generated BOG is returned to the storage tank to fill the void space that is vapor replacement (VR). Therefore, the total BOG flow is a combination of the entire vapor generated from the LNG process.
During LNG holding mode, only TBOG is generated, and it is utilized as fuel to drive gas turbines (GTs). On the other hand, during LNG loading mode, both TBOG and JBOG are generated. While a portion of the total generated BOG is used as fuel to drive gas turbines (GTs), the remaining BOG is flared into the atmosphere. With this practice, a huge amount of energy resources that could be recovered and used to enhance the process efficiency and economic feasibility is wasted. In addition, this practice is detrimental to the environment, as it increases the emission of greenhouse gas (GHG) [
15]. Additionally, exergy analysis of an actual LNG plant processing 522 MMSCFD of NG was performed [
16], and results revealed that the total exergy loss during the loading process with and without utility is 52.5 and 24.5 MW. Given that, it is essential to identify the appropriate strategies that will contribute to recovering and minimizing the excessive BOG generation to save energy and lower GHG emissions.
Based on our previous research results [
17], an actual LNG plant with a capacity of 3.65 million metric tons per annum (MMTA) can generate up to
and
of TBOG and JBOG, respectively. The aforementioned amounts account for approximately 6% and 13% of LNG products, respectively.
Figure 1a shows that a process with a production capacity of 29.5 million standard cubic feet per day (MMSCFD) generates TBOG distributed as 78% due to flash tankage boil-off gas (FLTBOG), 15% due to heat leak tankage boil-off gas (HLTBOG), and the remaining 7% due to vapor displacement tankage boil-off gas (VDTBOG). The largest portion of TBOG occurs because of LNG depressurization from 6.9 to 1.1 bar upon storage. In addition,
Figure 1b illustrates that 60.9 MMSCFD of the BOG are generated during the LNG loading process (i.e., JBOG) out of this, 42% represents the FLJBOG, 40% belongs to VDJBOG, and the remaining 17% is due to HLJBOG. The contribution of each factor in generating BOG (
Figure 1) is extremely important, as it highlights the main contributors to BOG generation, which in turn aid in determining the process conditions that may affect each BOG source to provide an appropriate management strategy.
Based on the literature review, numerous researchers have investigated the different aspects of BOG recovery and management. Liu et al. [
18] explored the use of a thermodynamic-analysis-based design and operation for BOG recovery at LNG-receiving terminals, aiming to minimize the total energy waste by providing a cost-effective flare minimization strategy. The results of this study indicated that the four-stage LNG regasification is the most appropriate BOG recovery process. Similarly, Huang et al. [
19] proposed BOG recovery and management strategies from long JBOG at exporting terminals during LNG ship-loading. The study included in-situ power generation, in-situ reliquefaction, and high/low pressure transferring of BOG into the LNG plant for the final recovery. On the other hand, Chen et al. [
20] analyzed and optimized the BOG condensation system in China’s first receiving terminal and provided a flexible and cost-effective optimization method to facilitate designing and improving other BOG recondensation processes. The research indicated that for 6.69 tons/h BOG with an LNG output between 49 and 562 tons/h, the optimization results were successful at decreasing the process energy by 91.2 kW, while 1.28 tons/h would be recovered. Moreover, Wicaksono et al. [
21,
22] proposed a strategy to utilize the JBOG as fuel via integration with the existing fuel network to reduce the consumption of fuel from the feed. The researchers reported that the fuel from the feed consumption could be reduced by 15% through the use of the JBOG, which increases the efficiency of the plant. Jang et al. [
23] designed an algorithm for the optimal operation of BOG compressors. The authors investigated an optimal pressure between the steady-state and desired tank pressure based on the simulation of the dynamic behavior of the LNG tank. Their proposed algorithm exemplified a superior performance in comparison to previous research and routine process algorithms. Shin et al. [
24] proposed an empirical model to estimate the boil-off gas recovery rate (BOGR) from an LNG storage tank in a gasification plant. The optimal operation algorithm was proposed using the BOGR model and a simplified dynamic tank model that minimizes the energy consumption in the BOG compressor while maintaining safety. Additionally, Zakaria et al. [
25] introduced a new method to handle tank BOG during storage using the cryogenic temperature of the BOG as insulation to minimize BOG generation inside the cryogenic tank and to prevent the BOG from being flared into the atmosphere. Similarly, Romero et al. [
26] analyzed the onboard reliquefaction process of the BOG in an LNG vessel under the reverse Bryton cycle. The researchers used thermodynamic study conditions, parameters, and energy consumption to analyze and evaluate the reliquefaction process. Romero et al. [
27] also examined an LNG BOG re-liquefaction system with cascade vapor compression cycles onboard LNG carriers. The study proposed a new design to minimize energy consumption and improve exergy efficiency. More recently, Kurle et al. [
28] performed dynamic simulations of an LNG vessel’s loading process to obtain the JBOG generation profile. The researchers also studied the effect of the holding mode heat leak, initial ship-tank temperature, tank cooling rate, and JBOG compressor capacity. The work also examined several JBOG utilization strategies. In other work, Kurle et al. [
29] suggested various BOG recovery strategies at LNG export terminals using steady-state simulations. Bao et al. [
15] proposed BOG recondensation integrated with an LNG cold energy power generation system. In this work, the BOG recondensation, through the organic Rankin cycle, electricity is sourced from the cold energy released from LNG regasification, thereby reducing the energy consumption. Cho et al. [
30] presented the design features and concepts of the BOG recondensation system in the Pyeong-Taek LNG terminal and developed a methodology to optimize the gas reliquefaction system based on economics and reliability.
Most available works consider BOG generation and recovery at the receiving terminals, within the regasification process, and during the LNG voyage (i.e., onboard). However, the recovery of BOG at the export terminal has not been sufficiently addressed. The gap in the literature is the study of the detailed design of technologies that can be implemented within the actual LNG supply chain to recover and/or reduce BOG formation at the export terminal. As such, this study proposes and evaluates for the first time different handling and minimization strategies of the TBOG and JBOG from an actual LNG process. To the best of our knowledge, this will be the first study that presents a complete BOG recovery process in an actual plant for a profitable and sustainable LNG process considering the actual LNG production train components, conditions, and constraints. The new strategies can be connected to storage and LNG export terminals worldwide to recover the valuable source of energy and protect the environment. In contrast to previous studies that have suggested analogous handling options, the present study offers well-designed composite strategies for BOG minimization and recovery at a different location at minimal energy requirements. Moreover, this study focuses on identifying a BOG recovery configuration using the systematic and reliable shortcut approach that can later be used for a rigorous evaluation. The use of BOG as a fuel as well as make-up gas was considered alongside other strategies such as JBOG liquefaction, LNG sub-cooling, and lean flash gas refluxing. Modeling and simulation of different units were performed using a steady-state simulation tool in Aspen Plus
®, and the input data and operating conditions of the actual LNG plant were adapted from the previous work of our team [
17].
2. LNG Chain Description
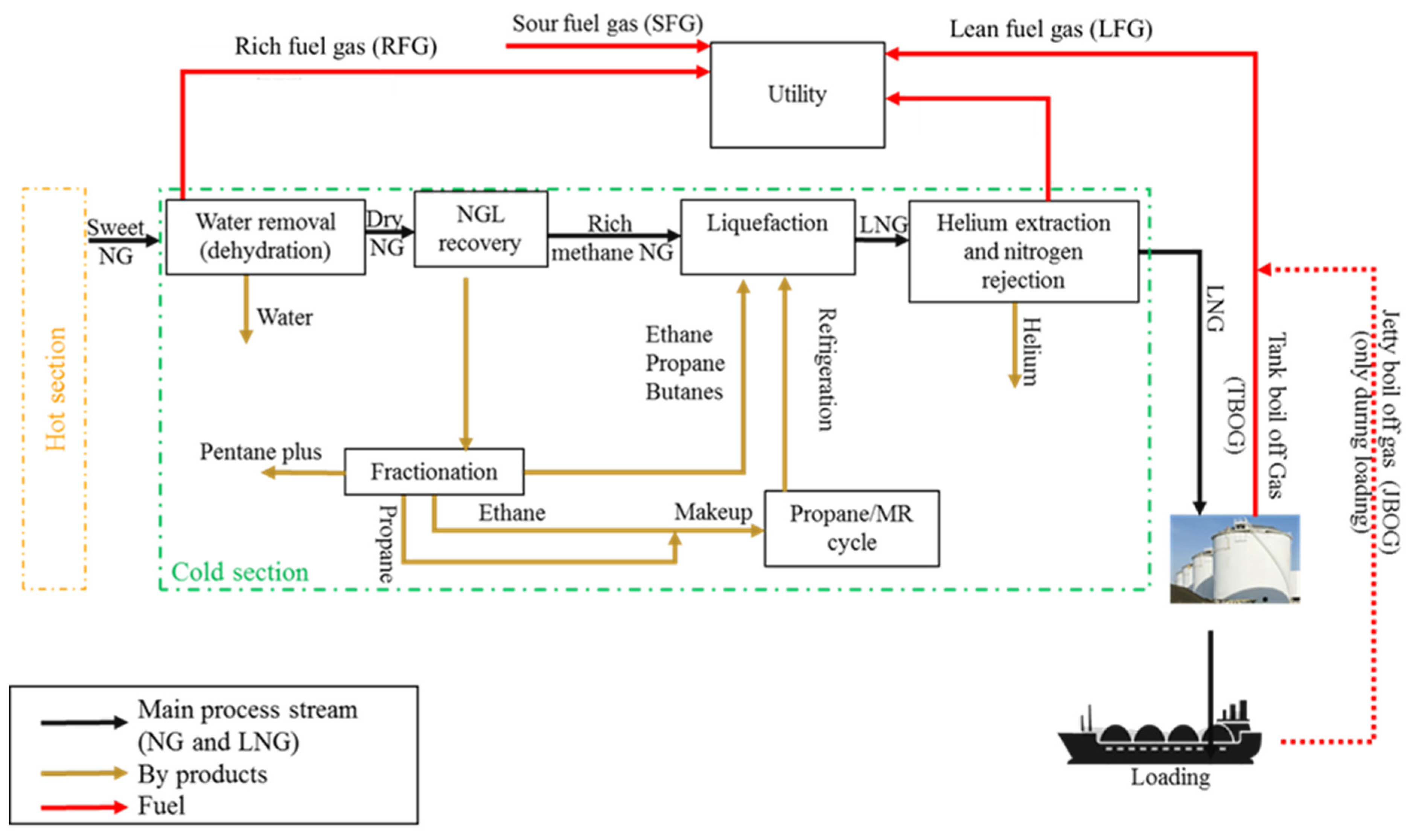
The LNG plant considered in this study is comprised of the following interdependent segments (see
Figure 2): the LNG main process and exporting terminal (the LNG storage and loading). However, the shipping and receiving terminals (unloading and regasification) parts of the LNG chain are beyond the scope of this study. The main LNG process can be further divided into two sub-sections based on the energy demand of the processes; the hot section, which requires energy in the form of heat to remove impurities from the NG, and the cold section, which requires energy in form of work to drive the refrigeration compressors.
The raw NG composition and conditions are presented in
Table 1. NG first passes through the pre-separation unit, wherein gas, water, and hydrocarbons (condensate) are separated. The NG exiting the pre-separation unit, referred to as sour gas, contains a large number of undesired impurities such as carbon dioxide, hydrogen sulfide, mercaptans, benzene–toluene–xylene (BTX), mercury, and water. The NG undergoes several sweetening and purification steps to prevent violating the liquefaction facilities and to meet the LNG specifications (H
2S < 5 ppm with a heating value > 920 Btu/scf) [
31].
Once the NG is dried and purified to the desired extent, the NG is liquefied in the liquefaction process, using a propane pre-cooled mixed refrigerant (C3MR) integrated with the NG liquid (NGL) recovery process. In the NGL recovery unit, heavier hydrocarbons including ethane, propane, and butanes are separated through fractionation and yield a source of revenue as valuable products [
32].
The NG stream is delivered to a liquefaction facility at an elevated pressure where it is exposed to a series of cooling stages through indirect heat exchange with a refrigerant until it is completely liquefied. Both of the aforementioned units are cryogenic processes that require refrigeration systems. Thus, integrating both systems enables the refrigeration system to be shared and reduces the amount of process equipment, which results in an economic advantage [
33]. The LNG is sent to the nitrogen rejection unit, which is integrated with the helium extraction unit (NRU–HeXU) to eliminate the nitrogen from the product stream. This produces an LNG stream with an improved heating value and a minimal nitrogen content. However, the helium extraction unit is required to meet product specifications and to improve the economics of the gas plant, as crude helium is sold separately. Thereafter, the LNG is sent to a storage facility to be temporarily stored before loading onto the ship.
Within the storage tanks, due to LNG flashing to atmospheric pressure, the heat leak through the pipelines and tank walls, and the head added by equipment, a portion of the LNG evaporates to form TBOG. Similarly, the BOG formed during the loading of LNG onto the ship, which is JBOG.
The LNG main process units require a substantial amount of shaft work, electrical power, cooling utility, and a heating medium (i.e., stream), all of which are generated and supplied through the utility section of the plant, which in turn consumes fuel generated in different sections of the plant. In the plant under consideration, there are four main sources of fuel: (1) rich fuel has (RFG) from a dehydration unit, (2) lean fuel gas (LFG) from the helium extraction and nitrogen rejection unit, (3) sour fuel gas (SFG) from NG sweetening, and (4) boil-off gas (BOG) from storage and loading areas. More process details, simulation approaches, basic parameters, constraints, and simulation results are available in a publication by our research team [
17]. In this work, we considered the cold section, LNG storage (holding), and LNG loading, as the other sections are not affected or controlled by the BOG handling strategies considered herein.
3. Process Simulation and Calculation Methods
In this study, the NG liquefaction, NRU–HeXU, LNG storage (holding), and loading facilities were simulated using an Aspen Plus
® simulator to develop and evaluate different strategies to minimize or recover BOG at an LNG export terminal. The Peng Robinson cubic equation of the state was used for process simulation. The process parameters, which included simulation inputs and configurations, were obtained from previous work conducted by our research team [
17]. Therein, an entire LNG chain from wellhead to end-user was rigorously simulated and validated using actual data. The following subsections outline the approach and simulated model description.
3.1. Base-Case Simulation
Figure 3a exemplifies the base case simulation configuration. The scrub column overhead from the NGL recovery unit (79) at −37.3 °C and 54.8 bar with a flow rate of 4.65 MMTA was taken as the starting point for the simulation. To simply the simulation, the cooling steps in the MCHE are represented by a series of simple heat exchangers (E-30/a, b, c, d) to mimic the C3MR cycle. This allows for a change of conditions and configuration to obtain the study objective. The model was designed to maintain the LNG and other side-product specifications to match the rigorous simulation results. Herein, the NG first cooled to −54 °C before entrance into the flash drum (V-7). The bottom streams were used as an NGL column reflux by Katebah, 2020 [
17]. However, while the gas stream re-enters into the MCHE, it mixes with the LNG when it exits the fractionation unit and becomes cooled to a final temperature of −144 °C before it is introduced to the NRU–HeXU treatment process to meet the LNG specifications.
The high-pressure steam (HP) LNG that leaves the main cryogenic heat exchanger (Stream 82) at −144 °C and 16.32 bar undergoes flashing to extract and remove helium for more than 50 mol% purity. Conversely, nitrogen is removed using the stripping column process. The HP LNG (stream 82) is first throttled near 5.96 bar and sent to vessel V-15 to generate 4.04 MMSCFC methane-rich flash gas, which exits as stream 93 with 516.82 MMSCFD methane-rich LNG (Stream 94). Thereafter, the LNG stream is fed into the reboiler of the C-24 column, while the flash gas stream is routed to a heat exchanger E-45 to be cooled to −181 °C, which then partially condensed. The partially cooled flash gas is then fed into a phase separator (V-16) to generate a helium-rich gas in stream 106 as well as a methane-rich liquid in stream 105. The idea behind the employed helium extraction process is auto-refrigeration. The cooling duty in the heat exchanger E-45 is supplied by both the helium-rich gas stream 106 and the depressurized (1.8 bar) methane-rich liquid from V-16 (stream 108). Moreover, the evaporated methane-rich liquid exiting E-45 (stream 109) at −150 °C mixes with the gas stream (96) sourced from the stripping column C-24 (available near −162 °C), which provides 2% of the main cryogenic heat exchange refrigeration need. After the refrigeration recovery, the lean fuel gas at 1.05 bar and −35 °C is pressurized to 28 bar in a three-stage compressor. Then, the LFG is routed to the utility plant for use as GT fuel. In contrast, the methane-rich LNG stream leaving V-15 (stream 94) is used to provide the stripping column (C-24) boil up, which also sub-cools the stream from −144 to approximately −155 °C. After leaving the reboiler at −155 °C, it depressurizes from 5.4 to 1.6 bar to release most of the dissolved nitrogen. The generated boil-up by the reboiler (at a temperature of −158 °C) strips the remaining nitrogen from the LNG as it flows down the column. The operating pressure of the stripping column, as well as the LNG sub-cooling temperature, was selected to minimize and limit the temperature differences in the column reboiler to 1–3 °C while simultaneously rejecting 88% of the nitrogen. Rejecting this amount of nitrogen helps to produce LNG with a nitrogen content of <1.24 mol% and a higher heating value (HHV) within the range of 1000 to 1200 BTU/SCF. Moreover, the overhead of the stripping column leaves C-20 at approximately −162 °C, which is used as fuel. In contrast, the final LNG product leaving the bottom at −156 °C and 3.65 MTA is sent to the storage area.
The produced LNG from the nitrogen rejection process (stream 98) was pumped to approximately 6.9 bar to transfer the LNG to the storage tank. The LNG is stored at nearly atmospheric pressure (1.1 bar) and −161 °C. The LNG (stream 99) travels to the storage tank with consecutive separation columns (T1, T2, and T3). The TBOG occurs because of the LNG flashing, which is identified using flash calculations across the valve that is placed on the storage tank (Aspen Plus
® calculation). The TBOG formation is due to the convection conduction and radiation heat leak across the storage tank. Further, the piping was calculated using the approach presented in [
29] and discussed in our previous work [
17]. In contrast, the displaced vapor is determined using the Aspen Plus
® calculation. As such, it was assumed that the LNG net volumetric flow rate into the storage tank was equal to the volume after flashing. The generated TBOG is pressured to an approximate 28 bar K-5 compressor and transported to the utility plant for power and steam generation. Similarly, the JBOG generated during the LNG loading was represented by the separator columns (T4, T5, and T6) [
17]. The conducted simulation indicated that loading 216,200 m
3 (equivalent to 98% of the tank filling capacity) requires 21 h, a pumping flow rate of 10,000 m
3/h, and a pressure of 11 bar.
Moreover, the LNG carrier loading rate (i.e., the rate of LNG from the storage tank to the cargo tank) is 11 times greater than the tank feed rate (i.e., the rate of LNG flowing from the plant to the storage tank), which increases the tank vapor space during the 21 h loading period. In the simulation, the pressure of the vapor space is assumed to be maintained at 1.1 bar by the flash gas and heat leak TBOG, whereas the leftover TBOG is directed into the utility section of the plant. However, the JBOG generated during the carrier loading phase is nearly two times higher than the holding mode TBOG. Likewise, the JBOG is supplied for the utility plant at 28 bar via compressed K-5.
3.2. Fuel Distribution Strategy
Substantial amounts of energy are needed to run the units of the LNG plant. Large amounts of tail gases (e.g., TBOG, JBOG, RFG, LFG, and SFG) rich in methane are also generated at various locations throughout the LNG plant. However, these gases are considered losses, as they are not a product nor recyclable. Hence, to avoid wasting the methane-rich gases, they can be used as fuel sources wherever possible to support the operation of gas turbines, boilers, and incinerators.
The total fuel consumption during the holding and loading modes of the LNG plant under consideration was 805.7 and 1183 MW, respectively [
17]. For optimization purposes, the total fuel consumption and fuel generation for all of the units were fixed, except for the segments that were changed to fit with the BOG recovery scenarios. As such, the fuel consumption has been divided into two values: (1) a fixed amount for all of the units, and (2) the amount required by the cold section based on the proposed scenario. The second value is essentially the fuel amount calculated from the simulation using the Aspen Plus
® calculator. Because the refrigeration cycle is not being rigorously simulated in this study, a shortcut approach has been followed to quantify the necessary fuel for each fuel-consuming piece of equipment in the simulation and the refrigeration cycle in particular, which is as follows:
Reversible work (
) of each piece of equipment is determined using exergy as outlined in Equation (1).
where
and
represent the exergy flowrate of streams exiting and entering the equipment, respectively.
Actual work (
)
where the efficiency of the refrigeration cycles employed for the LNG sub-cooling, BOG liquefaction, and LFG condensation was assumed to be 40% based on a previously simulated process [
17].
For the gas turbines, providing the necessary power and fuel need is calculated using the gas turbine work and thermal efficiency according to the following equation:
As outlined in our previous work, the efficiency of the gas turbine is 30%, as calculated from the ratio of work generated (
to the fuel feed LNG
[
17].
While 805 MW fuel is required to run the plant, a preliminary simulation with the application of a shortcut approach resulted in only 389 MW fuel being needed. The indicates that the additional 416 MW fuel is required for other segments that are not taken into consideration in the simulation, and it is a fixed amount. However, as the available SFG in the plant reaches 72 MW, the required fixed fuel amount from the BOG, RFG, and LFR are equivalent to 344 MW on a lower heating value (LHV) basis.
Further, the base case shortcut simulation (loading period) is designed in such a way that fuel is supplied by using all of the available SFG, LFG, RFG, and TBOG, and taking the remaining required amount from the JBOG that exists after the vapor replacement. The surplus BOG, if any, would require another strategy to be minimized and/or recovered to avoid flaring and to minimize the energy and material losses. The combination of design specs and a calculator is used to maintain this balance and split the required fraction out of each fuel stream, which ensures that the simulation is updated automatically if there are any parameter changes.
The excess JBOG was calculated as follows:
where
is the total JBOG generated, the value in parentheses represents the JBOG fuel amount, and
is the portion of the JBOG routed to the storage tank as VR.
3.3. Loading Time Scale
The LNG loading is an intermittent process [
19]. The calculations indicate that the time required to load a 216,200 m
3 LNG capacity ship is 21 h. Given that, it was estimated that 38 shipments are required to deliver the annual of
to the end-user. For the calculation, it was known that the loading process takes 24 h and daily shipments are loaded at 365 shipment/yr. As such, the time ratio between the intermittent and continuous loading was calculated following Equation (5) to be 0.08:
Then, the time ratio can be used to account for the intermittency of the loading time.
3.4. BOG Minimization and Recovery Strategies
During LNG holding, TBOG is conventionally compressed and sent back to the fuel system. On the other hand, during the loading process, the total combined BOG (JBOG and TBOG) generation rate is significantly greater than the required fuel; thus, it is flared or vented into the atmosphere. Both of the scenarios incur an economic loss and are detrimental to the environment due to heightened GHG emissions. Thus, it is necessary to minimize the native impact of excessive BOG production, as it will increase LNG production, reduce plant energy consumption, and cause less environmental damage.
Minimizing BOG is achievable through the optimal design of LNG plant components to effectively handle the generated BOG or by altering the process conditions to reduce the BOG generation rate. As such, in this work, the following BOG handling strategies were considered: (1) JBOG liquefaction; (2) LNG sub-cooling, with two locations considered: in a standalone refrigeration cycle after NRU and in the existing refrigeration cycle; and (3) lean fuel gas (LFG) reflux.
3.4.1. JBOG Liquefaction
Figure 3b highlights the scheme for JBOG liquefaction. The fuel was balanced through the system, as discussed in
Section 3.2. First, excess JBOG is compressed to 50 bar using a simple gas turbine cycle with an efficiency of 30% (K-6). The compressed BOG is then sent to a standalone liquefaction facility with a refrigeration cycle efficiency of 40%, as represented by a simple heat exchanger (E-31). The liquefaction temperature was manipulated using the Aspen Plus
® Design Specs option to achieve the partial condensation of the JBOG such that the LHV of the vapor phase stream (106) is equivalent to fuel needed by the BOG compression and liquefaction without leaving excess fuel. The liquefied BOG was sent to the ship tanks as excess LNG.
3.4.2. LNG Sub-Cooling
Up to 23% of the total generated BOG (JBOG and TBOG) is attributed to heat leaks into the LNG plant [
17]. If the temperature of the LNG is low enough such that it absorbs heat while still in the liquid phase, the BOG generation may be significantly reduced or even eliminated. Two possible locations were considered for the sub-cooling: (1) in the main cryogenic heat exchanger (MCHE), which is in the existing NG liquefaction cycle, and (2) after the NRU (i.e., before the LNG storage). The sub-cooling process here is represented by a simple heat exchanger and the sub-cooling refrigeration energy was calculated, as discussed in
Section 3.2.
LNG Sub-Cooling after NRU
Figure 3c presents the schematic process of this scenario. LNG leaving the NRU at a temperature of −154 °C is cooled down to a lower range of temperatures. The sensitivity analysis was used to observe the effect of the LNG temperature on BOG generation. The simulation was automated such that fuel is balanced, and if there was any excess BOG, it would become liquefied and sent back to storage, as described in
Section 3.2. Then, the optimum degree of sub-cooling was selected to minimize the BOG generation rate. Moreover, the available fuel is enough to satisfy the system’s fuel requirement without the need for an external fuel supply.
LNG Sub-Cooling in MCHE
This option suggests that the LNG is further sub-cooled in the MCHE using the refrigeration loop that is available for the main liquefaction process (C3MR cycle). As previously discussed, a separate simple heat exchanger is used in the simulation. The temperature of the LNG from the MCHE can be controlled and altered by varying the refrigerant composition, amount, and pressure. However, in this work, only the effect of temperature change was studied. Thus, the temperature of the LNG exiting the sub-cooler was varied stepwise for a range of temperatures lower than the base case.
3.4.3. LFG Reflux
Downstream to the LNG liquefaction plant, it is necessary to remove nitrogen to ensure that the nitrogen level in the LNG is less than 1%. To meet this specification, the LNG plant includes a nitrogen rejection unit stripping column with a flash stream to separate the nitrogen. The stripping column process is effective at removing nitrogen from the LNG. However, during the stripping column process, significant quantities of methane evaporate and pass with the overhead stripped nitrogen. This can lead to lowering the heating value of the LNG product while simultaneously producing excess fuel. Thus, developing nitrogen rejection units ensures a minimum waste of material (i.e., due to excess fuel), which will decrease the methane loss, increase the LNG production, and meet the LNG specifications.
The proposed configuration is shown in
Figure 3d. A reflux section was added to the top of the stripping column to cool and partially condense the overhead vapor (stream 108) in the overhead condenser (E-32). Sensitivity analysis was conducted to monitor the effect of this configuration on the fuel/BOG system. The optimal temperature for the condenser was selected to ensure that any excess JBOG would be used as fuel to run the condenser and avoid liquefaction of excess BOG. The liquid stream that exits the condenser (109) is collected in vessel V-16 and used as reflux liquid (stream 110). Thereafter, the reflux liquid is returned to the top of the stripping column to enhance methane recovery. The overhead nitrogen-rich product (stream 96) was mixed with the fuel gas (helium-lean stream), which was produced from the helium extraction unit and used as a cooling stream in the high-pressure mixed refrigerant (MR). Conversely, the final LNG product exits from the bottom and is sent to the storage tank.
7. Future Recommendations
The results and discussion in this work demonstrated how the proposed options could increase both LNG production and profit. The approach and conclusions are a good starting point for further rigorous analysis and a more accurate assessment of the proposed BOG management strategies. Nonetheless, the optimum point for each case was determined using a sensitivity analysis defined by the maximum attainable LNG production only, though it should also consider the minimum retrofitting, the feasibility of implementation, capital cost, operating cost, and maintenance needed. As such, future work should consider: (1) an economic analysis of all of the proposed options, with consideration for the capital and operating costs, and (2) a rigorous simulation to investigate the convergence of the suggested scenarios and to obtain the exact values of different aspects of each scenario, such as the LNG production, BOG generation, and power consumption. The aforementioned aspects are necessary to obtain an accurate assessment and comparison of all of the scenarios.
For simplicity and to obtain a quick evaluation of the proposed strategies, a steady state was assumed for the inherently dynamic operations, including heat leakage into tanks, pipping, LNG loading and unloading, and subsequently JBOG generation.
For the heat leakage from the tanks, the steady-state assumption could only be valid if the LNG is stored for an appropriate duration at variant liquid levels. However, with a steady-state process, the maximum JBOG generation is examined, leading to less surplus LNG, which results in needing smaller equipment. Thus, the use of a dynamic model for tank operations (heat leakage, loading, and unloading) is highly recommended to better represent the system and obtain precise BOG generation rates.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}