
Tribological Performance of Diamond-like Nanocomposite Coatings: Influence of Environments and Laser Surface Texturing

 , and
, and 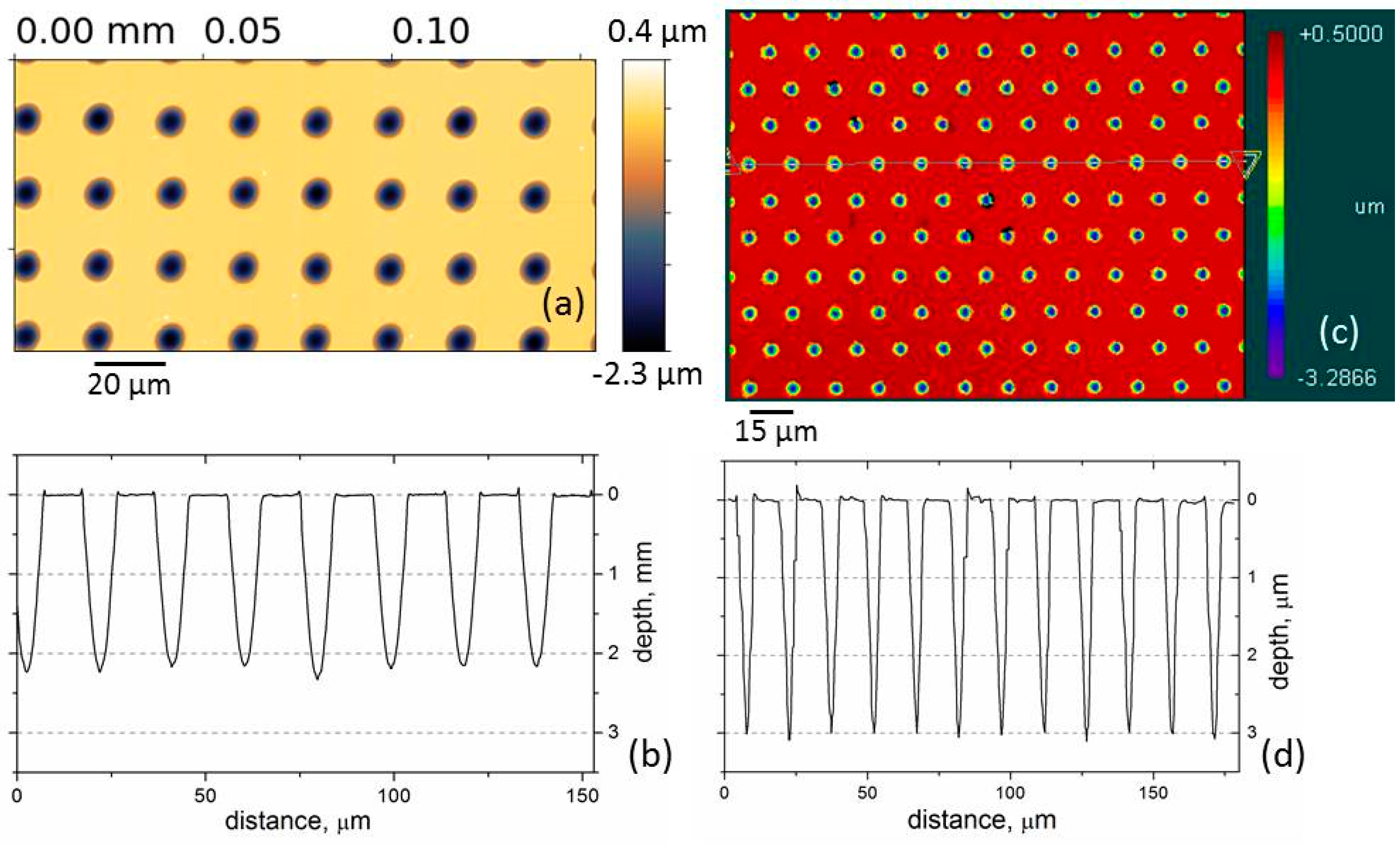{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. DLN Film Properties
2.2. Tribological Testing
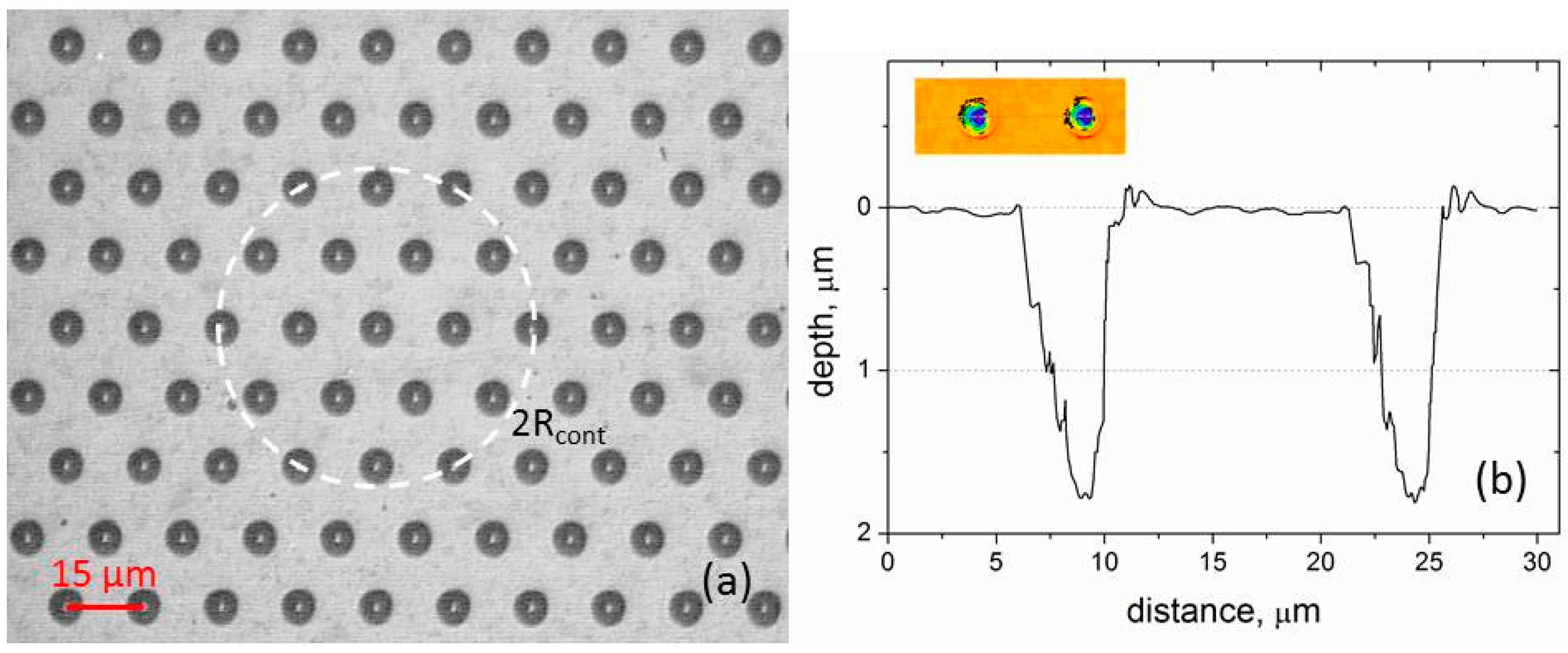
2.3. Femtosecond-Laser Surface Microstructuring (Texturing) of DLN Coatings
3. Results and Discussion
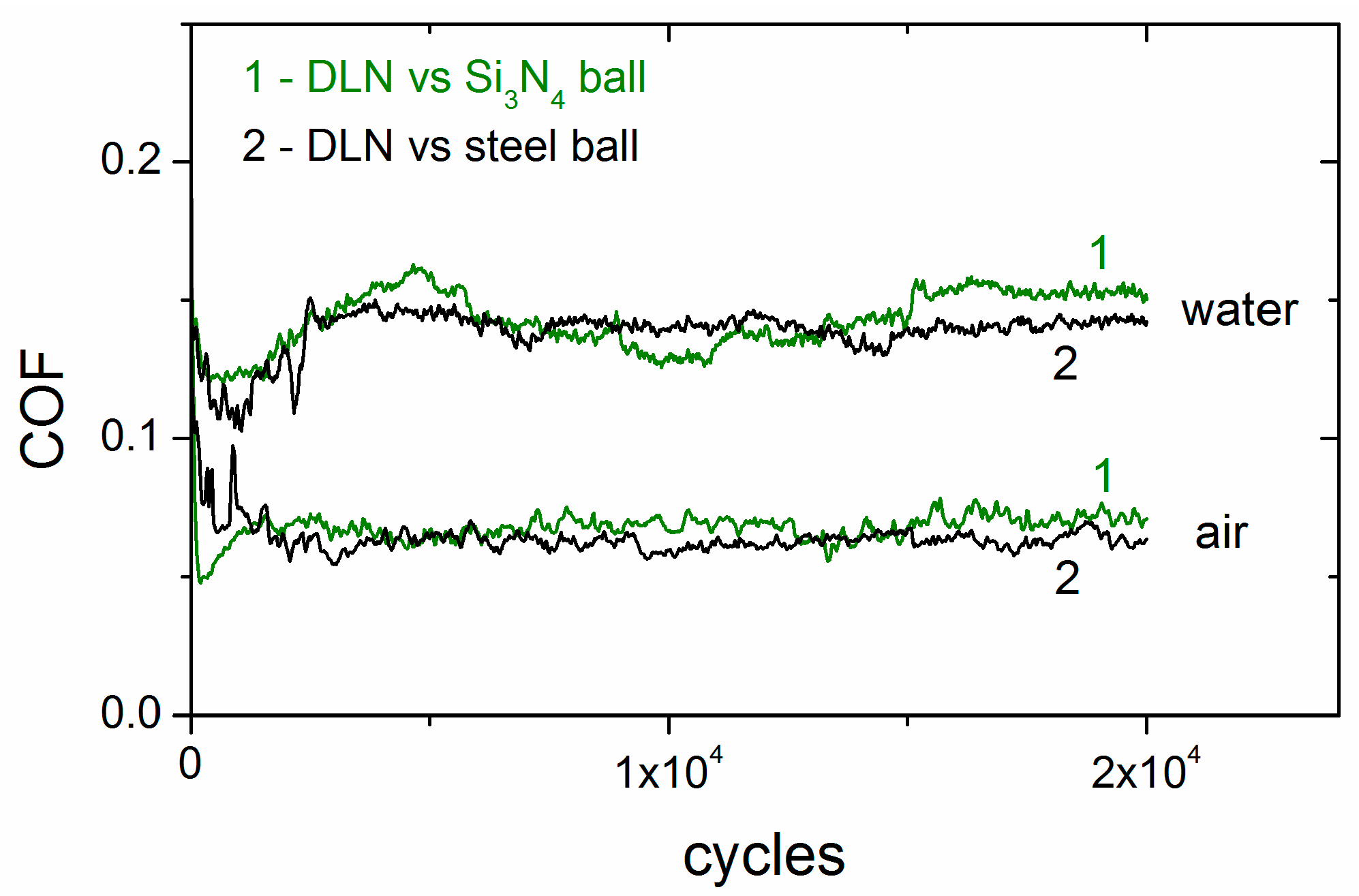
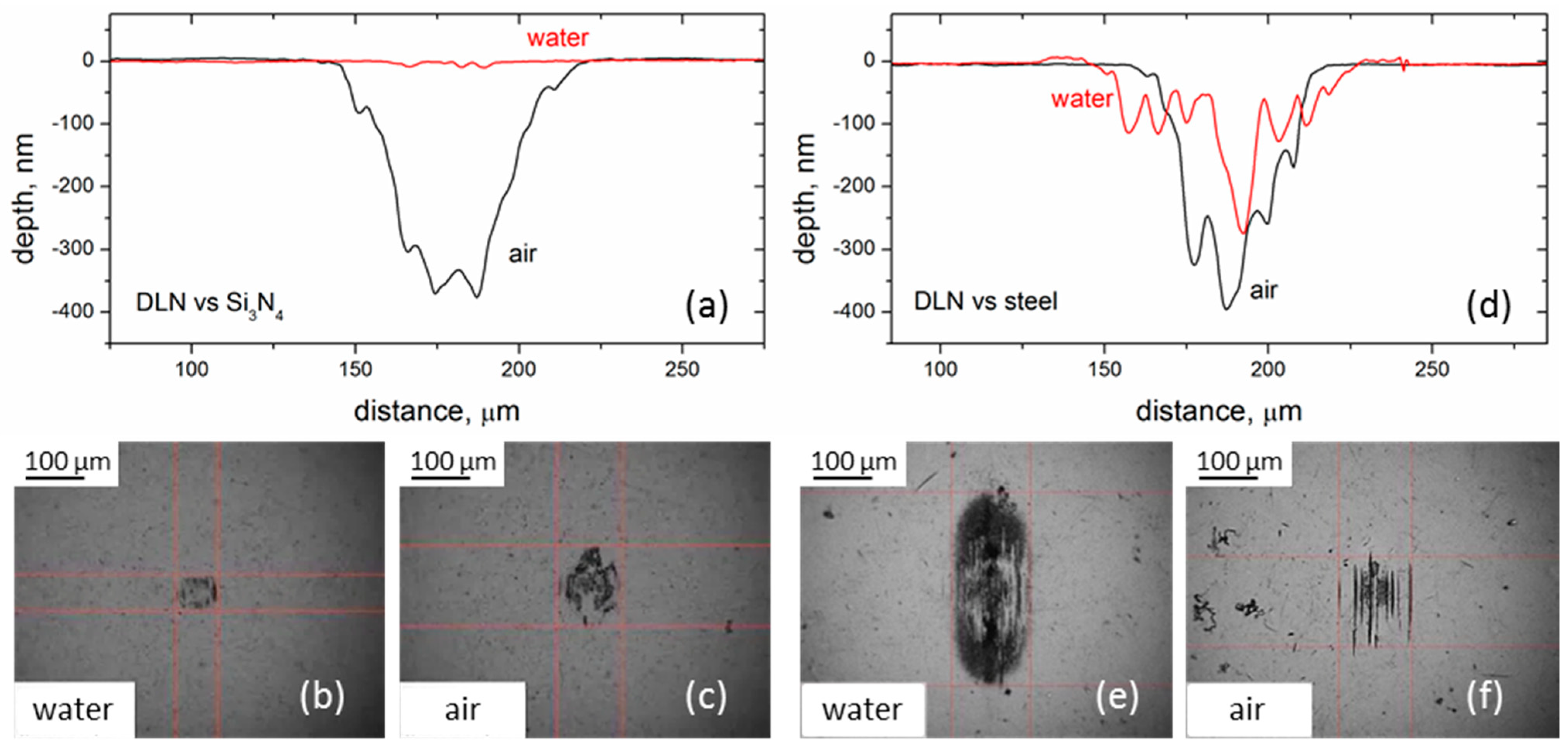
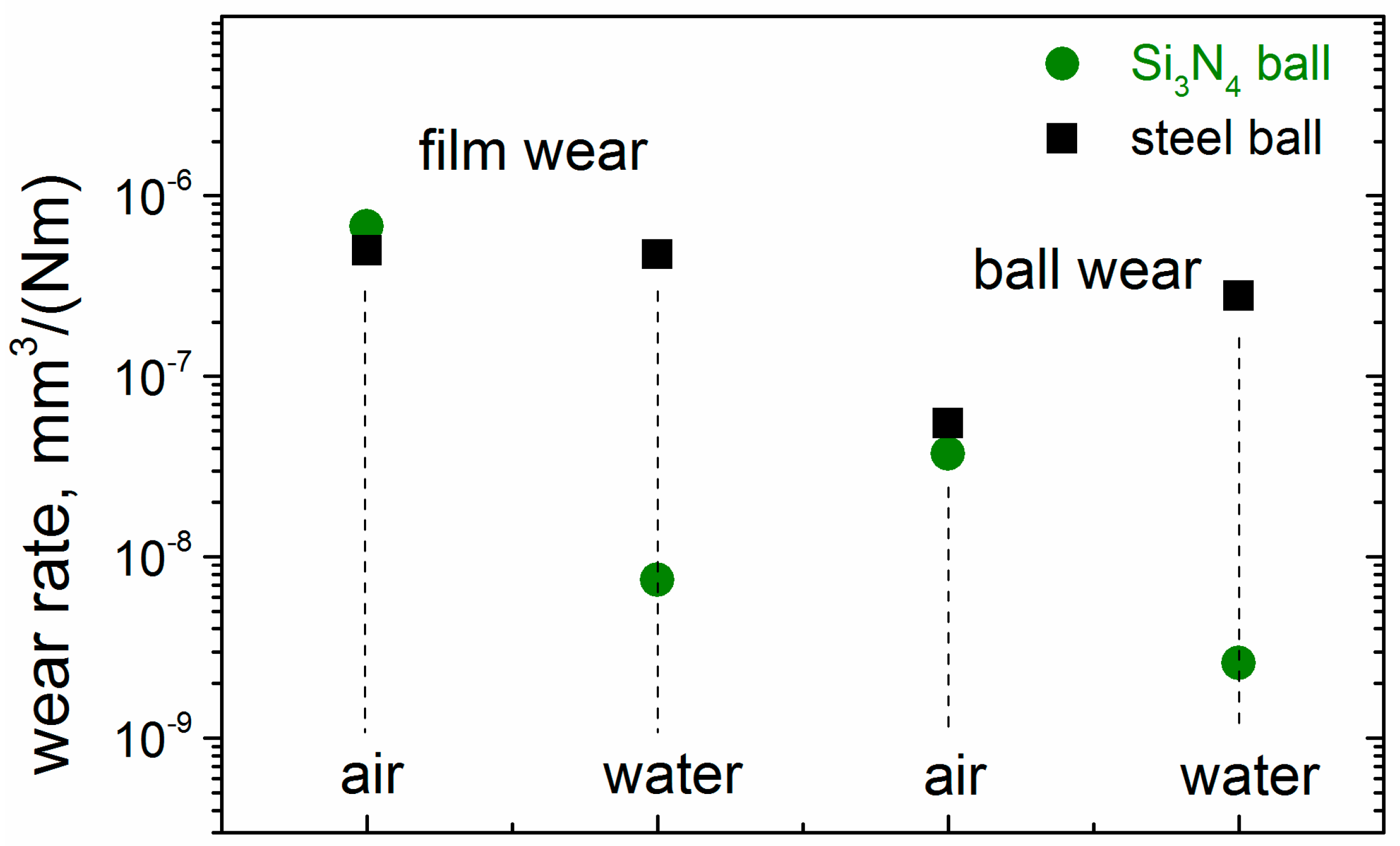
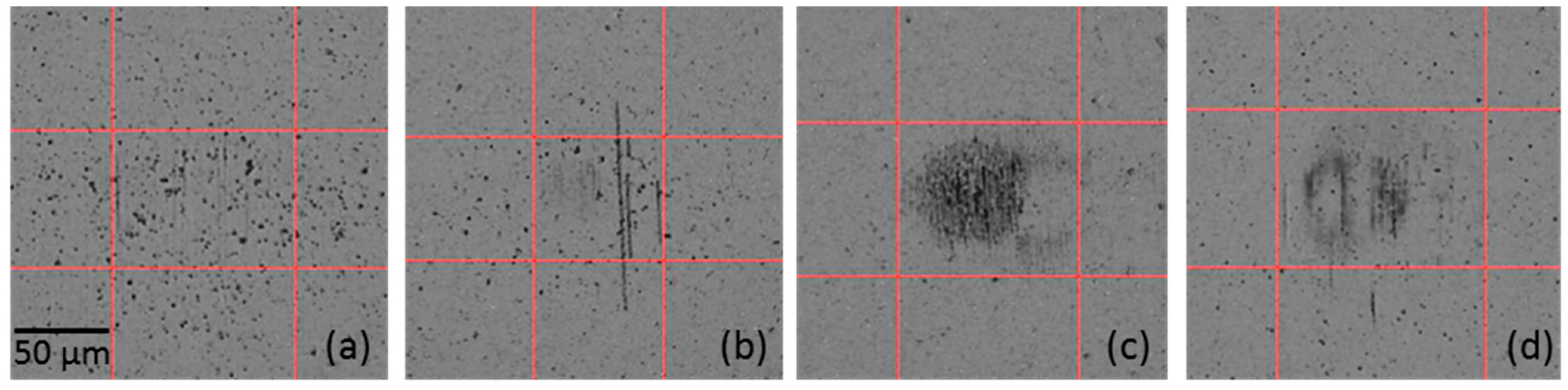
3.1. Comparative Tribological Testing of DLN Films in Air and Water
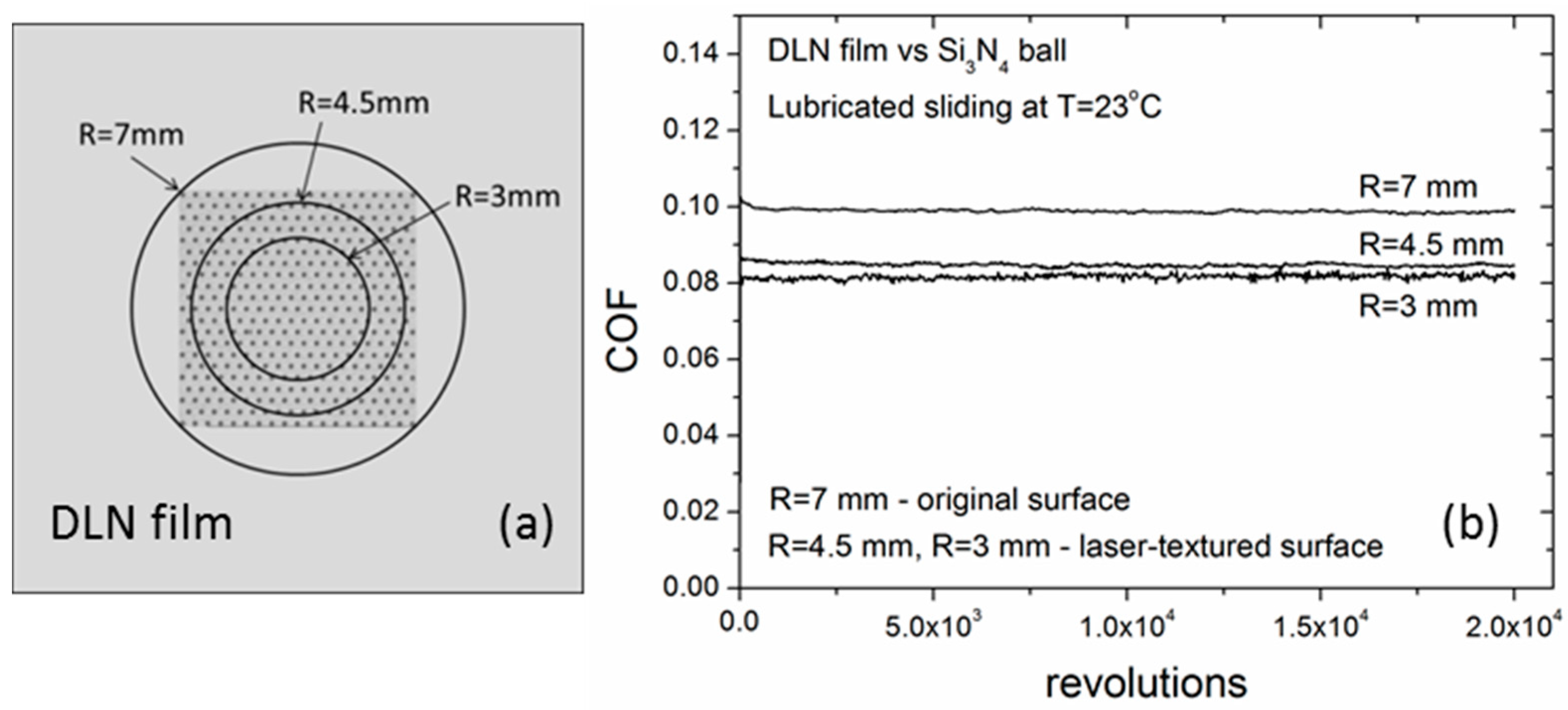
3.2. Lubricated Friction Performance of Laser-Textured DLN Films
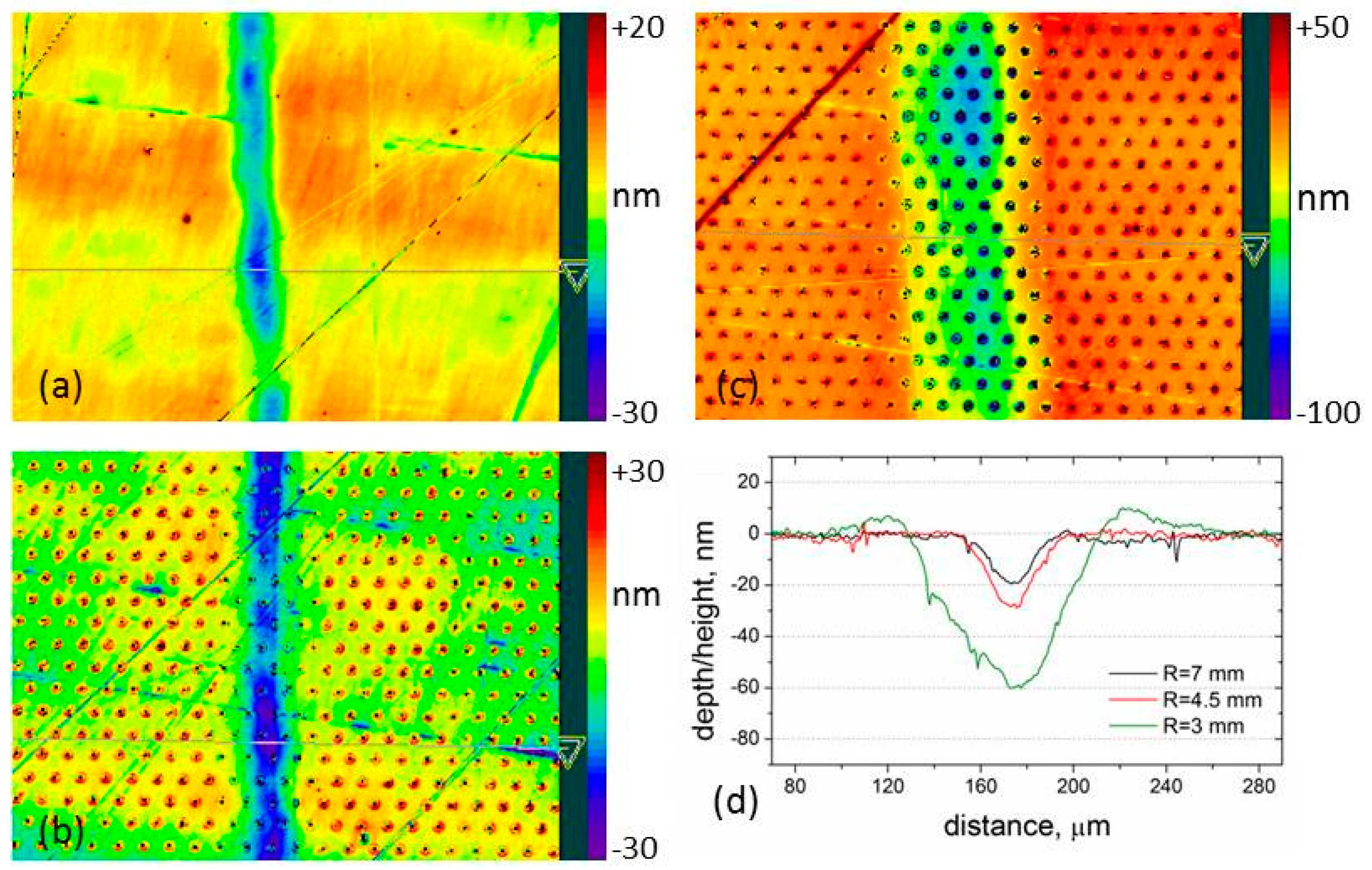
3.3. Nano/Microfriction Behavior of Laser-Textured DLN Films
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dorfman, V.F. Diamond-like nanocomposites (DLN). Thin Solid Films 1992, 212, 267–273. [Google Scholar] [CrossRef]
- Dorfman, V.F.; Pypkin, B.N. Amorphous solid systems: Diamond-like carbon, carbides, films and multilayer structures. Surf. Coat. Technol. 1991, 48, 193–198. [Google Scholar] [CrossRef]
- Meškinis, Š.; Tamulevičienė, A. Structure, properties and applications of diamond like nanocomposite (SiOx containing DLC) films: A review. Mater. Sci. (Medžiagotyra) 2011, 17, 358–370. [Google Scholar]
- Yang, W.J.; Choa, Y.H.; Sekino, T.; Shim, K.B.; Niihara, K.; Auh, K.H. Thermal stability evaluation of diamond-like nanocomposite coatings. Thin Solid Films 2003, 434, 49–54. [Google Scholar] [CrossRef]
- Mangolini, F.; McClimon, J.B.; Segersten, J.; Hilbert, J.; Heaney, P.; Lukes, J.R.; Carpick, R.W. Silicon oxide-rich diamond-like carbon: A conformal, ultrasmooth thin film material with high thermo-oxidative stability. Adv. Mater. Interfaces 2018, 1801416. [Google Scholar] [CrossRef]
- Grenadyorov, A.S.; Solovyev, A.A.; Oskomov, K.V.; Oskirko, V.O.; Semenov, V.A. Thermal stability of anti-reflective and protective a-C:H:SiOx coating for infrared optics. Appl. Surf. Sci. 2020, 510, 145433. [Google Scholar] [CrossRef]
- Pimenov, S.M.; Zavedeev, E.V.; Arutyunyan, N.R.; Zilova, O.S.; Presniakov, M.Y.; Barinov, A.D.; Shupegin, M.L. Effects of titanium doping on the structure and mechanical properties of diamond-like nanocomposite films. Surf. Coat. Technol. 2020, 402, 126300. [Google Scholar] [CrossRef]
- Neerinck, D.; Persoone, P.; Sercu, M.; Goel, A.; Venkatraman, C.; Kester, D.; Halter, C.; Swab, P.; Bray, D. Diamond-like nanocomposite coatings for low-wear and low-friction applications in humid environments. Thin Solid Films 1998, 317, 402–404. [Google Scholar] [CrossRef]
- Neerinck, D.; Persoone, P.; Sercu, M.; Goel, A.; Kester, D.; Bray, D. Diamond-like nanocomposite coatings (a-C:H/a-Si:O) for tribological applications. Diam. Relat. Mater. 1998, 7, 468–471. [Google Scholar] [CrossRef]
- Kester, D.J.; Brodbeck, C.L.; Singer, I.L.; Kyriakopoulos, A. Sliding wear behavior of diamond-like nanocomposite coatings. Surf. Coat. Technol. 1999, 113, 268–273. [Google Scholar] [CrossRef]
- Scharf, T.W.; Singer, I.L. Monitoring transfer films and friction instabilities with in situ Raman tribometry. Tribol. Lett. 2003, 14, 3–8. [Google Scholar] [CrossRef]
- Scharf, T.W.; Ohlhausen, J.A.; Tallant, D.R.; Prasad, S.V. Mechanisms of friction in diamondlike nanocomposite coatings. J. Appl. Phys. 2007, 101, 063521. [Google Scholar] [CrossRef]
- Yang, W.J.; Sekino, T.; Shim, K.B.; Niihara, K.; Auh, K.H. Microstructure and tribological properties of SiOx/DLC films grown by PECVD. Surf. Coat. Technol. 2005, 194, 128–135. [Google Scholar] [CrossRef]
- Santra, T.S.; Liu, C.H.; Bhattacharyya, T.K.; Patel, P.; Barik, T.K. Characterization of diamond-like nanocomposite thin films grown by plasma enhanced chemical vapor deposition. J. Appl. Phys. 2010, 107, 124320. [Google Scholar] [CrossRef]
- Koshigan, K.; Mangolini, F.; McClimon, J.B.; Vacher, B.; Bec, S.; Carpick, R.W.; Fontaine, J. Understanding the hydrogen and oxygen gas pressure dependence of the tribological properties of silicon oxide-doped hydrogenated amorphous carbon coatings. Carbon 2015, 93, 851–860. [Google Scholar] [CrossRef] [Green Version]
- Pimenov, S.M.; Zavedeev, E.V.; Arutyunyan, N.R.; Zilova, O.S.; Shupegin, M.L.; Jaeggi, B.; Neuenschwander, B. Femtosecond-laser surface modification and micropatterning of diamond-like nanocomposite films to control friction on the micro and macroscale. J. Appl. Phys. 2017, 122, 145301. [Google Scholar] [CrossRef]
- McClimon, J.B.; Lang, A.C.; Milne, Z.; Garabedian, N.; Moore, A.C.; Hilbert, J.; Mangolini, F.; Lukes, J.R.; Burris, D.L.; Taheri, M.L.; et al. Investigation of the mechanics, composition, and functional behavior of thick tribofilms formed from silicon- and oxygen-containing hydrogenated amorphous carbon. Tribol. Lett. 2019, 67, 48. [Google Scholar] [CrossRef]
- Grenadyorov, A.S.; Oskirko, V.O.; Solovyev, A.A.; Oskomov, K.V.; Khlusov, I.A. Wear and corrosion resistance of a-C:H:SiOx coating on medical 316L stainless steel. J. Mater. Eng. Perform. 2021, 30, 1099–1110. [Google Scholar] [CrossRef]
- Zavedeev, E.V.; Zilova, O.S.; Shupegin, M.L.; Barinov, A.D.; Arutyunyan, N.R.; Roch, T.; Pimenov, S.M. Effects of UV laser micropatterning on frictional performance of diamond-like nanocomposite films. Appl. Phys. A 2016, 122, 961. [Google Scholar] [CrossRef]
- Zavedeev, E.V.; Zilova, O.S.; Barinov, A.D.; Shupegin, M.L.; Arutyunyan, N.R.; Jaeggi, B.; Neuenschwander, B.; Pimenov, S.M. Femtosecond laser microstructuring of diamond-like nanocomposite films. Diam. Relat. Mater. 2017, 74, 45–52. [Google Scholar] [CrossRef]
- Dumitru, G.; Romano, V.; Weber, H.P.; Pimenov, S.; Kononenko, T.; Hermann, J.; Bruneau, S.; Gerbig, Y.; Shupegin, M. Laser treatment of tribological DLC films. Diam. Relat. Mater. 2003, 12, 1034–1040. [Google Scholar] [CrossRef]
- Pettersson, U.; Jacobson, S. Friction and wear properties of micro textured DLC coated surfaces in boundary lubricated sliding. Tribol. Lett. 2004, 17, 553–559. [Google Scholar] [CrossRef]
- Ding, Q.; Wang, L.; Wang, Y.; Wang, S.C.; Hu, L.; Xue, Q. Improved tribological behavior of DLC films under water lubrication by surface texturing. Tribol. Lett. 2011, 41, 439–449. [Google Scholar] [CrossRef]
- Shum, P.W.; Zhou, Z.F.; Li, K.Y. Investigation of the tribological properties of the different textured DLC coatings under reciprocating lubricated conditions. Tribol. Int. 2013, 65, 259–264. [Google Scholar] [CrossRef]
- Zavedeev, E.V.; Jaeggi, B.; Zuercher, J.; Neuenschwander, B.; Zilova, O.S.; Shupegin, M.L.; Presniakov, M.Y.; Pimenov, S.M. Effects of AFM tip wear on frictional images of laser-patterned diamond-like nanocomposite films. Wear 2018, 416–417, 1–5. [Google Scholar] [CrossRef]
- Pimenov, S.M.; Jaeggi, B.; Neuenschwander, B.; Zavedeev, E.V.; Zilova, O.S.; Shupegin, M.L. Femtosecond laser surface texturing of diamond-like nanocomposite films to improve tribological properties in lubricated sliding. Diam. Relat. Mater. 2019, 93, 42–49. [Google Scholar] [CrossRef]
- Pimenov, S.M.; Zavedeev, E.V.; Arutyunyan, N.R.; Presniakov, M.Y.; Zilova, O.S.; Shupegin, M.L.; Jaeggi, B.; Neuenschwander, B. Femtosecond-laser-ablation induced transformations in the structure and surface properties of diamond-like nanocomposite films. Appl. Surf. Sci. 2020, 509, 144907. [Google Scholar] [CrossRef]
- GOST 21743-76. Aviation oils. Specifications. Available online: https://gosthelp.ru/gost/gost34175.html (accessed on 20 September 2021). (In Russian).
- Ivanov, V.S.; Fridman, S.M. Oils and Lubricants for Power Engineering. In Chemist-Power Engineer Handbook, 2nd ed.; Energy: Moscow, Russia, 1972; Volume 2, p. 31. (In Russian) [Google Scholar]
- Neuenschwander, B.; Jaeggi, B.; Schmid, M.; Hennig, G. Surface structuring with ultra-short laser pulses: Basics, limitations and needs for high throughput. Phys. Procedia 2014, 56, 1047–1058. [Google Scholar] [CrossRef] [Green Version]
- Jaeggi, B.; Neuenschwander, B.; Remund, S.; Kramer, T. Influence of the pulse duration and the experimental approach onto the specific removal rate for ultra-short pulses. Proc. SPIE 2017, 10091, 100910J. [Google Scholar]
- Neuenschwander, B.; Kramer, T.; Lauer, B.; Jaeggi, B. Burst mode with ps- and fs-pulses: Influence on the removal rate, surface quality and heat accumulation. Proc. SPIE 2015, 9350, 93500U. [Google Scholar]
- Neuenschwander, B.; Jaeggi, B.; Zavedeev, E.V.; Arutyunyan, N.R.; Pimenov, S.M. Heat accumulation effects in laser processing of diamond-like nanocomposite films with bursts of femtosecond pulses. J. Appl. Phys. 2019, 126, 115301. [Google Scholar] [CrossRef]
- Jaeggi, B.; Neuenschwander, B.; Hunziker, U.; Zuercher, J.; Meier, T.; Zimmermann, M.; Selbmann, K.H.; Hennig, G. Ultra-high-precision surface structuring by synchronizing a galvo scanner with an ultra-short-pulsed laser system in MOPA arrangement. Proc. SPIE 2012, 8243, 82430K. [Google Scholar]
- Jaeggi, B.; Neuenschwander, B.; Meier, T.; Zimmermann, M.; Hennig, G. High precision surface structuring with ultra-short laser pulses and synchronized mechanical axes. Phys. Procedia 2013, 41, 319–326. [Google Scholar] [CrossRef] [Green Version]
- Landau, L.D.; Lifshitz, E.M. Theory of Elasticity, 3rd ed.; Butterworth-Heinemann: Oxford, UK, 1986; Volume 7. [Google Scholar]
- Erdemir, A.; Donnet, C. Tribology of diamond-like carbon films: Recent progress and future prospects. J. Phys. D Appl. Phys. 2006, 39, R311–R327. [Google Scholar] [CrossRef]
- Merkle, A.P.; Erdemir, A.; Eryilmaz, O.L.; Johnson, J.A.; Marks, L.D. In situ TEM studies of tribo-induced bonding modifications in near-frictionless carbon films. Carbon 2010, 48, 587–591. [Google Scholar] [CrossRef]
- Zhao, F.; Li, H.X.; Ji, L.; Mo, Y.F.; Quan, W.L.; Dua, W.; Zhou, H.D.; Chen, J.M. Superlow friction behavior of Si-doped hydrogenated amorphous carbon film in water environment. Surf. Coat. Technol. 2009, 203, 981–985. [Google Scholar] [CrossRef]
- Ronkainen, H.; Varjus, S.; Holmberg, K. Friction and wear properties in dry, water- and oil-lubricated DLC against alumina and DLC against steel contacts. Wear 1998, 222, 120–128. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Kovalchenko, A.; Ajayi, O.; Erdemir, A.; Fenske, G. Friction and wear behavior of laser textured surface under lubricated initial point contact. Wear 2011, 271, 1719–1725. [Google Scholar] [CrossRef]
- Spikes, H.A. Film-forming additives—Direct and indirect ways to reduce friction. Lubr. Sci. 2002, 14, 147–167. [Google Scholar] [CrossRef]
- Hsu, S.M.; Yang, J.; Diann, H.; Huan, Z. Friction reduction using discrete surface textures: Principle and design. J. Phys. D Appl. Phys. 2014, 47, 335307. [Google Scholar] [CrossRef]
- Meyer, G.; Amer, N.M. Simultaneous measurement of lateral and normal forces with an optical-beam-deflection atomic force microscope. Appl. Phys. Lett. 1990, 57, 2089–2091. [Google Scholar] [CrossRef]
- Ogletree, D.F.; Carpick, R.W.; Salmeron, M. Calibration of frictional forces in atomic force microscopy. Rev. Sci. Instr. 1996, 67, 3298–3306. [Google Scholar] [CrossRef] [Green Version]
- Binggeli, M.; Mate, C.M. Influence of capillary condensation of water on nanotribology studied by force microscopy. Appl. Phys. Lett. 1994, 65, 415–417. [Google Scholar] [CrossRef]
- Cappella, B.; Dietler, G. Force-distance curves by atomic force microscopy. Surf. Sci. Rep. 1999, 34, 1–104. [Google Scholar] [CrossRef] [Green Version]
- Ando, Y.; Ino, J. Friction and pull-off forces on submicron-size asperities. Wear 1998, 216, 115–122. [Google Scholar] [CrossRef]
- Stifter, T.; Marti, O.; Bhushan, B. Theoretical investigation of the distance dependence of capillary and van der Waals forces in scanning force microscopy. Phys. Rev. B 2000, 62, 13667–13672. [Google Scholar] [CrossRef]
- Cai, S.; Bhushan, B. Meniscus and viscous forces during separation of hydrophilic and hydrophobic surfaces with liquid-mediated contacts. Mater. Sci. Eng. R 2008, 61, 78–106. [Google Scholar] [CrossRef]
- Charitidis, C.A.; Koumoulos, E.P.; Dragatogiannis, D.A. Nanotribological behavior of carbon based thin films: Friction and lubricity mechanisms at the nanoscale. Lubricants 2013, 1, 22–47. [Google Scholar] [CrossRef] [Green Version]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pimenov, S.M.; Zavedeev, E.V.; Zilova, O.S.; Lepekhov, A.P.; Jaeggi, B.; Neuenschwander, B. Tribological Performance of Diamond-like Nanocomposite Coatings: Influence of Environments and Laser Surface Texturing. Coatings 2021, 11, 1203. https://doi.org/10.3390/coatings11101203
Pimenov SM, Zavedeev EV, Zilova OS, Lepekhov AP, Jaeggi B, Neuenschwander B. Tribological Performance of Diamond-like Nanocomposite Coatings: Influence of Environments and Laser Surface Texturing. Coatings. 2021; 11(10):1203. https://doi.org/10.3390/coatings11101203
Chicago/Turabian StylePimenov, Sergei M., Evgeny V. Zavedeev, Olga S. Zilova, Alexander P. Lepekhov, Beat Jaeggi, and Beat Neuenschwander. 2021. "Tribological Performance of Diamond-like Nanocomposite Coatings: Influence of Environments and Laser Surface Texturing" Coatings 11, no. 10: 1203. https://doi.org/10.3390/coatings11101203