Influence of Substrate Materials on Nucleation and Properties of Iridium Thin Films Grown by ALD

 , , , ,
, , , ,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Substrate Materials
2.2. Atomic Layer Deposition
2.3. Characterization Techniques
3. Results
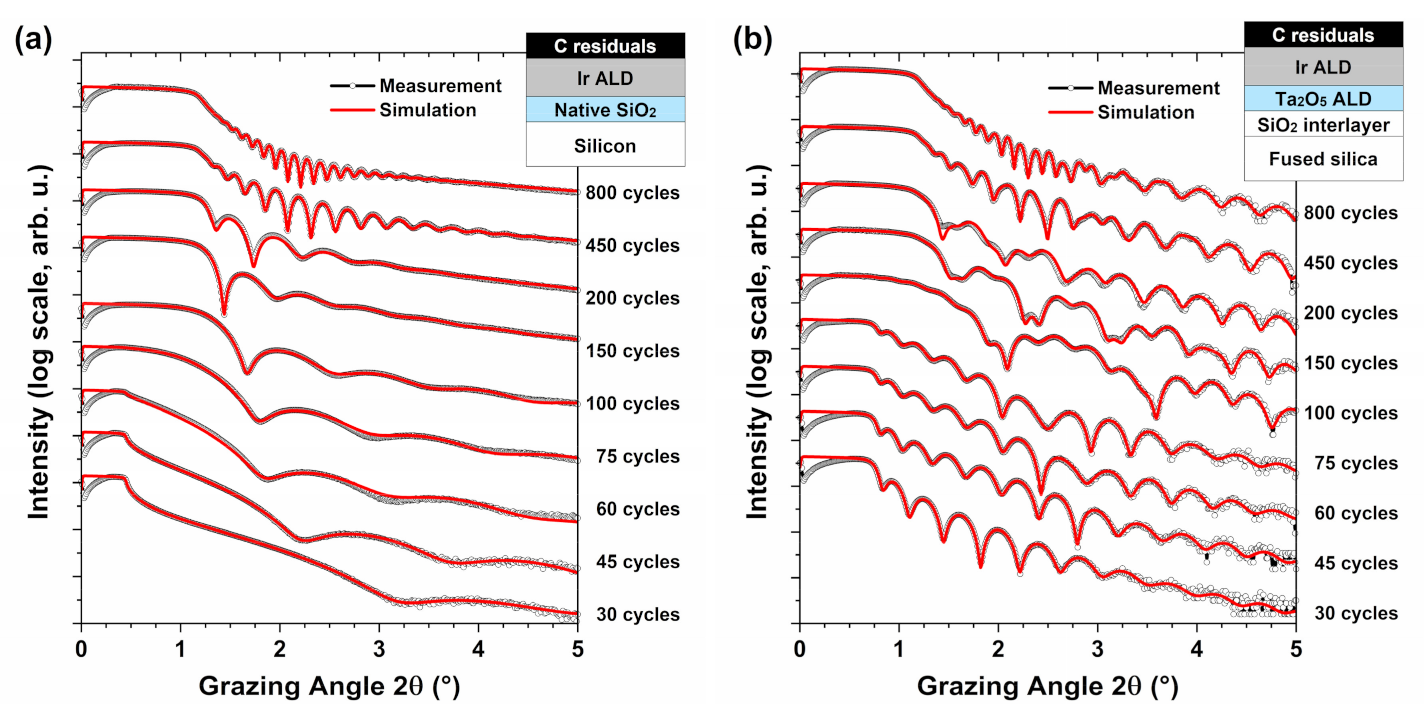
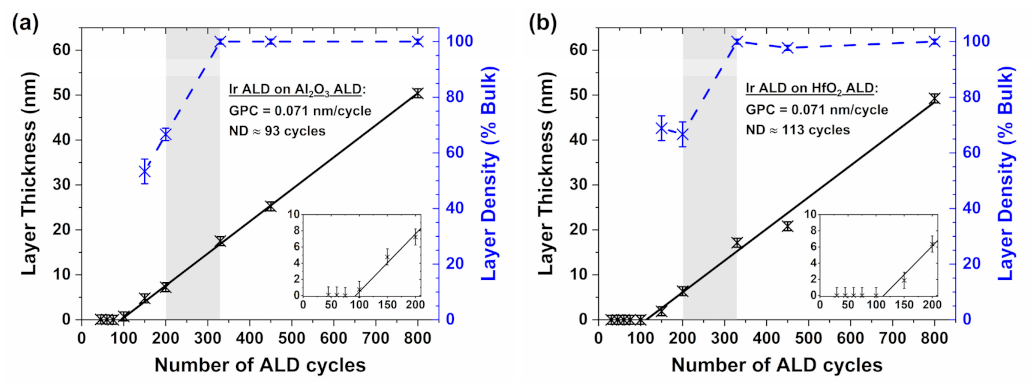
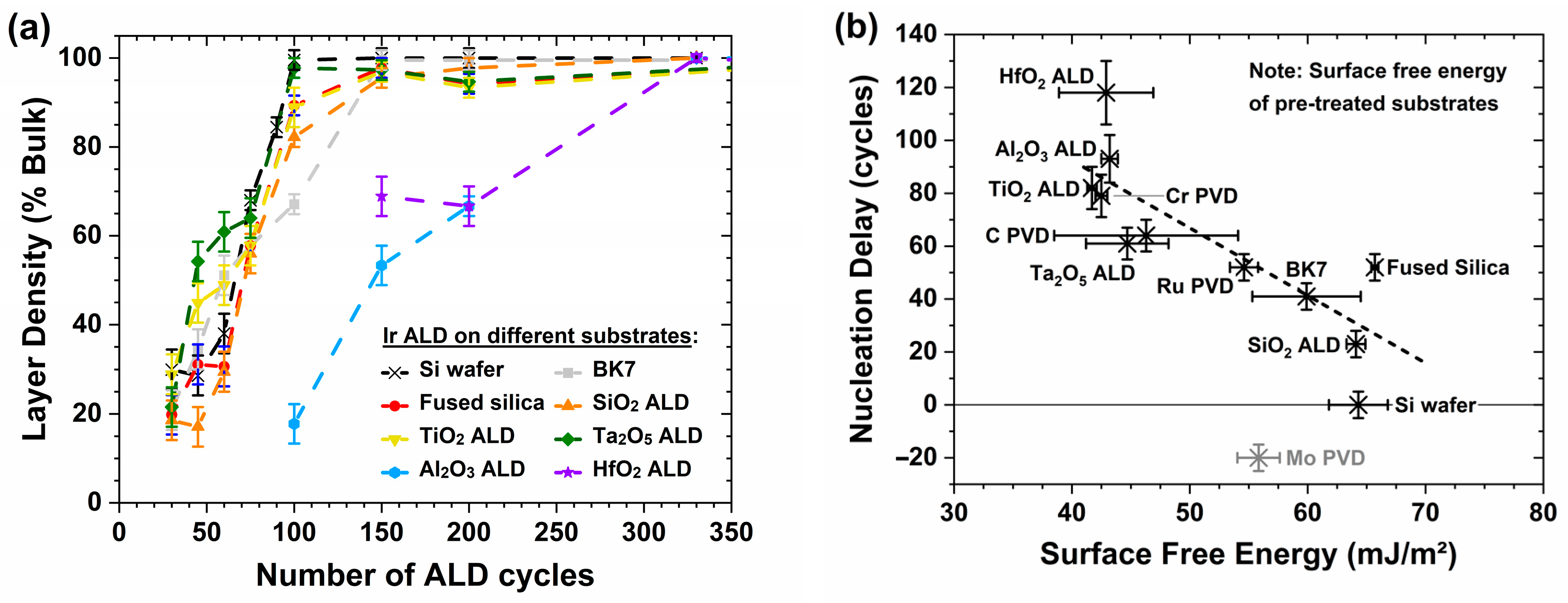
3.1. Nucleation of Iridium ALD Thin Films
3.2. Growth of Iridium ALD Thin Films
3.3. Properties of Iridium ALD Thin Films
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Larruquert, J.I.; Mendez, J.A.; Aznarez, J.A. Non-oxidized Al-overcoated Ir bilayers with high reflectance in the extreme ultraviolet above 50 nm. Opt. Eng. 2002, 41, 1418–1424. [Google Scholar] [CrossRef] [Green Version]
- Kovacs, G.T.A.; Storment, C.W.; Kounaves, S.P. Microfabricated heavy metal ion sensor. Sens. Actuators B Chem. 1995, 23, 41–47. [Google Scholar] [CrossRef]
- Briand, D.; van der Schoot, B.; de Rooij, N.F.; Sundgren, H.; Lundstrom, I. A low-power micromachined MOSFET gas sensor. J. Microelectromech. Syst. 2000, 9, 303–308. [Google Scholar] [CrossRef]
- Andersson, P.G. Iridium Catalysis; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 978-3-642-15334-1. [Google Scholar]
- Sawy, E.N.E.; Birss, V.I. Nano-porous iridium and iridium oxide thin films formed by high efficiency electrodeposition. J. Mater. Chem. 2009, 19, 8244–8252. [Google Scholar] [CrossRef]
- Shirvaliloo, S.; Kangarloo, H. Production of iridium metal thin films for application as electrodes in DRAMs and FRAMs. J. Electr. Electron. Eng. 2014, 3, 35–38. [Google Scholar] [CrossRef]
- Igumenov, I.K.; Gelfond, N.V.; Galkin, P.S.; Morozova, N.B.; Fedotova, N.E.; Zharkova, G.I.; Shipachev, V.I.; Reznikova, E.F.; Ryabtsev, A.D.; Kotsupalo, N.P.; et al. Corrosion testing of platinum metals CVD coated titanium anodes in seawater-simulated solutions. Desalination 2001, 136, 273–280. [Google Scholar] [CrossRef]
- Hemphill, R.; Hurwitz, M.; Pelizzo, M.G. Osmium atomic-oxygen protection by an iridium overcoat for increased extreme-ultraviolet grating efficiency. Appl. Opt. 2003, 42, 5149–5157. [Google Scholar] [CrossRef]
- Kajiwara, M.; Uemiya, S.; Kojima, T.; Kikuchi, E. Rhodium- and iridium-dispersed porous alumina membranes and their hydrogen permeation properties. Catal. Today 2000, 56, 83–87. [Google Scholar] [CrossRef]
- Weber, T.; Käsebier, T.; Szeghalmi, A.; Knez, M.; Kley, E.-B.; Tünnermann, A. Iridium wire grid polarizer fabricated using atomic layer deposition. Nanoscale Res. Lett. 2011, 6, 558. [Google Scholar] [CrossRef] [Green Version]
- Vila-Comamala, J.; Gorelick, S.; Färm, E.; Kewish, C.M.; Diaz, A.; Barrett, R.; Guzenko, V.A.; Ritala, M.; David, C. Ultra-high resolution zone-doubled diffractive X-ray optics for the multi-keV regime. Opt. Express 2011, 19, 175–184. [Google Scholar] [CrossRef] [Green Version]
- Probst, A.-C.; Begou, T.; Döhring, T.; Zeising, S.; Stollenwerk, M.; Stadtmüller, J.; Emmerich, F.; Lumeau, J. Coating stress analysis and compensation for iridium-based X-ray mirrors. Appl. Opt. 2018, 57, 8775–8779. [Google Scholar] [CrossRef] [PubMed]
- Suntola, T. Atomic layer epitaxy. Mater. Sci. Rep. 1989, 4, 261–312. [Google Scholar] [CrossRef]
- Ritala, M.; Leskelä, M. Chapter 2-Atomic layer deposition. In Handbook of Thin Films; Nalwa, H.S., Ed.; Academic Press: Burlington, MA, USA, 2002; pp. 103–159. ISBN 978-0-12-512908-4. [Google Scholar]
- Aaltonen, T.; Alén, P.; Ritala, M.; Leskelä, M. Ruthenium thin films grown by atomic layer deposition. Chem. Vap. Depos. 2003, 9, 45–49. [Google Scholar] [CrossRef]
- Aaltonen, T.; Ritala, M.; Leskelä, M. ALD of Rhodium thin films from Rh(acac)3 and oxygen. Electrochem. Solid-State Lett. 2005, 8, C99–C101. [Google Scholar] [CrossRef]
- Lashdaf, M.; Hatanpää, T.; Krause, A.O.I.; Lahtinen, J.; Lindblad, M.; Tiitta, M. Deposition of palladium and ruthenium β-diketonates on alumina and silica supports in gas and liquid phase. Appl. Catal. A 2003, 241, 51–63. [Google Scholar] [CrossRef]
- Niskanen, A.; Hatanpää, T.; Arstila, K.; Leskelä, M.; Ritala, M. Radical-enhanced atomic layer deposition of silver thin films using phosphine-adducted silver carboxylates. Chem. Vap. Depos. 2007, 13, 408–413. [Google Scholar] [CrossRef]
- Hämäläinen, J.; Sajavaara, T.; Puukilainen, E.; Ritala, M.; Leskelä, M. Atomic layer deposition of osmium. Chem. Mater. 2012, 24, 55–60. [Google Scholar] [CrossRef]
- Aaltonen, T.; Ritala, M.; Sajavaara, T.; Keinonen, J.; Leskelä, M. Atomic layer deposition of platinum thin films. Chem. Mater. 2003, 15, 1924–1928. [Google Scholar] [CrossRef]
- Griffiths, M.B.E.; Pallister, P.J.; Mandia, D.J.; Barry, S.T. Atomic layer deposition of gold metal. Chem. Mater. 2016, 28, 44–46. [Google Scholar] [CrossRef]
- ALD Database. Available online: www.atomiclimits.com/alddatabase (accessed on 15 October 2020).
- Aaltonen, T.; Ritala, M.; Sammelselg, V.; Leskelä, M. Atomic layer deposition of iridium thin films. J. Electrochem. Soc. 2004, 151, G489–G492. [Google Scholar] [CrossRef]
- Dussarrat, C.; Gatineau, J. High purity iridium thin films depositions using the inorganic IrF6. Proc. Electrochem. Soc. 2005, 5, 354–359. [Google Scholar]
- Kim, S.-W.; Kwon, S.-H.; Kwak, D.-K.; Kang, S.-W. Phase control of iridium and iridium oxide thin films in atomic layer deposition. J. Appl. Phys. 2008, 103, 23517. [Google Scholar] [CrossRef] [Green Version]
- Hämäläinen, J.; Hatanpää, T.; Puukilainen, E.; Costelle, L.; Pilvi, T.; Ritala, M.; Leskelä, M. (MeCp)Ir(CHD) and molecular oxygen as precursors in atomic layer deposition of iridium. J. Mater. Chem. 2010, 20, 7669–7675. [Google Scholar] [CrossRef]
- Schlicht, S.; Haschke, S.; Mikhailovskii, V.; Manshina, A.; Bachmann, J. Highly reversible water oxidation at ordered nanoporous iridium electrodes based on an original atomic layer deposition. Chem Electro Chem 2018, 5, 1259–1264. [Google Scholar] [CrossRef] [PubMed]
- Hämäläinen, J.; Puukilainen, E.; Kemell, M.; Costelle, L.; Ritala, M.; Leskelä, M. Atomic layer deposition of iridium thin films by consecutive oxidation and reduction steps. Chem. Mater. 2009, 21, 4868–4872. [Google Scholar] [CrossRef]
- Mattinen, M.; Hämäläinen, J.; Gao, F.; Jalkanen, P.; Mizohata, K.; Räisänen, J.; Puurunen, R.L.; Ritala, M.; Leskelä, M. Nucleation and conformality of iridium and iridium oxide thin films grown by atomic layer deposition. Langmuir 2016, 32, 10559–10569. [Google Scholar] [CrossRef]
- Färm, E.; Kemell, M.; Ritala, M.; Leskelä, M. Self-assembled octadecyltrimethoxysilane monolayers enabling selective-area atomic layer deposition of iridium. Chem. Vap. Depos. 2006, 12, 415–417. [Google Scholar] [CrossRef]
- Walsh, T.A.; Bur, J.A.; Kim, Y.-S.; Lu, T.-M.; Lin, S.-Y. High-temperature metal coating for modification of photonic band edge position. J. Opt. Soc. Am. B 2009, 26, 1450–1455. [Google Scholar] [CrossRef]
- Christensen, S.T.; Elam, J.W. Atomic layer deposition of Ir−Pt alloy films. Chem. Mater. 2010, 22, 2517–2525. [Google Scholar] [CrossRef]
- Comstock, D.J.; Christensen, S.T.; Elam, J.W.; Pellin, M.J.; Hersam, M.C. Tuning the composition and nanostructure of pt/ir films via anodized aluminum oxide templated atomic layer deposition. Adv. Funct. Mater. 2010, 20, 3099–3105. [Google Scholar] [CrossRef]
- Pfeiffer, K.; Schulz, U.; Tünnermann, A.; Szeghalmi, A. Antireflection coatings for strongly curved glass lenses by atomic layer deposition. Coatings 2017, 7, 118. [Google Scholar] [CrossRef] [Green Version]
- Ratzsch, S.; Kley, E.-B.; Tünnermann, A.; Szeghalmi, A. Influence of the oxygen plasma parameters on the atomic layer deposition of titanium dioxide. Nanotechnology 2015, 26, 24003. [Google Scholar] [CrossRef] [PubMed]
- Shestaeva, S.; Bingel, A.; Munzert, P.; Ghazaryan, L.; Patzig, C.; Tünnermann, A.; Szeghalmi, A. Mechanical, structural, and optical properties of PEALD metallic oxides for optical applications. Appl. Opt. 2017, 56, C47–C59. [Google Scholar] [CrossRef] [PubMed]
- Müller, R.; Yulin, S.; Naujok, P.; Kaiser, N.; Tünnermann, A. Optical properties and oxidation resistance of different transition metals for soft X-ray and EUV applications. Thin Solid Films 2017, 624, 1–6. [Google Scholar] [CrossRef]
- Yulin, S.A.; Kuhlmann, T.; Feigl, T.; Kaiser, N. Reflectivity and stability of Cr/Sc multilayers for the soft X-ray range. Proc. SPIE 2002, 4782, 285–291. [Google Scholar] [CrossRef]
- Genevée, P.; Ahiavi, E.; Janunts, N.; Pertsch, T.; Oliva, M.; Kley, E.-B.; Szeghalmi, A. Blistering during the atomic layer deposition of iridium. J. Vac. Sci. Technol. A 2016, 34, 01A113. [Google Scholar] [CrossRef]
- ImageJ. Available online: https://imagej.nih.gov/ij/ (accessed on 10 September 2020).
- Scherrer, P. Bestimmung der Größe und der inneren Struktur von Kolloidteilchen mittels Röntgenstrahlen. Nachr. Ges. Wiss. Göttingen Math. Phys. Kl. 1918, 1918, 98–100. (In German) [Google Scholar]
- Swartzendruber, L.J. Correction Factor Tables for Four-Point Probe Resistivity Measurements on Thin, Circular Semiconductor Samples; Technical Note; National Bureau of Standards: Washington, DC, USA, 1964. [Google Scholar]
- Li, D.; Neumann, A.W. Equation of state for interfacial tensions of solid-liquid systems. Adv. Colloid Interface Sci. 1992, 39, 299–345. [Google Scholar] [CrossRef]
- DIN Deutsches Institut für Normung e.V. (Ed.) DIN ISO 9211-4:2014-05, Optische Schichten—Teil 4: Spezifische Prüfmethoden; Beuth Verlag: Berlin, Germany, 2014; pp. 7–8. (In German) [Google Scholar]
- Venables, J.A.; Spiller, G.D.T.; Hanbucken, M. Nucleation and growth of thin films. Rep. Prog. Phys. 1984, 47, 399–459. [Google Scholar] [CrossRef]
- Massahi, S.; Christensen, F.E.; Ferreira, D.D.M.; Svendsen, S.; Henriksen, P.L.; Vu, L.M.; Gellert, N.C.; Jegers, A.S.; Shortt, B.; Bavdaz, M.; et al. Investigation of boron carbide and iridium thin films, an enabling technology for future x-ray telescopes. Appl. Opt. 2020, 59, 10902–10911. [Google Scholar] [CrossRef]
- Arblaster, J.W. Densities of Osmium and Iridium. Platin. Met. Rev. 1989, 33, 14–16. [Google Scholar]
- Kovalenko, O.; Szabó, S.; Klinger, L.; Rabkin, E. Solid state dewetting of polycrystalline Mo film on sapphire. Acta Mater. 2017, 139, 51–61. [Google Scholar] [CrossRef]
- Suhail, M.H.; Rao, G.M.; Mohan, S. dc reactive magnetron sputtering of titanium-structural and optical characterization of TiO2 films. J. Appl. Phys. 1992, 71, 1421–1427. [Google Scholar] [CrossRef]
- Ghazaryan, L.; Handa, S.; Schmitt, P.; Beladiya, V.; Roddatis, V.; Tünnermann, A.; Szeghalmi, A. Structural, optical, and mechanical properties of TiO2 nanolaminates. Nanotechnology 2020, 32, 95709. [Google Scholar] [CrossRef]
- Aarik, J.; Aidla, A.; Mändar, H.; Sammelselg, V.; Uustare, T. Texture development in nanocrystalline hafnium dioxide thin films grown by atomic layer deposition. J. Cryst. Growth 2000, 220, 105–113. [Google Scholar] [CrossRef]
- Swanson, H.E.; Tatge, E. Standard X-ray Diffraction Powder Patterns; National Bureau of Standards: Washington, DC, USA, 1955. [Google Scholar]
- Mattinen, M.; Hämäläinen, J.; Vehkamäki, M.; Heikkilä, M.J.; Mizohata, K.; Jalkanen, P.; Räisänen, J.; Ritala, M.; Leskelä, M. Atomic layer deposition of iridium thin films using sequential oxygen and hydrogen pulses. J. Phys. Chem. C 2016, 120, 15235–15243. [Google Scholar] [CrossRef]
- Kohlrausch, F. Praktische Physik. Zum Gebrauch für Unterricht, Forschung und Technik, 24th ed.; Neubearbeitete und Erweiterte Auflage; B.G. Teubner: Stuttgart, Germany, 1996; ISBN 3-519-23000-3. (In German) [Google Scholar]
- Pulker, H.K. Coatings on Glass, 2nd revised ed.; Elsevier: Amsterdam, The Netherlands, 1999; ISBN 978-0-444-50103-5. [Google Scholar]
- Choi, B.H.; Lee, J.H.; Lee, H.K.; Kim, J.H. Effect of interface layer on growth behavior of atomic-layer-deposited Ir thin film as novel Cu diffusion barrier. Appl. Surf. Sci. 2011, 257, 9654–9660. [Google Scholar] [CrossRef]
- Liu, X.-J.; Zhu, L.; Li, X.-F.; Cao, Z.-Y.; Li, A.-D.; Di, W. Growth of high-density Ir nanocrystals by atomic layer deposition for nonvolatile nanocrystal memory applications. J. Vac. Sci. Technol. B 2014, 32, 42201. [Google Scholar] [CrossRef]
- Goto, T.; Vargas, J.R.; Hirai, T. Effect of oxygen gas addition on preparation of iridium and platinum films by metal-organic chemical vapor deposition. Mater. Trans. JIM 1999, 40, 209–213. [Google Scholar] [CrossRef] [Green Version]
- Tran, P.D.; Barthes-Labrousse, M.-G.; Doppelt, P. Iridium CVD using di-μ-Chloro-tetrakis(trifluorophosphine)- diiridium (I) Precursor, in-situ generated from Chlorotetrakis(trifluorophosphine)iridium. Chem. Vap. Deposition 2009, 15, 320–326. [Google Scholar] [CrossRef]
- Berkó, A.; Solymosi, F. CO-induced changes of Ir nanoparticles supported on TiO2 (110)-(1 × 2) surface. Surf. Sci. 1998, 411, L900–L903. [Google Scholar] [CrossRef]
- Gilarowski, G.; Niehus, H. Iridium on Cu(100): Surface segregation and alloying. Phys. Status Solidi A 1999, 173, 159–169. [Google Scholar] [CrossRef]
- Zhang, T.; Li, S.-C.; Zhu, W.; Ke, J.; Yu, J.-W.; Zhang, Z.-P.; Dai, L.-X.; Gu, J.; Zhang, Y.-W. Iridium ultrasmall nanoparticles, worm-like chain nanowires, and porous nanodendrites: One-pot solvothermal synthesis and catalytic CO oxidation activity. Surf. Sci. 2016, 648, 319–327. [Google Scholar] [CrossRef]
- Puurunen, R.L.; Vandervorst, W. Island growth as a growth mode in atomic layer deposition: A phenomenological model. J. Appl. Phys. 2004, 96, 7686–7695. [Google Scholar] [CrossRef]
- Alam, M.A.; Green, M.L. Mathematical description of atomic layer deposition and its application to the nucleation and growth of HfO2 gate dielectric layers. J. Appl. Phys. 2003, 94, 3403–3413. [Google Scholar] [CrossRef]
- Zhou, J.; Kang, Y.C.; Chen, D.A. Controlling island size distributions: A comparison of nickel and copper growth on TiO2(110). Surf. Sci. 2003, 537, L429–L434. [Google Scholar] [CrossRef]
- Kitakami, O.; Okamoto, S.; Shimada, Y. Effect of surface free energy of underlayer materials on crystal growth of Co polycrystalline films. J. Appl. Phys. 1996, 79, 6880–6883. [Google Scholar] [CrossRef]
- Chen, S.C.; Jen, S.U.; Chen, R.Z.; Lu, C.F.; Wang, C.M.; Kuo, P.C. Effect of Cu, Cu/Ru, or Ru/Cu seed-layer on perpendicular magnetic anisotropy of Co80Pt20 films. J. Magn. Magn. Mater. 2018, 459, 106–111. [Google Scholar] [CrossRef]
- Stempfhuber, S.; Felde, N.; Schwinde, S.; Trost, M.; Schenk, P.; Schröder, S.; Tünnermann, A. Influence of seed layers on optical properties of aluminum in the UV range. Opt. Express 2020, 28, 20324–20333. [Google Scholar] [CrossRef]
- Oura, K.; Katayama, M.; Zotov, A.V.; Lifshits, V.G.; Saranin, A.A. Surface Science. An Introduction; Springer: Berlin/Heidelberg, Germany, 2003; ISBN 978-3-662-05179-5. [Google Scholar]
- Fan, C.-W.; Lee, S.-C. Surface free energy effects in sputter-deposited WNx films. Mater. Trans. 2007, 48, 2449–2453. [Google Scholar] [CrossRef] [Green Version]
- Antczak, G.; Ehrlich, G. Surface Diffusion: Metals, Metal Atoms, and Clusters; Cambridge University Press: Cambridge, UK, 2010; ISBN 978-0-521-89983-3. [Google Scholar]
- Luo, Y.-R. Comprehensive Handbook of Chemical Bond Energies; CRC Press: Boca Raton, FL, USA, 2007; ISBN 978-0-8493-7366-4. [Google Scholar]
- Zhu, B.; Ding, Z.-J.; Wu, X.; Liu, W.-J.; Zhang, D.W.; Ding, S.-J. Plasma-enhanced atomic layer deposition of cobalt films using Co(EtCp)2 as a metal precursor. Nanoscale Res. Lett. 2019, 14, 76. [Google Scholar] [CrossRef] [PubMed]
- Tripathi, T.S.; Karppinen, M. Efficient process for direct atomic layer deposition of metallic Cu thin films based on an organic reductant. Chem. Mater. 2017, 29, 1230–1235. [Google Scholar] [CrossRef] [Green Version]
- Aaltonen, T.; Ritala, M.; Tung, Y.-L.; Chi, Y.; Arstila, K.; Meinander, K.; Leskelä, M. Atomic layer deposition of noble metals: Exploration of the low limit of the deposition temperature. J. Mater. Res. 2004, 19, 3353–3358. [Google Scholar] [CrossRef] [Green Version]
- Väyrynen, K.; Mizohata, K.; Räisänen, J.; Peeters, D.; Devi, A.; Ritala, M.; Leskelä, M. Low-temperature atomic layer deposition of low-resistivity copper thin films using Cu(dmap)2 and tertiary butyl hydrazine. Chem. Mater. 2017, 29, 6502–6510. [Google Scholar] [CrossRef]
- Elam, J.W.; Zinovev, A.; Han, C.Y.; Wang, H.H.; Welp, U.; Hryn, J.N.; Pellin, M.J. Atomic layer deposition of palladium films on Al2O3 surfaces. Thin Solid Films 2006, 515, 1664–1673. [Google Scholar] [CrossRef]
- Lemaire, P.C.; King, M.; Parsons, G.N. Understanding inherent substrate selectivity during atomic layer deposition: Effect of surface preparation, hydroxyl density, and metal oxide composition on nucleation mechanisms during tungsten ALD. J. Chem. Phys. 2016, 146, 52811. [Google Scholar] [CrossRef]
- Mackus, A.J.M.; Verheijen, M.A.; Leick, N.; Bol, A.A.; Kessels, W.M.M. Influence of oxygen exposure on the nucleation of platinum atomic layer deposition: Consequences for film growth, nanopatterning, and nanoparticle synthesis. Chem. Mater. 2013, 25, 1905–1911. [Google Scholar] [CrossRef]
- Pyeon, J.J.; Cho, C.J.; Baek, S.-H.; Kang, C.-Y.; Kim, J.-S.; Jeong, D.S.; Kim, S.K. Control of the initial growth in atomic layer deposition of Pt films by surface pretreatment. Nanotechnology 2015, 26, 304003. [Google Scholar] [CrossRef]
- de Paula, C.; Richey, N.E.; Zeng, L.; Bent, S.F. Mechanistic study of nucleation enhancement in atomic layer deposition by pretreatment with small organometallic molecules. Chem. Mater. 2020, 32, 315–325. [Google Scholar] [CrossRef]
- Popovici, M.; Tomida, K.; Swerts, J.; Favia, P.; Delabie, A.; Bender, H.; Adelmann, C.; Tielens, H.; Brijs, B.; Kaczer, B.; et al. A comparative study of the microstructure–dielectric properties of crystalline SrTiO3 ALD films obtained via seed layer approach. Phys. Status Solidi A 2011, 208, 1920–1924. [Google Scholar] [CrossRef]
- Waechtler, T.; Oswald, S.; Roth, N.; Jakob, A.; Lang, H.; Ecke, R.; Schulz, S.E.; Gessner, T.; Moskvinova, A.; Schulze, S.; et al. Copper oxide films grown by atomic layer deposition from bis(tri-n-butylphosphane)copper(I)acetylacetonate on Ta, TaN, Ru, and SiO2. J. Electrochem. Soc. 2009, 156, H453–H459. [Google Scholar] [CrossRef] [Green Version]
- Hughes, K.J.; Engstrom, J.R. Nucleation delay in atomic layer deposition on a thin organic layer and the role of reaction thermochemistry. J. Vac. Sci. Technol. A 2011, 30, 01A102. [Google Scholar] [CrossRef]
- Franz, M.; Junghans, R.; Schmitt, P.; Szeghalmi, A.; Schulz, S.E. Wafer-level integration of self-aligned high aspect ratio silicon 3D structures using the MACE method with Au, Pd, Pt, Cu, and Ir. Beilstein J. Nanotechnol. 2020, 11, 1439–1449. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.P.; Jang, Y.J.; Sung, M.M. Atomic layer deposition of TiO2 thin films on mixed self-assembled monolayers studied as a function of surface free energy. Adv. Funct. Mater. 2003, 13, 873–876. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate Material | AFM Surface Roughness σ (nm rms) | Crystallite Size L (nm) | Specific Electrical Resistance | Tape Test * According to DIN ISO 9211-4 | |
|---|---|---|---|---|---|
| @ 150 cycles (10−8 Ω·m) | @ 800 cycles (10−8 Ω·m) | ||||
| Si wafer | 1.01 ± 0.10 | 33 ± 4 | 13.0 ± 1.9 | 9.2 ± 0.6 | failed |
| BK7 | 2.07 ± 0.21 | 32 ± 4 | 18.7 ± 2.8 | 9.2 ± 0.6 | failed |
| Fused silica | 1.31 ± 0.13 | 34 ± 4 | 21.0 ± 3.2 | 8.9 ± 0.6 | failed |
| SiO2 ALD | 1.32 ± 0.13 | 33 ± 4 | 22.0 ± 3.4 | 9.4 ± 0.6 | failed |
| TiO2 ALD | 1.58 ± 0.23 | 28 ± 4 | 13.2 ± 2.3 | 7.7 ± 0.5 | failed |
| Ta2O5 ALD | 1.22 ± 0.12 | 31 ± 4 | 20.0 ± 3.3 | 10.0 ± 0.7 | failed |
| Al2O3 ALD | 1.66 ± 0.17 | 28 ± 4 | 13.4 ± 1.4 * | 9.7 ± 0.7 | adhesive |
| HfO2 ALD | 4.6 ± 1.2 | 27 ± 4 | 13.8 ± 1.5 * | 9.7 ± 0.7 | failed |
| Ru PVD | 1.42 ± 0.14 | 31 ± 4 | 16.9 ± 1.4 | 10.9 ± 0.7 | <65% delaminated |
| Cr PVD | 1.12 ± 0.11 | 28 ± 4 | 40.7 ± 3.6 | 14.4 ± 0.9 | adhesive |
| Mo PVD | 1.08 ± 0.11 | 29 ± 4 | 25.0 ± 1.8 * | 14.5 ± 0.9 | <15% delaminated |
| C PVD | 1.09 ± 0.11 | 33 ± 4 | 21.3 ± 3.3 | 9.7 ± 0.7 | adhesive |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schmitt, P.; Beladiya, V.; Felde, N.; Paul, P.; Otto, F.; Fritz, T.; Tünnermann, A.; Szeghalmi, A.V. Influence of Substrate Materials on Nucleation and Properties of Iridium Thin Films Grown by ALD. Coatings 2021, 11, 173. https://doi.org/10.3390/coatings11020173
Schmitt P, Beladiya V, Felde N, Paul P, Otto F, Fritz T, Tünnermann A, Szeghalmi AV. Influence of Substrate Materials on Nucleation and Properties of Iridium Thin Films Grown by ALD. Coatings. 2021; 11(2):173. https://doi.org/10.3390/coatings11020173
Chicago/Turabian StyleSchmitt, Paul, Vivek Beladiya, Nadja Felde, Pallabi Paul, Felix Otto, Torsten Fritz, Andreas Tünnermann, and Adriana V. Szeghalmi. 2021. "Influence of Substrate Materials on Nucleation and Properties of Iridium Thin Films Grown by ALD" Coatings 11, no. 2: 173. https://doi.org/10.3390/coatings11020173