3.1. Effects of N2/Ar Flow Ratio on the CrAlN Layer
Increasing the N
2/Ar flow ratio (from 20% to 140%) was shown to increase the peak current (from 352 to 608 A), peak voltage (from −800 to −640 V), and peak power (from 281.6 to 389.1 kW) during HiPIMS pulses. As shown in
Table 1, there was also a notable increase in the peak power density (from 1.16 to 1.60 kW/cm
2), which improved the quality of the deposited film in terms of microstructure density and surface roughness [
14]. Under all operating conditions, the peak power density (>1 kW/cm
2) met the requirements of HiPIMS and exceeded that of conventional DC-MS systems [
23]. The increase in the target power density can be attributed to the increase in peak current made possible by the reactive gas (N
2) increasing secondary electron emissions from the target [
24]. The peak power density of the Cr target is not discussed as it was used only to deposit an interlayer under a fixed N
2/Ar flow ratio.
Table 1 also lists the concentration of constituent elements in the CrAlN layers produced under various N
2/Ar flow ratios. An increase in N
2/Ar flow ratios was shown to reduce the atomic ratios of Cr and Al. Note that under a low N
2/Ar flow ratio (<60%), the atomic ratio of N was higher, due to the availability of N
2 molecules and N
2+ ions in gaseous phase, which increased the collision frequency in the plasma and in so doing lowered the sputtering yield of Al and Cr [
1]. An increase in the N
2/Ar flow ratio was also shown to increase the Al/Cr ratio, due to the fact that the sputtering threshold energy of Al (13 eV) is lower than that of Cr (22 eV) [
25]. Finally, the CrAlN films still contained a relatively small number of nitrogen atoms (N/(Al+Cr) < 1); i.e., the material properties of the CrAlN films were similar to those of a metal (or metal-rich nitride). Increasing the N
2/Ar flow ratio to beyond 60% did not lead to a further increase in N content. At that point, the CrAlN films became saturated (N/(Al+Cr) > 1); i.e., the material properties of the CrAlN films were similar to those of a fully nitride-coated film. The Al/(Al+Cr) ratio was maintained at a constant ~0.5, which prevented the formation of h-AlN phase in the CrAlN films. Note that the oxygen content in all of the films was less than 0.5 at.%.
Figure 1 presents XRD patterns of CrAlN layers deposited under various N
2/Ar flow ratios. A low N
2/Ar flow ratio (<40%) resulted in an amorphous CrAlN layer, due to the fact that the number of Me−N bonds in the film was insufficient to form crystalline structures. Note that the crystalline structure was confirmed by selected area electron diffraction (SAED) analysis. An intermediate N
2/Ar flow ratio (40%–80%) resulted in CrAlN layers with FCC structures showing (111), (200), and (220) diffraction peaks indicative of CrN phase. When the N
2/Ar flow ratio exceeded 80%, the observed 2θ values for (111), (200), and (220) reflections were below standard 2θ values, due to the effects of internal stress in the coatings. Changes in the preferred orientation as a function of N
2/Ar flow ratio were estimated qualitatively in terms of texture coefficients. Note that when the N
2/Ar flow ratio was increased from 60% to 140%, the preferred orientation changed from (111) to (200). Paulitsch et al. reported the preferential growth of crystals with a (200) orientation following an increase in ion density [
5]. Researchers have also reported that increases in bombardment levels gradually induce a preferential orientation change from (111) to (200) or (220) [
26]. In the current study, increasing the N
2/Ar flow ratio produced an increase in peak power density, which provided the bombarding species with additional energy. When the nitrogen content was increased from 60% to 140%, the lattice parameter of the CrAlN layer increased from 0.4128 nm to 0.4187 nm and the microstrain increased from 3.57 × 10
−3 to 5.33 × 10
−3. When Cr was mixed into the AlN, larger Cr atoms occupied some of the Al sites to form a CrAlN solid solution, thereby altering the lattice parameters, as follows: CrN (0.41480 nm) and AlN (0.4045 nm) [
20,
25].
Table 2 summarizes the computed lattice parameters, texture coefficients, and microstrain values of the various coatings. Note that the hexagonal wurtzite structure characteristic of AlN crystals did not appear in any of the films, due to the low Al/(Al+Cr) ratio; i.e., below the critical point at which AlN would form. Previous studies reported a phase transformation from an FCC to a hexagonal close packed (HCP) structure under high Al concentrations (Al/(Al+Cr) ratio > 66%) [
12].
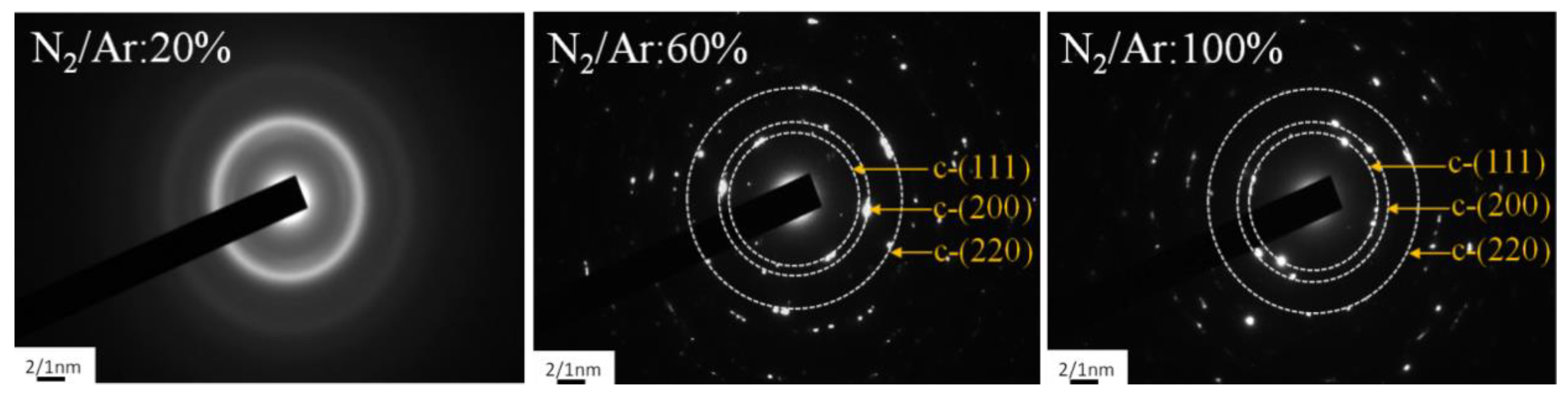
Figure 2 presents the SAED images obtained using a transmission electron microscope (TEM) from CrAlN layers formed under N
2/Ar flow ratios of 20%, 60%, and 100%. The SAED patterns clearly indicate the amorphous structure of the CrAlN layers formed under an N
2/Ar flow ratio of 20%. Increasing the nitrogen content beyond that point caused a structural transformation from amorphous to crystalline. Note that these results are in good agreement with our GIXRD results.
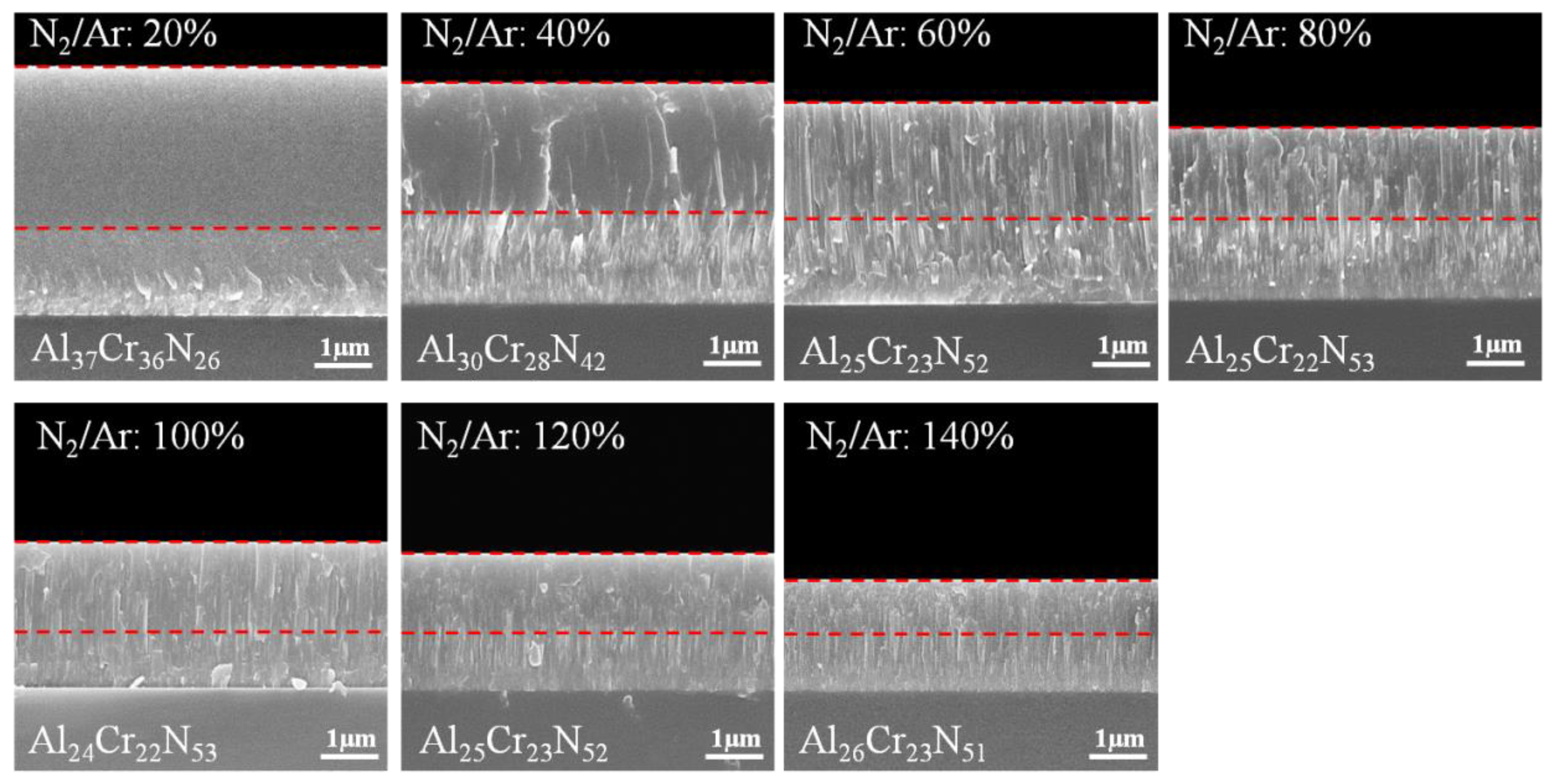
Figure 3 presents cross-sectional SEM images of coatings deposited under various N
2/Ar flow ratios. The red-dotted line demarcates the CrAlN top layer. Under an N
2/Ar flow ratio of <40%, no columnar-type structures were observed in the CrAlN. Under an N
2/Ar flow ratio >40%, all of the CrAlN layers exhibited columnar-type structures. When the nitrogen content was increased (from 20% to 140%), the thickness of the CrAlN layer decreased from 2.86 to 0.97 μm and the deposition rate decreased from 71.5 to 24.3 nm/min. This was partly due to the fact that the sputtering rate of nitrided compounds is lower than that of metals [
27]. Furthermore, the Me–N layers produced secondary electron emission yields higher than the metal targets, which further lower the sputtering yield of the targets [
28].
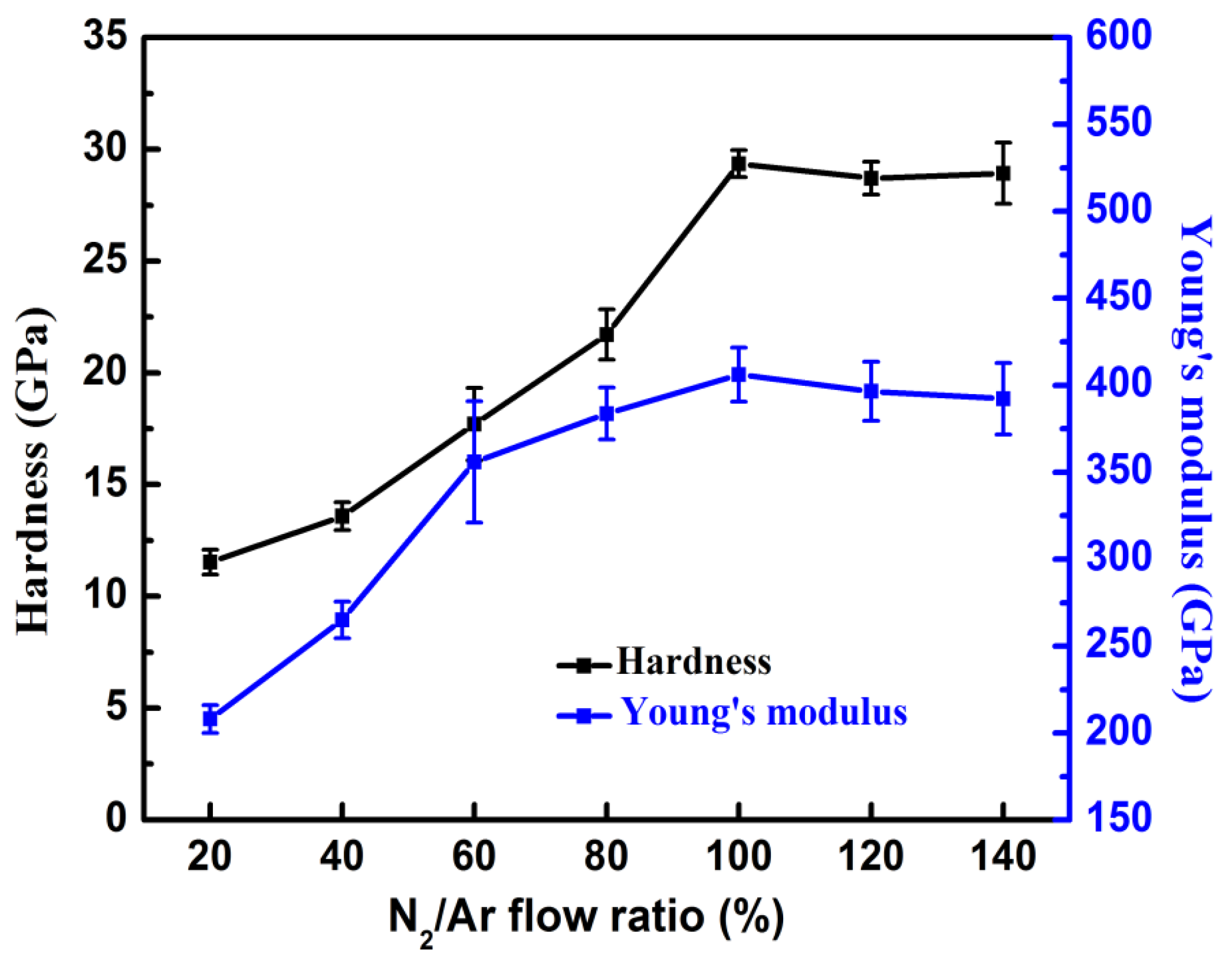
Figure 4 presents the hardness and Young’s modulus of CrAlN layers formed under various N
2/Ar flow ratios. The highest hardness value (29.3 ± 0.6 GPa) and Young’s modulus (406.1 ± 15 GPa) were obtained when the N
2/Ar flow ratio was 100%. The hardness values of all of the samples presented characteristic slopes in the linear fitting plot. There was a strong positive correlation between N
2/Ar flow ratios (from 20% to 80%) with hardness values (from 11.5 ± 0.5 to 21.7 ± 1.3 GPa) and with Young’s modulus (from 207.9 ± 7 to 383.7 ± 14 GPa), due to the replacement of a large number of Me−Me bonds with Me−N bonds in the CrAlN film. At N
2/Ar flow ratios exceeding 100%, the samples became saturated with nitrogen, such that the composition, crystal structure, and corresponding hardness and Young’s modulus of the CrAlN film did not change significantly. When the N
2/Ar flow ratio was increased from 20% to 140%, the residual stress decreased from −0.5 to −2.8 GPa. Note that residual stress value is strongly related to film hardness. To assess the suitability of coatings for tribological applications, we calculated the deformation relative to yielding (H/E) and resistance to plastic indentation (H
3/E
2) ratios based on the nanoindentation results. Generally, the H/E and H
3/E
2 ratios are proportional to plastic deformation resistance [
29]. The average H/E and H
3/E
2 ratios are summarized in
Table 3.
Lc1 is commonly defined as the load required to peel a film off of a given substrate, as determined by the analysis of scratch morphology. As shown in
Table 3, increasing the N
2/Ar flow ratio from 20% to 140% decreased the Lc1 value from 54.6 to 41.8 N. This weak correlation between Lc1 values and N
2/Ar flow ratios can be attributed to the modulation of the interlayer structure and an increase in residual stress in the coatings following an increase in the N
2/Ar flow ratio.
The tribological properties of the coatings depend on multiple parameters including, the microstructure, grain size, density, surface quality, and residual stress in the coatings.
Table 3 lists the coefficient of friction (COF) and average wear rates of each coating. Increasing the N
2/Ar flow ratio from 20% to 140% increased the average COF from 0.7 to 0.8. The highest wear rates (9.4 × 10
−6 mm
3·N
−1·m
−1) were observed in samples formed under N
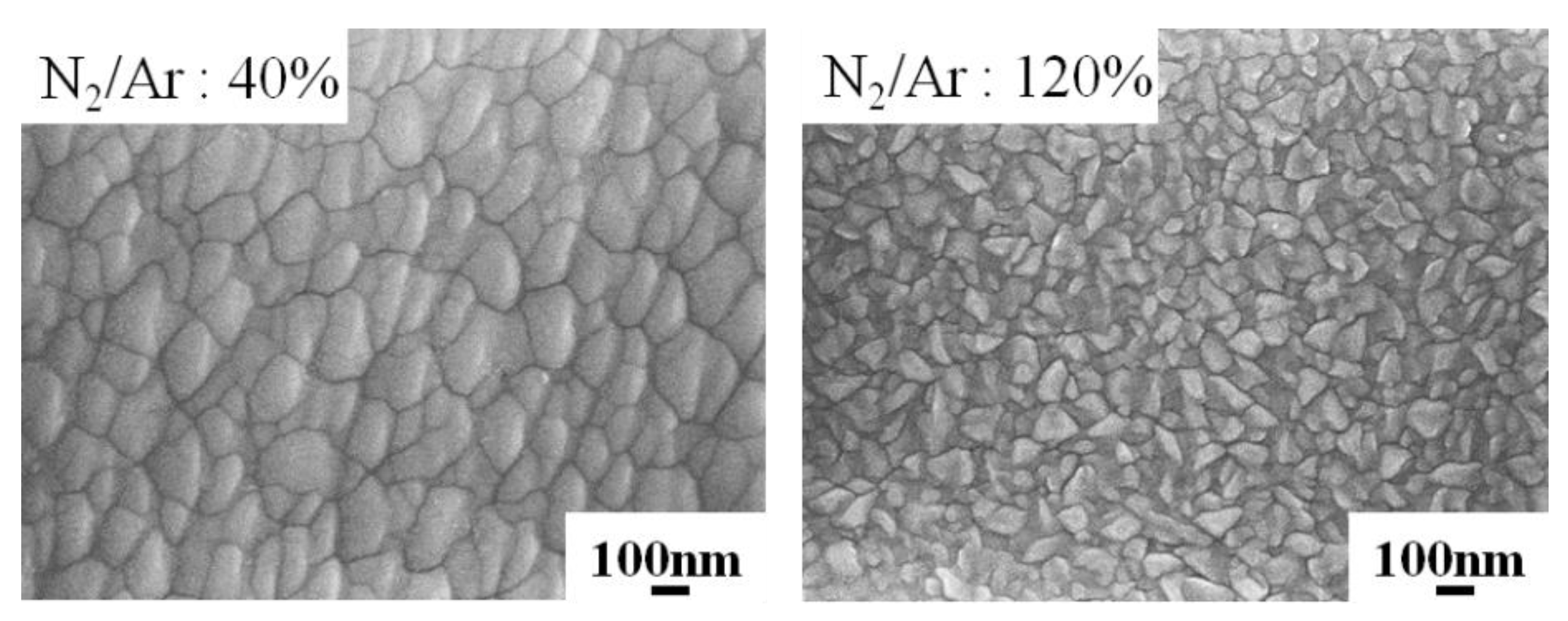
2/Ar flow ratios of less than 40%, due to the lowest hardness (11.5 GPa) and larger grain size of those films. As shown in
Figure 5, the grains in the CrAlN layer formed under an N
2/Ar flow ratio of 40% were larger than those formed under an N
2/Ar flow ratio of 120%. Wasekar et al. [
30] reported a continuous decrease in the wear rate with a decrease in grain size. Increasing the N
2/Ar flow ratio beyond 50% decreased the wear rate from 3.53 × 10
−6 to 2.45 × 10
−6 mm
3·N
−1·m
−1, due to improvements in film hardness and tribo-chemical reactions at friction interfaces [
31]. The coatings with the highest nitrogen composition presented good wear resistance as well as the highest H/E and H
3/E
2 ratios [
32]. In this section, we observed the effects of N
2/Ar flow ratio on the composition, crystal structure, and mechanical properties of CrAlN layers prepared via HiPIMS. The best mechanical properties were obtained with the N
2/Ar ratio fixed at 100%. Note however, that the interpretation of these results may be best achieved using previously reported data. Wang et al. [
31] reported that sharp increases in H values (from 14.0 to 22.0 GPa) and E values (from 149.9 to 198.3 GPa) occurred independently from the N
2/Ar flow ratio. Greczynski et al. [
33] and Hurkmans et al. [
34] reported similar changes in hardness with increases in the nitrogen content in the CrN
x films.
3.2. Effects of Bias Voltage on CrAlN Layers
In this section, we examine the effects of bias voltage on the structure and mechanical properties of CrAlN layers.
Table 4 lists the chemical composition of CrAlN layers formed under various bias voltages. Increasing the negative bias voltage from −30 to −150 V slightly increased the Al content (from 23.8 to 25.6 at.%) and the Al/Cr ratio (from 1.09 to 1.22). These findings are in line with those in previous reports [
18]. Previous studies have reported that increasing the bias voltage could decrease the Al content in the coating, due to the fact that relatively light Al atoms are more susceptible to re-sputtering by impinging ions than are Cr atoms. The discrepancy between the results in that study and the current study can be attributed to the Al/Cr ratio of the target. Note that when using AlCr alloy targets with a higher Al content, the number of discharged Al ions/atoms exceeds the number of Cr ions/atoms [
35]. In contrast, using an AlCr alloy target with lower Al content under a moderate bias voltage promotes the mobility and diffusion of the Al atoms on the film surface [
36]. No significant differences in terms of N/(Al+Cr) ratio was observed, which indicates that the nitrogen content was unaffected by bias voltage.
Figure 6 presents XRD patterns of CrAlN layers deposited under various bias voltages. As expected, the crystalline microstructure matched the NaCl-B1 structure (FCC) of chromium nitride. Increasing the bias voltage from −30 to −90 V initially led to an increase and then a subsequent decrease in the ratio of
I(111)/
I(200), which can be attributed to the thickness of the CrAlN coating [
37]. Pelleg et al. [
38] reported that the tendency toward a specific orientation can be explained by strain and surface energy. Coatings of greater thicknesses tend toward a (111) orientation, due to the effects of strain energy, whereas thinner coatings tend toward a (200) orientation. Increasing the bias voltage from −120 to −150 V decreased the ratio of
I(111)/
I(200). This is an indication that the strain energy increased rapidly to become the dominant factor (i.e., exceeding surface energy). This can be attributed to the higher intrinsic residual stress under higher bias voltages, which can have a direct effect on 200 texture [
18]. As shown in
Table 5, increasing the bias voltage from −30 to −150 V increased the lattice parameter of the CrAlN layer from 0.4143 to 0.4195 nm as well as the microstrain values from 5.06 × 10
−3 to 6.78 × 10
−3. XRD data revealed left shift in the diffraction peaks indicating the presence of residual tensile stress. A further increase in the negative bias provoked a broadening of the peaks (due to presence of inhomogeneous residual stress) and a pronounced decrease in intensities [
28,
39].
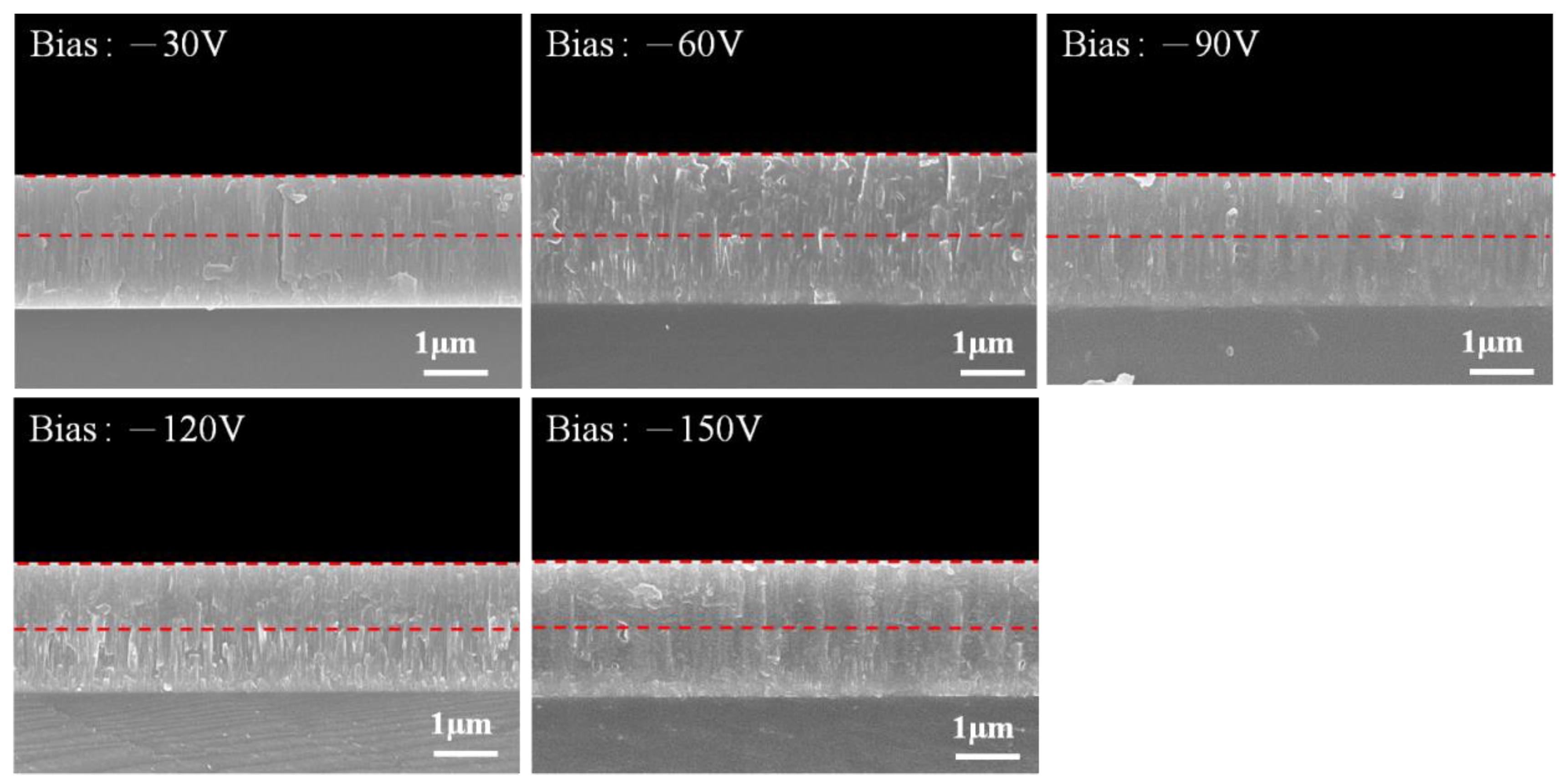
Figure 7 presents cross-sectional SEM images of coatings deposited under various bias voltages. Increasing the bias voltage from −30 to −90 V increased the deposition rate of the coating layer (from 29.2 to 30.3 nm/min) as well as the ultimate thickness (from 1.17 to 1.21 μm). Further increasing the bias voltage to −150 V led to a decrease not only in the deposition rate of the coating layer to 28.2 nm/min but also in the ultimate thickness to 1.13 μm. Under lower bias voltages, the atoms were at lower energy levels, which facilitated their deposition on the growing surface. Increasing the bias voltage to −90 V increased the kinetic energy of the highly ionized Cr and Al atoms arriving at the substrate, resulting in the re-sputtering of a larger number of atoms, which suppressed the growth of the film (i.e., a lower overall rate of deposition) [
40].
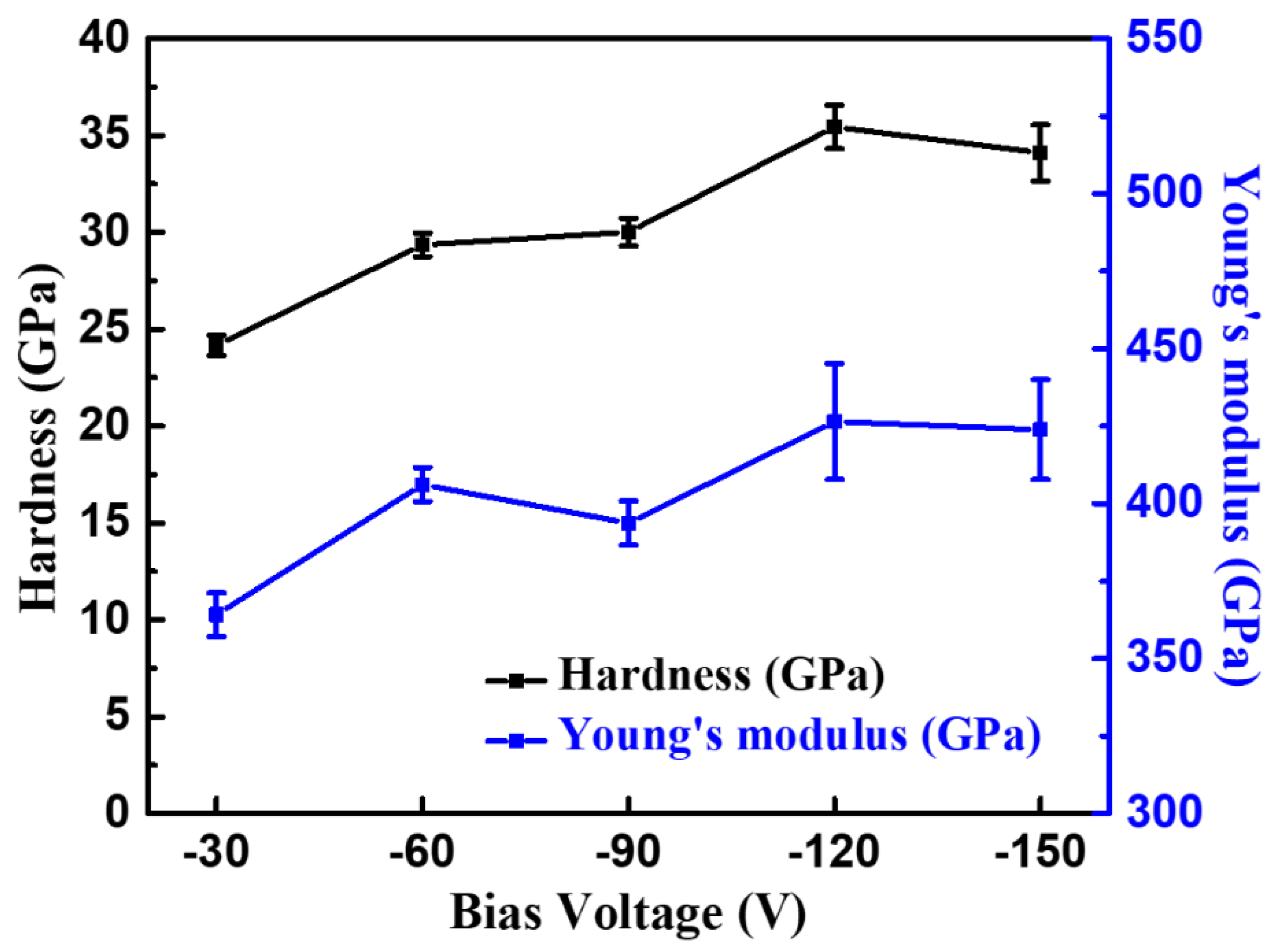
Figure 8 presents the hardness and Young’s modulus of CrAlN films obtained under various bias voltages. Increasing the bias voltage to beyond −90 V led to an increase in hardness (≈35 GPa) and Young’s modulus, due to the effects of grain size and residual stress in the coating. The crystallite sizes listed in
Table 6 were calculated from the (111) and (200) planes. Increasing the bias voltage (from −30 to −150 V) decreased the crystallite sizes from 16.8 to 10.6 nm on the (111) plane and from 13.9 to 7.4 nm on the (200) plane. It has previously been reported that increasing the energy of incident ions generates a larger number of defects on the surface of growing films, which provide a larger number of nucleation sites and a corresponding increase in the number of grains (i.e., more grains of smaller size) [
41]. Increasing the bias voltage was shown to increase the residual stresses in the coatings from −1.3 to −3.1 GPa, due to high defect densities induced by ion bombardment [
42].
As shown in
Table 6, increasing the bias voltage from −30 to −150 V increased the Lc1 values (from 39.3 to 42.8 N) as well as the residual stress. Yang et al. [
43] reported that the adhesion properties of coatings are closely related to the density of the film and residual compressive stress. Low bias voltages (−30 V) inevitably lead to weak adhesion strength, due to the resulting low density of the coating. Note that adhesion performance can be undermined by excessive residual stress under higher bias voltages (exceeding −60 V). When the bias voltage was −60 V, the film exhibited a maximum Lc1 value of 46.6 N.
Table 6 also lists the COFs and average wear rates of each coating under various bias voltages. Note that the average COF values remained constant (~0.74) despite variations in bias voltage. Iram et al. [
44] reported that wear rates are inversely proportional to hardness values and the formation of metal oxides. In this study, increasing the bias voltage from −30 V up to −120 V was shown to decrease the wear rate from 3.02 × 10
−6 to 2.11 × 10
−6 mm
3·N
−1·m
−1. Note that increasing the bias voltage to −150 V led to increases in the H/E and H
3/E
2 ratios. Increasing the bias voltage was also shown to decrease the rate of wear to 2.89×10
−6 mm
3·N
−1·m
−1, under the effects of increased residual stress in the coating.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}